
耐ハロゲンガス性の半導体加工装置用部材

【課題】ハロゲンガス、特にフッ素(F2)ガスおよびフッ化物ガスと接触する半導体加工装置用等の金属製部材であって、耐ハロゲンガス性に優れた金属製部材を提供する。
【解決手段】金属製基材31,34の表面に対して、イオン注入法またはプラズマイオン注入法を用いて、F2ガスやフッ化物ガスとは反応するものの、その反応生成物の蒸気圧が低いAl、Ba、Ca、Mg、Yから選ばれる1種以上の金属元素のイオン注入層32を設ける。また、このイオン注入層32の上に、さらにAl、Ba、Ca、Mg、Yから選ばれる金属を含む薄膜33を積層させる。
【解決手段】金属製基材31,34の表面に対して、イオン注入法またはプラズマイオン注入法を用いて、F2ガスやフッ化物ガスとは反応するものの、その反応生成物の蒸気圧が低いAl、Ba、Ca、Mg、Yから選ばれる1種以上の金属元素のイオン注入層32を設ける。また、このイオン注入層32の上に、さらにAl、Ba、Ca、Mg、Yから選ばれる金属を含む薄膜33を積層させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、各種のハロゲンガス特にフッ素とその化合物を含む環境中で優れた耐食性を発揮する表面処理部材としての耐ハロゲンガス性の半導体加工装置用部材に関する。
【背景技術】
【0002】
一般に半導体製造プロセスでは各工程で、多種多様なハロゲンガスおよびその化合物が気相状態で、ときにはその一部が液相として存在する環境が構成されるため、製造装置部材が激しい腐食損傷を受ける。半導体製造装置が取り扱う腐食性ガス種としては次のようなものがある。
フッ化物:BF3、PF3、PF6、NF3、WF3、CF4、HF、F
塩化物:BCl4、PCl3、PCl5、AsCl3、SnCl4、TiCl4、SiH2Cl2、SiCl4、HCl、Cl2
臭化物:HBr
その他:H2S、NH3、など
【0003】
特に、ハロゲン化合物を用いるプロセスでは反応のより一層の活性化を図るため、しばしばプラズマエネルギーが併用されるが、このプラズマ使用環境では、ハロゲン化合物は電離して非常に腐食性の強い原子状のF、Cl、Br、Iなどを発生すると同時に、その環境中にSiO2、Si3N4、Si、Wなどの微粉末状固形物が発生すると、装置に用いられている部材が化学的腐食とともに微粒子によるエロージョン損傷の両方の作用を強く受けるようになる。
【0004】
しかも、プラズマが励起された環境はArガスのように腐食性のない気体でもイオン化し、これが固体面に強く衝突する現象(イオンボンバードメントと呼ばれる)が発生するので、上記装置内に配設されている各種部材はより一層強い損傷を受けることも知られている。
【0005】
一方、半導体は精密な加工が施されるため、製造環境は極めて清浄であることが要求されている。しかし、前記のような各種のハロゲン化合物による装置材料の腐食反応の結果生成する金属のハロゲン化物は、蒸気圧が高いため気相状態の汚染源となり、またプラズマエロージョン作用によって発生する微粉末状固形物とともに、半導体加工工程における主要な環境汚染源となっている。以上のような問題を解決するため、次に示すような技術が提案されている。
【0006】
すなわち、下記特許文献1のように、半導体加工装置の部材表面にAl拡散処理を施してAlを主要元素とする各種の金属間化合物(例えばAl−Fe、Al−Ni、Al−Crなど)とその表面に生成するAl2O3膜の耐ハロゲンガス性を利用したものがある。
【0007】
また、下記特許文献2のように、ハロゲン系腐食ガスまたはハロゲンプラズマに耐える皮膜として、熱膨張係数が7×10−6〜12×10−6、誘電損失が5×10−3以下の非金属焼結体の表面に直接Y2O3、Dy2O3、Er2O3などの希土類系酸化物を50%以上含む酸化物皮膜を形成するものがある。
【0008】
また、下記特許文献3のように、F化物を含む環境における耐プラズマエロージョン性を有する技術として、Ni、W、Mo、Tiおよびこれらの合金をアンダーコートとし、その上にY2O3およびY2O3とAl2O3の混合物をトップコートとした溶射皮膜がある。
【0009】
また、下記特許文献4のように、部材表面にPVD法やCVD法によってSc、Y、La、Ce、Yb、Eu、Dy、などの周期律表第3a族元素の酸化物、炭化物、窒化物、フッ化物などの緻密な皮膜を形成したり、Y2O3の単結晶を適用する技術がある。
【0010】
また、下記特許文献5のように、耐食性金属基材の一面を溶射法以外の方法によって、AlまたはAl合金で被覆した後、これを陽極酸化法によって被覆表面にAl2O3層を生成させ、このAl2O3層またはAl2O3層を介せずに耐食性を有する弗化アルミニウム層を形成させて、プラズマ励起されたハロゲンガスによる耐食性材料がある。
【0011】
【特許文献1】特開平10−219456号公報
【特許文献2】特開2001−031484号公報
【特許文献3】特開2000−164354号公報
【特許文献4】特開平10−004083号公報
【特許文献5】特開平9−10577号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
しかし、上記特許文献1−5に係るものは、成膜において、金属基材、膜組成などに種々の制限があり、現在の半導体加工装置などが抱えているハロゲンガスによる装置部材の腐食損傷およびその腐食生成物の揮散に起因する加工環境の汚染による半導体製品などの不良率の発生を防止するものととして十分なものではないという問題がある。
【0013】
本発明は、ハロゲンガス、特にフッ素(F2)ガスおよびフッ化物ガスと接触する半導体加工装置用等の金属製部材であって、耐ハロゲンガス性に優れた金属製部材を提供することを目的としている。
【課題を解決するための手段及び効果】
【0014】
前掲の問題点を解決するため、本発明では次に示すような技術的手段を用いて目的を達成する。
(1)金属製基材の表面に、Al、Ba、Mg、Yから選ばれる1種以上の金属イオンを注入した金属イオン注入層が設けられ、その上にAl、Ca、Mgから選ばれる1種以上の金属を含む薄膜層が積層されていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材とする。
【0015】
(2)金属製基材の表面に、溶射法、電気めっき法、無電解めっき法、物理的蒸着法から選ばれるいずれか1つ以上の方法によって形成された金属皮膜を有し、前記金属皮膜の表面に、Al、Ba、Mg、Yから選ばれる1種以上の金属イオンを注入した金属イオン注入層が設けられていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材とする。
【0016】
(3)前記(1)において、前記薄膜層の厚みが、1〜30μmであることを特徴とする耐ハロゲンガス性の半導体加工装置用部材とする。
【0017】
(4)前記(1)〜(3)のいずれか1つにおいて、前記金属イオンが、1cm2当たり1×1012〜1×1022イオン濃度で注入されるとともに、前記金属製基材の表面から300nmの範囲に注入されていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材とする。
【発明を実施するための最良の形態】
【0018】
以下、本発明の実施形態に係る耐ハロゲンガス皮膜被覆部材及びその製造方法を説明する。
耐ハロゲンガス皮膜被覆部材は、金属製基材の表面に対して、イオン注入法またはプラズマイオン注入法を用いて、F2ガスやフッ化物ガスとは反応するものの、その反応生成物の蒸気圧が低いAl、Ba、Ca、Mg、Yから選ばれる1種以上の金属元素のイオン注入層を設けたものである。
【0019】
ここでは、本発明に属する注入金属イオンの一つであるMgイオンをAl合金基材に注入した場合を例にとってF2ガスとの腐食反応機構とその防止作用について説明する。
【0020】
〈Mgイオンを注入したAl合金基材とF2ガスとの腐食反応〉
フッ素(F)は非常に強い化学反応性を有するとともに珪素質材料を腐食させる元素として知られ半導体加工工程で広く使用されている。F2ガスの化学反応性の強さはシリコンウエハーやガラスの薄板の加工には好適である反面、半導体加工装置の構成部分に対する腐食作用の増大原因ともなっている。
【0021】
一般に金属材料の耐食性は、その表面に生成する酸化膜(不動態膜)の有無やその化学的安定性に支配されているが、F2ガス中における金属材料の耐食性も金属材料表面に生成するF2ガスとの反応生成物(金属フッ化物)の安定性が決定的な役割を果たしている。
【0022】
