
織物用チーズ状パッケージ及びそれを用いた織物及び繊維製品
【課題】糸解ジョ性向上によりドラム表面での原糸タフネスの低下や糸バラケを抑制することでヨコムラのない織物品位並びに整経、製織性等加工性に優れたチーズ状パッケージを提供すること。
【解決手段】単糸繊度が0.5〜1.3デシテックスかつフィラメント数が10〜35からなる織物用ポリアミドマルチフィラメントチーズ状パッケージにおいて、該パッケージのドラム最小巻幅A(mm)が70≧A≧90mmであり、かつ交絡度が15〜40であること特徴とする織物用チーズ状パッケージ。
【解決手段】単糸繊度が0.5〜1.3デシテックスかつフィラメント数が10〜35からなる織物用ポリアミドマルチフィラメントチーズ状パッケージにおいて、該パッケージのドラム最小巻幅A(mm)が70≧A≧90mmであり、かつ交絡度が15〜40であること特徴とする織物用チーズ状パッケージ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、整経、製織性を損なうことなくタテスジおよび/またはヨコムラ等の発生を抑制し、品位に優れ、また、薄地織物としての発色性、ソフト性、通気性を兼備したポリアミドマルチフィラメントチーズ状パッケージに関するものである。
【背景技術】
【0002】
従来、スキーウエア、ダウンジャケット、ウインドブレイカー、ゴルフウエアー、レインウエアなどに代表されるスポーツ、カジュアルウエアは、ポリアミド繊維やポリエステル繊維が広く使用されている。とりわけ、ポリアミド繊維は、ポリエステル繊維に比べて、高強度、耐摩耗性、ソフト性、発色性に優れており、好ましく使用されている。
近年、柔らかい風合いや通気度の低減を行うために、織物を構成する繊維の単糸繊度の細繊度化やフィラメント数の増加が進んでいる。
【0003】
しかしながら、かかる繊維を用いた織物は通常、薄地の織物となるが、パッケージからの糸条解ジョ性が不十分で、製織時に異常による停台が多く、製品もタテスジ、ヨコムラ等が発生しやすく、品位の点でも満足できるものではなかった。
【0004】
ところで、特許文献1では弾性糸とナイロンフラットヤーンから交編ストッキング編地を編成する際に用いられる交編用ドラム場パッケージについて提案されている。しかし、交編ストッキングにおいては単糸1.4〜6デシテックスクラスかつフィラメント数3〜8の寡フィラメント糸を一般的に用いており、また具体的に開示されたものとしては単糸繊度1.57デシテックス、フィラメント数8であり、かかる技術を単純に用いるのみでは本発明の目指している薄地織物の領域ではパッケージからの糸条解ジョ性が十分とは言えず織物に使用する際製織時の停台増加やタテスジ、ヨコムラといった織物品位の低下という問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−257817号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、前記のような課題を解決しようとするものであって、スポーツ、カジュアルウエア用途等の薄地織物に好適に用いることができる、整経、製織性を損なうことなくタテスジ、ヨコムラ等の発生を抑制し、品位に優れ、また、薄地織物としての発色性、ソフト性、通気性を兼備したポリアミドマルチフィラメントチーズ状パッケージを提供すること、また、上記ポリアミドマルチフィラメントチーズ状パッケージを経糸及び/または緯糸に用いてなる織物および製品を提供せんとするものである。
【課題を解決するための手段】
【0007】
本発明はかかる問題について鋭意検討した結果、下記のような手段によって上記課題を解決することができた。即ち本発明は下記の構成からなる。
【0008】
(1)単糸繊度が0.5〜1.3デシテックスかつフィラメント数が10〜35からなる織物用ポリアミドマルチフィラメントのチーズ状パッケージにおいて、該パッケージのドラム最小巻幅A(mm)がは70≦A≦90mmであり、かつ交絡度が15〜40とあること特徴とする織物用チーズ状パッケージ。
【0009】
(2)綾角度が巻厚に応じ4.0〜7.5度で漸増および漸減することを特徴とする(1)記載の織物用チーズ状パッケージ。
【0010】
(3)前記織物用ポリアミドマルチフィラメントの巻厚方向のドラム端部巻径B(mmと最小巻径C(mm)が下記式(I)を満足することを特徴とする(1)、(2)に記載の織物用チーズ状パッケージ。
3.0≧(B−C)/2≧0 ・・・(I)
【0011】
(4)前記薄地織物用ポリアミドマルチフィラメントの引張強度が4.0cN/dtex以上かつ伸度が35〜50%を有するフィラメントからなることを特徴とする(1)(2)又は(3)記載の薄地織物用チーズ状パッケージ。
【0012】
(5)アミノ末端基量(−NH2)が4.0×10−5M/g以上、98%硫酸相対粘度(ηr)が2.5以上であることを特徴とする(1)〜(3)又は(4)に記載の薄地織物用チーズ状パッケージ。
【0013】
(6)前記織物用ポリアミドマルチフィラメントがナイロン6またはナイロン66フィラメントからなることを特徴とする(1)〜(4)又は(5)記載の薄地織物用チーズ状パッケージ。
【0014】
(7)(1)〜(6)のいずれかに記載の織物用チーズ状パッケージを経糸及び/または緯糸に用いてなる織物。
【発明の効果】
【0015】
本発明は、上記構成を採用することによって、糸解ジョ性向上によりドラム表面での原糸タフネスの低下や糸バラケを抑制することで、タテスジおよび/またはヨコムラのない織物品位並びに整経、製織性等加工性に優れたチーズ状パッケージを得ることができる。また、本発明のチーズ状パッケージを織物に用いることによりタテスジおよびヨコムラ品位に優れた織物を得ることができる。
【図面の簡単な説明】
【0016】
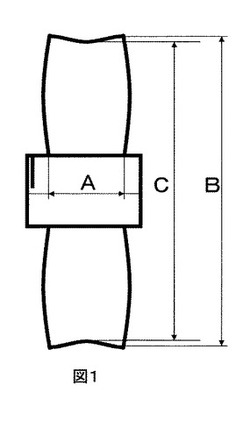
【図1】チーズ状パッケージの巻き形態を模式的に示すパッケージ図である。
【発明を実施するための形態】
【0017】
以下本発明について詳細に説明する。本発明の織物用ポリアミドマルチフィラメントのチーズ状パッケージについて、パッケージにおける最小巻幅A(mm)、巻厚方向のドラム端部巻径B(mm)、最小巻径C(mm)は図1の図示した位置での幅、径を言う。
【0018】
本発明を構成するポリアミドフィラメントの単糸繊度0.5〜1.3デシテックスかつフィラメント数10〜35である必要がある。本発明で規定する単糸繊度、フィラメント数にすることによって、近年薄地織物用途の要求特性としてあるソフトな風合い、発色性、低通気度を得ることができるのである。ポリアミド繊維を弾性体と仮定するとソフト性曲げモーメントは直径の4乗に比例するため、単糸繊度が小さくなることがソフト感へ大きく影響することがわかる。単糸繊度が0.5デシテックス未満の場合、製糸安定性が著しく低下するだけでなく、ガイド類を糸条が通った際単糸切れが起こりやすく整経、製織性も落ちる。整経、製織時毛羽が発見された際は一旦織機を停止し毛羽先の除去や糸つなぎといった作業増や、織物の製品品位の低下にも繋がるものである。また、1.3デシテックス以下にすることにより生地の風合いが硬くなってしまうのを防ぎソフトな触感を得ることができる。より好ましい範囲としては、0.7〜1.0デシテックスにすることによって、満足する製糸性、整経、製織性および織物の風合いが得られる。
【0019】
