
耐ピリング性の良好な立毛調人工皮革
【課題】良好な立毛感と高い耐ピリング性を兼ね備える立毛調人工皮革およびそのような立毛調人工皮革を製造する方法を提供する。
【解決手段】極細長繊維の繊維束からなる不織布構造体、および、その不織布構造体内部に任意に含有された高分子弾性体からなり、少なくとも一方の表面に極細長繊維の立毛を有する立毛調人工皮革であって、極細長繊維の繊維束が水溶性樹脂を含む複合長繊維から水溶性樹脂を除去することにより形成され、立毛の根元およびその近傍には高分子弾性体の水分散液から得られた高分子弾性体が存在する立毛調人工皮革。
【解決手段】極細長繊維の繊維束からなる不織布構造体、および、その不織布構造体内部に任意に含有された高分子弾性体からなり、少なくとも一方の表面に極細長繊維の立毛を有する立毛調人工皮革であって、極細長繊維の繊維束が水溶性樹脂を含む複合長繊維から水溶性樹脂を除去することにより形成され、立毛の根元およびその近傍には高分子弾性体の水分散液から得られた高分子弾性体が存在する立毛調人工皮革。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は高分子弾性体を任意に含有する、極細繊維束からなる不織布構造体からなり、該不織布構造体の少なくとも一方の表面に該極細繊維からなる立毛を有する立毛調人工皮革(スエード調人工皮革およびヌバック調人工皮革)およびその製造方法に関する。該立毛繊維の根元近傍には水系エマルジョンから得られた高分子弾性体が存在しているので、前記立毛調人工皮革は立毛の外観および風合いが良好であり、耐ピリング性に優れる。
【背景技術】
【0002】
従来、繊維束と高分子弾性体とからなる人工皮革用基材(不織布構造体)の表面に該繊維からなる立毛を形成したスエード調人工皮革やヌバック調人工皮革などの立毛調人工皮革は公知である。立毛調人工皮革は、外観(天然皮革により近い表面感)、風合い(柔軟な手触りと適度な膨らみ感や充実感の兼備)等の感性面での要求だけでなく、耐ピリング性、耐磨耗性等の物性面での要求をすべて高いレベルで満足することが求められており、これを解決すべく種々の提案がなされてきた。
【0003】
外観や風合いにおける要求を満足させるために、例えば人工皮革を構成する繊維を極細繊維にする方法が一般に用いられている。極細繊維からなる人工皮革を製造する一手法として、海島型繊維や多層貼り合わせ型繊維などの複合長繊維を分割、または、一成分を分解または抽出除去することで極細繊維束に変成させる方法が広く採用されている。該極細繊維束からなる不織布に必要に応じて高分子弾性体を含有させた人工皮革用基材を用いた立毛調人工皮革は、外観や風合いにおいて非常に高い評価を得ている。しかし、立毛繊維の繊度が小さくなると立毛はもつれ集毛しやすくピリングが発生しやすい。
【0004】
立毛面の耐ピリング性を改善するために、例えば不織布構造体の絡合度合いを大きくしたり、繊維同士を接着させあるいは繊維同士を強く拘束するために高分子弾性体を多量に含有させたりする方法が一般的に採用されている。しかし、絡合度合いを増大させたり、高分子弾性体の含有量を増加すると、一方で人工皮革の風合いが顕著に悪化し、外観や風合いと耐ピリング性などの表面物性を同時に満足させることは困難であった。
【0005】
特許文献1は、極細繊維に繊維径の4分の1より大なる径を有する繊維に対して不活性な粗大粒子を含ませるとこにより、立毛調人工皮革の耐ピリング性を改善することを提案している。前記粗大粒子が弱点となり、立毛が絡み合ってピリングを形成する前に立毛が該弱点において切断し耐ピリング効果が得られると記載されている。しかし、特許文献1に記載の方法では、海島型繊維の海成分を抽出除去した後にポリウレタンのジメチルホルムアミド(DMF)溶液を含浸凝固しているので、極細繊維束の内部へポリウレタンが侵入し、風合いの硬化が避けられない。また、立毛繊維中に粗大粒子が添加されているので、柔軟な風合いや手触りを得ることができない。
【0006】
特許文献2は、DMFなどの溶剤で立毛繊維の根元に存在する高分子弾性体の一部を溶解し、立毛繊維の根元を固定することにより立毛調人工皮革の耐ピリング性を改良することを提案している。しかし、特許文献2に記載の製造方法では、極細繊維束の内部に高分子弾性体が存在するため、風合いが硬くなることが避けられなかった。また、人工皮革用基材内部の繊維の固定効果に乏しく、また、繊維に対する高分子弾性体の把持能力が低い為に0.01デシテックス以上の繊維に対しては良好な耐ピリング性の改良効果が得られない。
【0007】
特許文献3は、繊度の大きい細繊維(A)と繊度が小さい極細繊維(B)からなる繊維束をバフィングなどにより起毛して細繊維(A)と極細繊維(B)の本数比A/Bが3/1以上である立毛を形成することを提案している。これにより、極細繊維(B)が細繊維(A)に絡みつきピリングを防止することができると記載されている。海島型繊維を極細化する前に高分子弾性体のDMF溶液を含浸凝固しているので極細繊維束の外周部および内部には高分子弾性体が実質的に存在せず柔軟な風合いや手触りを得ることが可能である。しかし、極細繊維束が高分子弾性体で固定されていないので耐ピリング性は不十分であった。
【0008】
特許文献4は、高分子弾性体を含む基体表面に立毛を形成し、次いで、微粒子の分散液を塗布し、基体内部に含浸させて得られた、弾性体中の空隙表面、極細繊維束の内部または外表面に微粒子が付着したスエード調シートを開示している。しかし、特許文献4に記載の技術は、微粒子を付着させることにより高分子弾性体と極細繊維束の機械強度を向上させることが目的であり、立毛繊維の耐ピリング性の改善は何も検討されていない。
【0009】
特許文献5は、粒径100nm以下のシリカを含有するポリエステル極細繊維を起毛して立毛繊維にすることを提案している。シリカを含有させることによりポリエステル極細繊維の破断強度を低下させ、すなわち、立毛繊維の強度を低下させてピリングが発生する前に立毛繊維が切れるようにしてピリングを防止している。しかし、ピリングの発生は低減するものの摩耗減量が多く実用上問題がある。
【0010】
特許文献6は実施例1において、高分子弾性体を含む基体の立毛表面にポリウレタン樹脂を固形分で5%含むジメチルホルムアミド溶液をグラビアコーターにて塗布することを提案している。しかしながら、特許文献6に記載の製造方法では、極細繊維束の内部に高分子弾性体が存在するため、風合いが硬くなることが避けられなかった。また、表面の立毛感が奪われてしまい柔軟な風合いや手触りを得ることができない。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開昭53−034903号公報
【特許文献2】特開昭57−154468号公報
【特許文献3】特開平7−173778号公報
【特許文献4】特開平9−250063号公報
【特許文献5】特開2004−339617号公報
【特許文献6】特開2007−262616号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
上記のように、立毛の外観や風合いと耐ピリング性などの表面物性を同時に満足させることは困難であり、立毛感(外観と風合い)を損なうことなく耐ピリング性が充分に改善された立毛調人工皮革は提供されていなかった。本発明は良好な立毛感と高い耐ピリング性を兼ね備える立毛調人工皮革およびそのような立毛調人工皮革を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは上記目的を達成するために鋭意研究を重ねた結果、水溶性樹脂を含む複合長繊維を極細化して得られる極細繊維束を起毛して得た立毛面に、高分子弾性体の水分散液を塗布し乾燥すると、高分子弾性体が立毛繊維の上部を覆うことなく立毛繊維の根元およびその近傍に存在し、得られた立毛調人工皮革が良好な立毛感と高い表面物性(耐摩耗性、耐ピリング性など)を兼ね備えていることを見出し本発明を完成した。
【0014】
すなわち、本発明は、極細長繊維の繊維束からなる不織布構造体、および、該不織布構造体内部に任意に含有された高分子弾性体からなり、少なくとも一方の表面に前記極細長繊維の立毛を有する立毛調人工皮革であって、前記極細長繊維の繊維束が水溶性樹脂を含む複合長繊維から該水溶性樹脂を除去することにより形成され、前記立毛の根元およびその近傍には高分子弾性体の水分散液から得られた高分子弾性体が存在する立毛調人工皮革に関する。
【0015】
さらに本発明は、下記の工程(a)〜(e):
(a)水溶性樹脂を含む複合長繊維を長繊維ウェブにする工程、
(b)前記長繊維ウェブを絡合処理して絡合不織布構造体を得る工程、
(c)前記絡合不織布構造体を構成する複合長繊維から水溶性樹脂を水または水溶液により抽出除去し、複合長繊維を極細長繊維の繊維束に変成させて極細化不織布構造体を得る工程、
(d)前記極細化不織布構造体の少なくとも一方の表面を起毛処理して立毛を形成し立毛不織布構造体を得る工程;および
(e)高分子弾性体の水分散液を立毛形成面に塗布し、ついで、高分子弾性体を凝固させて立毛調人工皮革を得る工程、
を含む立毛調人工皮革の製造方法に関する。
【発明の効果】
【0016】
本発明の立毛調人工皮革では極細繊維からなる立毛の表面を覆うことなく立毛の根元およびその近傍に高分子弾性体の水分散液から得られた高分子弾性体が存在する。このような立毛表面を有するので、本発明の立毛調人工皮革では立毛感(外観と風合い)を損なうことなく耐摩耗性、耐ピリング性などの表面物性が改善される。
【図面の簡単な説明】
【0017】
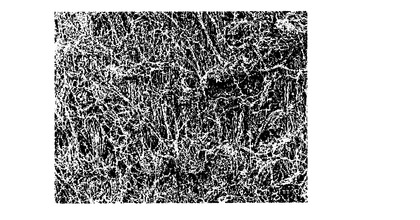
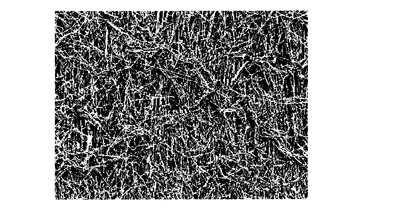
【図1】実施例1の立毛不織布構造体(高分子弾性体の水系エマルジョン塗布前)の表面を示す電子顕微鏡写真(50倍)である。
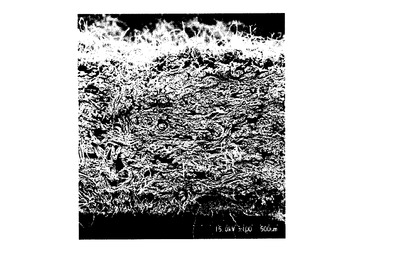
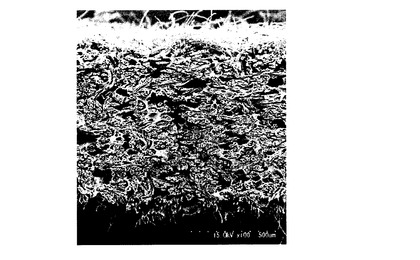
【図2】実施例1の立毛不織布構造体(高分子弾性体の水系エマルジョン塗布前)の断面を示す電子顕微鏡写真(100倍)である。
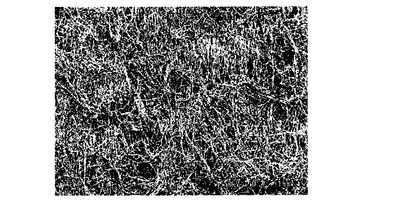
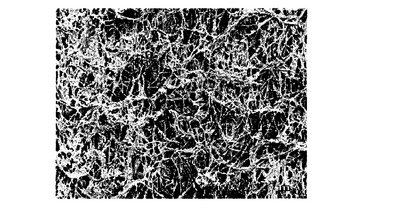
【図3】実施例1の立毛不織布構造体表面に高分子弾性体の水系エマルジョンを塗布し乾燥した後の表面を示す電子顕微鏡写真(50倍)である。
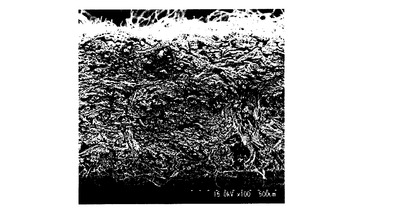
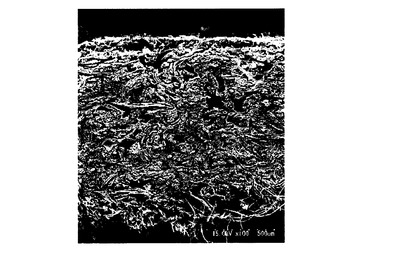
【図4】実施例1の立毛不織布構造体表面に高分子弾性体の水系エマルジョンを塗布し乾燥した後の断面を示す電子顕微鏡写真(100倍)である。
【図5】比較例1の立毛不織布構造体(高分子弾性体の水系エマルジョン塗布前)の表面を示す電子顕微鏡写真(50倍)である。
【図6】比較例1の立毛不織布構造体(高分子弾性体の水系エマルジョン塗布前)の断面を示す電子顕微鏡写真(100倍)である。
【図7】比較例1の立毛不織布構造体表面に高分子弾性体の水系エマルジョンを塗布し乾燥した後の表面を示す電子顕微鏡写真(50倍)である。
【図8】比較例1の立毛不織布構造体表面に高分子弾性体の水系エマルジョンを塗布し乾燥した後の断面を示す電子顕微鏡写真(100倍)である。
【発明を実施するための形態】
【0018】
本発明の立毛調人工皮革は、極細繊維束からなる不織布構造体、および、該不織布構造体に任意に含有された高分子弾性体からなり、少なくとも一方の表面に前記極細繊維束を起毛して得られた立毛を有し、例えば、以下の工程(a)〜(e)を順次実施することにより得ることができる。
【0019】
工程(a)
繊維形成性水不溶性樹脂および水溶性樹脂からなる複合長繊維を溶融紡糸し、得られた複合長繊維をカットすることなくランダムな配向状態でネット等の捕集面状に集積して、所望の目付、好ましくは10〜1000g/m2の長繊維ウェブを製造する。複合長繊維の単繊維繊度は0.9〜4.9dtexが好ましく、より好ましくは1.9〜3.9dtexである。
【0020】
工程(b)
前記長繊維ウェブを、必要に応じてクロスラッパー等を用いて厚さ方向に複数層重ね合わせた後、少なくとも6バーブのニードルを用い、1つ以上のバーブが貫通する条件で、両面から同時または交互にニードルパンチングして繊維同士を三次元絡合させて絡合不織布構造体を得る。長繊維ウェブにはその製造後かつ絡合処理までのいずれかの段階で帯電防止効果を有する油剤やニードルとの摩擦抵抗をコントロールするための油剤、繊維同士の摩擦抵抗をコントロールするための油剤などを1種または2種以上付与してもよい。
【0021】
工程(c)
前記絡合不織布構造体を構成する複合長繊維から水溶性樹脂を水または水溶液により抽出除去し、複合長繊維を極細長繊維の繊維束に変成させて極細化不織布構造体(単に不織布構造体と称することもある)を得る。
【0022】
工程(d)
前記極細化不織布構造体の少なくとも一方の表面をバフィングなどの起毛処理して表面近傍の極細繊維束を起毛し立毛不織布構造体を得る。
【0023】
工程(b)で得た絡合不織布構造体を極細化する前、あるいは、極細化不織布構造体を起毛処理する前に、不織布構造体に高分子弾性体の水分散液を含浸し、次いで、高分子弾性体を凝固させて高分子弾性体含有不織布構造体にしてもよい。
【0024】
工程(e)
前記立毛不織布構造体の少なくとも一方の表面に高分子弾性体の水分散液を塗布し、次いで、該高分子弾性体を凝固させて本発明の立毛調人工皮革を得る。
【0025】
以下、本発明をより詳しく説明する。
本発明で使用する複合長繊維は水溶性樹脂を含む少なくとも2種類の樹脂からなる多成分系繊維であり、該水溶性樹脂を水または水溶液で抽出除去することにより極細長繊維の繊維束に変換することが可能な長繊維(極細繊維発生型長繊維)である。複合長繊維は混合紡糸法、複合紡糸法などにより得られる海島型繊維、多層積層型繊維、分割型繊維などから選択される。
【0026】
極細化処理後に極細長繊維となる繊維形成性(溶融紡糸可能な)水不溶性樹脂としては、例えば、ポリエチレンテレフタレート(PET)、ポリトリメチレンテレフタレート(PTT)、ポリブチレンテレフタレート(PBT)、ポリエステルエラストマー等のポリエステル系樹脂またはその変性物、ポリアミド系樹脂またはその変性物、ポリオレフィン系樹脂またはその変性物などが挙げられる。極細繊維束が緻密に集合した構造が望ましい場合には、PET、PTT、PBT、あるいはこれらの変性物等のポリエステル系樹脂、熱収縮性ポリアミド系樹脂またはその変性物、熱収縮性ポリオレフィン系樹脂またはその変性物などの熱収縮性樹脂が好ましい。熱収縮性樹脂を用いると、緻密な表面感、充実感のある風合いなどの感性面での特徴や、耐磨耗性、耐光性、あるいは形態安定性などの物理的性能が良好な人工皮革が得られる。特に樹脂自信に撥水性のある、いわゆる疎水性樹脂である上記ポリエステル系樹脂やポリオレフィン系樹脂からなる繊維を本発明に適用した場合に顕著な効果が認められる。この効果について詳細は不明であるが、ポリエステル系樹脂の表面に水溶性樹脂が微量付着することで、ポリエステル系樹脂の撥水効果を抑制し、高分子弾性体の水分散液が立毛繊維からなる人工皮革の最表面に留まらず、極細繊維からなる立毛の根元およびその近傍まで浸透・拡散して極細繊維を固定するが、その一方で、立毛の根元から不織布構造体内部にかけて極細繊維が集束して元の極細繊維束となっている部分では極細繊維束の内部には高分子弾性体が殆ど浸入しない状態が得られる。これによって、高分子弾性体が表層に存在しているにも関わらず風合いを大きく損なうことなく、立毛の根元を止めることによるピリングの抑制効果が発現していると考えている。
【0027】