いま、Mgイオンが注入されたAl合金基材の表面を微視的に観察すると、主要な金属元素は、注入されたMgとともに、Al合金を構成するAl、Fe、Siなどが共存している状態にある。それぞれの金属元素のフッ化物の安定性を蒸気圧の点から比較すると概略次の通りである。
MgF2<AlF3<FeF2<SiF4
(蒸気圧小・安定) (蒸気圧大・不安定)
この結果から明らかなように最も蒸気圧の低いフッ化物はMgF2である。Mgイオンが注入されたAl合金基材の表面にMgF2膜が生成すると、F2ガスを含む環境中では非常に安定な状態を維持して腐食速度を小さくすることが可能となる。本発明がイオン注入金属元素としてMgを選定した最大の理由である。
【0023】
本発明では、以上のような原理を利用して、Mgを含まない金属製基材の表面に対して、MgF2濃度の高い保護性の膜を生成する方法を案出した。すなわち、保護性のMgF2膜を生成するMgをイオン状態で金属製基材の表面に注入しておけば、F2ガスに接触するとMg以外の金属元素のフッ化物は、それぞれ蒸気圧が高いため、基材表面から揮散・脱離する。一方、Mgイオンが注入された基材表面では、時間の経過に伴って次第に蒸気圧の低いMgF2の残留割合が大きくなり、恰もMgF2コーティングが形成されたような状態になる。(ここではこの現象を濃化現象と呼ぶこととする)
【0024】
このようなMgF2の濃化現象は、基材表面の極く近傍で起こるので、本発明では後述するようなイオン注入法またはプラズマイオン注入法を用いて、表面から300nm程度までの深さのみを対象とした金属イオン注入層を設けることとした。
【0025】
なお、本発明ではMgと同様な耐F2性の保護膜を形成する金属として、Ba、Ca、Yを実験によって選定するとともに、Alにも有用な作用機構を発揮することを認めたので、以上の5金属とその合金のイオンによる注入を本発明の範囲とした。
【0026】
〈金属イオンの注入方法〉
本発明に属する金属イオンと金属製基材の表面に注入する方法には2種類あり、それぞれの方法について具体的に説明する。
【0027】
(a)直線的金属イオンの注入方法
金属製基材の表面に注入する金属のイオンとしては、Mg、Al、Ba、Ca、Y(以下Mgなどと略記)が好適である。これらの金属イオンは真空中、例えば1×10−4PaでMgなどの金属をイオン化し、静電界によって加速して、基材表面へ衝撃的に注入する。図1は金属イオンの注入装置の概要を示したものである。
【0028】
この装置は、主としてイオン源ガス導入口1、イオン発生室2、静電加速器3、質量分離器4、ビーム走査器5、ターゲット試料(試験片)6および真空排気システム7(何れも図示せず)から構成されている。
【0029】
Mgなどの金属は、常温で固相状態であるから、電子ビームなどの熱源やスパッタリング現象を利用して金属をイオン化させたり、Mgなどのハロゲン化合物などを気化させた後、イオン発生室2内に導入してイオン化させる。その後、イオン化した金属を加速器3にて静電界加速してイオンビームにした状態で、基材表面に衝突させる。
【0030】
イオンの注入量は1cm2当たり、1×1012〜1×1022個の範囲が適当であり、1×1012より少ない注入量では注入金属の効果が十分でなく、また、1×1022以上注入してもその効果に大きな差異が認められないので、処理に長時間を要し経済的でない。
【0031】
一方、基材表面に衝突したMgなどの金属イオンは、その運動エネルギーの大きさによって基材内部への侵入深さが異なるが、本発明の効果を得るには1KeVから1000KeVの範囲が適している。注入の運動エネルギーが少ない場合には、金属イオンの基材内部への打ち込みが不十分となり、単に表面に金属が堆積した状態(薄膜)になる。この状態であっても、使用環境が静的な状態であれば、十分利用することができる。
【0032】
(b)プラズマイオン注入法(高密度パルスプラズマイオン注入装置)
前掲の金属イオン注入法は、イオンの真空環境で質量分離した後、必要なイオン種のみを選択し、これを加速して基材表面に注入するため、基材の表面が、平坦な状態にあることが必要であり、三次元的な構造を有する基材への注入は困難である。また1回の注入操作で1種類の金属イオンしか処理できない。
【0033】
そこで、金属イオン源を用いてMgなどの金属イオン種のプラズマ環境をつくり、基材に負のパルス電圧を印加することによって、基材表面への金属イオンのみを注入する現象を用いることとした。
【0034】
図2は本発明が使用するプラズマイオン注入装置の概略図を示したものである。装置は金属製の処理容器21の中に被処理体22を静置させるとともに、それぞれが電源23に接続され、前者は「+」極、後者は「−」極となるように配設されている。また、金属製の処理容器には、気相イオン(例えば酸素、窒素、アルゴンなど)源24、金属イオン源25などとともに、容器内の環境を制御するための真空ポンプ26(図外)や気圧調整弁27が取り付けられている。
【0035】
処理容器内の空気を真空ポンプを用いて除去した後、金属イオン種を導入し、基材に負パルス電圧(例えばパルス幅2μs〜30μs、印加電圧−1kV〜−50kV、パルス繰返し1000〜数1000pps)を印加すると、被処理体を取りまくプラズマ28中の電子は、マイナスの電荷を持つため、「−」極の被処理体表面から反撥されて飛びのき、プラスの電荷を有する金属イオンのみが残り、負のパルス電位を持つ被処理体の表面に衝突する。この場合にも、印加電圧が高い場合には基材の内部へ注入し、低い場合には表面に通常のイオンプレーティングによる皮膜形成のような薄膜となる。
【0036】
この方法の特徴は、被処理体を負のパルス電圧で印加した際に生成する金属イオンを含むプラズマ28は被処理体の表面に沿って発生するため、三次元的な形状有する被処理体に対しても、均等に金属イオンを注入することができる。形状や寸法の異なる被処理体を一緒に容器内に入れても、同時に処理することができるので生産性の向上に大きく役立つことができる。また、この方法の特徴は、金属イオン源としてMg−Al合金を用いると両金属イオンを同時に注入することができ、Ba、Ca、Yなどの金属イオン類も適宜同時注入が可能である。
【0037】
また、プラズマ環境中にAr、He、N2などの気体分子を共存させておくと、これらの気体もイオンとなって金属イオンと同時に被処理体の表面に注入されることとなるが、このような現象に制約されるものでない。
【0038】
本発明の効果が得られる金属イオンの注入層深さは、表面から300nm程度がよく、300nmより深くても耐ハロゲンガス性の効果に格段の差が認められず、また、イオン注入法では300nm以上の深さの注入層を生成するのは困難である。
【0039】
一方、注入エネルギーを低くして金属イオン注入層の上に形成させる金属薄膜は1〜30μm厚が好適である。1μm厚以下の薄膜の制御は困難であり、また30μm厚以上の厚膜にしても耐ハロゲンガス性に改善の効果が認められないからである。
【0040】
なお、金属イオン注入法では、図2に示したように、「+」に帯電した金属イオンを「−」極の被処理体の表面に衝突させるが、注入した金属イオンは「−」極のエレクトロンによって金属に還元される。このとき金属は体積を膨張させるので注入面を緻密に被覆する特徴を利用することができる。
【0041】
(c)上述した直線的金属イオンの注入方法又はプラズマイオン注入法によって、金属製基材の表面に耐ハロゲンガス性に優れた金属を注入すると、無処理状態の基材においては、ハロゲンガス、特にF2ガスおよびフッ化物ガスと接触する半導体加工装置部材が激しく腐食されるとともに、その腐食生成物としての金属フッ化物の蒸気圧が高く、これが装置環境の汚染原因となっている現象を防ぐため、耐ハロゲンガス性に優れた金属イオン注入層を有する金属製部材を形成することができる。
【0042】
(d)従来技術による耐ハロゲンガス性表面処理技術として提案されているAlおよびAl合金の溶融めっき処理、拡散浸透処理、圧接などの方法では、三次元形状の部材には均等な膜厚で処理できないうえに、被処理体に大きな熱負荷を与えるため、部材が変形したり、材質が劣化したりするなどの影響が顕在化するので精密部材への適用が困難であった。また、イオン注入法では、金属イオンの直進性のため、平坦な金属製基材の表面に対して、ほぼ90°の角度で注入させる必要があるため、三次元形状の被処理体表面への均等な金属イオンの注入は困難であるほか、複数の金属イオンを同時に注入できず、生産性に問題点がある。しかし、上述したプラズマイオン注入装置によると、三次元的な形状有する被処理体に対しても、均等に金属イオンを注入することができる。形状や寸法の異なる被処理体を一緒に容器内に入れても、同時に処理することができるので生産性の向上に大きく役立つことができる。また、この方法の特徴は、金属イオン源としてMg−Al合金を用いると両金属イオンを同時に注入することができ、Ba、Ca、Yなどの金属イオン類も適宜同時注入が可能である。