また、フィラメント数を10以上にすることによって、織物通気度を低減させ、それによって、ダウンシェルを初めとするスポーツ衣料に適した織物を得ることができるが、フィラメント数が多くなりすぎると、チーズ状パッケージから糸条を解ジョする際糸の引っかかりが起こりやすく整経時の毛羽による停台や製織性不良の原因につながるのである。また糸条繊度が同じでもフィラメント数が増加すると、繊維表面積が増大することによって、繊維表面での乱反射(反射光)が増加するため、光が散乱して着色光が弱められることで発色性が低下するだけでなく、同じ染料吸着量であっても表面の見掛けは濃度の低下が起こり多量の染料を必要とし、染料利用率の低下によるコストアップの要因になるものである。好ましいフィラメント数は15〜30であり、より好ましくは16〜26である。
【0020】
本発明を構成するチーズ状パッケージは、ドラム最小巻幅A(mm)が90≧A≧70mmでありこのような巻き幅にすることが必要である。ドラム最小巻幅が90mmを越えた場合、糸を解ジョした際に、解ジョ奥側の糸は手前に比べドラム表面を長時間(距離)擦るため原糸強伸度が大幅に低下するため、織物にした際原糸物性差に起因するヨコムラやタテスジといった織物品位の低下や整経時の毛羽による停台や製織性不良の原因につながるものである。一方70mm未満の場合、トラバースの折り返し量増加によってドラム端面への糸溜まり量が多くなる。従ってドラム巻き径における耳立ちが大きくなり、奥側の糸条を解ジョする際に耳立ちによる糸条の引っかかりによる整経、製織性異常が生じるものとなる。また、一定の重量のドラムを得ようとした際巻厚が大きくしていく必要があるため加工場でドラムがクリールに入らない、巻厚が大きくならないよう小重量で巻き取る等の不具合がでてくる。その場合生産、加工場での糸切り替え要員が必要となったり、クリールを改造したりする必要がでてくるが、本発明を採用により、クリール改造せずとも整経、製織性向上ができるのである。
【0021】
本発明における、交絡度は15〜40であることが必要である。15を下回った場合、糸解ジョする際単糸バラケが発生することによって整経、製織時の停台の増加による稼動性低下や停台による織物品位の低下が発生するものである。一般にフィラメントにおける交絡はゴデットローラー前もしくは後に配置されたノズルからエアーを吹き付けることによって入れるが交絡40を上回る程入れようとすると、エアーの供給量を多くしなければならないため、それに伴う原糸強伸度の大幅な低下や製糸操業性の悪化が発生するものである。
【0022】
本発明における綾角度は巻厚に応じ4.0〜7.5度で漸増および漸減することが好ましい。通常解ジョ手前もしくは奥の端面の糸は解ジョ張力が変動するので、その変動により、解ジョ手前もしくは奥の端面の部分が織り幅と重なるとタテスジが目立ちやすい。また、糸条の遅延回復、トラバース折り返しの糸溜まりが原因となりドラム端面部が膨らみやすくなる。そのためドラム輸送時にドラム端面部と梱包材とが摩擦によって擦過することにより糸条の毛羽発生や糸条解ジョ時に輪抜け発生が生じやすくなるなど整経、製織に不具合が生じるので、トラバース速度を早くすることで膨らみを改善させるのが一般的である。トラバース中心速度一定巻きでも改善は十分可能であるが、パッケージプロフィールに応じたトラバース速度に漸増、漸減させることで、よりサドルを抑えつつ更にパッケージの膨らみを抑制することができるため、糸条を解ジョした時、端面部での糸ひっかかりによる整経、製織時の糸切れやドラム端面部とストレート部で糸条を解ジョした時の張力差が小さくなり、より一層ヨコムラやタテスジが出にくくなる。
【0023】
綾角度を増減制御させるための手段としては、巻厚、または巻き時間に対する綾角度の増減変化を予めコンピューターに入力しておき、その入力データに対応させてトラバースモーターのインバーター周波数を変化させて連続的に増減変化させる方法が一般的であるが、巻厚を小区間に区切って接点切り替えにより多段階にステップし、増減変化させても良い。また、綾角を中心値に対して周期的に数%の揺動を行ったり、リボン帯を回避するために瞬間的に変化させたりすることも構わず、本発明の範囲を満たしていれば良い。巻厚方向のドラム端部巻径B(mm)と最小巻径C(mm)が下記式の範囲になるよう巻き上げることによって、ドラムからの糸解ジョ性がより優れるものとなる。BおよびCがこのような関係を有するドラム状パッケージは、トラバースの折返し速度を遅くするなどの手段により実現することが可能である。いいかえるとトラバースの折り返し速度を遅くすることにより(B−C)/2を小さくすることができる。
【0024】
3.0≧(B−C)/2≧0 ・・・(I)
本発明を構成するポリアミドフィラメントのアミノ末端基量4.0×10−5M/g以上が好ましい。酸性染料の染着座席であるアミノ末端基量が4.0×10−5M/g未満であると、織物の発色性が低下する傾向にある。好ましくは5.0×10−5M/g以上である。
【0025】
また、重合度は、ポリアミド繊維あるいはその加工品の要求特性またはそれらを安定して得るために適当な範囲より適宜選択して良いが、オストワルド型粘度計を用いて25℃で測定した98%硫酸相対粘度で2.5以上が好ましい。より好ましくは3.5〜2.5の範囲である。3.5を越えると製糸操業不調に陥る等の生産性悪化に繋がり、2.5未満であると破断強度不足による製品引き裂強度不足や製品耐久性の悪化といった問題が生じやすくなる。
【0026】
本発明のポリアミド繊維に使用されるポリアミドは、ポリアミドのホモポリマーまたはコポリマーであり、これらのポリアミドは、ラクタム、アミノカルボン酸あるいはジアミンとジカルボン酸との塩から形成されるアミド結合を有する溶融成形可能な重合体である。ポリアミドとしては、種々のポリアミドを使用することができ、特に限定されないが、繊維形成能および力学的特性の点でポリカプラミド(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)が好ましい。ポリアミドのコポリマーとしては、全単量体の20モル%以下の割合で他のアミノカプロン酸、ラクタムなどを共重合したものも使用できる。また、本発明で使用するポリアミドはラクタム、アミノカルボン酸あるいはジアミンとジカルボン酸との塩から形成されるアミド結合を混合成分として含むものについても使用可能である。
【0027】
また、本発明の効果を損なわない範囲で光安定剤、熱安定剤、酸化防止剤、帯電防止剤、末端基調節剤、染色性向上剤等が添加されていてもよい。また、紫外線吸収や接触冷感、抗菌性等の付与のため、無機粒子や有機機能剤の添加を行うことも可能である。
【0028】
本発明におけるポリアミドマルチフィラメントはスキーウエア、ダウンジャケット、ウインドブレイカー、ゴルフウエアー、レインウエアなどに代表されるスポーツ、カジュアルウエアに好適に用いられることから、伸度30〜50%を有し、強度4.0cN/dtex以上であることが好ましく、4.0cN/dtex以上がより好ましい。
【0029】
また、繊度としては8〜40dtexが使用上好ましく、11〜33dtexがより好ましい。このような伸度、強度の調整は通常公知の方法によって行うことができる。
【0030】
本発明の織物は上記ポリアミドチーズ状パッケージを経糸及び/または緯糸に用いることにより得ることができ、本発明のポリアミドチーズ状パッケージを経紙、緯糸両方に用いることがより好ましい。その際いずれも本発明のポリアミドチーズ状パッケージであれば同一でも異なっていてもよい。
【0031】
