
耐変形性及び装飾効果に優れた薄肉金属容器
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は耐変形性及び装飾効果に優れた薄肉金属容器に関するるものであり、より詳細には内容物を充填し、加熱殺菌を行ったとき或いは開封を行ったときの耐変形性や、表面印刷による装飾効果に優れた薄肉金属容器に関する。本発明は、飲料、とくに加熱殺菌を用する低酸性飲料を主体とする食料品の充填密封に有用な薄肉金属容器に関する。
【0002】
【従来の技術】低酸性飲料用金属容器では加熱した内容物を充填密封し、レトルト殺菌を行っている。レトルト殺菌を行った容器は減圧状態となることにより減圧レトルト法と称されるが、この減圧レトルト法ではレトルト殺菌時に通常2kg/cm2 程度の外圧が作用することになり、金属容器はこれに耐えられるものが要求される。
【0003】以上のような減圧レトルト殺菌処理では、金属容器の薄肉化を図るには限界がある。近年、内容物の充填時に液体窒素を同時に充填密封し、金属容器内を常に陽圧状態に保ってレトルト処理する陽圧レトルト法、またはレトルト時の容器内圧の変動に合わせて外圧を制御する等差圧レトルト法などの採用により金属容器の薄肉化が図られている。さらに、内容物と容器とを別々に殺菌処理を行い、無菌状態にて殺菌された容器に殺菌された内容物を充填するいわゆる無菌充填法が近年紙容器を中心に採用されており、その無菌充填法の採用により、金属容器の薄肉化を図ることが出来る。この無菌充填法では、金属容器内圧が−0.6kg/cm2 程度以下の減圧状態から2kg/cm2程度以下の陽圧状態にて使用される。
【0004】従来、薄肉金属容器の補強手段として、容器の側壁に周方向にビードを形成させることが知られている。ビード加工法により耐圧性を向上させることは可能であるが、そのためには比較的深いビードを多段に入れる必要がある。しかし、多段のビード加工を施した容器では、容器側壁の印刷画面がゆがむ、或いは見えにくい等の問題点が生じ、美的感覚上実際の容器に殆ど採用されていないのが現状である。
【0005】また、種々の目的で容器側壁に多面体壁を形成することが知られている。例えば、特開昭53−143485号公報及び特開昭54−710号公報に見られる提案は、缶体の側壁に刻線や凹凸を設けることにより、缶体の手による屈曲や圧潰を容易にするというものであり、耐変形性の向上とは全く逆のものである。
【0006】さらに、特開昭63−178933号公報での提案は、容器側壁に膨出許容部と、これが膨出した後での減圧変形を防止する強化部を設けたもので、本発明が改善を意図する耐変形性とは別のものと認められる。
【0007】
【発明が解決しようとする問題点】金属容器を薄肉化した場合、第1に開缶時および開缶後の保形性に問題が生ずる。すなわち、容器を把持して蓋の開封を行った時あるいは開封後に容器の剛性が不足し、感覚的に不安定さを感じ、或いは極端な場合には容器が変形して内容物が溢れ出す現象が生じる。たとえば容器の素材が表面処理鋼板の場合、その板厚が0.12mm以下になると保形性の不足が顕著となり、上記の問題が生ずる恐れがある。
【0008】第2に、減圧状態にて無菌充填した薄肉金属容器においては、減圧による容器の変形が問題となる。たとえば容器の素材が表面処理鋼板の場合、その板厚が0.12mm以下になると金属容器内圧が−0.5kg/cm2程度の減圧状態では缶胴が座屈変形を生じる。
【0009】従来の提案にみられる手段は何れも、上記問題の解決にほど遠いものであり、更に包装容器の美観を損なわず、商品価値を向上させるという目的に対しても未だ満足し得るものではない。
【0010】本発明者らは、薄肉化された金属容器に、以下に詳細に説明する特定の多面体壁構造を導入すると、容器の保形性及び耐減圧性が著しく向上し、且つ装飾効果にも優れることを見いだした。