【0043】
〈本発明の技術が適用可能な金属製基材質〉
本実施形態のMgなどの金属イオンの注入は、アルミニウムおよびその合金、マグネシウムおよびその合金、炭素鋼、各種ステンレス鋼、Ni基合金、Co基合金など金属製基材であればあらゆる基材に適用可能である。また、上記の金属製基材の表面に、電気めっき法、溶射法、化学的蒸着法(CVD法)、物理的蒸着法などによって、金属質の皮膜を形成した場合、その表面被覆層に対しても金属イオンを注入することができる。
【0044】
ただ、金属イオンの注入に対しては、アルミニウムおよびその合金、マグネシウムおよびその合金などに対してはMg、Ca、Yなどの金属イオンを直接注入しても、十分な耐F2ガス性は得られるが、炭素鋼、ステンレス鋼などに対しては、はじめにAlイオンを注入した後、Ba、Ca、Mg、Yを注入することによって、耐F2ガス性は一段と向上する。
【0045】
〈本発明の実施形態に係る金属イオン注入層への構造例〉
本発明の金属イオン注入層を備えた金属基材の断面構造例を図3に示す。ここで31は金属基材、32は金属イオン注入層、33はMgなどの金属薄膜、34は金属基材表面に形成された溶射皮膜層である。
【0046】
図3−(a)はAl合金基材の表面にMgイオンを注入した場合の構造図で、金属イオンの注入層厚は表面からmax300nm程度である。
【0047】
図3−(b)はAl合金基材の表面にMgイオンを注入した後、注入エネルギーを低くして、基材表面に金属の薄膜(例えばMg、Yなど)を形成したもので、薄膜は1〜30μm程度が好適である。
【0048】
図3−(c)はステンレス鋼基材の表面にAl合金の溶射皮膜(イオン注入後、金属イオン注入層32、金属溶射皮膜のうちイオン注入されていない部分34となる部位)を形成した後、その表面にMgなどのイオンを注入したもの(金属イオン注入層32)で、溶射皮膜の厚さは30〜150μmが好適である。
【0049】
〈金属イオン注入層および薄膜形成後の熱処理〉
金属イオン注入層を設けた金属製基材は、そのままで実用に供することができる。また、金属イオン注入層は、注入された金属の集合体とはいえ、体積的変化は非常に小さく、しかも基材表面から300nmの深さにとどまっているため、工学的には寸法的変化は認められないので、精密加工部材への適用が可能である。
【0050】
しかし、ミクロ的に金属イオンへの注入部を考察すると、正常な結晶構造を有する基材金属の表面近傍へ衝撃的に金属が注入されると、結晶構造が歪んだり、一部の結晶が破壊している。また、注入した金属が必ずしも均等な濃度で分散しているとは限らない。
【0051】
そこで金属イオン注入層を設けた後、またその上に金属薄膜を形成した後、必要に応じて、大気、真空または不活性ガスの雰囲気中で200℃〜750℃、0.5〜5時間の熱処理を行なうことが好ましい。
【0052】
この熱処理によって、金属イオンの注入に起因する残留応力が解放されるとともに、局所的には注入金属と基材金属成分との結合などが行なわれて注入層部が安定化する。
また薄膜は緻密化するとともに、薄膜を構成する金属成分の相互結合力および基材金属との密着性の向上などが期待でき、また、必要に応じて薄膜を化学的に安定な酸化物に変化させることもできる。
【0053】
熱処理温度が200℃より低い場合は前掲の効果に乏しく、また750℃以上の温度では注入した金属が基材の表面にとどまらず、内部へ拡散して耐ハロゲンガス性を低下させるので好ましくない。
【0054】
〈適用例〉
上述したような耐ハロゲンガス用部材は、各種のハロゲンガス特にフッ素とその化合物を含む環境中で優れた耐食性を発揮する表面処理部材に用いられる。
特に、半導体製造装置や液晶製造装置におけるドライエッチング処理に際して用いられる真空チャンバー内に配設される部材に用いられ、雰囲気ガスによる腐食作用やプラズマガスによるエロージョン作用から守る。
なお、この耐ハロゲンガス用部材は、上記分野のほか、例えば一般的なドライプロセスに適用される酸化炉、CVD装置、エピタキシャル成長装置、イオン注入装置、拡散炉、反応性イオンプレーティング装置、プラズマエッチング装置、スパッタリング装置およびこれらに付属装備部材としての配管、配給気ファン、あるいはバルブ類などに対しても適用することができる。そのほか、フッ素を含む環境で金属製部材の表面を洗浄する金属類にも使用することができる。
【0055】
〈従来例との対比〉
特許文献1のものは、Al系金属間化合物を利用する技術はそれなりの効果は認められるものの、半導体加工装置用部材の中にはAl拡散処理が適用できないAlおよびその合金も多く使用されているほか、Al拡散処理によって熱変形するものがあり構造部材としての精度上の問題点がある。
しかし、本実施形態の耐ハロゲンガス用部材は、金属製基材として、Al、Al合金、Mg合金、Ti、Ti合金、炭素鋼、ステンレス鋼、Ni基合金から選ばれる1種以上が選択できる。また、その基材表面に、溶射法、電気めっき法、無電解めっき法、物理的蒸着法から選ばれるいずれか1つ以上の方法によって形成された金属皮膜を有するものとすることもできる。
【0056】
前記特許文献2のものでは、希土類酸化物を非金属焼結体表面に成膜する技術は、この部材そのものは耐ハロゲンガスやハロゲンプラズマに優れた抵抗力を示すが、金属製部材に直接成膜することができない。また、この提案技術では非金属焼結体であっても熱膨張率が7×10−6〜12×10−6の範囲に限定されており現行の半導体加工装置が抱えている問題点を解決しているとはいえない。
しかし、本実施形態の耐ハロゲンガス用部材は、金属製基材に直接、特定の金属イオンを注入できる。また、金属イオン注入層は、殆ど金属製基材に影響を及ばさないため、精密部品にも適用できる。
【0057】
前記特許文献3のものでは、Ni、W、Mo、Tiおよびこれらの合金のアンダーコートとし、この上にトップコートとしてY2O3を形成する溶射皮膜は使用開始初期にはY2O3が保有するハロゲンガスプラズマエロージョンに対する優れた性能を発揮するが、長時間使用するとトップコートの気孔部からハロゲンガスが皮膜内部へ侵入してアンダーコートを腐食させ、その結果トップコートのみが剥離する現象が顕在化する。
しかし、本実施形態においては、金属製基材の表面に形成された金属イオン注入層は、剥離の問題を生じさせない。
【0058】
前記特許文献4のものでは、部材表面にSc、Y、Laなどの周期律表第3族aの元素の酸化物、炭化物などをCVD、PVD法、CVD法で成膜する技術はPVD法、CVD法だけでは成膜速度が遅く、生産性に劣るほか、三次元構造の部材の表面に対して均等な皮膜を形成することができず、大きな部材に対する適用が出来ない問題がある。またY2O3単結晶は優れた耐ハロゲンプラズマエロージョン性を発揮できても部材に対する被覆方法がなければその利用価値は極めて小さい欠点がある。しかし、本実施形態においては、このような問題を生じさせない。
【0059】
前記特許文献5のものでは、三次元構造の基材の表面に均等な厚さのAlやAl合金板のクラッドは困難であるうえ、クラッドしたAl合金表面を陽極酸化法によってAl2O3層を生成させても、クラッドが不十分であれば、十分な耐食性は期待できない。またAl合金を溶融状態にして基材を被覆させる方法も提案しているが、溶融処理は基材が熱変形するので、精密部材には適用できない問題点がある。しかし、本実施形態においては、金属製基材に直接、特定の金属イオンを注入できる。また、金属イオン注入層は、殆ど金属製基材に影響を及ばさないため、精密部品にも適用できる。
【0060】
結局、本実施形態に係る耐ハロゲンガス用部材は、現在の半導体加工装置が抱えているハロゲンガスによる装置部材の腐食損傷およびその腐食生成物の揮散に起因する加工環境の汚染による半導体製品の不良率の発生を防止する。
【実施例】
【0061】
<実施例1>
この実施例ではSUS316ステンレス鋼(20mm×30mm×3mm)を基材とし、その表面に対しプラズマイオン注入法を用いて、Al、Ba、Ca、Mg、Yの金属イオンを1cm2当たり1×1018注入した。その後、この試験片を600hPaの蒸気圧を有する25℃と300℃のF2ガス中に24時間曝露して、試験片表面を目視観察するとともに、グロー放電分光装置などの物理分析装置を用い、注入した金属の挙動を調査した。