織物を仕立てる方法は、公知の方法でおこなうことができる。撚糸工程において、撚糸、無撚糸など特に限定はしない。整経工程において、一般的にはまず経糸用の糸をクリールに並べて整経をおこないビームに巻き、つづいてビームに巻いた糸を糊付け・乾燥してタテ糸の準備をおこなう。経通し工程において、タテ糸を織機のオサに通し、製織工程において、経糸に緯糸を打ち込んで織物を仕立てる。織機はシャトル織機、エアジェットルーム織機、ウォータージェットルーム織機などの種類があるがいずれでも良い。また緯糸の打ち込み方により、平織り、ツイル、サテンなどのいくつかの織り組織があるが目的に応じていずれをも選ぶことができる。また、得られた織物はそのまま用いても良いし、精錬、染色、熱セットを施しても良い。染色は通常のポリアミド繊維の染色に使用する酸性染料を用いることができ、90℃以上の湯浴中にて60〜90分間程度処理することによりおこなわれる。そして、染色後、機能付与を目的とした機能加工を施しても良い。例えばダウンジャケット基布の場合は、カレンダー加工、撥水処理を施す。カレンダー加工は片面または両面に施しても良い。染色加工工程のいかなる段階でも可能であるが、染色加工後に施されることが好ましい。撥水加工は、パラフィン系、フッ素樹脂、シリコーン系樹脂等の撥水剤を用いて、パッド、コーティング、吸塵、ラミネートなどにより樹脂加工を施しても良い。
【実施例】
【0032】
以下、実施例をあげて本発明を更に具体的に説明する。
【0033】
なお、実施例および比較例における各測定値は次の方法で得たものである。
【0034】
A.繊度
試料を枠周1.125mの検尺機にて400回巻、カセを作成し、熱風乾燥機にて乾燥後(105±2℃×60分)天秤にてカセ重量を量り公定水分率を乗じた値から繊度を算出した。
【0035】
B.アミノ末端基量
アミノ末端基量の測定は巻き取ったフィラメントをフェノール/メタノール混合溶液に溶解し、1/50規定の塩酸水溶液でチモールブルーを指示薬として中和滴定し、その際の塩酸消費量からアミノ末端基量(10−5mol/g)を求めた数値である。
【0036】
C.強度、伸度
試料をオリエンテック(株)社製テンシロン(TENSILONUCT−100)によ
り、JIS L 1013(化学繊維フィラメント糸試験方法)に規定される定速伸長条
件で破断強度、破断伸度を測定した。なお、破断伸度はS−S曲線における最大強力を示した点の伸びから求めた。
【0037】
D.交絡度
ROTHSCHILD社製ENTANGLEMENT TESTER R−2040を用い、測定速度2.5m/分、トリップテンションレベル1.2cN、トリップ後の次回針刺しまでの糸長0.5mとし、針刺部からトリップテンションレベル(1.2cN)に到達してトリップするまでの糸条長を開繊長と見なし300回繰り返し測定を行い、30000を開繊長長さ(cm)の合計で除した値を交絡度とした。
【0038】
E.整経毛羽
津田駒工業(株)製TW−N整経機を使用して、常法の条件にて整経ビームを作製した。そのとき、春日電機製毛羽検知器にて原糸毛羽をカウントし下記により求め整経毛羽数0.5以下を合格とした。
整経毛羽(個/107m)=検知回数/整経クリール仕掛け本数×総整経長/107
【0039】
F.織機停台回数
津田駒工業(株)製ウォータージェットルームZW303にて、常法の条件にて製織した。そのときの総停台回数を下記により求め5.0以下を合格とした。
【0040】
総停台回数(回/日・台)=総停台回数/総生産量(m)/1日1台生産量
1日1台生産量(m/日・台)=1440分×(織機回転数/ヨコ密度×2.54/100)×稼働率
G.製品品位
(1)ヨコムラ品位
製織したタフタ織物を、精錬、180℃×1分で熱セットを行い、続いて液流染色機により、酸性染料(Nylosan Blue N−GFL167% サンドス社製)1重量%を用いて98℃×60分染色処理、合成タンニン(ナイロンフィックス501 センカ社製)3g/lを用いて80℃×20分固着処理を施した。その後、190℃で裏面にカレンダー加工を施した製織したタフタ織物について、ヨコムラ品位を「ヨコムラ欠点なし」を◎「極めて弱いヨコムラ欠点あり」を○、「ヨコムラ欠点あり」を△、「強いヨコムラ欠点あり」を×としての4段階で評価し、○以上を合格とした。
【0041】
(2)発色性
製織したタフタ織物をヨコムラ品位と合わせ目視で発色性を評価した。○以上を良好とした。
×:濃色とならず織物として使用できない発色性
△:くすんだ発色性ながら織物として使用可能なレベル
○:織物として通常の発色性レベル
◎:織物として高い発色性を有するレベル。
【0042】
(3)ソフト性
織物の曲げ柔らかさについて風合い評価経験豊富な技術者4名により実施した。市販されている織物とは、同じ生地厚さに相当するポリアミド繊維100%使い織物とし、○以上を良好とした。
×:市販されている織物レベル
△:市販されている織物の中ではソフトな商品レベル
○:市販されている織物にはない柔らかさを有するレベル
◎:市販されている織物にはない優れた柔らかさを有するレベル。
【0043】
(4)通気度
JIS−L−1096 8.27.1に規定されている通気度(フラジール形法)に準拠し、1.0cc/cm2・s以下を合格とした。
【0044】
[実施例1、2,4、比較例1〜4]
98%硫酸相対粘度2.8で酸化チタンを含まないポリカプラミド(ナイロン6、N6)チップを280℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズル(圧空圧0.25MPa)にて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.60倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの20デシテックスのナイロン6マルチフィラメントチーズ状パッケージを得た。
【0045】
得られた繊維糸条を1000本整経を行いビームに巻き、ビームに巻き付けた糸を糊付け・乾燥して経糸準備を行った。続いて、ウオータージェット織機のおさに通し、得られたポリアミド繊維糸条を緯糸に打ち込んでマイクロリップストップ組織を製織した。製織したタフタ織物を、精錬、180℃×1分で熱セットを行った。続いて液流染色機により、酸性染料(Nylosan Blue N−GFL167% サンドス社製)1重量%を用いて98℃×60分染色処理、合成タンニン(ナイロンフィックス501 センカ社製)3g/lを用いて80℃×20分固着処理を施した。その後、190℃で裏面にカレンダー加工を施し仕上げ、経糸密度244本/2.54cm、緯糸密度224本/2.54cmの織物を得た。その時の整経毛羽回数、製織停台回数、ヨコムラ品位、発色性、ソフト性の結果を表1に示した。
【0046】
表1に示すように、単糸繊度、フィラメント数、ドラム最小巻幅および交絡度を本発明の範囲とすることで整経、製織性に異常を生じることなく、かつヨコムラ品位も良好であった。
【0047】
一方、総繊度は実施例1と同じでフィラメント数を40及び50とした比較例1、比較例3ではストレート部の解ジョした糸条が 端面部分で引っかかりが起こり整経毛羽、織機停台回数が増加および満足できるヨコムラ品位が得られず、フィラメント数が多いことにより発色性の低下が見られた。また、総繊度は比較例1、3と同じでフィラメント数を12及び8とした比較例2、比較例4では整経、製織性の異常を生じることなくヨコムラ品位、発色性の品位は満足したが、単糸繊度が太いことにより風合いが硬くソフト性を満足できるものではなかった。
【0048】
[実施例3]
98%硫酸相対粘度2.8で酸化チタンを含まないポリヘキサメチレンアジパミド(ナイロン66)チップを290℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズル(圧空圧0.25MPa)にて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.40倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの20デシテックスのナイロン66マルチフィラメントチーズ状パッケージを得た。