繊維形成性水不溶性樹脂の融点(Tm)は160℃以上であるのが好ましく、180〜330℃であるのがより好ましい。本発明においては、示差走査熱量計(DSC)を用いて、窒素雰囲気下、昇温速度10℃/分で室温から樹脂の種類に応じて300〜350℃まで昇温後、直ちに室温まで冷却し、再度直ちに昇温速度10℃/分で300〜350℃まで昇温したときに観測される吸熱ピークのピークトップ温度をTmとした。繊維形成性水不溶性樹脂には、紡糸段階で着色剤、紫外線吸収剤、熱安定剤、消臭剤、防かび剤、抗菌剤その他各種安定剤などを添加してもよい。
【0028】
水溶性樹脂とは、水またはアルカリ性水溶液、酸性水溶液などの水溶液により、加熱、加圧などの条件下で溶解除去または分解除去できる溶融紡糸可能な樹脂を指す。本発明において「水溶性」とは、例えば100℃の水100gに10g以上溶解することを意味する。複合長繊維は水溶性樹脂を水または水溶液により抽出除去することにより繊維形成性水不溶性樹脂からなる極細長繊維の繊維束に変換される。従って、水溶性樹脂の水に対する溶解性は繊維形成性水不溶性樹脂より大きいことが必要である。紡糸安定性の点から繊維形成性水不溶性樹脂とは親和性が小さい樹脂であって、かつ紡糸条件下では溶融粘度が繊維形成性水不溶性樹脂より小さい樹脂であるか、あるいは表面張力が繊維形成性水不溶性樹脂より小さい樹脂であることが好ましい。このような条件を満たす水溶性樹脂としては、ポリビニルアルコール系樹脂、ポリエチレングリコール系樹脂、スルホフタル酸変性ポリエステルなどのスルホン酸アルカリ金属塩を含有する化合物などを共重合した変性ポリエステル、ポリエチレンオキシド系樹脂、エチレン−酢酸ビニル共重合体、スチレン−アクリル共重合体などが挙げられ、ポリビニルアルコール単独重合体、ポリビニルアルコール系共重合体などの水溶性ポリビニルアルコール系樹脂(PVAと総称)が特に好ましい。水溶性樹脂を用いることで、絡合不織布構造体を湿熱処理する際に、水溶性樹脂が瞬時に膨潤、可塑化し、繊維形成性水不溶性樹脂の収縮を殆ど阻害することがないので、後の工程で極細繊維束が緻密に集合した不織布構造体を得ることができる。このような不織布構造体から得られる人工皮革は緻密な表面感、充実感のある風合いなどの感性面の特徴や、耐磨耗性、耐光性、形態安定性などの物理的な性能が良好である。
【0029】
前記PVAは、ビニルエステル単位を主構成単位として有するポリマーをケン化することにより得られる。ビニルエステル単位を形成するためのビニル化合物単量体としては、ギ酸ビニル、酢酸ビニル、プロピオン酸ビニル、バレリン酸ビニル、カプリン酸ビニル、ラウリン酸ビニル、ステアリン酸ビニル、安息香酸ビニル、ピバリン酸ビニルおよびバーサティック酸ビニル等が挙げられ、これらの中でもPVAを容易に得る点からは酢酸ビニルが好ましい。
【0030】
前記PVAは、ホモPVAであっても変性PVAであってもよいが、溶融紡糸性、水溶性、繊維物性の観点からは、変性PVAを用いることが好ましい。変性に用いる共重合モノマーの種類を適宜選択することで、PVAの水溶性を低下させることなく、複合長繊維を安定に製造することができる。共重合単量体の種類としては、共重合性、溶融紡糸性および繊維の水溶性の観点からエチレン、プロピレン、1−ブテン、イソブテン等の炭素数4以下のα−オレフィン類;および、メチルビニルエーテル、エチルビニルエーテル、n−プロピルビニルエーテル、イソプロピルビニルエーテル、n−ブチルビニルエーテル等のビニルエーテル類が好ましい。PVA中の共重合単位含有量は、1〜20モル%が好ましく、4〜15モル%がより好ましく、6〜13モル%がさらに好ましい。さらに、共重合単位がエチレンであると繊維物性が高くなるので、エチレン変性PVAが特に好ましい。エチレン変性PVA中のエチレン単位含有量は、好ましくは4〜15モル%、より好ましくは6〜13モル%である。
【0031】
前記PVAは、塊状重合法、溶液重合法、懸濁重合法、乳化重合法などの公知の方法で製造される。その中でも、無溶媒あるいはアルコールなどの溶媒中で重合する塊状重合法や溶液重合法が通常採用される。溶液重合の溶媒として使用されるアルコールとしては、メチルアルコール、エチルアルコール、プロピルアルコールなどの低級アルコールが挙げられる。共重合には、a、a’−アゾビスイソブチロニトリル、2,2’−アゾビス(2,4−ジメチル−バレロニトリル)、過酸化ベンゾイル、n−プロピルパーオキシカーボネートなどのアゾ系開始剤または過酸化物系開始剤などの公知の開始剤が使用される。重合温度については特に制限はないが、0℃〜150℃の範囲が適当である。
【0032】
前記PVAの粘度平均重合度(以下、重合度と略記する。)は、200〜500が好ましく、250〜470がより好ましく、300〜450がさらに好ましい。重合度が200以上だと、溶融粘度が安定的に複合化させるのに十分高い値を示し、重合度が500以下だと、溶融粘度が紡糸ノズルから容易に吐出させるのに十分低い値を示す。また、重合度500以下の、いわゆる低重合度PVAを用いることで、水または水溶液によって除去する際の溶解速度が速くなるという利点が有る。PVAの重合度は、JIS−K6726に準じて次式により求められる。
P=([η]×103/8.29)(1/0.62)
(Pは粘度平均重合度、[η]はPVAを再ケン化し、精製した後、30℃の水中で測定した極限粘度である。)
【0033】
前記PVAのケン化度は、90〜99.99モル%が好ましく、93〜99.77モル%がより好ましく、95〜99.55モル%がさらに好ましく、97〜99.33モル%が特に好ましい。ケン化度が90モル%以上だと、熱安定性が良好であり、溶融紡糸時に熱分解やゲル化をしにくくなり、ケン化度が99.99モル%以下であれば、PVAは安定に製造することが可能である。
【0034】
前記PVAのTmは、紡糸性を考慮すると160℃以上が好ましく、170〜230℃がより好ましく、175〜225℃がさらに好ましく、180〜220℃が特に好ましい。Tmが160℃以上であると、結晶性低下によるPVAの繊維強度低下を避けることができる。また、PVAの熱安定性が良好であり、繊維形成性が良好である。Tmが230℃以下であると、溶融紡糸温度をPVAの分解温度より十分低くすることができ、極細繊維発生型長繊維(海島型長繊維など)を安定に製造することができる。
【0035】
複合長繊維中に占める水溶性樹脂の比率は、面積比率で繊維断面の5〜60%が好ましく、10〜50%がより好ましい。5%より小さくなると、複合長繊維の紡糸安定性が低下するので工業的生産性が劣る。また、水溶性樹脂が少ないので、複合長繊維を湿熱収縮させる際に、繊維形成性水不溶性樹脂同士の摩擦や干渉が生じ、目的とする収縮状態、緻密化が得られない。また、絡合不織布構造体に高分子弾性体の水分散液を含浸、固化させ、次いで、水溶性樹脂を除去した場合、極細繊維束と高分子弾性体との間に形成される空隙が不十分になる。その結果、膨らみ感や充実感、緻密な表面感などが得られ難くなる。一方、水溶性樹脂の比率が60%を超えると、複合長繊維の断面における繊維形成性水不溶性樹脂の形状や分布状態が不規則になって、品質安定性が劣るばかりか、複合長繊維を湿熱収縮させる際に、収縮能を有する繊維形成性水不溶性樹脂が相対的に不足するため、目的とする収縮状態、緻密化が得られなくなる。また、水溶性樹脂の比率が高いほど、極細化不織布構造体中の極細繊維量が少なくなるので、形態安定性を付与するために必要な高分子弾性体の量が増大し、除去した水溶性樹脂を回収するために必要なエネルギーやコストの面で工業生産上の負荷が増大し、また、地球環境への負荷も増大する。従って、水溶性樹脂の比率は上記範囲内でより少なくするのが好ましい。
【0036】
本発明においては複合長繊維を切断することなく用いることが好ましい。長繊維とは、短繊維(繊維長10〜50mm)のように意図的に切断されていない繊維である。複合長繊維の繊維長は一概には特定できないが、本発明の効果を奏するためには、100mm以上が好ましく、また、技術的に製造可能であって、かつ、物理的に切れない限りは、数m、数百m、数km、あるいはそれ以上であってもよい。
【0037】
複合長繊維は上記水溶性樹脂と繊維形成性水不溶性樹脂を用いて公知の混合紡糸法、複合紡糸法などにより製造することができる。本発明においては、海成分が上記水溶性樹脂であり、島成分が上記繊維形成性水不溶性樹脂である海島型長繊維を用いることが特に好ましい。海島型繊維の島数は8〜70であるのが好ましく、断面積は70〜350μm2が好ましく、また、その断面において海成分と島成分の面積比が5/95〜60/40であるのが好ましい。
【0038】
海島型繊維の紡糸には複合紡糸用口金を用いる。複合紡糸用口金は、並列状または同心円状に等間隔で配置されている複数のノズル孔よりなる。各ノズル孔には8〜70個の島成分ポリマー用流路が均等に配置されており、島成分ポリマー用流路を取り囲むように海成分ポリマー用流路が設けられている。海成分ポリマーと島成分ポリマーは断面の海成分と島成分の面積比が上記範囲内になるような供給量または供給圧力で口金温度180〜350℃で口金から連続的に吐出される。ノズル孔直下から後述する吸引装置までの間の何れかの段階で冷却風により実質的に冷却固化しながら、高速気流を作用させ、海島型長繊維が目的の繊度になるよう均一に牽引細化する。高速気流は、通常の紡糸における機械的な引取り速度に相当する平均紡糸速度が1000〜6000m/分となるように作用させる。さらに、得られる長繊維ウェブの地合いなどに応じて海島型長繊維を衝突板や気流等により開繊させながら、コンベヤベルト状の移動式ネットなどの捕集面上に、ネットの反対面側から吸引しながら、捕集・堆積させることで長繊維ウェブを形成する。
【0039】
得られた長繊維ウェブは、後工程において必要とする形態安定性の程度に応じて、引き続きプレス、エンボス等により部分的に加熱または冷却しつつ圧着することも好ましい。海成分ポリマーの溶融粘度が島成分ポリマーより小さい場合には、60〜120℃程度の温度で加熱または冷却することにより、長繊維ウェブを構成する海島型長繊維の断面形状を大きく損なうことなく、長繊維ウェブの地合いをその後の工程でも十分に保持することができる。さらに、長繊維ウェブの形態安定性を、巻き取りなどの取り扱いが可能なレベルにまで向上させることも可能である。
【0040】
従来の人工皮革製造に一般的に使用されている、短繊維をカード機により繊維ウェブにする方法は、カード機だけでなく、カード機通過を良好にするための油剤および捲縮の付与、所定の繊維長へのカット、カット後の原綿の搬送および開繊などに一連の大型設備を必要とし、生産速度、安定生産、コストなどの点において問題がある。また、抄紙法もカット設備などの付帯設備を必要とするので、やはり前記方法と同様の問題を有する上、不織布の目付は高々200g/m2程度である。これらの短繊維を用いる方法に対して、本発明の製造方法は、紡糸から長繊維ウェブ形成まで連続した1つの工程で行われるので、設備が非常にコンパクトで簡潔であり、生産速度やコストに優れる。また、種々の工程、設備を組み合わせることによる複合的な問題が生じないので安定生産性にも優れる。また、繊維間の絡合や高分子弾性体によってのみ極細繊維が拘束されていた短繊維使用の不織布構造体に比べて、長繊維から得られる不織布構造体では極細繊維の拘束が充分であり、これを用いて得た人工皮革は、形態安定性、機械的強度、表面摩擦耐久性などに優れている。
【0041】
本発明の製造方法によれば、従来のカード機を採用する方法では困難であった、繊維径が極めて細い繊維を用いることが可能である。また、捲縮を付与する必要がなく、繊維自体が嵩高くならないので、従来より極めて緻密な不織布構造体が安定的に得られ、従来の製造方法では実現不可能であった極めて高い品位の人工皮革を得ることができる。
【0042】
従来の短繊維を用いた不織布構造体製造では、開繊装置やカード機に適した一定以上の繊維径が必要である。具体的には、断面積が200μm2以上の太さは必要であり、工業的な安定生産性を考慮すると、300〜600μm2程度の太さの繊維が一般的に採用されてきた。本発明の製造方法では、使用する繊維の太さが設備によって制約されることがないので、断面積が100μm2以下の極めて細い複合長繊維であっても使用可能である。緻密な不織布構造を得るためには、断面積は70〜350μm2が好ましく、後工程での形態安定性、取り扱い性も考慮すると80〜300μm2がより好ましい。このような断面積の複合長繊維を使用することで、得られた長繊維ウェブは、厚さ方向と平行な任意の断面において、該断面とほぼ直交する複合長繊維の断面の単位面積当たりの個数(存在密度)が、好ましくは100〜600個/mm2、より好ましくは150〜500個/mm2である繊維分布状態が得られ、後工程での絡合や収縮等により最終的に緻密な不織布構造体を得ることができる。
【0043】
上記のようにして得られた長繊維ウェブの目付けや厚さが不足している場合は、所望の目付け、厚さになるようにラッピングや積重を行って調整する。複合長繊維の形態安定性や緻密性が不足している場合や、複合長繊維の厚さ方向への配向を調節する場合には、ニードルパンチ法などの公知の方法により絡合処理を行う。これにより、長繊維ウェブを構成する複合長繊維同士、特にラッピングや積重された異なる長繊維ウェブ層中の複合長繊維同士を三次元絡合させる。ニードルパンチは、ニードルの種類(形状や番手、バーブの形状や深さ、バーブの数や位置など)、ニードルパンチ数、ニードルパンチ深さなど各種処理条件を適宜選択して実施する。
【0044】
ニードルの種類は、従来の短繊維を用いた人工皮革製造において用いられるものと同様のものも用いることが可能であるが、後述するニードルを主として用いるのが本発明の効果を得る上で好ましい。
【0045】
ニードルのブレード部(ニードル先端のバーブが形成されている部分)のサイズは30番(断面形状が正三角形であれば高さが、また円形であれば直径が0.73〜0.75mm程度)より細いことが好ましく、より好ましくは32番(0.68〜0.70mm程度)から46番(0.33〜0.35mm程度)、さらに好ましくは36番(高さ0.58〜0.60mm)から43番(高さ0.38〜0.40mm程度)である。
【0046】
バーブ深さとはバーブの最深部からバーブ先端までの高さのことであり、キックアップとスロートデプスとを合わせた高さを指す。バーブ深さは、複合長繊維の直径以上であり、120μm以下であるのが好ましい。また、バーブ深さは複合長繊維の直径の1.7〜10.2倍であるのが好ましく、より好ましくは2.0〜7.0倍である。
【0047】
バーブの数は、1〜9個までの範囲で所望の絡合効果が得られるように選択すればよいが、主として用いるニードル(後述するパンチ数の50%以上のパンチングに用いられるニードル)のバーブ数は6個であるのが好ましい。複数個のバーブを有する場合、それぞれのバーブのニードル先端からの距離は異なっていてもよいし、同じであってもよいが、絡合処理に主として用いるニードルでは異なっていることが好ましい。
【0048】
ニードルの合計パンチ数は、800〜4000パンチ/cm2が好ましく、より好ましくは1000〜3500パンチ/cm2である。先端から等距離に複数のバーブを有するニードルによるパンチ数は、300パンチ/cm2程度以下が好ましく、10〜250パンチ/cm2程度以下がより好ましい。ニードルの合計パンチ数が800パンチ/cm2未満では、緻密化および絡合が不充分である。4000パンチ/cm2を超えると、複合長繊維の切断や割れなどの損傷が多くなる。複合長繊維の損傷が特にひどい場合には、不織布構造の形態安定性が大幅に低下すると共に緻密さが低下してしまうこともある。
【0049】
ニードルパンチ深さは、少なくとも最先端のバーブが長繊維ウェブを貫通するような深さに設定するのが好ましい。また、全てのバーブを貫通させないことが好ましい。例えば、6バーブニードルを使用する場合、好ましくは2〜5個、より好ましくは3〜4個のバーブが長繊維ウェブを貫通しないニードルパンチ深さが好ましい。
【0050】