【0062】
この実施例では、同じ方法で注入したTi、Nb、Ta金属イオン注入試験片も同じ条件で曝露して比較した。表1はこの結果を比較したものである。
【0063】
【表1】

【0064】
この結果から明らかなように、比較例のSUS316鋼無処理(No.6)では、F2ガスの腐食作用によって表面に小さな凹部が生成し、特に300℃の温度では多数の腐食痕の発生が見られた。また、SUS316鋼にTi、Nb、Taなどの金属イオンを注入した試験片(No.7〜9)でも、微小な腐食痕の発生が認められ、耐F2ガス性に乏しいことが判明した。
【0065】
これに対し、本発明に属する試験片(No.1〜5)は25℃の場合はもちろん300℃の高温においても、外観上全く変化は認められなかった。そこで、試験片の表面部をAESによって調査すると、No.1ではAlFx、No.2ではBaFx、No.3ではCaFx、NO.4ではMgFx、No.5ではYFX(但しX=1〜3)が生成するとともに、注入イオン金属が濃化して耐F2ガス性を発揮していることが判明した。
【0066】
<実施例2>
この実施例では、金属製基材の表面に各種の表面処理法によって金属質の皮膜を形成させたあと、この皮膜に対して本発明に属する金属のイオンをプラズマイオン注入法で注入し、実施例1と同じF2ガス中で注入金属の濃化状況を観察した。比較例のイオン注入金属としてTi、Nb、Ta、Si、Feを同条件で注入し、同条件のF2ガス中の濃化試験を行なった。表2はこの結果を要約したものである。
【0067】
【表2】
【0068】
この結果から明らかなように、本発明に属する金属イオンは溶射皮膜(No.1、2)、電気めっき皮膜(No.3、4)、PVD皮膜(No.5、6)であっても、それぞれの皮膜の表面部には注入金属の濃化層が明瞭に認められ、耐ハロゲンガス性を発揮していることがわかる。
【0069】
これに対して、比較例の金属イオンを注入した皮膜(No.7〜12)には、注入金属の濃化現象は全く認められず、蒸気圧の高い金属フッ化物を生成するとともに、これが蒸気化し、揮散している様子がうかがえる。
【0070】
<実施例3>
この実施例では、SUS304鋼とAl(JISH4000、A1070)(20mm×30mm×3mm)の試験片を用い、その表面にイオン注入法とプラズマイオン注入法を用いて、CaとMg金属イオンをそれぞれ1×1018/cm2濃度に注入した後、CF4とNF3の100hPaの雰囲気中で300℃×24時間の曝露試験を行ない、金属イオン注入面の腐食状況を調査した。
【0071】
この実施例では、比較例として無処理のSUS304ステンレス鋼、Al(A1070)とともにTi、Taの金属イオン注入試験片を同条件で曝露した。表3はこの結果を示したものである。
【0072】
【表3】
【0073】
この曝露試験では、無処理のSUS304鋼(No.17)は赤色粉末状の腐食生成物を多量に生成し、無処理のAl(No.18)では、大きな腐食痕は認められないものの表面は梨地状の腐食形態を呈していた。また、Ti、Taを注入した試験片(No.9〜16)では基材がSUS304鋼(No.9〜12)のときはもとより、Al基材(No.13〜16)の場合にもフッ化ガスによる腐食作用によって大きな腐食痕の生成が認められた。
【0074】
これに対し、本発明に属するCa、Mg金属イオンを注入した試験片では、基材がSUS304鋼(No.1〜4)のときも、またAl基材(No.5〜8)の場合にも、外観的には全く腐食の発生は認められなかった。またCa、Mgの金属イオンの注入は、イオン注入法でもプラズマイオン注入法でもほぼ同等の防食効果が得られた。
【0075】
<実施例4>
この実施例では、SUS304ステンレス鋼試験片を用いて、プラズマイオン注入法によって、本発明に属する金属イオンを積層注入した場合の耐ハロゲンガス性を調査した。すなわち基材に対し一次注入としてAlを1×1012/cm2濃度注入した後、その上にMgを1×1012/cm2濃度注入したり、AlやMgを積層注入した後、さらにその上に注入エネルギーを小さくして、Alおよび50%Al−50%Mg合金の薄膜を形成させた。このものを耐ハロゲンガス性をF2、NF3の100hPa、300℃の雰囲気中で24時間曝露することによって調査した。この結果は表4に示す通りである。
【0076】
【表4】
【0077】
本発明に属する金属イオンは、積層注入しても、また注入金属を薄膜化しても耐ハロゲンガス性を発揮することが判明した。
【0078】
<実施例5>
この実施例では、実施例1と同じSUS316鋼試験片を用い、これにプラズマイオン注入法によって,50Al−50Mg、Mg、Ba、Ca、Yの金属イオンを1×1018/cm2注入した後、下記のようなプラズマで励起された含F2ガス雰囲気中に10時間曝露した。この曝露試験室には直径8インチのシリコンウエハーを静置し、10時間後にウエハーの表面に付着するパーティクル粒子(環境汚染粒子)の数を、拡大鏡を用いて観察記録した。拡大鏡で観察記録可能な粒子径は概ね0.2μm以上であった。
【0079】
試験環境の構成は以下の通りである。(1)雰囲気ガス:CF4/Ar/O2の混合割合は、容量比で100/100/10cm3、ガスの圧力100Pa、温度60℃(2)プラズマ照射出力:高周波電力:1300w×10時間なお、この試験には、比較例として無処理のSUS316鋼、陽極酸化(アルマイト)したAlに加え、SUS316鋼にプラズマイオン注入法によってTi、Nbの金属イオンを1×1018/cm2注入したものを同条件で試験した。表5は以上の試験結果を要約したものである。
【0080】
【表5】
【0081】
この結果から明らかなように、比較例の試験片(No.6〜9)は10時間の曝露後、シリコンウエハーの表面に100個以上のパーティクル粒子が付着し、環境の汚染源となることが明らかとなった。なお、これらのパーティクル粒子の成分を調査すると、ステンレス鋼試験片の場合はFe、Cr、Niのフッ化物、Al基材の場合はAlとFを主成分とするものであり、雰囲気のCF4によって誘発された腐食生成物であることが判明した。TiやNbを注入した試験片(No.6、7)では、TiとNbのフッ化物粒子が多量に認められ、プラズマが付加されたハロゲンガス雰囲気中では、耐食性に乏しいことが認められた。
【0082】
これに対し、本発明に属する試験片(No.1〜5)は、10時間の曝露試験を行なっても、シリコンウエハー表面に付着するパーティクル数は、何れも30個以下であり、優れた耐ハロゲン環境性を有することがわかった。
【図面の簡単な説明】
【0083】
【図1】金属イオン注入装置の概略図。
【図2】プラズマイオン注入装置の概略図。
【図3】本発明による金属イオン注入処理を施工した被処理体表面の断面を示す図。
【符号の説明】
【0084】
1 イオン源ガス導入口
2 イオン発生室
3 加速器
4 質量分離器
5 ビーム走査系
6 ターゲット試料(被処理体)
21 金属製の処理容器
22 被処理体
23 直流電源
24 気相系イオン源
25 金属系イオン源
26 真空ポンプ図外
27 気圧調整弁
28 金属イオンを含むプラズマ
31 被処理体
32 金属イオン注入層
33 金属薄膜
34 金属溶射皮膜のうちイオン注入されていない部分
【技術分野】
【0001】
本発明は、各種のハロゲンガス特にフッ素とその化合物を含む環境中で優れた耐食性を発揮する表面処理部材としての耐ハロゲンガス性の半導体加工装置用部材に関する。
【背景技術】
【0002】
一般に半導体製造プロセスでは各工程で、多種多様なハロゲンガスおよびその化合物が気相状態で、ときにはその一部が液相として存在する環境が構成されるため、製造装置部材が激しい腐食損傷を受ける。半導体製造装置が取り扱う腐食性ガス種としては次のようなものがある。
フッ化物:BF3、PF3、PF6、NF3、WF3、CF4、HF、F
塩化物:BCl4、PCl3、PCl5、AsCl3、SnCl4、TiCl4、SiH2Cl2、SiCl4、HCl、Cl2
臭化物:HBr
その他:H2S、NH3、など
【0003】
特に、ハロゲン化合物を用いるプロセスでは反応のより一層の活性化を図るため、しばしばプラズマエネルギーが併用されるが、このプラズマ使用環境では、ハロゲン化合物は電離して非常に腐食性の強い原子状のF、Cl、Br、Iなどを発生すると同時に、その環境中にSiO2、Si3N4、Si、Wなどの微粉末状固形物が発生すると、装置に用いられている部材が化学的腐食とともに微粒子によるエロージョン損傷の両方の作用を強く受けるようになる。
【0004】
