
織物接着芯地及びその製造方法
【課題】緯糸方向にはハリ・コシ感を持たせ、経糸方向には顕著な柔軟性を持たせ、薄くて柔軟な表地の風合いを充分に生かすことができる織物接着芯地であって、表地が、清涼感を有するスーツやブラウスなどの薄地素材である場合、その表地の特徴や風合いを損なうことの無い織物接着芯地及びその製造方法を提供する。
【解決手段】経糸及び緯糸からなる織物基布に樹脂を塗布した織物接着芯地であって、経糸方向において、相隣接する経糸で仕切られる緯糸占有部(W)と空隙部(S)が交互に繰返し配列されており、(1)W部及びS部の面積の比率が、W/S=2〜10の範囲である;(2)W部またはS部の繰返し単位が、10〜20箇所/2.54cmである;(3)S部は、経糸を介して、緯糸方向に実質的に連続した空隙部であることを特徴とする織物接着芯地、及びその製造方法。
【解決手段】経糸及び緯糸からなる織物基布に樹脂を塗布した織物接着芯地であって、経糸方向において、相隣接する経糸で仕切られる緯糸占有部(W)と空隙部(S)が交互に繰返し配列されており、(1)W部及びS部の面積の比率が、W/S=2〜10の範囲である;(2)W部またはS部の繰返し単位が、10〜20箇所/2.54cmである;(3)S部は、経糸を介して、緯糸方向に実質的に連続した空隙部であることを特徴とする織物接着芯地、及びその製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、織物接着芯地およびその製造方法に関する。
【背景技術】
【0002】
従来、織物、編物、不織布などの布帛の表面にホットメルト樹脂をドット状に固着させた接着芯地が知られている。また、この様な接着芯地の製造方法として、ホットメルト樹脂の粉末を布帛上にドット状に散布する方法、或いは、エマルジョン樹脂や熱可塑性樹脂の粉末をペースト状としてスクリーン印刷によりドット状にプリントし、その上にホットメルト樹脂を散布した後、布帛のドット間にある余剰のホットメルト樹脂を除去し、熱固着する方法(通称「ダブルドットコーティング」と云われる)などが知られている。
【0003】
しかし、近年、清涼感のある薄地のスーツや、盛夏用の婦人ブラウスなどの用途において、柔軟性、通気性、手触り、外観などが向上した薄地タイプの表地が求められるようになってきており、このような薄地タイプの表地の風合いを充分に生かすことができる接着芯地が、市場において求められている。
【0004】
この様な薄地の柔軟な表地に適合する接着芯地としては、使用する糸の繊度や、生地の目付けを小さくして軽量化や薄地化を図ることにより、表地の柔軟性、通気性、手触り、外観などの風合いを、ある程度生かすことができる素材が提供されている。
【0005】
しかしながら、繊度や目付を小さくして、芯地を軽量化あるいは薄地化すると、生地全体が柔らかくなりすぎ、特に、緯方向のハリ・コシ感が大きく低下する傾向があり、寸法安定性、形態保持性が劣るという問題がある。
【0006】
この問題を解決するために、例えば、特許文献1には、ハリ、コシを出すために経糸の仕様や緯糸の仕様を規制した織編物の芯地が提案されている。しかし、この芯地は、緯張り感はあるものの、芯地に使用する糸の繊度が大きいため、とうてい本発明が目的とする性能を満足することはできない。
【特許文献1】特開2000−160416号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、緯糸方向にはハリ・コシ感を持たせ、経糸方向には顕著な柔軟性を持たせ、薄くて柔軟な表地の風合いを充分に生かすことができる織物接着芯地であって、表地が、清涼感を有するスーツやブラウスなどの薄地素材である場合、その表地の特徴や風合いを損なうことの無い織物接着芯地及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために検討を重ねた結果、緯糸占有部(W)と空隙部(S)が特定の面積比率を有し、交互に繰返し配列されている織物接着芯地が、経方向には柔軟性、緯方向にはハリ・コシ感を有することを見出し、本発明を完成した。
【0009】
すなわち、本発明は以下の通りである。
1.経糸及び緯糸からなる織物基布に樹脂を塗布した接着芯地であって、該経糸方向において、相隣接する経糸で仕切られる緯糸占有部(W)と空隙部(S)が交互に繰返し配列されており、下記(1)〜(3)を満足することを特徴とする織物接着芯地。
【0010】
(1)W部及びS部の面積の比率が、W/S=2〜10の範囲である。
(2)W部またはS部の繰返し単位が、10〜20箇所/2.54cmである。
(3)S部は、経糸を介して、緯糸方向に実質的に連続した空隙部である。
【0011】
2.前記織物接着芯地の経方向の45°カンチレバー法による剛軟度が30mm以下であることを特徴とする上記1に記載の織物接着芯地。
【0012】
3.前記経糸及び緯糸が、ポリアミド系繊維またはポリエステル系繊維であり、繊度が、経糸13〜58dtex、緯糸33〜110dtexあり、かつ、ポリアミド系繊維またはポリエステル系繊維の原糸もしくは仮撚り加工糸であることを特徴とする上記1又は2に記載の織物接着芯地。
【0013】
4.前記織物が模紗組織を有することを特徴とする上記1〜3のいずれかに記載の織物接着芯地。
【0014】
5.下記(イ)及び(ロ)からなる織物接着芯地の製造方法。
(イ)経糸繊度が13〜58dtex、緯糸繊度が33〜110dtexであり、緯糸と経糸の繊度比(緯糸/経糸)が2〜8の範囲である経糸と緯糸を用いて模紗組織の織物とし、該織物を、精練、プレセット後、100〜130℃の温度条件にて、拡布状態で湿熱セットし、次いで、染色、乾燥、仕上げすることにより織物基布を作製する。
【0015】
(ロ)織物基布に、ペースト状の樹脂をドット状にプリントし、その上にホットメルト樹脂を散布して、熱固着する。
以下、本発明について詳細に説明する。
【0016】
本発明の織物接着芯地は、経糸及び緯糸で構成された織物に樹脂を塗布したものであり、緯糸占有部(W)と空隙部(S)が、特定の面積比率を有し、交互に特定の繰返し単位で配列されていることにより、経方向には柔軟性、緯方向にはハリ・コシ感を持たせることができる。
