
置き敷き床シートタイル
【課題】 建築建設用床シートタイルにおいてリサイクル性を高め、敷設施工現場での新設並びには張替作業を容易にし、高意匠高品質で高耐久の床仕上タイルを提供する。
【解決手段】 各シートタイル間の結合部を下顎部上顎部による単純な勘合構造とし、工場で上層材と下層材とを接着すると同時にしタイル間結合用強力粘着材を該勘合部に施し、敷設現場での敷き並べ時に勘合部を圧接し大きな一枚の結合シートとして機能させ、ズレ、突上り、反返り、離脱変形に対するタック性を上げ、施工性、耐久性、リサイクル性を高め、上層材の材質系の変更選択を容易にし高意匠高品質な製品の供給を可能にした。
【解決手段】 各シートタイル間の結合部を下顎部上顎部による単純な勘合構造とし、工場で上層材と下層材とを接着すると同時にしタイル間結合用強力粘着材を該勘合部に施し、敷設現場での敷き並べ時に勘合部を圧接し大きな一枚の結合シートとして機能させ、ズレ、突上り、反返り、離脱変形に対するタック性を上げ、施工性、耐久性、リサイクル性を高め、上層材の材質系の変更選択を容易にし高意匠高品質な製品の供給を可能にした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築建設用床仕上シートタイル敷設現場において、生の接着剤の塗布作業を必要とせず施工範囲の外周部と特に固定が必要な場所に両面粘着テープ等を張り付けし、本発明のシートタイルを梱包を解き端から隙間無く敷き並べ各シートタイルの外周部をハンディーローラー押圧接器具で押圧するだけで完了する施工性と張り剥がしリサイクル性を高めた、熟練工を必要としない汎用性と再生再資源化の融通性の良い高品質な床シートタイル製品を提供するものである。
【背景技術】
【0002】
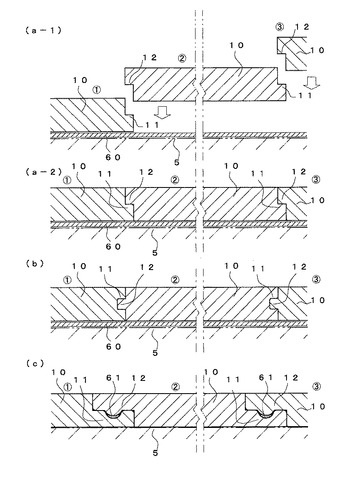
図4に示すほか各種の床シートタイルの施工方法が有り、従来、施工現場において貼付け床面に生の接着剤をへら板により全表面展伸施工しその上に敷並べ完全固着の施工方法が主流であったが、接着剤の継目部分より漏出することを抑える為(a−1)並びに(a−2)図の施工順序で示すように該継目部に段差勘合部を設けたり、(b)図に示すような凹凸勘合部を設けるなど工夫がされてきたが、置き敷き工法用途では2〜4mm程の複雑形状を呈する凹凸勘合部先端に敷設現場で表面側にはみ出さないよう少量の接着剤を塗布することは至難の業であった。
【0003】
近年は省資源の観点から改修時、古タイルの張り剥がしリサイクルを容易にする為、張り剥がしの容易な、置き敷き工法において新たな様々な工夫がされているが、突上り防止の為に図4の(c)に示すような継目部分に複雑な勘合機構を具備し接着剤と共に強固なタイル間結合要素を組み込し、そのため特殊リーダー加工機械を開発するなどし市場投入されている。しかし、製造保管過程においてリーダー加工や狭い凹に僅かな定量の粘着材の均一な配置等で高価な精密機械の調整や刃先の消耗取替に費用が嵩み、製品が高額になるなど課題が残されている。又、施工後の床下地材の伸縮が避けられない場所や該タイルの伸縮による勘合部のズレによっては複雑な勘合部が災いしその部分での捲れあがりを招いていた。
【0004】
又、床下地材への生の接着剤の塗布作業を止め、事前に両面粘着テープ張り等の乾式工法も有るが、その大量の離境紙が産業廃棄物となり後処理上の問題となっていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実用 新案広報 平3−73347
【特許文献2】実用 新案広報 実開平6−35490
【特許文献3】実用 新案広報 実公平6−23595
【特許文献4】実用 新案広報 実用 新案登録第3095865
【特許文献5】特許出願公開 特開平8−302978
【特許文献6】特許出願公開 特開2002−317544
【特許文献7】特許出願公開 特開2003−138734
【特許文献8】特許出願公開 特開2004−100379
