
罫線の形成法
【課題】収容箱の稜部に多数個の菱形状又は円弧状の面取り部を、所要の罫線以外の切目線等を設けることなく、該罫線に沿って正確に折り曲げ形成する。
【解決手段】収容箱の稜部に形成される多数個の菱形状又は円弧状の面取り部に対応した多数個の菱形状又は円弧状の押罫部2を備え、且つ、該菱形状又は円弧状の押罫部2は平坦な押罫面3を有する押罫部材1により、ブランクにおける前記稜部となる部分に多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線を含む所要の罫線を形成する。
【解決手段】収容箱の稜部に形成される多数個の菱形状又は円弧状の面取り部に対応した多数個の菱形状又は円弧状の押罫部2を備え、且つ、該菱形状又は円弧状の押罫部2は平坦な押罫面3を有する押罫部材1により、ブランクにおける前記稜部となる部分に多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線を含む所要の罫線を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、罫線の形成法に関するものであり、特に、缶製品等を収容するための紙製シートを用いた収容箱を製作する際の罫線の形成法に関するものである。
【背景技術】
【0002】
この種の従来技術としては、例えば、図3の(a)、(b)に示すような厚紙の折曲構造が知られている。この従来技術は、缶製品として缶ビールCを収容するための段ボールを用いた収容箱を製作する際の折曲構造を示しており、図3(a)において、ブランク15は、底面板16の両側に側面板17,17が連設され、一方の側面板17に天面板18が、他方の側面板17に継代片19がそれぞれ連設されている。各側面板17,17の両端にはそれぞれ折曲片20,20,20,20が連設され、底面板16及び天面板18の両端にはそれぞれ端面板21,21,21,21が連設されている。段目方向は、底面板16と端面板21の稜部に平行となっている。また、底面板16とその両側の側面板17,17との稜部22となる部分には、対称に傾斜し、接近端で交わるX字状の二本の罫線23が繰り返して形成され、該二本の罫線23の離反端間に垂
直な切目24が設けられている。
【0003】
ブランク15を組み立てて缶ビールCを包装するには、底面板16から一対の側面板17,17を起立させ、継代片19を内側へ折り曲げ、天面板18を閉じて継代片19に貼り付け、缶ビールCを包み込む。次いで、各折曲片20,20,20,20を内側へ曲げ、天面板18及び底面板16からそれぞれ端面板21を内側へ折り曲げ、折曲片20に貼り付けて封絨する。この組み立て時に、底面板16と側面板17の各稜部22において傾斜した二本の罫線23が折れて、その間の部分が斜めに曲がり、小さな菱形状又は円弧状の面取り部25が多数並べて形成される。該二本の罫線23の離反端間に垂直な切目24が設けられていることで、組み立ての際、一方の罫線が片折れするということはない。製函後、積上荷重が作用し、缶ビールCの上下のフランジが底面板16の段ボールに食い込んでも、多数形成された面取り部25により高さ方向の変形が吸収されて側面板17の胴膨れが抑制される。図3(b)の例では、缶ビールCは側面板17に沿って6個並べて収容されており、前記面取り部25は、各缶ビールCと缶ビールCとの間に位置するように稜部22の部分に5個が並んで形成されている(例えば、特許文献1参照)。
【0004】
また、他の従来技術として、例えば、図4の(a)、(b)に示すような段ボール箱及びその抜型が知られている。この従来技術は、缶製品等を収容した段ボール箱の運搬時に手をかけるための面取り部を形成したというものであり、図4(a)は、そのブランクにおける面取り部26を打ち抜くための抜型27を示している。図4の(a)、(b)において、底面板28と端面板29の稜部に対応する部分に、直罫線30を入れる直線状の押刃31と、面取り部26の弧状罫線32を入れる湾曲したリード罫刃33とを配置し、その連接部分の誘導切目線34を入れる直線状及び二股状の半切刃35,36と、曲止切目線37を入れる半切刃38とを設け、さらに面取り部26の中央の中折切目線39を入れる半切刃40を設けている。
【0005】
段ボール箱の製函時に、図4(b)に示すように、底面板28から端面板29を起立方向へ折り曲げると、直罫線30から弧状罫線32へ誘導切目線34により折目が導かれ、これらの罫線に沿って段ボールが正確に折れ曲がり、仮に、弧状罫線32からずれた位置で段目方向に段ボールが折れ曲がろうとしても、その折目の拡大が曲止切目線37で阻止され、面取り部26が中折切目線39を谷として所定の形状に傾斜凹入される。そして、このように組み立てた段ボール箱は、持ち運びに際し、端面板29の下方に形成された面取り部26に手を掛けて容易に持ち上げることができる(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−59001号公報