【0049】
得られた繊維糸条を実施例1と同様に整経、製織、精錬、染色を、カレンダー加工を行い経糸密度244本/2.54cm、緯糸密度224本/2.54cmの織物を得た。その時の整経毛羽回数、製織停台回数、ヨコムラ品位、発色性、ソフト性の結果を表1に示した。実施例1、2、4同様、単糸繊度、フィラメント数、ドラム最小巻幅および交絡度を本発明の範囲とすることで整経、製織性に異常を生じることなく、かつヨコムラ品位も良好であった。
【0050】
[実施例5、比較例5、6]
98%硫酸相対粘度2.8で酸化チタンを含まないポリカプラミド(N6)チップを280℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズル(圧空圧0.25MPa)にて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.60倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの8デシテックスのナイロン6マルチフィラメントチーズ状パッケージを得た。
【0051】
得られた繊維糸条を実施例1と同様に整経、製織、精錬、染色を、カレンダー加工を行い経糸密度244本/2.54cm、緯糸密度224本/2.54cmの織物を得た。その時の整経毛羽回数、製織停台回数、ヨコムラ品位、発色性、ソフト性の結果を表1に示した。実施例5では整経、製織性に異常を生じることなく、かつヨコムラ品位、発色性、ソフト性、通気度も良好であった。比較例5では整経、製織性に異常を生じなかったが、寡フィラメント数により満足する通気度を得ることができなかった。また、比較例6では単糸繊度が細く糸条解ジョ時にドラム表面への単糸引っかかりによる整経、製織性異常が増加しまた、停台増加によりヨコムラ品位も低下した。
【0052】
[実施例6、比較例7〜9]
98%硫酸相対粘度2.8で酸化チタンを含まないポリカプラミド(N6)チップを280℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズル(圧空圧0.25MPa)にて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.60倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの22デシテックスのナイロン6マルチフィラメントチーズ状パッケージを得た。表1に示す様にドラム巻き幅をそれぞれ変更して巻き幅90mm(実施例6)、105mm(比較例7、8)、60mm(比較例9)のチーズ状パッケージを得た。
【0053】
得られた繊維糸条を実施例1と同様に整経、製織、精錬、染色を、カレンダー加工を行い経糸密度244本/2.54cm、緯糸密度224本/2.54cmの織物を得た。その時の整経毛羽回数、製織停台回数、ヨコムラ品位、発色性、ソフト性の結果を表1に示した。実施例6では整経、製織性に異常を生じることなく、かつヨコムラ品位、発色性、ソフト性、通気度も良好であった。一方比較例7では解ジョ側から反解ジョ側までの解ジョ距離が長くなったことによって製織停台回数が増加及び停台増加によるヨコムラ品位の低下が見られた。比較例8では総繊度が比較例7と同じであるが、フィラメント数が少ないので、解ジョ性に優れ、整経時の毛羽による停台や製織性に異常を生じることなくヨコムラやタテスジ品位も良好であったが、風合いが硬く、通気度に劣るものであった。また、比較例9では巻き幅を小さくなりすぎたことによって、トラバースの折り返し量増加によってドラム端面への糸溜まり量が多くなり、耳立ちが異常に高くなった。さらに巻厚が大きくなり、整経のクリールにドラムが入らなくなり評価を中止した。
【0054】
[実施例7、比較例10〜12]
98%硫酸相対粘度2.8で酸化チタンを含まないポリカプラミド(N6)チップを280℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズルにて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.60倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの22デシテックスのナイロン6マルチフィラメントチーズ状パッケージを得た。交絡圧をそれぞれ変更していき表1に示すように、交絡度18(実施例7)、10(比較例10)、46(比較例11)、54(比較例12)のチーズ状パッケージを得た。実施例7では交絡度低下による整経、製織性の低下はなく良好であった。一方比較例10では糸条収束性が低く糸条解ジョ時にドラム表面で単糸が引っかかりを生じてしまい、整経毛羽、製織性の低下が見られた。また、比較例11では交絡度を上げようと交絡ノズルでの圧空圧を強くしていったことで、交絡ノズルで単糸切れが発生してしまい、整経、製織性の大幅な低下がみられた。比較例12では更に交絡度を上げようと圧空圧を強くしていったことで、巻取り直後に交絡ノズルで糸が切れてしまい、製糸性が著しく低下してしまい評価を中止した。
【0055】
[実施例8〜10]
98%硫酸相対粘度2.8で酸化チタンを含まないポリカプラミド(N6)チップを280℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズルにて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.60倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの20デシテックスのナイロン6マルチフィラメントチーズ状パッケージを得た。実施例8では綾角度を一定で巻き取り、実施例9では綾角を小さくし漸増、漸減しながら巻き取りを行ったことにより、ドラム中央部での膨らみを十分に抑えられなかったものの、整経、製織性は問題となるレベルではなかった。また、実施例10では綾角を7.5〜10度と高くし漸増、漸減しながら巻き取りを行ったためドラム端面での耳高となったため、端面部での引っかかりによる整経、製織性異常が微増したが問題となるレベルではなかった。
【0056】
【表1】

【符号の説明】
【0057】
A ドラム最小巻幅
B 巻厚方向のドラム端部巻径
C 最小巻径
【技術分野】
【0001】
本発明は、整経、製織性を損なうことなくタテスジおよび/またはヨコムラ等の発生を抑制し、品位に優れ、また、薄地織物としての発色性、ソフト性、通気性を兼備したポリアミドマルチフィラメントチーズ状パッケージに関するものである。
【背景技術】
【0002】
従来、スキーウエア、ダウンジャケット、ウインドブレイカー、ゴルフウエアー、レインウエアなどに代表されるスポーツ、カジュアルウエアは、ポリアミド繊維やポリエステル繊維が広く使用されている。とりわけ、ポリアミド繊維は、ポリエステル繊維に比べて、高強度、耐摩耗性、ソフト性、発色性に優れており、好ましく使用されている。
近年、柔らかい風合いや通気度の低減を行うために、織物を構成する繊維の単糸繊度の細繊度化やフィラメント数の増加が進んでいる。
【0003】
しかしながら、かかる繊維を用いた織物は通常、薄地の織物となるが、パッケージからの糸条解ジョ性が不十分で、製織時に異常による停台が多く、製品もタテスジ、ヨコムラ等が発生しやすく、品位の点でも満足できるものではなかった。
【0004】