【特許文献9】特許出願公開 特開2004−116000
【発明の概要】
【発明が解決しようとする課題】
【0006】
第1の課題は、プラスチック系床シートタイルを再利用する為一度床張りした物を耐用後に張り剥がしし、リサイクル原料としての需要が省資源の観点より多くなり、張り剥がし回収のし易さが、耐用年数の長い建築物の改修や模様替え工事の増加により新敷設時の施工性と共に重要視されるに至った。また専門の床タイル施工職人の手を煩わさなくても、所有者や管理者等が自ら床タイルを張替えし模様替え等の費用を抑えたいとの要望も増えてきており、少しの心得で高意匠の床仕上タイルの張替え作業をしたい。
【0007】
即ち、必要以上にシートタイルを床下地に強力接着固定せず、通常歩行並びに事務機器や事務机椅子家具備品等の配置や移動によって該タイルが突上ったり、横ずれを起さず、資源改修時に如何に剥がし易いかが問われ、尚且つ施工性が良く高品質で安価なものが望まれ、それら
に応えなければならない。
【0008】
第2の課題として、製造上で置き敷き床シートタイル工法において、複雑に成りがちなタイル間の勘合部とその機能の長所短所を見極め、高価なリーダー加工機械を必要とせず、高機能で高品質な、且つ仕上げ材料を柔軟に選択可能とする製造工程を構築することである。
【0009】
第3の課題として、製造後の梱包保管管理並びに運搬施工において、従来の梱包方式を大きく変えることによるコストの増加を防ぐこと、保管並びに運搬上では製品に変質性が無いこと、施工では容易に敷設出来産業廃棄物が最少であること、敷設後では保守管理と耐久性並びにリサイクル性の向上があげられる。
【課題を解決するための手段】
【0010】
通常市販されるカット床シートタイルの寸法は300から1000mm程度の正方形のものや、短辺100から200mm長辺200から1200mm程度の大きさのものが一般的ある。厚さは共に2から5mm程で、カーペット仕上のものは毛織調材質分厚くなる。従来は施工職人による下地床に良質の接着剤の塗布作業を行い、強力に接着する事で敷設初期のは突上りを防止した。使用年月とともに接着材等の品質劣化とホコリ等の侵入により機能低下が起り、各製造業者が共に目的用途材を積層し反返りを防止したり、エンボス加工をし床下地への馴染みをよくするなど、長年苦心改良を重ね敷設後の反返りによる剥れやズレによる重なり、強いては破損し利用者の怪我にまで発展する事を防止してきた。
【0011】
第1の課題に対し、近年は剥がし易さも求められる事により床下地の表面に強力な接着剤等による固着による浮き上り防止機能は特別な用途を除き求められ無くなり、本願はこれらに対応し置き敷き工法を選択した。それにより特に重要視されるのが、シートタイル自身の確実な反り上り変形を防止できる積層構造機能強化は勿論である。通常使用状態で横方向荷重に対しズレを確実に防止する為、床下地との摩擦抵抗や粘着機能の強度調整と共に各シートタイル間の結合力を図1に示すような単純な移継勘合下顎部4aと移継勘合上顎部4bの単純勘合構造とし勘合部の上下のみ接着剤又は粘着材により強力な結合力を持たせタック性においては各タイルがあたかも連結された大きなシートとして作用し、ズレ、突上り、反返り、離脱変形並びに破損防止効果を高めた。
【0012】
第2の課題に対する手段としてタイルは上層材1と下層材3に分け製造し、それを接着剤2aで結合することにより、タイル間の移継勘合部4の段差が形成されると共に上層材の選択が容易な一枚のタイルが一瞬にして製造される方式を発明した。この上下層の接着工程の中で勘合接着部に強力な粘着材2bを施し敷設現場での熟練工による生の接着剤の塗布作業から開放した。本発明では高価なリーダー加工機や消耗加工歯は不要でコストダウンに貢献し、上層材仕上を既に発明開発済の曲面面取打抜切断装置(特願2010−200262)等との一貫した最適な加工機械の発明開発による塑性プラスチック系、或は各種弾性プラスチック系、各種木質系、各種繊維系など要望に応じ多数の組合せを選択をすることが出来、短納期が可能で且つ高機能で高品質な床タイルを製品化することが出来た。