【特許文献2】特開2007−99367号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の従来技術においては、ブランクにおける底面板と側面板の稜部となる部分に、対称に傾斜し接近端で交わるX字状の二本の罫線が繰り返して形成され、製函
時に前記稜部の部分に小さな菱形状又は円弧状の面取り部を多数並べて形成するようにしている。しかし、菱形状又は円弧状に繰り返して形成された二本の罫線は、押刃により細い線状に形成されているため、製函時に、繰り返し形成された二本の罫線部に応力を集中させることは難しく、対称に傾斜した相隣る罫線の各中途部を短絡するように直線状に折れ曲がるおそれがある。
【0008】
これに対し、この従来技術では、二本の罫線の離反端間に垂直な切目を設けている。しかしながら、該垂直な切目を設けても、菱形状又は円弧状に繰り返し形成された細い線状の二本の罫線に製函時の応力を集中させることは難しく、稜部に多数個の菱形状又は円弧状の面取り部を正確に折り曲げ形成することは難しいと考える。
【0009】
また、特許文献2に記載の従来技術においては、製函された段ボール箱の運搬時に手をかけるための面取り部を形成するため、ブランクにおける底面板と端面板の稜部となる部分に、対称形状の二本の弧状罫線を両端で交わるように形成している。そして、製函時に、底面板から端面板を起立方向へ折り曲げたとき、該対称形状の二本の弧状罫線により、稜部の部分に所定形状の面取り部を傾斜凹入させるようにしている。しかし、対称形状の二本の弧状罫線は、リード罫刃により、前記と同様に、細い線状に形成されている。このため、底面板から端面板を起立方向へ折り曲げたとき、対称形状の二本の弧状罫線に応力を集中させることは難しく、稜部の部分に正確に所定形状の面取り部を傾斜凹入させることは難しい。これに対し、この従来技術では、二本の弧状罫線が交わる両端部に、二股状の誘導切目線及び曲止切目線を設け、さらに二本の弧状罫線間の中央部には中折切目線を設けている。このように、複数の切目線の各作用により、稜部の部分に所定形状の面取り部を傾斜凹入させるようにしている。
【0010】
そこで、収容箱の稜部に多数個の菱形状又は円弧状の面取り部を、所要の罫線以外の切目線等を設けることなく、該罫線に沿って正確に折り曲げ形成するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0011】
本発明は上記目的を達成するために提案されたものであり、請求項1記載の発明は、紙製シートで製函された収容箱の稜部に多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線の形成法であって、前記多数個の菱形状又は円弧状の面取り部に対応した多数個の菱形状又は円弧状の押罫部を備え且つ、該菱形状又は円弧状の押罫部は平坦な押罫面を有する押罫部材により、ブランクにおける前記稜部となる部分に前記多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線を含む所要の罫線を形成する罫線の形成法を提供する。
【0012】
この構成によれば、押罫部材における多数個の菱形状又は円弧状の押罫部は、全て平坦な押罫面となっている。このような押罫部材で押罫が行われることでブランクにおける稜部となる部分には、多数個の菱形状又は円弧状の凹面が押圧形成され、各菱形状又は円弧状の凹面の周囲にそれぞれ段部状の罫線が形成される。製函時に稜部の部分に折り曲げ力が加わると、菱形状又は円弧状の凹面には応力が一様に加わるとともに、その周囲の段部状の罫線に明確な応力集中が生じて稜部の部分に多数個の菱形状又は円弧状の面取り部が該段部状の罫線に沿って正確に折り曲げ形成される。
【0013】
請求項2記載中発明は、請求項1記載の発明において、上記多数個の菱形状又は円弧状の面取り部は上記収容箱における底面板と側面板との稜部に形成されるとともに前記各面取り部は、前記側面板の内側に沿って並べて収容される複数個の製品缶における各製品缶と製品缶との間に位置するように形成される罫線の形成法を提供する。
【0014】
この構成によれば、各面取り部は、側面板の内側に沿って並べて収容される複数個の製品缶における各製品缶と製品缶との間に位置するように形成される。製函後、収容箱に積上荷重が作用し、製品缶の上下のフランジが底面板に食い込んでも、各製品缶と製品缶との間の稜部の部分に形成された各面取り部における揆部状罫線の折曲角等が変化することで高さ方向の変形が吸収され、側面板の胴膨れが抑制される。