【0017】
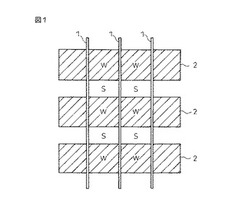
図1は、本発明の芯地を構成する織物の構造を模式的に示した図であり、本発明でいう、隣接する経糸で仕切られる緯糸占有部(W)と空隙部(S)の関係を表示している。
【0018】
本発明において、このW部とS部の面積比率(W/S)は、2〜10の範囲が必要であり、好ましくは3〜8の範囲である。面積比率(W/S)が2未満では、空隙部の比率が大きくなり過ぎ、接着用樹脂のコーティング時において、樹脂漏れや接着後における樹脂の滲み出しの問題が発生する。また、この比率が10を越えると、緯糸占有部の比率が大きくなり過ぎ、空隙部が少なく、緯糸の影響力が大きくなり、生地全体が硬くなって、生地の剛性が大きくなり、表地と接着後の風合いが低下するという問題が生じる。
【0019】
このW部またはS部の繰返し単位の頻度は、経方向の1インチ(2.54cm)間に10〜20箇所あることが必要であり、好ましくは12〜18である。この個数が10箇所未満では、経方向の柔軟性は向上するが、接着用樹脂のコーティング時での樹脂漏れや、接着後の樹脂の滲み出しの問題が発生する。また、20箇所を越えると、空隙部の配置間隔が小さくなり、空隙部の一箇所あたりの柔軟化作用、特に経方向の柔軟性が低下し、その為、生地自体の剛性が大きくなり、表地と接着後の風合いが低下するといった問題が生じる。
【0020】
このW部とS部の面積比率(W/S)と、W部またはS部の繰返し単位の頻度は、相互に関連し、両方の条件が上記の適正値を満足することが必要である。
接着用樹脂のコーティング量を同程度にしても、W部とS部の面積比率(W/S)が大き過ぎると、織物基布にドット状に塗布された樹脂が効果的に表地に作用されず、基布に樹脂が埋もれてしまうという現象が生じる。このことにより、芯地と表地との接着力の低下や風合いの低下を招く結果となる。
【0021】
また、空隙部(S)は、経糸を介して緯糸方向に実質的に連続していることが必要であり、好ましくは完全に連続していることである。ここでいう「実質的に連続している」とは、所々途切れて断続状態を呈していても、緯糸方向全体から見れば、ほぼ連続している程度であれば問題ないということである。緯糸方向において、空隙部が実質的に連続していると、織物接着芯地として、経方向の剛性が低下し、経方向に折れ曲がりやすく、経方向の柔軟性が顕著に改善される。
【0022】
本発明においては、織物接着芯地の経方向の45°カンチレバー法による剛軟度が30mm以下であることが好ましく、より好ましくは25mm以下であり、小さいほど好ましい。剛軟度が30mm以下であると、薄地の表地に適用した場合でも柔軟で優れた風合いが得られる。
【0023】
本発明において、織物基布を構成する経糸と緯糸に使用される素材は、例えば、ナイロン6、ナイロン66、共重合ナイロンなどのポリアミド系繊維、または、ポリエチレンテレフタレート(以下、PETという)、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、共重合ポリエステル、脂肪族ポリエステルなどのポリエステル系繊維が好ましい。
【0024】
繊維の形態としては、マルチフィラメントが好ましく、より好ましくは、ナイロン66のマルチフィラメント、PETのマルチフィラメントである。また、繊維は、紡糸工程を経て延伸され巻き取られた原糸でもよく、又は、その原糸または未延伸糸を仮撚り加工して得られる仮撚り加工糸でもよい。本発明においては、仮撚り加工糸を使用することが好ましい。
【0025】
経糸及び緯糸の繊度は、経糸は13〜58dtexの範囲、緯糸は33〜110dtexの範囲が好ましく、織物組織が摸紗組織であることが好ましい。経糸と緯糸の繊度バランスについては、繊度比(緯糸繊度/経糸繊度)が2〜8の範囲が好ましく、より好ましくは3〜6の範囲である。
【0026】
通常、織物における経糸と緯糸の繊度バランスは、お互いの構成糸における組織固定の観点から、(緯糸繊度/経糸繊度)が1〜2の範囲で用いられている。この範囲にあると、緯糸は経糸でしっかり把持、固定され、緯糸のずれが起こりにくい。
【0027】
しかしながら、本発明の如く、(緯糸繊度/経糸繊度)が2〜8の範囲では、緯糸の繊度が経糸の繊度に比べて極端に大きくなり、経糸による緯糸の把持力が弱くなり、緯糸がずれ易くなり、その結果、緯糸のズレによって、緯糸占有部と空隙部が生じる事となる。緯糸のズレ現象は、織組織により変化し、緯糸に対する経糸の把持力が弱い織組織を用いると、更に緯糸はズレ易くなる。
【0028】
本発明において好ましい織組織は、模紗組織であり、模紗組織で(緯糸繊度/経糸繊度)を2〜8に設定すると、緯糸が数本束になって、かたまってズレを起こす現象が生じ、その結果、緯糸占有部と空隙部が特定の繰返し単位で配置されることとなる。
【0029】
本発明においては、特定の繊度構成及び/又は織組織を採用することにより、緯糸を把持する力を弱くすることができ、その結果、緯糸が単独で又は数本束になって、ズレ現象を生じることにより、緯糸占有部と空隙部が特定の繰返し単位で配置されることが可能である。このような緯糸のズレによる織組織の変形は、製織後の加工段階で更に助長され、特に、染色前に、特定の温度条件下にて拡布状態で湿熱セットすることにより、最終的に織組織の変形が助長され、それが固定化される。
【0030】
経糸と緯糸の繊度比を設定する方法としては、製織時の緯糸挿入時において、織機での緯糸クリールに緯糸を2本乗せ、緯糸を2本引き揃えて緯入れしてもよいし、経糸と同口の条件にて緯入れする方法をとっても構わない。
【0031】
本発明における織物組織としては、模紗組織が好ましく、その他、公知の特殊な変化組織である、はちす織、ハック織なども好ましい組織である。しかし、三原組織である平織、斜文織、朱子織では、本発明の効果が得られにくい傾向がある。
【0032】
製織にあたっては、革新織機であるエアージェットルームが好ましく、ウォータージェットルームも用いることができる。
