
翼型製造システム
【課題】複合構造体の構造、特に複合材料を使用した翼型部材を製造するに際し、複数のパーツを有するツールに対して、プリプレグに位置決め、加熱、加力に優れた装置及び成形方法を提供する。
【解決手段】プリプレグアセンブリは、フレームのための位置決めセクションを用いて、翼型用のツールの複数のパーツのうち1つのパーツに対して位置決めされる。位置決めセクションは、ツール及びフレームのベースに対して移動し且つツールの複数のパーツのうちいくつかのパーツを互いに対して移動させるように構成されている。プリプレグアセンブリのいくつかのセクションは加熱される。ツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに力が加えられ、それによりツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに翼型の構成要素のための形状を持たせる、装置及び製造方法。
【解決手段】プリプレグアセンブリは、フレームのための位置決めセクションを用いて、翼型用のツールの複数のパーツのうち1つのパーツに対して位置決めされる。位置決めセクションは、ツール及びフレームのベースに対して移動し且つツールの複数のパーツのうちいくつかのパーツを互いに対して移動させるように構成されている。プリプレグアセンブリのいくつかのセクションは加熱される。ツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに力が加えられ、それによりツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに翼型の構成要素のための形状を持たせる、装置及び製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、概して複合構造体の製造、特に複合材料を使用した翼型の製造に関する。より特定すると、本開示は、複合風力タービン又は航空機の翼型の製造方法及び装置に関する。
【背景技術】
【0002】
風力発電所は、風力から電力を製造する発電所の一種である。風力発電所は、数十個から数百個の風力タービンを有しうる。風力発電所の風力タービンは、何百平方マイルにも及びうる。
【0003】
風力タービンは、風力を用いてエネルギを生成するように構成された回転装置である。風力タービンは、風の動きに応じて機械的エネルギを発生させる。この機械的エネルギは、電気に変換されうる。風力タービンは、回転可能に構造体に取り付けられたブレードを備える。ブレードの動きから電気を作り出すために発電機が用いられうる。
【0004】
風力発電所で用いられる風力タービンは、典型的には3つのブレードを有し、コンピュータ制御されたモータを介して風に向けられる。これらの風力タービンブレードの先端は、時速約200マイルを超える速度を有しうる。風力タービンのブレードは、一分間に約10〜約22回転しうる。
【0005】
風力タービンのブレードは、航空機の翼の形状と似た形状の翼型である。従来、風力タービンのブレードは、2つの曲面又は曲面シェルを有する。これらの表面は、前縁及び後縁で結合される。また、ブレードは、内部にいくつかの構造的スパーを有しうる。複合材料を用いた風力タービンのブレードの製造は、労働集約的且つ高価である。
【0006】
大型風力タービンのブレードは長さ約13〜約60メートルでありうる。ブレードの長さが増すにつれ、撓みが問題となる。撓みは、ブレード形状の変化である。その結果、ブレードの長さが増すと、撓みを低減するためにブレードの強度も増す。
【0007】
これらのブレードは、繊維ガラス、炭素、木材、及び/又は他の材料といった様々な材料から作られうる。ブレードの製造において、通常、ゲルコートがシェルのモールドの表面上に配置される。その後、ガラス繊維層及び他のパーツが、モールド内の表面上に配置されうる。次いで、フィルムが当該材料アセンブリの上に配置されうる。次いで、樹脂が加圧されるか又は真空補助を受けて前記ガラス繊維材料に注入される。ブレードのサイズに応じて、複数の位置から樹脂がモールド内に注入される。
【0008】
ブレード全体で樹脂を均一に注入するために樹脂の流れを操作することは、大抵困難である。樹脂が均一でないと、ブレードを再加工するか又は廃棄しなければならないことになりうる。ブレードの再加工又は廃棄は、風力タービンのブレードの製造に必要なコストと時間が増加する。
【0009】
従って、上述した問題の少なくともいくつか、並びに場合によっては他の問題を考慮した方法及び装置を実現することが有利である。
【発明の概要】
【0010】
1つの有利な実施形態で、装置は、フレーム及び成形システムを備える。フレームは、複数のパーツを有するツールに対してプリプレグアセンブリを位置決めするように構成されている。フレームは、ベース及び位置決めセクションを備える。位置決めセクションは、ツール及びフレームのベースに対して移動し、且つプリプレグアセンブリの成形中に、複数のパーツのうちの1つのパーツを、その複数のパーツのうちの他のパーツに対して移動させるように構成されている。成形システムはフレームと関連し、且つ、位置決めセクションがツールに対して移動するときに、ベースに接続されたツールの複数のパーツのうちのいくつかのパーツに対して位置決めされたプリプレグアセンブリに対して移動し、プリプレグアセンブリの第1の形状を変化させて翼型のための第2の形状を形成するように構成されている。
【0011】
別の有利な実施形態で、翼型形成システムはフレーム及び成形システムを備える。フレームはベース及び位置決めセクションを有する。位置決めセクションは、第1チャネルを有し、且つ第1チャネル内のプリプレグアセンブリを複数のパーツを備えたツールに対して位置決めするように構成されている。位置決めセクションは、ツール及びフレームのベースに対して移動し、且つ複数のパーツのうちの1つのパーツを、前記複数のパーツのうちの他のパーツに対して移動させるように構成されている。成形システムは、加熱システム、加力システム、及び第2チャネルを備える。加熱システムは、位置決めセクションと関連し、プリプレグアセンブリのいくつかのセクションを加熱してプリプレグアセンブリにいくつかの被加熱セクションを形成するように構成されている。加力システムは、位置決めセクションと関連し、プリプレグアセンブリの前記いくつかの被加熱セクションが翼型のための第2の形状を有するように、ツールに対してプリプレグアセンブリの前記いくつかの被加熱セクションに力を加えるように構成されている。
【0012】
更に別の有利な実施形態で、翼型を成形するための方法が提供される。プリプレグアセンブリは、フレームのための位置決めセクションを用いて、翼型用のツールの複数のパーツのうち1つのパーツに対して位置決めされる。位置決めセクションは、ツール及びフレームのベースに対して移動し、且つツールの複数のパーツのうちのいくつかのパーツを互いに対して移動させるように構成されている。プリプレグアセンブリのいくつかのセクションは加熱される。ツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに力が加えられ、それによりツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに翼型の構成要素のための形状を持たせる。
【0013】
前記特徴、機能、及び利点は、本開示の様々な実施形態で独立して達成することができるか又は、以下の説明及び図面を参照して更なる詳細が示されるまた別の実施形態と組み合わせてもよい。
【0014】
有利な実施形態の特徴と考えられる新規の特徴は、添付の請求項に明記される。しかしながら、有利な実施形態、並びに好適な使用形態、更なる目的及びその利点は、本開示の有利な実施形態の以下の詳細な説明を添付の図面と併せて参照することによって最もよく理解されるであろう。
【図面の簡単な説明】
【0015】
【図1】有利な実施形態による風力タービンの製造及び実用方法を示す。
【図2】有利な実施形態が実施されうる風力タービンを示す。
【図3】有利な実施形態による翼型製造環境を示す。
【図4】有利な実施形態による翼型形成システムを示す。
【図5】有利な実施形態による翼型形成システムの側面図である。
【図6】有利な実施形態による翼型形成システムの一部の側面図である。
【図7】有利な実施形態によるマルチパートツールを有した翼型形成システムを示す。
【図8】有利な実施形態による、プリプレグアセンブリを挿入中の翼型形成システムの斜視図である。
【図9】有利な実施形態による、翼型にスパーを形成するために用いられる翼型形成システムの一部を示す。
【図10】有利な実施形態による、プリプレグアセンブリがスパーの形状に形成済みである翼型形成システムの一部を示す。
【図11】有利な実施形態による、ブレード用のシェルを形成するために位置決めされている翼型形成システムの一部を示す。
【図12】有利な実施形態による、ブレードのシェル用のプリプレグアセンブリを挿入中の翼型形成システムを示す。
【図13】有利な実施形態による、プリプレグアセンブリが部分的に形成された翼型形成システムを示す。
【図14】有利な実施形態による、ブレードが完成した翼型形成システムの一部を示す。
【図15】有利な実施形態による翼型の斜視図である。
【図16】有利な実施形態による翼型の別の斜視図である。
【図17】有利な実施形態による翼型の側面図である。
【図18】有利な実施形態による翼型成形工程のフローチャートである。
【図19】有利な実施形態による翼型成形工程のフローチャートである。
【発明を実施するための形態】
【0016】
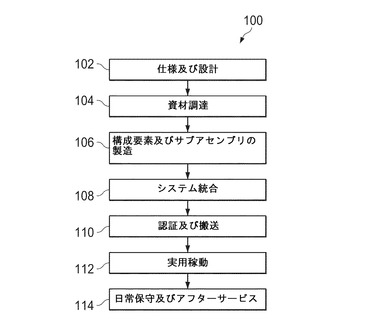
より詳細に図面を参照すると、本開示の実施形態が、図1に示されている風力タービンの製造及び実用方法100、及び図2に示されている風力タービン200との関連で説明されうる。まず図1を見ると、風力タービンの製造及び実用方法の説明図が有利な実施形態にしたがって示されている。製造前段階として、風力タービンの製造及び実用方法100は、図2の風力タービン200の仕様及び設計102、及び資材調達104を含む。
【0017】
製造の間、図2の風力タービン200の構成要素及びサブアセンブリの製造106、及びシステム統合108が行われる。その後、図2の風力タービン200は、実用稼動112に配備されるために認証及び搬送110を経る。顧客による実用稼動112中、図2の風力タービン200は、日常保守及びアフターサービス114が予定されており、これには改良、再構成、改修、及びその他の日常保守及びアフターサービスが含まれうる。
【0018】
風力タービンの製造及び実用方法100の各工程は、システムインテグレータ、第三者、及び/又はオペレータによって実行又は遂行されうる。実施例において、オペレータは顧客でありうる。本明細書において、システムインテグレータとは、限定するものではないが任意の数の風力タービン製造業者及び主要システム下請け業者を含んでよく、第三者とは、限定するものではないが任意の数のベンダー、下請け業者及びサプライヤーを含んでよく、そしてオペレータとは、電力会社、リース会社、軍事体、サービス組織等であってよい。
【0019】
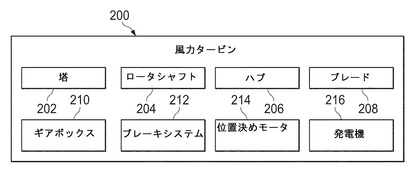
次に図2を参照すると、有利な実施形態が実施されうる風力タービンの説明図が示されている。この実施例で、風力タービン200は、図1の風力タービン製造及び実用方法100によって製造され、塔202、ロータシャフト204、ハブ206、ブレード208、ギアボックス210、ブレーキシステム212、位置決めモータ214、及び発電機216を含みうる。
【0020】
実施に応じて任意の数の他の構成要素が含まれうる。風力タービンの実施例が示されているが、異なる有利な実施形態を、翼型が用いられる他の産業に適用することもできる。一つの例として航空産業が挙げられる。
【0021】
塔202は、風力タービン200の他の構成要素を支持する構造体である。例えば、塔202は、ロータシャフト204、ハブ206、ブレード208、ギアボックス210、ブレーキシステム212、位置決めモータ214、及び発電機216を支持する。ブレード208はハブ206に接続されている。そしてハブ206はロータシャフト204に接続されている。ブレード208によってロータシャフト204は風があるときに回転する。
【0022】
本明細書で用いられる、第2構成要素に接続された第1構成要素とは、第1構成要素が第2構成要素に直接又は間接的に接続可能であることを意味する。換言すると、第1構成要素と第2構成要素との間には付加的な構成要素が存在しうるということである。第1構成要素が第2構成要素に直接接続されるとき、これら2つの構成要素間に付加的な構成要素は存在しない。
【0023】
発電機216は、ロータシャフト204の回転を受けて発電する。ギアボックス210は、発電機に必要な速度に適合するようにブレード208の回転速度を増加させるために用いられうる。ブレーキシステム212は、ロータシャフト204の回転を減速及び/又は停止するために用いられうる。
【0024】
本明細書で具体化された装置及び方法は、図1の風力タービンの製造及び実用方法100の少なくとも1つの段階で採用されうる。本明細書で用いられる表現「少なくとも1つの」は、項目のリストと共に用いられる場合、リストに挙げられた1つ以上の項目が様々に組み合わせて用いられてよく、リスト中の各項目の1つだけが必要とされることを意味する。例えば「項目A、項目B、及び項目Cの少なくとも1つ」とは、限定するものではないが、例えば、項目A、又は項目A及び項目Bを含みうる。当該実施例はまた、項目A、項目B及び項目C、或いは項目B及び項目Cを含みうる。
【0025】
1つの実施例で、図1の構成要素及びサブアセンブリの製造106で作られる構成要素又はサブアセンブリは、風力タービン200が図1の実用稼動112されている間に作られる構成要素又はサブアセンブリと同様の方法で加工又は製造されうる。
【0026】
また別の実施例として、いくつかの装置実施形態、方法実施形態、又はその組み合わせが、図1の構成要素及びサブアセンブリの製造106やシステム統合108といった製造段階で利用されうる。いくつかのとは、項目を指すときは、1つ以上の項目を意味する。例えば、いくつかの装置実施形態とは、1つ以上の装置実施形態を言う。
【0027】
いくつかの装置実施形態、方法実施形態、又はその組み合わせが、風力タービン200が図1の実用稼動112されている間、及び/又は日常保守及びアフターサービス114中に利用されうる。いくつかの異なる有利な実施形態を使用することにより、実質的に風力タービン200の組み立てが早められ、及び/又はコストが削減されうる。
【0028】
異なる有利な実施形態は、いくつかの異なる留意事項を認識し考慮したものである。本明細書で用いられるいくつかのとは、項目を指すときは、1つ以上の項目を意味する。例えば「いくつかの留意事項」とは1つ以上の留意事項を言う。例えば、異なる有利な実施形態は、風力タービンのブレードが典型的に、液状樹脂が注入されたガラス繊維を備えたファブリックでできた2つの曲面を含むことを認識し考慮したものである。これらの表面はまた、シェルとも称される。シェルは、翼型の前縁及び後縁で結合される。また、いくつかの構造的構成要素がシェルの間に存在してもよい。例えば、1つ以上のスパーがブレードの内部に存在しうる。
【0029】
異なる有利な実施形態は、風力タービンに用いられるブレードの現在利用可能な製造技術では樹脂の流れを操作することが困難であることを認識し考慮したものである。異なる有利な実施形態は、ブレード全体で樹脂量を均一にすることが困難であることを認識し考慮したものである。樹脂レベルが均一でないと、ブレードの再加工又は廃棄が必要とされうる不均一が生じうる。例えば、これらの不均一には隙間が含まれうる。隙間とは、樹脂のないブレード部分である。
【0030】
異なる有利な実施形態は、1つの解決策が真空補助樹脂トランスファ工程の替わりにプリプレグ炭素繊維複合体の使用を伴いうるものであることを認識し考慮したものである。換言すると、予め樹脂が繊維中に含浸された繊維が用いられうる。これらの材料は、プリプレグアセンブリと称されうる。これらのプリプレグアセンブリは、異なる構成要素を作成するためにレイアップされうる。その後、異なる構成要素は組み立てられて、ブレードが完成される。異なる有利な実施形態は、樹脂の注入に伴う問題が、プリプレグ炭素繊維複合体を使用することによって回避されうることを認識し考慮したものである。例えば、プリプレグ炭素繊維複合体の使用によって、しわが低減及び/又は防止されうる。
