
織物
【課題】本発明の目的は、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられ、軽量薄地で引裂き強力が高く、かつ洗濯後においても低通気性を維持できる織物を提供することである。
【解決手段】本発明の織物は、合成マルチフィラメントで構成される織物であって、前記織物は、少なくとも片面にカレンダー加工が施されることにより、合成マルチフィラメントの少なくとも一部においてモノフィラメントが重なり合った状態で圧縮されているものであり、前記モノフィラメントはカレンダー加工前の異型度が2.0〜6.0である異型断面糸であり、前記合成マルチフィラメントの繊度が7dtex〜44dtexであり、前記織物のカバーファクターが1300〜2200であることを特徴とする。
【解決手段】本発明の織物は、合成マルチフィラメントで構成される織物であって、前記織物は、少なくとも片面にカレンダー加工が施されることにより、合成マルチフィラメントの少なくとも一部においてモノフィラメントが重なり合った状態で圧縮されているものであり、前記モノフィラメントはカレンダー加工前の異型度が2.0〜6.0である異型断面糸であり、前記合成マルチフィラメントの繊度が7dtex〜44dtexであり、前記織物のカバーファクターが1300〜2200であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軽量薄地で引裂き強力が大きく、かつ洗濯後も低通気度である織物に関するものであり、より詳しくは、ワタやダウンの吹き出しを抑制した織物であって、特にダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる織物に関するものである。
【背景技術】
【0002】
ダウンウエアやふとんの側地に用いられる生地は、ワタやダウンの吹き出しを抑制するために低通気性が要求されている。また、軽量薄地であることも要求されている。
【0003】
従来は、その風合いや快適性が優れている絹や綿などの天然繊維が前記生地に用いられていた。しかし、天然繊維からなる生地は、引裂き強力が小さく耐久性に劣るため、特にダウンウエアとして用いられる場合は肘や袖部分からワタやダウンの吹き出しが発生するという問題があった。
【0004】
一方、その機械特性が優れていることから、ポリエステルマルチフィラメント、ナイロンマルチフィラメント、またはこれらの複合合繊織物も前記生地に多く使われていた。これらの織物は、ソフト、軽量で、防風性、撥水性および堅牢性等に優れているため、コート、ブルゾン、ゴルフウエア、スポーツ用アウトドアウエア等に多く使用されている。しかし、ダウンの吹き出しを抑制するためのダウンプルーフ性を確保するには織物を緻密な構造にする必要があり、織物が硬くなるという問題があった。
【0005】
また、織物の引裂き強力を保持しながら軽量薄地化の要求にもこたえるため、構成糸条の繊度を小さく、且つベースの原糸とは別に特定する繊度を有する高強度糸を用いることにより、引裂き強力の低下がなく、軽量化する織物が提案されていた。例えば、特許文献1には、繊度10dtex〜30dtexのベース糸と繊度20dtex〜60dtexの補強糸で構成され、カバーファクターが1300〜1700であり、引裂き強力が8N以上である軽量織物が開示されている。しかし、特許文献1の織物は、ポリエステルと比べて収縮率が高いポリアミド繊維からなるため、洗濯中に組織が動きやすく、洗濯後において低通気度が維持できないという問題があった。
【0006】
特許文献2には、異型度2〜7の異型断面単糸からなる繊度15dtex〜35dtexの合成マルチフィラメントで構成され、カバーファクターが1500〜2000であり、引裂き強力が6〜15Nであり、洗濯前の通気度が0.3〜1.5cc/cm2/sであるふとん側地用織物が開示されている。しかし、特許文献2の織物において、洗濯等による通気度の耐久性についてはなんら記載されていない。しかも、従来の商品では、長年の使用中に、着用、圧縮収納、洗濯等を繰返すことにより、通気度が低下して、ダウンが吹出しやすくなる問題があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−316015号公報
【特許文献2】特開2005−139575号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる従来技術の問題を背景になされたものであり、より詳しくは、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられ、軽量薄地で引裂き強力が高く、かつ洗濯後においても低通気性を維持できる織物を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明者らは、上記の課題を鋭意検討した結果、遂に本発明を完成するに至った。すなわち、本発明の織物は、合成マルチフィラメントで構成される織物であって、前記織物は、少なくとも片面にカレンダー加工が施されることにより、合成マルチフィラメントの少なくとも一部においてモノフィラメントが重なり合った状態で圧縮されているものであり、前記モノフィラメントはカレンダー加工前の異型度が2.0〜6.0である異型断面糸であり、前記合成マルチフィラメントの繊度が7dtex〜44dtexであり、前記織物のカバーファクターが1300〜2200であることを特徴とするものである。本発明においては、異型度2.0〜6.0の異型断面糸であるモノフィラメントからなる合成マルチフィラメントを用い、織物の少なくとも片面にカレンダー加工を施すことにより、合成マルチフィラメントの少なくとも一部において隣接するモノフィラメント同士の凹凸の重なり合いをうまく利用することで、個々のモノフィラメントの動きをコントロールできるようになった。この結果、洗濯によるモノフィラメントのズレを防止して、洗濯繰り返しによる通気度の増大を抑えることが可能となった。
【0010】
また、前記モノフィラメントが、0.4dtex〜2.0dtexの繊度を有するものであることが好ましく、より好ましくは凹部を含む断面を有するものであり、さらに好ましくはY字型断面或いは十字型断面を有するものである。特に、前記Y字型断面或いは十字型断面における凸部は、先端部が基部と同じ太さか基部よりも太く構成されていることが好ましい。なお、前記モノフィラメントに使用する素材が、ポリアミドまたはポリエステルであることが好ましい。
【0011】
前記織物のペンジュラム法による引裂き強力が、経方向及び緯方向のいずれも8N〜50Nであることが好ましい。前記織物の洗濯10回後の通気度が、2.0cc/cm2/s以下であることが好ましい。前記織物の洗濯20回後の耐水圧が、初期耐水圧に対して70%以上の保持率を有することが好ましい。
【0012】
前記織物は、ダウンウエア、ダウンジャケット、ふとん、寝袋のいずれかの側地に好適に用いられる。
【発明の効果】
【0013】
本発明の織物は、軽量薄地で引裂き強力が高く、かつ洗濯後でも低通気性を維持できるものであり、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる。
【図面の簡単な説明】
【0014】
【図1】本発明に用いられるY字型の口金吐出孔を模式的に例示する説明図である。
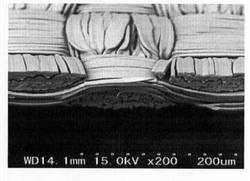
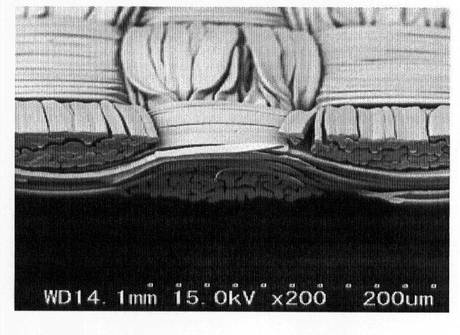
【図2】カレンダー加工前の本発明の織物を例示する断面のSEM写真である。
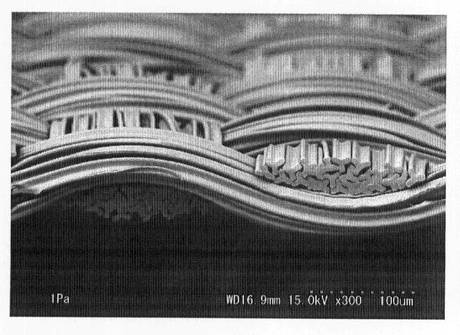
【図3】カレンダー加工後の本発明の織物を例示する断面のSEM写真である。
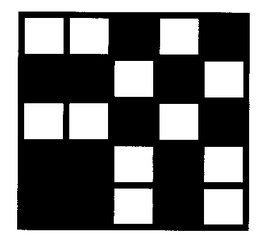
【図4】本発明の織物に用いられる織組織を模式的に例示する説明図である。
【発明を実施するための形態】
【0015】
本発明の織物は、合成マルチフィラメントで構成される織物であって、前記織物は、少なくとも片面にカレンダー加工が施されることにより、合成マルチフィラメントの少なくとも一部においてモノフィラメントが重なり合った状態で圧縮されているものであり、前記モノフィラメントはカレンダー加工前の異型度が2.0〜6.0である異型断面糸であり、前記合成マルチフィラメントの繊度が7dtex〜44dtexであり、前記織物のカバーファクターが1300〜2200であることを特徴とする。
【0016】
まず、本発明で用いられるモノフィラメントについて具体的に説明する。
【0017】
本発明で用いられるモノフィラメントは異型断面糸であり、その異型度が、カレンダー加工前の値で2.0以上であることが好ましく、2.5以上であることがより好ましく、6.0以下であることが好ましく、5.0以下であることがより好ましい。本発明で用いられるモノフィラメントの異型度を前記範囲にすることにより、作製されるマルチフィラメントにおいて、モノフィラメントの凹部に隣接するモノフィラメントの凸部がはまり込むために、モノフィラメント同士が空隙の少ない状態で重なり合い、織物の通気性を低減させることができる。更に、この範囲では、モノフィラメント同士の間の拘束が強くなるために、洗濯中でも織物組織の動きが抑制され、低通気性が維持できるという特長がある。一方、モノフィラメントの異型度が2.0未満である場合は、モノフィラメント同士が空隙の少ない状態で重なり合うことができず、その結果、洗濯後の低通気性が維持しにくくなる。また、異型度が6.0より大きくなると、得られる織物の引裂き強力が小さくなるという問題点があるため好ましくない。ここでいう異型度は、モノフィラメントの断面の長径(もっとも長い部分の径)/短径(もっとも短い部分の径)より算出されたものである。