【発明の効果】
【0015】
請求項1記載の発明は、平坦な押罫面を有する押罫部材で押罫が行われることでブラン
クにおける稜部となる部分に多数個の菱形状又は円弧状の凹面が押圧形成され、その周囲に段部状の罫線が形成される。製函時には菱形状又は円弧状の凹面に応力が一様に加わるとともに、その周囲の段部状の罫掛に明確な応力集中が生じて、所要の罫線以外の切目線等を設けることなく、稜部の部分に多数個の菱形状又は円弧状の面取り部を該段部状の罫線に沿って正確に折り曲げ形成することができるという利点がある。
【0016】
請求項2記載の発明は、請求項1記載の発明の効果に加えてさらに、製函後、収容函に積上荷重が作用し、製品缶の上下のフランジが底面板に食い込んでも、各製品缶と製品缶との間の稜部の部分に形成された各面取り部で高さ方向の変形が吸収されて側面板の胴膨れを抑制することができるという利点がある。
【図面の簡単な説明】
【0017】
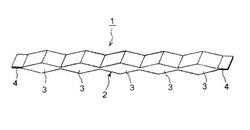
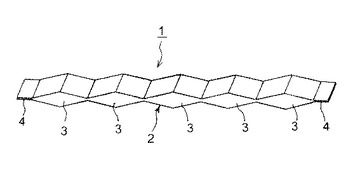
【図1】本発明の実施例に係る罫線の形成法に適用される押罫部材の斜視図。
【図2】図1の押罫部材により押罫された所要の罫線及び該罫線により形成された面取り部等を示す図であり、(a)はブランクにおける稜部となる部分に押罫された多数個の菱形状又は円弧状の罫線等を示す平面図、(b)は製函時に稜部の部分に図(a)の罫線に沿って折り曲げ形成される多数個の菱形状又は円弧状の面取り部等の形成過程を示す斜視図。
【図3】第1の従来技術におけるブランク及び該ブランクで折り曲げ形成されたラップラウンドケース(収容箱)を示す図であり、(a)はラップラウンドケースのブランクを示す平面図、(b)は図(a)のブランクで形成されたラップラウンドケースを示す斜視図。
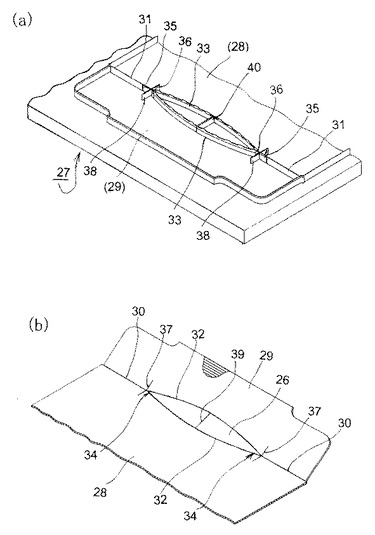
【図4】第2の従来技術における抜型(押罫部材)及び該抜型で押罫されたブランクにより形成される面取り部を示す図であり、(a)は抜型の斜視図、(b)は図(a)の抜型で押罫されたブランクによる面取り部の形成過程を示す斜視図。
【発明を実施するための形態】
【0018】
本発明は、収容箱の稜部に多数個の菱形状又は円弧状の面取り部を、所要の罫線以外の切目線等を設けることなく、該罫線に沿って正確に折り曲げ形成するという目的を達成するために、紙製シートで製函された収容箱の稜部に多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線の形成法であって、前記多数個の菱形状又は円弧状の面取り部に対応した多数個の菱形状又は円弧状の押罫部を備え且つ、該菱形状又は円弧状の押罫部は平坦な押罫面を有する押罫部材により、ブランクにおける前記稜部となる部分に前記多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線を含む所要の罫線を形成することにより実現した。
【実施例1】
【0019】
以下、本発明の好適な実施例を図1及び図2の(a)、(b)を参照して説明する。まず、本実施例に係る罫線の形成法に適用される押罫部材の構成を説明する。図1において、本実施例の押罫部材1は、段ボール等の紙製シートで製函される収容箱の稜部に多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線をブランクに押罫するためのものであり、前記多数個の菱形状又は円弧状の面取り部に対応した多数個の菱形状又は円弧状の押罫部2が備えられ且つ、各菱形状又は円弧状の押罫部2は、それぞれ平坦な押罫面3,…を有している。多数個の菱形状又は円弧状の押罫部2の両側部には、前記稜部に直罫線を入れるための直線状の押罫部4が設けられている。
【0020】
図1の例の押罫部材1は、多数個の菱形状又は円弧状の面取り部を収容箱における底面板と側面板との稜部に形成するとともに該収容箱における側面板の内側に沿って製品缶としての例えば、缶ビールが6個並べて収容される場合において、各面取り部を各缶ビールと缶ビールとの間に位置するように形成するため、5個の菱形状又は円弧状の押罫部2,…が並べて設けられている。尚、図1に示す押罫部材1の面取り部が菱形状のものが図示されているが、円弧状であるものを含むとする。又、該押罫部材1の押罫対照個所は紙製収容箱を形成する底面板と側面板間のみならず、全ての稜部に適用されるものとする。
【0021】