【0033】
本発明の織物接着芯地を製造する方法の好ましい例を説明する。
本発明の織物接着芯地は、下記(イ)及び(ロ)からなる方法により製造することができる。
【0034】
(イ)経糸繊度が13〜58dtex、緯糸繊度が33〜110dtexであり、緯糸と経糸の繊度比(緯糸/経糸)が2〜8の範囲である経糸と緯糸を用いて模紗組織の織物とし、該織物を、精練、プレセット後、100〜130℃の温度条件にて、拡布状態で湿熱セットし、次いで、染色、乾燥、仕上げすることにより織物基布を作製する。
(ロ)織物基布に樹脂を塗布する。
【0035】
本発明においては、上記のような特定の繊度を有する経糸と緯糸を用いて模紗組織の織物とすることにより、経糸が緯糸を把持する力を弱め、その結果、緯糸が単独に又は数本束になってズレルため、緯糸占有部と空隙部が特定の繰返し単位で配置されることとなる。このような緯糸のズレによる織組織の変形は、製織後の加工段階で更に助長され、精練、プレセット後、染色前に、100〜130℃で、10〜30分間、拡布状態で湿熱セットを行うことにより、織組織の変形が最終的に完了し、固定化される。
【0036】
その結果、緯糸占有部(W)と空隙部(S)が特定の面積比率をもって、交互に特定繰返し単位で配列された織物接着芯地を得ることができ、経方向には柔軟性、緯方向にはハリ・コシ感を持たせることができる。
【0037】
本発明において、緯糸占有部では、緯糸が数本束になることにより、緯方向に独特のハリ・コシ感が生じる。即ち、緯糸占有部は緯糸方向のハリ・コシ感に寄与し、空隙部は経方向の柔軟性に寄与する要因であると考えられる。
【0038】
なお、織物の製織段階において、平組織の織物で緯糸密度を変え、密な部分と粗の部分を機械的に繰り返して織製しても、製織時や加工時での緯糸方向の目ヨレが発生し易く、好ましい結果は得られない。
【0039】
織物基布に樹脂を塗布する方法としては、ダブルドットコーティングが好ましい。
ダブルドットコーティングとは、例えば、アクリル樹脂、ポリエステル樹脂、ポリウレタン樹脂などに代表されるエマルジョン樹脂や熱可塑性樹脂の粉末を、5000〜16000cpsに粘度調整したペースト状とし、該ペーストをスクリーン印刷によりドット状にプリントし、その上にホットメルト樹脂を散布した後、布帛のドット間に存在する余剰のホットメルト樹脂を、吸引等によって除去し、次いで、130〜170℃で乾熱固着させる方法である。
【0040】
コーティング方法におけるペーストの粘度、熱固着温度、処理速度等の具体的な条件は、コーティング加工機の仕様、スクリーンの厚み、ドット口径、ドット数、プリントに使用する樹脂のタイプや塗布量、散布するホットメルト樹脂の粒度や融点など、種々の要因に応じて適切に選択することができる。
【0041】
また、コーティングドット数は、4〜2025ポイント/(2.54cm)2のダブルドットコーティングが好ましい。
【発明の効果】
【0042】
本発明の織物接着芯地は、清涼感のある薄地のスーツや、盛夏用の婦人ブラウスなどにおいて、柔軟性、通気性、手触り、外観など向上した薄地タイプの表地に対し、表地の特徴を損なわないで、表地の特徴ある風合いを充分に生かすことができる。
【発明を実施するための最良の形態】
【0043】
以下に、実施例を挙げて、本発明を更に説明する。
なお、本発明における測定方法、評価方法等は下記の通りである。
【0044】
(1)緯糸占有部(W)および空隙部(S)
緯糸占有部(W)および空隙部(S)Sの面積、箇所数は次のようにして測定する。
対象とする織物接着芯地を、拡大鏡を用い、拡大倍率50倍にて投影し、画像上に寸法表示を付けて画像を出力することにより求めた。拡大鏡としては、例えば、(株)キーエンス社製:デジタルHFマイクロスコープVH−8000を用いることができる。
【0045】
任意の経糸間の長さは、例えば、経糸の単糸がバラケている場合は、そのバラケ幅の半分の位置から隣の経糸の同様にバラケ幅の半分の位置までを測定した。この測定に関しては、ランダムに10箇所を測定し、その算術平均を長さとした。
【0046】
(2)剛軟度(mm)
カンチレバー形試験機を用い、JIS L1018 A法に基づき、織物接着芯地の経方向の剛軟度を、45°カンチレバー法により測定した。
【0047】
(3)接着性、滲み出し性
接着性は下記の条件で評価した。
表地の大きさ:縦300mm×横300mm
織物接着芯地の大きさ:縦280mm×横280mm
表地:ウールトロピカル(経糸:2/68番;密度63本/2.54cm、緯糸:2/68番;密度56本/2.54cm、混率:ウール98%;ポリエステル2%)
【0048】
〔接着条件〕
接着プレス機:アサヒ機販社製;JR900SA
接着温度:130℃、時間:15秒、プレス圧力:1.0kg/cm2
剥離強度の測定は、東洋ボールドウイン社製引張り試験機テンシロンUTM−II−20を用い、2.54cm幅間の剥離強度を測定した。剥離強度(接着性)のランク付は下記の基準で行った。
【0049】
○:剥離強度が600g/2.54cm以上であり、接着性良好。
×:剥離強度が600g/2.54cm未満であり、接着性が不良。
また、織物接着芯地における樹脂の滲み出し性は、滲み出した樹脂の度合いを、織物接着芯地同士の剥離強度を測定することにより評価した。すなわち、上記で得られた接着体の芯地同士が重なるように合わせ、再度、同条件にて接着し、芯地間の剥離強度を測定した。剥離強度(滲み出し性)のランク付は下記の基準で行った。
【0050】
○:50g/2.54cm以下であり、滲み出しが無く、滲み出し性良好。
×:50g/2.54cmを越えており、滲み出しがあり、滲み出し性不良。
【0051】
(4)織物接着芯地と表地を接着後の緯方向のハリ・コシ感
上記(3)の表地を用い、上記(3)と同様の条件で織物接着芯地と表地を接着した後、生地全体の緯方向におけるハリ・コシ感及び風合いを、官能検査で評価した。
【0052】
○:緯糸方向にハリ・コシ感があり、生地全体の風合いが良好である。
△:緯糸方向にハリ・コシ感がやや不足し、生地全体の風合いがやや不良である。
