
羽毛枝維繊ファブリック及びその製造方法
本発明は羽軸繊維ファブリック及びその製造方法に関し、そのファブリックは、羽軸繊維10−100重量%、テキスタイル0−90重量%の羽軸繊維及びテキスタイルからなることを特徴とし、また原料をフィルタリングし、供給変換装置へ供給し、撚じり、コーン巻し、熱設定して、織る処理により形成される。このファブリックは、従来のけばだて、二重張り、及び引抜の技術ではダウンを処理することができず、ダウンコート、ダウンキルト、ダウンマットレス及びその他の詰め物形態の寝具は、詰め物形態における詰め物として形成できるのみであり、その結果として低品質及び利用性が低いという問題を解決し、羽軸繊維紡績及び織成が実現される。ファブリックの分野の新たな種類は、断熱用のコート、靴下、キルト、マットレス及びその他の寝具に適する。

【発明の詳細な説明】
【発明の背景】
【0001】
発明の分野
本発明は羽軸繊維テキスタイル技術に関し、特にダウンの羽軸繊維からなるファブリック及びその製造方法に関する。
【0002】
従来技術の説明
フェザー及びダウンは断熱用の良好な天然素材である。フェザーはシート状であり、羽軸は軸の両側から外側へ平行に分布している。ダウンはクラスタ及び産毛に分類することができ、ここでクラスタは、核をなす羽柄から外側へ放射状に分布する羽軸を有し、一方、産毛は軸線をなす軸から放射状に分布する羽軸を有する。従ってフェザーもダウンも繊維には属さない。フェザー及びダウンの羽軸が通常の技術により軸又は羽柄から分離されるならば、単独の羽軸繊維が形成される。フェザーの羽軸繊維はクラスタ及び産毛のそれよりも粗いが、その構造においては同様であり、即ち羽軸繊維の全ての主羽軸に小羽枝が分布し、結節点及び/または小鉤が小羽枝上に分布されるので、独特の自然な輪郭の繊維であり、これは軽量であり、良好な断熱及び保温性能を有する。羽軸繊維は比較的に短く、殆どは15乃至25mmの範囲内であり、湾曲しておらず、互いに連結しておらず、単独の羽軸のふわふわとした状態を呈するので、従来の織物技術では、けばだて、二重張り、及び引抜を実行するのは困難である。従って、ダウンコート、ダウンキルト、ダウンマットレス及びその他の詰め物形態の寝具は、詰め物形態における詰め物としてのフェザー、ダウンまたは羽軸繊維を用いることにより製造することが可能なのみであり、その結果として低品質及び利用性が低い。
【0003】
他の繊維に固定されたダウンを紡ぐ技術処理は、公報CN1222591A(発明の名称”Down Spinning Technique”)及びCN1293270A(発明の名称”Down Fabric”)の明細書及び請求項に開示されている。
【0004】
ダウン(クラスタとしても知られる)は、国内、国際ダウン工業においてガチョウ及びアヒルからの柔らかいダウン繊維を含むクラスタとして規定される。ダウンは、クラスタまたは産毛の標準的な最小条件、並びにフェザー片、ダウン繊維、フェザー繊維及び混入物の制限量を満たすクラスタまたは産毛の一般的用語を意味する。上述の公報におけるダウンは、同一の構造の素材には属さず、繊維にも属さない。繊維は天然又は人工合成綿状素材である。従って生地材料として用いられるダウンは紡ぐことは可能でない。ダウンを他の紡績可能な繊維と混合したとしても、クラスタは外側では緩く、内側では緻密であり、クラスタの大きさは互いに異なり、様々なフェザー片及びダウン繊維がダウン素材に包含されているために、仕上げられた編み糸は均一でなく、他のテキスタイルとの繊細な均一の互いに連結した組み合わせを形成することはできないので、殆どのダウンは独立して存在しており、即ち製造中に空気流により吹き飛ばされてしまう。
【0005】
発明の概要
本発明の目的は、羽軸繊維ファブリックと、高張力を有する真っ直ぐな羽軸繊維により生地を直接に製造する方法とに関する。
【0006】
本発明の目的は、重量比で羽軸繊維10−100%、テキスタイル0−90%の羽軸繊維及びテキスタイルからなるファブリックにより実現される。
【0007】