次に、上述のように構成された押罫部材を用いた罫線の形成法及び作用を図2の(a)、(b)を用いて説明する。図2(a)は、多数個の菱形状又は円弧状の面取り部を収容箱における底面板5と側面板6との稜部7に形成する場合の所要の罫線が押罫されたブランク8を示している。同図には、天面板、端面板等のその他の面板は図示省略してある。
【0022】
押罫部材1における菱形状又は円弧状の多数個の押罫部2は、前述のように、全て平坦な押罫面3となっている。このような押罫部材1で押罫が行われることでブランク8における底面板5と側面板6との稜部7となる部分には、多数個(図では5個)の菱形状又は円弧状の凹面9,…が押圧形成され、各菱形状又は円弧状の凹面9,…の周囲にはそれぞれ低高の段部状の罫線10,…が形成される。多数個の菱形状又は円弧状の凹面9,…及び段部状の罫線10,…の両側方には、直罫線11が形成されている。
【0023】
図2(b)に示すように、製函時に、底面板5から側面板6が起立方向へ折り曲げられて、稜部7の部分に折り曲げ力が加わると、各菱形状又は円弧状の凹面9,…には応力が一様に加わるとともに、その周囲の各段部状の罫線10,…には明確な応力集中が生じて稜部7の部分に多数個の菱形状又は円弧状の面取り部12,…が該段部状の罫線10,…に沿って正確に折り曲げ形成される。
【0024】
前述のように、各面取り部12,…は、側面板の内側に沿って並べて収容される複数個の製品缶としての例えば、缶ビールにおける各缶ビールと缶ビールとの間に位置するように形成される。製函後、収容箱に積上荷重が作用し、缶ビールの上下のフランジが底面板5に食い込んでも、各缶ビールと缶ビールとの間の稜部7の部分に形成された各面取り部12,…における段部状罫線10の折曲角等が変化することで高さ方向の変形が吸収され、側面板6の胴膨れが抑制される。
【0025】
上述したように、本実施例に係る罫線の形成法においては、平坦な押罫面3を有する押罫部材1で押罫が行われることでブランク8における底面板5と側面板6との稜部7となる部分に多数個の菱形状又は円弧状の凹面9,…が押圧形成され、その周囲に低高の段部状の罫線10,…が形成される。製函時には菱形状又は円弧状の凹面9,…に応力が−様に加わるとともに、その周囲の段部状の罫線10,…には明確な応力集中が生じて、所要の罫線以外の切目線等を設けることなく、稜部7の部分に多数個の菱形状又は円弧状の面取り部12,…を該段部状の罫線10,…に沿って正確に折り曲げ形成することができる。
【0026】
製函後、収容箱に積上荷重が作用し、製品缶の上下のフランジが底面板5に食い込んでも、各製品缶と製品缶との間の稜部7の部分に形成された各面取り部12,…で高さ方向の変形が吸収されて側面板6の胴膨れを抑制することができる。
【0027】
なお、本発明は、本発明の精神を逸脱しない限り種々の改変をなすことができ、そして、本発明が該改変されたものにも及ぶことは当然である。
【産業上の利用可能性】
【0028】
収容箱の稜部に多数個の菱形状又は円弧状の面取り部を、所要の罫線以外の切目線等を設けることなく、該罫線に沿って正確に折り曲げ形成することが不可欠な段ボール、厚紙等の紙製シートで製函された缶ビール、缶ジュース等の各種製品の収容箱に広く適用することが可能である。
【符号の説明】
【0029】
1 押罫部材
2 菱形状又は円弧状の押罫部
3 押罫面
4 直線状の押罫部
5 底面板
6 側面板
7 稜部
8 ブランク
9 菱形状又は円弧状の凹面
10 段部状の罫線
11 直罫線
12 面取り部
15 ブランク
16 底面板
17 側面板
18 天面板
19 継代片
20 折曲片
21 端面板
22 稜部
23 傾斜した二本の罫線
24 垂直な切目
25 面取り部
26 面取り部
27 抜型
28 底面板
29 端面板
30 直罫線
31 押刃
32 弧状罫線
33 リード罫刃
34 誘導切目線
35 直線状の半切刃
36 二股状の半切刃
37 曲止切目線
38 曲止切目線を入れる半切刃
39 中折切目線
40 中折切目線を入れる半切刃
【技術分野】
【0001】
本発明は、罫線の形成法に関するものであり、特に、缶製品等を収容するための紙製シートを用いた収容箱を製作する際の罫線の形成法に関するものである。
【背景技術】
【0002】
この種の従来技術としては、例えば、図3の(a)、(b)に示すような厚紙の折曲構造が知られている。この従来技術は、缶製品として缶ビールCを収容するための段ボールを用いた収容箱を製作する際の折曲構造を示しており、図3(a)において、ブランク15は、底面板16の両側に側面板17,17が連設され、一方の側面板17に天面板18が、他方の側面板17に継代片19がそれぞれ連設されている。各側面板17,17の両端にはそれぞれ折曲片20,20,20,20が連設され、底面板16及び天面板18の両端にはそれぞれ端面板21,21,21,21が連設されている。段目方向は、底面板16と端面板21の稜部に平行となっている。また、底面板16とその両側の側面板17,17との稜部22となる部分には、対称に傾斜し、接近端で交わるX字状の二本の罫線23が繰り返して形成され、該二本の罫線23の離反端間に垂