ニードルパンチ処理による繊維の損傷を抑制し、またニードルと繊維との強い摩擦により生じる帯電や発熱などを抑制するために、長繊維ウェブ製造工程以降、絡合処理工程以前の何れかの段階で1種または2種以上の油剤を付与するのが好ましい。付与する方法としては、スプレーコーティング法、リバースロールコーティング法、キスロールコーティング法、リップコーティング法などの公知のコーティング法が採用可能であり、中でもスプレーコーティング法が長繊維ウェブに対して非接触であり、かつ、長繊維ウェブ内に短時間で浸透する低粘度の油剤が使用可能なので好ましい。
【0051】
上記のようにして得られた絡合不織布構造体の目付は100〜2000g/m2であるのが好ましく、平均見掛け密度は、好ましくは0.1〜0.3g/cm3、より好ましくは0.15〜0.25g/cm3である。また、絡合不織布構造体の厚さ方向に平行な任意の断面において、該断面にほぼ直交する複合長繊維の断面の単位面積当たりの個数(存在密度)は好ましくは350〜750個/cm2である。
【0052】
より緻密な構造を得るために、絡合不織布構造体を熱風、温水、スチームなどにより湿熱収縮処理してもよい。また、絡合処理や湿熱収縮処理に加えて、プレス処理を行うことも好ましい。プレス処理は、絡合処理の前や後に行ってもよいし、絡合処理とプレス処理同時に行ってもよい。湿熱収縮処理と同時に行うと収縮状態が不均一になるので、プレス処理は湿熱収縮処理の前や後に行うのが好ましい。
【0053】
湿熱処理は、絡合不織布構造体を、高温高湿雰囲気中で所望の緻密さになるように熱収縮させる。熱収縮処理のためには複合長繊維が水溶性樹脂と熱収縮性の繊維形成性水不溶性樹脂から構成されているのが好ましい。湿熱収縮処理の条件は、少なくとも繊維形成性水不溶性樹脂が十分に収縮し、かつ、水溶性樹脂が膨潤・可塑化するが溶出しない条件であれば特に限定されない。例えば飽和水蒸気を連続的に供給することで温度65〜100℃、相対湿度70〜100%に制御した雰囲気中へ導入する方法、および、絡合不織布構造体に水溶性樹脂が膨潤・可塑化するのに十分な量の水を付与した後で、あるいは付与しながら、次の何れかの方法で絡合不織布構造体を加熱して繊維形成性水不溶性樹脂を収縮させ、水溶性樹脂を膨潤・可塑化する方法が好ましい。
【0054】
水分が付与された絡合不織布構造体を加熱する方法としては、所望の温度に制御した雰囲気中へ導入する方法、所望の温度のエアーを絡合不織布構造体に直接作用させる方法、または赤外線などの電磁波により絡合不織布構造体を所望の温度に昇温する方法が好ましい例として挙げられる。絡合不織布構造体の面積が広いと、それ自身の重さの影響などによって熱収縮状態に斑が生じやすくなるので、絡合不織布構造体の長さ方向、幅方向の位置によって異なる温度に加熱して収縮の開始点や収縮速度を調節することも好ましい。
【0055】
前記の絡合処理や湿熱処理の他に、絡合不織布構造体を目的とする緻密さにするために、後述する高分子弾性体の含浸処理に先立って、必要に応じて、プレス処理を採用するのも好ましい。例えば、複合長繊維の存在密度が1000〜1200個/mm2程度の緻密さを目標とする場合には、湿熱処理により600〜900個/mm2程度まで緻密化させた後にプレス処理すればよい。プレス処理方法としては、前記の湿熱処理後の濡れた状態でそのままプレスする方法、湿熱処理後に乾燥状態でプレスする方法、完全には乾燥させずに一部水分が残っている状態でプレスする方法などが挙げられる。また、湿熱収縮処理や乾燥処理の温度が低下する前に、絡合不織布構造体の表面温度より低温で軟化成分を固化させつつプレス処理する方法、絡合不織布構造体の表面温度より高温で一成分をより軟化させ、また含有水分を蒸発させつつプレス処理する方法などが挙げられる。水溶性樹脂の軟化温度が繊維形成性水不溶性樹脂の軟化温度より好ましくは20℃以上、より好ましくは30℃以上低い複合長繊維を使用すると、熱収縮処理とプレス処理の併用効果がより大きくなる。また、プレス処理により絡合不織布構造体の表面をより平滑化した状態で固定できる。絡合不織布構造体の表面が平滑であると、後のバフィング等の起毛処理での研削量をより少なくすることができる。
【0056】
上記のように湿熱処理およびプレス処理して得られた絡合不織布構造体の存在密度は1000〜3500個/mm2であるのが好ましく、密度は0.34g/cm3以上であるのが好ましく、0.34〜0.85g/cm3であるのがより好ましい。
【0057】
湿熱処理及び/又はプレス処理した後の絡合不織布構造体に必要に応じて高分子弾性体の水分散液を含浸させる。複合長繊維の極細化前に含浸してもよく、極細化後に含浸してもよい。環境負荷が少ないので高分子弾性体の水系エマルジョンを用いるのが好ましい。
【0058】
前記高分子弾性体は、人工皮革用基材に従来用いられているものであれば何れも採用可能であり、具体例としてはポリウレタンエラストマー、アクリロニトリルエラストマー、オレフィンエラストマー、ポリエステルエラストマー、アクリルエラストマーが挙げられ、好ましくはポリウレタンエラストマー、アクリルエラストマーである。
【0059】
ポリウレタンエラストマーとしては、ポリエステルジオール、ポリエーテルジオール、ポリエーテルエステルジオール、ポリカーボネートジオールなどから選ばれた少なくとも1種類の平均分子量500〜3000のポリマーポリオール、4,4’−ジフェニルメタンジイソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネートなどの芳香族系、脂環族系、脂肪族系のジイソシアネートなどから選ばれた少なくとも1種のポリイソシアネート、および、エチレングリコール、エチレンジアミン等の2個以上の活性水素原子を有する少なくとも1種の低分子化合物を所定のモル比で1段階あるいは多段階の溶融重合法、塊状重合法、溶液重合法などにより重合反応させて得た各種のポリウレタンエラストマーが挙げられる。ポリウレタンエラストマー中のポリマーポリオール成分の含有量は15〜90質量%が好ましい。
【0060】
アクリルエラストマーとしては、その単独重合体のガラス転移温度が−90〜−5℃の範囲であり、好ましくは非架橋性であるモノマー、例えば、アクリル酸メチル、アクリル酸n−ブチル、アクリル酸イソブチル、アクリル酸イソプロピル、(メタ)アクリル酸n−ヘキシル、(メタ)アクリル酸2−エチルヘキシルなどから選ばれた少なくとも1種類の軟質成分、その単独重合体のガラス転移温度が50〜250℃の範囲であり、好ましくは非架橋性であるモノマー、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸イソプロピル、メタクリル酸イソブチル、メタクリル酸シクロヘキシル、(メタ)アクリル酸などから選ばれた少なくとも1種類の硬質成分、架橋構造を形成し得る単官能または多官能エチレン性不飽和化合物、または、ポリマー鎖に導入されたエチレン製不飽和モノマー単位と反応して架橋構造を形成し得る化合物、例えば、エチレングリコールジ(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレートなどから選ばれた少なくとも1種類の架橋形成性、エチレン性不飽和モノマーを重合反応させて得た各種のアクリルエラストマーが挙げられる。
【0061】
高分子弾性体の水分散液中の高分子弾性体の含有量は、0.1〜60質量%が好ましい。高分子弾性体の水分散液には、本発明の効果を損なわない範囲で、感熱ゲル化剤、染料や顔料などの着色剤、凝固調節剤、酸化防止剤、紫外線吸収剤、蛍光剤、防黴剤、浸透剤、消泡剤、滑剤、撥水剤、撥油剤、増粘剤、増量剤、硬化促進剤、発泡剤、ポリビニルアルコールやカルボキシルメチルセルロースなどの水溶性高分子化合物等の従来の人工皮革製造に使用されている各種添加剤を配合してもよい。絡合不織布構造体に含有させる高分子弾性体の量は、目的とする用途において必要とされる力学的物性、耐久性、風合いなどに応じて適宜調節すればよいが、含有させる前の絡合不織布構造体の目付けを100としたとき、その1〜80質量%が好ましく、2〜60質量%がより好ましく、5〜40質量%がさらに好ましい。高分子弾性体の含有量が1質量%に満たない場合は、高分子弾性体を均一に含有させるのが困難である。一方、高分子弾性体の含有量が80質量%を超える場合は、絡合不織布構造体が緻密であるために、風合いが顕著に硬化する上、ゴム感も強くなる。高分子弾性体の水分散液は、極細化後の不織布構造体に対して0.5〜50質量%(固形分基準)になるように絡合不織布構造体に含有させるのが好ましい。
【0062】
絡合不織布構造体に含浸した高分子弾性体の水分散液は、従来公知の乾式法または湿式法により凝固され、高分子弾性体を絡合不織布構造体内に固定する。乾式法による凝固は、例えば、絡合不織布構造体の表面を赤外線ヒーターなどの加熱装置により不織布表面温度が70〜100℃の状態で60〜300秒間処理することにより行う。湿式法による凝固は、例えば、湿球温度70〜100℃の調湿温雰囲気下で不織布表面温度60〜90℃の状態で20〜300秒間処理することにより行う。なお、凝固させた高分子弾性体を完全に固定させるために、分散媒を除去した後で加熱処理などのキュア処理を行うことも好ましい。
【0063】
次いで、高分子弾性体含有不織布構造体または高分子弾性体を含有しない絡合不織布構造体を構成する複合長繊維から水溶性樹脂を除去して複合長繊維を極細長繊維の繊維束に変換する。水溶性樹脂を除去する方法としては、繊維形成性水不溶性樹脂の非溶剤または非分解剤であり、高分子弾性体を含有させた後に除去する場合には、高分子弾性体の非溶剤または非分解剤でもある液体であって、かつ水溶性樹脂の溶剤または分解剤である液体で不織布構造体を処理する方法が好ましい。例えば、水溶性樹脂として、PVAを用いる場合は、PVAが可溶な温度の温水で除去すればよく、また、水溶性樹脂として、前記したスルホン酸アルカリ金属塩を含有する化合物などを共重合した易アルカリ分解性の変性ポリエステルを用いる場合は、水酸化ナトリウム水溶液などのアルカリ性分解剤を用いて水溶性樹脂が溶解する温度で除去すればよい。このような水溶性樹脂除去処理により、複合長繊維は繊維形成性水不溶性樹脂からなる極細長繊維の繊維束に変成され極細化不織布構造体が得られる。
【0064】
上記したように、本発明では極細長繊維の繊維束は水溶性樹脂を含む複合長繊維(水溶性樹脂を含む多成分系繊維)から該水溶性樹脂を除去することにより形成するのが好ましい。これに加えて、例えば、直接紡糸した極細長繊維(束)の少なくとも一部、或は、非水溶性樹脂のみからなる多成分系繊維から一成分を溶解除去或は多成分樹脂層間で剥離分割して得た極細長繊維(束)の少なくとも一部を、工程通過性を良好にし、高分子弾性体による極細繊維束拘束を抑制するために水溶性樹脂でコーティングして得られる極細長繊維(束)であってもよい。水溶性樹脂を溶解除去する場合には、極細繊維の表面に一部の水溶性樹脂を残存させることが、後工程で付与する高分子弾性体の水分散液を立毛表面の根元に存在させ易い点で好ましい。水溶性樹脂の存在比率は極細繊維に対して0.05%以上であるのが好ましい。
【0065】
極細化不織布構造体の厚さ方向と平行な任意の断面における存在密度は1500〜3000個/mm2が好ましく、2000〜2700個/mm2がより好ましい。極細化不織布構造体の目付は120〜1600g/m2であるのが好ましい。
【0066】
極めて高品位な立毛調人工皮革を得るためには、極細繊維束の断面積は、700μm2以下であるのが好ましい。断面積700μm2以下は、例えば極細繊維を構成するポリマーがポリエチレンテレフタレートであると、約10dtex以下の極細繊維束繊度に相当する。極細繊維立毛が短くて緻密な表面感を有するヌバック調人工皮革を得る場合には、極細繊維束の断面積は500μm2以下が好ましく、400μm2以下がより好ましい。極細繊維束の断面積の下限値は170μm2以上が好ましく、180μm2以上であるのがより好ましく、さらに好ましくは190μm2以上である。極細繊維束中の極細繊維の本数は8〜70本が好ましく、10〜60本がより好ましく、12〜45本がさらに好ましい。
【0067】
優美な外観やタッチを有する立毛面を形成させるためには、極細繊維の繊維径は0.8〜15μmであることが好ましく、より好ましくは1.0〜13μmであり、さらに好ましくは1.2〜10μmであり、1.5〜8.5μmであるのが特に好ましい。極細繊維の繊維径が15μmを超えると、立毛調人工皮革の外観品位に悪影響、例えば表面の立毛色に斑が発生したり、タッチの滑らかさが阻害されたりすることがある。一方、極細繊維の繊維径が1.0μm未満だと、立毛感は緻密になるものの、外観品位や表面物性に悪影響を生じるようになる。例えば、表面の立毛色が白っぽくなってしまったり、耐ピリング性、耐磨耗性などの表面物性が悪化したりすることがある。
【0068】
次いで、極細化不織布構造体を必要に応じて主表面と平行に複数枚にスライスし、少なくとも一方の表面を起毛して極細繊維からなる立毛を形成して立毛不織布構造体を得る。起毛処理には、サンドペーパーや針布などによるバフィング処理や、ブラッシング処理などの公知の方法を何れも用いることができる。
【0069】
立毛不織布構造体の立毛形成面に高分子弾性体の水分散液、好ましくは水系エマルジョンを塗布し、次いで、100〜150℃で乾燥する。塗布用の高分子弾性体は上記した高分子弾性体から選ばれ、ポリウレタンエラストマーおよびアクリルエラストマーが好ましい。また、立毛の根元を固定する効果が大きい点から自己乳化型ポリウレタンエマルジョンが好ましい。
塗布用水分散液の高分子弾性体濃度は比較的高濃度であることが好ましく、より好ましくは30〜40質量%である。上記範囲内であると、塗布した水分散液が立毛不織布構造体の内部に浸透してしまうこと、および、乾燥後固化した高分子弾性体が立毛上面を被覆してしまうことを防ぐことが出来る。一般的に、上記のような高濃度の高分子弾性体水分散液を塗布し、乾燥すると高分子弾性体はフィルム状に固化して立毛上面を被覆し立毛感(外観、風合い)が失われる。しかし、本発明では、上記範囲の高濃度であっても、立毛の間隙に進入し、立毛の根元およびその近傍で固化するので立毛感が保持される。
【0070】
高分子弾性体の水分散液の塗布量(固形分基準)は、立毛不織布構造体表面に対して1〜5g/m2であるのが好ましく、3〜5g/m2であるのがより好ましい。上記範囲内であると、得られる立毛調人工皮革の表面がゴムライクになることが防止されると共に立毛がその立毛感を損なうことなく不織布構造に固定され、耐ピリング性などの表面物性が改善される。
【0071】
高分子弾性体の水分散液はスプレーコーティング、グラビアコーティング、キスロールコーティング、リバースコーティング、ナイフコーティングなど公知の塗布方法により塗布されるが、グラビアコーティングにより塗布するのが好ましい。塗布量が上記範囲内である限り、立毛不織布構造体の表面全体に塗布してもいいし、表面の一部に連続的(例えば、直線状、帯状、格子状など)または不連続的(例えば、破線状、点状、斑点状など)、かつ、規則的または不規則的形状に塗布してもよい。塗布後、公知の乾燥方法により100〜150℃で乾燥し、水分散液を固化させることにより本発明の立毛調人工皮革が得られる。
【0072】
本発明の立毛調人工皮革では、水分散液を塗布し固化させて得られた高分子弾性体は、フィルム状になって立毛上部を覆うことなく、その根元およびその近傍に存在する。立毛調人工皮革の厚さ方向に平行な任意の断面において、水分散液から得られた高分子弾性体は立毛部を除いた不織布構造体の表面部に連続または不連続な層として存在する。立毛は高分子弾性体層を貫通し、外表面に突出しているが、一部の立毛が高分子弾性体層中に埋没していてもよい。
【0073】