【0013】
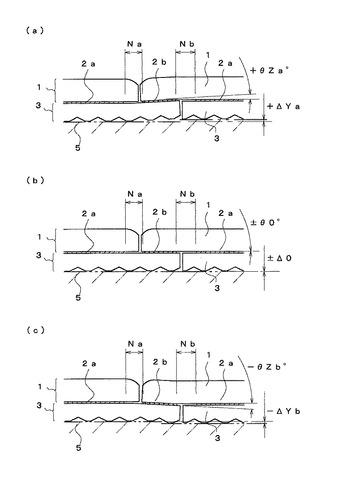
移継勘合接着部の粘着材と、上下層の接着材は図5のNa並びにNbの接着剤又は粘着材を施さない部分を若干設けることにより(b)に示す床下地面の定常位置に対し、右辺の部分が(a)図に示す位置+ΔYaに何らかの振動によりズレた場合、接着剤等が全面に施されていると軟質プラスチック系の本来の柔軟性が阻害され、最も負荷の発生のおおきな勘合接着部に剥離作用が大きく働き、繰り返しこの作用が働くことにより完全に解離してしまう可能性が高まる。故に本発明では前述のようにNa並びにNbの接着剤又は粘着材を施さない部分を若干設け、この部分の柔軟性を保持し移継勘合接着部の耐久性を高めることとした。(b)図は右辺の部分位置が−ΔYbに何らかの振動によりズレた場合を示し、該柔軟性により−θZb°勘合接着部が傾きタイルの変移に耐えた様子を示している。
【0014】
第3の課題に対して、製品の梱包では、勘合耳の部分が従来の梱包箱の寸法より大きくする必要があるが、図3(c)に示すように隣接勘合部の製造時における粘着材は梱包材や隣接のタイルと接触することが無く、離境紙等による特別養生も必要なく産業廃棄物の発生を抑えた。該粘着材は経年劣化に対し耐久性の有る高品質なものを採用し耐久性の向上に努め製造過程においてタイル間を固着する粘着材を製造工場で施工済のためにタイル敷設エリアの外周部に多少の両面テープを張り付けをする必要があるものの従来では現場にて熟練工による生の接着剤の調整、気を緩めると不要な所にも着いてしまう厄介な刷毛へら等による全表面均一展伸塗布作業から開放した。
【図面の簡単な説明】
【0015】
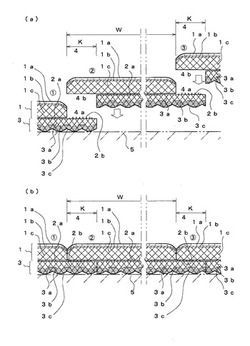
【図1】図1は本発明の置き敷き型床シートタイルを床下地に敷設する状況を示す断面詳細図で、梱包箱から取出し敷き並べるだけで完成する様子を施工前(a)図並びに施工完了後(b)図で示している。
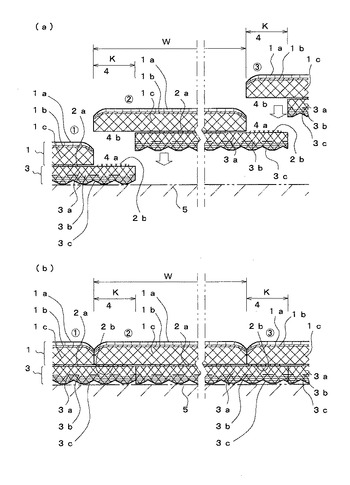
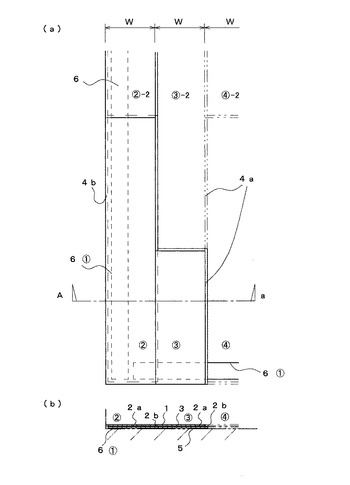
【図2】図2は本願の置き敷き型床シートタイルの施工図で、エリア端部並びに特別に固定強度を要する場所での敷設状況平面図(a)と敷設状況断面図(b)である。
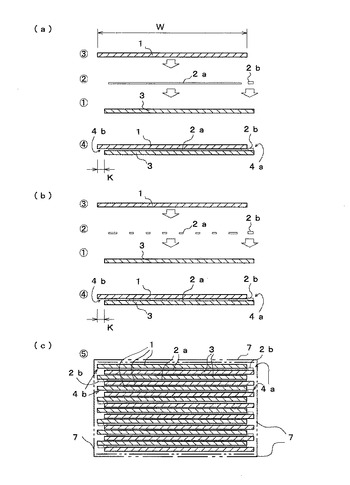
【図3】図3は本願の置き敷き型床シートタイルの製造例を示す図で、部材を大きく分けると表層材と下層材に区分され、その接着方式と粘着材の配置並びに梱包された様子を示している。
【図4】図4は類似先行事例を示した断面図である。
【図5】図5は移継勘合部付近の粘着材又は接着剤の施し方について示している。
【発明を実施するための形態】
【0016】
本発明を実施する形態について、従来の建築用プラスチック系並びに木質系の床タイルの製造ラインそのままでは製造が出来ないが、上層材と下層材を同一系基材で構成する場合は、その製造ラインの他に層間を固着する接着剤と、隣接タイル間を結合する粘着材を塗布する工程を加え正確に該層間を接着する場所又は装置を付加するだけで、生産が可能となる。製品梱包用箱は勘合部の耳の突起寸法分従来より大きくすることで製品出荷が可能となる。上層材を異なる材質系で構成する場合は当然異なる材質のシートパネルを製造するラインが必要になる。
【0017】
施工現場では生の接着剤の調整、刷毛へら等による塗布作業を要せず、貼付けエリアの周囲近くにタイルのズレを防止するための両面粘着テープを張り付けし、該タイルの梱包を解き、端から隙間無く連結張り付けし、タイル間結合粘着部の上部よりローラー圧接工具で押圧接着することで完成し、両面テープの離境紙が従来に比べ産業廃棄物として加わるがその量は僅かで、生の接着剤の塗布作業が不要になったことと比べると、問題にならない。
【実施例】
【0018】