【0011】すなわち、本発明の目的は、容器側壁が著しく薄肉化されていながら、耐変形性に優れており、容器を把持して蓋の開封を行った時にも内容物の膨出を生じることがなく、容器の素材コストが低減され、容器自体が軽量化され且つ容器の廃棄処理も容易な薄肉金属容器を提供することにある。
【0012】本発明の他の目的は、缶外面が多面体に基づく特異な立体感と美観を備え、さらに印刷効果を損なうことのない薄肉金属容器を提供することにある。
【0013】
【問題を解決するための手段】本発明によれば、缶胴の少なくとも一部に周状多面体壁が形成され、該多面体壁は構成単位面と、構成単位面同士が接する境界稜線及び境界稜線同士が交わる交叉部を有し、該境界稜線及び交叉部は構成単位面に比べて相対的に容器外側に凸となっており、構成単位面は対向する交叉部間で滑らかに窪んだ部分を有し、構成単位面の周方向に隣合った容器軸方向配列が位相差をなしており、且つ構成単位面の窪んだ部分は式「数1」5t≦R≦r式中、tは缶胴の厚み(mm)、rは缶胴の半径(mm)、Rは曲率半径(mm)である、を満足する曲率半径を有することを特徴とする耐変形性及び装飾効果に優れた薄肉金属容器が提供される。
【0014】本発明では、前記構成単位面の容器軸方向の最大長さをLとし、構成単位面の缶周方向の最大巾をwとしたとき、L及びwが式「数2」0.2≦L/w≦4の関係を満たすことが好ましく、また構成単位面の周方向最大巾を与える交叉点間対角線と構成単位面の軸方向最大長さを与える交叉点間対角線との距離(両対角線をそれぞれ直角に結ぶ線の長さ)をd0 及びこの線が構成単位面と交わる位置と構成単位面の軸方向最大長さを与える交叉点間対角線との距離をd1 としたとき、d1 はd0 の関係で次式「数3」0.5≦d1 /d0 ≦2を満足する範囲内にあることが望ましい。
【0015】
【作用】容器を構成する金属素材を薄肉化することは、素材コストを低減させ、容器自体を軽量化し且つ容器の廃棄処理も容易にするために重要な課題であるが、本発明では、器壁金属素材をこの様に著しく薄肉化しながら優れた保形性、耐圧変形性、装飾効果を達成するために、容器胴部の少なくとも一部に以下に述べる特定の周状多面体壁を形成する。
【0016】この周状多面体壁は、構成単位面と、構成単位面同士が接する境界稜線及び境界稜線同士が交わる交叉部からなる。構成単位面とは、周状多面体壁の軸方向(容器高さ方向)及び周方向に反復して現れる単位面であり、この面は以下に詳細に説明する屈曲面からなる。構成単位面相互は、軸方向及び周方向に境界稜線を介して接しており、この境界線同士が交わる位置に交叉部、即ち頂点が存在する。
【0017】本発明では、境界稜線及び交叉部を構成単位面に比べて相対的に容器外側に突出させ且つこれと合い補うように構成単位面を対向する交叉部間で滑らかに容器内側に窪ましたこと及び構成単位面の周方向に隣合った容器軸方向配列を位相差をなした配列としたことが重要な特徴である。
【0018】周状多面体壁の上記配置では、周方向及び軸方向の任意の方向に、境界稜線及び交叉部から成る凸部と、構成単位面の滑らかな凹部とが必ず交互になるような配置、即ち凸部−凹部−凸部−凹部といった繰り返し配置となる。しかも、これらの凸部及び凹部は、構成単位面がガッチリしかも隙間無しに噛み合って形成されているため、金属素材が薄肉であるにもかかわらず、器壁の変形に対する抵抗が著しく大きいものとなっている。薄肉金属容器の場合、ビードのような屈曲部が小さく、しかも方向性のあるものでは、補強効果は殆ど認められないが、本発明の配置では、屈曲部(凹部及び凸部)が構成単位面間に形成されているため大きな構造となっており、しかもどの方向にも繰り返しが現れ、方向性がないため、優れた保形性、耐減圧変形性及び装飾効果が得られるものである。