一般的に、起毛処理した後、立毛形成面に高分子弾性体を塗布するとフィルム状に固化した高分子弾性体が立毛上面を被覆してしまい、立毛感が失われると考えられていた。従って、従来の製造方法においては、高分子弾性体を表面に塗布した後、塗布表面を起毛処理して立毛を形成していた。しかし、この方法には塗布した高分子弾性体が起毛処理により脱落してしまい耐ピリング性の効果が低減するなどの問題があった。しかし、上記の本発明の製造方法により得た立毛不織布構造体の立毛形成面に高分子弾性体水分散液を塗布すると、従来の認識とは異なり、高分子弾性体水分散液は立毛の間隙に進入するので、フィルム状に固化して立毛上面を被覆することなく、立毛の根元およびその近傍で固化する。その結果、立毛感(外観、風合い)が失われることなく立毛が不織布構造に固定され、耐ピリング性などの表面物性が改善される。
【0074】
本発明の立毛調人工皮革は、海島長繊維を極細長繊維の繊維束に変成した後の何れの段階で染色してもよい。染料は繊維の種類に応じて分散染料、反応染料、酸性染料、金属錯塩染料、硫化染料、硫化建染染料などから選択され、パッダー、ジッガー、サーキュラー、ウィンスなどの従来の人工皮革の染色に通常用いられる染色機を使用した染色される。また、染色以外にも、必要に応じて、ドライ状態での機械的もみ処理;染色機や洗濯機などを使用したウェット状態でのリラックス処理;柔軟剤、防燃剤、抗菌剤、消臭剤、撥水撥油剤などを塗布する機能性付与処理;シリコーン系樹脂、シルクプロテイン含有処理剤、グリップ性付与樹脂などによる触感改質処理;着色剤、エナメルコーティング樹脂などの前記した以外の樹脂を塗布する意匠性付与処理などの仕上げ処理を行うことも好ましい。本発明の立毛調人工皮革は、極細長繊維の繊維束が非常に緻密に集合した構造をとっているので、ウェット状態でのリラックス処理や柔軟化処理は風合いを著しく改善する。例えば、60〜140℃程度の温度範囲で界面活性剤を含む水中でリラックス処理することにより、天然皮革に勝るとも劣らない柔軟で膨らみ感があり、かつ、緻密構造がもつ充実感が損なわれていない人工皮革を得ることも可能である。
【実施例】
【0075】
次に、本発明の実施態様を具体的な実施例で説明するが、本発明はこれら実施例に限定されるものではない。なお、実施例中の部および%は、ことわりのない限り質量に関するものである。
【0076】
(1)繊度、断面積
不織布構造体を形成している複合長繊維(20個)、極細繊維束(20個)または極細繊維(20個)の断面積を走査型電子顕微鏡(倍率:数百倍〜数千倍程度)により測定し平均断面積を求めた。この平均断面積と繊維を形成するポリマーの密度から平均繊度を計算した。
【0077】
(2)存在密度
サンプルの厚さ方向と平行な任意の断面について、走査型電子顕微鏡(100〜300倍程度)を用いて、観察面積が合計0.3〜0.5mm2程度になるように、連続した断面領域を観察した。その観察視野において、断面に対してほぼ垂直に配向している複合長繊維あるいは極細繊維束の各断面の個数を数え、その合計個数を観察面積で割ることによりサンプル断面1mm2当たりに存在する複合長繊維あるいは極細繊維束の断面の個数を求めた。このような観察を1種類のサンプルに対して少なくとも5箇所以上行い、最も少ない値をそのサンプルの存在密度とした。
【0078】
(3)密度
サンプルを縦10cm、横10cmに切り出し、重量を小数点2桁まで測定した。次に荷重50g/m2の厚み測定器を使用して5点の厚さの平均を算出し、密度(g/cm3)を求めた
【0079】
(4)表面摩耗性
JIS L1096に規定されているマーチンデール磨耗試験測定方法に準じて測定した。荷重9kPa、磨耗回数5000回の条件で磨耗して測定面積内の集毛塊状(毛玉状で形状は球状に限定せず、線状、平面状等の不定形で立毛繊維同士が目視で集毛塊状になっているもので「ピリング」或いは「ピル」と称する場合もある)のうち最長の長さ0.5mm以上の個数とJIS L1076の織物及び編物のピリング試験方法の判定基準表2(ピリング判定標準写真1に基づく)によって判定等級を求めた。
【0080】
製造例
水溶性ポリビニルアルコール系樹脂の製造
攪拌機、窒素導入口、エチレン導入口および開始剤添加口を備えた100L加圧反応槽に、酢酸ビニル29.0kgおよびメタノール31.0kgを仕込み、60℃に昇温した後30分間窒素バブリングにより系中を窒素置換した。次いで反応槽圧力が5.9kgf/cm2となるようにエチレンを導入した。2,2’−アゾビス(4−メトキシ−2,4−ジメチルバレロニトリル)(開始剤)をメタノールに溶解して濃度2.8g/Lの開始剤溶液を調整し、窒素ガスによるバブリングを行って窒素置換した。上記の重合槽内温を60℃に調整した後、上記の開始剤溶液170mLを注入し重合を開始した。重合中、エチレンを導入して反応槽圧力を5.9kgf/cm2に、重合温度を60℃に維持し、上記の開始剤溶液を610mL/hrで連続添加した。10時間後に重合率が70%となったところで冷却して重合を停止した。反応槽を開放して脱エチレンした後、窒素ガスをバブリングして脱エチレンを完全に行った。
次いで減圧下に未反応酢酸ビニルモノマーを除去しエチレン変性ポリ酢酸ビニル(変性PVAc)のメタノール溶液を得た。該溶液にメタノールを加えて調製した変性PVAcの50%メタノール溶液200gに、NaOHの10%メタノール溶液46.5gを添加してケン化を行った(NaOH/酢酸ビニル単位=0.10/1(モル比))。NaOH添加後約2分で系がゲル化した。ゲル化物を粉砕器にて粉砕し、60℃で1時間放置してケン化を更に進行させた後、酢酸メチル1000gを加えて残存するNaOHを中和した。フェノールフタレイン指示薬を用いて中和したことを確認後、濾別して白色固体を得た。白色固体にメタノール1000gを加えて室温で3時間放置洗浄した。上記洗浄操作を3回繰り返した後、遠心脱液し、乾燥機中70℃で2日間放置乾燥してエチレン変性ポリビニルアルコール(変性PVA)を得た。得られた変性PVAのケン化度は98.4モル%であった。また該変性PVAを灰化した後、酸に溶解して得た試料を原子吸光光度計により分析した。ナトリウムの含有量は、変性PVA100質量部に対して0.03質量部であった。
【0081】
また、上記変性PVAcのメタノール溶液に、n−ヘキサンを加え、次いで、アセトンを加える沈殿−溶解操作を3回繰り返した後、80℃で3日間減圧乾燥を行って精製変性PVAcを得た。該変性PVAcをd6−DMSOに溶解し、80℃で500MHzプロトンNMR(JEOL GX−500)を用いて分析したところ、エチレン単位の含有量は10モル%であった。上記の変性PVAcをケン化した後(NaOH/酢酸ビニル単位=0.5(モル比))、粉砕し、60℃で5時間放置して更にケン化を進行させた。ケン化物を3日間メタノールソックスレー抽出し、抽出物を80℃で3日間減圧乾燥を行って精製変性PVAを得た。該変性PVAの平均重合度をJIS K6726に準じて測定したところ330であった。該精製変性PVAを5000MHzプロトンNMR(JEOL GX−500)により分析したところ、1,2−グリコール結合量は1.50モル%および3連鎖水酸基の含有量は83%であった。さらに該精製変性PVAの5%水溶液から厚み10μmのキャストフィルムを作成した。該フィルムを80℃で1日間減圧乾燥した後に、前述の方法により融点を測定したところ206℃であった。
【0082】
実施例1
海成分ポリマーとして上記エチレン変性ポリビニルアルコール、島成分ポリマーとしてイソフタル酸変性ポリエチレンテレフタレート(イソフタル酸単位の含有量6.0モル%)を、それぞれを個別に溶融させた。海成分ポリマー中に等断面積の島成分ポリマーが25個分布した断面を形成できる、多数のノズル孔が並列状に配置された複合紡糸用口金に、該溶融ポリマーを断面における海成分ポリマーと島成分ポリマーの平均面積比が海成分/島成分=25/75となるような圧力バランスで供給し、口金温度250℃でノズル孔より吐出させた。エアジェット・ノズル型の吸引装置で牽引細化し、約2.4dtexの海島型長繊維を紡糸し、これを裏面側から吸引しつつネット上に連続的に捕集した。ネットの移動速度を調節して堆積量を調節し、さらに80℃に保温したエンボスロールにより線圧70kg/cmで押さえ、目付30g/m2の長繊維ウェブを得た。
この長繊維ウェブ表面に油剤をスプレーした後、クロスラッパー装置を用いて長繊維ウェブを連続的に折り畳むことにより層状長繊維ウェブにした。次いで、層状長繊維ウェブをニードルパンチングにより三次元絡合して絡合不織布構造体を得た。
次いで、絡合不織布構造体の両表面に水をスプレー塗布した後、乾球温度110℃、湿球温度73℃の雰囲気中を長さ方向、幅方向のいずれにも張力が作用しないように連続的に通過させて湿熱収縮処理した。次いで、120℃の乾燥機で乾燥し、金属ロール間でプレス処理して表面を平滑にし、目付け1000g/m2、密度0.66g/cm3の絡合不織布構造体を得た。
得られた絡合不織布構造体に、ポリカーボネート系ポリウレタンの水系エマルジョン(固形分濃度20質量%)を含浸し、ピックアップ率が50%になるように金属ロールでプレスした。次いで、乾球温度110℃、湿球温度77℃の雰囲気中でポリウレタンの水分散液をゲル化させ、150℃の乾燥機でキュアした。
次いで、95℃以上の熱水で海成分である変性ポリビニルアルコールを極細繊維に対して0.1質量%残存するように抽出除去した後、120℃の乾燥機で乾燥させることで、変性ポリエチレンテレフタレートの極細長繊維の繊維束からなる不織布構造の内部にポリウレタンが含有された極細化不織布構造体(ポリウレタン含量(固形分):極細化不織布構造の11質量%)を得た。極細化不織布構造体の目付は820g/m2であった。
得られた極細化不織布構造体を主表面に平行にスライスして2分割し、分割面をサンドペーパーでバフィング処理して厚みを均一にした(厚み:0.5mm)。次いで、表面(分割面の反対面)をサンドペーパーで起毛および整毛処理して立毛不織布構造体を得た。該立毛不織布構造体の表面と断面の走査型電子顕微鏡写真を図1と2に示す。
次いで、起毛及び整毛処理した表面にポリカーボネート系ポリウレタンの高濃度水系エマルジョン(固形分濃度:30質量%)をグラビアロールにて塗布して乾燥した。塗布量(固形分基準)は4.2g/m2であった。乾燥後の表面と断面の走査型電子顕微鏡写真を図3と4に示す。
次いで、液流染色機を用いて分散染料で染色加工及び乾燥した後、ブラッシングによる整毛仕上をして立毛調人工皮革を得た(厚さ0.55mm、目付270/m2)。図2と4の比較から明らかなように、水系エマルジョンから得られた高分子弾性体は立毛の根元およびその近傍に存在し、立毛の上面は高分子弾性体に覆われていなかった。
立毛直下の極細繊維束内部に水系エマルジョンから得られた高分子弾性体が充填されているため、立毛調人工皮革は天然皮革ヌバックに似た優美な立毛外観を有するばかりでなく、風合い、耐ピリング性の何れもが極めて良好であった。また、表面にポリカーボネート系ポリウレタンの高濃度水系エマルジョン(固形分濃度:30質量%)をグラビアロールにて塗布処理した後の立毛調人工皮革の表面磨耗性は、マーチンデール磨耗試験後のピリング個数が0個で、判定等級は5級であった。
【0083】
比較例1
島成分がポリエチレンテレフタレート、海成分がポリエチレンの海島型複合繊維ステープル(島成分:海成分=60:40;繊度4.0dtex;繊維長51mm;捲縮数12クリンプ/inch)をカード、クロスラッピングしてウェブを作成した。該ウェブを40パンチ/cm2のニードルパンチを行って仮絡合処理し、目付300g/m2の極細繊維発生型繊維からなる絡合不織布を得た。上記絡合不織布と平織物を積重し、シングルバーブのフェルト針を使用して、ニードルの先端に最も近いバーブが平織物外表面より6mm突き抜ける突き刺し深さにて、絡合不織布側からパンチング密度1200パンチ/cm2でニードルパンチした。絡合不織布を構成する繊維が平織物を貫通し、平織物の外表面上に貫通した繊維からなる不織布層が形成された。次いで、ニードルの先端に最も近いバーブが絡合不織布の外表面を貫通しない突き刺し深さにて、不織布層側からパンチング密度300パンチ/cm2でニードルパンチして、平織物を貫通し、不織布層を構成する繊維の一部を折り返し、平織物に再度進入させた。この処理により、絡合不織布と平織物が絡合一体化し、目付370g/m2の人工皮革用絡合体が得られた。得られた人工皮革用絡合体にポリエーテル系ポリウレタンの15%ジメチルホルムアミド(以下、DMFと略記することがある)溶液を含浸した後、DMFと水の混合液浴中に浸漬してポリウレタンを湿式凝固した。残存するDMFを水洗除去した後、85℃のトルエン浴中で海成分のポリエチレンを抽出除去し、100℃の熱水浴中で残存するトルエンを共沸除去し、乾燥することにより、目付295g/m2、厚み0.8mmの人工皮革基体が得られた。
得られた人工皮革基体の不織布層の表面を180番のサンドペーパーにより2回バフィングして、表面を平滑にしつつ厚みを0.7mmとした。次いで、絡合不織布側の表面を240番のサンドペーパーで2回および400番のサンドペーパーで2回順次バフィングしてポリエチレンテレフタレート極細繊維からなる立毛面を形成した立毛調人工皮革を得た。
次いで、起毛及び整毛処理した表面にポリカーボネート系ポリウレタンの高濃度水系エマルジョンをグラビアロールにて塗布して乾燥する以降の処理を実施例1と同様に行った。
水系エマルジョンをグラビア塗布する前の表面と断面の走査型電子顕微鏡写真を図5と6に、水系エマルジョンをグラビア塗布して乾燥した後の表面と断面の走査型電子顕微鏡写真を図7と8に示した。図2と6から分かるように、水系エマルジョンを塗布する前の立毛不織布構造体表面の立毛状態は実施例1と同様であった。しかし、図6と8の比較から明らかなように、立毛形成面に水系エマルジョンを塗布し、固化して得られた高分子弾性体は、実施例1では立毛外観を損なうことなく立毛の根元およびその近傍に存在していたが、比較例1ではフィルム状に固化して立毛上面を覆っており立毛外観が失われていた。
【0084】
比較例2
実施例1で、起毛及び整毛処理した表面にポリカーボネート系ポリウレタンの高濃度水系エマルジョンを塗布せず、ブラッシングによる整毛仕上をして立毛調人工皮革を得た。得られた立毛調人工皮革は優美な立毛外観を有し、風合いが極めて良好であった。しかしながら、その表面磨耗性は、マーチンデール磨耗試験後のピリング数は5個で、判定等級は3−4級であった。
【産業上の利用可能性】
【0085】
本発明の立毛調人工皮革は、優美な立毛外観と良好な風合いを有し、表面物性、特に耐ピリング性に優れており、衣料、靴、バッグ、家具、カーシート、手袋、鞄、カーテンなど広い用途の人工皮革製品の製造に利用することができる。
【技術分野】
【0001】
本発明は高分子弾性体を任意に含有する、極細繊維束からなる不織布構造体からなり、該不織布構造体の少なくとも一方の表面に該極細繊維からなる立毛を有する立毛調人工皮革(スエード調人工皮革およびヌバック調人工皮革)およびその製造方法に関する。該立毛繊維の根元近傍には水系エマルジョンから得られた高分子弾性体が存在しているので、前記立毛調人工皮革は立毛の外観および風合いが良好であり、耐ピリング性に優れる。
【背景技術】
【0002】
従来、繊維束と高分子弾性体とからなる人工皮革用基材(不織布構造体)の表面に該繊維からなる立毛を形成したスエード調人工皮革やヌバック調人工皮革などの立毛調人工皮革は公知である。立毛調人工皮革は、外観(天然皮革により近い表面感)、風合い(柔軟な手触りと適度な膨らみ感や充実感の兼備)等の感性面での要求だけでなく、耐ピリング性、耐磨耗性等の物性面での要求をすべて高いレベルで満足することが求められており、これを解決すべく種々の提案がなされてきた。
【0003】
外観や風合いにおける要求を満足させるために、例えば人工皮革を構成する繊維を極細繊維にする方法が一般に用いられている。極細繊維からなる人工皮革を製造する一手法として、海島型繊維や多層貼り合わせ型繊維などの複合長繊維を分割、または、一成分を分解または抽出除去することで極細繊維束に変成させる方法が広く採用されている。該極細繊維束からなる不織布に必要に応じて高分子弾性体を含有させた人工皮革用基材を用いた立毛調人工皮革は、外観や風合いにおいて非常に高い評価を得ている。しかし、立毛繊維の繊度が小さくなると立毛はもつれ集毛しやすくピリングが発生しやすい。