×:緯糸方向にハリ・コシ感が不足し、生地全体の風合いが不良である。
【0053】
〔実施例1〕
紡糸速度4500m/分で紡糸したナイロン66未延伸糸(POY糸、20dtex/5フィラメント)を、高速延伸仮撚り機(FK−6)を用いて、仮撚りヒーター160℃、延伸ローラー周速度を600m/分とし、ディスク枚数8枚、ディスク周速度1250m/分、延伸比1.20にて延伸同時仮撚り加工して、17dtex/5フィラメントの仮撚り捲縮加工糸を得た。得られた仮撚り捲縮加工糸の単糸直径は19.3μmであり、捲縮復元率は59%であった。
【0054】
この仮撚り捲縮加工糸に、アクリル系プラスポバール系のサイジング糊剤を用いて糊付けを施し、経糸とした。
上記と同様にして製造したナイロン66糸を仮撚り捲縮加工して、ナイロン66の仮撚り捲縮加工糸(44dtex/34フィラメント)を得た。次いで、この捲縮加工糸を双糸(88dtex)として、緯糸とした。
【0055】
上記の経糸及び緯糸を用いて、下記の条件で経密度116本/2.54cm、緯密度34本/2.54cmの模紗組織の織物を得た。なお、用いた織機は、津田駒工業(株)製のエアージェットルーム(ZA−200タイプ)であり、織機回転数は600rpmであった。
【0056】
得られた模紗組織の織物を、下記の条件で加工し、織物基布を得た。
精練:95〜98℃、時間20秒
プレセット:180℃、時間20秒
ビーム巻取り湿熱プレセット:120℃、時間20分
ビーム染色:100℃、時間30分
拡布乾燥:140℃、時間1分
ファイナルセット:180℃、時間1分
【0057】
次いで、得られた織物基布に下記の条件で、484ポイント/(2.54cm)2のダブルドットコーティングを行い、経密度134本/2.54cm、緯密度39本/2.54cmの織物接着芯地(樹脂量:11g/m2)を得た。
【0058】
〔コーティング条件〕
エマルジョン樹脂(大日本インキ化学工業(株)社製:WD53タイプ)を8000cpsの粘度に調合し、484ポイント/(2.54cm)2のランダムポイントのロータリースクリーンを搭載したフィニシングシステム(ストークス社製:The CFTコーティング)にて、下層部分の樹脂を塗布した。
【0059】
次いで、ホットメルト樹脂(エムスケミー・ジャパン(株)社製:グリテックスD1541、融点115〜125℃、粒度80〜160ミクロン仕様)をシンターにて散布し、余剰のホットメルト樹脂を除去した後、乾燥した。
なお、加工速度は20m/分、乾燥設定温度は150℃で行った。
得られた織物接着芯地の構成及び性能を表1に示す。
【0060】
実施例1の織物接着芯地は、緯糸占有部(W)と空隙部(S)が交互に繰返し配列されており、緯糸占有部(W)と空隙部(S)の面積の比率が、W/S=4.2であり、W部またはS部の繰返し単位が、12.7箇所/2.54cmであり、S部は、経糸を介して、緯糸方向に連続した空隙部であった。また、経方向の剛軟度は24mmであり、柔軟性が良好であった。
【0061】
〔比較例1〕
実施例1と同様にして、経糸にナイロン66の捲縮加工糸(17dtex/5フィラメント)の糊付け糸、緯糸にナイロン66の捲縮加工糸(44dtex/34フィラメント)を用い、織組織を平組織とし、経密度103本/2.54cm、緯密度58本/2.54cmの織物基布を得た。用いた織機は、津田駒工業(株)製のエアージェットルーム(ZA−200タイプ)であり、織機回転数は600rpmであった。
【0062】
得られた織物基布を実施例1と同様にして精練加工し、次いで、樹脂を、484ポイント/(2.54cm)2のダブルドットコーティングを行い、経密度130本/2.54cm、緯密度66本/2.54cmの織物接着芯地を得た。
【0063】
得られた織物接着芯地は表1に示すように、W部及びS部の面積の比率が、W/S=1.0であり、W部またはS部の繰返し単位が、34箇所/2.54cmであり、また、非常に小さな間隔で空隙部が存在することにより、緯方向でのハリコシ感が不足し、風合い全体がやや硬いものになり、ハリ・コシ、柔軟性、風合いの点で充分ではなかった。
【表1】

【産業上の利用可能性】
【0064】
本発明の織物接着芯地は、清涼感のある薄地のスーツや、盛夏用の婦人ブラウスなどにおいて、柔軟性、通気性、手触り、外観など向上した薄地タイプの表地に対し、表地の特徴を損なわないで、表地の特徴ある風合いを充分に生かすことができる。
したがって、本発明は、薄地で柔軟な表地に対して、好適な織物接着芯地として利用可能性が大きいといえる。
【図面の簡単な説明】
【0065】
【図1】本発明の芯地を構成する織物の構造を模式的に示した図である。
【符号の説明】
【0066】
1 経糸
2 緯糸
W 緯糸占有部
S 空隙部
【技術分野】
【0001】
本発明は、織物接着芯地およびその製造方法に関する。
【背景技術】
【0002】
従来、織物、編物、不織布などの布帛の表面にホットメルト樹脂をドット状に固着させた接着芯地が知られている。また、この様な接着芯地の製造方法として、ホットメルト樹脂の粉末を布帛上にドット状に散布する方法、或いは、エマルジョン樹脂や熱可塑性樹脂の粉末をペースト状としてスクリーン印刷によりドット状にプリントし、その上にホットメルト樹脂を散布した後、布帛のドット間にある余剰のホットメルト樹脂を除去し、熱固着する方法(通称「ダブルドットコーティング」と云われる)などが知られている。
【0003】
しかし、近年、清涼感のある薄地のスーツや、盛夏用の婦人ブラウスなどの用途において、柔軟性、通気性、手触り、外観などが向上した薄地タイプの表地が求められるようになってきており、このような薄地タイプの表地の風合いを充分に生かすことができる接着芯地が、市場において求められている。
【0004】
この様な薄地の柔軟な表地に適合する接着芯地としては、使用する糸の繊度や、生地の目付けを小さくして軽量化や薄地化を図ることにより、表地の柔軟性、通気性、手触り、外観などの風合いを、ある程度生かすことができる素材が提供されている。
【0005】