【0018】
前記モノフィラメントの断面形状は、前記範囲の異型度を満足できるものであれば特に限定されないが、凹部を含む断面を有するものが好ましく、例えば、Y字型、十字型、W字型、V字型、∞型等の断面が挙げられる。これらの中では、凹凸がはっきりしたY字型、十字型の断面がより好ましい。また、Y字型断面は凹凸が最適に重なり合うため特に好ましい。Y字型断面を有するモノフィラメントを用いる場合、後記のカレンダー加工により凹凸が最適に重なり合った状態で圧縮固定化されて、モノフィラメント同士の間の拘束が最も強くなるために、作製される織物は洗濯後でも優れた低通気性が維持できる。さらに、Y字型断面を有するモノフィラメントを用いることにより、作製される織物は吸水拡散性に優れ、肌に対するぬれ感が低く、さらっとした快適な側地になるため、特に好ましい。
【0019】
また、前記Y字型断面或いは十字型断面における凸部は、先端部が基部と同じ太さか基部よりも太く構成されていることが好ましい。凸部の形状は先細りより、先端部が基部と同じ太さか基部よりも太い方が後記のカレンダー加工により凹凸の引っ掛かりが強くなり、その結果、洗濯後でも織物の低通気性の劣化がよく抑制できる。
【0020】
前記先端部が基部と同じ太さか基部よりも太く構成されている凸部を有するモノフィラメントを得るために、本発明者らは、紡糸口金の吐出孔形状を工夫して鋭意検討した結果、ポリマーを押し出す口金の吐出孔においてスリットの先端部を根元よりも太くすることで、クエンチ部での冷却および延伸時にモノフィラメントの断面凸部の先端部が細くなること、すなわち、断面凸部の先細りを解決するに至った。例えば、図1に示す口金吐出孔10のように、スリット1の根元3の幅aより先端部5の幅bを太く設定し、スリット1の長さcを適宜に調節することにより、先端部が基部と同じ太さか基部よりも太く構成されている凸部を有し、且つ前記範囲の異型度を満足できるモノフィラメントが得られる。
【0021】
前記モノフィラメントの繊度は、特に限定されないが、0.4dtex以上であることが好ましく、0.6dtex以上であることがより好ましく、2.0dtex以下であることが好ましく、1.5dtex以下であることがより好ましい。モノフィラメントの繊度を前記範囲にすることにより、適当な引裂き強力および低通気性を有する織物が得られる。一方、前記モノフィラメントの繊度が、0.4dtexより小さいと細すぎるために必要な引裂き強力が得られず、2.0dtexを超えると低通気性が得られにくい。
【0022】
前記モノフィラメントに使用する素材は、特に限定されないが、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル類、ナイロン6、ナイロン66、ナイロン46、ナイロン12、ナイロン610、ナイロン612或いはその共重合体などのポリアミド類、ポリアクリロニトリル、ポリ塩化ビニル、ポリビニルアルコールなどの合成ポリマーなどが挙げられる。これらの中では、ポリアミド類は、形成するモノフィラメントが異型断面にしても、風合いが柔らかくて良いため特に好ましい。
【0023】
前記モノフィラメントに使用する素材の極限粘度は、ポリエステルを用いる場合は、0.58以上であることが好ましく、0.60以上であることがより好ましく、1.00以下であることが好ましく、0.90以下であることがより好ましい。素材の極限粘度を前記範囲にすることにより、適当な破断強度を有するモノフィラメントが得られ、且つ高いコストを招かない。また、素材の極限粘度が0.60以上であれば、Y字型断面にする場合、凹凸部を明確に発現することができる。一方、素材の極限粘度が0.58未満であると、異型断面糸は丸断面糸に比べて破断強度が弱いこともあり、破断強度不足による製品の引裂き強力、破断強度の低下、破断伸度不足による加工操業性の悪化、製品耐久性の悪化という問題が生じる。また、1.00を超えると非常にコストが高くなり、実用性に欠けるものとなる。なお、Y字型断面にする場合、素材の極限粘度が0.60未満であると、凹凸部が明確に発現せず、三角断面様の形状になるため好ましくない。
【0024】
前記モノフィラメントに使用する素材の相対粘度は、例えばナイロンの場合、2.5以上であることが好ましく、3.0以上であることがより好ましい。素材の相対粘度が2.5以上であれば、得られるモノフィラメントが適当な破断強度を有する。また、素材の相対粘度が3.0以上であれば、Y字型断面にする場合、凹凸部が明確に発現することができる。一方、素材の相対粘度が2.5未満であると、異型断面糸は丸断面糸に比べて破断強度が弱いこともあり、破断強度不足による製品の引裂き強力、破断強度の低下、破断伸度不足による加工操業性の悪化、製品耐久性の悪化という問題が生じやすい。また、Y字型断面にする場合、素材の相対粘度が3.0未満であると、凹凸部が明確に発現せず、三角断面様の形状になるため好ましくない。
【0025】
また、前記モノフィラメントに、必要に応じて、吸湿性物質、酸化防止剤、つや消し剤、紫外線吸収剤、抗菌剤等を単独または複合して添加されていても良い。
【0026】
次に、本発明で用いられる合成マルチフィラメントについて具体的に説明する。
【0027】
本発明で用いられる合成マルチフィラメントは、前記モノフィラメントからなるものである。
【0028】
前記合成マルチフィラメントの繊度は、特に限定されないが、7dtex以上であることが好ましく、10dtex以上であることがより好ましく、44dtex以下であることが好ましく、33dtex以下であることがより好ましい。合成マルチフィラメントの繊度を前記範囲にすることにより、軽量薄地で必要な強度を有する織物が得られる。一方、前記合成マルチフィラメントの繊度が、7dtexより小さいと必要な強度が得られず、44dtexより大きいと嵩高の織物となるため軽量薄地の織物が得られない。
【0029】
前記合成マルチフィラメントの破断強度は、特に限定されないが、4.0cN/dt以上であることが好ましく、4.2cN/dt以上であることがより好ましい。前記合成マルチフィラメントの強度が4.0cN/dt以上であれば、高異型度においても適当な引裂き強力の織物が得られる。
【0030】
前記合成マルチフィラメントの破断伸度は、特に限定されないが、35%以上であることが好ましく、38%以上であることがより好ましく、50%以下であることが好ましく、48%以下であることがより好ましい。合成マルチフィラメントの破断伸度を前記範囲にしておくと、作製した織物が引裂かれるときに、糸が適度に伸びることにより、引裂時の応力が多くの糸に分散され、その結果、1本の糸にかかる応力が軽減され、織物の引裂き強力が向上すると考えられる。一方、破断伸度が35%より小さいと、作製した織物が引裂かれる時の応力が、引裂かれようとしている1本の糸に集中しやすいため、織物の引裂き強力が低くなる。また、破断伸度が50%よりも大きいと、製織の高速化、高密度化、低摩擦化に伴う張力変化や糸と接する各種部品との間の摩擦抵抗に原糸が追従できず、断糸の発生頻度が増加するおそれがある。また、様々な紡糸延伸条件を調整しても破断強度が低くなってしまい、作製した織物の引裂き強力が低下するというおそれがあり、好ましくない。
【0031】
前記合成マルチフィラメントの製糸方法については、特に限定されないが、例えば、ポリアミド系マルチフィラメントやポリエステル系マルチフィラメントでは、スピンドロー方式による紡糸延伸連続装置、または紡糸装置と延伸装置を用いて2工程で行うことによって製造可能であり、スピンドロー方式の場合、紡糸引取りゴデットローラの速度を1500m/分〜4000m/分に設定することが好ましく、2000m/分〜3000m/分に設定することがより好ましい。
【0032】
また、前記合成マルチフィラメントの沸水収縮率、熱応力、複屈折率、太さ斑などは特に限定されない。仮撚り加工等の捲縮加工が施されたり、複合糸であったりしても構わない。
【0033】
以下、本発明の織物について具体的に説明する。
【0034】
本発明の織物は、前記合成マルチフィラメントで構成され、且つ少なくとも片面にカレンダー加工が施されたものである。
【0035】
前記織物の織組織は、特に限定されず、平組織のほか綾組織、朱子組織など任意の組織を用いることができるが、通気度を抑えるために平織が好ましく用いられる。さらに、織物の引裂き強力を上げるためにリップストップタフタが特に好適に用いられる。
【0036】
また、前記織物の製造に使用する織機も特に限定されず、ウオータージェットルーム織機やエアージェット織機、レピア織機を使用することができる。
【0037】
製織した織物は、一般的な薄地織物の加工機械を使って、精錬、リラックス、プリセット、染色、仕上げ加工する。その際、織物の少なくとも片面にカレンダー加工を施すことが好適である。カレンダー加工を施すことにより、マルチフィラメントの少なくとも一部においてモノフィラメントが重なり合った状態で圧縮、固定化されるため、洗濯後でも織物の低通気性が維持できる。
【0038】
前記カレンダー加工は織物の片面のみ或いは両面に施されても良いが、両面に施されると、織物表側の表面繊維の凸面までつぶれて、好ましくない光沢感が出たり、風合いが硬くなったり、更に生地の肌離れ性が悪くなって濡れたときに生地が肌に貼り付いたような嫌な感触になる場合があるため、そのような風合いを好まない場合は片面のみに施すことが好ましい。また、カレンダー加工の回数は特に限定されず、凹凸が十分に圧縮できれば、1回のみでも複数回行ってもかまわない。
【0039】
