
織物
【課題】伸び性に優れるとともに、目ズレやホツレが生じにくい織物を提供する。
【解決手段】表層10を構成する緯糸1と、裏層20を構成する緯糸2と、表層10及び裏層20を構成するとともに所要の個所で表裏両層を接結する経糸3とからなる多重組織の織物において、表層10を構成する緯糸1の少なくとも一部に、熱融着性成分を一部に含んでなる糸条Aを用い、裏層20を構成する緯糸2に潜在捲縮糸を用いて製織し、製織後の熱処理により、表層10の緯糸1に用いた糸条Aの熱融着性成分により糸条同士を融着固定させるとともに、裏層20の緯糸2に用いた潜在捲縮糸の捲縮発現により緯方向に伸び性を付与する。
【解決手段】表層10を構成する緯糸1と、裏層20を構成する緯糸2と、表層10及び裏層20を構成するとともに所要の個所で表裏両層を接結する経糸3とからなる多重組織の織物において、表層10を構成する緯糸1の少なくとも一部に、熱融着性成分を一部に含んでなる糸条Aを用い、裏層20を構成する緯糸2に潜在捲縮糸を用いて製織し、製織後の熱処理により、表層10の緯糸1に用いた糸条Aの熱融着性成分により糸条同士を融着固定させるとともに、裏層20の緯糸2に用いた潜在捲縮糸の捲縮発現により緯方向に伸び性を付与する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は織物に関する。詳しくは伸び性に優れるとともに、目ズレやホツレが生じにくい織物に関するものである。
【背景技術】
【0002】
経糸と緯糸の直線的な組み合わせからなる織物は、その組み合わせ方や、用いる糸条の形状、素材などにより、様々な種類の織物を設計することが可能であり、衣料のみならず、インテリア資材、車両内装材などの分野で幅広く用いられている。かかる織物は、その性質上、経糸や緯糸の一部がずれやすく、本来、等間隔で配されるべき経糸同士あるいは緯糸同士の間隔が、部分的に広くなったり、逆に狭くなったりするという欠点(目ズレ)が生じやすい。加えて、裁断端部から糸が解れてくるという欠点(ホツレ)もある。
【0003】
このような問題に対し、例えば、ポリウレタン樹脂、ポリビニルアルコール樹脂などを付与して織目を固定する方法が古くから行われてきた。しかしながら、織目を固定することにより伸び性が失われるため、用途によっては、受け入れがたいものであった。ルーズな編目からなる編物と比較して、織物は、本来伸びにくい構造のものではあるが、用途によって、一定のスペックをクリアする必要がある。また、軽量化やコストダウン、環境負荷の点からも、樹脂を用いずに、目ズレやホツレを防止する方法が求められている。
【0004】
織組織の改良により、目ズレやホツレを防止しようとする試みも提案されている。例えば、特許文献1には、絡み織組織の織物を、特定の糸条(例えば、毛羽や膨らみにより目ズレを抑制する効果のある糸条)を用いて、特定の糸密度で構成することにより、目ズレを防止した織物が記載されている。また、特許文献2には、同じく絡み織物のカバーファクターを特定の範囲とすることにより、目ズレを防止した織物が記載されており、仮撚加工糸や潜在捲縮糸などを用いることにより、ストレッチ性を付与することができると説明されている。しかしながら、絡み織組織に特有の目の粗さや、透け感により、用途が著しく限定され、例えば車両内装材としては適さないものであった。
【0005】
熱融着性繊維の使用により、目ズレやホツレを防止しようとする試みも多数提案されている。例えば、特許文献3には、特定のポリマーを熱接着性成分とする繊維を混繊してなる混繊糸を少なくとも一部に用いて織編物となし、該織編物を、前記ポリマーの融点よりも10℃以上高く、かつ、他の繊維の融点よりも低い温度で熱処理することにより、目ズレやホツレを防止することができることが記載されている。また、特許文献4には、高融点ポリエステルを芯部に、低融点ポリエステルを鞘部に配してなる芯鞘型複合繊維と、高融点ポリエステル繊維とを混紡して得られる紡績糸を少なくとも一部に用いて布帛(織物を含む)となし、該布帛を、芯鞘型複合繊維の鞘部に配した低融点ポリエステルのみが溶融する温度で熱処理することにより、ホツレを防止することができることが記載されている。しかしながら、このようにして得られる布帛もまた、布帛全体にわたって熱融着性繊維が融着することにより、糸条同士の自由度が完全に失われ、伸び性が失われるという問題を抱えていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平08−144152号公報
【特許文献2】特開2005−105455号公報
【特許文献3】特開平04−100946号公報
【特許文献4】特開平05−321035号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、かかる現状に鑑みてなされたもので、伸び性に優れるとともに、目ズレやホツレが生じにくい織物を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、表層を構成する緯糸と、裏層を構成する緯糸と、表層及び裏層を構成するとともに所要の個所で表裏両層を接結する経糸とからなる多重組織の織物であって、表層を構成する緯糸の少なくとも一部に、熱融着性成分を一部に含んでなる糸条Aを用い、裏層を構成する緯糸に潜在捲縮糸を用いて製織され、製織後の熱処理により、表層の緯糸に用いた糸条Aの熱融着性成分により糸条同士が融着固定されるとともに、裏層の緯糸に用いた潜在捲縮糸の捲縮発現により緯方向に伸び性が付与されてなることを特徴とする。これにより、伸び性を保持しながら、目ズレやホツレの発生が防止される。
【0009】
前記の織物において、裏層を構成する緯糸の捲縮発現後の長さに対する表層を構成する緯糸の長さの比率が1.05以上であるものとする。そのため、裏層を構成する緯糸には190℃における捲縮率が95%以下である潜在捲縮糸を用いるのが好ましく、これにより、目的とする伸び性を保有できることになる。
【0010】
前記の織物において、表裏両層が離間した袋部を緯方向に並列して形成するように、所要の間隔をおいて表裏両層が経糸により接結されてなるものとする。これにより、各袋部における表層には裏層の捲縮により僅かに膨らみが生じることになり、立体感(ボリューム感)を有するものになる。
【0011】
前記の織物において、袋部において表層と離間した裏層を構成する緯糸が経糸と交錯しない浮きの組織をなしているものとすることができる。これにより、裏層を構成する緯糸すなわち潜在捲縮糸の捲縮発現が確実になされ、目的とする伸び性を付与することができる。
【0012】
前記の織物において、熱融着性成分を一部に含んでなる糸条Aとしては、熱融着性成分の単成分繊維と非熱融着性繊維とを組み合わせた糸条が好ましく用いられる。なかでも、熱融着性の共重合ポリエチレンテレフタレートの半延伸繊維と、非熱融着性のポリエチレンテレフタレート繊維とを組み合わせた糸条が特に好ましく用いられる。
【0013】
また、本発明は、熱融着性成分を一部に含んでなる糸条Aとして、熱融着性成分と非熱融着性成分とから構成される熱融着性複合繊維が少なくとも一部を構成する糸条を用いることもできる。
【0014】
前記の織物において、熱融着性成分を一部に含んでなる糸条Aにおける熱融着性成分の割合は、10〜80重量%であるものとする。
【発明の効果】
【0015】
本発明によれば、伸び性に優れるとともに、目ズレやホツレが生じにくい織物を提供することができる。
【図面の簡単な説明】
【0016】
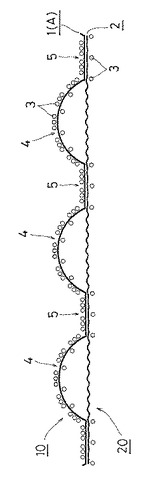
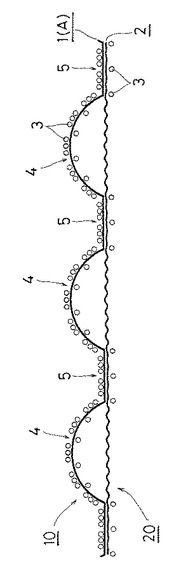
【図1】本発明の一実施例の織物外観を示す概略斜視図である。
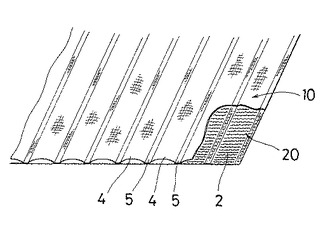
【図2】同上の一部の緯糸に沿う方向の拡大略示断面説明図である。
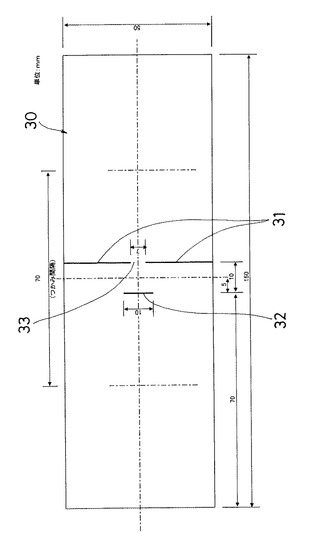
【図3】目ズレを評価する試験に供する試験片を示す平面図である。
【図4】本発明の織物における表層の織組織の一例を示す組織図(a)と、実際の構成上の組織図(b)と、緯糸に沿う方向での略示断面図(c)である。
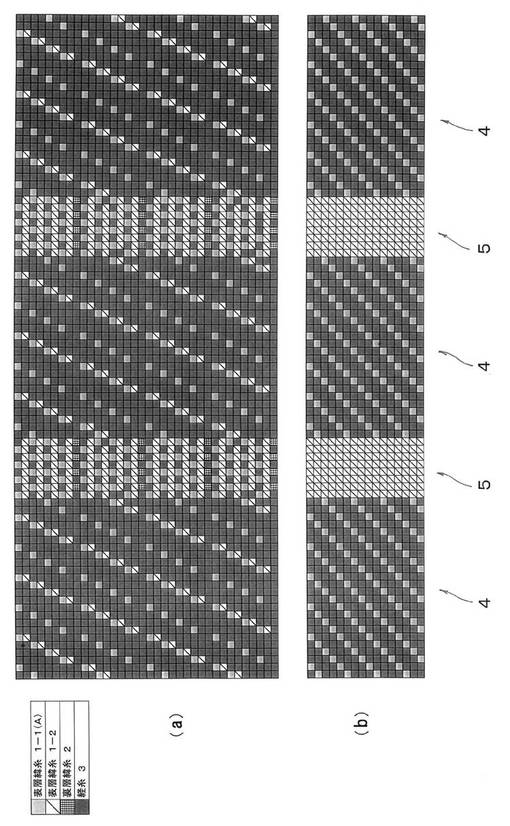
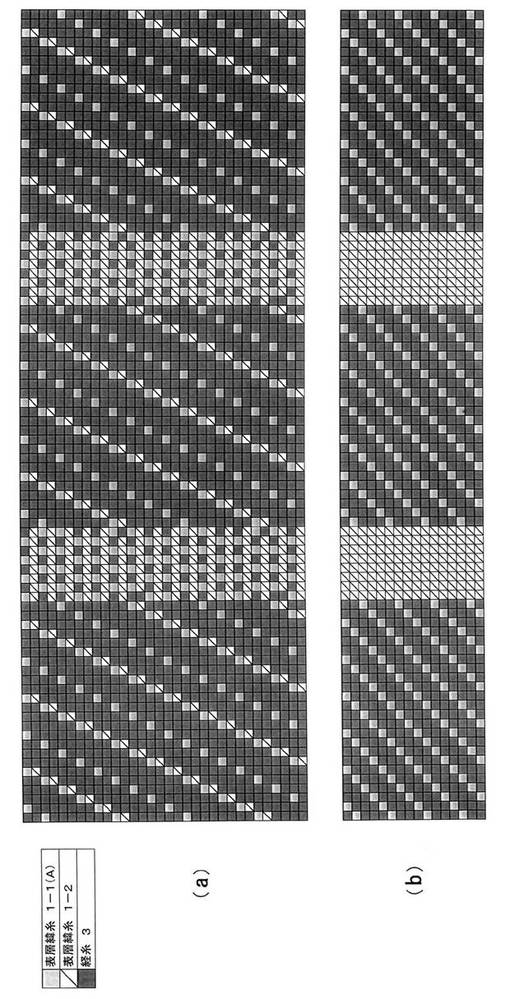
【図5】本発明の一実施例の織物の裏層緯糸を含む構成上の組織図(a)と、表面外観のイメージ図(b)である。
【図6】本発明の他の実施例の織物の裏層緯糸を含む構成上の組織図(a)と、表面外観のイメージ図(b)である。
【図7】本発明のさらに他の実施例の織物の裏層緯糸を含む構成上の組織図(a)と、表面外観のイメージ図(b)である。
【図8】実施例の織物の緯糸に沿う方向の一部の拡大略示断面図である。
【図9】比較例としての一重組織の織物の構成上の組織図(a)と、表面外観のイメージ図(b)である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態について、実施例を参照して詳細に説明する。
【0018】
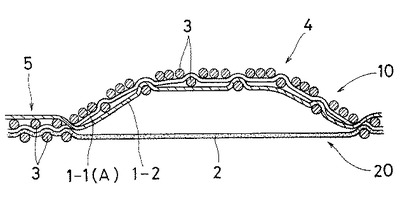
本発明は、図1及び図2に概略を示すように、表層10を構成する緯糸1と、裏層20を構成する緯糸2と、表層10及び/又は裏層20を構成するとともに表裏両層を所要の個所で接結する経糸3とからなり、製織後に熱処理されてなる例えば二重織等の多重組織の織物である。
【0019】
図1,図2の場合は、二重織の表層10と裏層20が離間している筒状の袋部4が緯方向(緯糸に沿う方向)に並列して形成されるように、前記袋部4に相当する所要の間隔をおいて表裏両層10,20が前記経糸3により接結されて製織されている。これにより、経方向に延びる筒状の袋部4が接結部5を介して多数並列して形成されている。袋部4や接結部5の位置及び形状は、図1に限らず、種々の形態での実施が可能である。例えば、前記袋部4は、経方向に直線状に延びる筒状にするほか、経方向に対し斜めに延在する筒状にしたり、断続した筒状にしたり、袋部の幅等の形状を変化させたりすることができる。また、表層10及び裏層20の織組織についても、後述するように種々の実施が可能である。
【0020】
本発明の場合、前記表層10を構成する緯糸1の少なくとも一部には、熱融着性成分を一部に含んでなる糸条A、言い換えれば熱融着性成分と非熱融着性成分とが併存している糸条(単に糸条Aとする場合がある)を用いる。このため、製織後の熱処理により、糸条同士が融着固定され、目ズレやホツレの発生を防止することができる。
【0021】
また、裏層20を構成する緯糸2には、潜在捲縮糸、例えば190℃における捲縮率が95%以下である潜在捲縮糸を用いて、製織後の熱処理により捲縮を発現させ、伸び性を付与する。好ましくは、緯糸2の捲縮発現後の長さに対する表層10を構成する緯糸1(糸条Aを含む)の長さの比率が1.05以上であるものとする。これにより、優れた伸び性、具体的には、緯方向に5%以上の伸びを具備することができる。
【0022】
さらに、表層10の緯糸1と裏層20の緯糸2の長さが上記の関係であることにより、裏層20を構成する緯糸2の捲縮により、表層10が特に前記各袋部4の部分において円弧状に膨らむように湾曲して凸部が形成されるため、立体感に富み、意匠的にも優れた織物となる。
【0023】
以下、本発明の織物を構成する部材について、順に説明する。
【0024】
1.表層を構成する緯糸
1−1.熱融着性成分を一部に含んでなる糸条A
表層10を構成する緯糸1の少なくとも一部には、熱融着性成分を一部に含んで(非熱融着成分と併存して)なる糸条Aが用いられる。
【0025】
(1)熱融着性繊維
ここで、熱融着性成分とは、熱を加えることにより溶融し、バインダーのような働きをする成分をいい、通常の繊維の融点や分解点よりも低い融点を有する樹脂からなる。熱融着性成分は、それ単独で繊維(単成分繊維という)を構成するほか、通常の繊維成分、特には合成繊維成分との複合繊維として存在する。以下、これらを総称して「熱融着性繊維」という場合がある。
【0026】
単成分繊維は、熱融着後、繊維形状を保持することができないのに対し、複合繊維は、通常の繊維成分が残って繊維形状を保持することができる。したがって、複合繊維であると、繊維自体の機械的強度、およびこれを含んでなる糸条や織物の機械的強度を保持する上で有利である。一方、単成分繊維であると、複合紡糸の際にみられるような紡糸温度の制約がなく、広範囲に熱融着性成分を選択することができる。また、単成分繊維は、延伸繊維(FOY)と比較して、配向性が低く、非結晶性の半延伸繊維(POY)として提供することができるため、同一の熱融着性成分であっても、複合繊維と比較して融点を下げることができるという利点がある。ただし、単成分繊維の場合は、糸条の形状や機械的強度を保持するため、通常の繊維(非熱融着性繊維)と組み合わせて糸条Aとすることが求められる。複合繊維の場合は、それ単独で糸条Aとしてもよいし、通常の繊維と組み合わせて糸条Aとしてもよい。
【0027】
以下、熱融着性成分の単成分繊維を「熱融着性単成分繊維」という場合があり、通常の繊維成分との複合繊維を「熱融着性複合繊維」という場合がある。また、通常の繊維成分、特には、熱融着性複合繊維における通常の繊維成分を「非熱融着性成分」という場合があり、熱融着性成分を含まず、非熱融着性成分のみからなる通常の繊維を「非熱融着性繊維」という場合がある。
【0028】
(1−a)熱融着性複合繊維
熱融着性成分が複合繊維として存在する場合の熱融着性成分の融点は、非熱融着性成分の融点よりも50℃以上低いことが好ましい。融点の差が50℃に満たないと、非熱融着性成分を劣化させることなく熱融着性成分のみを確実に溶融し、熱融着性を発揮させることが困難な虞がある。また、同様の理由により、熱融着性複合繊維と組み合わせて糸条Aとする場合の非熱融着性繊維の融点や分解点、さらには、本発明の織物を構成する他の全ての繊維の融点や分解点よりも50℃以上低いことが好ましい。