ところで、特許文献1では弾性糸とナイロンフラットヤーンから交編ストッキング編地を編成する際に用いられる交編用ドラム場パッケージについて提案されている。しかし、交編ストッキングにおいては単糸1.4〜6デシテックスクラスかつフィラメント数3〜8の寡フィラメント糸を一般的に用いており、また具体的に開示されたものとしては単糸繊度1.57デシテックス、フィラメント数8であり、かかる技術を単純に用いるのみでは本発明の目指している薄地織物の領域ではパッケージからの糸条解ジョ性が十分とは言えず織物に使用する際製織時の停台増加やタテスジ、ヨコムラといった織物品位の低下という問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−257817号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、前記のような課題を解決しようとするものであって、スポーツ、カジュアルウエア用途等の薄地織物に好適に用いることができる、整経、製織性を損なうことなくタテスジ、ヨコムラ等の発生を抑制し、品位に優れ、また、薄地織物としての発色性、ソフト性、通気性を兼備したポリアミドマルチフィラメントチーズ状パッケージを提供すること、また、上記ポリアミドマルチフィラメントチーズ状パッケージを経糸及び/または緯糸に用いてなる織物および製品を提供せんとするものである。
【課題を解決するための手段】
【0007】
本発明はかかる問題について鋭意検討した結果、下記のような手段によって上記課題を解決することができた。即ち本発明は下記の構成からなる。
【0008】
(1)単糸繊度が0.5〜1.3デシテックスかつフィラメント数が10〜35からなる織物用ポリアミドマルチフィラメントのチーズ状パッケージにおいて、該パッケージのドラム最小巻幅A(mm)がは70≦A≦90mmであり、かつ交絡度が15〜40とあること特徴とする織物用チーズ状パッケージ。
【0009】
(2)綾角度が巻厚に応じ4.0〜7.5度で漸増および漸減することを特徴とする(1)記載の織物用チーズ状パッケージ。
【0010】
(3)前記織物用ポリアミドマルチフィラメントの巻厚方向のドラム端部巻径B(mmと最小巻径C(mm)が下記式(I)を満足することを特徴とする(1)、(2)に記載の織物用チーズ状パッケージ。
3.0≧(B−C)/2≧0 ・・・(I)
【0011】
(4)前記薄地織物用ポリアミドマルチフィラメントの引張強度が4.0cN/dtex以上かつ伸度が35〜50%を有するフィラメントからなることを特徴とする(1)(2)又は(3)記載の薄地織物用チーズ状パッケージ。
【0012】
(5)アミノ末端基量(−NH2)が4.0×10−5M/g以上、98%硫酸相対粘度(ηr)が2.5以上であることを特徴とする(1)〜(3)又は(4)に記載の薄地織物用チーズ状パッケージ。
【0013】
(6)前記織物用ポリアミドマルチフィラメントがナイロン6またはナイロン66フィラメントからなることを特徴とする(1)〜(4)又は(5)記載の薄地織物用チーズ状パッケージ。
【0014】
(7)(1)〜(6)のいずれかに記載の織物用チーズ状パッケージを経糸及び/または緯糸に用いてなる織物。
【発明の効果】
【0015】
本発明は、上記構成を採用することによって、糸解ジョ性向上によりドラム表面での原糸タフネスの低下や糸バラケを抑制することで、タテスジおよび/またはヨコムラのない織物品位並びに整経、製織性等加工性に優れたチーズ状パッケージを得ることができる。また、本発明のチーズ状パッケージを織物に用いることによりタテスジおよびヨコムラ品位に優れた織物を得ることができる。
【図面の簡単な説明】
【0016】
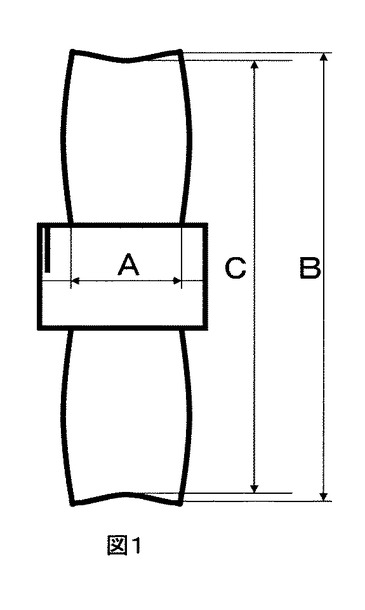
【図1】チーズ状パッケージの巻き形態を模式的に示すパッケージ図である。
【発明を実施するための形態】
【0017】
以下本発明について詳細に説明する。本発明の織物用ポリアミドマルチフィラメントのチーズ状パッケージについて、パッケージにおける最小巻幅A(mm)、巻厚方向のドラム端部巻径B(mm)、最小巻径C(mm)は図1の図示した位置での幅、径を言う。
【0018】
本発明を構成するポリアミドフィラメントの単糸繊度0.5〜1.3デシテックスかつフィラメント数10〜35である必要がある。本発明で規定する単糸繊度、フィラメント数にすることによって、近年薄地織物用途の要求特性としてあるソフトな風合い、発色性、低通気度を得ることができるのである。ポリアミド繊維を弾性体と仮定するとソフト性曲げモーメントは直径の4乗に比例するため、単糸繊度が小さくなることがソフト感へ大きく影響することがわかる。単糸繊度が0.5デシテックス未満の場合、製糸安定性が著しく低下するだけでなく、ガイド類を糸条が通った際単糸切れが起こりやすく整経、製織性も落ちる。整経、製織時毛羽が発見された際は一旦織機を停止し毛羽先の除去や糸つなぎといった作業増や、織物の製品品位の低下にも繋がるものである。また、1.3デシテックス以下にすることにより生地の風合いが硬くなってしまうのを防ぎソフトな触感を得ることができる。より好ましい範囲としては、0.7〜1.0デシテックスにすることによって、満足する製糸性、整経、製織性および織物の風合いが得られる。
【0019】
また、フィラメント数を10以上にすることによって、織物通気度を低減させ、それによって、ダウンシェルを初めとするスポーツ衣料に適した織物を得ることができるが、フィラメント数が多くなりすぎると、チーズ状パッケージから糸条を解ジョする際糸の引っかかりが起こりやすく整経時の毛羽による停台や製織性不良の原因につながるのである。また糸条繊度が同じでもフィラメント数が増加すると、繊維表面積が増大することによって、繊維表面での乱反射(反射光)が増加するため、光が散乱して着色光が弱められることで発色性が低下するだけでなく、同じ染料吸着量であっても表面の見掛けは濃度の低下が起こり多量の染料を必要とし、染料利用率の低下によるコストアップの要因になるものである。好ましいフィラメント数は15〜30であり、より好ましくは16〜26である。
【0020】
本発明を構成するチーズ状パッケージは、ドラム最小巻幅A(mm)が90≧A≧70mmでありこのような巻き幅にすることが必要である。ドラム最小巻幅が90mmを越えた場合、糸を解ジョした際に、解ジョ奥側の糸は手前に比べドラム表面を長時間(距離)擦るため原糸強伸度が大幅に低下するため、織物にした際原糸物性差に起因するヨコムラやタテスジといった織物品位の低下や整経時の毛羽による停台や製織性不良の原因につながるものである。一方70mm未満の場合、トラバースの折り返し量増加によってドラム端面への糸溜まり量が多くなる。従ってドラム巻き径における耳立ちが大きくなり、奥側の糸条を解ジョする際に耳立ちによる糸条の引っかかりによる整経、製織性異常が生じるものとなる。また、一定の重量のドラムを得ようとした際巻厚が大きくしていく必要があるため加工場でドラムがクリールに入らない、巻厚が大きくならないよう小重量で巻き取る等の不具合がでてくる。その場合生産、加工場での糸切り替え要員が必要となったり、クリールを改造したりする必要がでてくるが、本発明を採用により、クリール改造せずとも整経、製織性向上ができるのである。
【0021】
本発明における、交絡度は15〜40であることが必要である。15を下回った場合、糸解ジョする際単糸バラケが発生することによって整経、製織時の停台の増加による稼動性低下や停台による織物品位の低下が発生するものである。一般にフィラメントにおける交絡はゴデットローラー前もしくは後に配置されたノズルからエアーを吹き付けることによって入れるが交絡40を上回る程入れようとすると、エアーの供給量を多くしなければならないため、それに伴う原糸強伸度の大幅な低下や製糸操業性の悪化が発生するものである。