カレンダー加工の温度は特に限定されないが、使用素材のガラス転移温度より80℃以上高いことが好ましく、120℃以上高いことがより好ましく、使用素材の融点より20℃以上低いことが好ましく、30℃以上低いことがより好ましい。カレンダー加工の温度を前記範囲にすることにより、低通気度と高引裂き強力を両方維持できる織物が得られる。一方、前記カレンダー加工の温度が使用素材のガラス転移温度+80℃より低いと、モノフィラメントの圧縮度合が弱く、低通気度を有する織物が得にくくなる。また、使用素材の融点−20℃より高いと、モノフィラメントの圧縮度合は高まるが、織物の引裂き強力が著しく低下することがある。例えば、ポリアミドを素材とする場合、カレンダー加工の温度は、120℃〜200℃であることが好ましく、130℃〜190℃であることがより好ましい。また、ポリエステルを素材とする場合、カレンダー加工の温度は160℃〜240℃であることが好ましい。
【0040】
カレンダー加工の圧力は、0.98MPa(10kgf/cm2)以上であることが好ましく、1.96MPa(20kgf/cm2)以上であることがより好ましく、5.88MPa(60kgf/cm2)以下であることが好ましく、4.90MPa(50kgf/cm2)以下であることがより好ましい。カレンダー加工の圧力を前記範囲にすることにより、低通気度と引裂き強力を両方維持できる織物が得られる。一方、前記カレンダー加工の圧力が0.98MPa(10kgf/cm2)より小さいと、モノフィラメントの圧縮度合が弱く、低通気度を有する織物が得られないことがある。また、5.88MPa(60kgf/cm2)より大きいと、モノフィラメントは過度に圧縮されて、織物の引裂き強力が著しく低下する恐れがある。
【0041】
また、カレンダーの材質は特に限定されないが、片方のロールは金属製であることが好ましい。金属ロールはそれ自身の温度を調節することができ、かつ生地表面を均一に圧縮することができる。もう一方のロールは特に限定されないが、金属製または樹脂製が好ましく、樹脂製の場合はナイロン製が好ましい。
【0042】
また、前記織物には、必要に応じて、撥水処理やコーティング加工、ラミネート加工等の各種機能加工や、風合いや織物の強力を調整するための柔軟仕上げや樹脂加工を併用することができる。例えば、柔軟剤として、アミノ変性シリコーンやポリエチレン系、ポリエステル系、パラフィン系柔軟剤等が使用できる。仕上げに柔軟加工、シリコーン加工等の後加工を付与することができる。樹脂加工剤としては、メラミン樹脂、グリオキザール樹脂、ウレタン系、アクリル系、ポリエステル系等の各種樹脂が使用できる。
【0043】
得られる織物のカバーファクター(CF)は、1300〜2200とする。カバーファクター(CF)は、1600以上であることが好ましく、2000以下であることが好ましい。得られる織物のカバーファクターを前記範囲にすることにより、軽量薄地で低通気度を有する織物が得られる。織物のカバーファクターが1300より小さいと、薄く軽い織物が得られるが、低通気度を満足するものになりにくい。また、2200を超えると、低通気度を満足するものの、織物が重くなりやすいために好ましくない。ここで、織物のカバーファクター(CF)は、下記の式により計算されたものである。
CF=T×(DT)1/2+W×(DW)1/2
「式中、TおよびWは織物の経密度および緯密度(本/2.54cm)を示し、DTおよびDWは織物を構成する経糸および緯糸の太さ(dtex)を示す」。
【0044】
前記織物のペンジュラム法による引裂き強力は特に限定されないが、経方向及び緯方向のいずれも、8N以上であることが好ましく、10N以上であることがより好ましく、12N以上であることがさらに好ましく、50N以下であることが好ましく、40N以下であることがより好ましく、30N以下であることがさらに好ましい。織物の引裂き強力を前記範囲にすることにより、軽量薄地で必要な引裂き強力を有する織物が得られる。一方、引裂き強力が8Nより小さいと、用途によっては織物の引裂き強力が不足する場合がある。また、50Nを超えると、繊度を大きくする必要があり、それに伴って生地が分厚く硬いものとなりやすいため好ましくない。
【0045】
前記織物のフラジール形法による通気度は、洗濯前の初期値で、1.5cc/cm2/s以下であることが好ましく、1.0cc/cm2/s以下であることがより好ましい。洗濯前の通気度が1.5cc/cm2/s以下であれば、ダウンプルーフ性に優れる織物が得られる。
【0046】
前記織物の洗濯10回後の通気度は、2.0cc/cm2/s以下であることが好ましく、1.5cc/cm2/s以下であることがより好ましい。洗濯10回後の通気度が2.0cc/cm2/s以下であれば、洗濯中の織物からのダウン抜けが起こることなく、洗濯耐久性に優れているといえる。一方、洗濯10回後の通気度が2.0cc/cm2/sを超えると、ダウン抜けが起こり、ダウンジャケット等の品質を大きく落としてしまう。
【0047】
前記織物の耐水圧は、洗濯前の初期値で、300mm以上であることが好ましく、350mm以上であることがより好ましい。初期耐水圧が300mm以上であれば、ダウンプルーフ性に優れているといえ、降雨時にも雨が浸透しにくい効果が得られる。一方、初期耐水圧が300mmより小さくなると、降雨時にダウンに雨が浸透し、保温性などの効果が軽減しやすい。
【0048】
前記織物の洗濯20回後の耐水圧は、初期耐水圧に対して70%以上の保持率を有することが好ましく、75%以上の保持率を有することがより好ましい。洗濯20回後の耐水圧が、初期耐水圧に対して70%以上の保持率を有すれば、洗濯によるダウンプルーフ性の低下(ダウン抜け)を防止できるとともに、最低必要な防水性を確保しやすいためである。
【0049】
前記織物の目付けは、20g/m2以上であることが好ましく、25g/m2以上であることがより好ましく、60g/m2以下であることが好ましく、55g/m2以下であることがより好ましい。得られる織物の目付けを前記範囲にすることにより、薄地軽量で低通気性を有する織物が得られる。一方、前記織物の目付けが20g/m2より小さいと、薄くて軽い生地に仕上るが、低通気性を有する織物が得られない。また、60g/m2を超えると、低通気性が得られるが、厚い生地になり軽い織物が得られない。
【0050】
以下、本発明を図面に基づいて説明するが、本発明は図面に示された態様に限定されるものではない。
【0051】
図2は、カレンダー加工前の本発明の織物を例示する断面のSEM写真であり、カレンダー加工前の織物では、合成マルチフィラメントにおいて相隣するモノフィラメント同士の凸凹が重なり合っている。図3は、カレンダー加工後の本発明の織物を例示する断面のSEM写真であり、カレンダー加工後の織物では、合成マルチフィラメントの少なくとも一部において、モノフィラメントが重なり合った状態で圧縮固定化されている。
【0052】
本発明の前記織物は、軽量薄地で引裂き強力が高く、かつ洗濯後も低通気度を維持できるため、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる。
【実施例】
【0053】
次に、実施例及び比較例を用いて本発明を具体的に説明するが、本発明はこれらに限定されるものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは、全て本発明の技術的範囲に含まれる。本発明で用いた測定法は以下の通りである。
【0054】
<異型度>
VH−Z450型顕微鏡およびVH−6300型測定機(KEYENCE社製)を用い、1500倍の倍率で、モノフィラメントの断面の長径(もっとも長い部分の径)および短径(もっとも短い部分の径)をそれぞれ測定し、モノフィラメントの断面の長径(もっとも長い部分の径)/短径(もっとも短い部分の径)を算出し、3本の平均値をモノフィラメントの異型度とした。
【0055】
<繊度>
マルチフィラメントの繊度(総繊度)は、100m長のマルチフィラメントのカセを3つ作製し、各々の質量(g)を測定し、平均値を求め、100倍して求めた。モノフィラメントの繊度は、マルチフィラメントの繊度をフィラメント数で除したものとした。
【0056】
<極限粘度>
極限粘度(IV)は、p−クロルフェノールとテトラクロルエタンからなる混合溶媒(p−クロルフェノール/テトラクロルエタン=75/25)を用い、30℃で測定した極限粘度〔η〕を、下記の式によりフェノールとテトラクロルエタンからなる混合溶媒(フェノール/テトラクロルエタン=60/40)の極限粘度(IV)に換算したものである。
IV=0.8325×〔η〕+0.005
【0057】
<相対粘度>
96.3±0.1質量%の試薬特級濃硫酸中にポリマー濃度が10mg/mlになるように試料を溶解させてサンプル溶液を調製した。20℃±0.05℃の温度で水落下秒数が6から7秒のオストワルド粘度計を用い、20℃±0.05℃の温度で、調製したサンプル溶液20mlの落下時間T1(秒)及び試料を溶解するに用いた96.3±0.1質量%の試薬特級濃硫酸20mlの落下時間T0(秒)を、それぞれ測定した。使用する素材の相対粘度(RV)は下記の式により算出された。
RV=T1/T0
【0058】
<破断強度>
インストロンジャパン(株)社製の4301型万能材料試験機を用い、試料長:20cm、引っ張り速度:20cm/分、糸繊度(dtex)の1/33(g)の荷重をかけ、測定を3回実施して、破断したときの強度の平均値を破断強度とした。
【0059】
<破断伸度>
測定方法は上記破断強度と同様で、破断したときの伸度の平均値である。
【0060】
<モノフィラメントの圧縮状態>