しかも、プラズマが励起された環境はArガスのように腐食性のない気体でもイオン化し、これが固体面に強く衝突する現象(イオンボンバードメントと呼ばれる)が発生するので、上記装置内に配設されている各種部材はより一層強い損傷を受けることも知られている。
【0005】
一方、半導体は精密な加工が施されるため、製造環境は極めて清浄であることが要求されている。しかし、前記のような各種のハロゲン化合物による装置材料の腐食反応の結果生成する金属のハロゲン化物は、蒸気圧が高いため気相状態の汚染源となり、またプラズマエロージョン作用によって発生する微粉末状固形物とともに、半導体加工工程における主要な環境汚染源となっている。以上のような問題を解決するため、次に示すような技術が提案されている。
【0006】
すなわち、下記特許文献1のように、半導体加工装置の部材表面にAl拡散処理を施してAlを主要元素とする各種の金属間化合物(例えばAl−Fe、Al−Ni、Al−Crなど)とその表面に生成するAl2O3膜の耐ハロゲンガス性を利用したものがある。
【0007】
また、下記特許文献2のように、ハロゲン系腐食ガスまたはハロゲンプラズマに耐える皮膜として、熱膨張係数が7×10−6〜12×10−6、誘電損失が5×10−3以下の非金属焼結体の表面に直接Y2O3、Dy2O3、Er2O3などの希土類系酸化物を50%以上含む酸化物皮膜を形成するものがある。
【0008】
また、下記特許文献3のように、F化物を含む環境における耐プラズマエロージョン性を有する技術として、Ni、W、Mo、Tiおよびこれらの合金をアンダーコートとし、その上にY2O3およびY2O3とAl2O3の混合物をトップコートとした溶射皮膜がある。
【0009】
また、下記特許文献4のように、部材表面にPVD法やCVD法によってSc、Y、La、Ce、Yb、Eu、Dy、などの周期律表第3a族元素の酸化物、炭化物、窒化物、フッ化物などの緻密な皮膜を形成したり、Y2O3の単結晶を適用する技術がある。
【0010】
また、下記特許文献5のように、耐食性金属基材の一面を溶射法以外の方法によって、AlまたはAl合金で被覆した後、これを陽極酸化法によって被覆表面にAl2O3層を生成させ、このAl2O3層またはAl2O3層を介せずに耐食性を有する弗化アルミニウム層を形成させて、プラズマ励起されたハロゲンガスによる耐食性材料がある。
【0011】
【特許文献1】特開平10−219456号公報
【特許文献2】特開2001−031484号公報
【特許文献3】特開2000−164354号公報
【特許文献4】特開平10−004083号公報
【特許文献5】特開平9−10577号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
しかし、上記特許文献1−5に係るものは、成膜において、金属基材、膜組成などに種々の制限があり、現在の半導体加工装置などが抱えているハロゲンガスによる装置部材の腐食損傷およびその腐食生成物の揮散に起因する加工環境の汚染による半導体製品などの不良率の発生を防止するものととして十分なものではないという問題がある。
【0013】
本発明は、ハロゲンガス、特にフッ素(F2)ガスおよびフッ化物ガスと接触する半導体加工装置用等の金属製部材であって、耐ハロゲンガス性に優れた金属製部材を提供することを目的としている。
【課題を解決するための手段及び効果】
【0014】
前掲の問題点を解決するため、本発明では次に示すような技術的手段を用いて目的を達成する。
(1)金属製基材の表面に、Al、Ba、Mg、Yから選ばれる1種以上の金属イオンを注入した金属イオン注入層が設けられ、その上にAl、Ca、Mgから選ばれる1種以上の金属を含む薄膜層が積層されていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材とする。
【0015】
(2)金属製基材の表面に、溶射法、電気めっき法、無電解めっき法、物理的蒸着法から選ばれるいずれか1つ以上の方法によって形成された金属皮膜を有し、前記金属皮膜の表面に、Al、Ba、Mg、Yから選ばれる1種以上の金属イオンを注入した金属イオン注入層が設けられていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材とする。
【0016】
(3)前記(1)において、前記薄膜層の厚みが、1〜30μmであることを特徴とする耐ハロゲンガス性の半導体加工装置用部材とする。
【0017】
(4)前記(1)〜(3)のいずれか1つにおいて、前記金属イオンが、1cm2当たり1×1012〜1×1022イオン濃度で注入されるとともに、前記金属製基材の表面から300nmの範囲に注入されていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材とする。
【発明を実施するための最良の形態】
【0018】
以下、本発明の実施形態に係る耐ハロゲンガス皮膜被覆部材及びその製造方法を説明する。
耐ハロゲンガス皮膜被覆部材は、金属製基材の表面に対して、イオン注入法またはプラズマイオン注入法を用いて、F2ガスやフッ化物ガスとは反応するものの、その反応生成物の蒸気圧が低いAl、Ba、Ca、Mg、Yから選ばれる1種以上の金属元素のイオン注入層を設けたものである。
【0019】
ここでは、本発明に属する注入金属イオンの一つであるMgイオンをAl合金基材に注入した場合を例にとってF2ガスとの腐食反応機構とその防止作用について説明する。
【0020】
〈Mgイオンを注入したAl合金基材とF2ガスとの腐食反応〉
フッ素(F)は非常に強い化学反応性を有するとともに珪素質材料を腐食させる元素として知られ半導体加工工程で広く使用されている。F2ガスの化学反応性の強さはシリコンウエハーやガラスの薄板の加工には好適である反面、半導体加工装置の構成部分に対する腐食作用の増大原因ともなっている。
【0021】
一般に金属材料の耐食性は、その表面に生成する酸化膜(不動態膜)の有無やその化学的安定性に支配されているが、F2ガス中における金属材料の耐食性も金属材料表面に生成するF2ガスとの反応生成物(金属フッ化物)の安定性が決定的な役割を果たしている。
【0022】
いま、Mgイオンが注入されたAl合金基材の表面を微視的に観察すると、主要な金属元素は、注入されたMgとともに、Al合金を構成するAl、Fe、Siなどが共存している状態にある。それぞれの金属元素のフッ化物の安定性を蒸気圧の点から比較すると概略次の通りである。
MgF2<AlF3<FeF2<SiF4
(蒸気圧小・安定) (蒸気圧大・不安定)
この結果から明らかなように最も蒸気圧の低いフッ化物はMgF2である。Mgイオンが注入されたAl合金基材の表面にMgF2膜が生成すると、F2ガスを含む環境中では非常に安定な状態を維持して腐食速度を小さくすることが可能となる。本発明がイオン注入金属元素としてMgを選定した最大の理由である。
【0023】
本発明では、以上のような原理を利用して、Mgを含まない金属製基材の表面に対して、MgF2濃度の高い保護性の膜を生成する方法を案出した。すなわち、保護性のMgF2膜を生成するMgをイオン状態で金属製基材の表面に注入しておけば、F2ガスに接触するとMg以外の金属元素のフッ化物は、それぞれ蒸気圧が高いため、基材表面から揮散・脱離する。一方、Mgイオンが注入された基材表面では、時間の経過に伴って次第に蒸気圧の低いMgF2の残留割合が大きくなり、恰もMgF2コーティングが形成されたような状態になる。(ここではこの現象を濃化現象と呼ぶこととする)
【0024】
このようなMgF2の濃化現象は、基材表面の極く近傍で起こるので、本発明では後述するようなイオン注入法またはプラズマイオン注入法を用いて、表面から300nm程度までの深さのみを対象とした金属イオン注入層を設けることとした。
【0025】
なお、本発明ではMgと同様な耐F2性の保護膜を形成する金属として、Ba、Ca、Yを実験によって選定するとともに、Alにも有用な作用機構を発揮することを認めたので、以上の5金属とその合金のイオンによる注入を本発明の範囲とした。
【0026】
〈金属イオンの注入方法〉
本発明に属する金属イオンと金属製基材の表面に注入する方法には2種類あり、それぞれの方法について具体的に説明する。
【0027】
(a)直線的金属イオンの注入方法
金属製基材の表面に注入する金属のイオンとしては、Mg、Al、Ba、Ca、Y(以下Mgなどと略記)が好適である。これらの金属イオンは真空中、例えば1×10−4PaでMgなどの金属をイオン化し、静電界によって加速して、基材表面へ衝撃的に注入する。図1は金属イオンの注入装置の概要を示したものである。