【0031】
更に、異なる有利な実施形態は、炭素繊維から実質的にしわのない翼型を形成することによって、樹脂が注入されたガラス繊維から形成された翼型と比較して、翼型の強度が増加し且つ重量が減少することを認識し考慮したものである。
【0032】
異なる有利な実施形態は、プリプレグアセンブリを使用することによって不均一性は低減されうるが、ブレードの製造時間は望ましいほど短縮されないことを認識し考慮したものである。例えば、異なる有利な実施形態は、複合材料のプリプレグアセンブリが、材料をモールド内に積層することで用いられうることを認識し考慮したものである。異なる有利な実施形態は、モールドが典型的には内側モールドであることを認識し考慮したものである。換言すると、プリプレグアセンブリは、モールドの内側に配置される。
【0033】
異なる有利な実施形態は、プリプレグアセンブリが、手か又はコンピュータ数値制御(CNC)機械によって積層されることを認識し考慮したものである。異なる有利な実施形態は、プリプレグアセンブリの手作業でのレイアップには時間が掛かり、誤りが生じやすいことを認識し考慮したものである。更に、異なる有利な実施形態は、コンピュータ数値制御機械を用いて新しいパーツのためにモールド内にプリプレグアセンブリを積層するには、各シェル及び設計ごとに5軸プログラムが必要とされ、これは所望されるより複雑であることを認識し考慮したものである。また、異なる有利な実施形態は、この種の工程では、更に個々のパーツを組み立ててブレードを完成させる必要があることを認識し考慮したものである。
【0034】
異なる有利な実施形態は、翼型の異なる構成要素を同一形成工程中に形成することによって、他の構成要素とは別個に翼型の各構成要素を形成する現在利用可能な工程と比較して、翼型を形成するための時間、労力及び/又はコストが削減されうることを認識し考慮したものである。
【0035】
このように、異なる有利な実施形態により、翼型を形成するための方法及び装置が提供される。1つの有利な実施形態で、装置はフレーム及び形成システムを備える。フレームは、ツールに対してプリプレグアセンブリを保持するように構成されている。形成システムは、フレームと関連し、プリプレグアセンブリをツールに対して移動させてプリプレグアセンブリの第1の形状を変化させ、しわのない翼型のための第2の形状を形成するように構成されている。
【0036】
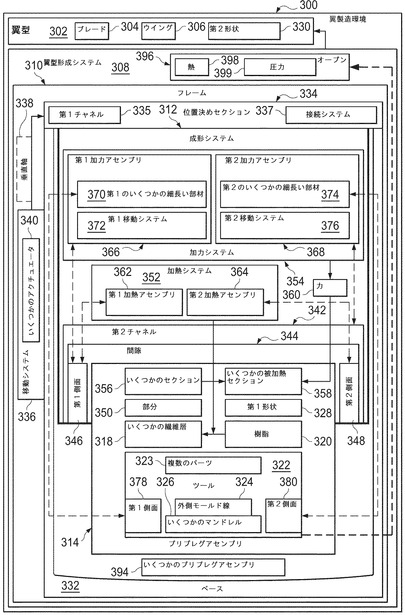
次に図3を参照すると、有利な実施形態による翼型製造環境が示されている。当該実施例で、翼型製造環境300を用いて翼型302が製造されうる。翼型302は、図2の風力タービン200で用いられうる。特に、翼型302はブレード304の形態を取り、図2のブレード208に用いられうる。翼型302は、例えば航空機のウイング306といった他の形態を取ってもよい。
【0037】
当該例示的実施例で、翼型302は、翼型形成システム308を用いて製造される。翼型形成システム308は、フレーム310及び成形システム312を備える。フレーム310は、翼型形成システム308内でプリプレグアセンブリ314を位置決めするように構成されている。プリプレグアセンブリ314はまた、チャージとも称されうる。プリプレグアセンブリは、いくつかのプリプレグ材料層からなる。
【0038】
これらの例示的実施例で、プリプレグアセンブリ314は、樹脂320を有したいくつかの繊維層318を備える。いくつかの繊維層318は、特定の実施に応じて異なる配向を有する。
【0039】
示された実施例で、いくつかの繊維層318は、いくつかの異なる材料からなってよい。例えば、いくつかの繊維層318は、炭素繊維、金属繊維、ガラス繊維強化プラスチック、炭素繊維強化プラスチック、及び/又は他の適切な種類の材料からなってよい。いくつかの繊維層318は異なる形態を取る。例えば、いくつかの繊維層318は、幅の異なる一方向タイプのもの、平織り、編み合わせ繊維、縫い合わせ繊維、及び/又は他の適切な形態を取るものであってよい。これらの繊維層はまた、プライとも称されうる。
【0040】
これらの実施例で、樹脂320がいくつかの繊維層318に含浸又は注入されて、プリプレグアセンブリ314が形成される。樹脂320は異なる形態を取りうる。例えば、限定するものではないが、樹脂320は、エポキシ樹脂、形状記憶高分子、及び/又は他の適切な種類の材料であってよい。
【0041】
これらの例示的実施例で、プリプレグアセンブリ314は、フレーム310を用いてツール322に対して位置決めされる。ツール322は、いくつかの異なる形態を取りうる。例えば、ツール322は外側モールド線324、いくつかのマンドレル324、及び/又は他の適切な種類のツールであってよい。外側モールド線324は、プリプレグアセンブリ314が外側モールド線324の外面上に配置されるモールドである。外側モールド線324はまた、特定の実施に応じて1つ以上のピースを有しうる。特に、ツール322は、複数のパーツ323を備えたマルチパートツールである。1つの例示的実施例としては、複数のパーツ323の各パーツはマンドレルであってよい。
【0042】
例示的実施例で、フレーム310は、ベース332、位置決めセクション334、及び移動システム336を有しうる。位置決めセクション334は、これらの実施例でプリプレグアセンブリ314を保持する。位置決めセクション334は、ベース332に対して移動しうる。更に、位置決めセクション334は、ツール322に対して移動しうる。
【0043】
これらの示された実施例で、位置決めセクション334は、複数のパーツ323のうちいくつかのパーツを、複数のパーツ323の他のパーツに対して移動させるように構成されている。前記他のパーツはベース332に接続されていてよい。位置決めセクション334は、第1チャネル335を含む。第1チャネル335は、複数のパーツ323のうちいくつかのパーツを受容するように構成されている。
【0044】
例えば、位置決めセクション334は接続システム337を含みうる。接続システム337は、複数のパーツ323のうちのいくつかのパーツを、第1チャネル335で位置決めセクション334に接続するように構成されている。位置決めセクション334は、位置決めセクション334に接続された前記いくつかのパーツが位置決めセクション334と共に、ツール322の複数のパーツ323の他のパーツに対して移動するように、ベース332及びツール322に対して移動しうる。
【0045】
位置決めセクション334に接続されていない複数のパーツ323のうちの前記いくつかのパーツは、これらの実施例で、ベース332に接続されている。ベース332に接続されている、ツール332の複数のパーツ323のうちの前記いくつかのパーツは、プリプレグアセンブリ314の成形に用いられるパーツを含む。位置決めセクション334に接続されている複数のパーツ323のうちの前記いくつかのパーツは、プリプレグアセンブリ314の成形には現在使用されていないパーツを含む。位置決めセクション334によって保持された複数のパーツ323のうちのいくつかのパーツは、プリプレグアセンブリ314の成形に使用するためのベース332に接続された複数のパーツ323のうちの前記パーツ上に配置されるか又は接続されうる。
【0046】
これらの例示的実施例で、移動システム336は位置決めセクション334を制御する。換言すると、移動システム336は、位置決めセクション334を垂直軸338に沿って移動させうる。もちろん、位置決めセクション334は、特定の実施に応じて、他の軸に沿って移動してもよい。位置決めセクション334は、垂直軸338に対して移動してプリプレグアセンブリ314をツール322に対して位置決めしうる。移動システム336は、いくつかのアクチュエータの形態を取りうる。いくつかのアクチュエータ340は、これらの実施例で、電気機械アクチュエータである。
【0047】
当該例示的実施例で、成形システム312は、プリプレグアセンブリ314の第1の形状328を変化させて翼型302のための第2の形状330を形成するように、ツール322に対して位置決めされたプリプレグアセンブリ314を移動させるように構成されている。
【0048】
第1の形状328とは、何らかの形状変化が起こる前のプリプレグアセンブリ314の元の形状である。第2の形状330とは、翼型302の構成要素のための形状である。第2の形状330は、例えば、限定するものではないが、スパー、シェル、及び/又は他の適切な形状であってよい。いくつかの例示的な実施例で、第2の形状330は、翼型302全体の形状であってよい。
【0049】
第2のチャネル342が成形システム312に存在する。更に、第2のチャネル342は間隙344を有する。間隙344は、第1の側面346及び第2の側面348を有する。これらの例示的実施例で、プリプレグアセンブリ314は、第2のチャネル342の間隙344内に配置される。
【0050】
第2のチャネル342の間隙344内のプリプレグアセンブリ314の部分350は、これらの実施例で暴露されている。部分350は、これらの実施例で成形システム312によってツール322に対して成形されうる。これらの例示的実施例で、成形システム312は、加熱システム352及び加力システム354を備える。加熱システム352は、プリプレグアセンブリ314のいくつかのセクション356を加熱して、プリプレグアセンブリ314のいくつかの被加熱セクション358を形成するように構成されている。
【0051】
これらの例示的実施例で、加熱システム352は、第1の加熱アセンブリ362と第2の加熱アセンブリ364とを備える。第1の加熱アセンブリ362は、第2のチャネル342の間隙342の第1の側面346側に位置する。第2の加熱アセンブリ364は、第2のチャネル342の間隙344の第2の側面348側に位置する。
【0052】
図示されるように、これらの加熱アセンブリは、第2のチャネル342の間隙344のいずれか側に位置する対応するいくつかのセクション356を加熱するように構成されている。これらの例示的実施例で、いくつかのセクション356は、連続的及び/又は非連続的セクションであってよい。例えば、いくつかのセクション356のうち1つのセクションが、非連続的なサブセクションを有してよい。間隙344の部分350は、いくつかのセクション356が加熱システム352によって加熱されたとき、これらの実施例ではいくつかの被加熱セクション358である。
【0053】
加熱システム352は、いくつかの被加熱セクション358を、いくつかの被加熱セクション358が第1の形状328から翼型302のための第2の形状330へと変化するのに十分な温度に加熱しうる。第1の形状328から第2の形状330への変化は、加力システム354によって実行されうる。加力システム354は、これらの実施例ではプリプレグアセンブリ314のいくつかの被加熱セクション358が第2の形状330を有するように、ツール322に対していくつかの被加熱セクション358に力360を加えるように構成されている。
【0054】
これらの例示的実施例で、いくつかの被加熱セクション358は、例えば、限定するものではないが、華氏約100℃から約130℃の温度を有する。もちろん、プリプレグアセンブリ314を加力システム354によって形状変化せしめるいかなる温度も用いられうる。
【0055】
図示されるように、加力システム354は、第1の加力アセンブリ366と第2の加力アセンブリ368とを備える。第1の加力アセンブリ366は、間隙344の第1の側面346側でフレーム310と関連する。第2の加力アセンブリ368は、間隙344の第2の側面348側でフレーム310と関連する。第1の加力アセンブリ366及び第2の加力アセンブリ368は、これらの実施例ではいくつかの被加熱セクション358が翼型302のための第2の形状330を有するように、プリプレグアセンブリ314のいくつかの被加熱セクションに力360を加えるために移動するように構成されている。
【0056】
これらの例示的実施例で、第1の加力アセンブリ366は、第1のいくつかの細長い部材370と第1の移動システム372とを備える。第2の加力アセンブリ368は、第2のいくつかの細長い部材374と第2の移動システム376とを備える。
【0057】
第1の移動システム372は、第1のいくつかの細長い部材370をツール322に対して移動させ、プリプレグアセンブリ314のいくつかの被加熱セクション358に力360を加えるように構成されている。第2の移動システム376は、第2のいくつかの細長い部材374をツール322に対して移動させ、プリプレグアセンブリ314のいくつかの被加熱セクション358に力360を加えるように構成されている。
【0058】
これらの例示的実施例で、第1のいくつかの細長い部材370は、ツール322の第1の側面378に対して位置決めされ、その一方、第2のいくつかの細長い部材374は、ツール322の第2の側面380に対して位置決めされうる。その結果、第1のいくつかの細長い部材370は、第1の側面378に位置するいくつかの被加熱セクション358に力360を加え、他方、第2のいくつかの細長い部材374は、ツール322の第2の側面380側のいくつかの被加熱セクション358に力360を加える。
【0059】
第1の移動システム372は、いくつかのアクチュエータを備える。第2の移動システム376は、いくつかのアクチュエータを備える。第1の移動システム372の1つ以上の前記いくつかのアクチュエータは、第1のいくつかの細長い部材370の第1の部分を、第1のいくつかの細長い部材370の第2の部分とは独立に移動させるように構成されている。同様に、第2の移動システム376の前記いくつかのアクチュエータは、第2のいくつかの細長い部材374の第1の部分を、第2のいくつかの細長い部材374の第2の部分とは独立に移動させるように構成されている。
【0060】
1つ以上の前記有利な実施形態により、プリプレグアセンブリを使用することで翼型の不均一性が低減されうる。更に、1つ以上の前記異なる有利な実施形態により、コンピュータ数値制御機械に必要な費用及びプログラミングが回避される。
【0061】
異なる例示的な実施例で、プリプレグアセンブリ314に加えて更なるプリプラグアセンブリが用いられうる。例えば、いくつかの例示的実施例で、翼型302は、プリプレグアセンブリ314に加えていくつかのプリプレグアセンブリ394を用いて製造されうる。例えば、プリプレグアセンブリ314は翼型302のシェルであってよく、一方、いくつかのプリプレグアセンブリ394は、いくつかのスパーといった構造要素を成しうる。
【0062】
プリプレグアセンブリ314及びいくつかのプリプレグアセンブリ394は、プリプラグアセンブリ314及びいくつかのプリプレグアセンブリ394が第1の形状328から翼型302のための第2の形状330へと変化されるように、ツール322に対して移動させられた後、ツール322に沿ってオーブン396へと移動されてよく、そこでプリプレグアセンブリ314及びいくつかのプリプレグアセンブリ394は熱398及び/又は圧力399を用いて硬化されて翼型302の形成が完了される。その後、ツール322は翼型302から離されうる。
【0063】
図3での翼型製造環境300の例示は、異なる有利な実施形態が実施されうる方式に物理的又は構造的制限を示唆するものではない。例示されたものに加えて、及び/又はそれらに替えて他の構成要素が用いられてもよい。いくつかの構成要素は、いくつかの有利な実施形態で不要でありうる。また、ブロックは、いくつかの機能的構成要素を例示するために示されている。1つ以上のこれらのブロックは、異なる有利な実施形態で実施されるとき、結合され、及び/又は異なるブロックに分割されうる。
【0064】
例えば、いくつかの例示的実施例で、フレーム310の位置決めセクション334は、垂直軸338に加えて他の軸の周りを移動しうる。更に、いくつかの例示的実施例で、加熱システム352は不要でありうる。
【0065】
成形システム312によって、異なる翼型のための複雑な3次元プログラムが必要なくなる。高価な5軸コンピュータ数値制御されたテープ積層機も必要とされない。プリプレグアセンブリは、単純なプログラム及び安価な3軸テープ積層機を用いて構築できる。更に、成形システム312によって、また、人間オペレータが複数の別個のプリプレグアセンブリをツール322上に配置する必要も減らされるか又はなくなる。
【0066】
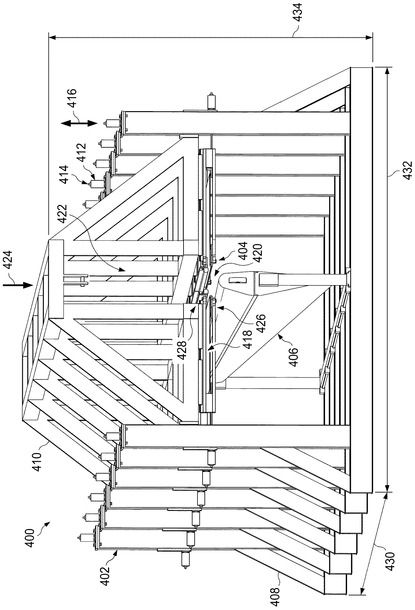