羽軸繊維は、アヒルやガチョウなどの鳥の洗浄されたシート状フェザー、クラスタ、及び産毛から軸及び羽柄を除去することにより抽出された単独の羽軸繊維を採用する。
【0008】
テキスタイルは天然繊維(例えばコットン、ウール、麻、及びシルク)、化学繊維(例えばテリレン、アクリロン、ポリアミド、クロロファイバー、ポリプロピレン ファイバー、ポリウレタン、ビニロナンド ビスコース)からなるグループから選択された少なくとも一つである。
【0009】
羽軸繊維の製造工程は以下の段階を含む。即ち、
原料をフィルタリングし、供給変換装置へ供給し、撚じり、コーン巻し、熱設定して、織り、その熱設定は温度80乃至120℃で5乃至20分に亘って実行される。
【0010】
供給変換装置は、原料箱、供給カーテン、調整可能均綿ローラ、把持リッケリン、第一沈降室、均綿工作機、開放リッケリン、第二沈降室とからなり、その第二沈降室の内室は互いに連通し、筐体が互いに連結しており、生産物として形成された帯はガーゼシリンダと係合する。
【0011】
本発明は従来の技術と比較して以下の利点を有する。即ち(1)供給変換装置は、把持リッケリン及び開放リッケリンを有する二つの梳きと、調整可能均綿ローラ及び均綿工作機を有する二つの定量制御器、第一及び第二の沈降室を有する二つの定量沈降器を含み、羽軸繊維が、帯状形態で連続的に均一且つ定量的に生産物に形成されるように通過することを確実にする。従って、以下の問題点、即ち羽軸繊維は伸ばしてあり、粘着を伴わないので、羽軸繊維を直接に編み糸へ処理することができないので、従来の紡績技術では、毛羽立て、二重張り、及び引抜のために必要な段階をするのは困難であるという問題が解決される。一方、羽軸繊維を曲げて修正する必要が無く、初期の構造を有する羽軸を直接に帯状に形成することができ、ヤーンに紡ぐことができるので、強引な力による羽軸繊維の損傷又は部分的な破断を回避でき、ダウン及びフェザーの生地製造の理想が実現し、(2)コーン巻き及び熱設定は、以下の欠点を排除するために採用されている。即ち羽軸繊維が強い弾性反発を有して真っ直ぐであり、仕上げられたヤーン及び糸は、容易に撚れて復帰するので、詰め物の低張力と欠陥がもたらされてしまう欠点である。(3)羽軸繊維は天然プロファイル繊維であり、これは軽量で良好な保温及び断熱性能を有するので、羽軸繊維のファブリックも軽量で良好な保温及び断熱性能の利点を持つので、生地産業における保温及び断熱のための新たな天然繊維生地となる。(4)羽軸繊維ファブリックは多くの種類を有し、品位が高いので広範に使用できる。
【0012】
詳細な説明
図1に示すように原料箱1、把持リッケリン4及び開放リッケリン7が図示されている。水平供給カーテン12は原料箱の底部に配置されている。扇型の歯10を有する傾斜した供給カーテン2は水平供給カーテンの端部に配置されている。逆方向に回転する調整可能均綿ローラ3は傾斜した供給カーテン2の上部中間部分に配置されている。把持リッケリン4は調整可能均綿ローラの上部に配置されている。把持リッケリン4の下側の第一沈降室5は、把持リッケリン4に連通している。第一沈降室5の低部部分には、反対方向に回転する均綿工作機6を有する開放リッケリン7が配置されている。開放リッケリンの下側の第二沈降室8は、開放リッケリンに連通している。第二沈降室の低部部分には、二つのガーゼシリンダ9からなる楔型溝に係合してストライプ状出口が位置している。二つのガーゼシリンダ9の両方は、負の圧力におかれることのできる吸気袋を備えており、且つ同方向に回転する。第一及び第二沈降室は、把持リッケリン、開放リッケリン、及び供給カーテンの外側で内室11に連通し、ハウジング13は互いに連結している。
【0013】
実施例1
羽軸繊維ファブリックは、重量70%の羽軸繊維及び重量30%のテキスタイルとからなる。
【0014】
処理の流れ:原料の濾過――これを供給変換装置へ供給−―撚り加工――コーン巻加工――熱設定――製織――最終製品を保管所へ置く。
【0015】
処理の説明