直な切目24が設けられている。
【0003】
ブランク15を組み立てて缶ビールCを包装するには、底面板16から一対の側面板17,17を起立させ、継代片19を内側へ折り曲げ、天面板18を閉じて継代片19に貼り付け、缶ビールCを包み込む。次いで、各折曲片20,20,20,20を内側へ曲げ、天面板18及び底面板16からそれぞれ端面板21を内側へ折り曲げ、折曲片20に貼り付けて封絨する。この組み立て時に、底面板16と側面板17の各稜部22において傾斜した二本の罫線23が折れて、その間の部分が斜めに曲がり、小さな菱形状又は円弧状の面取り部25が多数並べて形成される。該二本の罫線23の離反端間に垂直な切目24が設けられていることで、組み立ての際、一方の罫線が片折れするということはない。製函後、積上荷重が作用し、缶ビールCの上下のフランジが底面板16の段ボールに食い込んでも、多数形成された面取り部25により高さ方向の変形が吸収されて側面板17の胴膨れが抑制される。図3(b)の例では、缶ビールCは側面板17に沿って6個並べて収容されており、前記面取り部25は、各缶ビールCと缶ビールCとの間に位置するように稜部22の部分に5個が並んで形成されている(例えば、特許文献1参照)。
【0004】
また、他の従来技術として、例えば、図4の(a)、(b)に示すような段ボール箱及びその抜型が知られている。この従来技術は、缶製品等を収容した段ボール箱の運搬時に手をかけるための面取り部を形成したというものであり、図4(a)は、そのブランクにおける面取り部26を打ち抜くための抜型27を示している。図4の(a)、(b)において、底面板28と端面板29の稜部に対応する部分に、直罫線30を入れる直線状の押刃31と、面取り部26の弧状罫線32を入れる湾曲したリード罫刃33とを配置し、その連接部分の誘導切目線34を入れる直線状及び二股状の半切刃35,36と、曲止切目線37を入れる半切刃38とを設け、さらに面取り部26の中央の中折切目線39を入れる半切刃40を設けている。
【0005】
段ボール箱の製函時に、図4(b)に示すように、底面板28から端面板29を起立方向へ折り曲げると、直罫線30から弧状罫線32へ誘導切目線34により折目が導かれ、これらの罫線に沿って段ボールが正確に折れ曲がり、仮に、弧状罫線32からずれた位置で段目方向に段ボールが折れ曲がろうとしても、その折目の拡大が曲止切目線37で阻止され、面取り部26が中折切目線39を谷として所定の形状に傾斜凹入される。そして、このように組み立てた段ボール箱は、持ち運びに際し、端面板29の下方に形成された面取り部26に手を掛けて容易に持ち上げることができる(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−59001号公報
【特許文献2】特開2007−99367号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の従来技術においては、ブランクにおける底面板と側面板の稜部となる部分に、対称に傾斜し接近端で交わるX字状の二本の罫線が繰り返して形成され、製函
時に前記稜部の部分に小さな菱形状又は円弧状の面取り部を多数並べて形成するようにしている。しかし、菱形状又は円弧状に繰り返して形成された二本の罫線は、押刃により細い線状に形成されているため、製函時に、繰り返し形成された二本の罫線部に応力を集中させることは難しく、対称に傾斜した相隣る罫線の各中途部を短絡するように直線状に折れ曲がるおそれがある。
【0008】
これに対し、この従来技術では、二本の罫線の離反端間に垂直な切目を設けている。しかしながら、該垂直な切目を設けても、菱形状又は円弧状に繰り返し形成された細い線状の二本の罫線に製函時の応力を集中させることは難しく、稜部に多数個の菱形状又は円弧状の面取り部を正確に折り曲げ形成することは難しいと考える。
【0009】