【0029】
例えば、非熱融着性成分がポリエチレンテレフタレート(いわゆる、レギュラーポリエステルであり、融点は260℃)である場合、これと複合する熱融着性成分としては、融点が好ましくは130〜210℃、より好ましくは150〜200℃の範囲にある樹脂を選択する。ここで、融点の下限値を設定するのは、染色や乾燥などの工程で、熱融着性成分が溶融する虞があるからである。なお、非熱融着性成分は、紡糸可能な成分であることが求められる。
【0030】
熱融着性成分(低融点樹脂)/非熱融着性成分(高融点樹脂)の組み合わせとしては、例えば、共重合ポリエチレンテレフタレート(低融点ポリエステル)/ポリエチレンテレフタレート、ナイロン/ポリエチレンテレフタレート、ポリエチレン/ポリエチレンテレフタレート、ポリプロピレン/ポリエチレンテレフタレート、エチレン−プロピレン共重合体/ポリエチレンテレフタレート、エチレン−酢酸ビニル系共重合体/ポリエチレンテレフタレート、ポリエチレン/ポリプロピレン、エチレン−プロピレン共重合体/ポリプロピレン、エチレン−酢酸ビニル系共重合体/共重合ポリエチレンテレフタレートなどを挙げることができる。これらは、その目的や具体的用途に応じて適宜選択される。例えば、車両内装材用織物の場合には、機械的強度の点から、共重合ポリエチレンテレフタレート/ポリエチレンテレフタレートの組み合わせが好ましい。
【0031】
熱融着性複合繊維に占める熱融着性成分の割合は、熱融着性や機械的強度の点から、10〜90重量%であることが好ましく、20〜80重量%であることがより好ましく、40〜60重量%であることがさらに好ましい。
【0032】
熱融着性複合繊維の形態は、熱融着性成分が繊維表面の少なくとも一部に露出するように配される限り特に限定されるものではなく、例えば、芯鞘型、サイドバイサイド型、海島型、多層貼合型、放射状貼合型などを挙げることができる。なかでも、熱融着性成分を繊維表面の全部に露出させることが可能で、熱融着性を有効に利用することができるという点で、芯鞘型が好ましい。
【0033】
熱融着性複合繊維は、その目的や具体的用途に応じて、長繊維、短繊維のいずれであってもよい。また、断面形状も特に限定されるものではなく、通常の丸型であっても、異型であってもよい。
【0034】
熱融着性複合繊維の繊度(単繊維繊度)は、紡糸性の点から、0.5〜50dtexであることが好ましく、1〜30dtexであることがより好ましい。
【0035】
(1−b)熱融着性単成分繊維
熱融着性成分が単成分繊維として存在する場合、熱融着性成分(繊維そのもの)の融点は、熱融着性複合繊維について述べたのと同様の理由により、熱融着性単成分繊維と組み合わせて糸条Aとする場合の非熱融着性繊維の融点や分解点、さらには、本発明の織物を構成する他の全ての繊維の融点や分解点よりも50℃以上低いことが好ましい。
【0036】
熱融着性成分は、前記条件を満足する限り特に限定されるものではなく、典型的には、熱融着性複合繊維における熱融着性成分と同じである。すなわち、熱融着性単成分繊維(熱融着性成分)/非熱融着性繊維の組み合わせとして、例えば、共重合ポリエチレンテレフタレート(低融点ポリエステル)/ポリエチレンテレフタレート、ナイロン/ポリエチレンテレフタレート、ポリエチレン/ポリエチレンテレフタレート、ポリプロピレン/ポリエチレンテレフタレート、エチレン−プロピレン共重合体/ポリエチレンテレフタレート、エチレン−酢酸ビニル系共重合体/ポリエチレンテレフタレート、ポリエチレン/ポリプロピレン、エチレン−プロピレン共重合体/ポリプロピレン、エチレン−酢酸ビニル系共重合体/共重合ポリエチレンテレフタレートなどを挙げることができる。さらに、非熱融着性繊維は、天然繊維、再生繊維、半合成繊維であり得ることから、共重合ポリエチレンテレフタレート/綿、共重合ポリエチレンテレフタレート/レーヨン、共重合ポリエチレンテレフタレート/トリアセテートなどの組み合わせも可能である。
【0037】
前記の通り、単成分繊維は非結晶性の半延伸繊維(POY)として提供できるので、熱融着性単成分繊維の半延伸繊維を選択することにより、より低い温度で、熱融着性を発揮させることが可能である。これらは、その目的や具体的用途に応じて適宜選択される。例えば、車両内装材用織物の場合には、機械的強度の点から、共重合ポリエチレンテレフタレート繊維(熱融着性単成分繊維)とポリエチレンテレフタレート繊維(非熱融着性繊維)との組み合わせが好ましく、共重合ポリエチレンテレフタレートの半延伸繊維(熱融着性単成分繊維)とポリエチレンテレフタレート繊維(非熱融着性繊維)との組み合わせがより好ましい。
【0038】
熱融着性単成分繊維は、その目的や具体的用途に応じて、長繊維、短繊維のいずれであってもよい。また、断面形状も特に限定されるものではなく、通常の丸型であっても、異型であってもよい。
【0039】
熱融着性単成分繊維の繊度(単繊維繊度)は、融着固定による目ズレ防止性およびホツレ防止性の点から、0.5〜50dtexであることが好ましく、1〜30dtexであることがより好ましい。
【0040】
(2)非熱融着性繊維
糸条Aに使用する非熱融着性繊維、すなわち熱融着性成分が単成分繊維として存在する場合の糸条Aにおいて、熱融着性単成分繊維と併存させる非熱融着性繊維、又は、熱融着性成分が複合繊維として存在する場合の糸条Aにおいて、必要に応じて組み合わせる非熱融着性繊維について、その素材は、熱融着性成分の融点よりも高い融点または分解点を有するものである限り特に限定されるものではなく、例えば、天然繊維、再生繊維、半合成繊維、合成繊維などを挙げることができ、その目的や具体的用途に応じて適宜選択すればよい。例えば、車両内装材用織物の場合には、機械的強度や耐熱性、耐光性などの点から、合成繊維が好ましく、ポリエステルがより好ましく、ポリエチレンテレフタレートが特に好ましい。
【0041】
非熱融着性繊維は、その目的や具体的用途に応じて、長繊維、短繊維のいずれであってもよい。また、断面形状も特に限定されるものではなく、通常の丸型であっても、異型であってもよい。
【0042】
非熱融着性繊維の繊度(単繊維繊度)は、通常の繊度(0.1〜15dtex)のものを用いることができ、その目的や具体的用途に応じて適宜選択される。
【0043】
例えば、車両内装材用織物の場合には、0.3〜10dtexであることが好ましく、0.3〜5dtexであることがより好ましい。繊度が0.3dtexに満たないと、車両内装材用織物として十分な機械的強度が得られない虞がある。繊度が10dtexを超えると、車両内装材用織物として風合いが硬くなる虞がある。
【0044】
(3)糸条A
熱融着性成分が単成分繊維として存在する場合の糸条Aは、熱融着性単成分繊維と非熱融着性繊維とで構成されることが求められる。一方、熱融着性成分が複合繊維として存在する場合の糸条Aは、その構成繊維の全てが熱融着性複合繊維であってもよいし、必要に応じて、非熱融着性繊維と組み合わされていてもよい。
【0045】
熱融着性繊維と非熱融着性繊維との組み合わせ手段は、熱融着性繊維が糸条表面の少なくとも一部に露出するように配される限り特に限定されるものではなく、混繊、混紡、引き揃え、交撚などを挙げることができる。
【0046】
糸条Aに占める熱融着性繊維の割合は、熱融着性成分として、10〜80重量%であることが好ましく、15〜70重量%であることがより好ましく、25〜60重量%であることがさらに好ましい。熱融着性成分の割合が10重量%に満たないと、糸条同士の融着固定が不十分となり、目ズレやホツレが生じる虞がある。熱融着性成分の割合が80重量%を超えると、風合いが硬くなる虞がある。
【0047】
糸条Aの繊度(総繊度)は、織糸として製織可能な通常の繊度(50〜3000dtex)のものを用いることができ、その目的や具体的用途に応じて適宜選択される。
【0048】
例えば、車両内装材用織物の場合には、80〜2000dtexであることが好ましく、80〜1000dtexであることがより好ましい。繊度が80dtexに満たないと、車両内装材用織物として十分な機械的強度が得られない虞がある。繊度が2000dtexを超えると、目付が大きくなり、コストが高くなる虞がある。
【0049】
糸条Aは、その目的や具体的用途に応じて、フィラメント糸(長繊維糸)、紡績糸(短繊維糸)のいずれであってもよい。さらに、混繊糸、混紡糸、引き揃え糸、交撚糸など、様々な形態をとり得る。
【0050】
前記のように、熱融着性成分(繊維)と非熱融着性成分(繊維)との組み合わせは、目的や具体的用途に応じて適宜選択すればよいが、例えば、車両内装材用織物の場合、機械的強度が最重視され、ともにポリエステルが選択される。低融点ポリエステル(共重合ポリエチレンテレフタレート)とレギュラーポリエステル(ポリエチレンテレフタレート)である。
【0051】
次に、重視されるのが、熱融着性成分である低融点ポリエステルの融点である。レギュラーポリエステルの融点は通常260℃であるとされ、低融点ポリエステルの融点は通常190℃であるとされる。一方、レギュラーポリエステルの機械的強度を損なわないためには、熱処理温度を、230℃以下、好ましくは210℃以下、より好ましくは200℃以下の温度に設定するのがよい。通常の延伸された低融点ポリエステルの場合、190℃程度の温度で熱処理すれば、理論上は熱融着性を発揮するが、織物組織の中に潜り込んでしまうと、熱が行き渡らず、糸条同士の融着固定が不十分になる。そのため、熱融着性成分として、より融点の低いポリエステルを選択することが好ましく、共重合ポリエチレンテレフタレートの半延伸繊維として入手可能な単成分繊維が特に好ましい。この場合の融点は170℃である。
【0052】
すなわち、糸条Aは、共重合ポリエチレンテレフタレート半延伸繊維(熱融着性単成分繊維)と、ポリエチレンテレフタレート繊維(非熱融着性繊維)とから構成されることが特に好ましい。
【0053】
1−2.非熱融着糸
表層10を構成する緯糸1の少なくとも一部には、熱融着性成分を一部に含んでなる糸条Aが用いられるが、本発明の効果を損なわない限り、非熱融着糸、すなわち、非熱融着性繊維のみからなる糸条を一部に用いてもよい。非熱融着糸を一部に用いることにより、機械的強度や伸び性、風合いをより一層良好ならしめることができる。
【0054】
また、糸条Aとは染色性の異なる糸条(すなわち、熱融着性複合繊維の非熱融着性成分や、非熱融着性繊維の素材と異なる)や、異色の先染糸・原着糸を、効果的に配することにより、意匠性を高めることができる。なお、糸条Aにおいても、繊維の組み合わせによって異色効果を得ることは可能であるが、コストの点から、現実的ではない。
【0055】
非熱融着性繊維については、先述の「1−1.(2)非熱融着性繊維」の項に記載のものと同じである。非熱融着糸の繊度(総繊度)は、織糸として製織可能な通常の繊度(30〜2400dtex)のものを用いることができ、その目的や具体的用途に応じて適宜選択される。
【0056】
例えば、車両内装材用織物の場合には、30〜1400dtexであることが好ましく、50〜1000dtexであることがより好ましい。繊度が30dtexに満たないと、車両内装材用織物として十分な機械的強度が得られない虞がある。繊度が1400dtexを超えると、目付が大きくなり、コストが高くなる虞がある。
【0057】
非熱融着糸は、その目的や具体的用途に応じて、フィラメント糸(長繊維糸)、紡績糸(短繊維糸)のいずれであってもよい。さらに、フィラメント糸は、必要に応じて撚りをかけてもよいし、仮撚加工や流体撹乱処理などにより、捲縮性や伸縮性、嵩高性を付与してもよい。なかでも、伸び性の点から、捲縮性を有する糸条であることが好ましい。
【0058】
2.裏層を構成する緯糸
裏層20を構成する緯糸2には、潜在捲縮糸、すなわち、潜在捲縮性繊維からなる糸条が用いられる。
【0059】
ここで、潜在捲縮性とは、熱を加えることにより捲縮を発現する性質をいう。その限りにおいて、潜在捲縮性繊維は、熱処理前より、いくらかの捲縮を発現していてもよい。また、潜在捲縮性繊維は、その性質上、長繊維である。
【0060】
潜在捲縮性繊維としては、例えば、熱収縮性の異なる2つの成分を、サイドバイサイド型や偏心芯鞘型に接合した複合繊維や、延伸加工により潜在捲縮性を付与してなる繊維を挙げることができる。
【0061】
潜在捲縮性繊維の素材は、紡糸可能で、潜在捲縮性を付与し得るものである限り特に限定されないが、機械的強度や耐熱性、耐光性などの点から、合成繊維が好ましく、ポリエステルがより好ましく、ポリエチレンテレフタレート、またはポリエチレンテレフタレートを一成分とする複合繊維が特に好ましい。
【0062】
例えば、サイドバイサイド型または偏心芯鞘型複合繊維である場合は、高収縮成分/低収縮成分の組み合わせとして、ポリトリメチレンテレフタレート/ポリエチレンテレフタレートの組み合わせが特に好ましい。また、延伸加工により潜在捲縮性を付与してなる繊維である場合は、ポリエチレンテレフタレートが特に好ましく、複合繊維である場合はポリエチレンテレフタレートを一成分とするものが好ましい。
【0063】
ここで、延伸加工により潜在捲縮性を付与してなる繊維について補足すると、合成繊維などの熱可塑性繊維には、結晶領域と非結晶領域が混在しており、これを軟化点以上の温度、例えば、70〜110℃で加熱延伸することにより、非結晶領域の配向性が向上し、強度を増す。同時に、繊維の長手方向に部分的な内部歪が生じる。そして、延伸温度よりも高い温度で熱処理することにより、緊張状態にある繊維が歪を解消して元に戻ろうとする力と、繊維自体が熱により縮もうとする力とが加わり、捲縮が発現するのである。延伸加工を施す繊維は、未延伸繊維に限らず、半延伸繊維あるいは延伸繊維であってもよい。本発明においては、半延伸繊維を用いる方が、さらなる延伸により内部歪を大きくすることができ、結果として高い捲縮を発現させることができるため、好ましい。なお、延伸加工と同時に仮撚加工を施すことも可能である。前記の通り、潜在捲縮性繊維は、熱処理により捲縮を発現する限り、熱処理前よりわずかの捲縮を発現していてもよいが、通常の仮撚加工により捲縮が顕在化されている繊維とは区別される。