しかしながら、繊度や目付を小さくして、芯地を軽量化あるいは薄地化すると、生地全体が柔らかくなりすぎ、特に、緯方向のハリ・コシ感が大きく低下する傾向があり、寸法安定性、形態保持性が劣るという問題がある。
【0006】
この問題を解決するために、例えば、特許文献1には、ハリ、コシを出すために経糸の仕様や緯糸の仕様を規制した織編物の芯地が提案されている。しかし、この芯地は、緯張り感はあるものの、芯地に使用する糸の繊度が大きいため、とうてい本発明が目的とする性能を満足することはできない。
【特許文献1】特開2000−160416号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、緯糸方向にはハリ・コシ感を持たせ、経糸方向には顕著な柔軟性を持たせ、薄くて柔軟な表地の風合いを充分に生かすことができる織物接着芯地であって、表地が、清涼感を有するスーツやブラウスなどの薄地素材である場合、その表地の特徴や風合いを損なうことの無い織物接着芯地及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために検討を重ねた結果、緯糸占有部(W)と空隙部(S)が特定の面積比率を有し、交互に繰返し配列されている織物接着芯地が、経方向には柔軟性、緯方向にはハリ・コシ感を有することを見出し、本発明を完成した。
【0009】
すなわち、本発明は以下の通りである。
1.経糸及び緯糸からなる織物基布に樹脂を塗布した接着芯地であって、該経糸方向において、相隣接する経糸で仕切られる緯糸占有部(W)と空隙部(S)が交互に繰返し配列されており、下記(1)〜(3)を満足することを特徴とする織物接着芯地。
【0010】
(1)W部及びS部の面積の比率が、W/S=2〜10の範囲である。
(2)W部またはS部の繰返し単位が、10〜20箇所/2.54cmである。
(3)S部は、経糸を介して、緯糸方向に実質的に連続した空隙部である。
【0011】
2.前記織物接着芯地の経方向の45°カンチレバー法による剛軟度が30mm以下であることを特徴とする上記1に記載の織物接着芯地。
【0012】
3.前記経糸及び緯糸が、ポリアミド系繊維またはポリエステル系繊維であり、繊度が、経糸13〜58dtex、緯糸33〜110dtexあり、かつ、ポリアミド系繊維またはポリエステル系繊維の原糸もしくは仮撚り加工糸であることを特徴とする上記1又は2に記載の織物接着芯地。
【0013】
4.前記織物が模紗組織を有することを特徴とする上記1〜3のいずれかに記載の織物接着芯地。
【0014】
5.下記(イ)及び(ロ)からなる織物接着芯地の製造方法。
(イ)経糸繊度が13〜58dtex、緯糸繊度が33〜110dtexであり、緯糸と経糸の繊度比(緯糸/経糸)が2〜8の範囲である経糸と緯糸を用いて模紗組織の織物とし、該織物を、精練、プレセット後、100〜130℃の温度条件にて、拡布状態で湿熱セットし、次いで、染色、乾燥、仕上げすることにより織物基布を作製する。
【0015】
(ロ)織物基布に、ペースト状の樹脂をドット状にプリントし、その上にホットメルト樹脂を散布して、熱固着する。
以下、本発明について詳細に説明する。
【0016】
本発明の織物接着芯地は、経糸及び緯糸で構成された織物に樹脂を塗布したものであり、緯糸占有部(W)と空隙部(S)が、特定の面積比率を有し、交互に特定の繰返し単位で配列されていることにより、経方向には柔軟性、緯方向にはハリ・コシ感を持たせることができる。
【0017】
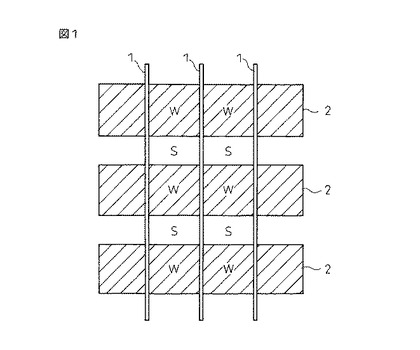
図1は、本発明の芯地を構成する織物の構造を模式的に示した図であり、本発明でいう、隣接する経糸で仕切られる緯糸占有部(W)と空隙部(S)の関係を表示している。
【0018】
本発明において、このW部とS部の面積比率(W/S)は、2〜10の範囲が必要であり、好ましくは3〜8の範囲である。面積比率(W/S)が2未満では、空隙部の比率が大きくなり過ぎ、接着用樹脂のコーティング時において、樹脂漏れや接着後における樹脂の滲み出しの問題が発生する。また、この比率が10を越えると、緯糸占有部の比率が大きくなり過ぎ、空隙部が少なく、緯糸の影響力が大きくなり、生地全体が硬くなって、生地の剛性が大きくなり、表地と接着後の風合いが低下するという問題が生じる。
【0019】
このW部またはS部の繰返し単位の頻度は、経方向の1インチ(2.54cm)間に10〜20箇所あることが必要であり、好ましくは12〜18である。この個数が10箇所未満では、経方向の柔軟性は向上するが、接着用樹脂のコーティング時での樹脂漏れや、接着後の樹脂の滲み出しの問題が発生する。また、20箇所を越えると、空隙部の配置間隔が小さくなり、空隙部の一箇所あたりの柔軟化作用、特に経方向の柔軟性が低下し、その為、生地自体の剛性が大きくなり、表地と接着後の風合いが低下するといった問題が生じる。
【0020】
このW部とS部の面積比率(W/S)と、W部またはS部の繰返し単位の頻度は、相互に関連し、両方の条件が上記の適正値を満足することが必要である。
接着用樹脂のコーティング量を同程度にしても、W部とS部の面積比率(W/S)が大き過ぎると、織物基布にドット状に塗布された樹脂が効果的に表地に作用されず、基布に樹脂が埋もれてしまうという現象が生じる。このことにより、芯地と表地との接着力の低下や風合いの低下を招く結果となる。
【0021】
また、空隙部(S)は、経糸を介して緯糸方向に実質的に連続していることが必要であり、好ましくは完全に連続していることである。ここでいう「実質的に連続している」とは、所々途切れて断続状態を呈していても、緯糸方向全体から見れば、ほぼ連続している程度であれば問題ないということである。緯糸方向において、空隙部が実質的に連続していると、織物接着芯地として、経方向の剛性が低下し、経方向に折れ曲がりやすく、経方向の柔軟性が顕著に改善される。
【0022】
本発明においては、織物接着芯地の経方向の45°カンチレバー法による剛軟度が30mm以下であることが好ましく、より好ましくは25mm以下であり、小さいほど好ましい。剛軟度が30mm以下であると、薄地の表地に適用した場合でも柔軟で優れた風合いが得られる。