1.原料の濾過:羽軸繊維は、アヒルやガチョウなどの鳥の洗浄されたシート状フェザー、クラスタ、及び産毛から軸及び羽柄を除去することにより抽出された単独の羽軸繊維を採用する。
【0016】
テキスタイルは天然繊維(例えばコットン、ウール、麻、及びシルク)、化学繊維(例えばテリレン、アクリロン、ポリアミド、クロロファイバー、ポリプロピレン ファイバー、ポリウレタン、ビニロナンド ビスコース)からなるグループから選択された少なくとも一つである。
【0017】
2.供給変換装置への供給:この装置は羽軸繊維の天然の物理的特性、即ち羽軸繊維は単独で真っ直ぐであることに応じて設計された特定の装置である。羽軸繊維又は羽軸繊維混合物は装置内の供給カーテンによる原料箱からの産出物であり、調整可能均綿ローラの制御の下に比較的に均一、定量的、且つ連続的に把持リッケリンへ供給されて、次いで把持リッケリン及び開放リッケリンを通じて二回毛羽立てられ、均綿工作機により再度均綿されて、第一及び第二沈降室により二回沈降されて、ストライプ状出口から産出される。従って、羽軸繊維を連続的に、均一に、且つ定量的に二つの負圧ガーゼシリンダからなる楔形スロットへ沈降させることにより均一なストランドを形成することが実現される。
【0018】
3.撚り加工:異なる原材料に応じて、糸又はヤーンの芯が撚りの前に羽軸繊維ストランドへ導入され、糸又はヤーンの芯と連続的且つ均一に密着された羽軸繊維ストランドが、従来の摩擦紡績法を用いて二つの負圧ガーゼシリンダを同方向に回転させることにより撚ると、ヤーンを被覆する羽軸繊維が形成される。
【0019】
4.コーン巻加工:従来の技術を用いることにより羽軸繊維ヤーンをコーンへ巻く。
【0020】
5.熱設定:コーンヤーンは、80乃至120℃の温度範囲で5乃至20分間に亘って加熱するためのサーモスタットへ送られる。
【0021】
6.製織:製織又は編みの従来の技術により、ヤーンから断熱用羽軸繊維ファブリックを製造する。
【0022】
7.最終製品を保管所へ置く:羽軸繊維ファブリックを検査し、梱包し、倉庫に収納する。
【0023】
実施例2
羽軸繊維ファブリックは、羽軸繊維100%重量及びテキスタイル繊維0%重量からなる。
【0024】
処理の流れ:原材料フィルタリング――これを供給転換装置へ供給――撚り加工――コーン巻――加熱設定――折り畳み――製織――最終製品を保管所へ置く。
【0025】
処理の説明
1.撚り:連続的に均一に結合された羽軸繊維ストランドは、従来の摩擦紡績法を用いて二つの負圧ガーゼシリンダを同方向に回転させることにより撚ると、ヤーンを被覆する羽軸繊維が形成される。
【0026】
2.折り曲げ:従来の技術を用いることにより羽軸繊維ヤーンを折り曲げヤーンへ折り曲げる。
【0027】
3.織り:羽軸繊維ヤーンから従来の技術又は編成により断熱及び耐熱用羽軸繊維ファブリックを製造する。
【0028】
4.他の処理は実施例1におけるそれと同様である。
【0029】
実施例3
羽軸繊維ファブリックは、羽軸繊維90%重量及びテキスタイル繊維10%重量からなる。
【0030】
処理流れ:
処理の流れ:原材料フィルタリング――これを供給転換装置へ供給――撚り――コーン巻――加熱設定――被覆――織り――製品を保管所へ収納。
【0031】
処理の説明
1.原材料フィルタリング:テキスタイル繊維は天然、化学テキスタイル繊維又は糸を採用する。
【0032】
2.被覆:芯としての羽軸繊維ヤーンは従来の技術を用いて紡績又は糸で被覆されて被覆ヤーンを形成する。
【0033】
3.他の実施形態においては処理は実施例1におけるそれと同様である。
【0034】
実施例4
羽軸繊維ファブリックは、羽軸繊維50%重量及びテキスタイル繊維50%重量からなる。
【0035】
処理流れ:
処理の流れ:原材料フィルタリング――混合――これを供給転換装置へ供給――撚り――コーン巻――加熱設定――被覆――織り――最終製品を保管所へ収納。
【0036】
処理の説明
1.原材料フィルタリング:テキスタイル繊維は天然又は化学テキスタイル繊維を採用する。
【0037】