また、特許文献2に記載の従来技術においては、製函された段ボール箱の運搬時に手をかけるための面取り部を形成するため、ブランクにおける底面板と端面板の稜部となる部分に、対称形状の二本の弧状罫線を両端で交わるように形成している。そして、製函時に、底面板から端面板を起立方向へ折り曲げたとき、該対称形状の二本の弧状罫線により、稜部の部分に所定形状の面取り部を傾斜凹入させるようにしている。しかし、対称形状の二本の弧状罫線は、リード罫刃により、前記と同様に、細い線状に形成されている。このため、底面板から端面板を起立方向へ折り曲げたとき、対称形状の二本の弧状罫線に応力を集中させることは難しく、稜部の部分に正確に所定形状の面取り部を傾斜凹入させることは難しい。これに対し、この従来技術では、二本の弧状罫線が交わる両端部に、二股状の誘導切目線及び曲止切目線を設け、さらに二本の弧状罫線間の中央部には中折切目線を設けている。このように、複数の切目線の各作用により、稜部の部分に所定形状の面取り部を傾斜凹入させるようにしている。
【0010】
そこで、収容箱の稜部に多数個の菱形状又は円弧状の面取り部を、所要の罫線以外の切目線等を設けることなく、該罫線に沿って正確に折り曲げ形成するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0011】
本発明は上記目的を達成するために提案されたものであり、請求項1記載の発明は、紙製シートで製函された収容箱の稜部に多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線の形成法であって、前記多数個の菱形状又は円弧状の面取り部に対応した多数個の菱形状又は円弧状の押罫部を備え且つ、該菱形状又は円弧状の押罫部は平坦な押罫面を有する押罫部材により、ブランクにおける前記稜部となる部分に前記多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線を含む所要の罫線を形成する罫線の形成法を提供する。
【0012】
この構成によれば、押罫部材における多数個の菱形状又は円弧状の押罫部は、全て平坦な押罫面となっている。このような押罫部材で押罫が行われることでブランクにおける稜部となる部分には、多数個の菱形状又は円弧状の凹面が押圧形成され、各菱形状又は円弧状の凹面の周囲にそれぞれ段部状の罫線が形成される。製函時に稜部の部分に折り曲げ力が加わると、菱形状又は円弧状の凹面には応力が一様に加わるとともに、その周囲の段部状の罫線に明確な応力集中が生じて稜部の部分に多数個の菱形状又は円弧状の面取り部が該段部状の罫線に沿って正確に折り曲げ形成される。
【0013】
請求項2記載中発明は、請求項1記載の発明において、上記多数個の菱形状又は円弧状の面取り部は上記収容箱における底面板と側面板との稜部に形成されるとともに前記各面取り部は、前記側面板の内側に沿って並べて収容される複数個の製品缶における各製品缶と製品缶との間に位置するように形成される罫線の形成法を提供する。
【0014】
この構成によれば、各面取り部は、側面板の内側に沿って並べて収容される複数個の製品缶における各製品缶と製品缶との間に位置するように形成される。製函後、収容箱に積上荷重が作用し、製品缶の上下のフランジが底面板に食い込んでも、各製品缶と製品缶との間の稜部の部分に形成された各面取り部における揆部状罫線の折曲角等が変化することで高さ方向の変形が吸収され、側面板の胴膨れが抑制される。
【発明の効果】
【0015】
請求項1記載の発明は、平坦な押罫面を有する押罫部材で押罫が行われることでブラン
クにおける稜部となる部分に多数個の菱形状又は円弧状の凹面が押圧形成され、その周囲に段部状の罫線が形成される。製函時には菱形状又は円弧状の凹面に応力が一様に加わるとともに、その周囲の段部状の罫掛に明確な応力集中が生じて、所要の罫線以外の切目線等を設けることなく、稜部の部分に多数個の菱形状又は円弧状の面取り部を該段部状の罫線に沿って正確に折り曲げ形成することができるという利点がある。
【0016】
請求項2記載の発明は、請求項1記載の発明の効果に加えてさらに、製函後、収容函に積上荷重が作用し、製品缶の上下のフランジが底面板に食い込んでも、各製品缶と製品缶との間の稜部の部分に形成された各面取り部で高さ方向の変形が吸収されて側面板の胴膨れを抑制することができるという利点がある。
【図面の簡単な説明】
【0017】
【図1】本発明の実施例に係る罫線の形成法に適用される押罫部材の斜視図。
【図2】図1の押罫部材により押罫された所要の罫線及び該罫線により形成された面取り部等を示す図であり、(a)はブランクにおける稜部となる部分に押罫された多数個の菱形状又は円弧状の罫線等を示す平面図、(b)は製函時に稜部の部分に図(a)の罫線に沿って折り曲げ形成される多数個の菱形状又は円弧状の面取り部等の形成過程を示す斜視図。
【図3】第1の従来技術におけるブランク及び該ブランクで折り曲げ形成されたラップラウンドケース(収容箱)を示す図であり、(a)はラップラウンドケースのブランクを示す平面図、(b)は図(a)のブランクで形成されたラップラウンドケースを示す斜視図。