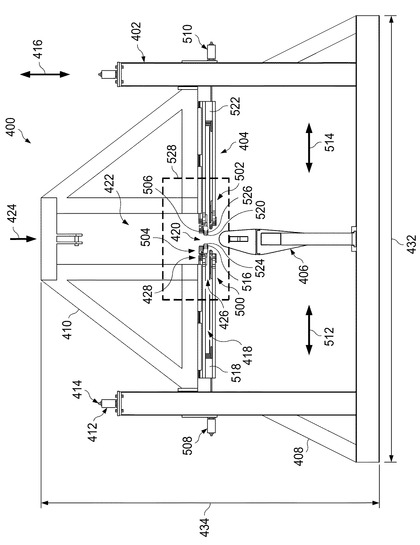
次に図4を参照すると、有利な実施形態による翼型形成システムが例示されている。翼型形成システム400は、図3の成形システム312の実施の一例である。当該例示的実施例で、翼型形成システム400は、フレーム402及び成形システム404を含む。当該例示的実施例で、翼型形成システム400は、フレーム402、形成システム404、及びツール406を備える。ツール406は、これらの例示的実施例ではマルチパートツールである。特に、ツール406は複数のマンドレルを備える。
【0067】
フレーム402は、ベース408、位置決めセクション410、及び移動システム412を備える。移動システム412はアクチュエータ414を備える。移動システム412は、位置決めシステム412を、ベース408及びツール406に対して移動させるように構成されている。移動システム412は、軸416の方向に位置決めセクション410を移動させるように構成されている。
【0068】
当該例示的実施例では、チャネル418が成形システム404内に存在する。これらの例示的実施例で、ツール406は、間隙420内へ、そして位置決めセクション410のチャネル422内へと移動しうる。チャネル422は、これらの実施例でチャネル418に垂直である。ツール406は、チャネル418で間隙420内に移動し、そして位置決めセクション410が矢印424の方向に移動するとき、チャネル422へと移動されうる。
【0069】
図示されたように、成形システム404は、加熱システム426及び加力システム428を備える。当該例示的実施例で、フレーム402は深さ430、幅432、及び高さ434を有しうる。図示された例では、深さ430は約55フィート、幅432は約19フィート、そして高さ434は約15フィートであってよい。もちろん、寸法は、特定の実施に応じて異なってよい。
【0070】
これらの実施例で、フレーム402は、例えば、限定するものではないが、鋼鉄、チタン、アルミニウム、及び/又は他の適切な種類の材料などからなってよい。更に、ツール406は、例えば、限定するものではないが、ニッケル合金鋼、合金鋼、及び/又は他の適切な種類の材料などからなってよい。
【0071】
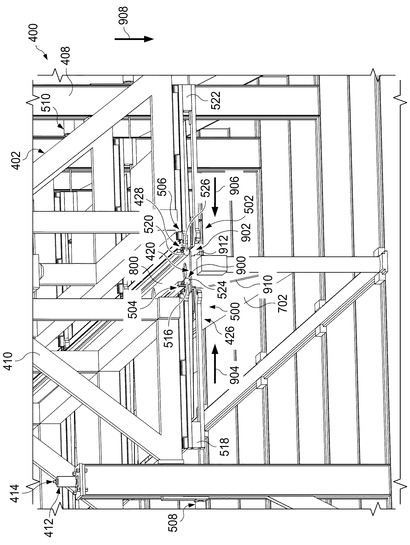
次に図5を参照すると、有利な実施形態による翼型形成システムの側面図が例示されている。翼型形成システム400の当該側面図で、図4に示された加熱システム426は、第1の加熱アセンブリ500と第2の加熱アセンブリ502とを備える。加力システム428は、第1の加力アセンブリ504、第2の加力アセンブリ506、第1の移動システム508、及び第2の移動システム510を備える。
【0072】
当該例示的実施例で、第1の移動システム508は、第1の加力アセンブリ504を矢印512の方向に移動させうる。第2の移動システム510は、第2の加力アセンブリ506を矢印514の方向に移動させうる。第1の移動システム508及び第2の移動システム510は、アクチュエータを備えうる。当該実施例で、間隙420は、第1の移動システム508及び第2の移動システム510が第1の加力アセンブリ504及び第2の加力アセンブリ506を移動させると、変化しうる。
【0073】
当該例示的実施例で、第1の加力アセンブリ504及び第2の加力アセンブリ506は、移動可能にフレーム402と関連する。特に、第1の加力アセンブリ504及び第2の加力アセンブリ506は、移動可能に位置決めセクション410と関連する。第1の加熱アセンブリ500及び第2の加熱アセンブリ502は、第1の加力アセンブリ504及び第2の加力アセンブリ506を介して、フレーム402の位置決めセクション410と関連する。第1の加熱アセンブリ500及び第2の加熱アセンブリ502は、プリプレグアセンブリを加熱することによってプリプレグアセンブリに曲げ力を加える。
【0074】
図示されたように、第1の加力アセンブリ504は、細長い部材516と可動ビーム518とを備える。第2の加力アセンブリ506は、細長い部材520と可動ビーム522とを備える。細長い部材516及び細長い部材520は、これらの実施例ではそれぞれブラダ524及びブラダ526の形態を取る。ブラダは、形成時にプリプレグアセンブリに実質的に均一な力又は圧力を加えるために用いられる細長い可膨張式装置である。ブラダは、プリプレグアセンブリがツール406の表面の形状に一致するように前記力を加える。
【0075】
当該例示的実施例で、チャネル418は、フレーム402の位置決めセクション410で可動ビーム518及び可動ビーム522内に形成される。図示されたように、セクション528は、形成システム404のための加熱システム426及び加力システム428を含む。
【0076】
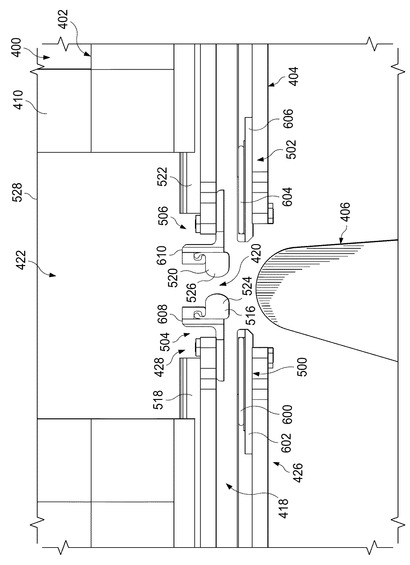
次に図6を参照すると、有利な実施形態による翼型形成システムの一部の側面図を示す。当該例示的実施例で、有利な実施形態によるセクション528がより詳細に図5に示されている。
【0077】
当該実施例で、第1の加熱アセンブリ500は、ヒータ600とヒータ支持プレート602とを備える。第2の加熱アセンブリ502は、ヒータ604とヒータ支持プレート606とを備える。当該例示的実施例で、ブラダ524は、支持ビーム608によって可動ビーム518に接続されている。ブラダ526は、支持ビーム610によって可動ビーム522に接続されている。
【0078】
図示されたように、ヒータ支持プレート602は可動ビーム518に接続されている。ヒータ支持プレート606は可動ビーム522に接続されている。
【0079】
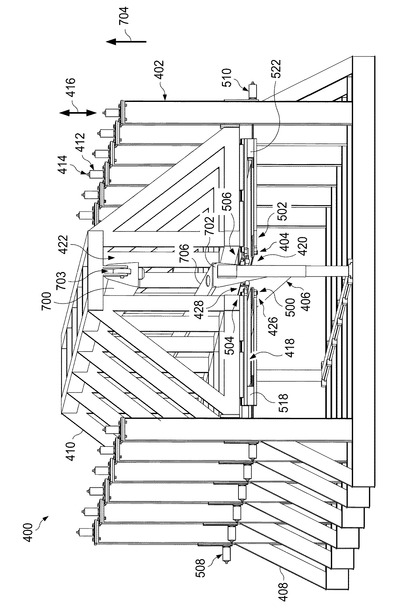
次に図7〜14を参照すると、有利な実施形態による翼型形成工程が図示されている。図7には、有利な実施形態によるマルチパートツールを有した翼型形成システムが図示されている。
【0080】
図示されたように、ツール406は、これらの実施例で2つのパーツ、マンドレル700とマンドレル702とを備える。マンドレル700は位置決めセクション410に接続されており、一方、マンドレル702はベース408に接続されている。特に、マンドレル702は、位置決めセクション410の接続システム703を介して位置決めセクション410に接続されている。
【0081】
接続システム703は、例えば位置決めセクション410に取り付けられたいくつかの構造的部材、前記いくつかの構造的部材をマンドレル700に接続するように構成されたいくつかのピン、及び/又は他の適切な構成要素を備えうる。もちろん、他の例示的実施例で、接続システム703は、マンドレル700を位置決めセクション410に接続するように構成された任意の数の構成要素を備えてもよい。
【0082】
当該例示的実施例で、位置決めセクション410は、マンドレル700が接続システム703に接続されるような位置へと、軸416の方向で下方に移動される。その後、位置決めセクション410は、マンドレル700をマンドレル702に対して移動させるように、軸416の方向で上方に移動される。換言すると、位置決めセクション410は、マンドレル700がマンドレル702から離れて、プリプレグアセンブリをマンドレル702の最上部706に対して位置決めすることができるように、移動する。
【0083】
位置決めセクション410は、第1の加熱アセンブリ500及び第2の加熱アセンブリ502のヒータ支持プレートがマンドレル702の最上部706と実質的に平行になるまで、ベース408に対して矢印704の方向に移動する。マンドレル702の最上部706は、翼型のスパーを形成するのに用いられるプリプレグアセンブリのための位置である。
【0084】
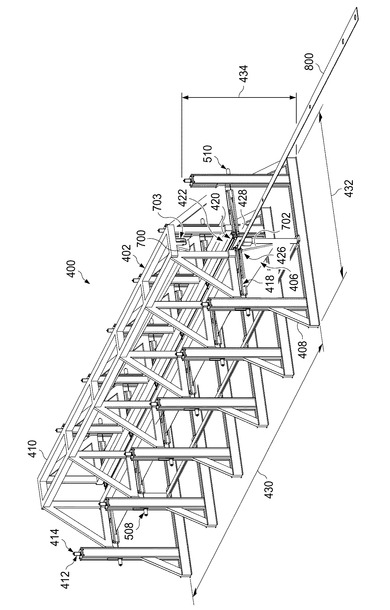
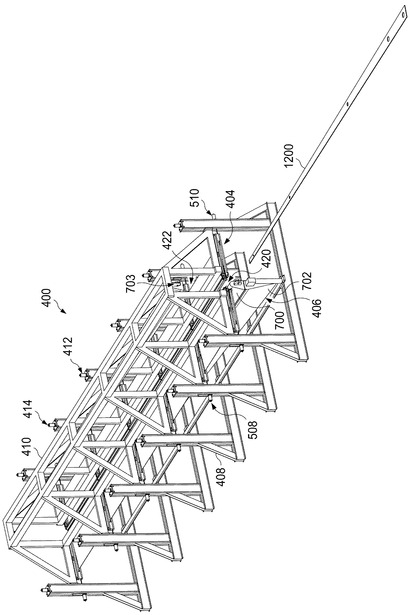
次に図8を参照すると、有利な実施形態による、プリプレグアセンブリを挿入中の翼型形成システムの斜視図が例示されている。当該例示で、プリプレグアセンブリ800は、チャネル418にロードされている。プリプレグアセンブリ800は、いくつかの異なる方法でチャネル418にロードされうる。例えば、プリプレグアセンブリ800は、人間オペレータ、ロボット、それら2つの組み合わせ、又は他の何らかの適切なシステムによってロードされうる。
【0085】
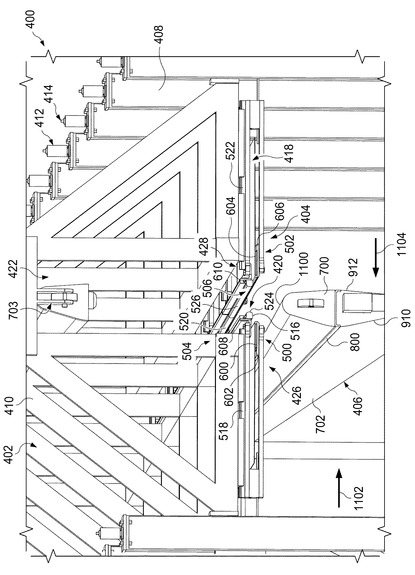
次に図9を参照すると、有利な実施形態による、翼型のスパーを形成するのに用いられる翼型形成システムの一部が図示されている。当該例示的実施例で、プリプレグアセンブリ800は、セクション900及びセクション902が翼型のための形状を成す形状に変化されうる被加熱セクションを成すように、加熱される。当該実施例で、前記形状は、翼型のためのスパーの形状である。
【0086】
第1の移動システム508及び第2の移動システム510は、可動ビーム518及び522を移動させて、ブラダ524及びブラダ526を、プリプレグアセンブリ800のセクション900及びセクション902に対して位置決めする。これらの実施例で、ブラダ524は矢印904の方向で移動し、そしてブラダ526は矢印906の方向で移動する。
【0087】
また、移動システム412は、矢印908の方向で位置決めセクション410を移動させる。このように移動することで、ブラダ524及びブラダ526によって、プリプレグアセンブリ800のセクション900及びセクション902に力が加えられ、プリプレグアセンブリ800が元の形状から翼型のスパーの形状に変化させられる。ブラダ524は、セクション900に力を加えて、セクション900をマンドレル702の側面910に向けて押す。ブラダ526は、セクション902に対して加力するように移動して、セクション902をマンドレル702の側面912に向かって移動させる。
【0088】
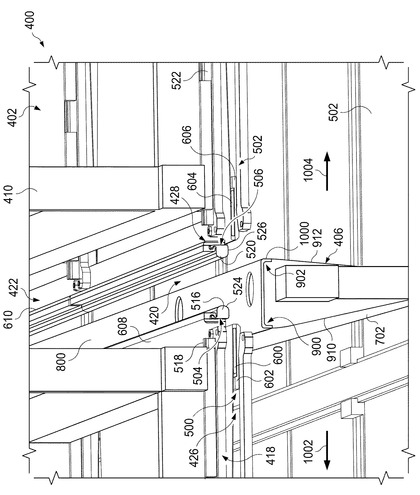
次に図10を参照すると、有利な実施形態による、プリプレグアセンブリがスパーの形状に形成済みである翼型形成システムの一部が図示されている。当該実施例で、プリプレグアセンブリ800は、翼型のためのスパー100の形状に変化されている。
【0089】
図5に示された第1の移動システム508及び第2の移動システム510は、可動ビーム518及び可動ビーム522を、それぞれ矢印1002及び1004の方向で移動させる。この移動によって、ブラダ524及びブラダ526はプリプレグアセンブリ800から離れるように移動する。また、ヒータ600及びヒータ604は、プリプレグアセンブリ800が冷却されるように消されてよい。
【0090】
次に図11を参照すると、有利な実施形態による、ブレード用のシェルを形成するように位置決めされている翼型形成システムの一部が図示されている。位置決めセクション410は、移動して、当該実施例ではマンドレル702の最上部にマンドレル700を配置している。マンドレル700は、これらの実施例でマンドレル702に接続されうる。この移動の後、プリプレグアセンブリ800は、マンドレル700とマンドレル702との間に位置している。移動システム412は、ヒータ支持プレートが実質的にマンドレル700の最上部1100と実質的に平行になるか又は一致するように、位置決めセクション410を移動させる。可動ビーム518及び可動ビーム522は、それらがマンドレル700に接触するまで矢印1102及び1104の方向で移動されうる。
【0091】
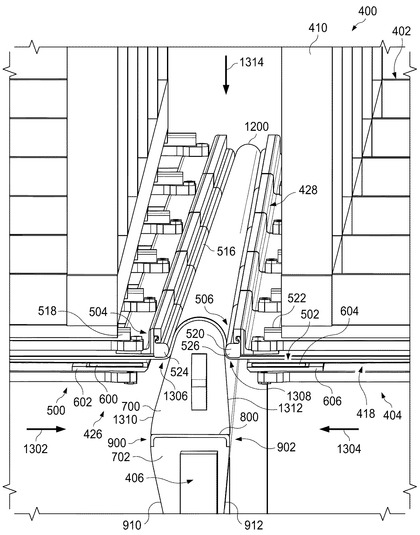
次に図12を参照すると、有利な実施形態による、ブレードのシェル用のプリプレグアセンブリを挿入中の翼型形成システムが例示されている。プリプレグアセンブリ1200は次いでチャネル418内に配置される。第1の加熱アセンブリ500及び第2の加熱アセンブリ502は、プリプレグアセンブリ1200のセクションを加熱しうる。
【0092】
次に図13を参照すると、有利な実施形態による、プリプレグアセンブリが部分的に形成された翼型形成システムが例示されている。可動ビーム518及び可動ビーム522は、ブラダ524及びブラダ526がプリプレグアセンブリ1200のセクション1306及びセクション1308に力を加えるように、矢印1302及び1304の方向で移動されうる。これらの例示的実施例で、セクション1306及びセクション1308は、プリプレグアセンブリ1200の被加熱セクションである。ブラダ524及びブラダ526は、セクション1306及びセクション1308を、それぞれマンドレル700の側面1310及び1312に向けて押す。
【0093】
更に、ブラダ524及びブラダ526によってセクション1306及びセクション1308に加えられた、側面1310及び側面1312に対する力が、第1の加熱アセンブリ500及び第2の加熱アセンブリ502によって加えられた曲げ力と組み合わされて、プリプレグアセンブリ1200の別個のプライにしわが形成されるのを防止しうるような引張力がプリプレグアセンブリ1200に付与される。位置決めセクション410は、当該実施例で矢印1314の方向で移動する。
【0094】
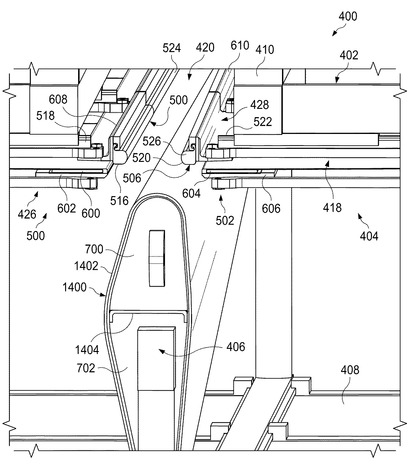
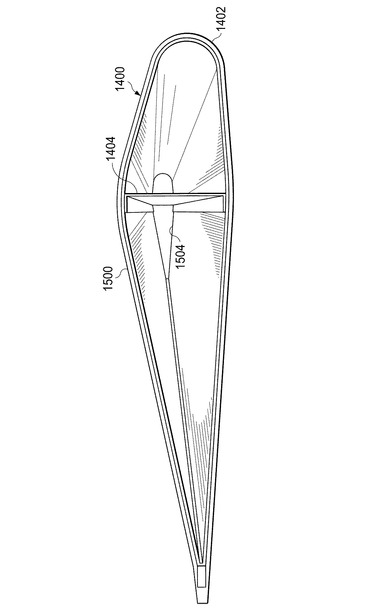
次に図14を参照すると、有利な実施形態による、完成したブレードを有する翼型形成システムの一部が図示されている。図8のプリプレグアセンブリ800及び図12のプリプレグアセンブリは、元の形状から翼型1400の形状に変化されている。見てわかるように、プリプレグアセンブリ1200は翼型1400の外側シェル1402を成す。プリプレグアセンブリ800は翼型1400のスパー1404を成す。この点で、翼型1400、マンドレル700及びマンドレル702は、翼型1400を硬化するための一に移動されうる。硬化後、マンドレル700及びマンドレル702は、取り外されてよい。
【0095】
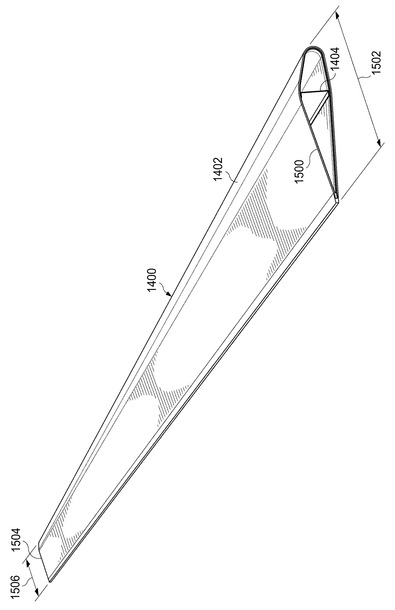
次に図15を参照すると、有利な実施形態による、翼型の斜視図が例示されている。見てわかるように、翼型1400の側面1500は長さ1502を有し、翼型1400の側面1504は長さ1506を有する。当該例示的実施例で、長さ1502は長さ1506より大きい。
【0096】
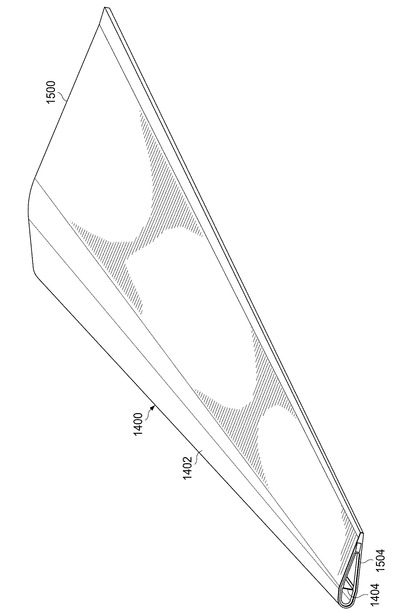
次に図16を参照すると、有利な実施形態による、また別の翼型の斜視図が例示されている。更に、図17には、有利な実施形態による翼型の側面図が例示されている。
【0097】
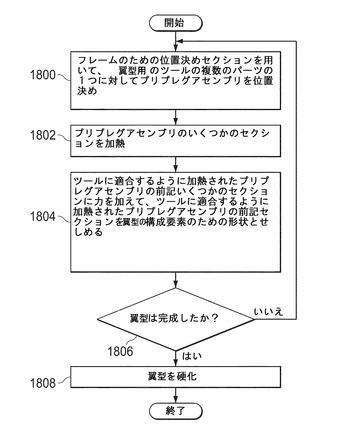
次に図18を見ると、有利な実施形態による、翼型形成工程のフローチャートが図示されている。図18に例示されたプロセスは、図3の翼型形成システム308を用いて実施されうる。特に、当該工程は、第1の形状を有するプリプレグアセンブリから第2の形状を有する翼型及び/又は翼型の構成要素を形成するために実施されうる。
【0098】
当該工程は、フレームのための位置決めセクションを用いて、翼型用のツールの複数のパーツの1つに対してプリプレグアセンブリを位置決めすることから開始する(作業1800)。位置決めセクションは、ツール及びフレームのベースに対して移動し、且つツールの前記複数のパーツのうちいくつかのパーツを互いに対して移動させるように構成されている。複数のパーツは、例えば複数のマンドレルであってよい。
【0099】
当該工程は次いで、プリプレグアセンブリのいくつかのセクションを加熱する(作業1802)。操作1802では、前記いくつかのセクションが、翼型形成システムのための形状形成システムの加熱システムを用いて加熱される。加熱システムは、プリプレグアセンブリの前記いくつかのセクションを、前記いくつかのセクションが柔軟でツールに適合可能となるのに十分な温度まで加熱する。
【0100】
その後、当該工程は、ツールに適合するように加熱されたプリプレグアセンブリの前記いくつかのセクションに力を加えて、ツールに適合するように加熱されたプリプレグアセンブリの前記セクションを翼型の構成要素のための形状とせしめる(作業1804)。その後、当該工程は、翼型が完成したかどうかを決定する(作業1806)。翼型は、プリプレグアセンブリが翼型のための第2の形状に形成されたときに完成となる。いくつかの例示的実施例で、翼型は、いくつかのプリプレグアセンブリが翼型の異なる構成要素のための形状に形成されたときに完成となる。