【0004】
立毛面の耐ピリング性を改善するために、例えば不織布構造体の絡合度合いを大きくしたり、繊維同士を接着させあるいは繊維同士を強く拘束するために高分子弾性体を多量に含有させたりする方法が一般的に採用されている。しかし、絡合度合いを増大させたり、高分子弾性体の含有量を増加すると、一方で人工皮革の風合いが顕著に悪化し、外観や風合いと耐ピリング性などの表面物性を同時に満足させることは困難であった。
【0005】
特許文献1は、極細繊維に繊維径の4分の1より大なる径を有する繊維に対して不活性な粗大粒子を含ませるとこにより、立毛調人工皮革の耐ピリング性を改善することを提案している。前記粗大粒子が弱点となり、立毛が絡み合ってピリングを形成する前に立毛が該弱点において切断し耐ピリング効果が得られると記載されている。しかし、特許文献1に記載の方法では、海島型繊維の海成分を抽出除去した後にポリウレタンのジメチルホルムアミド(DMF)溶液を含浸凝固しているので、極細繊維束の内部へポリウレタンが侵入し、風合いの硬化が避けられない。また、立毛繊維中に粗大粒子が添加されているので、柔軟な風合いや手触りを得ることができない。
【0006】
特許文献2は、DMFなどの溶剤で立毛繊維の根元に存在する高分子弾性体の一部を溶解し、立毛繊維の根元を固定することにより立毛調人工皮革の耐ピリング性を改良することを提案している。しかし、特許文献2に記載の製造方法では、極細繊維束の内部に高分子弾性体が存在するため、風合いが硬くなることが避けられなかった。また、人工皮革用基材内部の繊維の固定効果に乏しく、また、繊維に対する高分子弾性体の把持能力が低い為に0.01デシテックス以上の繊維に対しては良好な耐ピリング性の改良効果が得られない。
【0007】
特許文献3は、繊度の大きい細繊維(A)と繊度が小さい極細繊維(B)からなる繊維束をバフィングなどにより起毛して細繊維(A)と極細繊維(B)の本数比A/Bが3/1以上である立毛を形成することを提案している。これにより、極細繊維(B)が細繊維(A)に絡みつきピリングを防止することができると記載されている。海島型繊維を極細化する前に高分子弾性体のDMF溶液を含浸凝固しているので極細繊維束の外周部および内部には高分子弾性体が実質的に存在せず柔軟な風合いや手触りを得ることが可能である。しかし、極細繊維束が高分子弾性体で固定されていないので耐ピリング性は不十分であった。
【0008】
特許文献4は、高分子弾性体を含む基体表面に立毛を形成し、次いで、微粒子の分散液を塗布し、基体内部に含浸させて得られた、弾性体中の空隙表面、極細繊維束の内部または外表面に微粒子が付着したスエード調シートを開示している。しかし、特許文献4に記載の技術は、微粒子を付着させることにより高分子弾性体と極細繊維束の機械強度を向上させることが目的であり、立毛繊維の耐ピリング性の改善は何も検討されていない。
【0009】
特許文献5は、粒径100nm以下のシリカを含有するポリエステル極細繊維を起毛して立毛繊維にすることを提案している。シリカを含有させることによりポリエステル極細繊維の破断強度を低下させ、すなわち、立毛繊維の強度を低下させてピリングが発生する前に立毛繊維が切れるようにしてピリングを防止している。しかし、ピリングの発生は低減するものの摩耗減量が多く実用上問題がある。
【0010】
特許文献6は実施例1において、高分子弾性体を含む基体の立毛表面にポリウレタン樹脂を固形分で5%含むジメチルホルムアミド溶液をグラビアコーターにて塗布することを提案している。しかしながら、特許文献6に記載の製造方法では、極細繊維束の内部に高分子弾性体が存在するため、風合いが硬くなることが避けられなかった。また、表面の立毛感が奪われてしまい柔軟な風合いや手触りを得ることができない。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開昭53−034903号公報
【特許文献2】特開昭57−154468号公報
【特許文献3】特開平7−173778号公報
【特許文献4】特開平9−250063号公報
【特許文献5】特開2004−339617号公報
【特許文献6】特開2007−262616号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
上記のように、立毛の外観や風合いと耐ピリング性などの表面物性を同時に満足させることは困難であり、立毛感(外観と風合い)を損なうことなく耐ピリング性が充分に改善された立毛調人工皮革は提供されていなかった。本発明は良好な立毛感と高い耐ピリング性を兼ね備える立毛調人工皮革およびそのような立毛調人工皮革を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは上記目的を達成するために鋭意研究を重ねた結果、水溶性樹脂を含む複合長繊維を極細化して得られる極細繊維束を起毛して得た立毛面に、高分子弾性体の水分散液を塗布し乾燥すると、高分子弾性体が立毛繊維の上部を覆うことなく立毛繊維の根元およびその近傍に存在し、得られた立毛調人工皮革が良好な立毛感と高い表面物性(耐摩耗性、耐ピリング性など)を兼ね備えていることを見出し本発明を完成した。
【0014】
すなわち、本発明は、極細長繊維の繊維束からなる不織布構造体、および、該不織布構造体内部に任意に含有された高分子弾性体からなり、少なくとも一方の表面に前記極細長繊維の立毛を有する立毛調人工皮革であって、前記極細長繊維の繊維束が水溶性樹脂を含む複合長繊維から該水溶性樹脂を除去することにより形成され、前記立毛の根元およびその近傍には高分子弾性体の水分散液から得られた高分子弾性体が存在する立毛調人工皮革に関する。
【0015】
さらに本発明は、下記の工程(a)〜(e):
(a)水溶性樹脂を含む複合長繊維を長繊維ウェブにする工程、
(b)前記長繊維ウェブを絡合処理して絡合不織布構造体を得る工程、
(c)前記絡合不織布構造体を構成する複合長繊維から水溶性樹脂を水または水溶液により抽出除去し、複合長繊維を極細長繊維の繊維束に変成させて極細化不織布構造体を得る工程、
(d)前記極細化不織布構造体の少なくとも一方の表面を起毛処理して立毛を形成し立毛不織布構造体を得る工程;および
(e)高分子弾性体の水分散液を立毛形成面に塗布し、ついで、高分子弾性体を凝固させて立毛調人工皮革を得る工程、
を含む立毛調人工皮革の製造方法に関する。
【発明の効果】
【0016】
本発明の立毛調人工皮革では極細繊維からなる立毛の表面を覆うことなく立毛の根元およびその近傍に高分子弾性体の水分散液から得られた高分子弾性体が存在する。このような立毛表面を有するので、本発明の立毛調人工皮革では立毛感(外観と風合い)を損なうことなく耐摩耗性、耐ピリング性などの表面物性が改善される。
【図面の簡単な説明】
【0017】
【図1】実施例1の立毛不織布構造体(高分子弾性体の水系エマルジョン塗布前)の表面を示す電子顕微鏡写真(50倍)である。
【図2】実施例1の立毛不織布構造体(高分子弾性体の水系エマルジョン塗布前)の断面を示す電子顕微鏡写真(100倍)である。
【図3】実施例1の立毛不織布構造体表面に高分子弾性体の水系エマルジョンを塗布し乾燥した後の表面を示す電子顕微鏡写真(50倍)である。
【図4】実施例1の立毛不織布構造体表面に高分子弾性体の水系エマルジョンを塗布し乾燥した後の断面を示す電子顕微鏡写真(100倍)である。
【図5】比較例1の立毛不織布構造体(高分子弾性体の水系エマルジョン塗布前)の表面を示す電子顕微鏡写真(50倍)である。
【図6】比較例1の立毛不織布構造体(高分子弾性体の水系エマルジョン塗布前)の断面を示す電子顕微鏡写真(100倍)である。
【図7】比較例1の立毛不織布構造体表面に高分子弾性体の水系エマルジョンを塗布し乾燥した後の表面を示す電子顕微鏡写真(50倍)である。
【図8】比較例1の立毛不織布構造体表面に高分子弾性体の水系エマルジョンを塗布し乾燥した後の断面を示す電子顕微鏡写真(100倍)である。
【発明を実施するための形態】
【0018】
本発明の立毛調人工皮革は、極細繊維束からなる不織布構造体、および、該不織布構造体に任意に含有された高分子弾性体からなり、少なくとも一方の表面に前記極細繊維束を起毛して得られた立毛を有し、例えば、以下の工程(a)〜(e)を順次実施することにより得ることができる。
【0019】
工程(a)
繊維形成性水不溶性樹脂および水溶性樹脂からなる複合長繊維を溶融紡糸し、得られた複合長繊維をカットすることなくランダムな配向状態でネット等の捕集面状に集積して、所望の目付、好ましくは10〜1000g/m2の長繊維ウェブを製造する。複合長繊維の単繊維繊度は0.9〜4.9dtexが好ましく、より好ましくは1.9〜3.9dtexである。
【0020】
工程(b)
前記長繊維ウェブを、必要に応じてクロスラッパー等を用いて厚さ方向に複数層重ね合わせた後、少なくとも6バーブのニードルを用い、1つ以上のバーブが貫通する条件で、両面から同時または交互にニードルパンチングして繊維同士を三次元絡合させて絡合不織布構造体を得る。長繊維ウェブにはその製造後かつ絡合処理までのいずれかの段階で帯電防止効果を有する油剤やニードルとの摩擦抵抗をコントロールするための油剤、繊維同士の摩擦抵抗をコントロールするための油剤などを1種または2種以上付与してもよい。
【0021】
工程(c)
前記絡合不織布構造体を構成する複合長繊維から水溶性樹脂を水または水溶液により抽出除去し、複合長繊維を極細長繊維の繊維束に変成させて極細化不織布構造体(単に不織布構造体と称することもある)を得る。
【0022】
工程(d)
前記極細化不織布構造体の少なくとも一方の表面をバフィングなどの起毛処理して表面近傍の極細繊維束を起毛し立毛不織布構造体を得る。
【0023】
工程(b)で得た絡合不織布構造体を極細化する前、あるいは、極細化不織布構造体を起毛処理する前に、不織布構造体に高分子弾性体の水分散液を含浸し、次いで、高分子弾性体を凝固させて高分子弾性体含有不織布構造体にしてもよい。
【0024】
工程(e)
前記立毛不織布構造体の少なくとも一方の表面に高分子弾性体の水分散液を塗布し、次いで、該高分子弾性体を凝固させて本発明の立毛調人工皮革を得る。
【0025】
以下、本発明をより詳しく説明する。
本発明で使用する複合長繊維は水溶性樹脂を含む少なくとも2種類の樹脂からなる多成分系繊維であり、該水溶性樹脂を水または水溶液で抽出除去することにより極細長繊維の繊維束に変換することが可能な長繊維(極細繊維発生型長繊維)である。複合長繊維は混合紡糸法、複合紡糸法などにより得られる海島型繊維、多層積層型繊維、分割型繊維などから選択される。
【0026】
極細化処理後に極細長繊維となる繊維形成性(溶融紡糸可能な)水不溶性樹脂としては、例えば、ポリエチレンテレフタレート(PET)、ポリトリメチレンテレフタレート(PTT)、ポリブチレンテレフタレート(PBT)、ポリエステルエラストマー等のポリエステル系樹脂またはその変性物、ポリアミド系樹脂またはその変性物、ポリオレフィン系樹脂またはその変性物などが挙げられる。極細繊維束が緻密に集合した構造が望ましい場合には、PET、PTT、PBT、あるいはこれらの変性物等のポリエステル系樹脂、熱収縮性ポリアミド系樹脂またはその変性物、熱収縮性ポリオレフィン系樹脂またはその変性物などの熱収縮性樹脂が好ましい。熱収縮性樹脂を用いると、緻密な表面感、充実感のある風合いなどの感性面での特徴や、耐磨耗性、耐光性、あるいは形態安定性などの物理的性能が良好な人工皮革が得られる。特に樹脂自信に撥水性のある、いわゆる疎水性樹脂である上記ポリエステル系樹脂やポリオレフィン系樹脂からなる繊維を本発明に適用した場合に顕著な効果が認められる。この効果について詳細は不明であるが、ポリエステル系樹脂の表面に水溶性樹脂が微量付着することで、ポリエステル系樹脂の撥水効果を抑制し、高分子弾性体の水分散液が立毛繊維からなる人工皮革の最表面に留まらず、極細繊維からなる立毛の根元およびその近傍まで浸透・拡散して極細繊維を固定するが、その一方で、立毛の根元から不織布構造体内部にかけて極細繊維が集束して元の極細繊維束となっている部分では極細繊維束の内部には高分子弾性体が殆ど浸入しない状態が得られる。これによって、高分子弾性体が表層に存在しているにも関わらず風合いを大きく損なうことなく、立毛の根元を止めることによるピリングの抑制効果が発現していると考えている。
【0027】
繊維形成性水不溶性樹脂の融点(Tm)は160℃以上であるのが好ましく、180〜330℃であるのがより好ましい。本発明においては、示差走査熱量計(DSC)を用いて、窒素雰囲気下、昇温速度10℃/分で室温から樹脂の種類に応じて300〜350℃まで昇温後、直ちに室温まで冷却し、再度直ちに昇温速度10℃/分で300〜350℃まで昇温したときに観測される吸熱ピークのピークトップ温度をTmとした。繊維形成性水不溶性樹脂には、紡糸段階で着色剤、紫外線吸収剤、熱安定剤、消臭剤、防かび剤、抗菌剤その他各種安定剤などを添加してもよい。
【0028】
水溶性樹脂とは、水またはアルカリ性水溶液、酸性水溶液などの水溶液により、加熱、加圧などの条件下で溶解除去または分解除去できる溶融紡糸可能な樹脂を指す。本発明において「水溶性」とは、例えば100℃の水100gに10g以上溶解することを意味する。複合長繊維は水溶性樹脂を水または水溶液により抽出除去することにより繊維形成性水不溶性樹脂からなる極細長繊維の繊維束に変換される。従って、水溶性樹脂の水に対する溶解性は繊維形成性水不溶性樹脂より大きいことが必要である。紡糸安定性の点から繊維形成性水不溶性樹脂とは親和性が小さい樹脂であって、かつ紡糸条件下では溶融粘度が繊維形成性水不溶性樹脂より小さい樹脂であるか、あるいは表面張力が繊維形成性水不溶性樹脂より小さい樹脂であることが好ましい。このような条件を満たす水溶性樹脂としては、ポリビニルアルコール系樹脂、ポリエチレングリコール系樹脂、スルホフタル酸変性ポリエステルなどのスルホン酸アルカリ金属塩を含有する化合物などを共重合した変性ポリエステル、ポリエチレンオキシド系樹脂、エチレン−酢酸ビニル共重合体、スチレン−アクリル共重合体などが挙げられ、ポリビニルアルコール単独重合体、ポリビニルアルコール系共重合体などの水溶性ポリビニルアルコール系樹脂(PVAと総称)が特に好ましい。水溶性樹脂を用いることで、絡合不織布構造体を湿熱処理する際に、水溶性樹脂が瞬時に膨潤、可塑化し、繊維形成性水不溶性樹脂の収縮を殆ど阻害することがないので、後の工程で極細繊維束が緻密に集合した不織布構造体を得ることができる。このような不織布構造体から得られる人工皮革は緻密な表面感、充実感のある風合いなどの感性面の特徴や、耐磨耗性、耐光性、形態安定性などの物理的な性能が良好である。
【0029】
前記PVAは、ビニルエステル単位を主構成単位として有するポリマーをケン化することにより得られる。ビニルエステル単位を形成するためのビニル化合物単量体としては、ギ酸ビニル、酢酸ビニル、プロピオン酸ビニル、バレリン酸ビニル、カプリン酸ビニル、ラウリン酸ビニル、ステアリン酸ビニル、安息香酸ビニル、ピバリン酸ビニルおよびバーサティック酸ビニル等が挙げられ、これらの中でもPVAを容易に得る点からは酢酸ビニルが好ましい。
【0030】