モノフィラメントの圧縮状態は、VH−Z450型顕微鏡(KEYENCE社製)を用い、織物のマルチフィラメントにおけるモノフィラメント同士の重なり合う状態を観察して、よく重なり合った状態であれば○、あまり重なっていない状態であれば×として評価した。
【0061】
<目付け>
織物の目付けは、JIS L 1096 8.4に規定されている単位面積あたりの質量に準拠して測定した。
【0062】
<カバーファクター>
織物のカバーファクター(CF)は、下記の式により計算した。
CF=T×(DT)1/2+W×(DW)1/2
「式中、TおよびWは織物の経密度および緯密度(本/2.54cm)を示し、DTおよびDWは織物を構成する経糸および緯糸の太さ(dtex)を示す」。
【0063】
<引裂き強力>
織物の引裂き強力は、JIS L 1096 8.15.5に規定されている引裂強さD法(ペンジュラム法)に準拠して、経緯の両方向において測定した。
【0064】
<通気度>
織物の通気度は、JIS L 1096 8.27.1に規定されている通気性A法(フラジール形法)に準拠して測定した。
【0065】
<耐水圧>
織物の耐水圧は、JIS L 1092に規定されている耐水度試験A法(低水圧法)に準拠して測定した。
【0066】
<洗濯耐久性>
織物の洗濯は、JIS L 1096 8.64.4の織物の寸法変化に記載されているF−2法に準拠して実施した。洗濯10回は洗濯−脱水−乾燥を10回繰り返した場合であり、洗濯20回は20回繰り返した場合である。乾燥方法はライン乾燥で行った。洗濯20回後の耐水圧を前記方法により測定し、初期耐水圧に対する耐水圧保持率を計算した。織物の洗濯耐久性は、洗濯10回後の通気度および洗濯20回後の耐水圧保持率により評価した。
【0067】
<風合い>
織物の風合いは、評価者5人をランダムに選定し、56T24Fの平織物をブランクとし、最もやわらかく感じるものを5点、最も硬く感じるものを1点とし、1点から5点までの5段階で評価した。
【0068】
実施例1
相対粘度3.5のナイロン6ポリマーチップを紡糸温度288℃で、24個の吐出孔(図1に示す形状で、スリットの根元の幅a:0.07mm、スリットの先端部の幅b:0.11mm、スリットの長さc:0.465mm)を備える紡糸口金から溶融紡糸した。3つのゴデットローラのうち、第1ゴデットローラの速度を2000m/分、第2ゴデットローラの速度を3500m/分、第3ゴデットローラの速度を3500m/分に設定し、第2ゴデットローラの延伸温度153℃にて延伸した。異型度が3.1でY字型断面のモノフィラメント24本からなる、繊度33dtexのマルチフィラメントを得た。得られたマルチフィラメントについて、前記の方法により、破断強度及び破断伸度を評価し、結果を表1に示す。
【0069】
該マルチフィラメントを経糸及び緯糸に用い、経密度を186本/2.54cmに、緯密度を130本/2.54cmに設定し、平組織で製織した。
【0070】
得られた生地を常法に従って、オープンソーパーを用いて精練、ピンテンターを用いて190℃×30秒でプレセットし、液流染色機(日阪製作所製:サーキュラーNS)を用い酸性染料でブルーに染色した後、180℃×30秒で中間セットを行った。その後、カレンダー加工(加工条件:シリンダー加工、温度150℃、圧力2.45MPa(25kgf/cm2)、速度20m/分)を織物の片面に2回施した後、柔軟仕上げ加工を行って、密度が経方向で200本/2.54cm、緯方向で135本/2.54cmであり、カバーファクターが1923で、目付けが49g/m2である織物を得た。得られた織物について、マルチフィラメントにおけるモノフィラメントの圧縮状態、風合い、引裂き強力、初期通気度および耐水圧、洗濯耐久性などを前記方法で評価した。結果を表1に示す。
【0071】
実施例2
図4に示すミニリップ組織(リップストップタフタ組織)で製織した以外は実施例1と同様の方法で、マルチフィラメント及び織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0072】
実施例3
中間セットを行った後、カレンダー加工を裏面に2回、表面に1回施した以外は実施例1と同様の方法で、マルチフィラメント及び織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0073】
実施例4
Y字型の口金吐出孔を十字型に変更した以外は実施例1と同様の方法で、マルチフィラメント及び織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0074】
比較例1
Y字型の口金吐出孔を、直径0.25mmの丸断面を有するものに変更した以外は実施例1と同様の方法で、マルチフィラメント及び織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0075】
比較例2
押し出し機の吐出量を、得られるマルチフィラメントの繊度が56dtexになるよう変更した以外は実施例1と同様の方法で、異型度が3.0のモノフィラメント24本からなる、繊度56dtexのマルチフィラメントを得た。また、該マルチフィラメントを用い、実施例1と同様の方法で織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0076】
比較例3
24個のY字型吐出孔を備える紡糸口金を、5個の三角形吐出孔を備えるものに変更し、また押し出し機の吐出量を、得られるマルチフィラメントの繊度が5.5dtexになるよう変更した以外は実施例1と同様の方法で、異型度が1.5のモノフィラメント5本からなる、繊度5.5dtexのマルチフィラメントを得た。また、該マルチフィラメントを経糸及び緯糸に用い、経密度を280本/2.54cm、緯密度を275本/2.54cmに設定し、リップ組織で製織を行った以外は実施例1と同様の方法で、織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0077】
比較例4
製織の際に、経糸及び緯糸に用いるマルチフィラメントの密度を、経密度95本/2.54cm、緯密度98本/2.54cmに設定した以外は実施例1と同様の方法で、マルチフィラメントおよび織物を作製した。得られたマルチフィラメントおよび織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0078】
比較例5
Y字型の口金吐出孔を十字型に変更した以外は実施例1と同様の方法で、マルチフィラメントおよび織物を作製した。得られたマルチフィラメントおよび織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0079】
比較例6
織物にカレンダー加工を施さなかった以外は実施例1と同様の方法で、マルチフィラメントおよび織物を作製した。得られたマルチフィラメントおよび織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0080】
【表1】

【0081】
実施例1〜4の織物は、軽量薄地で引裂き強力が高く、かつ洗濯後も低通気度を維持していた。
【0082】
一方、比較例1の織物は、丸断面のモノフィラメントを使用したので、カレンダー加工後も、モノフィラメント同士があまり重なり合わず、圧縮状態が良くなかったため通気度および耐水圧の洗濯耐久性に劣った。比較例2の織物は、繊度が大きいマルチフィラメントを使用したため、嵩高で重く硬い生地となり、洗濯耐久性にも劣った。比較例3の織物は、異型度が小さく、三角形断面を有するモノフィラメントからなり且つ繊度が小さいマルチフィラメントを使用したため、軽量でソフトな生地となったが、引裂き強力が小さく、マルチフィラメントにおけるモノフィラメント同士があまり重なり合っておらず、洗濯耐久性に劣った。比較例4の織物は、カバーファクターの小さいものであるため軽い生地となったが、洗濯前から通気度の高いものであった。比較例5の織物は、異型度が大きいモノフィラメントを使用したため引裂き強力が小さかった。また、比較例6の織物は、カレンダー加工が施されなかったものであるため、洗濯前から通気度の高いものであり、洗濯耐久性に非常に劣った。
【産業上の利用可能性】
【0083】
本発明は、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる。
【符号の説明】
【0084】
1:スリット、3:根元、5:先端部、10:口金吐出孔
【技術分野】
【0001】
本発明は、軽量薄地で引裂き強力が大きく、かつ洗濯後も低通気度である織物に関するものであり、より詳しくは、ワタやダウンの吹き出しを抑制した織物であって、特にダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる織物に関するものである。
【背景技術】
【0002】
ダウンウエアやふとんの側地に用いられる生地は、ワタやダウンの吹き出しを抑制するために低通気性が要求されている。また、軽量薄地であることも要求されている。
【0003】
従来は、その風合いや快適性が優れている絹や綿などの天然繊維が前記生地に用いられていた。しかし、天然繊維からなる生地は、引裂き強力が小さく耐久性に劣るため、特にダウンウエアとして用いられる場合は肘や袖部分からワタやダウンの吹き出しが発生するという問題があった。
【0004】
一方、その機械特性が優れていることから、ポリエステルマルチフィラメント、ナイロンマルチフィラメント、またはこれらの複合合繊織物も前記生地に多く使われていた。これらの織物は、ソフト、軽量で、防風性、撥水性および堅牢性等に優れているため、コート、ブルゾン、ゴルフウエア、スポーツ用アウトドアウエア等に多く使用されている。しかし、ダウンの吹き出しを抑制するためのダウンプルーフ性を確保するには織物を緻密な構造にする必要があり、織物が硬くなるという問題があった。