【図4】第2の従来技術における抜型(押罫部材)及び該抜型で押罫されたブランクにより形成される面取り部を示す図であり、(a)は抜型の斜視図、(b)は図(a)の抜型で押罫されたブランクによる面取り部の形成過程を示す斜視図。
【発明を実施するための形態】
【0018】
本発明は、収容箱の稜部に多数個の菱形状又は円弧状の面取り部を、所要の罫線以外の切目線等を設けることなく、該罫線に沿って正確に折り曲げ形成するという目的を達成するために、紙製シートで製函された収容箱の稜部に多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線の形成法であって、前記多数個の菱形状又は円弧状の面取り部に対応した多数個の菱形状又は円弧状の押罫部を備え且つ、該菱形状又は円弧状の押罫部は平坦な押罫面を有する押罫部材により、ブランクにおける前記稜部となる部分に前記多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線を含む所要の罫線を形成することにより実現した。
【実施例1】
【0019】
以下、本発明の好適な実施例を図1及び図2の(a)、(b)を参照して説明する。まず、本実施例に係る罫線の形成法に適用される押罫部材の構成を説明する。図1において、本実施例の押罫部材1は、段ボール等の紙製シートで製函される収容箱の稜部に多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線をブランクに押罫するためのものであり、前記多数個の菱形状又は円弧状の面取り部に対応した多数個の菱形状又は円弧状の押罫部2が備えられ且つ、各菱形状又は円弧状の押罫部2は、それぞれ平坦な押罫面3,…を有している。多数個の菱形状又は円弧状の押罫部2の両側部には、前記稜部に直罫線を入れるための直線状の押罫部4が設けられている。
【0020】
図1の例の押罫部材1は、多数個の菱形状又は円弧状の面取り部を収容箱における底面板と側面板との稜部に形成するとともに該収容箱における側面板の内側に沿って製品缶としての例えば、缶ビールが6個並べて収容される場合において、各面取り部を各缶ビールと缶ビールとの間に位置するように形成するため、5個の菱形状又は円弧状の押罫部2,…が並べて設けられている。尚、図1に示す押罫部材1の面取り部が菱形状のものが図示されているが、円弧状であるものを含むとする。又、該押罫部材1の押罫対照個所は紙製収容箱を形成する底面板と側面板間のみならず、全ての稜部に適用されるものとする。
【0021】
次に、上述のように構成された押罫部材を用いた罫線の形成法及び作用を図2の(a)、(b)を用いて説明する。図2(a)は、多数個の菱形状又は円弧状の面取り部を収容箱における底面板5と側面板6との稜部7に形成する場合の所要の罫線が押罫されたブランク8を示している。同図には、天面板、端面板等のその他の面板は図示省略してある。
【0022】
押罫部材1における菱形状又は円弧状の多数個の押罫部2は、前述のように、全て平坦な押罫面3となっている。このような押罫部材1で押罫が行われることでブランク8における底面板5と側面板6との稜部7となる部分には、多数個(図では5個)の菱形状又は円弧状の凹面9,…が押圧形成され、各菱形状又は円弧状の凹面9,…の周囲にはそれぞれ低高の段部状の罫線10,…が形成される。多数個の菱形状又は円弧状の凹面9,…及び段部状の罫線10,…の両側方には、直罫線11が形成されている。
【0023】
図2(b)に示すように、製函時に、底面板5から側面板6が起立方向へ折り曲げられて、稜部7の部分に折り曲げ力が加わると、各菱形状又は円弧状の凹面9,…には応力が一様に加わるとともに、その周囲の各段部状の罫線10,…には明確な応力集中が生じて稜部7の部分に多数個の菱形状又は円弧状の面取り部12,…が該段部状の罫線10,…に沿って正確に折り曲げ形成される。
【0024】
前述のように、各面取り部12,…は、側面板の内側に沿って並べて収容される複数個の製品缶としての例えば、缶ビールにおける各缶ビールと缶ビールとの間に位置するように形成される。製函後、収容箱に積上荷重が作用し、缶ビールの上下のフランジが底面板5に食い込んでも、各缶ビールと缶ビールとの間の稜部7の部分に形成された各面取り部12,…における段部状罫線10の折曲角等が変化することで高さ方向の変形が吸収され、側面板6の胴膨れが抑制される。
【0025】