【0023】
本発明において、織物基布を構成する経糸と緯糸に使用される素材は、例えば、ナイロン6、ナイロン66、共重合ナイロンなどのポリアミド系繊維、または、ポリエチレンテレフタレート(以下、PETという)、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、共重合ポリエステル、脂肪族ポリエステルなどのポリエステル系繊維が好ましい。
【0024】
繊維の形態としては、マルチフィラメントが好ましく、より好ましくは、ナイロン66のマルチフィラメント、PETのマルチフィラメントである。また、繊維は、紡糸工程を経て延伸され巻き取られた原糸でもよく、又は、その原糸または未延伸糸を仮撚り加工して得られる仮撚り加工糸でもよい。本発明においては、仮撚り加工糸を使用することが好ましい。
【0025】
経糸及び緯糸の繊度は、経糸は13〜58dtexの範囲、緯糸は33〜110dtexの範囲が好ましく、織物組織が摸紗組織であることが好ましい。経糸と緯糸の繊度バランスについては、繊度比(緯糸繊度/経糸繊度)が2〜8の範囲が好ましく、より好ましくは3〜6の範囲である。
【0026】
通常、織物における経糸と緯糸の繊度バランスは、お互いの構成糸における組織固定の観点から、(緯糸繊度/経糸繊度)が1〜2の範囲で用いられている。この範囲にあると、緯糸は経糸でしっかり把持、固定され、緯糸のずれが起こりにくい。
【0027】
しかしながら、本発明の如く、(緯糸繊度/経糸繊度)が2〜8の範囲では、緯糸の繊度が経糸の繊度に比べて極端に大きくなり、経糸による緯糸の把持力が弱くなり、緯糸がずれ易くなり、その結果、緯糸のズレによって、緯糸占有部と空隙部が生じる事となる。緯糸のズレ現象は、織組織により変化し、緯糸に対する経糸の把持力が弱い織組織を用いると、更に緯糸はズレ易くなる。
【0028】
本発明において好ましい織組織は、模紗組織であり、模紗組織で(緯糸繊度/経糸繊度)を2〜8に設定すると、緯糸が数本束になって、かたまってズレを起こす現象が生じ、その結果、緯糸占有部と空隙部が特定の繰返し単位で配置されることとなる。
【0029】
本発明においては、特定の繊度構成及び/又は織組織を採用することにより、緯糸を把持する力を弱くすることができ、その結果、緯糸が単独で又は数本束になって、ズレ現象を生じることにより、緯糸占有部と空隙部が特定の繰返し単位で配置されることが可能である。このような緯糸のズレによる織組織の変形は、製織後の加工段階で更に助長され、特に、染色前に、特定の温度条件下にて拡布状態で湿熱セットすることにより、最終的に織組織の変形が助長され、それが固定化される。
【0030】
経糸と緯糸の繊度比を設定する方法としては、製織時の緯糸挿入時において、織機での緯糸クリールに緯糸を2本乗せ、緯糸を2本引き揃えて緯入れしてもよいし、経糸と同口の条件にて緯入れする方法をとっても構わない。
【0031】
本発明における織物組織としては、模紗組織が好ましく、その他、公知の特殊な変化組織である、はちす織、ハック織なども好ましい組織である。しかし、三原組織である平織、斜文織、朱子織では、本発明の効果が得られにくい傾向がある。
【0032】
製織にあたっては、革新織機であるエアージェットルームが好ましく、ウォータージェットルームも用いることができる。
【0033】
本発明の織物接着芯地を製造する方法の好ましい例を説明する。
本発明の織物接着芯地は、下記(イ)及び(ロ)からなる方法により製造することができる。
【0034】
(イ)経糸繊度が13〜58dtex、緯糸繊度が33〜110dtexであり、緯糸と経糸の繊度比(緯糸/経糸)が2〜8の範囲である経糸と緯糸を用いて模紗組織の織物とし、該織物を、精練、プレセット後、100〜130℃の温度条件にて、拡布状態で湿熱セットし、次いで、染色、乾燥、仕上げすることにより織物基布を作製する。
(ロ)織物基布に樹脂を塗布する。
【0035】
本発明においては、上記のような特定の繊度を有する経糸と緯糸を用いて模紗組織の織物とすることにより、経糸が緯糸を把持する力を弱め、その結果、緯糸が単独に又は数本束になってズレルため、緯糸占有部と空隙部が特定の繰返し単位で配置されることとなる。このような緯糸のズレによる織組織の変形は、製織後の加工段階で更に助長され、精練、プレセット後、染色前に、100〜130℃で、10〜30分間、拡布状態で湿熱セットを行うことにより、織組織の変形が最終的に完了し、固定化される。
【0036】
その結果、緯糸占有部(W)と空隙部(S)が特定の面積比率をもって、交互に特定繰返し単位で配列された織物接着芯地を得ることができ、経方向には柔軟性、緯方向にはハリ・コシ感を持たせることができる。
【0037】
本発明において、緯糸占有部では、緯糸が数本束になることにより、緯方向に独特のハリ・コシ感が生じる。即ち、緯糸占有部は緯糸方向のハリ・コシ感に寄与し、空隙部は経方向の柔軟性に寄与する要因であると考えられる。
【0038】
なお、織物の製織段階において、平組織の織物で緯糸密度を変え、密な部分と粗の部分を機械的に繰り返して織製しても、製織時や加工時での緯糸方向の目ヨレが発生し易く、好ましい結果は得られない。
【0039】
織物基布に樹脂を塗布する方法としては、ダブルドットコーティングが好ましい。
ダブルドットコーティングとは、例えば、アクリル樹脂、ポリエステル樹脂、ポリウレタン樹脂などに代表されるエマルジョン樹脂や熱可塑性樹脂の粉末を、5000〜16000cpsに粘度調整したペースト状とし、該ペーストをスクリーン印刷によりドット状にプリントし、その上にホットメルト樹脂を散布した後、布帛のドット間に存在する余剰のホットメルト樹脂を、吸引等によって除去し、次いで、130〜170℃で乾熱固着させる方法である。
【0040】
コーティング方法におけるペーストの粘度、熱固着温度、処理速度等の具体的な条件は、コーティング加工機の仕様、スクリーンの厚み、ドット口径、ドット数、プリントに使用する樹脂のタイプや塗布量、散布するホットメルト樹脂の粒度や融点など、種々の要因に応じて適切に選択することができる。