図1にて本発明の置き敷き用シートタイルの要点を述べる。(a)図にて代表的なプラスチック系タイルの敷き並べ手順を円内数字1、2、3の順に表している。汚れ、塵埃等を除去した床下地材5に、工場で正確に上層1、下層3を裁断し、層間を図のごとく勘合段差の寸法Kでズラして接着剤2aにて接着し該段差部分に隣接シートタイルを結合する為の粘着材2bを塗布された製品を順に(b)に示すように整然と敷き並べ、勘合部の粘着材部分を上からハンディー式ローラー圧接工具で押圧接着することで完成する。
【0019】
図中に明記されている上層1の上層表面材1a、上層模様材1b、上層用基材1cは、一例を示すもので需要に応じ塑性プラスチック系、或は各種弾性プラスチック系、各種木質系、各種繊維系など要望に応じ多数の組合せを選択することが出来る。また、下層3の下層基材3a、下層機材安定材3b、下層機材エンボス加工部3cも一例を示し、この配置は基材の特徴を示すものではなく従来の安定した床タイルに対し上層1を張り付けすることによる反り等を防止する為、更に注意を要することを示すのみである。
【0020】
図2で本願の特徴である置き敷き型シートタイルは生の接着剤を敷設エリアに塗布する必要は無いが、エリア周囲とズレ負荷の特に大きな場所では確実に固定する必要が有り、両面粘着テープ6をその部分に事前に張り付けし、該タイルを置き敷き並べることを示しており、(a)は平面図であり(b)はそのA−a断面図である。平面に示すシートタイルの形状や置き敷き形状は一例を示すものであり正方形多角形や段差斜め張り矩形張り等があり本図で特定するものではない。
【0021】
図3で本願のシートタイルの製造並びに梱包状況を示しており、(a)図では下層材3の上に層間接着用の上下層接着剤2aと隣接シートタイル粘着材2bを塗布しその上に正確に上層材1を押圧接着すると製品が完成することを示している。(b)図では隣接シートタイル粘着材2bの塗布形状で過大に接着剤を使用せず間隔を空け塗布する事により省資源化を図る場合があることを示している。製品の梱包状況を(c)図にて示し、隣接シートタイル粘着材2bの上部或は下部は上層材による厚み分の空間が出来、必要な粘着材の厚みは僅かな為、上段との間に十分な隙間が出来、施工までの期間が短い場合特別な養生をせずとも容易に保管と運送が出来ることを示している。
【0022】
前項では製造、梱包、保管、施工について記述したが、主要な従来と異なる置き敷き工法に関する床シートタイルの水平ズレ負荷Fに対しどのような反力、即ち抵抗力Rをもってして耐えうるかの検証評価を表1により考査する。
【表1】

【産業上の利用可能性】
【0023】
本発明は、建築・建設の歩行用並びに居室、店舗内の床タイル、軽運動エリア等に敷設されるプラスチック系並びに木質系の床タイルの製造並びに施工に関するもので、あらゆる建築物や建設物の新築並びに更新においてそこに居室や歩行通路が在れば必ず上品な床仕上材が必要になり、現場にて生の接着剤の調整、気を緩めると不要な所にも着いてしまう厄介な刷毛へら等による塗布作業を要せず施工性が極めて高く、更新時の容易な張り剥がしやリサイクル等の作業性が良く、製品加工と梱包運搬保管管理が容易で製造機械が高額にならず消耗部分が少ない製造設備において高品質な製品価値に対して低価格で供給出来る床用シートタイルの市場投入は望まれるところである。
【符号の説明】
【0024】
1 上層材
1a 上層表面材
1b 上層模様材
1c 上層用基材
2a 上下層接着剤
2b 隣接シートタイル粘着材
3 下層材
3a 下層基材
3b 下層基材形状安定材
3c 下層基材エンボス加工部
4 移継勘合部
4a 移継勘合下顎部
4b 移継勘合上顎部
5 床下地材
6 両面粘着テープ
7 シートタイル運搬梱包材
10 シートタイル本体
11 タイル先施工側勘合突起部
12 タイル後施工側勘合突起部
60 タイル固定用床下地塗布接着剤
61 タイル間固定接着剤
【技術分野】
【0001】