【0028】
この装置は、主としてイオン源ガス導入口1、イオン発生室2、静電加速器3、質量分離器4、ビーム走査器5、ターゲット試料(試験片)6および真空排気システム7(何れも図示せず)から構成されている。
【0029】
Mgなどの金属は、常温で固相状態であるから、電子ビームなどの熱源やスパッタリング現象を利用して金属をイオン化させたり、Mgなどのハロゲン化合物などを気化させた後、イオン発生室2内に導入してイオン化させる。その後、イオン化した金属を加速器3にて静電界加速してイオンビームにした状態で、基材表面に衝突させる。
【0030】
イオンの注入量は1cm2当たり、1×1012〜1×1022個の範囲が適当であり、1×1012より少ない注入量では注入金属の効果が十分でなく、また、1×1022以上注入してもその効果に大きな差異が認められないので、処理に長時間を要し経済的でない。
【0031】
一方、基材表面に衝突したMgなどの金属イオンは、その運動エネルギーの大きさによって基材内部への侵入深さが異なるが、本発明の効果を得るには1KeVから1000KeVの範囲が適している。注入の運動エネルギーが少ない場合には、金属イオンの基材内部への打ち込みが不十分となり、単に表面に金属が堆積した状態(薄膜)になる。この状態であっても、使用環境が静的な状態であれば、十分利用することができる。
【0032】
(b)プラズマイオン注入法(高密度パルスプラズマイオン注入装置)
前掲の金属イオン注入法は、イオンの真空環境で質量分離した後、必要なイオン種のみを選択し、これを加速して基材表面に注入するため、基材の表面が、平坦な状態にあることが必要であり、三次元的な構造を有する基材への注入は困難である。また1回の注入操作で1種類の金属イオンしか処理できない。
【0033】
そこで、金属イオン源を用いてMgなどの金属イオン種のプラズマ環境をつくり、基材に負のパルス電圧を印加することによって、基材表面への金属イオンのみを注入する現象を用いることとした。
【0034】
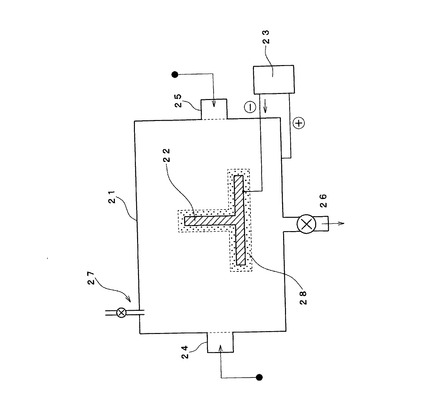
図2は本発明が使用するプラズマイオン注入装置の概略図を示したものである。装置は金属製の処理容器21の中に被処理体22を静置させるとともに、それぞれが電源23に接続され、前者は「+」極、後者は「−」極となるように配設されている。また、金属製の処理容器には、気相イオン(例えば酸素、窒素、アルゴンなど)源24、金属イオン源25などとともに、容器内の環境を制御するための真空ポンプ26(図外)や気圧調整弁27が取り付けられている。
【0035】
処理容器内の空気を真空ポンプを用いて除去した後、金属イオン種を導入し、基材に負パルス電圧(例えばパルス幅2μs〜30μs、印加電圧−1kV〜−50kV、パルス繰返し1000〜数1000pps)を印加すると、被処理体を取りまくプラズマ28中の電子は、マイナスの電荷を持つため、「−」極の被処理体表面から反撥されて飛びのき、プラスの電荷を有する金属イオンのみが残り、負のパルス電位を持つ被処理体の表面に衝突する。この場合にも、印加電圧が高い場合には基材の内部へ注入し、低い場合には表面に通常のイオンプレーティングによる皮膜形成のような薄膜となる。
【0036】
この方法の特徴は、被処理体を負のパルス電圧で印加した際に生成する金属イオンを含むプラズマ28は被処理体の表面に沿って発生するため、三次元的な形状有する被処理体に対しても、均等に金属イオンを注入することができる。形状や寸法の異なる被処理体を一緒に容器内に入れても、同時に処理することができるので生産性の向上に大きく役立つことができる。また、この方法の特徴は、金属イオン源としてMg−Al合金を用いると両金属イオンを同時に注入することができ、Ba、Ca、Yなどの金属イオン類も適宜同時注入が可能である。
【0037】
また、プラズマ環境中にAr、He、N2などの気体分子を共存させておくと、これらの気体もイオンとなって金属イオンと同時に被処理体の表面に注入されることとなるが、このような現象に制約されるものでない。
【0038】
本発明の効果が得られる金属イオンの注入層深さは、表面から300nm程度がよく、300nmより深くても耐ハロゲンガス性の効果に格段の差が認められず、また、イオン注入法では300nm以上の深さの注入層を生成するのは困難である。
【0039】
一方、注入エネルギーを低くして金属イオン注入層の上に形成させる金属薄膜は1〜30μm厚が好適である。1μm厚以下の薄膜の制御は困難であり、また30μm厚以上の厚膜にしても耐ハロゲンガス性に改善の効果が認められないからである。
【0040】
なお、金属イオン注入法では、図2に示したように、「+」に帯電した金属イオンを「−」極の被処理体の表面に衝突させるが、注入した金属イオンは「−」極のエレクトロンによって金属に還元される。このとき金属は体積を膨張させるので注入面を緻密に被覆する特徴を利用することができる。
【0041】
(c)上述した直線的金属イオンの注入方法又はプラズマイオン注入法によって、金属製基材の表面に耐ハロゲンガス性に優れた金属を注入すると、無処理状態の基材においては、ハロゲンガス、特にF2ガスおよびフッ化物ガスと接触する半導体加工装置部材が激しく腐食されるとともに、その腐食生成物としての金属フッ化物の蒸気圧が高く、これが装置環境の汚染原因となっている現象を防ぐため、耐ハロゲンガス性に優れた金属イオン注入層を有する金属製部材を形成することができる。
【0042】
(d)従来技術による耐ハロゲンガス性表面処理技術として提案されているAlおよびAl合金の溶融めっき処理、拡散浸透処理、圧接などの方法では、三次元形状の部材には均等な膜厚で処理できないうえに、被処理体に大きな熱負荷を与えるため、部材が変形したり、材質が劣化したりするなどの影響が顕在化するので精密部材への適用が困難であった。また、イオン注入法では、金属イオンの直進性のため、平坦な金属製基材の表面に対して、ほぼ90°の角度で注入させる必要があるため、三次元形状の被処理体表面への均等な金属イオンの注入は困難であるほか、複数の金属イオンを同時に注入できず、生産性に問題点がある。しかし、上述したプラズマイオン注入装置によると、三次元的な形状有する被処理体に対しても、均等に金属イオンを注入することができる。形状や寸法の異なる被処理体を一緒に容器内に入れても、同時に処理することができるので生産性の向上に大きく役立つことができる。また、この方法の特徴は、金属イオン源としてMg−Al合金を用いると両金属イオンを同時に注入することができ、Ba、Ca、Yなどの金属イオン類も適宜同時注入が可能である。
【0043】
〈本発明の技術が適用可能な金属製基材質〉
本実施形態のMgなどの金属イオンの注入は、アルミニウムおよびその合金、マグネシウムおよびその合金、炭素鋼、各種ステンレス鋼、Ni基合金、Co基合金など金属製基材であればあらゆる基材に適用可能である。また、上記の金属製基材の表面に、電気めっき法、溶射法、化学的蒸着法(CVD法)、物理的蒸着法などによって、金属質の皮膜を形成した場合、その表面被覆層に対しても金属イオンを注入することができる。
【0044】
ただ、金属イオンの注入に対しては、アルミニウムおよびその合金、マグネシウムおよびその合金などに対してはMg、Ca、Yなどの金属イオンを直接注入しても、十分な耐F2ガス性は得られるが、炭素鋼、ステンレス鋼などに対しては、はじめにAlイオンを注入した後、Ba、Ca、Mg、Yを注入することによって、耐F2ガス性は一段と向上する。
【0045】
〈本発明の実施形態に係る金属イオン注入層への構造例〉
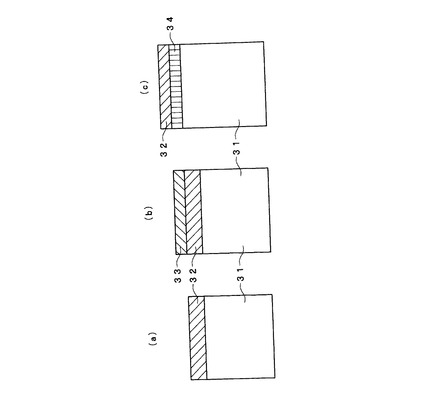
本発明の金属イオン注入層を備えた金属基材の断面構造例を図3に示す。ここで31は金属基材、32は金属イオン注入層、33はMgなどの金属薄膜、34は金属基材表面に形成された溶射皮膜層である。
【0046】
図3−(a)はAl合金基材の表面にMgイオンを注入した場合の構造図で、金属イオンの注入層厚は表面からmax300nm程度である。
【0047】
図3−(b)はAl合金基材の表面にMgイオンを注入した後、注入エネルギーを低くして、基材表面に金属の薄膜(例えばMg、Yなど)を形成したもので、薄膜は1〜30μm程度が好適である。
【0048】
図3−(c)はステンレス鋼基材の表面にAl合金の溶射皮膜(イオン注入後、金属イオン注入層32、金属溶射皮膜のうちイオン注入されていない部分34となる部位)を形成した後、その表面にMgなどのイオンを注入したもの(金属イオン注入層32)で、溶射皮膜の厚さは30〜150μmが好適である。
【0049】