2.混合:羽軸繊維及びテキスタイル繊維は従来の技術を用いることにより均一に混合される。
【0038】
3.撚り:連続的に均一に結合された羽軸繊維ストランドは、二つの負圧ガーゼシリンダを同方向に回転させることにより撚られて、ストランドはガーゼシリンダの設計された透過性に従って撚られたストライプ又はローブを形成し、それぞれローター紡績及びリング紡績により細番手を形成する。
【0039】
4.他の処理は実施例1におけるそれと同様である。
【0040】
実施例5
羽軸繊維ファブリックは、羽軸繊維10%重量及びテキスタイル繊維90%重量からなる。
【0041】
処理流れは実施例4におけるそれと同様である。
【0042】
処理の説明
1.織り:織りは、横糸としての羽軸繊維ヤーン又は羽軸繊維混合ヤーンと、縦糸としての他のテキスタイル繊維を用いて実行される。
【0043】
2.他の処理は実施例4におけるそれと同様である。
【0044】
実施例6
羽軸繊維ファブリックは、羽軸繊維20%重量及びテキスタイル繊維80%重量からなる。
【0045】
処理の流れ:原材料フィルタリング――混合――これを供給転換装置へ供給――撚り――コーン巻――加熱設定――被覆――織り――最終製品を保管所へ収納。
【0046】
処理の説明
1.折り曲げ:羽軸繊維又は羽軸繊維混合ヤーンは、それ自身で又は他のテキスタイル繊維と共に折り曲げヤーンへ折り曲げられる。
【0047】
2.他の処理は実施例4におけるそれと同様である。
【図面の簡単な説明】
【0048】
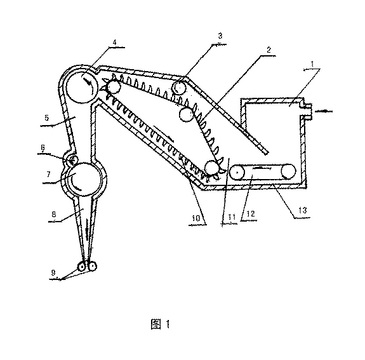
【図1】図1は供給変換装置の概略的な構造図である。
【発明の背景】
【0001】
発明の分野
本発明は羽軸繊維テキスタイル技術に関し、特にダウンの羽軸繊維からなるファブリック及びその製造方法に関する。
【0002】
従来技術の説明
フェザー及びダウンは断熱用の良好な天然素材である。フェザーはシート状であり、羽軸は軸の両側から外側へ平行に分布している。ダウンはクラスタ及び産毛に分類することができ、ここでクラスタは、核をなす羽柄から外側へ放射状に分布する羽軸を有し、一方、産毛は軸線をなす軸から放射状に分布する羽軸を有する。従ってフェザーもダウンも繊維には属さない。フェザー及びダウンの羽軸が通常の技術により軸又は羽柄から分離されるならば、単独の羽軸繊維が形成される。フェザーの羽軸繊維はクラスタ及び産毛のそれよりも粗いが、その構造においては同様であり、即ち羽軸繊維の全ての主羽軸に小羽枝が分布し、結節点及び/または小鉤が小羽枝上に分布されるので、独特の自然な輪郭の繊維であり、これは軽量であり、良好な断熱及び保温性能を有する。羽軸繊維は比較的に短く、殆どは15乃至25mmの範囲内であり、湾曲しておらず、互いに連結しておらず、単独の羽軸のふわふわとした状態を呈するので、従来の織物技術では、けばだて、二重張り、及び引抜を実行するのは困難である。従って、ダウンコート、ダウンキルト、ダウンマットレス及びその他の詰め物形態の寝具は、詰め物形態における詰め物としてのフェザー、ダウンまたは羽軸繊維を用いることにより製造することが可能なのみであり、その結果として低品質及び利用性が低い。
【0003】
他の繊維に固定されたダウンを紡ぐ技術処理は、公報CN1222591A(発明の名称”Down Spinning Technique”)及びCN1293270A(発明の名称”Down Fabric”)の明細書及び請求項に開示されている。
【0004】
ダウン(クラスタとしても知られる)は、国内、国際ダウン工業においてガチョウ及びアヒルからの柔らかいダウン繊維を含むクラスタとして規定される。ダウンは、クラスタまたは産毛の標準的な最小条件、並びにフェザー片、ダウン繊維、フェザー繊維及び混入物の制限量を満たすクラスタまたは産毛の一般的用語を意味する。上述の公報におけるダウンは、同一の構造の素材には属さず、繊維にも属さない。繊維は天然又は人工合成綿状素材である。従って生地材料として用いられるダウンは紡ぐことは可能でない。ダウンを他の紡績可能な繊維と混合したとしても、クラスタは外側では緩く、内側では緻密であり、クラスタの大きさは互いに異なり、様々なフェザー片及びダウン繊維がダウン素材に包含されているために、仕上げられた編み糸は均一でなく、他のテキスタイルとの繊細な均一の互いに連結した組み合わせを形成することはできないので、殆どのダウンは独立して存在しており、即ち製造中に空気流により吹き飛ばされてしまう。