【0019】缶胴側壁へ上記多面体パターンを加工した本発明の金属容器は特異な立体感と美観とを備えており、装飾効果に優れているという特徴を有する。容器に多面体パターンを設ける場合、突出した部分よりもむしろ窪んだ部分が装飾効果に重大な影響をもたらすことがわかった。即ち窪みが深く屈折した部分があると、この部分が陰影となり易く、表面の印刷画像等を見ずらくし、装飾効果を低下させ、美観を損なうものとなるが、本発明の多面体パターンにおいては、構成単位面が対向する交叉部間で容器内側に滑らかに窪んでいるため、構成単位面はごく平面に近い滑らかな形状となり、しかも構成単位面の規則正しい組合せが装飾効果を高めるものである。
【0020】本発明者らは、局部圧縮強度測定法により金属容器の保形性を評価すると共に、耐減圧変形性を測定した。その結果、缶胴側壁へ上記多面体パターンを加工した本発明の金属容器は優れた保形性及び耐減圧変形性を有することが判明した。
【0021】本発明では、構成単位面の窪んだ部分は「数1」を満足する曲率半径を有することが、装飾効果、保形性及び耐減圧変形性の点で重要である。即ち、上記構成単位面の窪みの曲率半径Rは5t(tは缶壁の板厚)以上であり、缶胴の半径r以下であることが装飾効果、保形性、耐減圧変形性上重要である。窪みの曲率半径Rが缶壁の板厚tの5倍を下回る場合、その窪みに加工時の折れ目が形成され、装飾効果上好ましくない。窪みの曲率半径Rが缶胴の半径rを上回る場合、一つの構成単位面におけるごく平面に近い部分の面積が小さくなり、装飾性の好ましい効果が薄れることになる。
【0022】窪みの曲率半径Rが缶壁の板厚tの5倍を下回る場合、その窪みに加工時の折れ目が形成されるが、保形性の評価の際の局部圧縮時にその折れ目にて折れ込む様に比較的容易に変形を生じるため、保形性上好ましくない。一方、窪みの曲率半径Rが缶胴の半径rを上回る場合、窪みの深さが浅くなり局部的な変形抵抗力が小さくなるため好ましくない。
【0023】耐減圧変形性の点で、本発明の多面体パターンを構成する構成単位面の窪みの曲率半径Rは缶胴の半径r以下で有ることが好ましく、特に好ましくは0.6r以下である。窪みの曲率半径Rが缶胴の半径rを上回る場合、窪みの深さが浅くなり、有効な耐減圧変形性を保持することが難しくなる。
【0024】本発明の缶胴における凹部、凸部の繰り返し構造では、多面体壁形成前の容器胴表面積と多面体壁形成後の容器胴表面積とを実質的にほぼ等しく保ちながら成形が可能なため、塗膜の損傷が発生することなく、優れた耐腐食性が維持され、加工後に残留する応力も少なく、レトルト殺菌やその後の経時に於ける被膜密着性の経時的低下も有効に解消される。
【0025】本発明において、前記構成単位面の容器軸方向の最大長さLと、構成単位面の缶周方向の最大巾をwとは、「数2」の関係を満たすことが、本発明の目的に望ましく、特に
【数4】0.5≦L/w≦2の範囲にあるのがよい。L/Wが上記範囲をはずれると、保形性、耐減圧変形性が劣ってくる。L/wの値は缶径と缶高との比率を考慮したデザイン上の観点から上記範囲内にて適時決めることが出来る。
【0026】また、構成単位面の周方向最大巾を与える交叉点間対角線と構成単位面の軸方向最大長さを与える交叉点間対角線との距離(両対角線をそれぞれ直角に結ぶ線の長さ)をd0 及びこの線が構成単位面と交わる位置と構成単位面の軸方向最大長さを与える交叉点間対角線との距離をd1 としたとき、d1 はd0 の関係で「数3」を満足する範囲内にあることが望ましい。d1 /d0 が上記範囲を下回ると保形性及び耐減圧変形性の点で劣るようになる。d1 /d0 が上記範囲を上回ると、多面体パターンの成形が難しくなり、また装飾効果の点で劣ってくる。
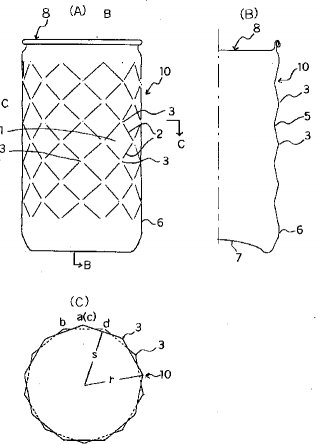
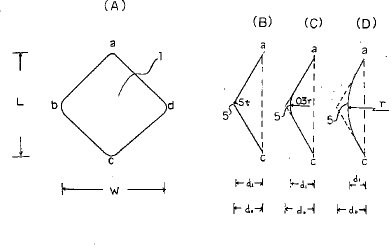
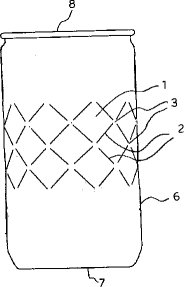