【0101】
翼型が完成したら、当該工程は翼型を硬化し(作業1808)、その後当該工程は終了となる。完成していなければ、当該工程は、上述した作業1800に戻る。作業1800を繰り返すとき、当該作業は追加のプリプレグアセンブリを用いて行われる。第1回目の作業1800実行時のパーツは第1のパーツである。翼型のための第2の形状を有するプリプレグアセンブリは、ツールの前記第1のパーツに張り付けられ、当該プリプレグアセンブリはその上に形成され、前記パーツ上に残される。作業1800を繰り返すとき、追加のプリプレグアセンブリは、当該プリプレグアセンブリが前記第1のパーツ上に残った状態で、ツールの複数のパーツの第2のパーツに対して位置決めされる。
【0102】
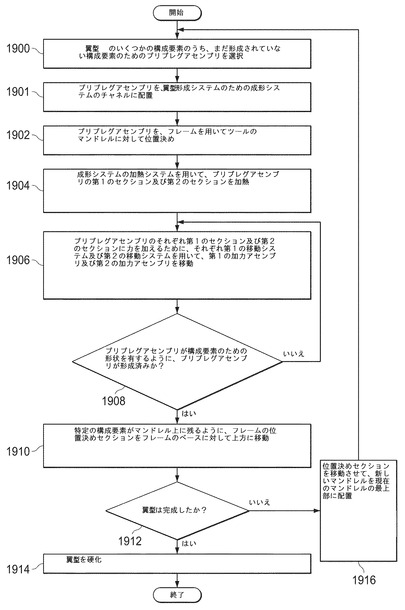
次に図19を参照すると、有利な実施形態による、翼型成形工程のフローチャートが例示されている。図19に例示された工程は、図3の翼型形成システム308を用いて実施されうる。特に、当該工程は、いくつかの構成要素を備えた翼型を形成するために実施されうる。
【0103】
当該工程は、翼型のいくつかの構成要素のうち、まだ形成されていない構成要素用のプリプレグアセンブリを選択することから開始する。当該構成要素は、例えば翼型のスパー又はシェルでありうる。プリプレグアセンブリは次いで、翼型形成システムのための成形システムのチャネルに配置される(作業1901)。翼型形成システムは、成形システム及びフレームを備える。フレームは、ベース及び位置決めセクションを備える。位置決めセクションは、垂直軸方向でベースに対して移動するように構成されている。
【0104】
当該例示的実施例で、位置決めセクションは成形システムと関連する。成形システムのチャネルは、第1の側面と第2の側面を有する間隙を有する。間隙内のプリプレグアセンブリの部分は、位置決めセクション内に形成されたチャネルに暴露されている。位置決めセクション内のチャネルは、成形システム内のチャネルに実質的に垂直である。
【0105】
プリプレグアセンブリは次いで、フレームを用いてツールのマンドレルに対して位置決めされる(作業1902)。マンドレルは、当該例示的実施例で、ツールの複数のマンドレルのうちの1つである。作業1902で、位置決めセクションは下方に移動し、プリプレグアセンブリを前記マンドレルに対して位置決めする。特に、最初に当該作業が実行されるとき、プリプレグアセンブリは、マンドレルの最上部に位置決めされる。当該例示的実施例で、マンドレルの最上部は、翼型のスパーのための形状を有する。ツールは、当該例示的実施例で任意の数のマンドレルを備えうる。
【0106】
その後、プリプレグアセンブリの第1のセクション及び第2のセクションが、成形システムの加熱システムを用いて加熱される(作業1904)。プリプレグアセンブリの第1のセクションは、成形システムのチャネルの間隙の第1の側面で加熱システムに暴露される。プリプレグアセンブリの第2のセクションは、成形システムのチャネルの間隙の第2の側面で加熱システムに暴露される。
【0107】
加熱システムは、第1の加熱アセンブリと第2の加熱アセンブリを備える。第1の加熱アセンブリは、プリプレグアセンブリの第1のセクションを加熱するように構成され、第2の加熱アセンブリは、プリプレグアセンブリの第2のセクションを加熱するように構成されている。
【0108】
次に、第1の加力アセンブリ及び第2の加力アセンブリが、プリプレグアセンブリのそれぞれ第1のセクション及び第2のセクションに力を加えるために、それぞれ第1の移動システム及び第2の移動システムを用いて移動される(作業1906)。第1の加力アセンブリ及び第2の加力アセンブリは、成形システムの加力システムの一部である。
【0109】
作業1906で、力は、第1のセクションがマンドレルの第1の側面に適合し、第2のセクションがマンドレルの第2の側面に適合するように、加えられる。更に、第1の加力アセンブリ及び第2の加力アセンブリは、反対方向に移動される。
【0110】
プリプレグアセンブリが構成要素のための形状を有するようにプリプレグアセンブリが形成済みかについての決定がなされる(作業1908)。プリプレグアセンブリの形状が特定の構成要素の形状となったとき、構成要素の完成となる。プリプレグアセンブリが構成要素のための形状を持たないとき、当該工程は上述した作業1906に戻る。
【0111】
作業1906を繰り返すとき、位置決めセクションは、新しいプリプレグアセンブリの新しい第1のセクション及び新しい第2のセクションが成形システムのチャネルの間隙に露出されるように、下方に移動する。このようにして、位置決めセクションのチャネルは、ツールの上まで下向する。
【0112】
再度作業1908を参照すると、プリプレグアセンブリが構成要素のための形状を有する場合、フレームの位置決めセクションは、特定の構成要素がマンドレル上に残るようにフレームのベースに対して上方に移動される(作業1910)。その後、翼型が完成したかについて決定がなされる(作業1912)。
【0113】
翼型が完成したら、当該工程は次いで翼型を硬化し(作業1914)、その後当該工程は終了する。翼型が完成していなければ、位置決めセクションは、新しいマンドレルを現在のマンドレルの最上部に配置するために移動される(作業1916)。現在のマンドレルとは、上部にプリプレグアセンブリが成形されたマンドレルである。新しいマンドレルが、プリプレグアセンブリの成形中に位置決めセクションに接続される。
【0114】
作業1916で、位置決めセクションの移動により、新しいマンドレルは下方に、そして現在のマンドレルの最上部に移動する。更に、作業1916で、位置決めセクションが上方に移動したときに新しいマンドレルが現在のマンドレルの最上部に残されるように、新しいマンドレルを位置決めセクションから切り離すことによって、新しいマンドレルは現在のマンドレルの最上部に配置される。
【0115】
その後、当該工程は、上述した作業1900に戻る。
【0116】
これらの実施例は2つのマンドレルを有したツールの使用を例示しているが、他の実施例ではマンドレルの数は異なっていてよい。例えば、他の実施では、互いの最上部に配置されうる3つ又は4つのマンドレルを使用しうる。更に、これらのマンドレルはまた、互いに接続されてよく、或いは、マンドレルの相互整列を可能とする形状であってよい。
【0117】
図示された異なる実施形態におけるフローチャート及びブロック図は、異なる有利な実施形態における装置及び方法のいくつかの可能な実施のアーキテクチャ、機能、及び作業を例示する。この点で、フローチャート又はブロック図の各ブロックは、モジュール、セグメント、機能、及び/又は一部の作業又はステップを示しうる。
【0118】
いくつかの代替的実施例で、ブロックに示された1つ又は複数の機能が生じうる順番は、図に示された限りではない。例えば、いくつかの場合、連続して示された2つのブロックは実質的に同時に実行されても、又は関係する機能に応じて、時には逆の順序で実行されてもよい。また、他のブロックが、フローチャート又はブロック図に図示されたブロックに付加的に加えられてもよい。
【0119】
このようにして、異なる有利な実施形態は、翼型を形成するための方法及び装置を提供する。1つの有利な実施形態で、装置は、フレームと形成システムを備える。フレームは、ツールに対してプリプレグアセンブリを保持するように構成される。形成システムはフレームと関連し、且つ、ツールに対してプリプレグアセンブリを移動させ、プリプレグアセンブリの第1の形状を変化させて翼型のための第2の形状を形成するように攻勢される。
【0120】
異なる有利な実施形態の説明は、例示及び説明を目的に提示されたものであり、開示された形態の実施形態を完全とする、又はそれらに限定することを目的とするものではない。当業者には多くの修正及び変更が明らかであろう。更に、異なる有利な実施形態は、他の有利な実施形態とは異なる利点を提供しうる。選択された1つ又は複数の実施形態は、実施形態の原理、実用化を最もよく説明するために、そして当業者の他の人々が、検討される特定の使用に適するように様々な修正がなされた様々な実施形態に関して当該開示を理解できるように、選ばれ、説明されている。
【0121】
これらの実施形態のうちいくつかの実施例は以下のとおりである。
装置において、位置決めセクションは、プリプレグアセンブリの追加のセクションが加熱されてプリプレグアセンブリの追加の被加熱セクションが形成され、そしてプリプレグアセンブリが翼型のための第2の形状を有するまでプリプレグの追加のセクションに力が加えられるように、プリプレグアセンブリを移動させるように構成されている。
【0122】
前記装置は、チャネルが間隙を有する成形システムに更にチャネルを備え、前記装置において、加熱システムは、前記チャネル内に位置するプリプレグアセンブリのいくつかのセクションを加熱して被加熱セクションを形成するように構成されており、且つ前記プリプレグアセンブリのいくつかの被加熱セクションは間隙内のツールに対する位置に置かれる。
【0123】
前記装置で、位置決めセクションは、当該セクションがツールのパーツを、ツールの他のパーツに対して移動させるときに、ツールの前記パーツを受けるように構成された位置決めセクション内のチャネルを備える。
【0124】
前記装置で、間隙は第1の側面と第2の側面とを有し、且つ、加熱システムは前記間隙の第1の側面上に位置する第1の加熱アセンブリと前記間隙の第2の側面上に位置する第2の加熱アセンブリとを備え、且つ、第1の加熱アセンブリと第2の加熱アセンブリはそれぞれ、プリプレグアセンブリのいくつかのセクションの1つのセクションを加熱するように構成されている。
【0125】
前記装置で、第1の加力アセンブリと第2の加力アセンブリの移動によって前記間隙のサイズが変化する。
【0126】
前記装置で、複数のパーツは、前記複数のパーツを用いて複数のプリプレグアセンブリが複数の形状を有するように形成できるように、複数の形状を有し、且つ、前記位置決めセクションは、前記複数のプリプレグアセンブリの各プリプレグアセンブリが前記複数のパーツの対応するパーツに対して位置決めされうるように、ツールの前記複数の複数のパーツのうちの他のパーツに対して前記複数のパーツの各パーツを移動させるように構成されている。
【0127】
前記装置で、翼型は、風力タービン用ブレード、航空機用ブレード、及び航空機用ウイングの1つから選択される。
【0128】
翼型形成システムは、ベースと位置決めセクションとを有するフレームを備え、ここで位置決めセクションは第1のチャネルを有し、且つ第1のチャネル内のプリプレグアセンブリを複数のパーツを備えたツールに対して位置決めし、前記ツールと前記フレームのベースとに対して移動し、且つ前記複数のパーツのうちの1つのパーツを、前記複数のパーツのうちの他のパーツに対して移動させるように構成されており、前記翼型形成システムは、加熱システムと加力システムと第2チャネルとを備えた成形システムを備え、ここで加熱システムは、前記位置決めセクションと関連し、プリプレグアセンブリのいくつかのセクションを加熱してプリプレグアセンブリにいくつかの被加熱セクションを形成するように構成されており、且つ加力システムは、前記位置決めセクションと関連し、プリプレグアセンブリの前記いくつかの被加熱セクションが翼型のための第2の形状を有するように、ツールに対してプリプレグアセンブリの前記いくつかの被加熱セクションに力を加えるように構成されている。
【0129】
方法は、翼型が完成するまで、ツールの複数のパーツのうちの他のパーツを用いて、いくつかの追加のプリプレグアセンブリのために、位置決め、加熱、及び加力ステップを繰り返すことを更に含む。
【0130】
方法は、翼型の完成後に翼型を硬化することを更に含む。
【符号の説明】
【0131】
400 翼型形成システム
402 フレーム
404 成形システム
406 ツール
408 ベース
410 位置決めセクション
412 移動システム
414 アクチュエータ
418,422 チャネル
420 間隙
426 加熱システム
428 加力システム
500,502 加熱アセンブリ
504,506 加力アセンブリ
508,510 移動システム
516,520 細長い部材
518,522 可動ビーム
524,526 ブラダ
600,604 ヒータ
602,606 ヒータ支持プレート
610 支持ビーム
700,702 マンドレル
703 接続システム
706 マンドレルの最上部
800,1200 プリプレグアセンブリ
1000,1404 スパー
1100 マンドレル700の最上部
1400 翼型
1402 外側シェル
【技術分野】
【0001】
本発明は、概して複合構造体の製造、特に複合材料を使用した翼型の製造に関する。より特定すると、本開示は、複合風力タービン又は航空機の翼型の製造方法及び装置に関する。
【背景技術】
【0002】
風力発電所は、風力から電力を製造する発電所の一種である。風力発電所は、数十個から数百個の風力タービンを有しうる。風力発電所の風力タービンは、何百平方マイルにも及びうる。
【0003】
風力タービンは、風力を用いてエネルギを生成するように構成された回転装置である。風力タービンは、風の動きに応じて機械的エネルギを発生させる。この機械的エネルギは、電気に変換されうる。風力タービンは、回転可能に構造体に取り付けられたブレードを備える。ブレードの動きから電気を作り出すために発電機が用いられうる。
【0004】
風力発電所で用いられる風力タービンは、典型的には3つのブレードを有し、コンピュータ制御されたモータを介して風に向けられる。これらの風力タービンブレードの先端は、時速約200マイルを超える速度を有しうる。風力タービンのブレードは、一分間に約10〜約22回転しうる。
【0005】
風力タービンのブレードは、航空機の翼の形状と似た形状の翼型である。従来、風力タービンのブレードは、2つの曲面又は曲面シェルを有する。これらの表面は、前縁及び後縁で結合される。また、ブレードは、内部にいくつかの構造的スパーを有しうる。複合材料を用いた風力タービンのブレードの製造は、労働集約的且つ高価である。
【0006】
大型風力タービンのブレードは長さ約13〜約60メートルでありうる。ブレードの長さが増すにつれ、撓みが問題となる。撓みは、ブレード形状の変化である。その結果、ブレードの長さが増すと、撓みを低減するためにブレードの強度も増す。
【0007】
これらのブレードは、繊維ガラス、炭素、木材、及び/又は他の材料といった様々な材料から作られうる。ブレードの製造において、通常、ゲルコートがシェルのモールドの表面上に配置される。その後、ガラス繊維層及び他のパーツが、モールド内の表面上に配置されうる。次いで、フィルムが当該材料アセンブリの上に配置されうる。次いで、樹脂が加圧されるか又は真空補助を受けて前記ガラス繊維材料に注入される。ブレードのサイズに応じて、複数の位置から樹脂がモールド内に注入される。
【0008】
ブレード全体で樹脂を均一に注入するために樹脂の流れを操作することは、大抵困難である。樹脂が均一でないと、ブレードを再加工するか又は廃棄しなければならないことになりうる。ブレードの再加工又は廃棄は、風力タービンのブレードの製造に必要なコストと時間が増加する。
【0009】
従って、上述した問題の少なくともいくつか、並びに場合によっては他の問題を考慮した方法及び装置を実現することが有利である。
【発明の概要】
【0010】
1つの有利な実施形態で、装置は、フレーム及び成形システムを備える。フレームは、複数のパーツを有するツールに対してプリプレグアセンブリを位置決めするように構成されている。フレームは、ベース及び位置決めセクションを備える。位置決めセクションは、ツール及びフレームのベースに対して移動し、且つプリプレグアセンブリの成形中に、複数のパーツのうちの1つのパーツを、その複数のパーツのうちの他のパーツに対して移動させるように構成されている。成形システムはフレームと関連し、且つ、位置決めセクションがツールに対して移動するときに、ベースに接続されたツールの複数のパーツのうちのいくつかのパーツに対して位置決めされたプリプレグアセンブリに対して移動し、プリプレグアセンブリの第1の形状を変化させて翼型のための第2の形状を形成するように構成されている。
【0011】