【0064】
潜在捲縮性繊維の断面形状は特に限定されるものではなく、通常の丸型であっても、異型であってもよい。
【0065】
潜在捲縮性繊維の繊度(単繊維繊度)は、通常の繊度(0.5〜10dtex)のものを用いることができ、その目的や具体的用途に応じて適宜選択される。
【0066】
例えば、車両内装材用織物の場合には、0.5〜5dtexであることが好ましく、1〜5dtexであることがより好ましい。繊度が0.5dtexに満たないと、捲縮が十分に発現せず、十分な伸び性が得られない虞がある。繊度が5dtexを超えると、紡糸上の工程負荷が大きくなり、コストが高くなる虞がある。
【0067】
潜在捲縮糸の繊度(総繊度)は、通常の繊度(30〜5000dtex)のものを用いることができ、その目的や具体的用途に応じて適宜選択される。
【0068】
例えば、車両内装材用織物の場合には、50〜3000dtexであることが好ましく、100〜2000dtexであることがより好ましい。繊度が50dtexに満たないと、捲縮が十分に発現せず、十分な伸び性が得られない虞がある。繊度が3000dtexを超えると、目付が大きくなり、コストが高くなる虞がある。
【0069】
潜在捲縮糸は、潜在捲縮性を有する長繊維からなる、フィラメント糸(長繊維糸)である。
【0070】
潜在捲縮糸の190℃における捲縮率は、95%以下であることが好ましく、60〜80%であることがより好ましい。捲縮率が95%を超えると、十分な伸び性が得られない虞がある。
【0071】
なお、捲縮率は、以下のようにして算出されるものである。試料の一端を固定し、他方の一端に繊度の1/11gの荷重をかけた状態で長さ(捲縮発現前の長さ:L1)を測定する。次いで、荷重を取り除き、試料を乾燥機中に入れて190℃で3分間熱処理する。室温に冷却後、再度、前記同様に1/11gの荷重を掛けて、長さ(捲縮発現後の長さ:L2)を測定する。試料の捲縮率を下記式により算出する。
捲縮率(%)=L2/L1×100
【0072】
3.経糸
経糸3は、例えば図2のように、表裏両層の各緯糸1及び/又は2と交差して表層および裏層を構成するとともに、表層10及び裏層20の双方の緯糸1,2に対して組織に応じた所定の個所で浮き沈みして交錯し組織を組むように製織されることにより、表層10と裏層20を接結し、本発明の織物、例えば、経方向に延びる筒状の袋部4が接結部5を介して多数並列した織物を形成している。
【0073】
経糸は、特に限定されるものではなく、通常の糸条を用いることができる。具体的には、先述の「1−2.非熱融着糸」の項に記載したものと同じである。
【0074】
4.表層
表層10は、表層10を構成する緯糸1と、経糸3とからなる。表層10を構成する緯糸1の少なくとも一部には、熱融着性成分を一部に含んでなる糸条Aが用いられるが、本発明の効果を損なわない限り、非熱融着性繊維のみからなる糸条(非熱融着糸)を一部に用いてもよい。例えば、後述するように、表層10を二重組織にするとき、表層10の表面に現れない裏糸として非熱融着糸を用いることができる。これに限らず、非熱融着糸を表糸として用いてもよい。また、表層10を一重組織とし、非熱融着糸を規則的に、例えば交互に配することも可能である。
【0075】
表層の織組織は特に限定されるものではなく、例えば、三元組織である平織、斜文織、朱子織;これら三元組織の変化組織;はち巣織、ハック織、模しゃ織、なし地織などの特別組織;さらにこれらを2種以上組み合わせた混合組織などを挙げることができる。なかでも、任意の場所に糸条Aを配置することができ、熱融着性の調節が容易であるという点から、平織またはその変化組織、斜文織、朱子織であることが好ましい。袋部4と接結部5で織組織を変化させることもできる。
【0076】
さらに、表層を構成する緯糸として、熱融着性成分を一部に含んでなる糸条Aと、非熱融着性繊維のみからなる非熱融着糸とを用いる場合、表層10を二重組織(例えば、緯二重組織)にすることもできる(図示せず)。このような織組織にしておくことにより、織物としての風合いや意匠性、立体感をさらに良好に保持できる。
【0077】
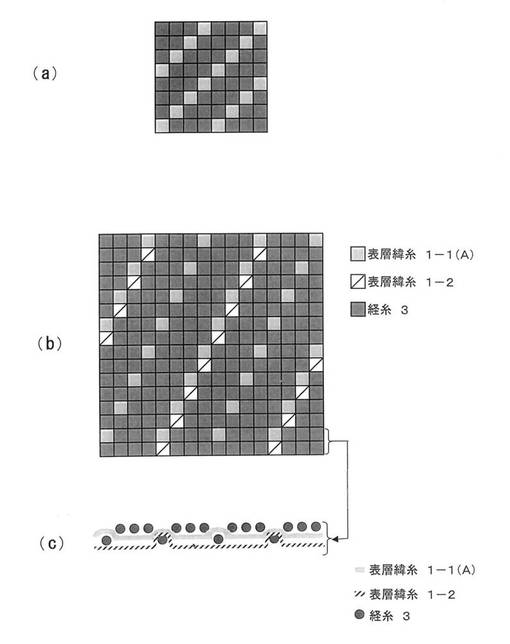
図4は、表層10、特に袋部に利用する織組織の一例を示している。この織組織は、同図(a)に示す斜文織(綾織)の緯二重組織であり、同図(b)の実際の構成上の組織図、同図(c)の緯糸に沿う方向での略示断面図に示すように製織される。この織組織の場合において、表層緯糸1として2種の糸条、すなわち、熱融着性成分を一部に含んでなる糸条A(表層緯糸1−1)と、裏糸としての非熱融着糸(表層緯糸1−2)とを配している。同図(a)(b)の組織図において、各方眼の一つが経糸と緯糸との交錯点を示し、このうち濃いグレーの方眼は、緯糸が沈み経糸3が見えているところ、淡いグレーの方眼は経糸3が沈み緯糸1−1が見えているところを示し、さらに同図の(b)における斜線の入った方眼は緯糸1−2が経糸3の上側に存在するところ(実際には同図の(a)のように隠れて見えない)を示している。
【0078】
表層を構成する緯糸の本数に占める糸条Aの本数の割合は、25%以上であることが好ましく、33%以上であることがより好ましく、50%以上であることがさらに好ましい。この割合が25%に満たないと、糸条同士の融着固定が不十分となり、目ズレやホツレが生じる虞がある。また、糸条Aは、この割合を満たしつつ、全体として均一に分布していることが目ズレやホツレ防止の効果の点から好ましい。
【0079】
5.裏層
裏層20は、裏層20を構成する緯糸2と、経糸3とからなる。裏層20を構成する緯糸2には、前述の潜在捲縮糸が用いられる。
【0080】
裏層の織組織は特に限定されるものではなく、例えば、三元組織である平織、斜文織、朱子織;これら三元組織の変化組織;はち巣織、ハック織、模しゃ織、なし地織などの特別組織;さらにこれらを2種以上組み合わせた混合組織などを挙げることができる。袋部4と接結部5で織組織を変化させることもできる。なかでも、袋部4の織組織としては、潜在捲縮糸の潜在捲縮性を発現させるのに好適で、優れた伸び性を具備することができるという点から、組織点すなわち経糸と緯糸の交錯点の少ない組織であることが好ましく、特には図2のように、表層10と離間した裏層20では経糸と緯糸の交錯による組織を組まない、つまり交錯点のない飛びっぱなし(浮き)の組織であることがより好ましい。
【0081】
例えば、図2のように緯方向に並列して袋部4を形成する場合、緯糸2は、袋部4の幅に相当する裏層20の部分で飛ばして、隣接する袋部4,4間の接結部5の個所でのみ経糸3と交錯するように製織される。すなわち、図2に示すように、接結部5では、経糸3が表層10及び裏層20の双方の緯糸1,2に対して交錯して、表裏両層10,20を接結するように製織される。したがって、接結部5を除く袋部4の幅に相当する部分の緯糸2の長さ分が経糸3に対して交錯しない浮きの組織で製織される。
【0082】
これにより、裏層20の緯糸2に使用される潜在捲縮糸は、熱処理により捲縮を発現し、見かけの長さが短くなる。特に、前記接結部5以外の袋部4に相当する部分では緯糸2(潜在捲縮糸)が経糸3と交錯していないために、捲縮発現が良好になされる。このとき、表層10を構成する緯糸(糸条Aを含む)の長さとの関係において、潜在捲縮糸の捲縮発現後の長さを1としたとき、表層10を構成する緯糸1の長さは、1.05以上であることが好ましく、1.1以上であることがより好ましい。すなわち、裏層20を構成する緯糸2よりも、表層10を構成する緯糸1が長くなり、例えば、袋部4の表層10の部分が円弧状に膨らんだ状態になる。この緯糸1の緯糸2に対する長さの比率が1.05に満たないと、十分な伸び性が得られない虞がある。前記のように緯糸2が袋部4の幅に相当する部分で経糸3とは交錯しないで裏面側に浮いた組織で製織することにより、緯糸2の捲縮発現が良好になされ、十分な伸び性を得ることができる。
【0083】
袋部4の幅に相当する前記潜在捲縮糸の捲縮発現後の浮きの長さは、2〜20mmであることが好ましく、3〜10mmであることがより好ましい。浮きの長さが2mmに満たないと、十分な伸び性が得られない虞がある。浮きの長さが20mmを超えると、十分な機械的強度が得られない虞がある。
【0084】
表層を構成する緯糸の本数と裏層を構成する緯糸の本数との比率は、表層を構成する緯糸の本数1に対して、裏層を構成する緯糸の本数は、1/8(8分の1)〜1/1であることが好ましく、1/8〜1/2であることがより好ましく、1/8〜1/4であることがさらに好ましい。この比率が1/8に満たないと、十分な伸び性が得られない虞がある。この比率が1/1を超えると、コストが高くなる虞がある。
【0085】
接結部5については、例えば図2のように、1本以上、好ましくは2本以上の経糸3が主として互い違いに、表裏両層10,20の緯糸1,2に対して浮き沈みし交錯して組織を組むことで、表裏両層10,20を接結するものである。接結部5の幅は、任意に設定できるが、広くなりすぎると、緯糸2の浮きの組織の袋部4での捲縮の効果が小さくなり、立体感が低下したり、十分な伸び性が得られなかったりする虞がある。また、経糸3が緯糸1,2に対して交錯して表裏両層を接結する位置を順次横にずらせることにより、接結部5が斜めに延びる組織、例えば表層10の斜文線と同方向に延びる組織とすることができる。このように接結部5の位置や形状を袋部4の配置や織柄に応じて変化させることもできる。
【0086】
密度(織密度)は、製織可能な通常の密度(経糸:10〜300本/2.54cm、緯糸:10〜200本/2.54cm)であることができ、その目的や具体的用途に応じて適宜選択される。
【0087】
例えば、車両内装材用織物の場合には、経糸密度が30〜300本/2.54cm、緯糸密度が30〜230本/2.54cmであることが好ましく、経糸密度が40〜200本/2.54cm、緯糸密度が40〜180本/2.54cmであることがより好ましい。密度が下限値に満たないと、車両内装材用織物として十分な機械的強度が得られない虞がある。密度が上限値を超えると、織物として製織できなかったり、コストが高くなったりする虞がある。
【0088】
6.製造方法
本発明の織物は、例えば、以下の方法により製造することができる。まず、前記のような表層緯糸1,裏層緯糸2及び経糸3を使用した織物を定法により、所定の織組織で製織する。
【0089】
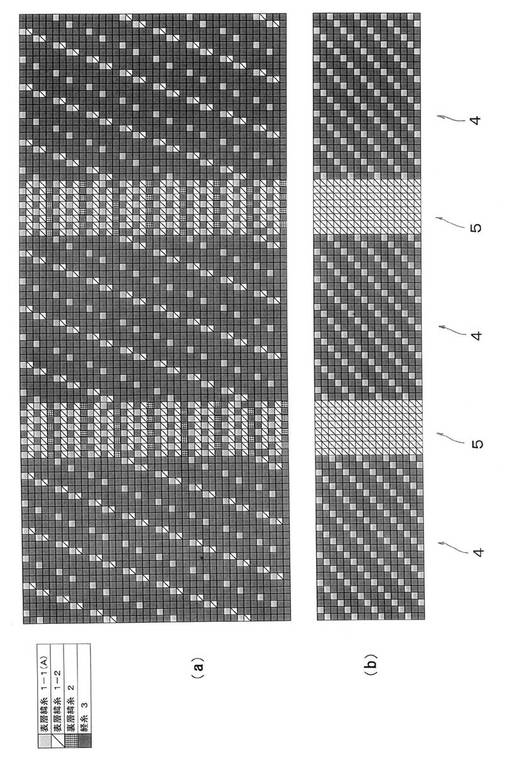
例えば、図5〜図7は、それぞれ表層10の構成において、緯糸1として糸条Aと非熱融着糸との2種の糸条を用いた図4の織組織の斜文織を適用し、表層10と裏層20が離間している袋部4を並列して形成した織物の構成例を示している。図5〜図7の各図の(a)は、裏層緯糸2を含む実際の構成上の組織図を示し、また各図の(b)は製織された織物の表面外観のイメージ図を示している。なお、製織された織物の緯糸に沿う方向での断面において、袋部4と接結部5の部分における2種の表層緯糸1−1,1−2と、裏層緯糸2と、経糸3との浮き沈みの状態を断面で示すと、例えば図8のようになる。
【0090】
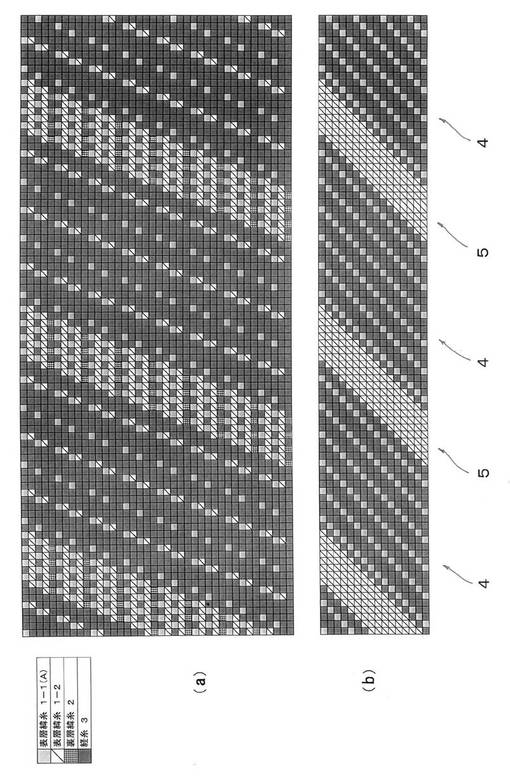
また、図5〜図7の(a)の構成上の組織図において、図4の場合と同様に、各方眼の一つが経糸と各緯糸との交錯点を示し、このうち濃いグレーの方眼は緯糸が沈み経糸3が見えているところ、淡いグレーの方眼は経糸3が沈み表層緯糸1−1が見えているところを示し、斜線の入った方眼は表層緯糸1−2が経糸3の上側に存在するところ(袋部では表層緯糸1−2が裏糸になるため、実際には隠れて見えない)を、縦横の格子線が入った方眼は裏層緯糸2が経糸3の上側に存在するところ(実際には隠れて見えない)を示している。製織された織物では、各図の(b)のように、袋部4では主として経糸3と表層緯糸の1種である緯糸1−1が表層10の表面に現れて斜文織を構成する。また、接結部5では、表層緯糸1−2が交錯点のない飛びっぱなしの組織を構成する。接結部でも、経糸3が表面に一部現れるが、各図の(b)ではこれを省略し、全体的なイメージ図を示している。なお、袋部4の裏層20では裏層緯糸2が飛びっぱなしの組織を構成する。言うまでもないが、本発明の織物の織組織は、図5〜7の組織には限定されるものではない。
【0091】
これらの組織図のように、表層10と裏層20を所要の個所で経糸3により接結するとともに、接結部5以外の表裏両層10,20が離間している部分を筒状の袋部4として緯方向(緯糸に沿う方向)に並列して形成するように製織する。
【0092】
次いで、熱処理を施すことにより、裏層の緯糸2に用いた潜在捲縮糸の捲縮を発現させる。次いで、通常は、より高温の熱処理を施すことにより、緯糸1に用いた熱融着性成分を一部に含んでなる糸条Aの熱融着性成分を溶融させ、糸条同士を融着固定させる。すなわち、糸条Aの熱融着成分の溶融により、緯糸1と経糸3の交錯点において糸条同士を融着固定させる。図のように多数の袋部4が接結部5を介して緯方向に並列して形成されている場合においては、接結部5だけでなく、袋部4の表層の部分においても糸条同士が融着固定されることになり、織物組織が安定し、糸ズレやホツレの発生を抑制できる。
【0093】
前記の熱処理には、ヒートセッターなど幅調整の可能な公知の装置を特に制限なく用いることができる。
【0094】