【0041】
また、コーティングドット数は、4〜2025ポイント/(2.54cm)2のダブルドットコーティングが好ましい。
【発明の効果】
【0042】
本発明の織物接着芯地は、清涼感のある薄地のスーツや、盛夏用の婦人ブラウスなどにおいて、柔軟性、通気性、手触り、外観など向上した薄地タイプの表地に対し、表地の特徴を損なわないで、表地の特徴ある風合いを充分に生かすことができる。
【発明を実施するための最良の形態】
【0043】
以下に、実施例を挙げて、本発明を更に説明する。
なお、本発明における測定方法、評価方法等は下記の通りである。
【0044】
(1)緯糸占有部(W)および空隙部(S)
緯糸占有部(W)および空隙部(S)Sの面積、箇所数は次のようにして測定する。
対象とする織物接着芯地を、拡大鏡を用い、拡大倍率50倍にて投影し、画像上に寸法表示を付けて画像を出力することにより求めた。拡大鏡としては、例えば、(株)キーエンス社製:デジタルHFマイクロスコープVH−8000を用いることができる。
【0045】
任意の経糸間の長さは、例えば、経糸の単糸がバラケている場合は、そのバラケ幅の半分の位置から隣の経糸の同様にバラケ幅の半分の位置までを測定した。この測定に関しては、ランダムに10箇所を測定し、その算術平均を長さとした。
【0046】
(2)剛軟度(mm)
カンチレバー形試験機を用い、JIS L1018 A法に基づき、織物接着芯地の経方向の剛軟度を、45°カンチレバー法により測定した。
【0047】
(3)接着性、滲み出し性
接着性は下記の条件で評価した。
表地の大きさ:縦300mm×横300mm
織物接着芯地の大きさ:縦280mm×横280mm
表地:ウールトロピカル(経糸:2/68番;密度63本/2.54cm、緯糸:2/68番;密度56本/2.54cm、混率:ウール98%;ポリエステル2%)
【0048】
〔接着条件〕
接着プレス機:アサヒ機販社製;JR900SA
接着温度:130℃、時間:15秒、プレス圧力:1.0kg/cm2
剥離強度の測定は、東洋ボールドウイン社製引張り試験機テンシロンUTM−II−20を用い、2.54cm幅間の剥離強度を測定した。剥離強度(接着性)のランク付は下記の基準で行った。
【0049】
○:剥離強度が600g/2.54cm以上であり、接着性良好。
×:剥離強度が600g/2.54cm未満であり、接着性が不良。
また、織物接着芯地における樹脂の滲み出し性は、滲み出した樹脂の度合いを、織物接着芯地同士の剥離強度を測定することにより評価した。すなわち、上記で得られた接着体の芯地同士が重なるように合わせ、再度、同条件にて接着し、芯地間の剥離強度を測定した。剥離強度(滲み出し性)のランク付は下記の基準で行った。
【0050】
○:50g/2.54cm以下であり、滲み出しが無く、滲み出し性良好。
×:50g/2.54cmを越えており、滲み出しがあり、滲み出し性不良。
【0051】
(4)織物接着芯地と表地を接着後の緯方向のハリ・コシ感
上記(3)の表地を用い、上記(3)と同様の条件で織物接着芯地と表地を接着した後、生地全体の緯方向におけるハリ・コシ感及び風合いを、官能検査で評価した。
【0052】
○:緯糸方向にハリ・コシ感があり、生地全体の風合いが良好である。
△:緯糸方向にハリ・コシ感がやや不足し、生地全体の風合いがやや不良である。
×:緯糸方向にハリ・コシ感が不足し、生地全体の風合いが不良である。
【0053】
〔実施例1〕
紡糸速度4500m/分で紡糸したナイロン66未延伸糸(POY糸、20dtex/5フィラメント)を、高速延伸仮撚り機(FK−6)を用いて、仮撚りヒーター160℃、延伸ローラー周速度を600m/分とし、ディスク枚数8枚、ディスク周速度1250m/分、延伸比1.20にて延伸同時仮撚り加工して、17dtex/5フィラメントの仮撚り捲縮加工糸を得た。得られた仮撚り捲縮加工糸の単糸直径は19.3μmであり、捲縮復元率は59%であった。
【0054】
この仮撚り捲縮加工糸に、アクリル系プラスポバール系のサイジング糊剤を用いて糊付けを施し、経糸とした。
上記と同様にして製造したナイロン66糸を仮撚り捲縮加工して、ナイロン66の仮撚り捲縮加工糸(44dtex/34フィラメント)を得た。次いで、この捲縮加工糸を双糸(88dtex)として、緯糸とした。
【0055】
上記の経糸及び緯糸を用いて、下記の条件で経密度116本/2.54cm、緯密度34本/2.54cmの模紗組織の織物を得た。なお、用いた織機は、津田駒工業(株)製のエアージェットルーム(ZA−200タイプ)であり、織機回転数は600rpmであった。
【0056】
得られた模紗組織の織物を、下記の条件で加工し、織物基布を得た。
精練:95〜98℃、時間20秒
プレセット:180℃、時間20秒
ビーム巻取り湿熱プレセット:120℃、時間20分
ビーム染色:100℃、時間30分
拡布乾燥:140℃、時間1分
ファイナルセット:180℃、時間1分
【0057】
次いで、得られた織物基布に下記の条件で、484ポイント/(2.54cm)2のダブルドットコーティングを行い、経密度134本/2.54cm、緯密度39本/2.54cmの織物接着芯地(樹脂量:11g/m2)を得た。
【0058】
〔コーティング条件〕
エマルジョン樹脂(大日本インキ化学工業(株)社製:WD53タイプ)を8000cpsの粘度に調合し、484ポイント/(2.54cm)2のランダムポイントのロータリースクリーンを搭載したフィニシングシステム(ストークス社製:The CFTコーティング)にて、下層部分の樹脂を塗布した。
【0059】
次いで、ホットメルト樹脂(エムスケミー・ジャパン(株)社製:グリテックスD1541、融点115〜125℃、粒度80〜160ミクロン仕様)をシンターにて散布し、余剰のホットメルト樹脂を除去した後、乾燥した。
なお、加工速度は20m/分、乾燥設定温度は150℃で行った。
得られた織物接着芯地の構成及び性能を表1に示す。
【0060】