【0005】
発明の概要
本発明の目的は、羽軸繊維ファブリックと、高張力を有する真っ直ぐな羽軸繊維により生地を直接に製造する方法とに関する。
【0006】
本発明の目的は、重量比で羽軸繊維10−100%、テキスタイル0−90%の羽軸繊維及びテキスタイルからなるファブリックにより実現される。
【0007】
羽軸繊維は、アヒルやガチョウなどの鳥の洗浄されたシート状フェザー、クラスタ、及び産毛から軸及び羽柄を除去することにより抽出された単独の羽軸繊維を採用する。
【0008】
テキスタイルは天然繊維(例えばコットン、ウール、麻、及びシルク)、化学繊維(例えばテリレン、アクリロン、ポリアミド、クロロファイバー、ポリプロピレン ファイバー、ポリウレタン、ビニロナンド ビスコース)からなるグループから選択された少なくとも一つである。
【0009】
羽軸繊維の製造工程は以下の段階を含む。即ち、
原料をフィルタリングし、供給変換装置へ供給し、撚じり、コーン巻し、熱設定して、織り、その熱設定は温度80乃至120℃で5乃至20分に亘って実行される。
【0010】
供給変換装置は、原料箱、供給カーテン、調整可能均綿ローラ、把持リッケリン、第一沈降室、均綿工作機、開放リッケリン、第二沈降室とからなり、その第二沈降室の内室は互いに連通し、筐体が互いに連結しており、生産物として形成された帯はガーゼシリンダと係合する。
【0011】
本発明は従来の技術と比較して以下の利点を有する。即ち(1)供給変換装置は、把持リッケリン及び開放リッケリンを有する二つの梳きと、調整可能均綿ローラ及び均綿工作機を有する二つの定量制御器、第一及び第二の沈降室を有する二つの定量沈降器を含み、羽軸繊維が、帯状形態で連続的に均一且つ定量的に生産物に形成されるように通過することを確実にする。従って、以下の問題点、即ち羽軸繊維は伸ばしてあり、粘着を伴わないので、羽軸繊維を直接に編み糸へ処理することができないので、従来の紡績技術では、毛羽立て、二重張り、及び引抜のために必要な段階をするのは困難であるという問題が解決される。一方、羽軸繊維を曲げて修正する必要が無く、初期の構造を有する羽軸を直接に帯状に形成することができ、ヤーンに紡ぐことができるので、強引な力による羽軸繊維の損傷又は部分的な破断を回避でき、ダウン及びフェザーの生地製造の理想が実現し、(2)コーン巻き及び熱設定は、以下の欠点を排除するために採用されている。即ち羽軸繊維が強い弾性反発を有して真っ直ぐであり、仕上げられたヤーン及び糸は、容易に撚れて復帰するので、詰め物の低張力と欠陥がもたらされてしまう欠点である。(3)羽軸繊維は天然プロファイル繊維であり、これは軽量で良好な保温及び断熱性能を有するので、羽軸繊維のファブリックも軽量で良好な保温及び断熱性能の利点を持つので、生地産業における保温及び断熱のための新たな天然繊維生地となる。(4)羽軸繊維ファブリックは多くの種類を有し、品位が高いので広範に使用できる。
【0012】
詳細な説明
図1に示すように原料箱1、把持リッケリン4及び開放リッケリン7が図示されている。水平供給カーテン12は原料箱の底部に配置されている。扇型の歯10を有する傾斜した供給カーテン2は水平供給カーテンの端部に配置されている。逆方向に回転する調整可能均綿ローラ3は傾斜した供給カーテン2の上部中間部分に配置されている。把持リッケリン4は調整可能均綿ローラの上部に配置されている。把持リッケリン4の下側の第一沈降室5は、把持リッケリン4に連通している。第一沈降室5の低部部分には、反対方向に回転する均綿工作機6を有する開放リッケリン7が配置されている。開放リッケリンの下側の第二沈降室8は、開放リッケリンに連通している。第二沈降室の低部部分には、二つのガーゼシリンダ9からなる楔型溝に係合してストライプ状出口が位置している。二つのガーゼシリンダ9の両方は、負の圧力におかれることのできる吸気袋を備えており、且つ同方向に回転する。第一及び第二沈降室は、把持リッケリン、開放リッケリン、及び供給カーテンの外側で内室11に連通し、ハウジング13は互いに連結している。