前記PVAは、ホモPVAであっても変性PVAであってもよいが、溶融紡糸性、水溶性、繊維物性の観点からは、変性PVAを用いることが好ましい。変性に用いる共重合モノマーの種類を適宜選択することで、PVAの水溶性を低下させることなく、複合長繊維を安定に製造することができる。共重合単量体の種類としては、共重合性、溶融紡糸性および繊維の水溶性の観点からエチレン、プロピレン、1−ブテン、イソブテン等の炭素数4以下のα−オレフィン類;および、メチルビニルエーテル、エチルビニルエーテル、n−プロピルビニルエーテル、イソプロピルビニルエーテル、n−ブチルビニルエーテル等のビニルエーテル類が好ましい。PVA中の共重合単位含有量は、1〜20モル%が好ましく、4〜15モル%がより好ましく、6〜13モル%がさらに好ましい。さらに、共重合単位がエチレンであると繊維物性が高くなるので、エチレン変性PVAが特に好ましい。エチレン変性PVA中のエチレン単位含有量は、好ましくは4〜15モル%、より好ましくは6〜13モル%である。
【0031】
前記PVAは、塊状重合法、溶液重合法、懸濁重合法、乳化重合法などの公知の方法で製造される。その中でも、無溶媒あるいはアルコールなどの溶媒中で重合する塊状重合法や溶液重合法が通常採用される。溶液重合の溶媒として使用されるアルコールとしては、メチルアルコール、エチルアルコール、プロピルアルコールなどの低級アルコールが挙げられる。共重合には、a、a’−アゾビスイソブチロニトリル、2,2’−アゾビス(2,4−ジメチル−バレロニトリル)、過酸化ベンゾイル、n−プロピルパーオキシカーボネートなどのアゾ系開始剤または過酸化物系開始剤などの公知の開始剤が使用される。重合温度については特に制限はないが、0℃〜150℃の範囲が適当である。
【0032】
前記PVAの粘度平均重合度(以下、重合度と略記する。)は、200〜500が好ましく、250〜470がより好ましく、300〜450がさらに好ましい。重合度が200以上だと、溶融粘度が安定的に複合化させるのに十分高い値を示し、重合度が500以下だと、溶融粘度が紡糸ノズルから容易に吐出させるのに十分低い値を示す。また、重合度500以下の、いわゆる低重合度PVAを用いることで、水または水溶液によって除去する際の溶解速度が速くなるという利点が有る。PVAの重合度は、JIS−K6726に準じて次式により求められる。
P=([η]×103/8.29)(1/0.62)
(Pは粘度平均重合度、[η]はPVAを再ケン化し、精製した後、30℃の水中で測定した極限粘度である。)
【0033】
前記PVAのケン化度は、90〜99.99モル%が好ましく、93〜99.77モル%がより好ましく、95〜99.55モル%がさらに好ましく、97〜99.33モル%が特に好ましい。ケン化度が90モル%以上だと、熱安定性が良好であり、溶融紡糸時に熱分解やゲル化をしにくくなり、ケン化度が99.99モル%以下であれば、PVAは安定に製造することが可能である。
【0034】
前記PVAのTmは、紡糸性を考慮すると160℃以上が好ましく、170〜230℃がより好ましく、175〜225℃がさらに好ましく、180〜220℃が特に好ましい。Tmが160℃以上であると、結晶性低下によるPVAの繊維強度低下を避けることができる。また、PVAの熱安定性が良好であり、繊維形成性が良好である。Tmが230℃以下であると、溶融紡糸温度をPVAの分解温度より十分低くすることができ、極細繊維発生型長繊維(海島型長繊維など)を安定に製造することができる。
【0035】
複合長繊維中に占める水溶性樹脂の比率は、面積比率で繊維断面の5〜60%が好ましく、10〜50%がより好ましい。5%より小さくなると、複合長繊維の紡糸安定性が低下するので工業的生産性が劣る。また、水溶性樹脂が少ないので、複合長繊維を湿熱収縮させる際に、繊維形成性水不溶性樹脂同士の摩擦や干渉が生じ、目的とする収縮状態、緻密化が得られない。また、絡合不織布構造体に高分子弾性体の水分散液を含浸、固化させ、次いで、水溶性樹脂を除去した場合、極細繊維束と高分子弾性体との間に形成される空隙が不十分になる。その結果、膨らみ感や充実感、緻密な表面感などが得られ難くなる。一方、水溶性樹脂の比率が60%を超えると、複合長繊維の断面における繊維形成性水不溶性樹脂の形状や分布状態が不規則になって、品質安定性が劣るばかりか、複合長繊維を湿熱収縮させる際に、収縮能を有する繊維形成性水不溶性樹脂が相対的に不足するため、目的とする収縮状態、緻密化が得られなくなる。また、水溶性樹脂の比率が高いほど、極細化不織布構造体中の極細繊維量が少なくなるので、形態安定性を付与するために必要な高分子弾性体の量が増大し、除去した水溶性樹脂を回収するために必要なエネルギーやコストの面で工業生産上の負荷が増大し、また、地球環境への負荷も増大する。従って、水溶性樹脂の比率は上記範囲内でより少なくするのが好ましい。
【0036】
本発明においては複合長繊維を切断することなく用いることが好ましい。長繊維とは、短繊維(繊維長10〜50mm)のように意図的に切断されていない繊維である。複合長繊維の繊維長は一概には特定できないが、本発明の効果を奏するためには、100mm以上が好ましく、また、技術的に製造可能であって、かつ、物理的に切れない限りは、数m、数百m、数km、あるいはそれ以上であってもよい。
【0037】
複合長繊維は上記水溶性樹脂と繊維形成性水不溶性樹脂を用いて公知の混合紡糸法、複合紡糸法などにより製造することができる。本発明においては、海成分が上記水溶性樹脂であり、島成分が上記繊維形成性水不溶性樹脂である海島型長繊維を用いることが特に好ましい。海島型繊維の島数は8〜70であるのが好ましく、断面積は70〜350μm2が好ましく、また、その断面において海成分と島成分の面積比が5/95〜60/40であるのが好ましい。
【0038】
海島型繊維の紡糸には複合紡糸用口金を用いる。複合紡糸用口金は、並列状または同心円状に等間隔で配置されている複数のノズル孔よりなる。各ノズル孔には8〜70個の島成分ポリマー用流路が均等に配置されており、島成分ポリマー用流路を取り囲むように海成分ポリマー用流路が設けられている。海成分ポリマーと島成分ポリマーは断面の海成分と島成分の面積比が上記範囲内になるような供給量または供給圧力で口金温度180〜350℃で口金から連続的に吐出される。ノズル孔直下から後述する吸引装置までの間の何れかの段階で冷却風により実質的に冷却固化しながら、高速気流を作用させ、海島型長繊維が目的の繊度になるよう均一に牽引細化する。高速気流は、通常の紡糸における機械的な引取り速度に相当する平均紡糸速度が1000〜6000m/分となるように作用させる。さらに、得られる長繊維ウェブの地合いなどに応じて海島型長繊維を衝突板や気流等により開繊させながら、コンベヤベルト状の移動式ネットなどの捕集面上に、ネットの反対面側から吸引しながら、捕集・堆積させることで長繊維ウェブを形成する。
【0039】
得られた長繊維ウェブは、後工程において必要とする形態安定性の程度に応じて、引き続きプレス、エンボス等により部分的に加熱または冷却しつつ圧着することも好ましい。海成分ポリマーの溶融粘度が島成分ポリマーより小さい場合には、60〜120℃程度の温度で加熱または冷却することにより、長繊維ウェブを構成する海島型長繊維の断面形状を大きく損なうことなく、長繊維ウェブの地合いをその後の工程でも十分に保持することができる。さらに、長繊維ウェブの形態安定性を、巻き取りなどの取り扱いが可能なレベルにまで向上させることも可能である。
【0040】
従来の人工皮革製造に一般的に使用されている、短繊維をカード機により繊維ウェブにする方法は、カード機だけでなく、カード機通過を良好にするための油剤および捲縮の付与、所定の繊維長へのカット、カット後の原綿の搬送および開繊などに一連の大型設備を必要とし、生産速度、安定生産、コストなどの点において問題がある。また、抄紙法もカット設備などの付帯設備を必要とするので、やはり前記方法と同様の問題を有する上、不織布の目付は高々200g/m2程度である。これらの短繊維を用いる方法に対して、本発明の製造方法は、紡糸から長繊維ウェブ形成まで連続した1つの工程で行われるので、設備が非常にコンパクトで簡潔であり、生産速度やコストに優れる。また、種々の工程、設備を組み合わせることによる複合的な問題が生じないので安定生産性にも優れる。また、繊維間の絡合や高分子弾性体によってのみ極細繊維が拘束されていた短繊維使用の不織布構造体に比べて、長繊維から得られる不織布構造体では極細繊維の拘束が充分であり、これを用いて得た人工皮革は、形態安定性、機械的強度、表面摩擦耐久性などに優れている。
【0041】
本発明の製造方法によれば、従来のカード機を採用する方法では困難であった、繊維径が極めて細い繊維を用いることが可能である。また、捲縮を付与する必要がなく、繊維自体が嵩高くならないので、従来より極めて緻密な不織布構造体が安定的に得られ、従来の製造方法では実現不可能であった極めて高い品位の人工皮革を得ることができる。
【0042】
従来の短繊維を用いた不織布構造体製造では、開繊装置やカード機に適した一定以上の繊維径が必要である。具体的には、断面積が200μm2以上の太さは必要であり、工業的な安定生産性を考慮すると、300〜600μm2程度の太さの繊維が一般的に採用されてきた。本発明の製造方法では、使用する繊維の太さが設備によって制約されることがないので、断面積が100μm2以下の極めて細い複合長繊維であっても使用可能である。緻密な不織布構造を得るためには、断面積は70〜350μm2が好ましく、後工程での形態安定性、取り扱い性も考慮すると80〜300μm2がより好ましい。このような断面積の複合長繊維を使用することで、得られた長繊維ウェブは、厚さ方向と平行な任意の断面において、該断面とほぼ直交する複合長繊維の断面の単位面積当たりの個数(存在密度)が、好ましくは100〜600個/mm2、より好ましくは150〜500個/mm2である繊維分布状態が得られ、後工程での絡合や収縮等により最終的に緻密な不織布構造体を得ることができる。
【0043】
上記のようにして得られた長繊維ウェブの目付けや厚さが不足している場合は、所望の目付け、厚さになるようにラッピングや積重を行って調整する。複合長繊維の形態安定性や緻密性が不足している場合や、複合長繊維の厚さ方向への配向を調節する場合には、ニードルパンチ法などの公知の方法により絡合処理を行う。これにより、長繊維ウェブを構成する複合長繊維同士、特にラッピングや積重された異なる長繊維ウェブ層中の複合長繊維同士を三次元絡合させる。ニードルパンチは、ニードルの種類(形状や番手、バーブの形状や深さ、バーブの数や位置など)、ニードルパンチ数、ニードルパンチ深さなど各種処理条件を適宜選択して実施する。
【0044】
ニードルの種類は、従来の短繊維を用いた人工皮革製造において用いられるものと同様のものも用いることが可能であるが、後述するニードルを主として用いるのが本発明の効果を得る上で好ましい。
【0045】
ニードルのブレード部(ニードル先端のバーブが形成されている部分)のサイズは30番(断面形状が正三角形であれば高さが、また円形であれば直径が0.73〜0.75mm程度)より細いことが好ましく、より好ましくは32番(0.68〜0.70mm程度)から46番(0.33〜0.35mm程度)、さらに好ましくは36番(高さ0.58〜0.60mm)から43番(高さ0.38〜0.40mm程度)である。
【0046】
バーブ深さとはバーブの最深部からバーブ先端までの高さのことであり、キックアップとスロートデプスとを合わせた高さを指す。バーブ深さは、複合長繊維の直径以上であり、120μm以下であるのが好ましい。また、バーブ深さは複合長繊維の直径の1.7〜10.2倍であるのが好ましく、より好ましくは2.0〜7.0倍である。
【0047】
バーブの数は、1〜9個までの範囲で所望の絡合効果が得られるように選択すればよいが、主として用いるニードル(後述するパンチ数の50%以上のパンチングに用いられるニードル)のバーブ数は6個であるのが好ましい。複数個のバーブを有する場合、それぞれのバーブのニードル先端からの距離は異なっていてもよいし、同じであってもよいが、絡合処理に主として用いるニードルでは異なっていることが好ましい。
【0048】
ニードルの合計パンチ数は、800〜4000パンチ/cm2が好ましく、より好ましくは1000〜3500パンチ/cm2である。先端から等距離に複数のバーブを有するニードルによるパンチ数は、300パンチ/cm2程度以下が好ましく、10〜250パンチ/cm2程度以下がより好ましい。ニードルの合計パンチ数が800パンチ/cm2未満では、緻密化および絡合が不充分である。4000パンチ/cm2を超えると、複合長繊維の切断や割れなどの損傷が多くなる。複合長繊維の損傷が特にひどい場合には、不織布構造の形態安定性が大幅に低下すると共に緻密さが低下してしまうこともある。
【0049】
ニードルパンチ深さは、少なくとも最先端のバーブが長繊維ウェブを貫通するような深さに設定するのが好ましい。また、全てのバーブを貫通させないことが好ましい。例えば、6バーブニードルを使用する場合、好ましくは2〜5個、より好ましくは3〜4個のバーブが長繊維ウェブを貫通しないニードルパンチ深さが好ましい。
【0050】
ニードルパンチ処理による繊維の損傷を抑制し、またニードルと繊維との強い摩擦により生じる帯電や発熱などを抑制するために、長繊維ウェブ製造工程以降、絡合処理工程以前の何れかの段階で1種または2種以上の油剤を付与するのが好ましい。付与する方法としては、スプレーコーティング法、リバースロールコーティング法、キスロールコーティング法、リップコーティング法などの公知のコーティング法が採用可能であり、中でもスプレーコーティング法が長繊維ウェブに対して非接触であり、かつ、長繊維ウェブ内に短時間で浸透する低粘度の油剤が使用可能なので好ましい。
【0051】
上記のようにして得られた絡合不織布構造体の目付は100〜2000g/m2であるのが好ましく、平均見掛け密度は、好ましくは0.1〜0.3g/cm3、より好ましくは0.15〜0.25g/cm3である。また、絡合不織布構造体の厚さ方向に平行な任意の断面において、該断面にほぼ直交する複合長繊維の断面の単位面積当たりの個数(存在密度)は好ましくは350〜750個/cm2である。
【0052】
より緻密な構造を得るために、絡合不織布構造体を熱風、温水、スチームなどにより湿熱収縮処理してもよい。また、絡合処理や湿熱収縮処理に加えて、プレス処理を行うことも好ましい。プレス処理は、絡合処理の前や後に行ってもよいし、絡合処理とプレス処理同時に行ってもよい。湿熱収縮処理と同時に行うと収縮状態が不均一になるので、プレス処理は湿熱収縮処理の前や後に行うのが好ましい。
【0053】
湿熱処理は、絡合不織布構造体を、高温高湿雰囲気中で所望の緻密さになるように熱収縮させる。熱収縮処理のためには複合長繊維が水溶性樹脂と熱収縮性の繊維形成性水不溶性樹脂から構成されているのが好ましい。湿熱収縮処理の条件は、少なくとも繊維形成性水不溶性樹脂が十分に収縮し、かつ、水溶性樹脂が膨潤・可塑化するが溶出しない条件であれば特に限定されない。例えば飽和水蒸気を連続的に供給することで温度65〜100℃、相対湿度70〜100%に制御した雰囲気中へ導入する方法、および、絡合不織布構造体に水溶性樹脂が膨潤・可塑化するのに十分な量の水を付与した後で、あるいは付与しながら、次の何れかの方法で絡合不織布構造体を加熱して繊維形成性水不溶性樹脂を収縮させ、水溶性樹脂を膨潤・可塑化する方法が好ましい。
【0054】
水分が付与された絡合不織布構造体を加熱する方法としては、所望の温度に制御した雰囲気中へ導入する方法、所望の温度のエアーを絡合不織布構造体に直接作用させる方法、または赤外線などの電磁波により絡合不織布構造体を所望の温度に昇温する方法が好ましい例として挙げられる。絡合不織布構造体の面積が広いと、それ自身の重さの影響などによって熱収縮状態に斑が生じやすくなるので、絡合不織布構造体の長さ方向、幅方向の位置によって異なる温度に加熱して収縮の開始点や収縮速度を調節することも好ましい。
【0055】