捲縮発現のための熱処理温度は、潜在捲縮糸を構成する潜在捲縮性繊維の捲縮発現温度に応じて適宜設定すればよいが、例えば、潜在捲縮性繊維がポリトリメチレンテレフタレート/ポリエチレンテレフタレートの組み合わせからなるサイドバイサイド型または偏心芯鞘型複合繊維である場合の熱処理温度は、130〜180℃であることが好ましく、140〜170℃であることがより好ましい。また、ポリエチレンテレフタレート半延伸繊維を延伸して得られる潜在捲縮性繊維である場合の熱処理温度もまた、130〜180℃であることが好ましく、140〜170℃であることがより好ましい。
【0095】
熱処理時間は、1〜10分間であることが好ましく、3〜5分間であることがより好ましい。
【0096】
熱処理条件が下限値に満たないと、捲縮が十分に発現しない虞がある。熱処理条件が上限値を超えると、風合いが硬くなる虞がある。
【0097】
融着固定のための熱処理温度は、糸条Aを構成する熱融着性成分(繊維)と非熱融着性成分(繊維)の融点に応じて適宜設定すればよいが、例えば、糸条Aが、共重合ポリエチレンテレフタレート半延伸繊維とポリエチレンテレフタレート繊維とから構成される場合の熱処理温度は、180〜210℃であることが好ましく、190〜200℃であることがより好ましい。また、熱処理時間は、0.5〜10分間であることが好ましく、1〜3分間であることがより好ましい。熱処理条件が下限値に満たないと、糸条同士の融着固定が不十分となり、目ズレやホツレが生じる虞がある。処理条件が上限値を超えると、風合いが硬くなる虞がある。
【0098】
選択する潜在捲縮性繊維や熱融着性繊維の組み合わせによっては、捲縮発現のための熱処理と、融着固定のための熱処理を、同時に行うことも可能である。
かくして、本発明の織物を得ることができる。
【実施例】
【0099】
以下、実施例により本発明をさらに詳しく説明するが、本発明は以下の実施例に限定されるものではない。また、得られた織物の評価は以下の方法に従った。
【0100】
[目ズレ]
幅50mm、長さ150mmの試験片を、経方向および緯方向からそれぞれ3枚ずつ採取し、図3のように該試験片30の長さ方向中央部の位置を実線31、32で示すようにカットする。
これを、引張試験機(オートグラフAG−1、株式会社島津製作所製)を用いて、つかみ間隔70mm、速度200mm/分の条件で引張り、試験片中央部の実線31のカット線における7mm幅の非カット部分33の糸抜け時または糸切れ時の最大荷重を求める。3点のうちの最大値について、以下の基準に従って評価した。なお、以下の基準は、40Nに満たない荷重で糸抜けや糸切れを生じる織物は、目ズレを起こしやすくなることから設定した。
○:45N以上
△:40N以上、45N未満
×:40N未満
【0101】
[ホツレ]
200mm四方の試験片を1枚採取し、試験片の外側の短い糸(試験片の辺の長さに満たない糸)を取り除く。次いで、一番外側の経糸の位置に合わせて、該経糸が試験片の辺となるように緯糸をカットする。次いで、針を用いて一番外側の経糸を引き出し、その位置に印を付ける。
試験片の経糸を引き出した辺が下になるように、試験片の上部を固定し、引き出した経糸に3gの錘を取り付け、30秒間後のホツレ量を測定する。
緯糸についても同様に測定を行い、以下の基準に従って評価した。
○:5mm以下
△:5mm超え、6mm以下
×:6mm超え
【0102】
[風合い]
試験片の風合いを官能評価し、以下の基準に従って評価した。
○:柔らかい
△:やや硬い
×:硬い
【0103】
[定荷重伸び率]
幅80mm、長さ250mmの試験片を、経方向、緯方向およびバイアス方向からそれぞれ3枚ずつ採取する。試験片には、長さ方向の中央部に100mm間隔の標線を記す。かかる試験片につき、マルテンス形定荷重伸び試験装置(株式会社大栄科学精器製作所製)を用い、試験片の一端を上側のつかみ具でつかむ。次いで、つかみ間隔が150mmとなるように、試験片の他端を下側のつかみ具でつかみ、10kgの荷重を加える(つかみ具の重量を含む)。10分放置後の標線間の距離(L)を測定し、次式によって定荷重伸び率(%)を求める。
定荷重伸び率(%)={(L−100)/100}×100
3点のうちの最大値について、以下の基準に従って評価した。
○:5%以上
△:3%以上、5%未満
×:3%未満
【0104】
[実施例1]
経糸3として、220dtex/72fの原着(黒)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)を用い、表層緯糸1に2種の糸条、すなわち表層緯糸1−1として、167dtex/48fの原着(黒)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)と、56dtex/12fの共重合ポリエチレンテレフタレート半延伸熱融着糸(熱融着性単成分繊維糸、融点:170℃)との交撚糸(糸条Aに相当)を、表層緯糸1−2として、167dtex/36fの先染(青)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)をそれぞれ使用し、さらに、裏層緯糸2として、660dtex/144fの原着(黒)ポリエチレンテレフタレート潜在捲縮・仮撚加工糸(融点:260℃、190℃における捲縮率:70%)を用い、経糸密度124本/2.54cmのジャガード織機により、図5(a)に示す織組織に従い、表層が緯二重組織であって袋部で斜文織をなす織組織で製織するとともに、緯方向に所要の間隔をおいて経糸3を表層緯糸1と裏層緯糸2の双方に交錯させて接結する組織で製織し、図5(b)に示されるような表面外観を有する生機を得た。このとき、表層緯糸1−1と表層緯糸1−2と裏層緯糸2の本数の比率は2:2:1とした。また、幅を150cm、緯糸密度(総密度)を100本/2.54cmとした。
次いで、生機を、ヒートセッターにより150℃で1分間熱処理(捲縮発現処理)して130cm幅に加工した。次いで、ヒートセッターにより190℃で3分間熱処理(融着固定処理)して、実施例1の織物を得た。
得られた織物の、経糸密度は143本/2.54cm、緯糸密度は105本/2.54cmであった。
また、裏層緯糸2の捲縮発現後の長さに対する表層緯糸1の長さの比率は1.1であった。
また、裏層緯糸2の捲縮発現後の浮きの長さは5mmであった。
評価結果を表1に示す。目ズレやホツレの発生がなく、かつ、風合い、伸び性の良好なものであった。
【0105】
[実施例2]
表層緯糸1−1として、167dtex/48fの原着(黒)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)と、56dtex/12fの共重合ポリエチレンテレフタレート/ポリエチレンテレフタレート芯鞘型熱融着糸(熱融着性複合繊維糸、重量比:50/50、融点:190℃/260℃)との交撚糸(糸条Aに相当)を用いた以外は、実施例1と同様にして製織し、表層が緯二重組織をなす生機を得た。
次いで、実施例1と同様に捲縮発現処理および融着固定処理して、実施例2の織物を得た。
得られた織物の幅、密度、裏層緯糸2と表層緯糸1の長さの比率、裏層緯糸2の浮きの長さは、実施例1と同じであった。
評価結果を表1に示す。表層緯糸1−1の熱融着性繊維として複合繊維を用いたため、糸条同士の融着固定がやや不十分となり、目ズレやホツレの発生がやや認められた。
【0106】
[実施例3]
表層緯糸1−1として、167dtex/48fの原着(黒)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)と、56dtex/12fの共重合ポリエチレンテレフタレート/ポリエチレンテレフタレート芯鞘型熱融着糸(熱融着性複合繊維糸、重量比:50/50、融点:190℃/260℃)との交撚糸(糸条Aに相当)を用いた以外は、実施例1と同様にして製織し、表層が緯二重組織をなす生機を得た。
次いで、実施例1と同様に捲縮発現処理した後、融着固定のための熱処理を210℃で3分間の条件で行い、実施例3の織物を得た。
得られた織物の幅、密度、裏層緯糸2と表層緯糸1の長さの比率、裏層緯糸2の浮きの長さは、実施例1と同じであった。
評価結果を表1に示す。表層緯糸1−1の熱融着性繊維として複合繊維を用いた生機に対し、高温で熱処理して糸条同士を融着固定しているため、風合いがやや硬いものであった。
【0107】
[実施例4]
実施例1と同様の糸使いで、経糸密度124本/2.54cmのジャガード織機により図6(a)に示す織組織に従って製織し、表層が緯二重組織をなす生機を得た〔表面外観は図6(b)を参照〕。このとき、表層緯糸1−1と表層緯糸1−2と裏層緯糸2の本数の比率は2:2:1とした。また、幅を150cm、緯糸密度(総密度)を100本/2.54cmとした。
次いで、実施例1と同様に捲縮発現処理および融着固定処理して、実施例4の織物を得た。
得られた織物の幅、密度、裏層緯糸2と表層緯糸1の長さの比率、裏層緯糸2の浮きの長さは、実施例1と同じであった。
評価結果を表1に示す。目ズレやホツレの発生がなく、かつ、風合い、伸び性の良好なものであった。
【0108】
[実施例5]
裏層緯糸2として、330dtex/72fの原着(黒)ポリエチレンテレフタレート潜在捲縮・仮撚加工糸(融点:260℃、190℃における捲縮率:70%)を用いた以外は実施例1と同様の糸使いで、経糸密度124本/2.54cmのジャガード織機により図7(a)に示す織組織に従って製織し、表層が緯二重組織をなす生機を得た〔表面外観は図7(b)を参照〕。このとき、表層緯糸1−1と表層緯糸1−2と裏層緯糸2の本数の比率は4:4:1とした。また、幅を150cm、緯糸密度(総密度)を90本/2.54cmとした。
次いで、実施例1と同様に捲縮発現処理(ただし、140cm幅に加工)および融着固定処理して、実施例5の織物を得た。
得られた織物の、経糸密度は133本/2.54cm、緯糸密度は95本/2.54cmであった。
また、裏層緯糸2の捲縮発現後の長さに対する表層緯糸1の長さの比率は1.03であった。
また、裏層緯糸2の捲縮発現後の浮きの長さは5.3mmであった。
評価結果を表1に示す。裏層緯糸2として繊度が小さい潜在捲縮糸を用い、かつ、裏層緯糸2の比率を低くしたため、捲縮が十分に発現せず、他の実施例に比して伸び性がやや劣るものであった。
【0109】
[比較例1]
裏層緯糸2を用いない以外は実施例1と同様の糸使いで、経糸密度124本/2.54cmのジャガード織機により図9(a)に示す織組織に従って製織し、緯二重組織をなす生機を得た〔表面外観は図9(b)を参照〕。このとき、表層緯糸1−1と表層緯糸1−2の本数の比率は1:1とした。また、幅を150cm、緯糸密度(総密度)を80本/2.54cmとした。
次いで、実施例1と同様の条件で融着固定処理(このとき、140cm幅に加工)のみを行い、比較例1の織物を得た。
得られた織物の、経糸密度は133本/2.54cm、緯糸密度は84本/2.54cmであった。
評価結果を表2に示す。袋部を有さない織組織(実施例1の表層に相当する)であるため、伸び性が劣るものであった。
【0110】
[比較例2]
表層緯糸1−1として、167dtex/48fの原着(黒)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)の単糸を用いた以外は、実施例1と同様にして製織し、表層が緯二重組織をなす生機を得た。
次いで、実施例1と同様の条件で捲縮発現処理のみを行い、比較例2の織物を得た。
得られた織物の幅、密度、裏層緯糸2と表層緯糸1の長さの比率、裏層緯糸2の浮きの長さは、実施例1と同じであった。
評価結果を表2に示す。表層緯糸1−1が熱融着性繊維を含まないため、目ズレやホツレの発生が認められた。
【0111】
[比較例3]
裏層緯糸2として、330dtex/72fの原着(黒)ポリエチレンテレフタレート糸(非捲縮糸、融点:260℃、190℃における捲縮率:100%)を用いた以外は、実施例1と同様にして製織し、表層が緯二重組織をなす生機を得た。
次いで、実施例1と同様の条件で融着固定処理(このとき、140cm幅に加工)のみを行い、比較例3の織物を得た。
得られた織物の、経糸密度は133本/2.54cm、緯糸密度は105本/2.54cmであった。
また、裏層緯糸2(非捲縮糸)の長さ1に対する表層緯糸1の長さの比率は1であった。
また、裏層緯糸2(非捲縮糸)の浮きの長さは5.5mmであった。
評価結果を表2に示す。裏層緯糸2として非捲縮糸を用いたため、伸び性が劣るものであった。
【0112】
【表1】

【0113】
【表2】
【0114】
上記から明らかなように、本発明の実施例1〜5は、いずれも、表層緯糸の少なくとも一部に熱融着性成分を一部に含んでなる糸条Aを用い、裏層緯糸に潜在捲縮糸を用いたことにより、比較例1〜3に比して、伸び性、特には緯方向の伸び性に優れるとともに、目ズレやホツレが生じにくいものであった。
【符号の説明】
【0115】
1…表層を構成する緯糸
2…裏層を構成する緯糸
3…経糸
4…袋部
5…接結部
10…表層
20…裏層
A…熱融着成分を一部に含んでなる糸条
【技術分野】
【0001】
本発明は織物に関する。詳しくは伸び性に優れるとともに、目ズレやホツレが生じにくい織物に関するものである。
【背景技術】
【0002】
経糸と緯糸の直線的な組み合わせからなる織物は、その組み合わせ方や、用いる糸条の形状、素材などにより、様々な種類の織物を設計することが可能であり、衣料のみならず、インテリア資材、車両内装材などの分野で幅広く用いられている。かかる織物は、その性質上、経糸や緯糸の一部がずれやすく、本来、等間隔で配されるべき経糸同士あるいは緯糸同士の間隔が、部分的に広くなったり、逆に狭くなったりするという欠点(目ズレ)が生じやすい。加えて、裁断端部から糸が解れてくるという欠点(ホツレ)もある。
【0003】
このような問題に対し、例えば、ポリウレタン樹脂、ポリビニルアルコール樹脂などを付与して織目を固定する方法が古くから行われてきた。しかしながら、織目を固定することにより伸び性が失われるため、用途によっては、受け入れがたいものであった。ルーズな編目からなる編物と比較して、織物は、本来伸びにくい構造のものではあるが、用途によって、一定のスペックをクリアする必要がある。また、軽量化やコストダウン、環境負荷の点からも、樹脂を用いずに、目ズレやホツレを防止する方法が求められている。