【0027】(基本構造及び形状)本発明の薄肉金属容器の一例を示す図1において、(A)はこの容器の側面図、(B)は部分側面断面図及び(C)は水平断面図である。この容器10は、金属素材の絞り加工或いは絞りしごき加工で形成された上部開口の側壁部6及び閉塞底部7と上端に巻締めにより設けられた蓋体8とから成っている。この胴部10には、周状に多面体壁が形成されており、この多面体壁は、構成単位面1と、構成単位面同士が接する境界稜線2及び境界稜線同士が交わる交叉部3を有し、該境界稜線2及び交叉部3は構成単位面に比べて相対的に容器外側に凸、構成単位面1の対向する交叉部間の部分5は相対的に容器内側に凹となっている。またこの多面体壁では、構成単位面1の隣合った容器軸方向配列が位相差をなした配列とされている。
【0028】この具体例において、構成単位面1は、四辺形(菱形)abcd(図2参照)から成っており、構成単位面1の周方向に隣合った容器軸方向配列が丁度1/2の位相差をなして配列されている。
【0029】図2は構成単位面の説明図であって、(A)は構成単位面の平面図であり、(B)、(C)及び(D)、窪みの曲率半径Rとの関係で構成単位面の中央部の垂直断面を示す図である。図2(A)は図1の容器胴部に使用される多面体壁面の四辺形単位面1の一例を取り出して示したものであり、菱形abcdが構成単位面1となっている。菱形における各辺ab、bc、cd、daは容器側面に形成される境界稜線2に相当する辺であり、外向きに凸となる頂点a、b、c、dが交叉部3に該当する。
【0030】側壁が円筒の場合、上方頂点aと下方頂点cとは同一径の円周面上に位置しており、左方頂点bと右方頂点dとは同一径の円周面上に位置している。配列が1/2の位相差をなしている場合、全ての頂点は同一径の円周面上に位置しており、図1(C)に示す通り、これら頂点に対応する容器胴部内半径は、最大半径rである。一方、各稜線ab、bc、cd、daは端で径外方に最も突出しているが、中間に行くに従って容器中心軸からの距離、即ち径が減少するようになっている。周方向の対角線bdの中点の径sをとると、この径sはrよりも小さく、図1(C)の場合、最小内半径を与える。容器胴上の単位面を軸方向に投影したとき、頂点acは重なるが、軸方向の対角線acは、周方向の対角線bdとは重ならずに対角線bdよりも径外方向に位置しており、四辺形abcdは滑らかに湾曲した面となっている。
【0031】図2の(A)において、構成単位面としての菱形寸法は、周方向対角線bdの長さをwとし、軸方向対角線acの高さをLとすると、w及びLはそれぞれ構成単位面の周方向最大巾及び軸方向の最大長さとなる。軸方向対角線の長さac(高さL)に比して、実際の構成単位面上のac断面での長さは長く、このac断面は容器内側に滑らかに窪んだ曲線となっている。構成単位面のac断面の長さは、窪みの曲率半径R=5t(図2(B))、R=0.3r(図2(C))、R=r(図2(D))が大きくなるに従って、短くなる。
【0032】各構成単位面において、周方向対角線bdの長さ(w)と実際の構成単位面上のbd断面での長さとが異なる場合がある。例えば、図1の(C)では、周方向対角線bdと実際の構成単位面上のbd断面とが一致していて、それらの長さが等しいが、この断面における辺の中点は周方向対角線bdの位置よりも径外方向に位置していたり、径内方向に位置している場合がある。
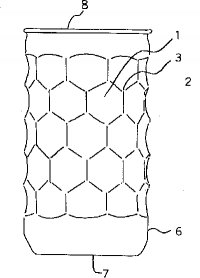
【0033】図1及び図2に示す例では、ac断面が滑らかに湾曲しており、bd断面は実質上ストレートであるが、他の具体例を示す図3においては、ac断面もbd断面も共に内方に滑らかに窪むように湾曲している。
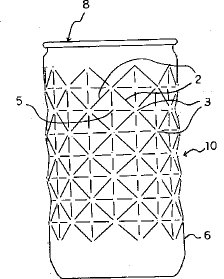