【0005】
また、織物の引裂き強力を保持しながら軽量薄地化の要求にもこたえるため、構成糸条の繊度を小さく、且つベースの原糸とは別に特定する繊度を有する高強度糸を用いることにより、引裂き強力の低下がなく、軽量化する織物が提案されていた。例えば、特許文献1には、繊度10dtex〜30dtexのベース糸と繊度20dtex〜60dtexの補強糸で構成され、カバーファクターが1300〜1700であり、引裂き強力が8N以上である軽量織物が開示されている。しかし、特許文献1の織物は、ポリエステルと比べて収縮率が高いポリアミド繊維からなるため、洗濯中に組織が動きやすく、洗濯後において低通気度が維持できないという問題があった。
【0006】
特許文献2には、異型度2〜7の異型断面単糸からなる繊度15dtex〜35dtexの合成マルチフィラメントで構成され、カバーファクターが1500〜2000であり、引裂き強力が6〜15Nであり、洗濯前の通気度が0.3〜1.5cc/cm2/sであるふとん側地用織物が開示されている。しかし、特許文献2の織物において、洗濯等による通気度の耐久性についてはなんら記載されていない。しかも、従来の商品では、長年の使用中に、着用、圧縮収納、洗濯等を繰返すことにより、通気度が低下して、ダウンが吹出しやすくなる問題があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−316015号公報
【特許文献2】特開2005−139575号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる従来技術の問題を背景になされたものであり、より詳しくは、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられ、軽量薄地で引裂き強力が高く、かつ洗濯後においても低通気性を維持できる織物を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明者らは、上記の課題を鋭意検討した結果、遂に本発明を完成するに至った。すなわち、本発明の織物は、合成マルチフィラメントで構成される織物であって、前記織物は、少なくとも片面にカレンダー加工が施されることにより、合成マルチフィラメントの少なくとも一部においてモノフィラメントが重なり合った状態で圧縮されているものであり、前記モノフィラメントはカレンダー加工前の異型度が2.0〜6.0である異型断面糸であり、前記合成マルチフィラメントの繊度が7dtex〜44dtexであり、前記織物のカバーファクターが1300〜2200であることを特徴とするものである。本発明においては、異型度2.0〜6.0の異型断面糸であるモノフィラメントからなる合成マルチフィラメントを用い、織物の少なくとも片面にカレンダー加工を施すことにより、合成マルチフィラメントの少なくとも一部において隣接するモノフィラメント同士の凹凸の重なり合いをうまく利用することで、個々のモノフィラメントの動きをコントロールできるようになった。この結果、洗濯によるモノフィラメントのズレを防止して、洗濯繰り返しによる通気度の増大を抑えることが可能となった。
【0010】
また、前記モノフィラメントが、0.4dtex〜2.0dtexの繊度を有するものであることが好ましく、より好ましくは凹部を含む断面を有するものであり、さらに好ましくはY字型断面或いは十字型断面を有するものである。特に、前記Y字型断面或いは十字型断面における凸部は、先端部が基部と同じ太さか基部よりも太く構成されていることが好ましい。なお、前記モノフィラメントに使用する素材が、ポリアミドまたはポリエステルであることが好ましい。
【0011】
前記織物のペンジュラム法による引裂き強力が、経方向及び緯方向のいずれも8N〜50Nであることが好ましい。前記織物の洗濯10回後の通気度が、2.0cc/cm2/s以下であることが好ましい。前記織物の洗濯20回後の耐水圧が、初期耐水圧に対して70%以上の保持率を有することが好ましい。
【0012】
前記織物は、ダウンウエア、ダウンジャケット、ふとん、寝袋のいずれかの側地に好適に用いられる。
【発明の効果】
【0013】
本発明の織物は、軽量薄地で引裂き強力が高く、かつ洗濯後でも低通気性を維持できるものであり、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる。
【図面の簡単な説明】
【0014】
【図1】本発明に用いられるY字型の口金吐出孔を模式的に例示する説明図である。
【図2】カレンダー加工前の本発明の織物を例示する断面のSEM写真である。
【図3】カレンダー加工後の本発明の織物を例示する断面のSEM写真である。
【図4】本発明の織物に用いられる織組織を模式的に例示する説明図である。
【発明を実施するための形態】
【0015】
本発明の織物は、合成マルチフィラメントで構成される織物であって、前記織物は、少なくとも片面にカレンダー加工が施されることにより、合成マルチフィラメントの少なくとも一部においてモノフィラメントが重なり合った状態で圧縮されているものであり、前記モノフィラメントはカレンダー加工前の異型度が2.0〜6.0である異型断面糸であり、前記合成マルチフィラメントの繊度が7dtex〜44dtexであり、前記織物のカバーファクターが1300〜2200であることを特徴とする。
【0016】
まず、本発明で用いられるモノフィラメントについて具体的に説明する。
【0017】
本発明で用いられるモノフィラメントは異型断面糸であり、その異型度が、カレンダー加工前の値で2.0以上であることが好ましく、2.5以上であることがより好ましく、6.0以下であることが好ましく、5.0以下であることがより好ましい。本発明で用いられるモノフィラメントの異型度を前記範囲にすることにより、作製されるマルチフィラメントにおいて、モノフィラメントの凹部に隣接するモノフィラメントの凸部がはまり込むために、モノフィラメント同士が空隙の少ない状態で重なり合い、織物の通気性を低減させることができる。更に、この範囲では、モノフィラメント同士の間の拘束が強くなるために、洗濯中でも織物組織の動きが抑制され、低通気性が維持できるという特長がある。一方、モノフィラメントの異型度が2.0未満である場合は、モノフィラメント同士が空隙の少ない状態で重なり合うことができず、その結果、洗濯後の低通気性が維持しにくくなる。また、異型度が6.0より大きくなると、得られる織物の引裂き強力が小さくなるという問題点があるため好ましくない。ここでいう異型度は、モノフィラメントの断面の長径(もっとも長い部分の径)/短径(もっとも短い部分の径)より算出されたものである。
【0018】
前記モノフィラメントの断面形状は、前記範囲の異型度を満足できるものであれば特に限定されないが、凹部を含む断面を有するものが好ましく、例えば、Y字型、十字型、W字型、V字型、∞型等の断面が挙げられる。これらの中では、凹凸がはっきりしたY字型、十字型の断面がより好ましい。また、Y字型断面は凹凸が最適に重なり合うため特に好ましい。Y字型断面を有するモノフィラメントを用いる場合、後記のカレンダー加工により凹凸が最適に重なり合った状態で圧縮固定化されて、モノフィラメント同士の間の拘束が最も強くなるために、作製される織物は洗濯後でも優れた低通気性が維持できる。さらに、Y字型断面を有するモノフィラメントを用いることにより、作製される織物は吸水拡散性に優れ、肌に対するぬれ感が低く、さらっとした快適な側地になるため、特に好ましい。
【0019】
また、前記Y字型断面或いは十字型断面における凸部は、先端部が基部と同じ太さか基部よりも太く構成されていることが好ましい。凸部の形状は先細りより、先端部が基部と同じ太さか基部よりも太い方が後記のカレンダー加工により凹凸の引っ掛かりが強くなり、その結果、洗濯後でも織物の低通気性の劣化がよく抑制できる。
【0020】
前記先端部が基部と同じ太さか基部よりも太く構成されている凸部を有するモノフィラメントを得るために、本発明者らは、紡糸口金の吐出孔形状を工夫して鋭意検討した結果、ポリマーを押し出す口金の吐出孔においてスリットの先端部を根元よりも太くすることで、クエンチ部での冷却および延伸時にモノフィラメントの断面凸部の先端部が細くなること、すなわち、断面凸部の先細りを解決するに至った。例えば、図1に示す口金吐出孔10のように、スリット1の根元3の幅aより先端部5の幅bを太く設定し、スリット1の長さcを適宜に調節することにより、先端部が基部と同じ太さか基部よりも太く構成されている凸部を有し、且つ前記範囲の異型度を満足できるモノフィラメントが得られる。
【0021】
前記モノフィラメントの繊度は、特に限定されないが、0.4dtex以上であることが好ましく、0.6dtex以上であることがより好ましく、2.0dtex以下であることが好ましく、1.5dtex以下であることがより好ましい。モノフィラメントの繊度を前記範囲にすることにより、適当な引裂き強力および低通気性を有する織物が得られる。一方、前記モノフィラメントの繊度が、0.4dtexより小さいと細すぎるために必要な引裂き強力が得られず、2.0dtexを超えると低通気性が得られにくい。
【0022】
前記モノフィラメントに使用する素材は、特に限定されないが、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル類、ナイロン6、ナイロン66、ナイロン46、ナイロン12、ナイロン610、ナイロン612或いはその共重合体などのポリアミド類、ポリアクリロニトリル、ポリ塩化ビニル、ポリビニルアルコールなどの合成ポリマーなどが挙げられる。これらの中では、ポリアミド類は、形成するモノフィラメントが異型断面にしても、風合いが柔らかくて良いため特に好ましい。