【0004】
織組織の改良により、目ズレやホツレを防止しようとする試みも提案されている。例えば、特許文献1には、絡み織組織の織物を、特定の糸条(例えば、毛羽や膨らみにより目ズレを抑制する効果のある糸条)を用いて、特定の糸密度で構成することにより、目ズレを防止した織物が記載されている。また、特許文献2には、同じく絡み織物のカバーファクターを特定の範囲とすることにより、目ズレを防止した織物が記載されており、仮撚加工糸や潜在捲縮糸などを用いることにより、ストレッチ性を付与することができると説明されている。しかしながら、絡み織組織に特有の目の粗さや、透け感により、用途が著しく限定され、例えば車両内装材としては適さないものであった。
【0005】
熱融着性繊維の使用により、目ズレやホツレを防止しようとする試みも多数提案されている。例えば、特許文献3には、特定のポリマーを熱接着性成分とする繊維を混繊してなる混繊糸を少なくとも一部に用いて織編物となし、該織編物を、前記ポリマーの融点よりも10℃以上高く、かつ、他の繊維の融点よりも低い温度で熱処理することにより、目ズレやホツレを防止することができることが記載されている。また、特許文献4には、高融点ポリエステルを芯部に、低融点ポリエステルを鞘部に配してなる芯鞘型複合繊維と、高融点ポリエステル繊維とを混紡して得られる紡績糸を少なくとも一部に用いて布帛(織物を含む)となし、該布帛を、芯鞘型複合繊維の鞘部に配した低融点ポリエステルのみが溶融する温度で熱処理することにより、ホツレを防止することができることが記載されている。しかしながら、このようにして得られる布帛もまた、布帛全体にわたって熱融着性繊維が融着することにより、糸条同士の自由度が完全に失われ、伸び性が失われるという問題を抱えていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平08−144152号公報
【特許文献2】特開2005−105455号公報
【特許文献3】特開平04−100946号公報
【特許文献4】特開平05−321035号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、かかる現状に鑑みてなされたもので、伸び性に優れるとともに、目ズレやホツレが生じにくい織物を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、表層を構成する緯糸と、裏層を構成する緯糸と、表層及び裏層を構成するとともに所要の個所で表裏両層を接結する経糸とからなる多重組織の織物であって、表層を構成する緯糸の少なくとも一部に、熱融着性成分を一部に含んでなる糸条Aを用い、裏層を構成する緯糸に潜在捲縮糸を用いて製織され、製織後の熱処理により、表層の緯糸に用いた糸条Aの熱融着性成分により糸条同士が融着固定されるとともに、裏層の緯糸に用いた潜在捲縮糸の捲縮発現により緯方向に伸び性が付与されてなることを特徴とする。これにより、伸び性を保持しながら、目ズレやホツレの発生が防止される。
【0009】
前記の織物において、裏層を構成する緯糸の捲縮発現後の長さに対する表層を構成する緯糸の長さの比率が1.05以上であるものとする。そのため、裏層を構成する緯糸には190℃における捲縮率が95%以下である潜在捲縮糸を用いるのが好ましく、これにより、目的とする伸び性を保有できることになる。
【0010】
前記の織物において、表裏両層が離間した袋部を緯方向に並列して形成するように、所要の間隔をおいて表裏両層が経糸により接結されてなるものとする。これにより、各袋部における表層には裏層の捲縮により僅かに膨らみが生じることになり、立体感(ボリューム感)を有するものになる。
【0011】
前記の織物において、袋部において表層と離間した裏層を構成する緯糸が経糸と交錯しない浮きの組織をなしているものとすることができる。これにより、裏層を構成する緯糸すなわち潜在捲縮糸の捲縮発現が確実になされ、目的とする伸び性を付与することができる。
【0012】
前記の織物において、熱融着性成分を一部に含んでなる糸条Aとしては、熱融着性成分の単成分繊維と非熱融着性繊維とを組み合わせた糸条が好ましく用いられる。なかでも、熱融着性の共重合ポリエチレンテレフタレートの半延伸繊維と、非熱融着性のポリエチレンテレフタレート繊維とを組み合わせた糸条が特に好ましく用いられる。
【0013】
また、本発明は、熱融着性成分を一部に含んでなる糸条Aとして、熱融着性成分と非熱融着性成分とから構成される熱融着性複合繊維が少なくとも一部を構成する糸条を用いることもできる。
【0014】
前記の織物において、熱融着性成分を一部に含んでなる糸条Aにおける熱融着性成分の割合は、10〜80重量%であるものとする。
【発明の効果】
【0015】
本発明によれば、伸び性に優れるとともに、目ズレやホツレが生じにくい織物を提供することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施例の織物外観を示す概略斜視図である。
【図2】同上の一部の緯糸に沿う方向の拡大略示断面説明図である。
【図3】目ズレを評価する試験に供する試験片を示す平面図である。
【図4】本発明の織物における表層の織組織の一例を示す組織図(a)と、実際の構成上の組織図(b)と、緯糸に沿う方向での略示断面図(c)である。
【図5】本発明の一実施例の織物の裏層緯糸を含む構成上の組織図(a)と、表面外観のイメージ図(b)である。
【図6】本発明の他の実施例の織物の裏層緯糸を含む構成上の組織図(a)と、表面外観のイメージ図(b)である。
【図7】本発明のさらに他の実施例の織物の裏層緯糸を含む構成上の組織図(a)と、表面外観のイメージ図(b)である。
【図8】実施例の織物の緯糸に沿う方向の一部の拡大略示断面図である。
【図9】比較例としての一重組織の織物の構成上の組織図(a)と、表面外観のイメージ図(b)である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態について、実施例を参照して詳細に説明する。
【0018】
本発明は、図1及び図2に概略を示すように、表層10を構成する緯糸1と、裏層20を構成する緯糸2と、表層10及び/又は裏層20を構成するとともに表裏両層を所要の個所で接結する経糸3とからなり、製織後に熱処理されてなる例えば二重織等の多重組織の織物である。
【0019】
図1,図2の場合は、二重織の表層10と裏層20が離間している筒状の袋部4が緯方向(緯糸に沿う方向)に並列して形成されるように、前記袋部4に相当する所要の間隔をおいて表裏両層10,20が前記経糸3により接結されて製織されている。これにより、経方向に延びる筒状の袋部4が接結部5を介して多数並列して形成されている。袋部4や接結部5の位置及び形状は、図1に限らず、種々の形態での実施が可能である。例えば、前記袋部4は、経方向に直線状に延びる筒状にするほか、経方向に対し斜めに延在する筒状にしたり、断続した筒状にしたり、袋部の幅等の形状を変化させたりすることができる。また、表層10及び裏層20の織組織についても、後述するように種々の実施が可能である。
【0020】
本発明の場合、前記表層10を構成する緯糸1の少なくとも一部には、熱融着性成分を一部に含んでなる糸条A、言い換えれば熱融着性成分と非熱融着性成分とが併存している糸条(単に糸条Aとする場合がある)を用いる。このため、製織後の熱処理により、糸条同士が融着固定され、目ズレやホツレの発生を防止することができる。
【0021】
また、裏層20を構成する緯糸2には、潜在捲縮糸、例えば190℃における捲縮率が95%以下である潜在捲縮糸を用いて、製織後の熱処理により捲縮を発現させ、伸び性を付与する。好ましくは、緯糸2の捲縮発現後の長さに対する表層10を構成する緯糸1(糸条Aを含む)の長さの比率が1.05以上であるものとする。これにより、優れた伸び性、具体的には、緯方向に5%以上の伸びを具備することができる。
【0022】
さらに、表層10の緯糸1と裏層20の緯糸2の長さが上記の関係であることにより、裏層20を構成する緯糸2の捲縮により、表層10が特に前記各袋部4の部分において円弧状に膨らむように湾曲して凸部が形成されるため、立体感に富み、意匠的にも優れた織物となる。
【0023】
以下、本発明の織物を構成する部材について、順に説明する。
【0024】
1.表層を構成する緯糸
1−1.熱融着性成分を一部に含んでなる糸条A
表層10を構成する緯糸1の少なくとも一部には、熱融着性成分を一部に含んで(非熱融着成分と併存して)なる糸条Aが用いられる。
【0025】
(1)熱融着性繊維
ここで、熱融着性成分とは、熱を加えることにより溶融し、バインダーのような働きをする成分をいい、通常の繊維の融点や分解点よりも低い融点を有する樹脂からなる。熱融着性成分は、それ単独で繊維(単成分繊維という)を構成するほか、通常の繊維成分、特には合成繊維成分との複合繊維として存在する。以下、これらを総称して「熱融着性繊維」という場合がある。
【0026】
単成分繊維は、熱融着後、繊維形状を保持することができないのに対し、複合繊維は、通常の繊維成分が残って繊維形状を保持することができる。したがって、複合繊維であると、繊維自体の機械的強度、およびこれを含んでなる糸条や織物の機械的強度を保持する上で有利である。一方、単成分繊維であると、複合紡糸の際にみられるような紡糸温度の制約がなく、広範囲に熱融着性成分を選択することができる。また、単成分繊維は、延伸繊維(FOY)と比較して、配向性が低く、非結晶性の半延伸繊維(POY)として提供することができるため、同一の熱融着性成分であっても、複合繊維と比較して融点を下げることができるという利点がある。ただし、単成分繊維の場合は、糸条の形状や機械的強度を保持するため、通常の繊維(非熱融着性繊維)と組み合わせて糸条Aとすることが求められる。複合繊維の場合は、それ単独で糸条Aとしてもよいし、通常の繊維と組み合わせて糸条Aとしてもよい。
【0027】
以下、熱融着性成分の単成分繊維を「熱融着性単成分繊維」という場合があり、通常の繊維成分との複合繊維を「熱融着性複合繊維」という場合がある。また、通常の繊維成分、特には、熱融着性複合繊維における通常の繊維成分を「非熱融着性成分」という場合があり、熱融着性成分を含まず、非熱融着性成分のみからなる通常の繊維を「非熱融着性繊維」という場合がある。
【0028】
(1−a)熱融着性複合繊維
熱融着性成分が複合繊維として存在する場合の熱融着性成分の融点は、非熱融着性成分の融点よりも50℃以上低いことが好ましい。融点の差が50℃に満たないと、非熱融着性成分を劣化させることなく熱融着性成分のみを確実に溶融し、熱融着性を発揮させることが困難な虞がある。また、同様の理由により、熱融着性複合繊維と組み合わせて糸条Aとする場合の非熱融着性繊維の融点や分解点、さらには、本発明の織物を構成する他の全ての繊維の融点や分解点よりも50℃以上低いことが好ましい。
【0029】
例えば、非熱融着性成分がポリエチレンテレフタレート(いわゆる、レギュラーポリエステルであり、融点は260℃)である場合、これと複合する熱融着性成分としては、融点が好ましくは130〜210℃、より好ましくは150〜200℃の範囲にある樹脂を選択する。ここで、融点の下限値を設定するのは、染色や乾燥などの工程で、熱融着性成分が溶融する虞があるからである。なお、非熱融着性成分は、紡糸可能な成分であることが求められる。
【0030】
熱融着性成分(低融点樹脂)/非熱融着性成分(高融点樹脂)の組み合わせとしては、例えば、共重合ポリエチレンテレフタレート(低融点ポリエステル)/ポリエチレンテレフタレート、ナイロン/ポリエチレンテレフタレート、ポリエチレン/ポリエチレンテレフタレート、ポリプロピレン/ポリエチレンテレフタレート、エチレン−プロピレン共重合体/ポリエチレンテレフタレート、エチレン−酢酸ビニル系共重合体/ポリエチレンテレフタレート、ポリエチレン/ポリプロピレン、エチレン−プロピレン共重合体/ポリプロピレン、エチレン−酢酸ビニル系共重合体/共重合ポリエチレンテレフタレートなどを挙げることができる。これらは、その目的や具体的用途に応じて適宜選択される。例えば、車両内装材用織物の場合には、機械的強度の点から、共重合ポリエチレンテレフタレート/ポリエチレンテレフタレートの組み合わせが好ましい。
【0031】
熱融着性複合繊維に占める熱融着性成分の割合は、熱融着性や機械的強度の点から、10〜90重量%であることが好ましく、20〜80重量%であることがより好ましく、40〜60重量%であることがさらに好ましい。
【0032】
熱融着性複合繊維の形態は、熱融着性成分が繊維表面の少なくとも一部に露出するように配される限り特に限定されるものではなく、例えば、芯鞘型、サイドバイサイド型、海島型、多層貼合型、放射状貼合型などを挙げることができる。なかでも、熱融着性成分を繊維表面の全部に露出させることが可能で、熱融着性を有効に利用することができるという点で、芯鞘型が好ましい。
【0033】
熱融着性複合繊維は、その目的や具体的用途に応じて、長繊維、短繊維のいずれであってもよい。また、断面形状も特に限定されるものではなく、通常の丸型であっても、異型であってもよい。
【0034】
熱融着性複合繊維の繊度(単繊維繊度)は、紡糸性の点から、0.5〜50dtexであることが好ましく、1〜30dtexであることがより好ましい。
【0035】
(1−b)熱融着性単成分繊維
熱融着性成分が単成分繊維として存在する場合、熱融着性成分(繊維そのもの)の融点は、熱融着性複合繊維について述べたのと同様の理由により、熱融着性単成分繊維と組み合わせて糸条Aとする場合の非熱融着性繊維の融点や分解点、さらには、本発明の織物を構成する他の全ての繊維の融点や分解点よりも50℃以上低いことが好ましい。
【0036】