本発明は、建築建設用床仕上シートタイル敷設現場において、生の接着剤の塗布作業を必要とせず施工範囲の外周部と特に固定が必要な場所に両面粘着テープ等を張り付けし、本発明のシートタイルを梱包を解き端から隙間無く敷き並べ各シートタイルの外周部をハンディーローラー押圧接器具で押圧するだけで完了する施工性と張り剥がしリサイクル性を高めた、熟練工を必要としない汎用性と再生再資源化の融通性の良い高品質な床シートタイル製品を提供するものである。
【背景技術】
【0002】
図4に示すほか各種の床シートタイルの施工方法が有り、従来、施工現場において貼付け床面に生の接着剤をへら板により全表面展伸施工しその上に敷並べ完全固着の施工方法が主流であったが、接着剤の継目部分より漏出することを抑える為(a−1)並びに(a−2)図の施工順序で示すように該継目部に段差勘合部を設けたり、(b)図に示すような凹凸勘合部を設けるなど工夫がされてきたが、置き敷き工法用途では2〜4mm程の複雑形状を呈する凹凸勘合部先端に敷設現場で表面側にはみ出さないよう少量の接着剤を塗布することは至難の業であった。
【0003】
近年は省資源の観点から改修時、古タイルの張り剥がしリサイクルを容易にする為、張り剥がしの容易な、置き敷き工法において新たな様々な工夫がされているが、突上り防止の為に図4の(c)に示すような継目部分に複雑な勘合機構を具備し接着剤と共に強固なタイル間結合要素を組み込し、そのため特殊リーダー加工機械を開発するなどし市場投入されている。しかし、製造保管過程においてリーダー加工や狭い凹に僅かな定量の粘着材の均一な配置等で高価な精密機械の調整や刃先の消耗取替に費用が嵩み、製品が高額になるなど課題が残されている。又、施工後の床下地材の伸縮が避けられない場所や該タイルの伸縮による勘合部のズレによっては複雑な勘合部が災いしその部分での捲れあがりを招いていた。
【0004】
又、床下地材への生の接着剤の塗布作業を止め、事前に両面粘着テープ張り等の乾式工法も有るが、その大量の離境紙が産業廃棄物となり後処理上の問題となっていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実用 新案広報 平3−73347
【特許文献2】実用 新案広報 実開平6−35490
【特許文献3】実用 新案広報 実公平6−23595
【特許文献4】実用 新案広報 実用 新案登録第3095865
【特許文献5】特許出願公開 特開平8−302978
【特許文献6】特許出願公開 特開2002−317544
【特許文献7】特許出願公開 特開2003−138734
【特許文献8】特許出願公開 特開2004−100379
【特許文献9】特許出願公開 特開2004−116000
【発明の概要】
【発明が解決しようとする課題】
【0006】
第1の課題は、プラスチック系床シートタイルを再利用する為一度床張りした物を耐用後に張り剥がしし、リサイクル原料としての需要が省資源の観点より多くなり、張り剥がし回収のし易さが、耐用年数の長い建築物の改修や模様替え工事の増加により新敷設時の施工性と共に重要視されるに至った。また専門の床タイル施工職人の手を煩わさなくても、所有者や管理者等が自ら床タイルを張替えし模様替え等の費用を抑えたいとの要望も増えてきており、少しの心得で高意匠の床仕上タイルの張替え作業をしたい。
【0007】
即ち、必要以上にシートタイルを床下地に強力接着固定せず、通常歩行並びに事務機器や事務机椅子家具備品等の配置や移動によって該タイルが突上ったり、横ずれを起さず、資源改修時に如何に剥がし易いかが問われ、尚且つ施工性が良く高品質で安価なものが望まれ、それら
に応えなければならない。
【0008】
第2の課題として、製造上で置き敷き床シートタイル工法において、複雑に成りがちなタイル間の勘合部とその機能の長所短所を見極め、高価なリーダー加工機械を必要とせず、高機能で高品質な、且つ仕上げ材料を柔軟に選択可能とする製造工程を構築することである。
【0009】