【0022】
本発明における綾角度は巻厚に応じ4.0〜7.5度で漸増および漸減することが好ましい。通常解ジョ手前もしくは奥の端面の糸は解ジョ張力が変動するので、その変動により、解ジョ手前もしくは奥の端面の部分が織り幅と重なるとタテスジが目立ちやすい。また、糸条の遅延回復、トラバース折り返しの糸溜まりが原因となりドラム端面部が膨らみやすくなる。そのためドラム輸送時にドラム端面部と梱包材とが摩擦によって擦過することにより糸条の毛羽発生や糸条解ジョ時に輪抜け発生が生じやすくなるなど整経、製織に不具合が生じるので、トラバース速度を早くすることで膨らみを改善させるのが一般的である。トラバース中心速度一定巻きでも改善は十分可能であるが、パッケージプロフィールに応じたトラバース速度に漸増、漸減させることで、よりサドルを抑えつつ更にパッケージの膨らみを抑制することができるため、糸条を解ジョした時、端面部での糸ひっかかりによる整経、製織時の糸切れやドラム端面部とストレート部で糸条を解ジョした時の張力差が小さくなり、より一層ヨコムラやタテスジが出にくくなる。
【0023】
綾角度を増減制御させるための手段としては、巻厚、または巻き時間に対する綾角度の増減変化を予めコンピューターに入力しておき、その入力データに対応させてトラバースモーターのインバーター周波数を変化させて連続的に増減変化させる方法が一般的であるが、巻厚を小区間に区切って接点切り替えにより多段階にステップし、増減変化させても良い。また、綾角を中心値に対して周期的に数%の揺動を行ったり、リボン帯を回避するために瞬間的に変化させたりすることも構わず、本発明の範囲を満たしていれば良い。巻厚方向のドラム端部巻径B(mm)と最小巻径C(mm)が下記式の範囲になるよう巻き上げることによって、ドラムからの糸解ジョ性がより優れるものとなる。BおよびCがこのような関係を有するドラム状パッケージは、トラバースの折返し速度を遅くするなどの手段により実現することが可能である。いいかえるとトラバースの折り返し速度を遅くすることにより(B−C)/2を小さくすることができる。
【0024】
3.0≧(B−C)/2≧0 ・・・(I)
本発明を構成するポリアミドフィラメントのアミノ末端基量4.0×10−5M/g以上が好ましい。酸性染料の染着座席であるアミノ末端基量が4.0×10−5M/g未満であると、織物の発色性が低下する傾向にある。好ましくは5.0×10−5M/g以上である。
【0025】
また、重合度は、ポリアミド繊維あるいはその加工品の要求特性またはそれらを安定して得るために適当な範囲より適宜選択して良いが、オストワルド型粘度計を用いて25℃で測定した98%硫酸相対粘度で2.5以上が好ましい。より好ましくは3.5〜2.5の範囲である。3.5を越えると製糸操業不調に陥る等の生産性悪化に繋がり、2.5未満であると破断強度不足による製品引き裂強度不足や製品耐久性の悪化といった問題が生じやすくなる。
【0026】
本発明のポリアミド繊維に使用されるポリアミドは、ポリアミドのホモポリマーまたはコポリマーであり、これらのポリアミドは、ラクタム、アミノカルボン酸あるいはジアミンとジカルボン酸との塩から形成されるアミド結合を有する溶融成形可能な重合体である。ポリアミドとしては、種々のポリアミドを使用することができ、特に限定されないが、繊維形成能および力学的特性の点でポリカプラミド(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)が好ましい。ポリアミドのコポリマーとしては、全単量体の20モル%以下の割合で他のアミノカプロン酸、ラクタムなどを共重合したものも使用できる。また、本発明で使用するポリアミドはラクタム、アミノカルボン酸あるいはジアミンとジカルボン酸との塩から形成されるアミド結合を混合成分として含むものについても使用可能である。
【0027】
また、本発明の効果を損なわない範囲で光安定剤、熱安定剤、酸化防止剤、帯電防止剤、末端基調節剤、染色性向上剤等が添加されていてもよい。また、紫外線吸収や接触冷感、抗菌性等の付与のため、無機粒子や有機機能剤の添加を行うことも可能である。
【0028】
本発明におけるポリアミドマルチフィラメントはスキーウエア、ダウンジャケット、ウインドブレイカー、ゴルフウエアー、レインウエアなどに代表されるスポーツ、カジュアルウエアに好適に用いられることから、伸度30〜50%を有し、強度4.0cN/dtex以上であることが好ましく、4.0cN/dtex以上がより好ましい。
【0029】
また、繊度としては8〜40dtexが使用上好ましく、11〜33dtexがより好ましい。このような伸度、強度の調整は通常公知の方法によって行うことができる。
【0030】
本発明の織物は上記ポリアミドチーズ状パッケージを経糸及び/または緯糸に用いることにより得ることができ、本発明のポリアミドチーズ状パッケージを経紙、緯糸両方に用いることがより好ましい。その際いずれも本発明のポリアミドチーズ状パッケージであれば同一でも異なっていてもよい。
【0031】
織物を仕立てる方法は、公知の方法でおこなうことができる。撚糸工程において、撚糸、無撚糸など特に限定はしない。整経工程において、一般的にはまず経糸用の糸をクリールに並べて整経をおこないビームに巻き、つづいてビームに巻いた糸を糊付け・乾燥してタテ糸の準備をおこなう。経通し工程において、タテ糸を織機のオサに通し、製織工程において、経糸に緯糸を打ち込んで織物を仕立てる。織機はシャトル織機、エアジェットルーム織機、ウォータージェットルーム織機などの種類があるがいずれでも良い。また緯糸の打ち込み方により、平織り、ツイル、サテンなどのいくつかの織り組織があるが目的に応じていずれをも選ぶことができる。また、得られた織物はそのまま用いても良いし、精錬、染色、熱セットを施しても良い。染色は通常のポリアミド繊維の染色に使用する酸性染料を用いることができ、90℃以上の湯浴中にて60〜90分間程度処理することによりおこなわれる。そして、染色後、機能付与を目的とした機能加工を施しても良い。例えばダウンジャケット基布の場合は、カレンダー加工、撥水処理を施す。カレンダー加工は片面または両面に施しても良い。染色加工工程のいかなる段階でも可能であるが、染色加工後に施されることが好ましい。撥水加工は、パラフィン系、フッ素樹脂、シリコーン系樹脂等の撥水剤を用いて、パッド、コーティング、吸塵、ラミネートなどにより樹脂加工を施しても良い。
【実施例】
【0032】
以下、実施例をあげて本発明を更に具体的に説明する。
【0033】
なお、実施例および比較例における各測定値は次の方法で得たものである。
【0034】
A.繊度
試料を枠周1.125mの検尺機にて400回巻、カセを作成し、熱風乾燥機にて乾燥後(105±2℃×60分)天秤にてカセ重量を量り公定水分率を乗じた値から繊度を算出した。
【0035】
B.アミノ末端基量
アミノ末端基量の測定は巻き取ったフィラメントをフェノール/メタノール混合溶液に溶解し、1/50規定の塩酸水溶液でチモールブルーを指示薬として中和滴定し、その際の塩酸消費量からアミノ末端基量(10−5mol/g)を求めた数値である。
【0036】
C.強度、伸度
試料をオリエンテック(株)社製テンシロン(TENSILONUCT−100)によ
り、JIS L 1013(化学繊維フィラメント糸試験方法)に規定される定速伸長条
件で破断強度、破断伸度を測定した。なお、破断伸度はS−S曲線における最大強力を示した点の伸びから求めた。
【0037】
D.交絡度