熱融着性成分は、前記条件を満足する限り特に限定されるものではなく、典型的には、熱融着性複合繊維における熱融着性成分と同じである。すなわち、熱融着性単成分繊維(熱融着性成分)/非熱融着性繊維の組み合わせとして、例えば、共重合ポリエチレンテレフタレート(低融点ポリエステル)/ポリエチレンテレフタレート、ナイロン/ポリエチレンテレフタレート、ポリエチレン/ポリエチレンテレフタレート、ポリプロピレン/ポリエチレンテレフタレート、エチレン−プロピレン共重合体/ポリエチレンテレフタレート、エチレン−酢酸ビニル系共重合体/ポリエチレンテレフタレート、ポリエチレン/ポリプロピレン、エチレン−プロピレン共重合体/ポリプロピレン、エチレン−酢酸ビニル系共重合体/共重合ポリエチレンテレフタレートなどを挙げることができる。さらに、非熱融着性繊維は、天然繊維、再生繊維、半合成繊維であり得ることから、共重合ポリエチレンテレフタレート/綿、共重合ポリエチレンテレフタレート/レーヨン、共重合ポリエチレンテレフタレート/トリアセテートなどの組み合わせも可能である。
【0037】
前記の通り、単成分繊維は非結晶性の半延伸繊維(POY)として提供できるので、熱融着性単成分繊維の半延伸繊維を選択することにより、より低い温度で、熱融着性を発揮させることが可能である。これらは、その目的や具体的用途に応じて適宜選択される。例えば、車両内装材用織物の場合には、機械的強度の点から、共重合ポリエチレンテレフタレート繊維(熱融着性単成分繊維)とポリエチレンテレフタレート繊維(非熱融着性繊維)との組み合わせが好ましく、共重合ポリエチレンテレフタレートの半延伸繊維(熱融着性単成分繊維)とポリエチレンテレフタレート繊維(非熱融着性繊維)との組み合わせがより好ましい。
【0038】
熱融着性単成分繊維は、その目的や具体的用途に応じて、長繊維、短繊維のいずれであってもよい。また、断面形状も特に限定されるものではなく、通常の丸型であっても、異型であってもよい。
【0039】
熱融着性単成分繊維の繊度(単繊維繊度)は、融着固定による目ズレ防止性およびホツレ防止性の点から、0.5〜50dtexであることが好ましく、1〜30dtexであることがより好ましい。
【0040】
(2)非熱融着性繊維
糸条Aに使用する非熱融着性繊維、すなわち熱融着性成分が単成分繊維として存在する場合の糸条Aにおいて、熱融着性単成分繊維と併存させる非熱融着性繊維、又は、熱融着性成分が複合繊維として存在する場合の糸条Aにおいて、必要に応じて組み合わせる非熱融着性繊維について、その素材は、熱融着性成分の融点よりも高い融点または分解点を有するものである限り特に限定されるものではなく、例えば、天然繊維、再生繊維、半合成繊維、合成繊維などを挙げることができ、その目的や具体的用途に応じて適宜選択すればよい。例えば、車両内装材用織物の場合には、機械的強度や耐熱性、耐光性などの点から、合成繊維が好ましく、ポリエステルがより好ましく、ポリエチレンテレフタレートが特に好ましい。
【0041】
非熱融着性繊維は、その目的や具体的用途に応じて、長繊維、短繊維のいずれであってもよい。また、断面形状も特に限定されるものではなく、通常の丸型であっても、異型であってもよい。
【0042】
非熱融着性繊維の繊度(単繊維繊度)は、通常の繊度(0.1〜15dtex)のものを用いることができ、その目的や具体的用途に応じて適宜選択される。
【0043】
例えば、車両内装材用織物の場合には、0.3〜10dtexであることが好ましく、0.3〜5dtexであることがより好ましい。繊度が0.3dtexに満たないと、車両内装材用織物として十分な機械的強度が得られない虞がある。繊度が10dtexを超えると、車両内装材用織物として風合いが硬くなる虞がある。
【0044】
(3)糸条A
熱融着性成分が単成分繊維として存在する場合の糸条Aは、熱融着性単成分繊維と非熱融着性繊維とで構成されることが求められる。一方、熱融着性成分が複合繊維として存在する場合の糸条Aは、その構成繊維の全てが熱融着性複合繊維であってもよいし、必要に応じて、非熱融着性繊維と組み合わされていてもよい。
【0045】
熱融着性繊維と非熱融着性繊維との組み合わせ手段は、熱融着性繊維が糸条表面の少なくとも一部に露出するように配される限り特に限定されるものではなく、混繊、混紡、引き揃え、交撚などを挙げることができる。
【0046】
糸条Aに占める熱融着性繊維の割合は、熱融着性成分として、10〜80重量%であることが好ましく、15〜70重量%であることがより好ましく、25〜60重量%であることがさらに好ましい。熱融着性成分の割合が10重量%に満たないと、糸条同士の融着固定が不十分となり、目ズレやホツレが生じる虞がある。熱融着性成分の割合が80重量%を超えると、風合いが硬くなる虞がある。
【0047】
糸条Aの繊度(総繊度)は、織糸として製織可能な通常の繊度(50〜3000dtex)のものを用いることができ、その目的や具体的用途に応じて適宜選択される。
【0048】
例えば、車両内装材用織物の場合には、80〜2000dtexであることが好ましく、80〜1000dtexであることがより好ましい。繊度が80dtexに満たないと、車両内装材用織物として十分な機械的強度が得られない虞がある。繊度が2000dtexを超えると、目付が大きくなり、コストが高くなる虞がある。
【0049】
糸条Aは、その目的や具体的用途に応じて、フィラメント糸(長繊維糸)、紡績糸(短繊維糸)のいずれであってもよい。さらに、混繊糸、混紡糸、引き揃え糸、交撚糸など、様々な形態をとり得る。
【0050】
前記のように、熱融着性成分(繊維)と非熱融着性成分(繊維)との組み合わせは、目的や具体的用途に応じて適宜選択すればよいが、例えば、車両内装材用織物の場合、機械的強度が最重視され、ともにポリエステルが選択される。低融点ポリエステル(共重合ポリエチレンテレフタレート)とレギュラーポリエステル(ポリエチレンテレフタレート)である。
【0051】
次に、重視されるのが、熱融着性成分である低融点ポリエステルの融点である。レギュラーポリエステルの融点は通常260℃であるとされ、低融点ポリエステルの融点は通常190℃であるとされる。一方、レギュラーポリエステルの機械的強度を損なわないためには、熱処理温度を、230℃以下、好ましくは210℃以下、より好ましくは200℃以下の温度に設定するのがよい。通常の延伸された低融点ポリエステルの場合、190℃程度の温度で熱処理すれば、理論上は熱融着性を発揮するが、織物組織の中に潜り込んでしまうと、熱が行き渡らず、糸条同士の融着固定が不十分になる。そのため、熱融着性成分として、より融点の低いポリエステルを選択することが好ましく、共重合ポリエチレンテレフタレートの半延伸繊維として入手可能な単成分繊維が特に好ましい。この場合の融点は170℃である。
【0052】
すなわち、糸条Aは、共重合ポリエチレンテレフタレート半延伸繊維(熱融着性単成分繊維)と、ポリエチレンテレフタレート繊維(非熱融着性繊維)とから構成されることが特に好ましい。
【0053】
1−2.非熱融着糸
表層10を構成する緯糸1の少なくとも一部には、熱融着性成分を一部に含んでなる糸条Aが用いられるが、本発明の効果を損なわない限り、非熱融着糸、すなわち、非熱融着性繊維のみからなる糸条を一部に用いてもよい。非熱融着糸を一部に用いることにより、機械的強度や伸び性、風合いをより一層良好ならしめることができる。
【0054】
また、糸条Aとは染色性の異なる糸条(すなわち、熱融着性複合繊維の非熱融着性成分や、非熱融着性繊維の素材と異なる)や、異色の先染糸・原着糸を、効果的に配することにより、意匠性を高めることができる。なお、糸条Aにおいても、繊維の組み合わせによって異色効果を得ることは可能であるが、コストの点から、現実的ではない。
【0055】
非熱融着性繊維については、先述の「1−1.(2)非熱融着性繊維」の項に記載のものと同じである。非熱融着糸の繊度(総繊度)は、織糸として製織可能な通常の繊度(30〜2400dtex)のものを用いることができ、その目的や具体的用途に応じて適宜選択される。
【0056】
例えば、車両内装材用織物の場合には、30〜1400dtexであることが好ましく、50〜1000dtexであることがより好ましい。繊度が30dtexに満たないと、車両内装材用織物として十分な機械的強度が得られない虞がある。繊度が1400dtexを超えると、目付が大きくなり、コストが高くなる虞がある。
【0057】
非熱融着糸は、その目的や具体的用途に応じて、フィラメント糸(長繊維糸)、紡績糸(短繊維糸)のいずれであってもよい。さらに、フィラメント糸は、必要に応じて撚りをかけてもよいし、仮撚加工や流体撹乱処理などにより、捲縮性や伸縮性、嵩高性を付与してもよい。なかでも、伸び性の点から、捲縮性を有する糸条であることが好ましい。
【0058】
2.裏層を構成する緯糸
裏層20を構成する緯糸2には、潜在捲縮糸、すなわち、潜在捲縮性繊維からなる糸条が用いられる。
【0059】
ここで、潜在捲縮性とは、熱を加えることにより捲縮を発現する性質をいう。その限りにおいて、潜在捲縮性繊維は、熱処理前より、いくらかの捲縮を発現していてもよい。また、潜在捲縮性繊維は、その性質上、長繊維である。
【0060】
潜在捲縮性繊維としては、例えば、熱収縮性の異なる2つの成分を、サイドバイサイド型や偏心芯鞘型に接合した複合繊維や、延伸加工により潜在捲縮性を付与してなる繊維を挙げることができる。
【0061】
潜在捲縮性繊維の素材は、紡糸可能で、潜在捲縮性を付与し得るものである限り特に限定されないが、機械的強度や耐熱性、耐光性などの点から、合成繊維が好ましく、ポリエステルがより好ましく、ポリエチレンテレフタレート、またはポリエチレンテレフタレートを一成分とする複合繊維が特に好ましい。
【0062】
例えば、サイドバイサイド型または偏心芯鞘型複合繊維である場合は、高収縮成分/低収縮成分の組み合わせとして、ポリトリメチレンテレフタレート/ポリエチレンテレフタレートの組み合わせが特に好ましい。また、延伸加工により潜在捲縮性を付与してなる繊維である場合は、ポリエチレンテレフタレートが特に好ましく、複合繊維である場合はポリエチレンテレフタレートを一成分とするものが好ましい。
【0063】
ここで、延伸加工により潜在捲縮性を付与してなる繊維について補足すると、合成繊維などの熱可塑性繊維には、結晶領域と非結晶領域が混在しており、これを軟化点以上の温度、例えば、70〜110℃で加熱延伸することにより、非結晶領域の配向性が向上し、強度を増す。同時に、繊維の長手方向に部分的な内部歪が生じる。そして、延伸温度よりも高い温度で熱処理することにより、緊張状態にある繊維が歪を解消して元に戻ろうとする力と、繊維自体が熱により縮もうとする力とが加わり、捲縮が発現するのである。延伸加工を施す繊維は、未延伸繊維に限らず、半延伸繊維あるいは延伸繊維であってもよい。本発明においては、半延伸繊維を用いる方が、さらなる延伸により内部歪を大きくすることができ、結果として高い捲縮を発現させることができるため、好ましい。なお、延伸加工と同時に仮撚加工を施すことも可能である。前記の通り、潜在捲縮性繊維は、熱処理により捲縮を発現する限り、熱処理前よりわずかの捲縮を発現していてもよいが、通常の仮撚加工により捲縮が顕在化されている繊維とは区別される。
【0064】
潜在捲縮性繊維の断面形状は特に限定されるものではなく、通常の丸型であっても、異型であってもよい。
【0065】
潜在捲縮性繊維の繊度(単繊維繊度)は、通常の繊度(0.5〜10dtex)のものを用いることができ、その目的や具体的用途に応じて適宜選択される。
【0066】
例えば、車両内装材用織物の場合には、0.5〜5dtexであることが好ましく、1〜5dtexであることがより好ましい。繊度が0.5dtexに満たないと、捲縮が十分に発現せず、十分な伸び性が得られない虞がある。繊度が5dtexを超えると、紡糸上の工程負荷が大きくなり、コストが高くなる虞がある。
【0067】
潜在捲縮糸の繊度(総繊度)は、通常の繊度(30〜5000dtex)のものを用いることができ、その目的や具体的用途に応じて適宜選択される。
【0068】
例えば、車両内装材用織物の場合には、50〜3000dtexであることが好ましく、100〜2000dtexであることがより好ましい。繊度が50dtexに満たないと、捲縮が十分に発現せず、十分な伸び性が得られない虞がある。繊度が3000dtexを超えると、目付が大きくなり、コストが高くなる虞がある。
【0069】
潜在捲縮糸は、潜在捲縮性を有する長繊維からなる、フィラメント糸(長繊維糸)である。
【0070】
潜在捲縮糸の190℃における捲縮率は、95%以下であることが好ましく、60〜80%であることがより好ましい。捲縮率が95%を超えると、十分な伸び性が得られない虞がある。
【0071】
なお、捲縮率は、以下のようにして算出されるものである。試料の一端を固定し、他方の一端に繊度の1/11gの荷重をかけた状態で長さ(捲縮発現前の長さ:L1)を測定する。次いで、荷重を取り除き、試料を乾燥機中に入れて190℃で3分間熱処理する。室温に冷却後、再度、前記同様に1/11gの荷重を掛けて、長さ(捲縮発現後の長さ:L2)を測定する。試料の捲縮率を下記式により算出する。
捲縮率(%)=L2/L1×100
【0072】
3.経糸
経糸3は、例えば図2のように、表裏両層の各緯糸1及び/又は2と交差して表層および裏層を構成するとともに、表層10及び裏層20の双方の緯糸1,2に対して組織に応じた所定の個所で浮き沈みして交錯し組織を組むように製織されることにより、表層10と裏層20を接結し、本発明の織物、例えば、経方向に延びる筒状の袋部4が接結部5を介して多数並列した織物を形成している。
【0073】
経糸は、特に限定されるものではなく、通常の糸条を用いることができる。具体的には、先述の「1−2.非熱融着糸」の項に記載したものと同じである。
【0074】
4.表層