第3の課題として、製造後の梱包保管管理並びに運搬施工において、従来の梱包方式を大きく変えることによるコストの増加を防ぐこと、保管並びに運搬上では製品に変質性が無いこと、施工では容易に敷設出来産業廃棄物が最少であること、敷設後では保守管理と耐久性並びにリサイクル性の向上があげられる。
【課題を解決するための手段】
【0010】
通常市販されるカット床シートタイルの寸法は300から1000mm程度の正方形のものや、短辺100から200mm長辺200から1200mm程度の大きさのものが一般的ある。厚さは共に2から5mm程で、カーペット仕上のものは毛織調材質分厚くなる。従来は施工職人による下地床に良質の接着剤の塗布作業を行い、強力に接着する事で敷設初期のは突上りを防止した。使用年月とともに接着材等の品質劣化とホコリ等の侵入により機能低下が起り、各製造業者が共に目的用途材を積層し反返りを防止したり、エンボス加工をし床下地への馴染みをよくするなど、長年苦心改良を重ね敷設後の反返りによる剥れやズレによる重なり、強いては破損し利用者の怪我にまで発展する事を防止してきた。
【0011】
第1の課題に対し、近年は剥がし易さも求められる事により床下地の表面に強力な接着剤等による固着による浮き上り防止機能は特別な用途を除き求められ無くなり、本願はこれらに対応し置き敷き工法を選択した。それにより特に重要視されるのが、シートタイル自身の確実な反り上り変形を防止できる積層構造機能強化は勿論である。通常使用状態で横方向荷重に対しズレを確実に防止する為、床下地との摩擦抵抗や粘着機能の強度調整と共に各シートタイル間の結合力を図1に示すような単純な移継勘合下顎部4aと移継勘合上顎部4bの単純勘合構造とし勘合部の上下のみ接着剤又は粘着材により強力な結合力を持たせタック性においては各タイルがあたかも連結された大きなシートとして作用し、ズレ、突上り、反返り、離脱変形並びに破損防止効果を高めた。
【0012】
第2の課題に対する手段としてタイルは上層材1と下層材3に分け製造し、それを接着剤2aで結合することにより、タイル間の移継勘合部4の段差が形成されると共に上層材の選択が容易な一枚のタイルが一瞬にして製造される方式を発明した。この上下層の接着工程の中で勘合接着部に強力な粘着材2bを施し敷設現場での熟練工による生の接着剤の塗布作業から開放した。本発明では高価なリーダー加工機や消耗加工歯は不要でコストダウンに貢献し、上層材仕上を既に発明開発済の曲面面取打抜切断装置(特願2010−200262)等との一貫した最適な加工機械の発明開発による塑性プラスチック系、或は各種弾性プラスチック系、各種木質系、各種繊維系など要望に応じ多数の組合せを選択をすることが出来、短納期が可能で且つ高機能で高品質な床タイルを製品化することが出来た。
【0013】
移継勘合接着部の粘着材と、上下層の接着材は図5のNa並びにNbの接着剤又は粘着材を施さない部分を若干設けることにより(b)に示す床下地面の定常位置に対し、右辺の部分が(a)図に示す位置+ΔYaに何らかの振動によりズレた場合、接着剤等が全面に施されていると軟質プラスチック系の本来の柔軟性が阻害され、最も負荷の発生のおおきな勘合接着部に剥離作用が大きく働き、繰り返しこの作用が働くことにより完全に解離してしまう可能性が高まる。故に本発明では前述のようにNa並びにNbの接着剤又は粘着材を施さない部分を若干設け、この部分の柔軟性を保持し移継勘合接着部の耐久性を高めることとした。(b)図は右辺の部分位置が−ΔYbに何らかの振動によりズレた場合を示し、該柔軟性により−θZb°勘合接着部が傾きタイルの変移に耐えた様子を示している。
【0014】
第3の課題に対して、製品の梱包では、勘合耳の部分が従来の梱包箱の寸法より大きくする必要があるが、図3(c)に示すように隣接勘合部の製造時における粘着材は梱包材や隣接のタイルと接触することが無く、離境紙等による特別養生も必要なく産業廃棄物の発生を抑えた。該粘着材は経年劣化に対し耐久性の有る高品質なものを採用し耐久性の向上に努め製造過程においてタイル間を固着する粘着材を製造工場で施工済のためにタイル敷設エリアの外周部に多少の両面テープを張り付けをする必要があるものの従来では現場にて熟練工による生の接着剤の調整、気を緩めると不要な所にも着いてしまう厄介な刷毛へら等による全表面均一展伸塗布作業から開放した。