【0013】
実施例1
羽軸繊維ファブリックは、重量70%の羽軸繊維及び重量30%のテキスタイルとからなる。
【0014】
処理の流れ:原料の濾過――これを供給変換装置へ供給−―撚り加工――コーン巻加工――熱設定――製織――最終製品を保管所へ置く。
【0015】
処理の説明
1.原料の濾過:羽軸繊維は、アヒルやガチョウなどの鳥の洗浄されたシート状フェザー、クラスタ、及び産毛から軸及び羽柄を除去することにより抽出された単独の羽軸繊維を採用する。
【0016】
テキスタイルは天然繊維(例えばコットン、ウール、麻、及びシルク)、化学繊維(例えばテリレン、アクリロン、ポリアミド、クロロファイバー、ポリプロピレン ファイバー、ポリウレタン、ビニロナンド ビスコース)からなるグループから選択された少なくとも一つである。
【0017】
2.供給変換装置への供給:この装置は羽軸繊維の天然の物理的特性、即ち羽軸繊維は単独で真っ直ぐであることに応じて設計された特定の装置である。羽軸繊維又は羽軸繊維混合物は装置内の供給カーテンによる原料箱からの産出物であり、調整可能均綿ローラの制御の下に比較的に均一、定量的、且つ連続的に把持リッケリンへ供給されて、次いで把持リッケリン及び開放リッケリンを通じて二回毛羽立てられ、均綿工作機により再度均綿されて、第一及び第二沈降室により二回沈降されて、ストライプ状出口から産出される。従って、羽軸繊維を連続的に、均一に、且つ定量的に二つの負圧ガーゼシリンダからなる楔形スロットへ沈降させることにより均一なストランドを形成することが実現される。
【0018】
3.撚り加工:異なる原材料に応じて、糸又はヤーンの芯が撚りの前に羽軸繊維ストランドへ導入され、糸又はヤーンの芯と連続的且つ均一に密着された羽軸繊維ストランドが、従来の摩擦紡績法を用いて二つの負圧ガーゼシリンダを同方向に回転させることにより撚ると、ヤーンを被覆する羽軸繊維が形成される。
【0019】
4.コーン巻加工:従来の技術を用いることにより羽軸繊維ヤーンをコーンへ巻く。
【0020】
5.熱設定:コーンヤーンは、80乃至120℃の温度範囲で5乃至20分間に亘って加熱するためのサーモスタットへ送られる。
【0021】
6.製織:製織又は編みの従来の技術により、ヤーンから断熱用羽軸繊維ファブリックを製造する。
【0022】
7.最終製品を保管所へ置く:羽軸繊維ファブリックを検査し、梱包し、倉庫に収納する。
【0023】
実施例2
羽軸繊維ファブリックは、羽軸繊維100%重量及びテキスタイル繊維0%重量からなる。
【0024】
処理の流れ:原材料フィルタリング――これを供給転換装置へ供給――撚り加工――コーン巻――加熱設定――折り畳み――製織――最終製品を保管所へ置く。
【0025】
処理の説明
1.撚り:連続的に均一に結合された羽軸繊維ストランドは、従来の摩擦紡績法を用いて二つの負圧ガーゼシリンダを同方向に回転させることにより撚ると、ヤーンを被覆する羽軸繊維が形成される。
【0026】
2.折り曲げ:従来の技術を用いることにより羽軸繊維ヤーンを折り曲げヤーンへ折り曲げる。
【0027】
3.織り:羽軸繊維ヤーンから従来の技術又は編成により断熱及び耐熱用羽軸繊維ファブリックを製造する。
【0028】
4.他の処理は実施例1におけるそれと同様である。
【0029】
実施例3
羽軸繊維ファブリックは、羽軸繊維90%重量及びテキスタイル繊維10%重量からなる。
【0030】
処理流れ:
処理の流れ:原材料フィルタリング――これを供給転換装置へ供給――撚り――コーン巻――加熱設定――被覆――織り――製品を保管所へ収納。
【0031】
処理の説明
1.原材料フィルタリング:テキスタイル繊維は天然、化学テキスタイル繊維又は糸を採用する。