ROTHSCHILD社製ENTANGLEMENT TESTER R−2040を用い、測定速度2.5m/分、トリップテンションレベル1.2cN、トリップ後の次回針刺しまでの糸長0.5mとし、針刺部からトリップテンションレベル(1.2cN)に到達してトリップするまでの糸条長を開繊長と見なし300回繰り返し測定を行い、30000を開繊長長さ(cm)の合計で除した値を交絡度とした。
【0038】
E.整経毛羽
津田駒工業(株)製TW−N整経機を使用して、常法の条件にて整経ビームを作製した。そのとき、春日電機製毛羽検知器にて原糸毛羽をカウントし下記により求め整経毛羽数0.5以下を合格とした。
整経毛羽(個/107m)=検知回数/整経クリール仕掛け本数×総整経長/107
【0039】
F.織機停台回数
津田駒工業(株)製ウォータージェットルームZW303にて、常法の条件にて製織した。そのときの総停台回数を下記により求め5.0以下を合格とした。
【0040】
総停台回数(回/日・台)=総停台回数/総生産量(m)/1日1台生産量
1日1台生産量(m/日・台)=1440分×(織機回転数/ヨコ密度×2.54/100)×稼働率
G.製品品位
(1)ヨコムラ品位
製織したタフタ織物を、精錬、180℃×1分で熱セットを行い、続いて液流染色機により、酸性染料(Nylosan Blue N−GFL167% サンドス社製)1重量%を用いて98℃×60分染色処理、合成タンニン(ナイロンフィックス501 センカ社製)3g/lを用いて80℃×20分固着処理を施した。その後、190℃で裏面にカレンダー加工を施した製織したタフタ織物について、ヨコムラ品位を「ヨコムラ欠点なし」を◎「極めて弱いヨコムラ欠点あり」を○、「ヨコムラ欠点あり」を△、「強いヨコムラ欠点あり」を×としての4段階で評価し、○以上を合格とした。
【0041】
(2)発色性
製織したタフタ織物をヨコムラ品位と合わせ目視で発色性を評価した。○以上を良好とした。
×:濃色とならず織物として使用できない発色性
△:くすんだ発色性ながら織物として使用可能なレベル
○:織物として通常の発色性レベル
◎:織物として高い発色性を有するレベル。
【0042】
(3)ソフト性
織物の曲げ柔らかさについて風合い評価経験豊富な技術者4名により実施した。市販されている織物とは、同じ生地厚さに相当するポリアミド繊維100%使い織物とし、○以上を良好とした。
×:市販されている織物レベル
△:市販されている織物の中ではソフトな商品レベル
○:市販されている織物にはない柔らかさを有するレベル
◎:市販されている織物にはない優れた柔らかさを有するレベル。
【0043】
(4)通気度
JIS−L−1096 8.27.1に規定されている通気度(フラジール形法)に準拠し、1.0cc/cm2・s以下を合格とした。
【0044】
[実施例1、2,4、比較例1〜4]
98%硫酸相対粘度2.8で酸化チタンを含まないポリカプラミド(ナイロン6、N6)チップを280℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズル(圧空圧0.25MPa)にて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.60倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの20デシテックスのナイロン6マルチフィラメントチーズ状パッケージを得た。
【0045】
得られた繊維糸条を1000本整経を行いビームに巻き、ビームに巻き付けた糸を糊付け・乾燥して経糸準備を行った。続いて、ウオータージェット織機のおさに通し、得られたポリアミド繊維糸条を緯糸に打ち込んでマイクロリップストップ組織を製織した。製織したタフタ織物を、精錬、180℃×1分で熱セットを行った。続いて液流染色機により、酸性染料(Nylosan Blue N−GFL167% サンドス社製)1重量%を用いて98℃×60分染色処理、合成タンニン(ナイロンフィックス501 センカ社製)3g/lを用いて80℃×20分固着処理を施した。その後、190℃で裏面にカレンダー加工を施し仕上げ、経糸密度244本/2.54cm、緯糸密度224本/2.54cmの織物を得た。その時の整経毛羽回数、製織停台回数、ヨコムラ品位、発色性、ソフト性の結果を表1に示した。
【0046】
表1に示すように、単糸繊度、フィラメント数、ドラム最小巻幅および交絡度を本発明の範囲とすることで整経、製織性に異常を生じることなく、かつヨコムラ品位も良好であった。
【0047】
一方、総繊度は実施例1と同じでフィラメント数を40及び50とした比較例1、比較例3ではストレート部の解ジョした糸条が 端面部分で引っかかりが起こり整経毛羽、織機停台回数が増加および満足できるヨコムラ品位が得られず、フィラメント数が多いことにより発色性の低下が見られた。また、総繊度は比較例1、3と同じでフィラメント数を12及び8とした比較例2、比較例4では整経、製織性の異常を生じることなくヨコムラ品位、発色性の品位は満足したが、単糸繊度が太いことにより風合いが硬くソフト性を満足できるものではなかった。
【0048】
[実施例3]
98%硫酸相対粘度2.8で酸化チタンを含まないポリヘキサメチレンアジパミド(ナイロン66)チップを290℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズル(圧空圧0.25MPa)にて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.40倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの20デシテックスのナイロン66マルチフィラメントチーズ状パッケージを得た。
【0049】
得られた繊維糸条を実施例1と同様に整経、製織、精錬、染色を、カレンダー加工を行い経糸密度244本/2.54cm、緯糸密度224本/2.54cmの織物を得た。その時の整経毛羽回数、製織停台回数、ヨコムラ品位、発色性、ソフト性の結果を表1に示した。実施例1、2、4同様、単糸繊度、フィラメント数、ドラム最小巻幅および交絡度を本発明の範囲とすることで整経、製織性に異常を生じることなく、かつヨコムラ品位も良好であった。
【0050】
[実施例5、比較例5、6]
98%硫酸相対粘度2.8で酸化チタンを含まないポリカプラミド(N6)チップを280℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズル(圧空圧0.25MPa)にて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.60倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの8デシテックスのナイロン6マルチフィラメントチーズ状パッケージを得た。
【0051】
得られた繊維糸条を実施例1と同様に整経、製織、精錬、染色を、カレンダー加工を行い経糸密度244本/2.54cm、緯糸密度224本/2.54cmの織物を得た。その時の整経毛羽回数、製織停台回数、ヨコムラ品位、発色性、ソフト性の結果を表1に示した。実施例5では整経、製織性に異常を生じることなく、かつヨコムラ品位、発色性、ソフト性、通気度も良好であった。比較例5では整経、製織性に異常を生じなかったが、寡フィラメント数により満足する通気度を得ることができなかった。また、比較例6では単糸繊度が細く糸条解ジョ時にドラム表面への単糸引っかかりによる整経、製織性異常が増加しまた、停台増加によりヨコムラ品位も低下した。
【0052】
[実施例6、比較例7〜9]