【図面の簡単な説明】
【0015】
【図1】図1は本発明の置き敷き型床シートタイルを床下地に敷設する状況を示す断面詳細図で、梱包箱から取出し敷き並べるだけで完成する様子を施工前(a)図並びに施工完了後(b)図で示している。
【図2】図2は本願の置き敷き型床シートタイルの施工図で、エリア端部並びに特別に固定強度を要する場所での敷設状況平面図(a)と敷設状況断面図(b)である。
【図3】図3は本願の置き敷き型床シートタイルの製造例を示す図で、部材を大きく分けると表層材と下層材に区分され、その接着方式と粘着材の配置並びに梱包された様子を示している。
【図4】図4は類似先行事例を示した断面図である。
【図5】図5は移継勘合部付近の粘着材又は接着剤の施し方について示している。
【発明を実施するための形態】
【0016】
本発明を実施する形態について、従来の建築用プラスチック系並びに木質系の床タイルの製造ラインそのままでは製造が出来ないが、上層材と下層材を同一系基材で構成する場合は、その製造ラインの他に層間を固着する接着剤と、隣接タイル間を結合する粘着材を塗布する工程を加え正確に該層間を接着する場所又は装置を付加するだけで、生産が可能となる。製品梱包用箱は勘合部の耳の突起寸法分従来より大きくすることで製品出荷が可能となる。上層材を異なる材質系で構成する場合は当然異なる材質のシートパネルを製造するラインが必要になる。
【0017】
施工現場では生の接着剤の調整、刷毛へら等による塗布作業を要せず、貼付けエリアの周囲近くにタイルのズレを防止するための両面粘着テープを張り付けし、該タイルの梱包を解き、端から隙間無く連結張り付けし、タイル間結合粘着部の上部よりローラー圧接工具で押圧接着することで完成し、両面テープの離境紙が従来に比べ産業廃棄物として加わるがその量は僅かで、生の接着剤の塗布作業が不要になったことと比べると、問題にならない。
【実施例】
【0018】
図1にて本発明の置き敷き用シートタイルの要点を述べる。(a)図にて代表的なプラスチック系タイルの敷き並べ手順を円内数字1、2、3の順に表している。汚れ、塵埃等を除去した床下地材5に、工場で正確に上層1、下層3を裁断し、層間を図のごとく勘合段差の寸法Kでズラして接着剤2aにて接着し該段差部分に隣接シートタイルを結合する為の粘着材2bを塗布された製品を順に(b)に示すように整然と敷き並べ、勘合部の粘着材部分を上からハンディー式ローラー圧接工具で押圧接着することで完成する。
【0019】
図中に明記されている上層1の上層表面材1a、上層模様材1b、上層用基材1cは、一例を示すもので需要に応じ塑性プラスチック系、或は各種弾性プラスチック系、各種木質系、各種繊維系など要望に応じ多数の組合せを選択することが出来る。また、下層3の下層基材3a、下層機材安定材3b、下層機材エンボス加工部3cも一例を示し、この配置は基材の特徴を示すものではなく従来の安定した床タイルに対し上層1を張り付けすることによる反り等を防止する為、更に注意を要することを示すのみである。
【0020】
図2で本願の特徴である置き敷き型シートタイルは生の接着剤を敷設エリアに塗布する必要は無いが、エリア周囲とズレ負荷の特に大きな場所では確実に固定する必要が有り、両面粘着テープ6をその部分に事前に張り付けし、該タイルを置き敷き並べることを示しており、(a)は平面図であり(b)はそのA−a断面図である。平面に示すシートタイルの形状や置き敷き形状は一例を示すものであり正方形多角形や段差斜め張り矩形張り等があり本図で特定するものではない。
【0021】