【0032】
2.被覆:芯としての羽軸繊維ヤーンは従来の技術を用いて紡績又は糸で被覆されて被覆ヤーンを形成する。
【0033】
3.他の実施形態においては処理は実施例1におけるそれと同様である。
【0034】
実施例4
羽軸繊維ファブリックは、羽軸繊維50%重量及びテキスタイル繊維50%重量からなる。
【0035】
処理流れ:
処理の流れ:原材料フィルタリング――混合――これを供給転換装置へ供給――撚り――コーン巻――加熱設定――被覆――織り――最終製品を保管所へ収納。
【0036】
処理の説明
1.原材料フィルタリング:テキスタイル繊維は天然又は化学テキスタイル繊維を採用する。
【0037】
2.混合:羽軸繊維及びテキスタイル繊維は従来の技術を用いることにより均一に混合される。
【0038】
3.撚り:連続的に均一に結合された羽軸繊維ストランドは、二つの負圧ガーゼシリンダを同方向に回転させることにより撚られて、ストランドはガーゼシリンダの設計された透過性に従って撚られたストライプ又はローブを形成し、それぞれローター紡績及びリング紡績により細番手を形成する。
【0039】
4.他の処理は実施例1におけるそれと同様である。
【0040】
実施例5
羽軸繊維ファブリックは、羽軸繊維10%重量及びテキスタイル繊維90%重量からなる。
【0041】
処理流れは実施例4におけるそれと同様である。
【0042】
処理の説明
1.織り:織りは、横糸としての羽軸繊維ヤーン又は羽軸繊維混合ヤーンと、縦糸としての他のテキスタイル繊維を用いて実行される。
【0043】
2.他の処理は実施例4におけるそれと同様である。
【0044】
実施例6
羽軸繊維ファブリックは、羽軸繊維20%重量及びテキスタイル繊維80%重量からなる。
【0045】
処理の流れ:原材料フィルタリング――混合――これを供給転換装置へ供給――撚り――コーン巻――加熱設定――被覆――織り――最終製品を保管所へ収納。
【0046】
処理の説明
1.折り曲げ:羽軸繊維又は羽軸繊維混合ヤーンは、それ自身で又は他のテキスタイル繊維と共に折り曲げヤーンへ折り曲げられる。
【0047】
2.他の処理は実施例4におけるそれと同様である。
【図面の簡単な説明】
【0048】
【図1】図1は供給変換装置の概略的な構造図である。
【特許請求の範囲】
【請求項1】
10乃至100重量%の羽軸繊維及び0乃至90重量%のテキスタイル繊維の原材料を含むことを特徴とする羽軸繊維ファブリック。
【請求項2】
請求項1に記載の羽軸繊維ファブリックにおいて、羽軸繊維ファブリックは100重量%の羽軸繊維及び0重量%のテキスタイル繊維の原材料を含むことを特徴とする羽軸繊維ファブリック。
【請求項3】
請求項1に記載の羽軸繊維ファブリックにおいて、羽軸繊維ファブリックは50重量%の羽軸繊維及び50重量%のテキスタイル繊維の原材料を含むことを特徴とする羽軸繊維ファブリック。
【請求項4】
請求項1に記載の羽軸繊維ファブリックにおいて、羽軸繊維ファブリックは10重量%の羽軸繊維及び90重量%のテキスタイル繊維の原材料を含むことを特徴とする羽軸繊維ファブリック。
【請求項5】
請求項1乃至4の何れか一項に記載の羽軸繊維ファブリックにおいて、前記羽軸繊維は、アヒルやガチョウなどの鳥の洗浄されたシート状フェザー、クラスタ、及び産毛から軸及び羽柄を除去することにより抽出された単独の羽軸繊維を採用することを特徴とする羽軸繊維ファブリック。
【請求項6】
請求項1乃至4の何れか一項に記載の羽軸繊維ファブリックにおいて、テキスタイル繊維は、コットン、ウール、麻、及びシルクなどの天然繊維と、テリレン、アクリロン、ポリアミド、クロロファイバー、ポリプロピレン ファイバー、ポリウレタン、ビニロナンド ビスコースなどの化学繊維とからなるグループから選択された少なくとも一つであることを特徴とする羽軸繊維ファブリック。
【請求項7】
請求項1に記載の羽軸繊維ファブリックを製造する方法であって、
原料をフィルタリングして、供給変換装置へ供給し、撚り、コーン巻し、熱設定して、織り、その熱設定は温度80乃至120℃で5乃至20分に亘って実行されることを特徴とする方法。