98%硫酸相対粘度2.8で酸化チタンを含まないポリカプラミド(N6)チップを280℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズル(圧空圧0.25MPa)にて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.60倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの22デシテックスのナイロン6マルチフィラメントチーズ状パッケージを得た。表1に示す様にドラム巻き幅をそれぞれ変更して巻き幅90mm(実施例6)、105mm(比較例7、8)、60mm(比較例9)のチーズ状パッケージを得た。
【0053】
得られた繊維糸条を実施例1と同様に整経、製織、精錬、染色を、カレンダー加工を行い経糸密度244本/2.54cm、緯糸密度224本/2.54cmの織物を得た。その時の整経毛羽回数、製織停台回数、ヨコムラ品位、発色性、ソフト性の結果を表1に示した。実施例6では整経、製織性に異常を生じることなく、かつヨコムラ品位、発色性、ソフト性、通気度も良好であった。一方比較例7では解ジョ側から反解ジョ側までの解ジョ距離が長くなったことによって製織停台回数が増加及び停台増加によるヨコムラ品位の低下が見られた。比較例8では総繊度が比較例7と同じであるが、フィラメント数が少ないので、解ジョ性に優れ、整経時の毛羽による停台や製織性に異常を生じることなくヨコムラやタテスジ品位も良好であったが、風合いが硬く、通気度に劣るものであった。また、比較例9では巻き幅を小さくなりすぎたことによって、トラバースの折り返し量増加によってドラム端面への糸溜まり量が多くなり、耳立ちが異常に高くなった。さらに巻厚が大きくなり、整経のクリールにドラムが入らなくなり評価を中止した。
【0054】
[実施例7、比較例10〜12]
98%硫酸相対粘度2.8で酸化チタンを含まないポリカプラミド(N6)チップを280℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズルにて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.60倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの22デシテックスのナイロン6マルチフィラメントチーズ状パッケージを得た。交絡圧をそれぞれ変更していき表1に示すように、交絡度18(実施例7)、10(比較例10)、46(比較例11)、54(比較例12)のチーズ状パッケージを得た。実施例7では交絡度低下による整経、製織性の低下はなく良好であった。一方比較例10では糸条収束性が低く糸条解ジョ時にドラム表面で単糸が引っかかりを生じてしまい、整経毛羽、製織性の低下が見られた。また、比較例11では交絡度を上げようと交絡ノズルでの圧空圧を強くしていったことで、交絡ノズルで単糸切れが発生してしまい、整経、製織性の大幅な低下がみられた。比較例12では更に交絡度を上げようと圧空圧を強くしていったことで、巻取り直後に交絡ノズルで糸が切れてしまい、製糸性が著しく低下してしまい評価を中止した。
【0055】
[実施例8〜10]
98%硫酸相対粘度2.8で酸化チタンを含まないポリカプラミド(N6)チップを280℃で溶融し、紡糸口金から吐出し、一方向から冷却風によって冷却し、油剤を付与した後、交絡ノズルにて交絡付与を行い、第1ゴデッドロールに引き取り、引き続き1,2ゴデッドロール間で1.60倍で延伸、170℃で熱処理を行い、4300m/分で巻き取り、3.0kg巻きの20デシテックスのナイロン6マルチフィラメントチーズ状パッケージを得た。実施例8では綾角度を一定で巻き取り、実施例9では綾角を小さくし漸増、漸減しながら巻き取りを行ったことにより、ドラム中央部での膨らみを十分に抑えられなかったものの、整経、製織性は問題となるレベルではなかった。また、実施例10では綾角を7.5〜10度と高くし漸増、漸減しながら巻き取りを行ったためドラム端面での耳高となったため、端面部での引っかかりによる整経、製織性異常が微増したが問題となるレベルではなかった。
【0056】
【表1】
【符号の説明】
【0057】
A ドラム最小巻幅
B 巻厚方向のドラム端部巻径
C 最小巻径
【特許請求の範囲】
【請求項1】
単糸繊度が0.5〜1.3デシテックスかつフィラメント数が10〜35からなる織物用ポリアミドマルチフィラメントのチーズ状パッケージにおいて、該パッケージのドラム最小巻幅A(mm)が70≦A≦90(mm)であり、かつ交絡度が15〜40であること特徴とする織物用チーズ状パッケージ。
【請求項2】
綾角度が巻厚に応じ4.0〜7.5度で漸増および漸減する特徴とする請求項1記載の織物用チーズ状パッケージ
【請求項3】
前記織物用ポリアミドマルチフィラメントの巻厚方向のドラム端部巻径B(mm)と最小巻径C(mm)が下記式(I)を満足することを特徴とする請求項1または2に記載の織物用チーズ状パッケージ。
3.0≧(B−C)/2≧0 ・・・(I)
【請求項4】
前記織物用ポリアミドマルチフィラメントの強度が4.0cN/dtex以上かつ伸度が35〜50%であることを特徴とする請求項1、2、又は3に記載の織物用チーズ状パッケージ。
【請求項5】
アミノ末端基量(−NH2)が4.0×10−5M/g以上、98%硫酸相対粘度(ηr)が2.5以上であることを特徴とする請求項1〜3又は4に記載の織物用チーズ状パッケージ。
【請求項6】
前記織物用ポリアミドマルチフィラメントがナイロン6またはナイロン66フィラメントからなることを特徴とする請求項1〜4又は5記載の織物用チーズ状パッケージ。
【請求項7】
請求項1〜6のいずれかに記載の織物用チーズ状パッケージを経糸及び/または緯糸に用いてなる織物。
【請求項1】
単糸繊度が0.5〜1.3デシテックスかつフィラメント数が10〜35からなる織物用ポリアミドマルチフィラメントのチーズ状パッケージにおいて、該パッケージのドラム最小巻幅A(mm)が70≦A≦90(mm)であり、かつ交絡度が15〜40であること特徴とする織物用チーズ状パッケージ。
【請求項2】
綾角度が巻厚に応じ4.0〜7.5度で漸増および漸減する特徴とする請求項1記載の織物用チーズ状パッケージ
【請求項3】
前記織物用ポリアミドマルチフィラメントの巻厚方向のドラム端部巻径B(mm)と最小巻径C(mm)が下記式(I)を満足することを特徴とする請求項1または2に記載の織物用チーズ状パッケージ。
3.0≧(B−C)/2≧0 ・・・(I)
【請求項4】
前記織物用ポリアミドマルチフィラメントの強度が4.0cN/dtex以上かつ伸度が35〜50%であることを特徴とする請求項1、2、又は3に記載の織物用チーズ状パッケージ。
【請求項5】
アミノ末端基量(−NH2)が4.0×10−5M/g以上、98%硫酸相対粘度(ηr)が2.5以上であることを特徴とする請求項1〜3又は4に記載の織物用チーズ状パッケージ。
【請求項6】
前記織物用ポリアミドマルチフィラメントがナイロン6またはナイロン66フィラメントからなることを特徴とする請求項1〜4又は5記載の織物用チーズ状パッケージ。
【請求項7】
請求項1〜6のいずれかに記載の織物用チーズ状パッケージを経糸及び/または緯糸に用いてなる織物。
【図1】

【公開番号】特開2011−214161(P2011−214161A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−80644(P2010−80644)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]