〈金属イオン注入層および薄膜形成後の熱処理〉
金属イオン注入層を設けた金属製基材は、そのままで実用に供することができる。また、金属イオン注入層は、注入された金属の集合体とはいえ、体積的変化は非常に小さく、しかも基材表面から300nmの深さにとどまっているため、工学的には寸法的変化は認められないので、精密加工部材への適用が可能である。
【0050】
しかし、ミクロ的に金属イオンへの注入部を考察すると、正常な結晶構造を有する基材金属の表面近傍へ衝撃的に金属が注入されると、結晶構造が歪んだり、一部の結晶が破壊している。また、注入した金属が必ずしも均等な濃度で分散しているとは限らない。
【0051】
そこで金属イオン注入層を設けた後、またその上に金属薄膜を形成した後、必要に応じて、大気、真空または不活性ガスの雰囲気中で200℃〜750℃、0.5〜5時間の熱処理を行なうことが好ましい。
【0052】
この熱処理によって、金属イオンの注入に起因する残留応力が解放されるとともに、局所的には注入金属と基材金属成分との結合などが行なわれて注入層部が安定化する。
また薄膜は緻密化するとともに、薄膜を構成する金属成分の相互結合力および基材金属との密着性の向上などが期待でき、また、必要に応じて薄膜を化学的に安定な酸化物に変化させることもできる。
【0053】
熱処理温度が200℃より低い場合は前掲の効果に乏しく、また750℃以上の温度では注入した金属が基材の表面にとどまらず、内部へ拡散して耐ハロゲンガス性を低下させるので好ましくない。
【0054】
〈適用例〉
上述したような耐ハロゲンガス用部材は、各種のハロゲンガス特にフッ素とその化合物を含む環境中で優れた耐食性を発揮する表面処理部材に用いられる。
特に、半導体製造装置や液晶製造装置におけるドライエッチング処理に際して用いられる真空チャンバー内に配設される部材に用いられ、雰囲気ガスによる腐食作用やプラズマガスによるエロージョン作用から守る。
なお、この耐ハロゲンガス用部材は、上記分野のほか、例えば一般的なドライプロセスに適用される酸化炉、CVD装置、エピタキシャル成長装置、イオン注入装置、拡散炉、反応性イオンプレーティング装置、プラズマエッチング装置、スパッタリング装置およびこれらに付属装備部材としての配管、配給気ファン、あるいはバルブ類などに対しても適用することができる。そのほか、フッ素を含む環境で金属製部材の表面を洗浄する金属類にも使用することができる。
【0055】
〈従来例との対比〉
特許文献1のものは、Al系金属間化合物を利用する技術はそれなりの効果は認められるものの、半導体加工装置用部材の中にはAl拡散処理が適用できないAlおよびその合金も多く使用されているほか、Al拡散処理によって熱変形するものがあり構造部材としての精度上の問題点がある。
しかし、本実施形態の耐ハロゲンガス用部材は、金属製基材として、Al、Al合金、Mg合金、Ti、Ti合金、炭素鋼、ステンレス鋼、Ni基合金から選ばれる1種以上が選択できる。また、その基材表面に、溶射法、電気めっき法、無電解めっき法、物理的蒸着法から選ばれるいずれか1つ以上の方法によって形成された金属皮膜を有するものとすることもできる。
【0056】
前記特許文献2のものでは、希土類酸化物を非金属焼結体表面に成膜する技術は、この部材そのものは耐ハロゲンガスやハロゲンプラズマに優れた抵抗力を示すが、金属製部材に直接成膜することができない。また、この提案技術では非金属焼結体であっても熱膨張率が7×10−6〜12×10−6の範囲に限定されており現行の半導体加工装置が抱えている問題点を解決しているとはいえない。
しかし、本実施形態の耐ハロゲンガス用部材は、金属製基材に直接、特定の金属イオンを注入できる。また、金属イオン注入層は、殆ど金属製基材に影響を及ばさないため、精密部品にも適用できる。
【0057】
前記特許文献3のものでは、Ni、W、Mo、Tiおよびこれらの合金のアンダーコートとし、この上にトップコートとしてY2O3を形成する溶射皮膜は使用開始初期にはY2O3が保有するハロゲンガスプラズマエロージョンに対する優れた性能を発揮するが、長時間使用するとトップコートの気孔部からハロゲンガスが皮膜内部へ侵入してアンダーコートを腐食させ、その結果トップコートのみが剥離する現象が顕在化する。
しかし、本実施形態においては、金属製基材の表面に形成された金属イオン注入層は、剥離の問題を生じさせない。
【0058】
前記特許文献4のものでは、部材表面にSc、Y、Laなどの周期律表第3族aの元素の酸化物、炭化物などをCVD、PVD法、CVD法で成膜する技術はPVD法、CVD法だけでは成膜速度が遅く、生産性に劣るほか、三次元構造の部材の表面に対して均等な皮膜を形成することができず、大きな部材に対する適用が出来ない問題がある。またY2O3単結晶は優れた耐ハロゲンプラズマエロージョン性を発揮できても部材に対する被覆方法がなければその利用価値は極めて小さい欠点がある。しかし、本実施形態においては、このような問題を生じさせない。
【0059】
前記特許文献5のものでは、三次元構造の基材の表面に均等な厚さのAlやAl合金板のクラッドは困難であるうえ、クラッドしたAl合金表面を陽極酸化法によってAl2O3層を生成させても、クラッドが不十分であれば、十分な耐食性は期待できない。またAl合金を溶融状態にして基材を被覆させる方法も提案しているが、溶融処理は基材が熱変形するので、精密部材には適用できない問題点がある。しかし、本実施形態においては、金属製基材に直接、特定の金属イオンを注入できる。また、金属イオン注入層は、殆ど金属製基材に影響を及ばさないため、精密部品にも適用できる。
【0060】
結局、本実施形態に係る耐ハロゲンガス用部材は、現在の半導体加工装置が抱えているハロゲンガスによる装置部材の腐食損傷およびその腐食生成物の揮散に起因する加工環境の汚染による半導体製品の不良率の発生を防止する。
【実施例】
【0061】
<実施例1>
この実施例ではSUS316ステンレス鋼(20mm×30mm×3mm)を基材とし、その表面に対しプラズマイオン注入法を用いて、Al、Ba、Ca、Mg、Yの金属イオンを1cm2当たり1×1018注入した。その後、この試験片を600hPaの蒸気圧を有する25℃と300℃のF2ガス中に24時間曝露して、試験片表面を目視観察するとともに、グロー放電分光装置などの物理分析装置を用い、注入した金属の挙動を調査した。
【0062】
この実施例では、同じ方法で注入したTi、Nb、Ta金属イオン注入試験片も同じ条件で曝露して比較した。表1はこの結果を比較したものである。
【0063】
【表1】
【0064】
この結果から明らかなように、比較例のSUS316鋼無処理(No.6)では、F2ガスの腐食作用によって表面に小さな凹部が生成し、特に300℃の温度では多数の腐食痕の発生が見られた。また、SUS316鋼にTi、Nb、Taなどの金属イオンを注入した試験片(No.7〜9)でも、微小な腐食痕の発生が認められ、耐F2ガス性に乏しいことが判明した。
【0065】
これに対し、本発明に属する試験片(No.1〜5)は25℃の場合はもちろん300℃の高温においても、外観上全く変化は認められなかった。そこで、試験片の表面部をAESによって調査すると、No.1ではAlFx、No.2ではBaFx、No.3ではCaFx、NO.4ではMgFx、No.5ではYFX(但しX=1〜3)が生成するとともに、注入イオン金属が濃化して耐F2ガス性を発揮していることが判明した。
【0066】
<実施例2>
この実施例では、金属製基材の表面に各種の表面処理法によって金属質の皮膜を形成させたあと、この皮膜に対して本発明に属する金属のイオンをプラズマイオン注入法で注入し、実施例1と同じF2ガス中で注入金属の濃化状況を観察した。比較例のイオン注入金属としてTi、Nb、Ta、Si、Feを同条件で注入し、同条件のF2ガス中の濃化試験を行なった。表2はこの結果を要約したものである。
【0067】
【表2】
【0068】
この結果から明らかなように、本発明に属する金属イオンは溶射皮膜(No.1、2)、電気めっき皮膜(No.3、4)、PVD皮膜(No.5、6)であっても、それぞれの皮膜の表面部には注入金属の濃化層が明瞭に認められ、耐ハロゲンガス性を発揮していることがわかる。
【0069】
これに対して、比較例の金属イオンを注入した皮膜(No.7〜12)には、注入金属の濃化現象は全く認められず、蒸気圧の高い金属フッ化物を生成するとともに、これが蒸気化し、揮散している様子がうかがえる。
【0070】
<実施例3>