【請求項8】
請求項7に記載の羽軸繊維ファブリックを製造する方法において、前記供給変換装置は、原料箱(1)、供給カーテン(2),(12)、調整可能均綿ローラ(3)、把持リッケリン(4)、第一沈降室(5)、均綿工作機(6)、開放リッケリン(7)、第二沈降室(8)とからなり、その第二沈降室の内室(11)は互いに連通し、筐体(13)が互いに連結しており、生産物として形成されたストライプは二つのガーゼシリンダからなる楔型スロットにと係合することを特徴とする方法。
【請求項1】
10乃至100重量%の羽軸繊維及び0乃至90重量%のテキスタイル繊維の原材料を含むことを特徴とする羽軸繊維ファブリック。
【請求項2】
請求項1に記載の羽軸繊維ファブリックにおいて、羽軸繊維ファブリックは100重量%の羽軸繊維及び0重量%のテキスタイル繊維の原材料を含むことを特徴とする羽軸繊維ファブリック。
【請求項3】
請求項1に記載の羽軸繊維ファブリックにおいて、羽軸繊維ファブリックは50重量%の羽軸繊維及び50重量%のテキスタイル繊維の原材料を含むことを特徴とする羽軸繊維ファブリック。
【請求項4】
請求項1に記載の羽軸繊維ファブリックにおいて、羽軸繊維ファブリックは10重量%の羽軸繊維及び90重量%のテキスタイル繊維の原材料を含むことを特徴とする羽軸繊維ファブリック。
【請求項5】
請求項1乃至4の何れか一項に記載の羽軸繊維ファブリックにおいて、前記羽軸繊維は、アヒルやガチョウなどの鳥の洗浄されたシート状フェザー、クラスタ、及び産毛から軸及び羽柄を除去することにより抽出された単独の羽軸繊維を採用することを特徴とする羽軸繊維ファブリック。
【請求項6】
請求項1乃至4の何れか一項に記載の羽軸繊維ファブリックにおいて、テキスタイル繊維は、コットン、ウール、麻、及びシルクなどの天然繊維と、テリレン、アクリロン、ポリアミド、クロロファイバー、ポリプロピレン ファイバー、ポリウレタン、ビニロナンド ビスコースなどの化学繊維とからなるグループから選択された少なくとも一つであることを特徴とする羽軸繊維ファブリック。
【請求項7】
請求項1に記載の羽軸繊維ファブリックを製造する方法であって、
原料をフィルタリングして、供給変換装置へ供給し、撚り、コーン巻し、熱設定して、織り、その熱設定は温度80乃至120℃で5乃至20分に亘って実行されることを特徴とする方法。
【請求項8】
請求項7に記載の羽軸繊維ファブリックを製造する方法において、前記供給変換装置は、原料箱(1)、供給カーテン(2),(12)、調整可能均綿ローラ(3)、把持リッケリン(4)、第一沈降室(5)、均綿工作機(6)、開放リッケリン(7)、第二沈降室(8)とからなり、その第二沈降室の内室(11)は互いに連通し、筐体(13)が互いに連結しており、生産物として形成されたストライプは二つのガーゼシリンダからなる楔型スロットにと係合することを特徴とする方法。
【図1】

【公表番号】特表2006−516682(P2006−516682A)
【公表日】平成18年7月6日(2006.7.6)
【国際特許分類】
【出願番号】特願2004−566717(P2004−566717)
【出願日】平成15年11月17日(2003.11.17)
【国際出願番号】PCT/CN2003/000975
【国際公開番号】WO2004/065675
【国際公開日】平成16年8月5日(2004.8.5)
【出願人】(505325338)フォーシャン・シェンユー・ウィーブ・リミテッド (2)
【Fターム(参考)】
【公表日】平成18年7月6日(2006.7.6)
【国際特許分類】
【出願日】平成15年11月17日(2003.11.17)
【国際出願番号】PCT/CN2003/000975
【国際公開番号】WO2004/065675
【国際公開日】平成16年8月5日(2004.8.5)
【出願人】(505325338)フォーシャン・シェンユー・ウィーブ・リミテッド (2)
【Fターム(参考)】
[ Back to top ]