実施例1の織物接着芯地は、緯糸占有部(W)と空隙部(S)が交互に繰返し配列されており、緯糸占有部(W)と空隙部(S)の面積の比率が、W/S=4.2であり、W部またはS部の繰返し単位が、12.7箇所/2.54cmであり、S部は、経糸を介して、緯糸方向に連続した空隙部であった。また、経方向の剛軟度は24mmであり、柔軟性が良好であった。
【0061】
〔比較例1〕
実施例1と同様にして、経糸にナイロン66の捲縮加工糸(17dtex/5フィラメント)の糊付け糸、緯糸にナイロン66の捲縮加工糸(44dtex/34フィラメント)を用い、織組織を平組織とし、経密度103本/2.54cm、緯密度58本/2.54cmの織物基布を得た。用いた織機は、津田駒工業(株)製のエアージェットルーム(ZA−200タイプ)であり、織機回転数は600rpmであった。
【0062】
得られた織物基布を実施例1と同様にして精練加工し、次いで、樹脂を、484ポイント/(2.54cm)2のダブルドットコーティングを行い、経密度130本/2.54cm、緯密度66本/2.54cmの織物接着芯地を得た。
【0063】
得られた織物接着芯地は表1に示すように、W部及びS部の面積の比率が、W/S=1.0であり、W部またはS部の繰返し単位が、34箇所/2.54cmであり、また、非常に小さな間隔で空隙部が存在することにより、緯方向でのハリコシ感が不足し、風合い全体がやや硬いものになり、ハリ・コシ、柔軟性、風合いの点で充分ではなかった。
【表1】
【産業上の利用可能性】
【0064】
本発明の織物接着芯地は、清涼感のある薄地のスーツや、盛夏用の婦人ブラウスなどにおいて、柔軟性、通気性、手触り、外観など向上した薄地タイプの表地に対し、表地の特徴を損なわないで、表地の特徴ある風合いを充分に生かすことができる。
したがって、本発明は、薄地で柔軟な表地に対して、好適な織物接着芯地として利用可能性が大きいといえる。
【図面の簡単な説明】
【0065】
【図1】本発明の芯地を構成する織物の構造を模式的に示した図である。
【符号の説明】
【0066】
1 経糸
2 緯糸
W 緯糸占有部
S 空隙部
【特許請求の範囲】
【請求項1】
経糸及び緯糸からなる織物基布に樹脂を塗布した織物接着芯地であって、経糸方向において、相隣接する経糸で仕切られる緯糸占有部(W)と空隙部(S)が交互に繰返し配列されており、下記(1)〜(3)を満足することを特徴とする織物接着芯地。
(1)W部及びS部の面積の比率が、W/S=2〜10の範囲である。
(2)W部またはS部の繰返し単位が、10〜20箇所/2.54cmである。
(3)S部は、経糸を介して、緯糸方向に実質的に連続した空隙部である。
【請求項2】
前記織物接着芯地の経方向の45°カンチレバー法による剛軟度が30mm以下であることを特徴とする請求項1に記載の織物接着芯地。
【請求項3】
前記経糸及び緯糸が、ポリアミド系繊維またはポリエステル系繊維であり、繊度が、経糸13〜58dtex、緯糸33〜110dtexあり、かつ、ポリアミド系繊維またはポリエステル系繊維の原糸もしくは仮撚り加工糸であることを特徴とする請求項1又は2に記載の織物接着芯地。
【請求項4】
前記織物が模紗組織を有することを特徴とする請求項1〜3のいずれかに記載の織物接着芯地。
【請求項5】
下記(イ)及び(ロ)からなる織物接着芯地の製造方法。
(イ)経糸繊度が13〜58dtex、緯糸繊度が33〜110dtexであり、緯糸と経糸の繊度比(緯糸/経糸)が2〜8の範囲である経糸と緯糸を用いて模紗組織の織物とし、該織物を、精練、プレセット後、100〜130℃の温度条件にて、拡布状態で湿熱セットし、次いで、染色、乾燥、仕上げすることにより織物基布を作製する。
(ロ)織物基布に、ペースト状の樹脂をドット状にプリントし、その上にホットメルト樹脂を散布して、熱固着する。
【請求項1】
経糸及び緯糸からなる織物基布に樹脂を塗布した織物接着芯地であって、経糸方向において、相隣接する経糸で仕切られる緯糸占有部(W)と空隙部(S)が交互に繰返し配列されており、下記(1)〜(3)を満足することを特徴とする織物接着芯地。
(1)W部及びS部の面積の比率が、W/S=2〜10の範囲である。
(2)W部またはS部の繰返し単位が、10〜20箇所/2.54cmである。
(3)S部は、経糸を介して、緯糸方向に実質的に連続した空隙部である。
【請求項2】
前記織物接着芯地の経方向の45°カンチレバー法による剛軟度が30mm以下であることを特徴とする請求項1に記載の織物接着芯地。
【請求項3】
前記経糸及び緯糸が、ポリアミド系繊維またはポリエステル系繊維であり、繊度が、経糸13〜58dtex、緯糸33〜110dtexあり、かつ、ポリアミド系繊維またはポリエステル系繊維の原糸もしくは仮撚り加工糸であることを特徴とする請求項1又は2に記載の織物接着芯地。
【請求項4】
前記織物が模紗組織を有することを特徴とする請求項1〜3のいずれかに記載の織物接着芯地。
【請求項5】
下記(イ)及び(ロ)からなる織物接着芯地の製造方法。
(イ)経糸繊度が13〜58dtex、緯糸繊度が33〜110dtexであり、緯糸と経糸の繊度比(緯糸/経糸)が2〜8の範囲である経糸と緯糸を用いて模紗組織の織物とし、該織物を、精練、プレセット後、100〜130℃の温度条件にて、拡布状態で湿熱セットし、次いで、染色、乾燥、仕上げすることにより織物基布を作製する。
(ロ)織物基布に、ペースト状の樹脂をドット状にプリントし、その上にホットメルト樹脂を散布して、熱固着する。
【図1】

【公開番号】特開2007−211365(P2007−211365A)
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願番号】特願2006−31194(P2006−31194)
【出願日】平成18年2月8日(2006.2.8)
【出願人】(390021625)旭陽産業株式会社 (4)
【Fターム(参考)】
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願日】平成18年2月8日(2006.2.8)
【出願人】(390021625)旭陽産業株式会社 (4)
【Fターム(参考)】
[ Back to top ]