別の有利な実施形態で、翼型形成システムはフレーム及び成形システムを備える。フレームはベース及び位置決めセクションを有する。位置決めセクションは、第1チャネルを有し、且つ第1チャネル内のプリプレグアセンブリを複数のパーツを備えたツールに対して位置決めするように構成されている。位置決めセクションは、ツール及びフレームのベースに対して移動し、且つ複数のパーツのうちの1つのパーツを、前記複数のパーツのうちの他のパーツに対して移動させるように構成されている。成形システムは、加熱システム、加力システム、及び第2チャネルを備える。加熱システムは、位置決めセクションと関連し、プリプレグアセンブリのいくつかのセクションを加熱してプリプレグアセンブリにいくつかの被加熱セクションを形成するように構成されている。加力システムは、位置決めセクションと関連し、プリプレグアセンブリの前記いくつかの被加熱セクションが翼型のための第2の形状を有するように、ツールに対してプリプレグアセンブリの前記いくつかの被加熱セクションに力を加えるように構成されている。
【0012】
更に別の有利な実施形態で、翼型を成形するための方法が提供される。プリプレグアセンブリは、フレームのための位置決めセクションを用いて、翼型用のツールの複数のパーツのうち1つのパーツに対して位置決めされる。位置決めセクションは、ツール及びフレームのベースに対して移動し、且つツールの複数のパーツのうちのいくつかのパーツを互いに対して移動させるように構成されている。プリプレグアセンブリのいくつかのセクションは加熱される。ツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに力が加えられ、それによりツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに翼型の構成要素のための形状を持たせる。
【0013】
前記特徴、機能、及び利点は、本開示の様々な実施形態で独立して達成することができるか又は、以下の説明及び図面を参照して更なる詳細が示されるまた別の実施形態と組み合わせてもよい。
【0014】
有利な実施形態の特徴と考えられる新規の特徴は、添付の請求項に明記される。しかしながら、有利な実施形態、並びに好適な使用形態、更なる目的及びその利点は、本開示の有利な実施形態の以下の詳細な説明を添付の図面と併せて参照することによって最もよく理解されるであろう。
【図面の簡単な説明】
【0015】
【図1】有利な実施形態による風力タービンの製造及び実用方法を示す。
【図2】有利な実施形態が実施されうる風力タービンを示す。
【図3】有利な実施形態による翼型製造環境を示す。
【図4】有利な実施形態による翼型形成システムを示す。
【図5】有利な実施形態による翼型形成システムの側面図である。
【図6】有利な実施形態による翼型形成システムの一部の側面図である。
【図7】有利な実施形態によるマルチパートツールを有した翼型形成システムを示す。
【図8】有利な実施形態による、プリプレグアセンブリを挿入中の翼型形成システムの斜視図である。
【図9】有利な実施形態による、翼型にスパーを形成するために用いられる翼型形成システムの一部を示す。
【図10】有利な実施形態による、プリプレグアセンブリがスパーの形状に形成済みである翼型形成システムの一部を示す。
【図11】有利な実施形態による、ブレード用のシェルを形成するために位置決めされている翼型形成システムの一部を示す。
【図12】有利な実施形態による、ブレードのシェル用のプリプレグアセンブリを挿入中の翼型形成システムを示す。
【図13】有利な実施形態による、プリプレグアセンブリが部分的に形成された翼型形成システムを示す。
【図14】有利な実施形態による、ブレードが完成した翼型形成システムの一部を示す。
【図15】有利な実施形態による翼型の斜視図である。
【図16】有利な実施形態による翼型の別の斜視図である。
【図17】有利な実施形態による翼型の側面図である。
【図18】有利な実施形態による翼型成形工程のフローチャートである。
【図19】有利な実施形態による翼型成形工程のフローチャートである。
【発明を実施するための形態】
【0016】
より詳細に図面を参照すると、本開示の実施形態が、図1に示されている風力タービンの製造及び実用方法100、及び図2に示されている風力タービン200との関連で説明されうる。まず図1を見ると、風力タービンの製造及び実用方法の説明図が有利な実施形態にしたがって示されている。製造前段階として、風力タービンの製造及び実用方法100は、図2の風力タービン200の仕様及び設計102、及び資材調達104を含む。
【0017】
製造の間、図2の風力タービン200の構成要素及びサブアセンブリの製造106、及びシステム統合108が行われる。その後、図2の風力タービン200は、実用稼動112に配備されるために認証及び搬送110を経る。顧客による実用稼動112中、図2の風力タービン200は、日常保守及びアフターサービス114が予定されており、これには改良、再構成、改修、及びその他の日常保守及びアフターサービスが含まれうる。
【0018】
風力タービンの製造及び実用方法100の各工程は、システムインテグレータ、第三者、及び/又はオペレータによって実行又は遂行されうる。実施例において、オペレータは顧客でありうる。本明細書において、システムインテグレータとは、限定するものではないが任意の数の風力タービン製造業者及び主要システム下請け業者を含んでよく、第三者とは、限定するものではないが任意の数のベンダー、下請け業者及びサプライヤーを含んでよく、そしてオペレータとは、電力会社、リース会社、軍事体、サービス組織等であってよい。
【0019】
次に図2を参照すると、有利な実施形態が実施されうる風力タービンの説明図が示されている。この実施例で、風力タービン200は、図1の風力タービン製造及び実用方法100によって製造され、塔202、ロータシャフト204、ハブ206、ブレード208、ギアボックス210、ブレーキシステム212、位置決めモータ214、及び発電機216を含みうる。
【0020】
実施に応じて任意の数の他の構成要素が含まれうる。風力タービンの実施例が示されているが、異なる有利な実施形態を、翼型が用いられる他の産業に適用することもできる。一つの例として航空産業が挙げられる。
【0021】
塔202は、風力タービン200の他の構成要素を支持する構造体である。例えば、塔202は、ロータシャフト204、ハブ206、ブレード208、ギアボックス210、ブレーキシステム212、位置決めモータ214、及び発電機216を支持する。ブレード208はハブ206に接続されている。そしてハブ206はロータシャフト204に接続されている。ブレード208によってロータシャフト204は風があるときに回転する。
【0022】
本明細書で用いられる、第2構成要素に接続された第1構成要素とは、第1構成要素が第2構成要素に直接又は間接的に接続可能であることを意味する。換言すると、第1構成要素と第2構成要素との間には付加的な構成要素が存在しうるということである。第1構成要素が第2構成要素に直接接続されるとき、これら2つの構成要素間に付加的な構成要素は存在しない。
【0023】
発電機216は、ロータシャフト204の回転を受けて発電する。ギアボックス210は、発電機に必要な速度に適合するようにブレード208の回転速度を増加させるために用いられうる。ブレーキシステム212は、ロータシャフト204の回転を減速及び/又は停止するために用いられうる。
【0024】
本明細書で具体化された装置及び方法は、図1の風力タービンの製造及び実用方法100の少なくとも1つの段階で採用されうる。本明細書で用いられる表現「少なくとも1つの」は、項目のリストと共に用いられる場合、リストに挙げられた1つ以上の項目が様々に組み合わせて用いられてよく、リスト中の各項目の1つだけが必要とされることを意味する。例えば「項目A、項目B、及び項目Cの少なくとも1つ」とは、限定するものではないが、例えば、項目A、又は項目A及び項目Bを含みうる。当該実施例はまた、項目A、項目B及び項目C、或いは項目B及び項目Cを含みうる。
【0025】
1つの実施例で、図1の構成要素及びサブアセンブリの製造106で作られる構成要素又はサブアセンブリは、風力タービン200が図1の実用稼動112されている間に作られる構成要素又はサブアセンブリと同様の方法で加工又は製造されうる。
【0026】
また別の実施例として、いくつかの装置実施形態、方法実施形態、又はその組み合わせが、図1の構成要素及びサブアセンブリの製造106やシステム統合108といった製造段階で利用されうる。いくつかのとは、項目を指すときは、1つ以上の項目を意味する。例えば、いくつかの装置実施形態とは、1つ以上の装置実施形態を言う。
【0027】
いくつかの装置実施形態、方法実施形態、又はその組み合わせが、風力タービン200が図1の実用稼動112されている間、及び/又は日常保守及びアフターサービス114中に利用されうる。いくつかの異なる有利な実施形態を使用することにより、実質的に風力タービン200の組み立てが早められ、及び/又はコストが削減されうる。
【0028】
異なる有利な実施形態は、いくつかの異なる留意事項を認識し考慮したものである。本明細書で用いられるいくつかのとは、項目を指すときは、1つ以上の項目を意味する。例えば「いくつかの留意事項」とは1つ以上の留意事項を言う。例えば、異なる有利な実施形態は、風力タービンのブレードが典型的に、液状樹脂が注入されたガラス繊維を備えたファブリックでできた2つの曲面を含むことを認識し考慮したものである。これらの表面はまた、シェルとも称される。シェルは、翼型の前縁及び後縁で結合される。また、いくつかの構造的構成要素がシェルの間に存在してもよい。例えば、1つ以上のスパーがブレードの内部に存在しうる。
【0029】
異なる有利な実施形態は、風力タービンに用いられるブレードの現在利用可能な製造技術では樹脂の流れを操作することが困難であることを認識し考慮したものである。異なる有利な実施形態は、ブレード全体で樹脂量を均一にすることが困難であることを認識し考慮したものである。樹脂レベルが均一でないと、ブレードの再加工又は廃棄が必要とされうる不均一が生じうる。例えば、これらの不均一には隙間が含まれうる。隙間とは、樹脂のないブレード部分である。
【0030】
異なる有利な実施形態は、1つの解決策が真空補助樹脂トランスファ工程の替わりにプリプレグ炭素繊維複合体の使用を伴いうるものであることを認識し考慮したものである。換言すると、予め樹脂が繊維中に含浸された繊維が用いられうる。これらの材料は、プリプレグアセンブリと称されうる。これらのプリプレグアセンブリは、異なる構成要素を作成するためにレイアップされうる。その後、異なる構成要素は組み立てられて、ブレードが完成される。異なる有利な実施形態は、樹脂の注入に伴う問題が、プリプレグ炭素繊維複合体を使用することによって回避されうることを認識し考慮したものである。例えば、プリプレグ炭素繊維複合体の使用によって、しわが低減及び/又は防止されうる。
【0031】
更に、異なる有利な実施形態は、炭素繊維から実質的にしわのない翼型を形成することによって、樹脂が注入されたガラス繊維から形成された翼型と比較して、翼型の強度が増加し且つ重量が減少することを認識し考慮したものである。
【0032】
異なる有利な実施形態は、プリプレグアセンブリを使用することによって不均一性は低減されうるが、ブレードの製造時間は望ましいほど短縮されないことを認識し考慮したものである。例えば、異なる有利な実施形態は、複合材料のプリプレグアセンブリが、材料をモールド内に積層することで用いられうることを認識し考慮したものである。異なる有利な実施形態は、モールドが典型的には内側モールドであることを認識し考慮したものである。換言すると、プリプレグアセンブリは、モールドの内側に配置される。
【0033】
異なる有利な実施形態は、プリプレグアセンブリが、手か又はコンピュータ数値制御(CNC)機械によって積層されることを認識し考慮したものである。異なる有利な実施形態は、プリプレグアセンブリの手作業でのレイアップには時間が掛かり、誤りが生じやすいことを認識し考慮したものである。更に、異なる有利な実施形態は、コンピュータ数値制御機械を用いて新しいパーツのためにモールド内にプリプレグアセンブリを積層するには、各シェル及び設計ごとに5軸プログラムが必要とされ、これは所望されるより複雑であることを認識し考慮したものである。また、異なる有利な実施形態は、この種の工程では、更に個々のパーツを組み立ててブレードを完成させる必要があることを認識し考慮したものである。
【0034】
異なる有利な実施形態は、翼型の異なる構成要素を同一形成工程中に形成することによって、他の構成要素とは別個に翼型の各構成要素を形成する現在利用可能な工程と比較して、翼型を形成するための時間、労力及び/又はコストが削減されうることを認識し考慮したものである。
【0035】
このように、異なる有利な実施形態により、翼型を形成するための方法及び装置が提供される。1つの有利な実施形態で、装置はフレーム及び形成システムを備える。フレームは、ツールに対してプリプレグアセンブリを保持するように構成されている。形成システムは、フレームと関連し、プリプレグアセンブリをツールに対して移動させてプリプレグアセンブリの第1の形状を変化させ、しわのない翼型のための第2の形状を形成するように構成されている。
【0036】
次に図3を参照すると、有利な実施形態による翼型製造環境が示されている。当該実施例で、翼型製造環境300を用いて翼型302が製造されうる。翼型302は、図2の風力タービン200で用いられうる。特に、翼型302はブレード304の形態を取り、図2のブレード208に用いられうる。翼型302は、例えば航空機のウイング306といった他の形態を取ってもよい。
【0037】
当該例示的実施例で、翼型302は、翼型形成システム308を用いて製造される。翼型形成システム308は、フレーム310及び成形システム312を備える。フレーム310は、翼型形成システム308内でプリプレグアセンブリ314を位置決めするように構成されている。プリプレグアセンブリ314はまた、チャージとも称されうる。プリプレグアセンブリは、いくつかのプリプレグ材料層からなる。
【0038】
これらの例示的実施例で、プリプレグアセンブリ314は、樹脂320を有したいくつかの繊維層318を備える。いくつかの繊維層318は、特定の実施に応じて異なる配向を有する。
【0039】
示された実施例で、いくつかの繊維層318は、いくつかの異なる材料からなってよい。例えば、いくつかの繊維層318は、炭素繊維、金属繊維、ガラス繊維強化プラスチック、炭素繊維強化プラスチック、及び/又は他の適切な種類の材料からなってよい。いくつかの繊維層318は異なる形態を取る。例えば、いくつかの繊維層318は、幅の異なる一方向タイプのもの、平織り、編み合わせ繊維、縫い合わせ繊維、及び/又は他の適切な形態を取るものであってよい。これらの繊維層はまた、プライとも称されうる。
【0040】
これらの実施例で、樹脂320がいくつかの繊維層318に含浸又は注入されて、プリプレグアセンブリ314が形成される。樹脂320は異なる形態を取りうる。例えば、限定するものではないが、樹脂320は、エポキシ樹脂、形状記憶高分子、及び/又は他の適切な種類の材料であってよい。
【0041】
これらの例示的実施例で、プリプレグアセンブリ314は、フレーム310を用いてツール322に対して位置決めされる。ツール322は、いくつかの異なる形態を取りうる。例えば、ツール322は外側モールド線324、いくつかのマンドレル324、及び/又は他の適切な種類のツールであってよい。外側モールド線324は、プリプレグアセンブリ314が外側モールド線324の外面上に配置されるモールドである。外側モールド線324はまた、特定の実施に応じて1つ以上のピースを有しうる。特に、ツール322は、複数のパーツ323を備えたマルチパートツールである。1つの例示的実施例としては、複数のパーツ323の各パーツはマンドレルであってよい。
【0042】
例示的実施例で、フレーム310は、ベース332、位置決めセクション334、及び移動システム336を有しうる。位置決めセクション334は、これらの実施例でプリプレグアセンブリ314を保持する。位置決めセクション334は、ベース332に対して移動しうる。更に、位置決めセクション334は、ツール322に対して移動しうる。
【0043】
これらの示された実施例で、位置決めセクション334は、複数のパーツ323のうちいくつかのパーツを、複数のパーツ323の他のパーツに対して移動させるように構成されている。前記他のパーツはベース332に接続されていてよい。位置決めセクション334は、第1チャネル335を含む。第1チャネル335は、複数のパーツ323のうちいくつかのパーツを受容するように構成されている。