前記の絡合処理や湿熱処理の他に、絡合不織布構造体を目的とする緻密さにするために、後述する高分子弾性体の含浸処理に先立って、必要に応じて、プレス処理を採用するのも好ましい。例えば、複合長繊維の存在密度が1000〜1200個/mm2程度の緻密さを目標とする場合には、湿熱処理により600〜900個/mm2程度まで緻密化させた後にプレス処理すればよい。プレス処理方法としては、前記の湿熱処理後の濡れた状態でそのままプレスする方法、湿熱処理後に乾燥状態でプレスする方法、完全には乾燥させずに一部水分が残っている状態でプレスする方法などが挙げられる。また、湿熱収縮処理や乾燥処理の温度が低下する前に、絡合不織布構造体の表面温度より低温で軟化成分を固化させつつプレス処理する方法、絡合不織布構造体の表面温度より高温で一成分をより軟化させ、また含有水分を蒸発させつつプレス処理する方法などが挙げられる。水溶性樹脂の軟化温度が繊維形成性水不溶性樹脂の軟化温度より好ましくは20℃以上、より好ましくは30℃以上低い複合長繊維を使用すると、熱収縮処理とプレス処理の併用効果がより大きくなる。また、プレス処理により絡合不織布構造体の表面をより平滑化した状態で固定できる。絡合不織布構造体の表面が平滑であると、後のバフィング等の起毛処理での研削量をより少なくすることができる。
【0056】
上記のように湿熱処理およびプレス処理して得られた絡合不織布構造体の存在密度は1000〜3500個/mm2であるのが好ましく、密度は0.34g/cm3以上であるのが好ましく、0.34〜0.85g/cm3であるのがより好ましい。
【0057】
湿熱処理及び/又はプレス処理した後の絡合不織布構造体に必要に応じて高分子弾性体の水分散液を含浸させる。複合長繊維の極細化前に含浸してもよく、極細化後に含浸してもよい。環境負荷が少ないので高分子弾性体の水系エマルジョンを用いるのが好ましい。
【0058】
前記高分子弾性体は、人工皮革用基材に従来用いられているものであれば何れも採用可能であり、具体例としてはポリウレタンエラストマー、アクリロニトリルエラストマー、オレフィンエラストマー、ポリエステルエラストマー、アクリルエラストマーが挙げられ、好ましくはポリウレタンエラストマー、アクリルエラストマーである。
【0059】
ポリウレタンエラストマーとしては、ポリエステルジオール、ポリエーテルジオール、ポリエーテルエステルジオール、ポリカーボネートジオールなどから選ばれた少なくとも1種類の平均分子量500〜3000のポリマーポリオール、4,4’−ジフェニルメタンジイソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネートなどの芳香族系、脂環族系、脂肪族系のジイソシアネートなどから選ばれた少なくとも1種のポリイソシアネート、および、エチレングリコール、エチレンジアミン等の2個以上の活性水素原子を有する少なくとも1種の低分子化合物を所定のモル比で1段階あるいは多段階の溶融重合法、塊状重合法、溶液重合法などにより重合反応させて得た各種のポリウレタンエラストマーが挙げられる。ポリウレタンエラストマー中のポリマーポリオール成分の含有量は15〜90質量%が好ましい。
【0060】
アクリルエラストマーとしては、その単独重合体のガラス転移温度が−90〜−5℃の範囲であり、好ましくは非架橋性であるモノマー、例えば、アクリル酸メチル、アクリル酸n−ブチル、アクリル酸イソブチル、アクリル酸イソプロピル、(メタ)アクリル酸n−ヘキシル、(メタ)アクリル酸2−エチルヘキシルなどから選ばれた少なくとも1種類の軟質成分、その単独重合体のガラス転移温度が50〜250℃の範囲であり、好ましくは非架橋性であるモノマー、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸イソプロピル、メタクリル酸イソブチル、メタクリル酸シクロヘキシル、(メタ)アクリル酸などから選ばれた少なくとも1種類の硬質成分、架橋構造を形成し得る単官能または多官能エチレン性不飽和化合物、または、ポリマー鎖に導入されたエチレン製不飽和モノマー単位と反応して架橋構造を形成し得る化合物、例えば、エチレングリコールジ(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレートなどから選ばれた少なくとも1種類の架橋形成性、エチレン性不飽和モノマーを重合反応させて得た各種のアクリルエラストマーが挙げられる。
【0061】
高分子弾性体の水分散液中の高分子弾性体の含有量は、0.1〜60質量%が好ましい。高分子弾性体の水分散液には、本発明の効果を損なわない範囲で、感熱ゲル化剤、染料や顔料などの着色剤、凝固調節剤、酸化防止剤、紫外線吸収剤、蛍光剤、防黴剤、浸透剤、消泡剤、滑剤、撥水剤、撥油剤、増粘剤、増量剤、硬化促進剤、発泡剤、ポリビニルアルコールやカルボキシルメチルセルロースなどの水溶性高分子化合物等の従来の人工皮革製造に使用されている各種添加剤を配合してもよい。絡合不織布構造体に含有させる高分子弾性体の量は、目的とする用途において必要とされる力学的物性、耐久性、風合いなどに応じて適宜調節すればよいが、含有させる前の絡合不織布構造体の目付けを100としたとき、その1〜80質量%が好ましく、2〜60質量%がより好ましく、5〜40質量%がさらに好ましい。高分子弾性体の含有量が1質量%に満たない場合は、高分子弾性体を均一に含有させるのが困難である。一方、高分子弾性体の含有量が80質量%を超える場合は、絡合不織布構造体が緻密であるために、風合いが顕著に硬化する上、ゴム感も強くなる。高分子弾性体の水分散液は、極細化後の不織布構造体に対して0.5〜50質量%(固形分基準)になるように絡合不織布構造体に含有させるのが好ましい。
【0062】
絡合不織布構造体に含浸した高分子弾性体の水分散液は、従来公知の乾式法または湿式法により凝固され、高分子弾性体を絡合不織布構造体内に固定する。乾式法による凝固は、例えば、絡合不織布構造体の表面を赤外線ヒーターなどの加熱装置により不織布表面温度が70〜100℃の状態で60〜300秒間処理することにより行う。湿式法による凝固は、例えば、湿球温度70〜100℃の調湿温雰囲気下で不織布表面温度60〜90℃の状態で20〜300秒間処理することにより行う。なお、凝固させた高分子弾性体を完全に固定させるために、分散媒を除去した後で加熱処理などのキュア処理を行うことも好ましい。
【0063】
次いで、高分子弾性体含有不織布構造体または高分子弾性体を含有しない絡合不織布構造体を構成する複合長繊維から水溶性樹脂を除去して複合長繊維を極細長繊維の繊維束に変換する。水溶性樹脂を除去する方法としては、繊維形成性水不溶性樹脂の非溶剤または非分解剤であり、高分子弾性体を含有させた後に除去する場合には、高分子弾性体の非溶剤または非分解剤でもある液体であって、かつ水溶性樹脂の溶剤または分解剤である液体で不織布構造体を処理する方法が好ましい。例えば、水溶性樹脂として、PVAを用いる場合は、PVAが可溶な温度の温水で除去すればよく、また、水溶性樹脂として、前記したスルホン酸アルカリ金属塩を含有する化合物などを共重合した易アルカリ分解性の変性ポリエステルを用いる場合は、水酸化ナトリウム水溶液などのアルカリ性分解剤を用いて水溶性樹脂が溶解する温度で除去すればよい。このような水溶性樹脂除去処理により、複合長繊維は繊維形成性水不溶性樹脂からなる極細長繊維の繊維束に変成され極細化不織布構造体が得られる。
【0064】
上記したように、本発明では極細長繊維の繊維束は水溶性樹脂を含む複合長繊維(水溶性樹脂を含む多成分系繊維)から該水溶性樹脂を除去することにより形成するのが好ましい。これに加えて、例えば、直接紡糸した極細長繊維(束)の少なくとも一部、或は、非水溶性樹脂のみからなる多成分系繊維から一成分を溶解除去或は多成分樹脂層間で剥離分割して得た極細長繊維(束)の少なくとも一部を、工程通過性を良好にし、高分子弾性体による極細繊維束拘束を抑制するために水溶性樹脂でコーティングして得られる極細長繊維(束)であってもよい。水溶性樹脂を溶解除去する場合には、極細繊維の表面に一部の水溶性樹脂を残存させることが、後工程で付与する高分子弾性体の水分散液を立毛表面の根元に存在させ易い点で好ましい。水溶性樹脂の存在比率は極細繊維に対して0.05%以上であるのが好ましい。
【0065】
極細化不織布構造体の厚さ方向と平行な任意の断面における存在密度は1500〜3000個/mm2が好ましく、2000〜2700個/mm2がより好ましい。極細化不織布構造体の目付は120〜1600g/m2であるのが好ましい。
【0066】
極めて高品位な立毛調人工皮革を得るためには、極細繊維束の断面積は、700μm2以下であるのが好ましい。断面積700μm2以下は、例えば極細繊維を構成するポリマーがポリエチレンテレフタレートであると、約10dtex以下の極細繊維束繊度に相当する。極細繊維立毛が短くて緻密な表面感を有するヌバック調人工皮革を得る場合には、極細繊維束の断面積は500μm2以下が好ましく、400μm2以下がより好ましい。極細繊維束の断面積の下限値は170μm2以上が好ましく、180μm2以上であるのがより好ましく、さらに好ましくは190μm2以上である。極細繊維束中の極細繊維の本数は8〜70本が好ましく、10〜60本がより好ましく、12〜45本がさらに好ましい。
【0067】
優美な外観やタッチを有する立毛面を形成させるためには、極細繊維の繊維径は0.8〜15μmであることが好ましく、より好ましくは1.0〜13μmであり、さらに好ましくは1.2〜10μmであり、1.5〜8.5μmであるのが特に好ましい。極細繊維の繊維径が15μmを超えると、立毛調人工皮革の外観品位に悪影響、例えば表面の立毛色に斑が発生したり、タッチの滑らかさが阻害されたりすることがある。一方、極細繊維の繊維径が1.0μm未満だと、立毛感は緻密になるものの、外観品位や表面物性に悪影響を生じるようになる。例えば、表面の立毛色が白っぽくなってしまったり、耐ピリング性、耐磨耗性などの表面物性が悪化したりすることがある。
【0068】
次いで、極細化不織布構造体を必要に応じて主表面と平行に複数枚にスライスし、少なくとも一方の表面を起毛して極細繊維からなる立毛を形成して立毛不織布構造体を得る。起毛処理には、サンドペーパーや針布などによるバフィング処理や、ブラッシング処理などの公知の方法を何れも用いることができる。
【0069】
立毛不織布構造体の立毛形成面に高分子弾性体の水分散液、好ましくは水系エマルジョンを塗布し、次いで、100〜150℃で乾燥する。塗布用の高分子弾性体は上記した高分子弾性体から選ばれ、ポリウレタンエラストマーおよびアクリルエラストマーが好ましい。また、立毛の根元を固定する効果が大きい点から自己乳化型ポリウレタンエマルジョンが好ましい。
塗布用水分散液の高分子弾性体濃度は比較的高濃度であることが好ましく、より好ましくは30〜40質量%である。上記範囲内であると、塗布した水分散液が立毛不織布構造体の内部に浸透してしまうこと、および、乾燥後固化した高分子弾性体が立毛上面を被覆してしまうことを防ぐことが出来る。一般的に、上記のような高濃度の高分子弾性体水分散液を塗布し、乾燥すると高分子弾性体はフィルム状に固化して立毛上面を被覆し立毛感(外観、風合い)が失われる。しかし、本発明では、上記範囲の高濃度であっても、立毛の間隙に進入し、立毛の根元およびその近傍で固化するので立毛感が保持される。
【0070】
高分子弾性体の水分散液の塗布量(固形分基準)は、立毛不織布構造体表面に対して1〜5g/m2であるのが好ましく、3〜5g/m2であるのがより好ましい。上記範囲内であると、得られる立毛調人工皮革の表面がゴムライクになることが防止されると共に立毛がその立毛感を損なうことなく不織布構造に固定され、耐ピリング性などの表面物性が改善される。
【0071】
高分子弾性体の水分散液はスプレーコーティング、グラビアコーティング、キスロールコーティング、リバースコーティング、ナイフコーティングなど公知の塗布方法により塗布されるが、グラビアコーティングにより塗布するのが好ましい。塗布量が上記範囲内である限り、立毛不織布構造体の表面全体に塗布してもいいし、表面の一部に連続的(例えば、直線状、帯状、格子状など)または不連続的(例えば、破線状、点状、斑点状など)、かつ、規則的または不規則的形状に塗布してもよい。塗布後、公知の乾燥方法により100〜150℃で乾燥し、水分散液を固化させることにより本発明の立毛調人工皮革が得られる。
【0072】
本発明の立毛調人工皮革では、水分散液を塗布し固化させて得られた高分子弾性体は、フィルム状になって立毛上部を覆うことなく、その根元およびその近傍に存在する。立毛調人工皮革の厚さ方向に平行な任意の断面において、水分散液から得られた高分子弾性体は立毛部を除いた不織布構造体の表面部に連続または不連続な層として存在する。立毛は高分子弾性体層を貫通し、外表面に突出しているが、一部の立毛が高分子弾性体層中に埋没していてもよい。
【0073】
一般的に、起毛処理した後、立毛形成面に高分子弾性体を塗布するとフィルム状に固化した高分子弾性体が立毛上面を被覆してしまい、立毛感が失われると考えられていた。従って、従来の製造方法においては、高分子弾性体を表面に塗布した後、塗布表面を起毛処理して立毛を形成していた。しかし、この方法には塗布した高分子弾性体が起毛処理により脱落してしまい耐ピリング性の効果が低減するなどの問題があった。しかし、上記の本発明の製造方法により得た立毛不織布構造体の立毛形成面に高分子弾性体水分散液を塗布すると、従来の認識とは異なり、高分子弾性体水分散液は立毛の間隙に進入するので、フィルム状に固化して立毛上面を被覆することなく、立毛の根元およびその近傍で固化する。その結果、立毛感(外観、風合い)が失われることなく立毛が不織布構造に固定され、耐ピリング性などの表面物性が改善される。
【0074】
本発明の立毛調人工皮革は、海島長繊維を極細長繊維の繊維束に変成した後の何れの段階で染色してもよい。染料は繊維の種類に応じて分散染料、反応染料、酸性染料、金属錯塩染料、硫化染料、硫化建染染料などから選択され、パッダー、ジッガー、サーキュラー、ウィンスなどの従来の人工皮革の染色に通常用いられる染色機を使用した染色される。また、染色以外にも、必要に応じて、ドライ状態での機械的もみ処理;染色機や洗濯機などを使用したウェット状態でのリラックス処理;柔軟剤、防燃剤、抗菌剤、消臭剤、撥水撥油剤などを塗布する機能性付与処理;シリコーン系樹脂、シルクプロテイン含有処理剤、グリップ性付与樹脂などによる触感改質処理;着色剤、エナメルコーティング樹脂などの前記した以外の樹脂を塗布する意匠性付与処理などの仕上げ処理を行うことも好ましい。本発明の立毛調人工皮革は、極細長繊維の繊維束が非常に緻密に集合した構造をとっているので、ウェット状態でのリラックス処理や柔軟化処理は風合いを著しく改善する。例えば、60〜140℃程度の温度範囲で界面活性剤を含む水中でリラックス処理することにより、天然皮革に勝るとも劣らない柔軟で膨らみ感があり、かつ、緻密構造がもつ充実感が損なわれていない人工皮革を得ることも可能である。
【実施例】
【0075】
次に、本発明の実施態様を具体的な実施例で説明するが、本発明はこれら実施例に限定されるものではない。なお、実施例中の部および%は、ことわりのない限り質量に関するものである。
【0076】
(1)繊度、断面積
不織布構造体を形成している複合長繊維(20個)、極細繊維束(20個)または極細繊維(20個)の断面積を走査型電子顕微鏡(倍率:数百倍〜数千倍程度)により測定し平均断面積を求めた。この平均断面積と繊維を形成するポリマーの密度から平均繊度を計算した。
【0077】
(2)存在密度
サンプルの厚さ方向と平行な任意の断面について、走査型電子顕微鏡(100〜300倍程度)を用いて、観察面積が合計0.3〜0.5mm2程度になるように、連続した断面領域を観察した。その観察視野において、断面に対してほぼ垂直に配向している複合長繊維あるいは極細繊維束の各断面の個数を数え、その合計個数を観察面積で割ることによりサンプル断面1mm2当たりに存在する複合長繊維あるいは極細繊維束の断面の個数を求めた。このような観察を1種類のサンプルに対して少なくとも5箇所以上行い、最も少ない値をそのサンプルの存在密度とした。
【0078】
(3)密度
サンプルを縦10cm、横10cmに切り出し、重量を小数点2桁まで測定した。次に荷重50g/m2の厚み測定器を使用して5点の厚さの平均を算出し、密度(g/cm3)を求めた