【0023】
前記モノフィラメントに使用する素材の極限粘度は、ポリエステルを用いる場合は、0.58以上であることが好ましく、0.60以上であることがより好ましく、1.00以下であることが好ましく、0.90以下であることがより好ましい。素材の極限粘度を前記範囲にすることにより、適当な破断強度を有するモノフィラメントが得られ、且つ高いコストを招かない。また、素材の極限粘度が0.60以上であれば、Y字型断面にする場合、凹凸部を明確に発現することができる。一方、素材の極限粘度が0.58未満であると、異型断面糸は丸断面糸に比べて破断強度が弱いこともあり、破断強度不足による製品の引裂き強力、破断強度の低下、破断伸度不足による加工操業性の悪化、製品耐久性の悪化という問題が生じる。また、1.00を超えると非常にコストが高くなり、実用性に欠けるものとなる。なお、Y字型断面にする場合、素材の極限粘度が0.60未満であると、凹凸部が明確に発現せず、三角断面様の形状になるため好ましくない。
【0024】
前記モノフィラメントに使用する素材の相対粘度は、例えばナイロンの場合、2.5以上であることが好ましく、3.0以上であることがより好ましい。素材の相対粘度が2.5以上であれば、得られるモノフィラメントが適当な破断強度を有する。また、素材の相対粘度が3.0以上であれば、Y字型断面にする場合、凹凸部が明確に発現することができる。一方、素材の相対粘度が2.5未満であると、異型断面糸は丸断面糸に比べて破断強度が弱いこともあり、破断強度不足による製品の引裂き強力、破断強度の低下、破断伸度不足による加工操業性の悪化、製品耐久性の悪化という問題が生じやすい。また、Y字型断面にする場合、素材の相対粘度が3.0未満であると、凹凸部が明確に発現せず、三角断面様の形状になるため好ましくない。
【0025】
また、前記モノフィラメントに、必要に応じて、吸湿性物質、酸化防止剤、つや消し剤、紫外線吸収剤、抗菌剤等を単独または複合して添加されていても良い。
【0026】
次に、本発明で用いられる合成マルチフィラメントについて具体的に説明する。
【0027】
本発明で用いられる合成マルチフィラメントは、前記モノフィラメントからなるものである。
【0028】
前記合成マルチフィラメントの繊度は、特に限定されないが、7dtex以上であることが好ましく、10dtex以上であることがより好ましく、44dtex以下であることが好ましく、33dtex以下であることがより好ましい。合成マルチフィラメントの繊度を前記範囲にすることにより、軽量薄地で必要な強度を有する織物が得られる。一方、前記合成マルチフィラメントの繊度が、7dtexより小さいと必要な強度が得られず、44dtexより大きいと嵩高の織物となるため軽量薄地の織物が得られない。
【0029】
前記合成マルチフィラメントの破断強度は、特に限定されないが、4.0cN/dt以上であることが好ましく、4.2cN/dt以上であることがより好ましい。前記合成マルチフィラメントの強度が4.0cN/dt以上であれば、高異型度においても適当な引裂き強力の織物が得られる。
【0030】
前記合成マルチフィラメントの破断伸度は、特に限定されないが、35%以上であることが好ましく、38%以上であることがより好ましく、50%以下であることが好ましく、48%以下であることがより好ましい。合成マルチフィラメントの破断伸度を前記範囲にしておくと、作製した織物が引裂かれるときに、糸が適度に伸びることにより、引裂時の応力が多くの糸に分散され、その結果、1本の糸にかかる応力が軽減され、織物の引裂き強力が向上すると考えられる。一方、破断伸度が35%より小さいと、作製した織物が引裂かれる時の応力が、引裂かれようとしている1本の糸に集中しやすいため、織物の引裂き強力が低くなる。また、破断伸度が50%よりも大きいと、製織の高速化、高密度化、低摩擦化に伴う張力変化や糸と接する各種部品との間の摩擦抵抗に原糸が追従できず、断糸の発生頻度が増加するおそれがある。また、様々な紡糸延伸条件を調整しても破断強度が低くなってしまい、作製した織物の引裂き強力が低下するというおそれがあり、好ましくない。
【0031】
前記合成マルチフィラメントの製糸方法については、特に限定されないが、例えば、ポリアミド系マルチフィラメントやポリエステル系マルチフィラメントでは、スピンドロー方式による紡糸延伸連続装置、または紡糸装置と延伸装置を用いて2工程で行うことによって製造可能であり、スピンドロー方式の場合、紡糸引取りゴデットローラの速度を1500m/分〜4000m/分に設定することが好ましく、2000m/分〜3000m/分に設定することがより好ましい。
【0032】
また、前記合成マルチフィラメントの沸水収縮率、熱応力、複屈折率、太さ斑などは特に限定されない。仮撚り加工等の捲縮加工が施されたり、複合糸であったりしても構わない。
【0033】
以下、本発明の織物について具体的に説明する。
【0034】
本発明の織物は、前記合成マルチフィラメントで構成され、且つ少なくとも片面にカレンダー加工が施されたものである。
【0035】
前記織物の織組織は、特に限定されず、平組織のほか綾組織、朱子組織など任意の組織を用いることができるが、通気度を抑えるために平織が好ましく用いられる。さらに、織物の引裂き強力を上げるためにリップストップタフタが特に好適に用いられる。
【0036】
また、前記織物の製造に使用する織機も特に限定されず、ウオータージェットルーム織機やエアージェット織機、レピア織機を使用することができる。
【0037】
製織した織物は、一般的な薄地織物の加工機械を使って、精錬、リラックス、プリセット、染色、仕上げ加工する。その際、織物の少なくとも片面にカレンダー加工を施すことが好適である。カレンダー加工を施すことにより、マルチフィラメントの少なくとも一部においてモノフィラメントが重なり合った状態で圧縮、固定化されるため、洗濯後でも織物の低通気性が維持できる。
【0038】
前記カレンダー加工は織物の片面のみ或いは両面に施されても良いが、両面に施されると、織物表側の表面繊維の凸面までつぶれて、好ましくない光沢感が出たり、風合いが硬くなったり、更に生地の肌離れ性が悪くなって濡れたときに生地が肌に貼り付いたような嫌な感触になる場合があるため、そのような風合いを好まない場合は片面のみに施すことが好ましい。また、カレンダー加工の回数は特に限定されず、凹凸が十分に圧縮できれば、1回のみでも複数回行ってもかまわない。
【0039】
カレンダー加工の温度は特に限定されないが、使用素材のガラス転移温度より80℃以上高いことが好ましく、120℃以上高いことがより好ましく、使用素材の融点より20℃以上低いことが好ましく、30℃以上低いことがより好ましい。カレンダー加工の温度を前記範囲にすることにより、低通気度と高引裂き強力を両方維持できる織物が得られる。一方、前記カレンダー加工の温度が使用素材のガラス転移温度+80℃より低いと、モノフィラメントの圧縮度合が弱く、低通気度を有する織物が得にくくなる。また、使用素材の融点−20℃より高いと、モノフィラメントの圧縮度合は高まるが、織物の引裂き強力が著しく低下することがある。例えば、ポリアミドを素材とする場合、カレンダー加工の温度は、120℃〜200℃であることが好ましく、130℃〜190℃であることがより好ましい。また、ポリエステルを素材とする場合、カレンダー加工の温度は160℃〜240℃であることが好ましい。
【0040】
カレンダー加工の圧力は、0.98MPa(10kgf/cm2)以上であることが好ましく、1.96MPa(20kgf/cm2)以上であることがより好ましく、5.88MPa(60kgf/cm2)以下であることが好ましく、4.90MPa(50kgf/cm2)以下であることがより好ましい。カレンダー加工の圧力を前記範囲にすることにより、低通気度と引裂き強力を両方維持できる織物が得られる。一方、前記カレンダー加工の圧力が0.98MPa(10kgf/cm2)より小さいと、モノフィラメントの圧縮度合が弱く、低通気度を有する織物が得られないことがある。また、5.88MPa(60kgf/cm2)より大きいと、モノフィラメントは過度に圧縮されて、織物の引裂き強力が著しく低下する恐れがある。
【0041】
また、カレンダーの材質は特に限定されないが、片方のロールは金属製であることが好ましい。金属ロールはそれ自身の温度を調節することができ、かつ生地表面を均一に圧縮することができる。もう一方のロールは特に限定されないが、金属製または樹脂製が好ましく、樹脂製の場合はナイロン製が好ましい。
【0042】
また、前記織物には、必要に応じて、撥水処理やコーティング加工、ラミネート加工等の各種機能加工や、風合いや織物の強力を調整するための柔軟仕上げや樹脂加工を併用することができる。例えば、柔軟剤として、アミノ変性シリコーンやポリエチレン系、ポリエステル系、パラフィン系柔軟剤等が使用できる。仕上げに柔軟加工、シリコーン加工等の後加工を付与することができる。樹脂加工剤としては、メラミン樹脂、グリオキザール樹脂、ウレタン系、アクリル系、ポリエステル系等の各種樹脂が使用できる。
【0043】
得られる織物のカバーファクター(CF)は、1300〜2200とする。カバーファクター(CF)は、1600以上であることが好ましく、2000以下であることが好ましい。得られる織物のカバーファクターを前記範囲にすることにより、軽量薄地で低通気度を有する織物が得られる。織物のカバーファクターが1300より小さいと、薄く軽い織物が得られるが、低通気度を満足するものになりにくい。また、2200を超えると、低通気度を満足するものの、織物が重くなりやすいために好ましくない。ここで、織物のカバーファクター(CF)は、下記の式により計算されたものである。