【0044】
例えば、位置決めセクション334は接続システム337を含みうる。接続システム337は、複数のパーツ323のうちのいくつかのパーツを、第1チャネル335で位置決めセクション334に接続するように構成されている。位置決めセクション334は、位置決めセクション334に接続された前記いくつかのパーツが位置決めセクション334と共に、ツール322の複数のパーツ323の他のパーツに対して移動するように、ベース332及びツール322に対して移動しうる。
【0045】
位置決めセクション334に接続されていない複数のパーツ323のうちの前記いくつかのパーツは、これらの実施例で、ベース332に接続されている。ベース332に接続されている、ツール332の複数のパーツ323のうちの前記いくつかのパーツは、プリプレグアセンブリ314の成形に用いられるパーツを含む。位置決めセクション334に接続されている複数のパーツ323のうちの前記いくつかのパーツは、プリプレグアセンブリ314の成形には現在使用されていないパーツを含む。位置決めセクション334によって保持された複数のパーツ323のうちのいくつかのパーツは、プリプレグアセンブリ314の成形に使用するためのベース332に接続された複数のパーツ323のうちの前記パーツ上に配置されるか又は接続されうる。
【0046】
これらの例示的実施例で、移動システム336は位置決めセクション334を制御する。換言すると、移動システム336は、位置決めセクション334を垂直軸338に沿って移動させうる。もちろん、位置決めセクション334は、特定の実施に応じて、他の軸に沿って移動してもよい。位置決めセクション334は、垂直軸338に対して移動してプリプレグアセンブリ314をツール322に対して位置決めしうる。移動システム336は、いくつかのアクチュエータの形態を取りうる。いくつかのアクチュエータ340は、これらの実施例で、電気機械アクチュエータである。
【0047】
当該例示的実施例で、成形システム312は、プリプレグアセンブリ314の第1の形状328を変化させて翼型302のための第2の形状330を形成するように、ツール322に対して位置決めされたプリプレグアセンブリ314を移動させるように構成されている。
【0048】
第1の形状328とは、何らかの形状変化が起こる前のプリプレグアセンブリ314の元の形状である。第2の形状330とは、翼型302の構成要素のための形状である。第2の形状330は、例えば、限定するものではないが、スパー、シェル、及び/又は他の適切な形状であってよい。いくつかの例示的な実施例で、第2の形状330は、翼型302全体の形状であってよい。
【0049】
第2のチャネル342が成形システム312に存在する。更に、第2のチャネル342は間隙344を有する。間隙344は、第1の側面346及び第2の側面348を有する。これらの例示的実施例で、プリプレグアセンブリ314は、第2のチャネル342の間隙344内に配置される。
【0050】
第2のチャネル342の間隙344内のプリプレグアセンブリ314の部分350は、これらの実施例で暴露されている。部分350は、これらの実施例で成形システム312によってツール322に対して成形されうる。これらの例示的実施例で、成形システム312は、加熱システム352及び加力システム354を備える。加熱システム352は、プリプレグアセンブリ314のいくつかのセクション356を加熱して、プリプレグアセンブリ314のいくつかの被加熱セクション358を形成するように構成されている。
【0051】
これらの例示的実施例で、加熱システム352は、第1の加熱アセンブリ362と第2の加熱アセンブリ364とを備える。第1の加熱アセンブリ362は、第2のチャネル342の間隙342の第1の側面346側に位置する。第2の加熱アセンブリ364は、第2のチャネル342の間隙344の第2の側面348側に位置する。
【0052】
図示されるように、これらの加熱アセンブリは、第2のチャネル342の間隙344のいずれか側に位置する対応するいくつかのセクション356を加熱するように構成されている。これらの例示的実施例で、いくつかのセクション356は、連続的及び/又は非連続的セクションであってよい。例えば、いくつかのセクション356のうち1つのセクションが、非連続的なサブセクションを有してよい。間隙344の部分350は、いくつかのセクション356が加熱システム352によって加熱されたとき、これらの実施例ではいくつかの被加熱セクション358である。
【0053】
加熱システム352は、いくつかの被加熱セクション358を、いくつかの被加熱セクション358が第1の形状328から翼型302のための第2の形状330へと変化するのに十分な温度に加熱しうる。第1の形状328から第2の形状330への変化は、加力システム354によって実行されうる。加力システム354は、これらの実施例ではプリプレグアセンブリ314のいくつかの被加熱セクション358が第2の形状330を有するように、ツール322に対していくつかの被加熱セクション358に力360を加えるように構成されている。
【0054】
これらの例示的実施例で、いくつかの被加熱セクション358は、例えば、限定するものではないが、華氏約100℃から約130℃の温度を有する。もちろん、プリプレグアセンブリ314を加力システム354によって形状変化せしめるいかなる温度も用いられうる。
【0055】
図示されるように、加力システム354は、第1の加力アセンブリ366と第2の加力アセンブリ368とを備える。第1の加力アセンブリ366は、間隙344の第1の側面346側でフレーム310と関連する。第2の加力アセンブリ368は、間隙344の第2の側面348側でフレーム310と関連する。第1の加力アセンブリ366及び第2の加力アセンブリ368は、これらの実施例ではいくつかの被加熱セクション358が翼型302のための第2の形状330を有するように、プリプレグアセンブリ314のいくつかの被加熱セクションに力360を加えるために移動するように構成されている。
【0056】
これらの例示的実施例で、第1の加力アセンブリ366は、第1のいくつかの細長い部材370と第1の移動システム372とを備える。第2の加力アセンブリ368は、第2のいくつかの細長い部材374と第2の移動システム376とを備える。
【0057】
第1の移動システム372は、第1のいくつかの細長い部材370をツール322に対して移動させ、プリプレグアセンブリ314のいくつかの被加熱セクション358に力360を加えるように構成されている。第2の移動システム376は、第2のいくつかの細長い部材374をツール322に対して移動させ、プリプレグアセンブリ314のいくつかの被加熱セクション358に力360を加えるように構成されている。
【0058】
これらの例示的実施例で、第1のいくつかの細長い部材370は、ツール322の第1の側面378に対して位置決めされ、その一方、第2のいくつかの細長い部材374は、ツール322の第2の側面380に対して位置決めされうる。その結果、第1のいくつかの細長い部材370は、第1の側面378に位置するいくつかの被加熱セクション358に力360を加え、他方、第2のいくつかの細長い部材374は、ツール322の第2の側面380側のいくつかの被加熱セクション358に力360を加える。
【0059】
第1の移動システム372は、いくつかのアクチュエータを備える。第2の移動システム376は、いくつかのアクチュエータを備える。第1の移動システム372の1つ以上の前記いくつかのアクチュエータは、第1のいくつかの細長い部材370の第1の部分を、第1のいくつかの細長い部材370の第2の部分とは独立に移動させるように構成されている。同様に、第2の移動システム376の前記いくつかのアクチュエータは、第2のいくつかの細長い部材374の第1の部分を、第2のいくつかの細長い部材374の第2の部分とは独立に移動させるように構成されている。
【0060】
1つ以上の前記有利な実施形態により、プリプレグアセンブリを使用することで翼型の不均一性が低減されうる。更に、1つ以上の前記異なる有利な実施形態により、コンピュータ数値制御機械に必要な費用及びプログラミングが回避される。
【0061】
異なる例示的な実施例で、プリプレグアセンブリ314に加えて更なるプリプラグアセンブリが用いられうる。例えば、いくつかの例示的実施例で、翼型302は、プリプレグアセンブリ314に加えていくつかのプリプレグアセンブリ394を用いて製造されうる。例えば、プリプレグアセンブリ314は翼型302のシェルであってよく、一方、いくつかのプリプレグアセンブリ394は、いくつかのスパーといった構造要素を成しうる。
【0062】
プリプレグアセンブリ314及びいくつかのプリプレグアセンブリ394は、プリプラグアセンブリ314及びいくつかのプリプレグアセンブリ394が第1の形状328から翼型302のための第2の形状330へと変化されるように、ツール322に対して移動させられた後、ツール322に沿ってオーブン396へと移動されてよく、そこでプリプレグアセンブリ314及びいくつかのプリプレグアセンブリ394は熱398及び/又は圧力399を用いて硬化されて翼型302の形成が完了される。その後、ツール322は翼型302から離されうる。
【0063】
図3での翼型製造環境300の例示は、異なる有利な実施形態が実施されうる方式に物理的又は構造的制限を示唆するものではない。例示されたものに加えて、及び/又はそれらに替えて他の構成要素が用いられてもよい。いくつかの構成要素は、いくつかの有利な実施形態で不要でありうる。また、ブロックは、いくつかの機能的構成要素を例示するために示されている。1つ以上のこれらのブロックは、異なる有利な実施形態で実施されるとき、結合され、及び/又は異なるブロックに分割されうる。
【0064】
例えば、いくつかの例示的実施例で、フレーム310の位置決めセクション334は、垂直軸338に加えて他の軸の周りを移動しうる。更に、いくつかの例示的実施例で、加熱システム352は不要でありうる。
【0065】
成形システム312によって、異なる翼型のための複雑な3次元プログラムが必要なくなる。高価な5軸コンピュータ数値制御されたテープ積層機も必要とされない。プリプレグアセンブリは、単純なプログラム及び安価な3軸テープ積層機を用いて構築できる。更に、成形システム312によって、また、人間オペレータが複数の別個のプリプレグアセンブリをツール322上に配置する必要も減らされるか又はなくなる。
【0066】
次に図4を参照すると、有利な実施形態による翼型形成システムが例示されている。翼型形成システム400は、図3の成形システム312の実施の一例である。当該例示的実施例で、翼型形成システム400は、フレーム402及び成形システム404を含む。当該例示的実施例で、翼型形成システム400は、フレーム402、形成システム404、及びツール406を備える。ツール406は、これらの例示的実施例ではマルチパートツールである。特に、ツール406は複数のマンドレルを備える。
【0067】
フレーム402は、ベース408、位置決めセクション410、及び移動システム412を備える。移動システム412はアクチュエータ414を備える。移動システム412は、位置決めシステム412を、ベース408及びツール406に対して移動させるように構成されている。移動システム412は、軸416の方向に位置決めセクション410を移動させるように構成されている。
【0068】
当該例示的実施例では、チャネル418が成形システム404内に存在する。これらの例示的実施例で、ツール406は、間隙420内へ、そして位置決めセクション410のチャネル422内へと移動しうる。チャネル422は、これらの実施例でチャネル418に垂直である。ツール406は、チャネル418で間隙420内に移動し、そして位置決めセクション410が矢印424の方向に移動するとき、チャネル422へと移動されうる。
【0069】
図示されたように、成形システム404は、加熱システム426及び加力システム428を備える。当該例示的実施例で、フレーム402は深さ430、幅432、及び高さ434を有しうる。図示された例では、深さ430は約55フィート、幅432は約19フィート、そして高さ434は約15フィートであってよい。もちろん、寸法は、特定の実施に応じて異なってよい。
【0070】
これらの実施例で、フレーム402は、例えば、限定するものではないが、鋼鉄、チタン、アルミニウム、及び/又は他の適切な種類の材料などからなってよい。更に、ツール406は、例えば、限定するものではないが、ニッケル合金鋼、合金鋼、及び/又は他の適切な種類の材料などからなってよい。
【0071】
次に図5を参照すると、有利な実施形態による翼型形成システムの側面図が例示されている。翼型形成システム400の当該側面図で、図4に示された加熱システム426は、第1の加熱アセンブリ500と第2の加熱アセンブリ502とを備える。加力システム428は、第1の加力アセンブリ504、第2の加力アセンブリ506、第1の移動システム508、及び第2の移動システム510を備える。
【0072】
当該例示的実施例で、第1の移動システム508は、第1の加力アセンブリ504を矢印512の方向に移動させうる。第2の移動システム510は、第2の加力アセンブリ506を矢印514の方向に移動させうる。第1の移動システム508及び第2の移動システム510は、アクチュエータを備えうる。当該実施例で、間隙420は、第1の移動システム508及び第2の移動システム510が第1の加力アセンブリ504及び第2の加力アセンブリ506を移動させると、変化しうる。
【0073】
当該例示的実施例で、第1の加力アセンブリ504及び第2の加力アセンブリ506は、移動可能にフレーム402と関連する。特に、第1の加力アセンブリ504及び第2の加力アセンブリ506は、移動可能に位置決めセクション410と関連する。第1の加熱アセンブリ500及び第2の加熱アセンブリ502は、第1の加力アセンブリ504及び第2の加力アセンブリ506を介して、フレーム402の位置決めセクション410と関連する。第1の加熱アセンブリ500及び第2の加熱アセンブリ502は、プリプレグアセンブリを加熱することによってプリプレグアセンブリに曲げ力を加える。
【0074】
図示されたように、第1の加力アセンブリ504は、細長い部材516と可動ビーム518とを備える。第2の加力アセンブリ506は、細長い部材520と可動ビーム522とを備える。細長い部材516及び細長い部材520は、これらの実施例ではそれぞれブラダ524及びブラダ526の形態を取る。ブラダは、形成時にプリプレグアセンブリに実質的に均一な力又は圧力を加えるために用いられる細長い可膨張式装置である。ブラダは、プリプレグアセンブリがツール406の表面の形状に一致するように前記力を加える。
【0075】
当該例示的実施例で、チャネル418は、フレーム402の位置決めセクション410で可動ビーム518及び可動ビーム522内に形成される。図示されたように、セクション528は、形成システム404のための加熱システム426及び加力システム428を含む。
【0076】
次に図6を参照すると、有利な実施形態による翼型形成システムの一部の側面図を示す。当該例示的実施例で、有利な実施形態によるセクション528がより詳細に図5に示されている。
【0077】
当該実施例で、第1の加熱アセンブリ500は、ヒータ600とヒータ支持プレート602とを備える。第2の加熱アセンブリ502は、ヒータ604とヒータ支持プレート606とを備える。当該例示的実施例で、ブラダ524は、支持ビーム608によって可動ビーム518に接続されている。ブラダ526は、支持ビーム610によって可動ビーム522に接続されている。
【0078】
図示されたように、ヒータ支持プレート602は可動ビーム518に接続されている。ヒータ支持プレート606は可動ビーム522に接続されている。
【0079】
次に図7〜14を参照すると、有利な実施形態による翼型形成工程が図示されている。図7には、有利な実施形態によるマルチパートツールを有した翼型形成システムが図示されている。
【0080】
図示されたように、ツール406は、これらの実施例で2つのパーツ、マンドレル700とマンドレル702とを備える。マンドレル700は位置決めセクション410に接続されており、一方、マンドレル702はベース408に接続されている。特に、マンドレル702は、位置決めセクション410の接続システム703を介して位置決めセクション410に接続されている。