表層10は、表層10を構成する緯糸1と、経糸3とからなる。表層10を構成する緯糸1の少なくとも一部には、熱融着性成分を一部に含んでなる糸条Aが用いられるが、本発明の効果を損なわない限り、非熱融着性繊維のみからなる糸条(非熱融着糸)を一部に用いてもよい。例えば、後述するように、表層10を二重組織にするとき、表層10の表面に現れない裏糸として非熱融着糸を用いることができる。これに限らず、非熱融着糸を表糸として用いてもよい。また、表層10を一重組織とし、非熱融着糸を規則的に、例えば交互に配することも可能である。
【0075】
表層の織組織は特に限定されるものではなく、例えば、三元組織である平織、斜文織、朱子織;これら三元組織の変化組織;はち巣織、ハック織、模しゃ織、なし地織などの特別組織;さらにこれらを2種以上組み合わせた混合組織などを挙げることができる。なかでも、任意の場所に糸条Aを配置することができ、熱融着性の調節が容易であるという点から、平織またはその変化組織、斜文織、朱子織であることが好ましい。袋部4と接結部5で織組織を変化させることもできる。
【0076】
さらに、表層を構成する緯糸として、熱融着性成分を一部に含んでなる糸条Aと、非熱融着性繊維のみからなる非熱融着糸とを用いる場合、表層10を二重組織(例えば、緯二重組織)にすることもできる(図示せず)。このような織組織にしておくことにより、織物としての風合いや意匠性、立体感をさらに良好に保持できる。
【0077】
図4は、表層10、特に袋部に利用する織組織の一例を示している。この織組織は、同図(a)に示す斜文織(綾織)の緯二重組織であり、同図(b)の実際の構成上の組織図、同図(c)の緯糸に沿う方向での略示断面図に示すように製織される。この織組織の場合において、表層緯糸1として2種の糸条、すなわち、熱融着性成分を一部に含んでなる糸条A(表層緯糸1−1)と、裏糸としての非熱融着糸(表層緯糸1−2)とを配している。同図(a)(b)の組織図において、各方眼の一つが経糸と緯糸との交錯点を示し、このうち濃いグレーの方眼は、緯糸が沈み経糸3が見えているところ、淡いグレーの方眼は経糸3が沈み緯糸1−1が見えているところを示し、さらに同図の(b)における斜線の入った方眼は緯糸1−2が経糸3の上側に存在するところ(実際には同図の(a)のように隠れて見えない)を示している。
【0078】
表層を構成する緯糸の本数に占める糸条Aの本数の割合は、25%以上であることが好ましく、33%以上であることがより好ましく、50%以上であることがさらに好ましい。この割合が25%に満たないと、糸条同士の融着固定が不十分となり、目ズレやホツレが生じる虞がある。また、糸条Aは、この割合を満たしつつ、全体として均一に分布していることが目ズレやホツレ防止の効果の点から好ましい。
【0079】
5.裏層
裏層20は、裏層20を構成する緯糸2と、経糸3とからなる。裏層20を構成する緯糸2には、前述の潜在捲縮糸が用いられる。
【0080】
裏層の織組織は特に限定されるものではなく、例えば、三元組織である平織、斜文織、朱子織;これら三元組織の変化組織;はち巣織、ハック織、模しゃ織、なし地織などの特別組織;さらにこれらを2種以上組み合わせた混合組織などを挙げることができる。袋部4と接結部5で織組織を変化させることもできる。なかでも、袋部4の織組織としては、潜在捲縮糸の潜在捲縮性を発現させるのに好適で、優れた伸び性を具備することができるという点から、組織点すなわち経糸と緯糸の交錯点の少ない組織であることが好ましく、特には図2のように、表層10と離間した裏層20では経糸と緯糸の交錯による組織を組まない、つまり交錯点のない飛びっぱなし(浮き)の組織であることがより好ましい。
【0081】
例えば、図2のように緯方向に並列して袋部4を形成する場合、緯糸2は、袋部4の幅に相当する裏層20の部分で飛ばして、隣接する袋部4,4間の接結部5の個所でのみ経糸3と交錯するように製織される。すなわち、図2に示すように、接結部5では、経糸3が表層10及び裏層20の双方の緯糸1,2に対して交錯して、表裏両層10,20を接結するように製織される。したがって、接結部5を除く袋部4の幅に相当する部分の緯糸2の長さ分が経糸3に対して交錯しない浮きの組織で製織される。
【0082】
これにより、裏層20の緯糸2に使用される潜在捲縮糸は、熱処理により捲縮を発現し、見かけの長さが短くなる。特に、前記接結部5以外の袋部4に相当する部分では緯糸2(潜在捲縮糸)が経糸3と交錯していないために、捲縮発現が良好になされる。このとき、表層10を構成する緯糸(糸条Aを含む)の長さとの関係において、潜在捲縮糸の捲縮発現後の長さを1としたとき、表層10を構成する緯糸1の長さは、1.05以上であることが好ましく、1.1以上であることがより好ましい。すなわち、裏層20を構成する緯糸2よりも、表層10を構成する緯糸1が長くなり、例えば、袋部4の表層10の部分が円弧状に膨らんだ状態になる。この緯糸1の緯糸2に対する長さの比率が1.05に満たないと、十分な伸び性が得られない虞がある。前記のように緯糸2が袋部4の幅に相当する部分で経糸3とは交錯しないで裏面側に浮いた組織で製織することにより、緯糸2の捲縮発現が良好になされ、十分な伸び性を得ることができる。
【0083】
袋部4の幅に相当する前記潜在捲縮糸の捲縮発現後の浮きの長さは、2〜20mmであることが好ましく、3〜10mmであることがより好ましい。浮きの長さが2mmに満たないと、十分な伸び性が得られない虞がある。浮きの長さが20mmを超えると、十分な機械的強度が得られない虞がある。
【0084】
表層を構成する緯糸の本数と裏層を構成する緯糸の本数との比率は、表層を構成する緯糸の本数1に対して、裏層を構成する緯糸の本数は、1/8(8分の1)〜1/1であることが好ましく、1/8〜1/2であることがより好ましく、1/8〜1/4であることがさらに好ましい。この比率が1/8に満たないと、十分な伸び性が得られない虞がある。この比率が1/1を超えると、コストが高くなる虞がある。
【0085】
接結部5については、例えば図2のように、1本以上、好ましくは2本以上の経糸3が主として互い違いに、表裏両層10,20の緯糸1,2に対して浮き沈みし交錯して組織を組むことで、表裏両層10,20を接結するものである。接結部5の幅は、任意に設定できるが、広くなりすぎると、緯糸2の浮きの組織の袋部4での捲縮の効果が小さくなり、立体感が低下したり、十分な伸び性が得られなかったりする虞がある。また、経糸3が緯糸1,2に対して交錯して表裏両層を接結する位置を順次横にずらせることにより、接結部5が斜めに延びる組織、例えば表層10の斜文線と同方向に延びる組織とすることができる。このように接結部5の位置や形状を袋部4の配置や織柄に応じて変化させることもできる。
【0086】
密度(織密度)は、製織可能な通常の密度(経糸:10〜300本/2.54cm、緯糸:10〜200本/2.54cm)であることができ、その目的や具体的用途に応じて適宜選択される。
【0087】
例えば、車両内装材用織物の場合には、経糸密度が30〜300本/2.54cm、緯糸密度が30〜230本/2.54cmであることが好ましく、経糸密度が40〜200本/2.54cm、緯糸密度が40〜180本/2.54cmであることがより好ましい。密度が下限値に満たないと、車両内装材用織物として十分な機械的強度が得られない虞がある。密度が上限値を超えると、織物として製織できなかったり、コストが高くなったりする虞がある。
【0088】
6.製造方法
本発明の織物は、例えば、以下の方法により製造することができる。まず、前記のような表層緯糸1,裏層緯糸2及び経糸3を使用した織物を定法により、所定の織組織で製織する。
【0089】
例えば、図5〜図7は、それぞれ表層10の構成において、緯糸1として糸条Aと非熱融着糸との2種の糸条を用いた図4の織組織の斜文織を適用し、表層10と裏層20が離間している袋部4を並列して形成した織物の構成例を示している。図5〜図7の各図の(a)は、裏層緯糸2を含む実際の構成上の組織図を示し、また各図の(b)は製織された織物の表面外観のイメージ図を示している。なお、製織された織物の緯糸に沿う方向での断面において、袋部4と接結部5の部分における2種の表層緯糸1−1,1−2と、裏層緯糸2と、経糸3との浮き沈みの状態を断面で示すと、例えば図8のようになる。
【0090】
また、図5〜図7の(a)の構成上の組織図において、図4の場合と同様に、各方眼の一つが経糸と各緯糸との交錯点を示し、このうち濃いグレーの方眼は緯糸が沈み経糸3が見えているところ、淡いグレーの方眼は経糸3が沈み表層緯糸1−1が見えているところを示し、斜線の入った方眼は表層緯糸1−2が経糸3の上側に存在するところ(袋部では表層緯糸1−2が裏糸になるため、実際には隠れて見えない)を、縦横の格子線が入った方眼は裏層緯糸2が経糸3の上側に存在するところ(実際には隠れて見えない)を示している。製織された織物では、各図の(b)のように、袋部4では主として経糸3と表層緯糸の1種である緯糸1−1が表層10の表面に現れて斜文織を構成する。また、接結部5では、表層緯糸1−2が交錯点のない飛びっぱなしの組織を構成する。接結部でも、経糸3が表面に一部現れるが、各図の(b)ではこれを省略し、全体的なイメージ図を示している。なお、袋部4の裏層20では裏層緯糸2が飛びっぱなしの組織を構成する。言うまでもないが、本発明の織物の織組織は、図5〜7の組織には限定されるものではない。
【0091】
これらの組織図のように、表層10と裏層20を所要の個所で経糸3により接結するとともに、接結部5以外の表裏両層10,20が離間している部分を筒状の袋部4として緯方向(緯糸に沿う方向)に並列して形成するように製織する。
【0092】
次いで、熱処理を施すことにより、裏層の緯糸2に用いた潜在捲縮糸の捲縮を発現させる。次いで、通常は、より高温の熱処理を施すことにより、緯糸1に用いた熱融着性成分を一部に含んでなる糸条Aの熱融着性成分を溶融させ、糸条同士を融着固定させる。すなわち、糸条Aの熱融着成分の溶融により、緯糸1と経糸3の交錯点において糸条同士を融着固定させる。図のように多数の袋部4が接結部5を介して緯方向に並列して形成されている場合においては、接結部5だけでなく、袋部4の表層の部分においても糸条同士が融着固定されることになり、織物組織が安定し、糸ズレやホツレの発生を抑制できる。
【0093】
前記の熱処理には、ヒートセッターなど幅調整の可能な公知の装置を特に制限なく用いることができる。
【0094】
捲縮発現のための熱処理温度は、潜在捲縮糸を構成する潜在捲縮性繊維の捲縮発現温度に応じて適宜設定すればよいが、例えば、潜在捲縮性繊維がポリトリメチレンテレフタレート/ポリエチレンテレフタレートの組み合わせからなるサイドバイサイド型または偏心芯鞘型複合繊維である場合の熱処理温度は、130〜180℃であることが好ましく、140〜170℃であることがより好ましい。また、ポリエチレンテレフタレート半延伸繊維を延伸して得られる潜在捲縮性繊維である場合の熱処理温度もまた、130〜180℃であることが好ましく、140〜170℃であることがより好ましい。
【0095】
熱処理時間は、1〜10分間であることが好ましく、3〜5分間であることがより好ましい。
【0096】
熱処理条件が下限値に満たないと、捲縮が十分に発現しない虞がある。熱処理条件が上限値を超えると、風合いが硬くなる虞がある。
【0097】
融着固定のための熱処理温度は、糸条Aを構成する熱融着性成分(繊維)と非熱融着性成分(繊維)の融点に応じて適宜設定すればよいが、例えば、糸条Aが、共重合ポリエチレンテレフタレート半延伸繊維とポリエチレンテレフタレート繊維とから構成される場合の熱処理温度は、180〜210℃であることが好ましく、190〜200℃であることがより好ましい。また、熱処理時間は、0.5〜10分間であることが好ましく、1〜3分間であることがより好ましい。熱処理条件が下限値に満たないと、糸条同士の融着固定が不十分となり、目ズレやホツレが生じる虞がある。処理条件が上限値を超えると、風合いが硬くなる虞がある。
【0098】
選択する潜在捲縮性繊維や熱融着性繊維の組み合わせによっては、捲縮発現のための熱処理と、融着固定のための熱処理を、同時に行うことも可能である。
かくして、本発明の織物を得ることができる。
【実施例】
【0099】
以下、実施例により本発明をさらに詳しく説明するが、本発明は以下の実施例に限定されるものではない。また、得られた織物の評価は以下の方法に従った。
【0100】
[目ズレ]
幅50mm、長さ150mmの試験片を、経方向および緯方向からそれぞれ3枚ずつ採取し、図3のように該試験片30の長さ方向中央部の位置を実線31、32で示すようにカットする。
これを、引張試験機(オートグラフAG−1、株式会社島津製作所製)を用いて、つかみ間隔70mm、速度200mm/分の条件で引張り、試験片中央部の実線31のカット線における7mm幅の非カット部分33の糸抜け時または糸切れ時の最大荷重を求める。3点のうちの最大値について、以下の基準に従って評価した。なお、以下の基準は、40Nに満たない荷重で糸抜けや糸切れを生じる織物は、目ズレを起こしやすくなることから設定した。
○:45N以上
△:40N以上、45N未満
×:40N未満
【0101】
[ホツレ]
200mm四方の試験片を1枚採取し、試験片の外側の短い糸(試験片の辺の長さに満たない糸)を取り除く。次いで、一番外側の経糸の位置に合わせて、該経糸が試験片の辺となるように緯糸をカットする。次いで、針を用いて一番外側の経糸を引き出し、その位置に印を付ける。
試験片の経糸を引き出した辺が下になるように、試験片の上部を固定し、引き出した経糸に3gの錘を取り付け、30秒間後のホツレ量を測定する。
緯糸についても同様に測定を行い、以下の基準に従って評価した。
○:5mm以下
△:5mm超え、6mm以下
×:6mm超え
【0102】
[風合い]
試験片の風合いを官能評価し、以下の基準に従って評価した。
○:柔らかい
△:やや硬い
×:硬い
【0103】
[定荷重伸び率]