上述したように、本実施例に係る罫線の形成法においては、平坦な押罫面3を有する押罫部材1で押罫が行われることでブランク8における底面板5と側面板6との稜部7となる部分に多数個の菱形状又は円弧状の凹面9,…が押圧形成され、その周囲に低高の段部状の罫線10,…が形成される。製函時には菱形状又は円弧状の凹面9,…に応力が−様に加わるとともに、その周囲の段部状の罫線10,…には明確な応力集中が生じて、所要の罫線以外の切目線等を設けることなく、稜部7の部分に多数個の菱形状又は円弧状の面取り部12,…を該段部状の罫線10,…に沿って正確に折り曲げ形成することができる。
【0026】
製函後、収容箱に積上荷重が作用し、製品缶の上下のフランジが底面板5に食い込んでも、各製品缶と製品缶との間の稜部7の部分に形成された各面取り部12,…で高さ方向の変形が吸収されて側面板6の胴膨れを抑制することができる。
【0027】
なお、本発明は、本発明の精神を逸脱しない限り種々の改変をなすことができ、そして、本発明が該改変されたものにも及ぶことは当然である。
【産業上の利用可能性】
【0028】
収容箱の稜部に多数個の菱形状又は円弧状の面取り部を、所要の罫線以外の切目線等を設けることなく、該罫線に沿って正確に折り曲げ形成することが不可欠な段ボール、厚紙等の紙製シートで製函された缶ビール、缶ジュース等の各種製品の収容箱に広く適用することが可能である。
【符号の説明】
【0029】
1 押罫部材
2 菱形状又は円弧状の押罫部
3 押罫面
4 直線状の押罫部
5 底面板
6 側面板
7 稜部
8 ブランク
9 菱形状又は円弧状の凹面
10 段部状の罫線
11 直罫線
12 面取り部
15 ブランク
16 底面板
17 側面板
18 天面板
19 継代片
20 折曲片
21 端面板
22 稜部
23 傾斜した二本の罫線
24 垂直な切目
25 面取り部
26 面取り部
27 抜型
28 底面板
29 端面板
30 直罫線
31 押刃
32 弧状罫線
33 リード罫刃
34 誘導切目線
35 直線状の半切刃
36 二股状の半切刃
37 曲止切目線
38 曲止切目線を入れる半切刃
39 中折切目線
40 中折切目線を入れる半切刃
【特許請求の範囲】
【請求項1】
紙製シートで製函された収容箱の稜部に多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線の形成法であって、
前記多数個の菱形状又は円弧状の面取り部に対応した多数個の菱形状又は円弧状の押罫部を備え且つ、該菱形状又は円弧状の押罫部は平坦な押罫面を有する押罫部材により、ブランクにおける前記稜部となる部分に前記多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線を含む所要の罫線を形成することを特徴とする罫線の形成法。
【請求項2】
上記多数個の菱形状又は円弧状の面取り部は上記収容箱における底面板と側面板との稜部に形成されるとともに前記各面取り部は、前記側面板の内側に沿って並べて収容される複数個の製品缶における各製品缶と製品缶との間に位置するように形成されることを特徴とする請求項1記載の罫線の形成法。
【請求項1】
紙製シートで製函された収容箱の稜部に多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線の形成法であって、
前記多数個の菱形状又は円弧状の面取り部に対応した多数個の菱形状又は円弧状の押罫部を備え且つ、該菱形状又は円弧状の押罫部は平坦な押罫面を有する押罫部材により、ブランクにおける前記稜部となる部分に前記多数個の菱形状又は円弧状の面取り部を折り曲げ形成するための罫線を含む所要の罫線を形成することを特徴とする罫線の形成法。
【請求項2】
上記多数個の菱形状又は円弧状の面取り部は上記収容箱における底面板と側面板との稜部に形成されるとともに前記各面取り部は、前記側面板の内側に沿って並べて収容される複数個の製品缶における各製品缶と製品缶との間に位置するように形成されることを特徴とする請求項1記載の罫線の形成法。
【図1】


【図2】

【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−254597(P2012−254597A)
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願番号】特願2011−129578(P2011−129578)
【出願日】平成23年6月9日(2011.6.9)
【出願人】(506100990)日本トーカンパッケージ株式会社 (41)
【Fターム(参考)】
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願日】平成23年6月9日(2011.6.9)
【出願人】(506100990)日本トーカンパッケージ株式会社 (41)
【Fターム(参考)】
[ Back to top ]