【0081】
接続システム703は、例えば位置決めセクション410に取り付けられたいくつかの構造的部材、前記いくつかの構造的部材をマンドレル700に接続するように構成されたいくつかのピン、及び/又は他の適切な構成要素を備えうる。もちろん、他の例示的実施例で、接続システム703は、マンドレル700を位置決めセクション410に接続するように構成された任意の数の構成要素を備えてもよい。
【0082】
当該例示的実施例で、位置決めセクション410は、マンドレル700が接続システム703に接続されるような位置へと、軸416の方向で下方に移動される。その後、位置決めセクション410は、マンドレル700をマンドレル702に対して移動させるように、軸416の方向で上方に移動される。換言すると、位置決めセクション410は、マンドレル700がマンドレル702から離れて、プリプレグアセンブリをマンドレル702の最上部706に対して位置決めすることができるように、移動する。
【0083】
位置決めセクション410は、第1の加熱アセンブリ500及び第2の加熱アセンブリ502のヒータ支持プレートがマンドレル702の最上部706と実質的に平行になるまで、ベース408に対して矢印704の方向に移動する。マンドレル702の最上部706は、翼型のスパーを形成するのに用いられるプリプレグアセンブリのための位置である。
【0084】
次に図8を参照すると、有利な実施形態による、プリプレグアセンブリを挿入中の翼型形成システムの斜視図が例示されている。当該例示で、プリプレグアセンブリ800は、チャネル418にロードされている。プリプレグアセンブリ800は、いくつかの異なる方法でチャネル418にロードされうる。例えば、プリプレグアセンブリ800は、人間オペレータ、ロボット、それら2つの組み合わせ、又は他の何らかの適切なシステムによってロードされうる。
【0085】
次に図9を参照すると、有利な実施形態による、翼型のスパーを形成するのに用いられる翼型形成システムの一部が図示されている。当該例示的実施例で、プリプレグアセンブリ800は、セクション900及びセクション902が翼型のための形状を成す形状に変化されうる被加熱セクションを成すように、加熱される。当該実施例で、前記形状は、翼型のためのスパーの形状である。
【0086】
第1の移動システム508及び第2の移動システム510は、可動ビーム518及び522を移動させて、ブラダ524及びブラダ526を、プリプレグアセンブリ800のセクション900及びセクション902に対して位置決めする。これらの実施例で、ブラダ524は矢印904の方向で移動し、そしてブラダ526は矢印906の方向で移動する。
【0087】
また、移動システム412は、矢印908の方向で位置決めセクション410を移動させる。このように移動することで、ブラダ524及びブラダ526によって、プリプレグアセンブリ800のセクション900及びセクション902に力が加えられ、プリプレグアセンブリ800が元の形状から翼型のスパーの形状に変化させられる。ブラダ524は、セクション900に力を加えて、セクション900をマンドレル702の側面910に向けて押す。ブラダ526は、セクション902に対して加力するように移動して、セクション902をマンドレル702の側面912に向かって移動させる。
【0088】
次に図10を参照すると、有利な実施形態による、プリプレグアセンブリがスパーの形状に形成済みである翼型形成システムの一部が図示されている。当該実施例で、プリプレグアセンブリ800は、翼型のためのスパー100の形状に変化されている。
【0089】
図5に示された第1の移動システム508及び第2の移動システム510は、可動ビーム518及び可動ビーム522を、それぞれ矢印1002及び1004の方向で移動させる。この移動によって、ブラダ524及びブラダ526はプリプレグアセンブリ800から離れるように移動する。また、ヒータ600及びヒータ604は、プリプレグアセンブリ800が冷却されるように消されてよい。
【0090】
次に図11を参照すると、有利な実施形態による、ブレード用のシェルを形成するように位置決めされている翼型形成システムの一部が図示されている。位置決めセクション410は、移動して、当該実施例ではマンドレル702の最上部にマンドレル700を配置している。マンドレル700は、これらの実施例でマンドレル702に接続されうる。この移動の後、プリプレグアセンブリ800は、マンドレル700とマンドレル702との間に位置している。移動システム412は、ヒータ支持プレートが実質的にマンドレル700の最上部1100と実質的に平行になるか又は一致するように、位置決めセクション410を移動させる。可動ビーム518及び可動ビーム522は、それらがマンドレル700に接触するまで矢印1102及び1104の方向で移動されうる。
【0091】
次に図12を参照すると、有利な実施形態による、ブレードのシェル用のプリプレグアセンブリを挿入中の翼型形成システムが例示されている。プリプレグアセンブリ1200は次いでチャネル418内に配置される。第1の加熱アセンブリ500及び第2の加熱アセンブリ502は、プリプレグアセンブリ1200のセクションを加熱しうる。
【0092】
次に図13を参照すると、有利な実施形態による、プリプレグアセンブリが部分的に形成された翼型形成システムが例示されている。可動ビーム518及び可動ビーム522は、ブラダ524及びブラダ526がプリプレグアセンブリ1200のセクション1306及びセクション1308に力を加えるように、矢印1302及び1304の方向で移動されうる。これらの例示的実施例で、セクション1306及びセクション1308は、プリプレグアセンブリ1200の被加熱セクションである。ブラダ524及びブラダ526は、セクション1306及びセクション1308を、それぞれマンドレル700の側面1310及び1312に向けて押す。
【0093】
更に、ブラダ524及びブラダ526によってセクション1306及びセクション1308に加えられた、側面1310及び側面1312に対する力が、第1の加熱アセンブリ500及び第2の加熱アセンブリ502によって加えられた曲げ力と組み合わされて、プリプレグアセンブリ1200の別個のプライにしわが形成されるのを防止しうるような引張力がプリプレグアセンブリ1200に付与される。位置決めセクション410は、当該実施例で矢印1314の方向で移動する。
【0094】
次に図14を参照すると、有利な実施形態による、完成したブレードを有する翼型形成システムの一部が図示されている。図8のプリプレグアセンブリ800及び図12のプリプレグアセンブリは、元の形状から翼型1400の形状に変化されている。見てわかるように、プリプレグアセンブリ1200は翼型1400の外側シェル1402を成す。プリプレグアセンブリ800は翼型1400のスパー1404を成す。この点で、翼型1400、マンドレル700及びマンドレル702は、翼型1400を硬化するための一に移動されうる。硬化後、マンドレル700及びマンドレル702は、取り外されてよい。
【0095】
次に図15を参照すると、有利な実施形態による、翼型の斜視図が例示されている。見てわかるように、翼型1400の側面1500は長さ1502を有し、翼型1400の側面1504は長さ1506を有する。当該例示的実施例で、長さ1502は長さ1506より大きい。
【0096】
次に図16を参照すると、有利な実施形態による、また別の翼型の斜視図が例示されている。更に、図17には、有利な実施形態による翼型の側面図が例示されている。
【0097】
次に図18を見ると、有利な実施形態による、翼型形成工程のフローチャートが図示されている。図18に例示されたプロセスは、図3の翼型形成システム308を用いて実施されうる。特に、当該工程は、第1の形状を有するプリプレグアセンブリから第2の形状を有する翼型及び/又は翼型の構成要素を形成するために実施されうる。
【0098】
当該工程は、フレームのための位置決めセクションを用いて、翼型用のツールの複数のパーツの1つに対してプリプレグアセンブリを位置決めすることから開始する(作業1800)。位置決めセクションは、ツール及びフレームのベースに対して移動し、且つツールの前記複数のパーツのうちいくつかのパーツを互いに対して移動させるように構成されている。複数のパーツは、例えば複数のマンドレルであってよい。
【0099】
当該工程は次いで、プリプレグアセンブリのいくつかのセクションを加熱する(作業1802)。操作1802では、前記いくつかのセクションが、翼型形成システムのための形状形成システムの加熱システムを用いて加熱される。加熱システムは、プリプレグアセンブリの前記いくつかのセクションを、前記いくつかのセクションが柔軟でツールに適合可能となるのに十分な温度まで加熱する。
【0100】
その後、当該工程は、ツールに適合するように加熱されたプリプレグアセンブリの前記いくつかのセクションに力を加えて、ツールに適合するように加熱されたプリプレグアセンブリの前記セクションを翼型の構成要素のための形状とせしめる(作業1804)。その後、当該工程は、翼型が完成したかどうかを決定する(作業1806)。翼型は、プリプレグアセンブリが翼型のための第2の形状に形成されたときに完成となる。いくつかの例示的実施例で、翼型は、いくつかのプリプレグアセンブリが翼型の異なる構成要素のための形状に形成されたときに完成となる。
【0101】
翼型が完成したら、当該工程は翼型を硬化し(作業1808)、その後当該工程は終了となる。完成していなければ、当該工程は、上述した作業1800に戻る。作業1800を繰り返すとき、当該作業は追加のプリプレグアセンブリを用いて行われる。第1回目の作業1800実行時のパーツは第1のパーツである。翼型のための第2の形状を有するプリプレグアセンブリは、ツールの前記第1のパーツに張り付けられ、当該プリプレグアセンブリはその上に形成され、前記パーツ上に残される。作業1800を繰り返すとき、追加のプリプレグアセンブリは、当該プリプレグアセンブリが前記第1のパーツ上に残った状態で、ツールの複数のパーツの第2のパーツに対して位置決めされる。
【0102】
次に図19を参照すると、有利な実施形態による、翼型成形工程のフローチャートが例示されている。図19に例示された工程は、図3の翼型形成システム308を用いて実施されうる。特に、当該工程は、いくつかの構成要素を備えた翼型を形成するために実施されうる。
【0103】
当該工程は、翼型のいくつかの構成要素のうち、まだ形成されていない構成要素用のプリプレグアセンブリを選択することから開始する。当該構成要素は、例えば翼型のスパー又はシェルでありうる。プリプレグアセンブリは次いで、翼型形成システムのための成形システムのチャネルに配置される(作業1901)。翼型形成システムは、成形システム及びフレームを備える。フレームは、ベース及び位置決めセクションを備える。位置決めセクションは、垂直軸方向でベースに対して移動するように構成されている。
【0104】
当該例示的実施例で、位置決めセクションは成形システムと関連する。成形システムのチャネルは、第1の側面と第2の側面を有する間隙を有する。間隙内のプリプレグアセンブリの部分は、位置決めセクション内に形成されたチャネルに暴露されている。位置決めセクション内のチャネルは、成形システム内のチャネルに実質的に垂直である。
【0105】
プリプレグアセンブリは次いで、フレームを用いてツールのマンドレルに対して位置決めされる(作業1902)。マンドレルは、当該例示的実施例で、ツールの複数のマンドレルのうちの1つである。作業1902で、位置決めセクションは下方に移動し、プリプレグアセンブリを前記マンドレルに対して位置決めする。特に、最初に当該作業が実行されるとき、プリプレグアセンブリは、マンドレルの最上部に位置決めされる。当該例示的実施例で、マンドレルの最上部は、翼型のスパーのための形状を有する。ツールは、当該例示的実施例で任意の数のマンドレルを備えうる。
【0106】
その後、プリプレグアセンブリの第1のセクション及び第2のセクションが、成形システムの加熱システムを用いて加熱される(作業1904)。プリプレグアセンブリの第1のセクションは、成形システムのチャネルの間隙の第1の側面で加熱システムに暴露される。プリプレグアセンブリの第2のセクションは、成形システムのチャネルの間隙の第2の側面で加熱システムに暴露される。
【0107】
加熱システムは、第1の加熱アセンブリと第2の加熱アセンブリを備える。第1の加熱アセンブリは、プリプレグアセンブリの第1のセクションを加熱するように構成され、第2の加熱アセンブリは、プリプレグアセンブリの第2のセクションを加熱するように構成されている。
【0108】
次に、第1の加力アセンブリ及び第2の加力アセンブリが、プリプレグアセンブリのそれぞれ第1のセクション及び第2のセクションに力を加えるために、それぞれ第1の移動システム及び第2の移動システムを用いて移動される(作業1906)。第1の加力アセンブリ及び第2の加力アセンブリは、成形システムの加力システムの一部である。
【0109】
作業1906で、力は、第1のセクションがマンドレルの第1の側面に適合し、第2のセクションがマンドレルの第2の側面に適合するように、加えられる。更に、第1の加力アセンブリ及び第2の加力アセンブリは、反対方向に移動される。
【0110】
プリプレグアセンブリが構成要素のための形状を有するようにプリプレグアセンブリが形成済みかについての決定がなされる(作業1908)。プリプレグアセンブリの形状が特定の構成要素の形状となったとき、構成要素の完成となる。プリプレグアセンブリが構成要素のための形状を持たないとき、当該工程は上述した作業1906に戻る。
【0111】
作業1906を繰り返すとき、位置決めセクションは、新しいプリプレグアセンブリの新しい第1のセクション及び新しい第2のセクションが成形システムのチャネルの間隙に露出されるように、下方に移動する。このようにして、位置決めセクションのチャネルは、ツールの上まで下向する。
【0112】
再度作業1908を参照すると、プリプレグアセンブリが構成要素のための形状を有する場合、フレームの位置決めセクションは、特定の構成要素がマンドレル上に残るようにフレームのベースに対して上方に移動される(作業1910)。その後、翼型が完成したかについて決定がなされる(作業1912)。
【0113】
翼型が完成したら、当該工程は次いで翼型を硬化し(作業1914)、その後当該工程は終了する。翼型が完成していなければ、位置決めセクションは、新しいマンドレルを現在のマンドレルの最上部に配置するために移動される(作業1916)。現在のマンドレルとは、上部にプリプレグアセンブリが成形されたマンドレルである。新しいマンドレルが、プリプレグアセンブリの成形中に位置決めセクションに接続される。
【0114】
作業1916で、位置決めセクションの移動により、新しいマンドレルは下方に、そして現在のマンドレルの最上部に移動する。更に、作業1916で、位置決めセクションが上方に移動したときに新しいマンドレルが現在のマンドレルの最上部に残されるように、新しいマンドレルを位置決めセクションから切り離すことによって、新しいマンドレルは現在のマンドレルの最上部に配置される。
【0115】
その後、当該工程は、上述した作業1900に戻る。
【0116】
これらの実施例は2つのマンドレルを有したツールの使用を例示しているが、他の実施例ではマンドレルの数は異なっていてよい。例えば、他の実施では、互いの最上部に配置されうる3つ又は4つのマンドレルを使用しうる。更に、これらのマンドレルはまた、互いに接続されてよく、或いは、マンドレルの相互整列を可能とする形状であってよい。
【0117】
図示された異なる実施形態におけるフローチャート及びブロック図は、異なる有利な実施形態における装置及び方法のいくつかの可能な実施のアーキテクチャ、機能、及び作業を例示する。この点で、フローチャート又はブロック図の各ブロックは、モジュール、セグメント、機能、及び/又は一部の作業又はステップを示しうる。
【0118】
いくつかの代替的実施例で、ブロックに示された1つ又は複数の機能が生じうる順番は、図に示された限りではない。例えば、いくつかの場合、連続して示された2つのブロックは実質的に同時に実行されても、又は関係する機能に応じて、時には逆の順序で実行されてもよい。また、他のブロックが、フローチャート又はブロック図に図示されたブロックに付加的に加えられてもよい。
【0119】