【0079】
(4)表面摩耗性
JIS L1096に規定されているマーチンデール磨耗試験測定方法に準じて測定した。荷重9kPa、磨耗回数5000回の条件で磨耗して測定面積内の集毛塊状(毛玉状で形状は球状に限定せず、線状、平面状等の不定形で立毛繊維同士が目視で集毛塊状になっているもので「ピリング」或いは「ピル」と称する場合もある)のうち最長の長さ0.5mm以上の個数とJIS L1076の織物及び編物のピリング試験方法の判定基準表2(ピリング判定標準写真1に基づく)によって判定等級を求めた。
【0080】
製造例
水溶性ポリビニルアルコール系樹脂の製造
攪拌機、窒素導入口、エチレン導入口および開始剤添加口を備えた100L加圧反応槽に、酢酸ビニル29.0kgおよびメタノール31.0kgを仕込み、60℃に昇温した後30分間窒素バブリングにより系中を窒素置換した。次いで反応槽圧力が5.9kgf/cm2となるようにエチレンを導入した。2,2’−アゾビス(4−メトキシ−2,4−ジメチルバレロニトリル)(開始剤)をメタノールに溶解して濃度2.8g/Lの開始剤溶液を調整し、窒素ガスによるバブリングを行って窒素置換した。上記の重合槽内温を60℃に調整した後、上記の開始剤溶液170mLを注入し重合を開始した。重合中、エチレンを導入して反応槽圧力を5.9kgf/cm2に、重合温度を60℃に維持し、上記の開始剤溶液を610mL/hrで連続添加した。10時間後に重合率が70%となったところで冷却して重合を停止した。反応槽を開放して脱エチレンした後、窒素ガスをバブリングして脱エチレンを完全に行った。
次いで減圧下に未反応酢酸ビニルモノマーを除去しエチレン変性ポリ酢酸ビニル(変性PVAc)のメタノール溶液を得た。該溶液にメタノールを加えて調製した変性PVAcの50%メタノール溶液200gに、NaOHの10%メタノール溶液46.5gを添加してケン化を行った(NaOH/酢酸ビニル単位=0.10/1(モル比))。NaOH添加後約2分で系がゲル化した。ゲル化物を粉砕器にて粉砕し、60℃で1時間放置してケン化を更に進行させた後、酢酸メチル1000gを加えて残存するNaOHを中和した。フェノールフタレイン指示薬を用いて中和したことを確認後、濾別して白色固体を得た。白色固体にメタノール1000gを加えて室温で3時間放置洗浄した。上記洗浄操作を3回繰り返した後、遠心脱液し、乾燥機中70℃で2日間放置乾燥してエチレン変性ポリビニルアルコール(変性PVA)を得た。得られた変性PVAのケン化度は98.4モル%であった。また該変性PVAを灰化した後、酸に溶解して得た試料を原子吸光光度計により分析した。ナトリウムの含有量は、変性PVA100質量部に対して0.03質量部であった。
【0081】
また、上記変性PVAcのメタノール溶液に、n−ヘキサンを加え、次いで、アセトンを加える沈殿−溶解操作を3回繰り返した後、80℃で3日間減圧乾燥を行って精製変性PVAcを得た。該変性PVAcをd6−DMSOに溶解し、80℃で500MHzプロトンNMR(JEOL GX−500)を用いて分析したところ、エチレン単位の含有量は10モル%であった。上記の変性PVAcをケン化した後(NaOH/酢酸ビニル単位=0.5(モル比))、粉砕し、60℃で5時間放置して更にケン化を進行させた。ケン化物を3日間メタノールソックスレー抽出し、抽出物を80℃で3日間減圧乾燥を行って精製変性PVAを得た。該変性PVAの平均重合度をJIS K6726に準じて測定したところ330であった。該精製変性PVAを5000MHzプロトンNMR(JEOL GX−500)により分析したところ、1,2−グリコール結合量は1.50モル%および3連鎖水酸基の含有量は83%であった。さらに該精製変性PVAの5%水溶液から厚み10μmのキャストフィルムを作成した。該フィルムを80℃で1日間減圧乾燥した後に、前述の方法により融点を測定したところ206℃であった。
【0082】
実施例1
海成分ポリマーとして上記エチレン変性ポリビニルアルコール、島成分ポリマーとしてイソフタル酸変性ポリエチレンテレフタレート(イソフタル酸単位の含有量6.0モル%)を、それぞれを個別に溶融させた。海成分ポリマー中に等断面積の島成分ポリマーが25個分布した断面を形成できる、多数のノズル孔が並列状に配置された複合紡糸用口金に、該溶融ポリマーを断面における海成分ポリマーと島成分ポリマーの平均面積比が海成分/島成分=25/75となるような圧力バランスで供給し、口金温度250℃でノズル孔より吐出させた。エアジェット・ノズル型の吸引装置で牽引細化し、約2.4dtexの海島型長繊維を紡糸し、これを裏面側から吸引しつつネット上に連続的に捕集した。ネットの移動速度を調節して堆積量を調節し、さらに80℃に保温したエンボスロールにより線圧70kg/cmで押さえ、目付30g/m2の長繊維ウェブを得た。
この長繊維ウェブ表面に油剤をスプレーした後、クロスラッパー装置を用いて長繊維ウェブを連続的に折り畳むことにより層状長繊維ウェブにした。次いで、層状長繊維ウェブをニードルパンチングにより三次元絡合して絡合不織布構造体を得た。
次いで、絡合不織布構造体の両表面に水をスプレー塗布した後、乾球温度110℃、湿球温度73℃の雰囲気中を長さ方向、幅方向のいずれにも張力が作用しないように連続的に通過させて湿熱収縮処理した。次いで、120℃の乾燥機で乾燥し、金属ロール間でプレス処理して表面を平滑にし、目付け1000g/m2、密度0.66g/cm3の絡合不織布構造体を得た。
得られた絡合不織布構造体に、ポリカーボネート系ポリウレタンの水系エマルジョン(固形分濃度20質量%)を含浸し、ピックアップ率が50%になるように金属ロールでプレスした。次いで、乾球温度110℃、湿球温度77℃の雰囲気中でポリウレタンの水分散液をゲル化させ、150℃の乾燥機でキュアした。
次いで、95℃以上の熱水で海成分である変性ポリビニルアルコールを極細繊維に対して0.1質量%残存するように抽出除去した後、120℃の乾燥機で乾燥させることで、変性ポリエチレンテレフタレートの極細長繊維の繊維束からなる不織布構造の内部にポリウレタンが含有された極細化不織布構造体(ポリウレタン含量(固形分):極細化不織布構造の11質量%)を得た。極細化不織布構造体の目付は820g/m2であった。
得られた極細化不織布構造体を主表面に平行にスライスして2分割し、分割面をサンドペーパーでバフィング処理して厚みを均一にした(厚み:0.5mm)。次いで、表面(分割面の反対面)をサンドペーパーで起毛および整毛処理して立毛不織布構造体を得た。該立毛不織布構造体の表面と断面の走査型電子顕微鏡写真を図1と2に示す。
次いで、起毛及び整毛処理した表面にポリカーボネート系ポリウレタンの高濃度水系エマルジョン(固形分濃度:30質量%)をグラビアロールにて塗布して乾燥した。塗布量(固形分基準)は4.2g/m2であった。乾燥後の表面と断面の走査型電子顕微鏡写真を図3と4に示す。
次いで、液流染色機を用いて分散染料で染色加工及び乾燥した後、ブラッシングによる整毛仕上をして立毛調人工皮革を得た(厚さ0.55mm、目付270/m2)。図2と4の比較から明らかなように、水系エマルジョンから得られた高分子弾性体は立毛の根元およびその近傍に存在し、立毛の上面は高分子弾性体に覆われていなかった。
立毛直下の極細繊維束内部に水系エマルジョンから得られた高分子弾性体が充填されているため、立毛調人工皮革は天然皮革ヌバックに似た優美な立毛外観を有するばかりでなく、風合い、耐ピリング性の何れもが極めて良好であった。また、表面にポリカーボネート系ポリウレタンの高濃度水系エマルジョン(固形分濃度:30質量%)をグラビアロールにて塗布処理した後の立毛調人工皮革の表面磨耗性は、マーチンデール磨耗試験後のピリング個数が0個で、判定等級は5級であった。
【0083】
比較例1
島成分がポリエチレンテレフタレート、海成分がポリエチレンの海島型複合繊維ステープル(島成分:海成分=60:40;繊度4.0dtex;繊維長51mm;捲縮数12クリンプ/inch)をカード、クロスラッピングしてウェブを作成した。該ウェブを40パンチ/cm2のニードルパンチを行って仮絡合処理し、目付300g/m2の極細繊維発生型繊維からなる絡合不織布を得た。上記絡合不織布と平織物を積重し、シングルバーブのフェルト針を使用して、ニードルの先端に最も近いバーブが平織物外表面より6mm突き抜ける突き刺し深さにて、絡合不織布側からパンチング密度1200パンチ/cm2でニードルパンチした。絡合不織布を構成する繊維が平織物を貫通し、平織物の外表面上に貫通した繊維からなる不織布層が形成された。次いで、ニードルの先端に最も近いバーブが絡合不織布の外表面を貫通しない突き刺し深さにて、不織布層側からパンチング密度300パンチ/cm2でニードルパンチして、平織物を貫通し、不織布層を構成する繊維の一部を折り返し、平織物に再度進入させた。この処理により、絡合不織布と平織物が絡合一体化し、目付370g/m2の人工皮革用絡合体が得られた。得られた人工皮革用絡合体にポリエーテル系ポリウレタンの15%ジメチルホルムアミド(以下、DMFと略記することがある)溶液を含浸した後、DMFと水の混合液浴中に浸漬してポリウレタンを湿式凝固した。残存するDMFを水洗除去した後、85℃のトルエン浴中で海成分のポリエチレンを抽出除去し、100℃の熱水浴中で残存するトルエンを共沸除去し、乾燥することにより、目付295g/m2、厚み0.8mmの人工皮革基体が得られた。
得られた人工皮革基体の不織布層の表面を180番のサンドペーパーにより2回バフィングして、表面を平滑にしつつ厚みを0.7mmとした。次いで、絡合不織布側の表面を240番のサンドペーパーで2回および400番のサンドペーパーで2回順次バフィングしてポリエチレンテレフタレート極細繊維からなる立毛面を形成した立毛調人工皮革を得た。
次いで、起毛及び整毛処理した表面にポリカーボネート系ポリウレタンの高濃度水系エマルジョンをグラビアロールにて塗布して乾燥する以降の処理を実施例1と同様に行った。
水系エマルジョンをグラビア塗布する前の表面と断面の走査型電子顕微鏡写真を図5と6に、水系エマルジョンをグラビア塗布して乾燥した後の表面と断面の走査型電子顕微鏡写真を図7と8に示した。図2と6から分かるように、水系エマルジョンを塗布する前の立毛不織布構造体表面の立毛状態は実施例1と同様であった。しかし、図6と8の比較から明らかなように、立毛形成面に水系エマルジョンを塗布し、固化して得られた高分子弾性体は、実施例1では立毛外観を損なうことなく立毛の根元およびその近傍に存在していたが、比較例1ではフィルム状に固化して立毛上面を覆っており立毛外観が失われていた。
【0084】
比較例2
実施例1で、起毛及び整毛処理した表面にポリカーボネート系ポリウレタンの高濃度水系エマルジョンを塗布せず、ブラッシングによる整毛仕上をして立毛調人工皮革を得た。得られた立毛調人工皮革は優美な立毛外観を有し、風合いが極めて良好であった。しかしながら、その表面磨耗性は、マーチンデール磨耗試験後のピリング数は5個で、判定等級は3−4級であった。
【産業上の利用可能性】
【0085】
本発明の立毛調人工皮革は、優美な立毛外観と良好な風合いを有し、表面物性、特に耐ピリング性に優れており、衣料、靴、バッグ、家具、カーシート、手袋、鞄、カーテンなど広い用途の人工皮革製品の製造に利用することができる。
【特許請求の範囲】
【請求項1】
極細長繊維の繊維束からなる不織布構造体、および、該不織布構造体内部に任意に含有された高分子弾性体からなり、少なくとも一方の表面に前記極細長繊維の立毛を有する立毛調人工皮革であって、前記極細長繊維の繊維束が水溶性樹脂を含む複合長繊維から該水溶性樹脂を除去することにより形成され、前記立毛の根元およびその近傍には高分子弾性体の水分散液から得られた高分子弾性体が存在する立毛調人工皮革。
【請求項2】
前記水分散液から得られた高分子弾性体が前記不織布構造体の表面上に1〜5g/m2存在している請求項1に記載の立毛調人工皮革。
【請求項3】
前記水溶性樹脂が水溶性ポリビニルアルコール系樹脂である請求項1または2に記載の立毛調人工皮革。
【請求項4】
前記水分散液から得られた高分子弾性体が、立毛を除く前記不織布構造体の表面部に連続又は不連続の高分子弾性体層として存在し、該立毛が該高分子弾性体層を貫通し外表面に突出している請求項1〜3のいずれか1項に記載の立毛調人工皮革。
【請求項5】
下記の工程(a)〜(e):
(a)水溶性樹脂を含む複合長繊維を長繊維ウェブにする工程、
(b)前記長繊維ウェブを絡合処理して絡合不織布構造体を得る工程、
(c)前記絡合不織布構造体を構成する複合長繊維から水溶性樹脂を水または水溶液により抽出除去し、複合長繊維を極細長繊維の繊維束に変成させて極細化不織布構造体を得る工程、
(d)前記極細化不織布構造体の少なくとも一方の表面を起毛処理して立毛を形成し立毛不織布構造体を得る工程;および
(e)高分子弾性体の水分散液を前記立毛形成面に塗布し、ついで、高分子弾性体を凝固させて立毛調人工皮革を得る工程、
を含む立毛調人工皮革の製造方法
【請求項6】
前記水溶性樹脂が水溶性ポリビニルアルコール系樹脂である請求項5に記載の製造方法。
【請求項7】
前記高分子弾性体の水分散液の前記立毛不織布構造体表面への塗布量(固形分基準)が、1〜5g/m2である請求項5または6に記載の製造方法。
【請求項1】
極細長繊維の繊維束からなる不織布構造体、および、該不織布構造体内部に任意に含有された高分子弾性体からなり、少なくとも一方の表面に前記極細長繊維の立毛を有する立毛調人工皮革であって、前記極細長繊維の繊維束が水溶性樹脂を含む複合長繊維から該水溶性樹脂を除去することにより形成され、前記立毛の根元およびその近傍には高分子弾性体の水分散液から得られた高分子弾性体が存在する立毛調人工皮革。
【請求項2】
前記水分散液から得られた高分子弾性体が前記不織布構造体の表面上に1〜5g/m2存在している請求項1に記載の立毛調人工皮革。
【請求項3】
前記水溶性樹脂が水溶性ポリビニルアルコール系樹脂である請求項1または2に記載の立毛調人工皮革。
【請求項4】
前記水分散液から得られた高分子弾性体が、立毛を除く前記不織布構造体の表面部に連続又は不連続の高分子弾性体層として存在し、該立毛が該高分子弾性体層を貫通し外表面に突出している請求項1〜3のいずれか1項に記載の立毛調人工皮革。
【請求項5】
下記の工程(a)〜(e):
(a)水溶性樹脂を含む複合長繊維を長繊維ウェブにする工程、
(b)前記長繊維ウェブを絡合処理して絡合不織布構造体を得る工程、
(c)前記絡合不織布構造体を構成する複合長繊維から水溶性樹脂を水または水溶液により抽出除去し、複合長繊維を極細長繊維の繊維束に変成させて極細化不織布構造体を得る工程、
(d)前記極細化不織布構造体の少なくとも一方の表面を起毛処理して立毛を形成し立毛不織布構造体を得る工程;および
(e)高分子弾性体の水分散液を前記立毛形成面に塗布し、ついで、高分子弾性体を凝固させて立毛調人工皮革を得る工程、
を含む立毛調人工皮革の製造方法
【請求項6】
前記水溶性樹脂が水溶性ポリビニルアルコール系樹脂である請求項5に記載の製造方法。
【請求項7】
前記高分子弾性体の水分散液の前記立毛不織布構造体表面への塗布量(固形分基準)が、1〜5g/m2である請求項5または6に記載の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−74541(P2011−74541A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−228448(P2009−228448)
【出願日】平成21年9月30日(2009.9.30)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月30日(2009.9.30)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]