幅80mm、長さ250mmの試験片を、経方向、緯方向およびバイアス方向からそれぞれ3枚ずつ採取する。試験片には、長さ方向の中央部に100mm間隔の標線を記す。かかる試験片につき、マルテンス形定荷重伸び試験装置(株式会社大栄科学精器製作所製)を用い、試験片の一端を上側のつかみ具でつかむ。次いで、つかみ間隔が150mmとなるように、試験片の他端を下側のつかみ具でつかみ、10kgの荷重を加える(つかみ具の重量を含む)。10分放置後の標線間の距離(L)を測定し、次式によって定荷重伸び率(%)を求める。
定荷重伸び率(%)={(L−100)/100}×100
3点のうちの最大値について、以下の基準に従って評価した。
○:5%以上
△:3%以上、5%未満
×:3%未満
【0104】
[実施例1]
経糸3として、220dtex/72fの原着(黒)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)を用い、表層緯糸1に2種の糸条、すなわち表層緯糸1−1として、167dtex/48fの原着(黒)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)と、56dtex/12fの共重合ポリエチレンテレフタレート半延伸熱融着糸(熱融着性単成分繊維糸、融点:170℃)との交撚糸(糸条Aに相当)を、表層緯糸1−2として、167dtex/36fの先染(青)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)をそれぞれ使用し、さらに、裏層緯糸2として、660dtex/144fの原着(黒)ポリエチレンテレフタレート潜在捲縮・仮撚加工糸(融点:260℃、190℃における捲縮率:70%)を用い、経糸密度124本/2.54cmのジャガード織機により、図5(a)に示す織組織に従い、表層が緯二重組織であって袋部で斜文織をなす織組織で製織するとともに、緯方向に所要の間隔をおいて経糸3を表層緯糸1と裏層緯糸2の双方に交錯させて接結する組織で製織し、図5(b)に示されるような表面外観を有する生機を得た。このとき、表層緯糸1−1と表層緯糸1−2と裏層緯糸2の本数の比率は2:2:1とした。また、幅を150cm、緯糸密度(総密度)を100本/2.54cmとした。
次いで、生機を、ヒートセッターにより150℃で1分間熱処理(捲縮発現処理)して130cm幅に加工した。次いで、ヒートセッターにより190℃で3分間熱処理(融着固定処理)して、実施例1の織物を得た。
得られた織物の、経糸密度は143本/2.54cm、緯糸密度は105本/2.54cmであった。
また、裏層緯糸2の捲縮発現後の長さに対する表層緯糸1の長さの比率は1.1であった。
また、裏層緯糸2の捲縮発現後の浮きの長さは5mmであった。
評価結果を表1に示す。目ズレやホツレの発生がなく、かつ、風合い、伸び性の良好なものであった。
【0105】
[実施例2]
表層緯糸1−1として、167dtex/48fの原着(黒)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)と、56dtex/12fの共重合ポリエチレンテレフタレート/ポリエチレンテレフタレート芯鞘型熱融着糸(熱融着性複合繊維糸、重量比:50/50、融点:190℃/260℃)との交撚糸(糸条Aに相当)を用いた以外は、実施例1と同様にして製織し、表層が緯二重組織をなす生機を得た。
次いで、実施例1と同様に捲縮発現処理および融着固定処理して、実施例2の織物を得た。
得られた織物の幅、密度、裏層緯糸2と表層緯糸1の長さの比率、裏層緯糸2の浮きの長さは、実施例1と同じであった。
評価結果を表1に示す。表層緯糸1−1の熱融着性繊維として複合繊維を用いたため、糸条同士の融着固定がやや不十分となり、目ズレやホツレの発生がやや認められた。
【0106】
[実施例3]
表層緯糸1−1として、167dtex/48fの原着(黒)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)と、56dtex/12fの共重合ポリエチレンテレフタレート/ポリエチレンテレフタレート芯鞘型熱融着糸(熱融着性複合繊維糸、重量比:50/50、融点:190℃/260℃)との交撚糸(糸条Aに相当)を用いた以外は、実施例1と同様にして製織し、表層が緯二重組織をなす生機を得た。
次いで、実施例1と同様に捲縮発現処理した後、融着固定のための熱処理を210℃で3分間の条件で行い、実施例3の織物を得た。
得られた織物の幅、密度、裏層緯糸2と表層緯糸1の長さの比率、裏層緯糸2の浮きの長さは、実施例1と同じであった。
評価結果を表1に示す。表層緯糸1−1の熱融着性繊維として複合繊維を用いた生機に対し、高温で熱処理して糸条同士を融着固定しているため、風合いがやや硬いものであった。
【0107】
[実施例4]
実施例1と同様の糸使いで、経糸密度124本/2.54cmのジャガード織機により図6(a)に示す織組織に従って製織し、表層が緯二重組織をなす生機を得た〔表面外観は図6(b)を参照〕。このとき、表層緯糸1−1と表層緯糸1−2と裏層緯糸2の本数の比率は2:2:1とした。また、幅を150cm、緯糸密度(総密度)を100本/2.54cmとした。
次いで、実施例1と同様に捲縮発現処理および融着固定処理して、実施例4の織物を得た。
得られた織物の幅、密度、裏層緯糸2と表層緯糸1の長さの比率、裏層緯糸2の浮きの長さは、実施例1と同じであった。
評価結果を表1に示す。目ズレやホツレの発生がなく、かつ、風合い、伸び性の良好なものであった。
【0108】
[実施例5]
裏層緯糸2として、330dtex/72fの原着(黒)ポリエチレンテレフタレート潜在捲縮・仮撚加工糸(融点:260℃、190℃における捲縮率:70%)を用いた以外は実施例1と同様の糸使いで、経糸密度124本/2.54cmのジャガード織機により図7(a)に示す織組織に従って製織し、表層が緯二重組織をなす生機を得た〔表面外観は図7(b)を参照〕。このとき、表層緯糸1−1と表層緯糸1−2と裏層緯糸2の本数の比率は4:4:1とした。また、幅を150cm、緯糸密度(総密度)を90本/2.54cmとした。
次いで、実施例1と同様に捲縮発現処理(ただし、140cm幅に加工)および融着固定処理して、実施例5の織物を得た。
得られた織物の、経糸密度は133本/2.54cm、緯糸密度は95本/2.54cmであった。
また、裏層緯糸2の捲縮発現後の長さに対する表層緯糸1の長さの比率は1.03であった。
また、裏層緯糸2の捲縮発現後の浮きの長さは5.3mmであった。
評価結果を表1に示す。裏層緯糸2として繊度が小さい潜在捲縮糸を用い、かつ、裏層緯糸2の比率を低くしたため、捲縮が十分に発現せず、他の実施例に比して伸び性がやや劣るものであった。
【0109】
[比較例1]
裏層緯糸2を用いない以外は実施例1と同様の糸使いで、経糸密度124本/2.54cmのジャガード織機により図9(a)に示す織組織に従って製織し、緯二重組織をなす生機を得た〔表面外観は図9(b)を参照〕。このとき、表層緯糸1−1と表層緯糸1−2の本数の比率は1:1とした。また、幅を150cm、緯糸密度(総密度)を80本/2.54cmとした。
次いで、実施例1と同様の条件で融着固定処理(このとき、140cm幅に加工)のみを行い、比較例1の織物を得た。
得られた織物の、経糸密度は133本/2.54cm、緯糸密度は84本/2.54cmであった。
評価結果を表2に示す。袋部を有さない織組織(実施例1の表層に相当する)であるため、伸び性が劣るものであった。
【0110】
[比較例2]
表層緯糸1−1として、167dtex/48fの原着(黒)ポリエチレンテレフタレート仮撚加工糸(融点:260℃)の単糸を用いた以外は、実施例1と同様にして製織し、表層が緯二重組織をなす生機を得た。
次いで、実施例1と同様の条件で捲縮発現処理のみを行い、比較例2の織物を得た。
得られた織物の幅、密度、裏層緯糸2と表層緯糸1の長さの比率、裏層緯糸2の浮きの長さは、実施例1と同じであった。
評価結果を表2に示す。表層緯糸1−1が熱融着性繊維を含まないため、目ズレやホツレの発生が認められた。
【0111】
[比較例3]
裏層緯糸2として、330dtex/72fの原着(黒)ポリエチレンテレフタレート糸(非捲縮糸、融点:260℃、190℃における捲縮率:100%)を用いた以外は、実施例1と同様にして製織し、表層が緯二重組織をなす生機を得た。
次いで、実施例1と同様の条件で融着固定処理(このとき、140cm幅に加工)のみを行い、比較例3の織物を得た。
得られた織物の、経糸密度は133本/2.54cm、緯糸密度は105本/2.54cmであった。
また、裏層緯糸2(非捲縮糸)の長さ1に対する表層緯糸1の長さの比率は1であった。
また、裏層緯糸2(非捲縮糸)の浮きの長さは5.5mmであった。
評価結果を表2に示す。裏層緯糸2として非捲縮糸を用いたため、伸び性が劣るものであった。
【0112】
【表1】
【0113】
【表2】
【0114】
上記から明らかなように、本発明の実施例1〜5は、いずれも、表層緯糸の少なくとも一部に熱融着性成分を一部に含んでなる糸条Aを用い、裏層緯糸に潜在捲縮糸を用いたことにより、比較例1〜3に比して、伸び性、特には緯方向の伸び性に優れるとともに、目ズレやホツレが生じにくいものであった。
【符号の説明】
【0115】
1…表層を構成する緯糸
2…裏層を構成する緯糸
3…経糸
4…袋部
5…接結部
10…表層
20…裏層
A…熱融着成分を一部に含んでなる糸条
【特許請求の範囲】
【請求項1】
表層を構成する緯糸と、裏層を構成する緯糸と、表層及び裏層を構成するとともに所要の個所で表裏両層を接結する経糸とからなる多重組織の織物であって、
表層を構成する緯糸の少なくとも一部に、熱融着性成分を一部に含んでなる糸条Aを用い、裏層を構成する緯糸に潜在捲縮糸を用いて製織され、製織後の熱処理により、表層の緯糸に用いた糸条Aの熱融着性成分により糸条同士が融着固定されるとともに、裏層の緯糸に用いた潜在捲縮糸の捲縮発現により緯方向に伸び性が付与されてなることを特徴とする織物。
【請求項2】
裏層を構成する緯糸の捲縮発現後の長さに対する表層を構成する緯糸の長さの比率が1.05以上である請求項1に記載の織物。
【請求項3】
表裏両層が離間した袋部を緯方向に並列して形成するように、所要の間隔をおいて表裏両層が経糸により接結されてなる請求項1又は2に記載の織物。
【請求項4】
袋部において表層と離間した裏層を構成する緯糸が経糸と交錯しない浮きの組織をなしている請求項3に記載の織物。
【請求項5】
熱融着性成分を一部に含んでなる糸条Aが、熱融着性成分の単成分繊維と非熱融着性繊維とを組み合わせた糸条である請求項1〜4のいずれか1項に記載の織物。
【請求項6】
熱融着性成分を一部に含んでなる糸条Aが、熱融着性の共重合ポリエチレンテレフタレート半延伸繊維と、非熱融着性のポリエチレンテレフタレート繊維との組み合わせからなる請求項5に記載の織物。
【請求項7】
熱融着性成分を一部に含んでなる糸条Aが、熱融着性成分と非熱融着性成分とから構成される熱融着性複合繊維からなる糸条又は熱融着性複合繊維が一部を構成する糸条である請求項1〜4のいずれか1項に記載の織物。
【請求項8】
熱融着性成分を一部に含んでなる糸条Aにおける熱融着性成分の割合が、10〜80重量%である請求項5〜7のいずれか1項に記載の織物。
【請求項1】
表層を構成する緯糸と、裏層を構成する緯糸と、表層及び裏層を構成するとともに所要の個所で表裏両層を接結する経糸とからなる多重組織の織物であって、
表層を構成する緯糸の少なくとも一部に、熱融着性成分を一部に含んでなる糸条Aを用い、裏層を構成する緯糸に潜在捲縮糸を用いて製織され、製織後の熱処理により、表層の緯糸に用いた糸条Aの熱融着性成分により糸条同士が融着固定されるとともに、裏層の緯糸に用いた潜在捲縮糸の捲縮発現により緯方向に伸び性が付与されてなることを特徴とする織物。
【請求項2】
裏層を構成する緯糸の捲縮発現後の長さに対する表層を構成する緯糸の長さの比率が1.05以上である請求項1に記載の織物。
【請求項3】
表裏両層が離間した袋部を緯方向に並列して形成するように、所要の間隔をおいて表裏両層が経糸により接結されてなる請求項1又は2に記載の織物。
【請求項4】
袋部において表層と離間した裏層を構成する緯糸が経糸と交錯しない浮きの組織をなしている請求項3に記載の織物。
【請求項5】
熱融着性成分を一部に含んでなる糸条Aが、熱融着性成分の単成分繊維と非熱融着性繊維とを組み合わせた糸条である請求項1〜4のいずれか1項に記載の織物。
【請求項6】
熱融着性成分を一部に含んでなる糸条Aが、熱融着性の共重合ポリエチレンテレフタレート半延伸繊維と、非熱融着性のポリエチレンテレフタレート繊維との組み合わせからなる請求項5に記載の織物。
【請求項7】
熱融着性成分を一部に含んでなる糸条Aが、熱融着性成分と非熱融着性成分とから構成される熱融着性複合繊維からなる糸条又は熱融着性複合繊維が一部を構成する糸条である請求項1〜4のいずれか1項に記載の織物。
【請求項8】
熱融着性成分を一部に含んでなる糸条Aにおける熱融着性成分の割合が、10〜80重量%である請求項5〜7のいずれか1項に記載の織物。
【図1】

【図2】
【図3】
【図8】
【図4】
【図5】
【図6】
【図7】
【図9】
【図2】
【図3】
【図8】
【図4】
【図5】
【図6】
【図7】
【図9】
【公開番号】特開2013−104161(P2013−104161A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−250874(P2011−250874)
【出願日】平成23年11月16日(2011.11.16)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月16日(2011.11.16)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
[ Back to top ]