このようにして、異なる有利な実施形態は、翼型を形成するための方法及び装置を提供する。1つの有利な実施形態で、装置は、フレームと形成システムを備える。フレームは、ツールに対してプリプレグアセンブリを保持するように構成される。形成システムはフレームと関連し、且つ、ツールに対してプリプレグアセンブリを移動させ、プリプレグアセンブリの第1の形状を変化させて翼型のための第2の形状を形成するように攻勢される。
【0120】
異なる有利な実施形態の説明は、例示及び説明を目的に提示されたものであり、開示された形態の実施形態を完全とする、又はそれらに限定することを目的とするものではない。当業者には多くの修正及び変更が明らかであろう。更に、異なる有利な実施形態は、他の有利な実施形態とは異なる利点を提供しうる。選択された1つ又は複数の実施形態は、実施形態の原理、実用化を最もよく説明するために、そして当業者の他の人々が、検討される特定の使用に適するように様々な修正がなされた様々な実施形態に関して当該開示を理解できるように、選ばれ、説明されている。
【0121】
これらの実施形態のうちいくつかの実施例は以下のとおりである。
装置において、位置決めセクションは、プリプレグアセンブリの追加のセクションが加熱されてプリプレグアセンブリの追加の被加熱セクションが形成され、そしてプリプレグアセンブリが翼型のための第2の形状を有するまでプリプレグの追加のセクションに力が加えられるように、プリプレグアセンブリを移動させるように構成されている。
【0122】
前記装置は、チャネルが間隙を有する成形システムに更にチャネルを備え、前記装置において、加熱システムは、前記チャネル内に位置するプリプレグアセンブリのいくつかのセクションを加熱して被加熱セクションを形成するように構成されており、且つ前記プリプレグアセンブリのいくつかの被加熱セクションは間隙内のツールに対する位置に置かれる。
【0123】
前記装置で、位置決めセクションは、当該セクションがツールのパーツを、ツールの他のパーツに対して移動させるときに、ツールの前記パーツを受けるように構成された位置決めセクション内のチャネルを備える。
【0124】
前記装置で、間隙は第1の側面と第2の側面とを有し、且つ、加熱システムは前記間隙の第1の側面上に位置する第1の加熱アセンブリと前記間隙の第2の側面上に位置する第2の加熱アセンブリとを備え、且つ、第1の加熱アセンブリと第2の加熱アセンブリはそれぞれ、プリプレグアセンブリのいくつかのセクションの1つのセクションを加熱するように構成されている。
【0125】
前記装置で、第1の加力アセンブリと第2の加力アセンブリの移動によって前記間隙のサイズが変化する。
【0126】
前記装置で、複数のパーツは、前記複数のパーツを用いて複数のプリプレグアセンブリが複数の形状を有するように形成できるように、複数の形状を有し、且つ、前記位置決めセクションは、前記複数のプリプレグアセンブリの各プリプレグアセンブリが前記複数のパーツの対応するパーツに対して位置決めされうるように、ツールの前記複数の複数のパーツのうちの他のパーツに対して前記複数のパーツの各パーツを移動させるように構成されている。
【0127】
前記装置で、翼型は、風力タービン用ブレード、航空機用ブレード、及び航空機用ウイングの1つから選択される。
【0128】
翼型形成システムは、ベースと位置決めセクションとを有するフレームを備え、ここで位置決めセクションは第1のチャネルを有し、且つ第1のチャネル内のプリプレグアセンブリを複数のパーツを備えたツールに対して位置決めし、前記ツールと前記フレームのベースとに対して移動し、且つ前記複数のパーツのうちの1つのパーツを、前記複数のパーツのうちの他のパーツに対して移動させるように構成されており、前記翼型形成システムは、加熱システムと加力システムと第2チャネルとを備えた成形システムを備え、ここで加熱システムは、前記位置決めセクションと関連し、プリプレグアセンブリのいくつかのセクションを加熱してプリプレグアセンブリにいくつかの被加熱セクションを形成するように構成されており、且つ加力システムは、前記位置決めセクションと関連し、プリプレグアセンブリの前記いくつかの被加熱セクションが翼型のための第2の形状を有するように、ツールに対してプリプレグアセンブリの前記いくつかの被加熱セクションに力を加えるように構成されている。
【0129】
方法は、翼型が完成するまで、ツールの複数のパーツのうちの他のパーツを用いて、いくつかの追加のプリプレグアセンブリのために、位置決め、加熱、及び加力ステップを繰り返すことを更に含む。
【0130】
方法は、翼型の完成後に翼型を硬化することを更に含む。
【符号の説明】
【0131】
400 翼型形成システム
402 フレーム
404 成形システム
406 ツール
408 ベース
410 位置決めセクション
412 移動システム
414 アクチュエータ
418,422 チャネル
420 間隙
426 加熱システム
428 加力システム
500,502 加熱アセンブリ
504,506 加力アセンブリ
508,510 移動システム
516,520 細長い部材
518,522 可動ビーム
524,526 ブラダ
600,604 ヒータ
602,606 ヒータ支持プレート
610 支持ビーム
700,702 マンドレル
703 接続システム
706 マンドレルの最上部
800,1200 プリプレグアセンブリ
1000,1404 スパー
1100 マンドレル700の最上部
1400 翼型
1402 外側シェル
【特許請求の範囲】
【請求項1】
プリプレグアセンブリを複数のパーツを有するツールに対して位置決めするように構成されたフレームであって、ベースと位置決めセクションとを備え、前記位置決めセクションが、前記ツールと前記フレームの前記ベースとに対して移動し、且つ前記プリプレグアセンブリの成形中に前記複数のパーツのうち1つのパーツを前記複数のパーツのうちの他のパーツに対して移動させるように構成されているフレームと、
前記フレームと関連し、且つ前記位置決めセクションがツールに対して移動するときに、前記ベースに接続された前記ツールの前記複数のパーツのうちのいくつかのパーツに対して位置決めされた前記プリプレグアセンブリに対して移動することにより、前記プリプレグアセンブリの第1の形状を変化させて翼型のための第2の形状を形成するように構成された成形システムと
を備えた装置。
【請求項2】
前記成形システムが、
前記プリプレグアセンブリのいくつかのセクションを加熱して前記プリプレグアセンブリのいくつかの被加熱セクションを形成するように構成されている加熱システムと、
前記プリプレグアセンブリの前記いくつかの被加熱セクションが翼型のための第2の形状を有するように、前記ツールに対する前記プリプレグアセンブリの前記いくつかの被加熱セクションに力を加えるように構成されている加力システムと
を備えている、請求項1に記載の装置。
【請求項3】
前記第2の形状が、翼型のスパー及びシェルのうちの1つとして選択される、請求項2に記載の装置。
【請求項4】
前記位置決めセクションが、前記ベースに接続された前記ツールの前記複数のパーツのうちのいくつかのパーツに対して、いくつかの追加のプリプレグアセンブリを位置決めするように構成されており、且つ、前記成形システムが、翼型が形成されるまで、前記ツールの前記複数のパーツのうちの前記いくつかのパーツに対して、前記いくつかの追加のプリプレグアセンブリを移動させるように構成されている、請求項2に記載の装置。
【請求項5】
前記加力システムが、
前記間隙の第1の側面で前記フレームと関連する第1の加力アセンブリと、
前記間隙の第2の側面で前記フレームと関連する第2の加力アセンブリと、
を備え、前記第1の加力アセンブリ及び前記第2の加力アセンブリが、移動して、前記プリプレグアセンブリの前記いくつかの被加熱セクションが前記翼型のための第2の形状を有するように、前記ベースに接続された前記ツールの前記複数のパーツのうちのいくつかのパーツに対する前記プリプレグアセンブリのうちの前記いくつかの被加熱セクションに力を加えるように構成されており、前記第1の加力アセンブリ及び前記第2の加力アセンブリの移動によって前記間隙のサイズが変化する、請求項2に記載の装置。
【請求項6】
前記第1の加力アセンブリが、
第1のいくつかの細長い部材と、
前記第1のいくつかの細長い部材を前記ツールに対して移動させ、前記プリプレグアセンブリの前記いくつかの被加熱セクションに力を加えるように構成された第1の移動システムと
を備えており、
前記第2の加力アセンブリが、
第2のいくつかの細長い部材と、
前記第2のいくつかの細長い部材を、前記ベースに接続された前記ツールの前記いくつかのパーツに対して移動させることにより、前記プリプレグアセンブリの前記いくつかの被加熱セクションに力を加えるように構成された第2の移動システムと
を備えている、請求項5に記載の装置。
【請求項7】
前記第1の細長い部材及び前記第2の細長い部材が複数のブラダである、請求項6に記載の装置。
【請求項8】
前記第1の移動システムが第1のいくつかのアクチュエータを備え、前記第2の移動システムが第2のいくつかのアクチュエータを備え、前記第1のいくつかのアクチュエータが、前記第1のいくつかの細長い部材の一部を前記第1のいくつかの細長い部材の別の部分とは独立に移動させるように構成されており、且つ前記第2のいくつかのアクチュエータが、前記第2のいくつかの細長い部材の一部を前記第2のいくつかの細長い部材の別の部分とは独立に移動させるように構成されている、請求項6に記載の装置。
【請求項9】
前記ツールが、外側モールド線、いくつかのマンドレル、及びツーピースモールドのうちの1つとして選択される、請求項1に記載の装置。
【請求項10】
翼型を成形するための方法であって、
フレームのための位置決めセクションを用いて、プリプレグアセンブリを、翼型用のツールの複数のパーツのうち1つのパーツに対して位置決めするステップであって、前記位置決めセクションが前記ツール及び前記フレームのベースに対して移動し、且つ前記ツールの複数のパーツのうちのいくつかのパーツを互いに対して移動させるように構成されている、前記位置決めステップと、
プリプレグアセンブリのいくつかのセクションを加熱するステップと、
前記ツールに適合するように加熱されたプリプレグアセンブリの前記いくつかのセクションに力を加えることにより、前記ツールに適合するように加熱された前記プリプレグアセンブリの前記いくつかのセクションを翼型の構成要素のための形状とせしめるステップと
を含み、翼型が完成するまで、前記ツールの前記複数のパーツのうちの他のパーツを用いて、いくつかの追加のプリプレグアセンブリの、前記位置決め、加熱、及び加力ステップを繰り返す、翼型成形方法。
【請求項1】
プリプレグアセンブリを複数のパーツを有するツールに対して位置決めするように構成されたフレームであって、ベースと位置決めセクションとを備え、前記位置決めセクションが、前記ツールと前記フレームの前記ベースとに対して移動し、且つ前記プリプレグアセンブリの成形中に前記複数のパーツのうち1つのパーツを前記複数のパーツのうちの他のパーツに対して移動させるように構成されているフレームと、
前記フレームと関連し、且つ前記位置決めセクションがツールに対して移動するときに、前記ベースに接続された前記ツールの前記複数のパーツのうちのいくつかのパーツに対して位置決めされた前記プリプレグアセンブリに対して移動することにより、前記プリプレグアセンブリの第1の形状を変化させて翼型のための第2の形状を形成するように構成された成形システムと
を備えた装置。
【請求項2】
前記成形システムが、
前記プリプレグアセンブリのいくつかのセクションを加熱して前記プリプレグアセンブリのいくつかの被加熱セクションを形成するように構成されている加熱システムと、
前記プリプレグアセンブリの前記いくつかの被加熱セクションが翼型のための第2の形状を有するように、前記ツールに対する前記プリプレグアセンブリの前記いくつかの被加熱セクションに力を加えるように構成されている加力システムと
を備えている、請求項1に記載の装置。
【請求項3】
前記第2の形状が、翼型のスパー及びシェルのうちの1つとして選択される、請求項2に記載の装置。
【請求項4】
前記位置決めセクションが、前記ベースに接続された前記ツールの前記複数のパーツのうちのいくつかのパーツに対して、いくつかの追加のプリプレグアセンブリを位置決めするように構成されており、且つ、前記成形システムが、翼型が形成されるまで、前記ツールの前記複数のパーツのうちの前記いくつかのパーツに対して、前記いくつかの追加のプリプレグアセンブリを移動させるように構成されている、請求項2に記載の装置。
【請求項5】
前記加力システムが、
前記間隙の第1の側面で前記フレームと関連する第1の加力アセンブリと、
前記間隙の第2の側面で前記フレームと関連する第2の加力アセンブリと、
を備え、前記第1の加力アセンブリ及び前記第2の加力アセンブリが、移動して、前記プリプレグアセンブリの前記いくつかの被加熱セクションが前記翼型のための第2の形状を有するように、前記ベースに接続された前記ツールの前記複数のパーツのうちのいくつかのパーツに対する前記プリプレグアセンブリのうちの前記いくつかの被加熱セクションに力を加えるように構成されており、前記第1の加力アセンブリ及び前記第2の加力アセンブリの移動によって前記間隙のサイズが変化する、請求項2に記載の装置。
【請求項6】
前記第1の加力アセンブリが、
第1のいくつかの細長い部材と、
前記第1のいくつかの細長い部材を前記ツールに対して移動させ、前記プリプレグアセンブリの前記いくつかの被加熱セクションに力を加えるように構成された第1の移動システムと
を備えており、
前記第2の加力アセンブリが、
第2のいくつかの細長い部材と、
前記第2のいくつかの細長い部材を、前記ベースに接続された前記ツールの前記いくつかのパーツに対して移動させることにより、前記プリプレグアセンブリの前記いくつかの被加熱セクションに力を加えるように構成された第2の移動システムと
を備えている、請求項5に記載の装置。
【請求項7】
前記第1の細長い部材及び前記第2の細長い部材が複数のブラダである、請求項6に記載の装置。
【請求項8】
前記第1の移動システムが第1のいくつかのアクチュエータを備え、前記第2の移動システムが第2のいくつかのアクチュエータを備え、前記第1のいくつかのアクチュエータが、前記第1のいくつかの細長い部材の一部を前記第1のいくつかの細長い部材の別の部分とは独立に移動させるように構成されており、且つ前記第2のいくつかのアクチュエータが、前記第2のいくつかの細長い部材の一部を前記第2のいくつかの細長い部材の別の部分とは独立に移動させるように構成されている、請求項6に記載の装置。
【請求項9】
前記ツールが、外側モールド線、いくつかのマンドレル、及びツーピースモールドのうちの1つとして選択される、請求項1に記載の装置。
【請求項10】
翼型を成形するための方法であって、
フレームのための位置決めセクションを用いて、プリプレグアセンブリを、翼型用のツールの複数のパーツのうち1つのパーツに対して位置決めするステップであって、前記位置決めセクションが前記ツール及び前記フレームのベースに対して移動し、且つ前記ツールの複数のパーツのうちのいくつかのパーツを互いに対して移動させるように構成されている、前記位置決めステップと、
プリプレグアセンブリのいくつかのセクションを加熱するステップと、
前記ツールに適合するように加熱されたプリプレグアセンブリの前記いくつかのセクションに力を加えることにより、前記ツールに適合するように加熱された前記プリプレグアセンブリの前記いくつかのセクションを翼型の構成要素のための形状とせしめるステップと
を含み、翼型が完成するまで、前記ツールの前記複数のパーツのうちの他のパーツを用いて、いくつかの追加のプリプレグアセンブリの、前記位置決め、加熱、及び加力ステップを繰り返す、翼型成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2012−162072(P2012−162072A)
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−272211(P2011−272211)
【出願日】平成23年12月13日(2011.12.13)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2011−272211(P2011−272211)
【出願日】平成23年12月13日(2011.12.13)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
[ Back to top ]