CF=T×(DT)1/2+W×(DW)1/2
「式中、TおよびWは織物の経密度および緯密度(本/2.54cm)を示し、DTおよびDWは織物を構成する経糸および緯糸の太さ(dtex)を示す」。
【0044】
前記織物のペンジュラム法による引裂き強力は特に限定されないが、経方向及び緯方向のいずれも、8N以上であることが好ましく、10N以上であることがより好ましく、12N以上であることがさらに好ましく、50N以下であることが好ましく、40N以下であることがより好ましく、30N以下であることがさらに好ましい。織物の引裂き強力を前記範囲にすることにより、軽量薄地で必要な引裂き強力を有する織物が得られる。一方、引裂き強力が8Nより小さいと、用途によっては織物の引裂き強力が不足する場合がある。また、50Nを超えると、繊度を大きくする必要があり、それに伴って生地が分厚く硬いものとなりやすいため好ましくない。
【0045】
前記織物のフラジール形法による通気度は、洗濯前の初期値で、1.5cc/cm2/s以下であることが好ましく、1.0cc/cm2/s以下であることがより好ましい。洗濯前の通気度が1.5cc/cm2/s以下であれば、ダウンプルーフ性に優れる織物が得られる。
【0046】
前記織物の洗濯10回後の通気度は、2.0cc/cm2/s以下であることが好ましく、1.5cc/cm2/s以下であることがより好ましい。洗濯10回後の通気度が2.0cc/cm2/s以下であれば、洗濯中の織物からのダウン抜けが起こることなく、洗濯耐久性に優れているといえる。一方、洗濯10回後の通気度が2.0cc/cm2/sを超えると、ダウン抜けが起こり、ダウンジャケット等の品質を大きく落としてしまう。
【0047】
前記織物の耐水圧は、洗濯前の初期値で、300mm以上であることが好ましく、350mm以上であることがより好ましい。初期耐水圧が300mm以上であれば、ダウンプルーフ性に優れているといえ、降雨時にも雨が浸透しにくい効果が得られる。一方、初期耐水圧が300mmより小さくなると、降雨時にダウンに雨が浸透し、保温性などの効果が軽減しやすい。
【0048】
前記織物の洗濯20回後の耐水圧は、初期耐水圧に対して70%以上の保持率を有することが好ましく、75%以上の保持率を有することがより好ましい。洗濯20回後の耐水圧が、初期耐水圧に対して70%以上の保持率を有すれば、洗濯によるダウンプルーフ性の低下(ダウン抜け)を防止できるとともに、最低必要な防水性を確保しやすいためである。
【0049】
前記織物の目付けは、20g/m2以上であることが好ましく、25g/m2以上であることがより好ましく、60g/m2以下であることが好ましく、55g/m2以下であることがより好ましい。得られる織物の目付けを前記範囲にすることにより、薄地軽量で低通気性を有する織物が得られる。一方、前記織物の目付けが20g/m2より小さいと、薄くて軽い生地に仕上るが、低通気性を有する織物が得られない。また、60g/m2を超えると、低通気性が得られるが、厚い生地になり軽い織物が得られない。
【0050】
以下、本発明を図面に基づいて説明するが、本発明は図面に示された態様に限定されるものではない。
【0051】
図2は、カレンダー加工前の本発明の織物を例示する断面のSEM写真であり、カレンダー加工前の織物では、合成マルチフィラメントにおいて相隣するモノフィラメント同士の凸凹が重なり合っている。図3は、カレンダー加工後の本発明の織物を例示する断面のSEM写真であり、カレンダー加工後の織物では、合成マルチフィラメントの少なくとも一部において、モノフィラメントが重なり合った状態で圧縮固定化されている。
【0052】
本発明の前記織物は、軽量薄地で引裂き強力が高く、かつ洗濯後も低通気度を維持できるため、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる。
【実施例】
【0053】
次に、実施例及び比較例を用いて本発明を具体的に説明するが、本発明はこれらに限定されるものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは、全て本発明の技術的範囲に含まれる。本発明で用いた測定法は以下の通りである。
【0054】
<異型度>
VH−Z450型顕微鏡およびVH−6300型測定機(KEYENCE社製)を用い、1500倍の倍率で、モノフィラメントの断面の長径(もっとも長い部分の径)および短径(もっとも短い部分の径)をそれぞれ測定し、モノフィラメントの断面の長径(もっとも長い部分の径)/短径(もっとも短い部分の径)を算出し、3本の平均値をモノフィラメントの異型度とした。
【0055】
<繊度>
マルチフィラメントの繊度(総繊度)は、100m長のマルチフィラメントのカセを3つ作製し、各々の質量(g)を測定し、平均値を求め、100倍して求めた。モノフィラメントの繊度は、マルチフィラメントの繊度をフィラメント数で除したものとした。
【0056】
<極限粘度>
極限粘度(IV)は、p−クロルフェノールとテトラクロルエタンからなる混合溶媒(p−クロルフェノール/テトラクロルエタン=75/25)を用い、30℃で測定した極限粘度〔η〕を、下記の式によりフェノールとテトラクロルエタンからなる混合溶媒(フェノール/テトラクロルエタン=60/40)の極限粘度(IV)に換算したものである。
IV=0.8325×〔η〕+0.005
【0057】
<相対粘度>
96.3±0.1質量%の試薬特級濃硫酸中にポリマー濃度が10mg/mlになるように試料を溶解させてサンプル溶液を調製した。20℃±0.05℃の温度で水落下秒数が6から7秒のオストワルド粘度計を用い、20℃±0.05℃の温度で、調製したサンプル溶液20mlの落下時間T1(秒)及び試料を溶解するに用いた96.3±0.1質量%の試薬特級濃硫酸20mlの落下時間T0(秒)を、それぞれ測定した。使用する素材の相対粘度(RV)は下記の式により算出された。
RV=T1/T0
【0058】
<破断強度>
インストロンジャパン(株)社製の4301型万能材料試験機を用い、試料長:20cm、引っ張り速度:20cm/分、糸繊度(dtex)の1/33(g)の荷重をかけ、測定を3回実施して、破断したときの強度の平均値を破断強度とした。
【0059】
<破断伸度>
測定方法は上記破断強度と同様で、破断したときの伸度の平均値である。
【0060】
<モノフィラメントの圧縮状態>
モノフィラメントの圧縮状態は、VH−Z450型顕微鏡(KEYENCE社製)を用い、織物のマルチフィラメントにおけるモノフィラメント同士の重なり合う状態を観察して、よく重なり合った状態であれば○、あまり重なっていない状態であれば×として評価した。
【0061】
<目付け>
織物の目付けは、JIS L 1096 8.4に規定されている単位面積あたりの質量に準拠して測定した。
【0062】
<カバーファクター>
織物のカバーファクター(CF)は、下記の式により計算した。
CF=T×(DT)1/2+W×(DW)1/2
「式中、TおよびWは織物の経密度および緯密度(本/2.54cm)を示し、DTおよびDWは織物を構成する経糸および緯糸の太さ(dtex)を示す」。
【0063】
<引裂き強力>
織物の引裂き強力は、JIS L 1096 8.15.5に規定されている引裂強さD法(ペンジュラム法)に準拠して、経緯の両方向において測定した。
【0064】
<通気度>
織物の通気度は、JIS L 1096 8.27.1に規定されている通気性A法(フラジール形法)に準拠して測定した。
【0065】
<耐水圧>
織物の耐水圧は、JIS L 1092に規定されている耐水度試験A法(低水圧法)に準拠して測定した。
【0066】
<洗濯耐久性>
織物の洗濯は、JIS L 1096 8.64.4の織物の寸法変化に記載されているF−2法に準拠して実施した。洗濯10回は洗濯−脱水−乾燥を10回繰り返した場合であり、洗濯20回は20回繰り返した場合である。乾燥方法はライン乾燥で行った。洗濯20回後の耐水圧を前記方法により測定し、初期耐水圧に対する耐水圧保持率を計算した。織物の洗濯耐久性は、洗濯10回後の通気度および洗濯20回後の耐水圧保持率により評価した。
【0067】
<風合い>
織物の風合いは、評価者5人をランダムに選定し、56T24Fの平織物をブランクとし、最もやわらかく感じるものを5点、最も硬く感じるものを1点とし、1点から5点までの5段階で評価した。
【0068】
実施例1
相対粘度3.5のナイロン6ポリマーチップを紡糸温度288℃で、24個の吐出孔(図1に示す形状で、スリットの根元の幅a:0.07mm、スリットの先端部の幅b:0.11mm、スリットの長さc:0.465mm)を備える紡糸口金から溶融紡糸した。3つのゴデットローラのうち、第1ゴデットローラの速度を2000m/分、第2ゴデットローラの速度を3500m/分、第3ゴデットローラの速度を3500m/分に設定し、第2ゴデットローラの延伸温度153℃にて延伸した。異型度が3.1でY字型断面のモノフィラメント24本からなる、繊度33dtexのマルチフィラメントを得た。得られたマルチフィラメントについて、前記の方法により、破断強度及び破断伸度を評価し、結果を表1に示す。
【0069】
該マルチフィラメントを経糸及び緯糸に用い、経密度を186本/2.54cmに、緯密度を130本/2.54cmに設定し、平組織で製織した。
【0070】