この実施例では、SUS304鋼とAl(JISH4000、A1070)(20mm×30mm×3mm)の試験片を用い、その表面にイオン注入法とプラズマイオン注入法を用いて、CaとMg金属イオンをそれぞれ1×1018/cm2濃度に注入した後、CF4とNF3の100hPaの雰囲気中で300℃×24時間の曝露試験を行ない、金属イオン注入面の腐食状況を調査した。
【0071】
この実施例では、比較例として無処理のSUS304ステンレス鋼、Al(A1070)とともにTi、Taの金属イオン注入試験片を同条件で曝露した。表3はこの結果を示したものである。
【0072】
【表3】
【0073】
この曝露試験では、無処理のSUS304鋼(No.17)は赤色粉末状の腐食生成物を多量に生成し、無処理のAl(No.18)では、大きな腐食痕は認められないものの表面は梨地状の腐食形態を呈していた。また、Ti、Taを注入した試験片(No.9〜16)では基材がSUS304鋼(No.9〜12)のときはもとより、Al基材(No.13〜16)の場合にもフッ化ガスによる腐食作用によって大きな腐食痕の生成が認められた。
【0074】
これに対し、本発明に属するCa、Mg金属イオンを注入した試験片では、基材がSUS304鋼(No.1〜4)のときも、またAl基材(No.5〜8)の場合にも、外観的には全く腐食の発生は認められなかった。またCa、Mgの金属イオンの注入は、イオン注入法でもプラズマイオン注入法でもほぼ同等の防食効果が得られた。
【0075】
<実施例4>
この実施例では、SUS304ステンレス鋼試験片を用いて、プラズマイオン注入法によって、本発明に属する金属イオンを積層注入した場合の耐ハロゲンガス性を調査した。すなわち基材に対し一次注入としてAlを1×1012/cm2濃度注入した後、その上にMgを1×1012/cm2濃度注入したり、AlやMgを積層注入した後、さらにその上に注入エネルギーを小さくして、Alおよび50%Al−50%Mg合金の薄膜を形成させた。このものを耐ハロゲンガス性をF2、NF3の100hPa、300℃の雰囲気中で24時間曝露することによって調査した。この結果は表4に示す通りである。
【0076】
【表4】
【0077】
本発明に属する金属イオンは、積層注入しても、また注入金属を薄膜化しても耐ハロゲンガス性を発揮することが判明した。
【0078】
<実施例5>
この実施例では、実施例1と同じSUS316鋼試験片を用い、これにプラズマイオン注入法によって,50Al−50Mg、Mg、Ba、Ca、Yの金属イオンを1×1018/cm2注入した後、下記のようなプラズマで励起された含F2ガス雰囲気中に10時間曝露した。この曝露試験室には直径8インチのシリコンウエハーを静置し、10時間後にウエハーの表面に付着するパーティクル粒子(環境汚染粒子)の数を、拡大鏡を用いて観察記録した。拡大鏡で観察記録可能な粒子径は概ね0.2μm以上であった。
【0079】
試験環境の構成は以下の通りである。(1)雰囲気ガス:CF4/Ar/O2の混合割合は、容量比で100/100/10cm3、ガスの圧力100Pa、温度60℃(2)プラズマ照射出力:高周波電力:1300w×10時間なお、この試験には、比較例として無処理のSUS316鋼、陽極酸化(アルマイト)したAlに加え、SUS316鋼にプラズマイオン注入法によってTi、Nbの金属イオンを1×1018/cm2注入したものを同条件で試験した。表5は以上の試験結果を要約したものである。
【0080】
【表5】
【0081】
この結果から明らかなように、比較例の試験片(No.6〜9)は10時間の曝露後、シリコンウエハーの表面に100個以上のパーティクル粒子が付着し、環境の汚染源となることが明らかとなった。なお、これらのパーティクル粒子の成分を調査すると、ステンレス鋼試験片の場合はFe、Cr、Niのフッ化物、Al基材の場合はAlとFを主成分とするものであり、雰囲気のCF4によって誘発された腐食生成物であることが判明した。TiやNbを注入した試験片(No.6、7)では、TiとNbのフッ化物粒子が多量に認められ、プラズマが付加されたハロゲンガス雰囲気中では、耐食性に乏しいことが認められた。
【0082】
これに対し、本発明に属する試験片(No.1〜5)は、10時間の曝露試験を行なっても、シリコンウエハー表面に付着するパーティクル数は、何れも30個以下であり、優れた耐ハロゲン環境性を有することがわかった。
【図面の簡単な説明】
【0083】
【図1】金属イオン注入装置の概略図。
【図2】プラズマイオン注入装置の概略図。
【図3】本発明による金属イオン注入処理を施工した被処理体表面の断面を示す図。
【符号の説明】
【0084】
1 イオン源ガス導入口
2 イオン発生室
3 加速器
4 質量分離器
5 ビーム走査系
6 ターゲット試料(被処理体)
21 金属製の処理容器
22 被処理体
23 直流電源
24 気相系イオン源
25 金属系イオン源
26 真空ポンプ図外
27 気圧調整弁
28 金属イオンを含むプラズマ
31 被処理体
32 金属イオン注入層
33 金属薄膜
34 金属溶射皮膜のうちイオン注入されていない部分
【特許請求の範囲】
【請求項1】
金属製基材の表面に、Al、Ba、Mg、Yから選ばれる1種以上の金属イオンを注入した金属イオン注入層が設けられ、その上にAl、Ca、Mgから選ばれる1種以上の金属を含む薄膜層が積層されていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材。
【請求項2】
金属製基材の表面に、溶射法、電気めっき法、無電解めっき法、物理的蒸着法から選ばれるいずれか1つ以上の方法によって形成された金属皮膜を有し、
前記金属皮膜の表面に、Al、Ba、Mg、Yから選ばれる1種以上の金属イオンを注入した金属イオン注入層が設けられていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材。
【請求項3】
請求項1において、前記薄膜層の厚みは、1〜30μmであることを特徴とする耐ハロゲンガス性の半導体加工装置用部材。
【請求項4】
請求項1〜3のいずれか1項において、前記金属イオンが、1cm2当たり1×1012〜1×1022イオン濃度で注入されるとともに、前記金属製基材の表面から300nmの範囲に注入されていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材。
【請求項1】
金属製基材の表面に、Al、Ba、Mg、Yから選ばれる1種以上の金属イオンを注入した金属イオン注入層が設けられ、その上にAl、Ca、Mgから選ばれる1種以上の金属を含む薄膜層が積層されていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材。
【請求項2】
金属製基材の表面に、溶射法、電気めっき法、無電解めっき法、物理的蒸着法から選ばれるいずれか1つ以上の方法によって形成された金属皮膜を有し、
前記金属皮膜の表面に、Al、Ba、Mg、Yから選ばれる1種以上の金属イオンを注入した金属イオン注入層が設けられていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材。
【請求項3】
請求項1において、前記薄膜層の厚みは、1〜30μmであることを特徴とする耐ハロゲンガス性の半導体加工装置用部材。
【請求項4】
請求項1〜3のいずれか1項において、前記金属イオンが、1cm2当たり1×1012〜1×1022イオン濃度で注入されるとともに、前記金属製基材の表面から300nmの範囲に注入されていることを特徴とする耐ハロゲンガス性の半導体加工装置用部材。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−197835(P2007−197835A)
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2007−46210(P2007−46210)
【出願日】平成19年2月26日(2007.2.26)
【分割の表示】特願2003−112338(P2003−112338)の分割
【原出願日】平成15年4月17日(2003.4.17)
【出願人】(000109875)トーカロ株式会社 (127)
【Fターム(参考)】
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成19年2月26日(2007.2.26)
【分割の表示】特願2003−112338(P2003−112338)の分割
【原出願日】平成15年4月17日(2003.4.17)
【出願人】(000109875)トーカロ株式会社 (127)
【Fターム(参考)】
[ Back to top ]