図3で本願のシートタイルの製造並びに梱包状況を示しており、(a)図では下層材3の上に層間接着用の上下層接着剤2aと隣接シートタイル粘着材2bを塗布しその上に正確に上層材1を押圧接着すると製品が完成することを示している。(b)図では隣接シートタイル粘着材2bの塗布形状で過大に接着剤を使用せず間隔を空け塗布する事により省資源化を図る場合があることを示している。製品の梱包状況を(c)図にて示し、隣接シートタイル粘着材2bの上部或は下部は上層材による厚み分の空間が出来、必要な粘着材の厚みは僅かな為、上段との間に十分な隙間が出来、施工までの期間が短い場合特別な養生をせずとも容易に保管と運送が出来ることを示している。
【0022】
前項では製造、梱包、保管、施工について記述したが、主要な従来と異なる置き敷き工法に関する床シートタイルの水平ズレ負荷Fに対しどのような反力、即ち抵抗力Rをもってして耐えうるかの検証評価を表1により考査する。
【表1】
【産業上の利用可能性】
【0023】
本発明は、建築・建設の歩行用並びに居室、店舗内の床タイル、軽運動エリア等に敷設されるプラスチック系並びに木質系の床タイルの製造並びに施工に関するもので、あらゆる建築物や建設物の新築並びに更新においてそこに居室や歩行通路が在れば必ず上品な床仕上材が必要になり、現場にて生の接着剤の調整、気を緩めると不要な所にも着いてしまう厄介な刷毛へら等による塗布作業を要せず施工性が極めて高く、更新時の容易な張り剥がしやリサイクル等の作業性が良く、製品加工と梱包運搬保管管理が容易で製造機械が高額にならず消耗部分が少ない製造設備において高品質な製品価値に対して低価格で供給出来る床用シートタイルの市場投入は望まれるところである。
【符号の説明】
【0024】
1 上層材
1a 上層表面材
1b 上層模様材
1c 上層用基材
2a 上下層接着剤
2b 隣接シートタイル粘着材
3 下層材
3a 下層基材
3b 下層基材形状安定材
3c 下層基材エンボス加工部
4 移継勘合部
4a 移継勘合下顎部
4b 移継勘合上顎部
5 床下地材
6 両面粘着テープ
7 シートタイル運搬梱包材
10 シートタイル本体
11 タイル先施工側勘合突起部
12 タイル後施工側勘合突起部
60 タイル固定用床下地塗布接着剤
61 タイル間固定接着剤
【特許請求の範囲】
【請求項1】
各シートタイル間の結合部を図1に示すような下顎部4a並びに上顎部4bからなる単純な勘合構造にし、上層材1と下層材3とを接着するだけで構築され、この勘合部に隣接タイル粘着材2bを製造工場にて施し敷設時に現場で圧接し強力な結合力を持たせタック性においては各タイルがあたかも連結された大きなシートとして作用し、ズレ、突上り、反返り、離脱変形並びに破損防止効果を高め、上層材の材質系の変更選択を容易にし高意匠高品質な製品を供給出来、敷設施工現場の労力を抑制し、耐用後のリサイクル性を高めたことを特徴とする方式。
【請求項1】
各シートタイル間の結合部を図1に示すような下顎部4a並びに上顎部4bからなる単純な勘合構造にし、上層材1と下層材3とを接着するだけで構築され、この勘合部に隣接タイル粘着材2bを製造工場にて施し敷設時に現場で圧接し強力な結合力を持たせタック性においては各タイルがあたかも連結された大きなシートとして作用し、ズレ、突上り、反返り、離脱変形並びに破損防止効果を高め、上層材の材質系の変更選択を容易にし高意匠高品質な製品を供給出来、敷設施工現場の労力を抑制し、耐用後のリサイクル性を高めたことを特徴とする方式。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−112935(P2013−112935A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−257072(P2011−257072)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(594067520)飯田化成株式会社 (2)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(594067520)飯田化成株式会社 (2)
【Fターム(参考)】
[ Back to top ]