得られた生地を常法に従って、オープンソーパーを用いて精練、ピンテンターを用いて190℃×30秒でプレセットし、液流染色機(日阪製作所製:サーキュラーNS)を用い酸性染料でブルーに染色した後、180℃×30秒で中間セットを行った。その後、カレンダー加工(加工条件:シリンダー加工、温度150℃、圧力2.45MPa(25kgf/cm2)、速度20m/分)を織物の片面に2回施した後、柔軟仕上げ加工を行って、密度が経方向で200本/2.54cm、緯方向で135本/2.54cmであり、カバーファクターが1923で、目付けが49g/m2である織物を得た。得られた織物について、マルチフィラメントにおけるモノフィラメントの圧縮状態、風合い、引裂き強力、初期通気度および耐水圧、洗濯耐久性などを前記方法で評価した。結果を表1に示す。
【0071】
実施例2
図4に示すミニリップ組織(リップストップタフタ組織)で製織した以外は実施例1と同様の方法で、マルチフィラメント及び織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0072】
実施例3
中間セットを行った後、カレンダー加工を裏面に2回、表面に1回施した以外は実施例1と同様の方法で、マルチフィラメント及び織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0073】
実施例4
Y字型の口金吐出孔を十字型に変更した以外は実施例1と同様の方法で、マルチフィラメント及び織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0074】
比較例1
Y字型の口金吐出孔を、直径0.25mmの丸断面を有するものに変更した以外は実施例1と同様の方法で、マルチフィラメント及び織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0075】
比較例2
押し出し機の吐出量を、得られるマルチフィラメントの繊度が56dtexになるよう変更した以外は実施例1と同様の方法で、異型度が3.0のモノフィラメント24本からなる、繊度56dtexのマルチフィラメントを得た。また、該マルチフィラメントを用い、実施例1と同様の方法で織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0076】
比較例3
24個のY字型吐出孔を備える紡糸口金を、5個の三角形吐出孔を備えるものに変更し、また押し出し機の吐出量を、得られるマルチフィラメントの繊度が5.5dtexになるよう変更した以外は実施例1と同様の方法で、異型度が1.5のモノフィラメント5本からなる、繊度5.5dtexのマルチフィラメントを得た。また、該マルチフィラメントを経糸及び緯糸に用い、経密度を280本/2.54cm、緯密度を275本/2.54cmに設定し、リップ組織で製織を行った以外は実施例1と同様の方法で、織物を作製した。得られたマルチフィラメント及び織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0077】
比較例4
製織の際に、経糸及び緯糸に用いるマルチフィラメントの密度を、経密度95本/2.54cm、緯密度98本/2.54cmに設定した以外は実施例1と同様の方法で、マルチフィラメントおよび織物を作製した。得られたマルチフィラメントおよび織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0078】
比較例5
Y字型の口金吐出孔を十字型に変更した以外は実施例1と同様の方法で、マルチフィラメントおよび織物を作製した。得られたマルチフィラメントおよび織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0079】
比較例6
織物にカレンダー加工を施さなかった以外は実施例1と同様の方法で、マルチフィラメントおよび織物を作製した。得られたマルチフィラメントおよび織物について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0080】
【表1】
【0081】
実施例1〜4の織物は、軽量薄地で引裂き強力が高く、かつ洗濯後も低通気度を維持していた。
【0082】
一方、比較例1の織物は、丸断面のモノフィラメントを使用したので、カレンダー加工後も、モノフィラメント同士があまり重なり合わず、圧縮状態が良くなかったため通気度および耐水圧の洗濯耐久性に劣った。比較例2の織物は、繊度が大きいマルチフィラメントを使用したため、嵩高で重く硬い生地となり、洗濯耐久性にも劣った。比較例3の織物は、異型度が小さく、三角形断面を有するモノフィラメントからなり且つ繊度が小さいマルチフィラメントを使用したため、軽量でソフトな生地となったが、引裂き強力が小さく、マルチフィラメントにおけるモノフィラメント同士があまり重なり合っておらず、洗濯耐久性に劣った。比較例4の織物は、カバーファクターの小さいものであるため軽い生地となったが、洗濯前から通気度の高いものであった。比較例5の織物は、異型度が大きいモノフィラメントを使用したため引裂き強力が小さかった。また、比較例6の織物は、カレンダー加工が施されなかったものであるため、洗濯前から通気度の高いものであり、洗濯耐久性に非常に劣った。
【産業上の利用可能性】
【0083】
本発明は、ダウンウエア、ダウンジャケット、ふとん、寝袋などの側地に好適に用いられる。
【符号の説明】
【0084】
1:スリット、3:根元、5:先端部、10:口金吐出孔
【特許請求の範囲】
【請求項1】
合成マルチフィラメントで構成される織物であって、前記織物は、少なくとも片面にカレンダー加工が施されることにより、合成マルチフィラメントの少なくとも一部においてモノフィラメントが重なり合った状態で圧縮されているものであり、
前記モノフィラメントはカレンダー加工前の異型度が2.0〜6.0である異型断面糸であり、前記合成マルチフィラメントの繊度が7dtex〜44dtexであり、前記織物のカバーファクターが1300〜2200であることを特徴とする織物。
【請求項2】
前記モノフィラメントが、0.4dtex〜2.0dtexの繊度を有するものである請求項1に記載の織物。
【請求項3】
前記モノフィラメントが、凹部を含む断面を有するものである請求項1または2に記載の織物。
【請求項4】
前記モノフィラメントが、Y字型断面或いは十字型断面を有するものである請求項1〜3のいずれかに記載の織物。
【請求項5】
前記Y字型断面或いは十字型断面における凸部は、先端部が基部と同じ太さか基部よりも太く構成されている請求項4に記載の織物。
【請求項6】
前記モノフィラメントに使用する素材が、ポリアミドまたはポリエステルである請求項1〜5のいずれかに記載の織物。
【請求項7】
前記織物のペンジュラム法による引裂き強力が、経方向及び緯方向のいずれも8N〜50Nである請求項1〜6のいずれかに記載の織物。
【請求項8】
前記織物の洗濯10回後の通気度が、2.0cc/cm2/s以下である請求項1〜7のいずれかに記載の織物。
【請求項9】
前記織物の洗濯20回後の耐水圧が、初期耐水圧に対して70%以上の保持率を有する請求項1〜8のいずれかに記載の織物。
【請求項10】
ダウンウエア、ダウンジャケット、ふとん、寝袋のいずれかの側地に用いられる請求項1〜9のいずれかに記載の織物。
【請求項1】
合成マルチフィラメントで構成される織物であって、前記織物は、少なくとも片面にカレンダー加工が施されることにより、合成マルチフィラメントの少なくとも一部においてモノフィラメントが重なり合った状態で圧縮されているものであり、
前記モノフィラメントはカレンダー加工前の異型度が2.0〜6.0である異型断面糸であり、前記合成マルチフィラメントの繊度が7dtex〜44dtexであり、前記織物のカバーファクターが1300〜2200であることを特徴とする織物。
【請求項2】
前記モノフィラメントが、0.4dtex〜2.0dtexの繊度を有するものである請求項1に記載の織物。
【請求項3】
前記モノフィラメントが、凹部を含む断面を有するものである請求項1または2に記載の織物。
【請求項4】
前記モノフィラメントが、Y字型断面或いは十字型断面を有するものである請求項1〜3のいずれかに記載の織物。
【請求項5】
前記Y字型断面或いは十字型断面における凸部は、先端部が基部と同じ太さか基部よりも太く構成されている請求項4に記載の織物。
【請求項6】
前記モノフィラメントに使用する素材が、ポリアミドまたはポリエステルである請求項1〜5のいずれかに記載の織物。
【請求項7】
前記織物のペンジュラム法による引裂き強力が、経方向及び緯方向のいずれも8N〜50Nである請求項1〜6のいずれかに記載の織物。
【請求項8】
前記織物の洗濯10回後の通気度が、2.0cc/cm2/s以下である請求項1〜7のいずれかに記載の織物。
【請求項9】
前記織物の洗濯20回後の耐水圧が、初期耐水圧に対して70%以上の保持率を有する請求項1〜8のいずれかに記載の織物。
【請求項10】
ダウンウエア、ダウンジャケット、ふとん、寝袋のいずれかの側地に用いられる請求項1〜9のいずれかに記載の織物。
【図1】


【図4】
【図2】
【図3】
【図4】
【図2】
【図3】
【公開番号】特開2010−196213(P2010−196213A)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2009−44688(P2009−44688)
【出願日】平成21年2月26日(2009.2.26)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成21年2月26日(2009.2.26)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
[ Back to top ]