【0034】また、本発明においては、構成単位面は四辺形、特に菱形であることが好ましいが、これに限定されず、他の多角形とする事も勿論可能であり、例えば六角形とすることができる。図4は構成単位面が六角形であるである例を示す。この場合も、多面体の基本的構成は、前述した場合と同様である。
【0035】多面体パターンは、容器胴部のほぼ全面に設けることが好ましいが、容器の中央部にのみ設けるようにすることもできる。図5は、多面体壁を容器胴部の中央部に設けた例を示す。
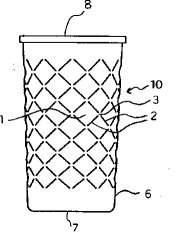
【0036】本発明における多面体壁構造は、円筒形の容器胴部のみならず、テーパ状の容器胴部にも、広く適用することができる。図6は、カップ状容器の側面図である。この容器では、多面体壁の内で最も径外方向に突出している交叉部3が円筒面ではなく、テーパ面上に位置しており、且つ構成単位面に関して、周方向配列では同一形状、同一サイズが維持されるが、軸方向配列では、サイズが上部から底部に行くに従って、小さくなっているが、相似形の関係は維持されている。その他の形状及び配列の因子は、円筒形の場合と同様である。テーパ状容器におけるテーパ角度は、一般に1乃至30度、特に5乃至10度の範囲にあるのが好ましい。
【0037】(製造法)本発明は、金属素材(樹脂との積層体も含む)等を筒状に成形し、対向する端線部を溶接、接着或いはハンダ付け等の手段で接合して側面継ぎ目付き容器胴部を成形し、この容器胴部の両端を天地蓋と巻締し、或いは蓋とヒートシールした所謂スリーピース容器や、金属素材或いはその積層体を有底容器胴部、即ちカップに絞り成形或いは絞りしごき成形に付し、この有底容器胴部の上端に蓋を巻締して成る所謂ツーピース容器に適用することができる。
【0038】本発明の容器は、蓋を取り付ける前の容器胴部を、内型と外型とで型押して前記多面体を形成することにより製造される。使用する内型は、前記多面体の交叉部及び稜線に対応する突起を表面に有するものであり、一方使用する外型は、前記多面体の窪みに対応する滑らかな突起を表面に有するものであり、これらの内型及び外型を容器胴部を介して噛み合わせることにより、多面体の形成が行われる。
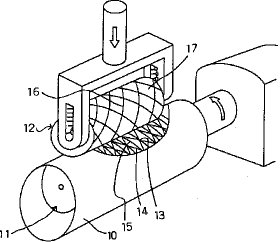
【0039】図7は、容器胴部への多面体刻設の方法を示す説明図であり、理解が容易なように容器胴部の一部を切り欠いた状態で示してある。この例では構成単位面が四辺形の場合を示すが、構成単位面が四辺形以外の場合でも原理的にこれと変わりがない。容器胴部10は内型11及び外型12に挟まれた状態で回転される。内型11の表面には、多面体の交叉部に対応した突起13及び境界稜線に対応した突条14と、構成単位面に対応する窪んだ凹面15とが形成されている。一方、外型12の表面には、多面体の交叉部及び境界稜線に対応した溝16と、構成単位面に対応する凸面17とが形成されている。
【0040】これらの内型11と外型12とを容器胴部10を介して噛み合わせ、且つこれらを同期した速度で回転させることにより、容器胴部への多面体の刻設が行われる。尚、回転に際して一部に噛み合わせがずれる場合には内型或いは外型の回転軸が若干上下動するようにしてもよい。
【0041】図7に示す具体例において、内型11及び外型12は、容器胴部10よりも小さい径を有しているが、内型11と外型12の表面における基本面構成単位の周方向への配置数は容器胴部周囲のそれに比べて1個或いは複数個少ないものとしているが、実用上多面体の形成には問題はない。内型11と外型12とを離すことにより、多面体刻設容器胴部の取り出しが容易に行われる。
【0042】(金属素材)本発明は、胴部の厚みが0.12mm以下の薄肉化金属容器に適用される。絞りしごき缶では、最も薄肉化された胴部の厚みが0.12mm以下であればよい。缶胴の薄肉化の要請は、金属素材のコスト低下、廃棄処理の容易化、省資源化の点で絶えざるものであるが、本発明はこれらの要請に答えるものである。
【0043】金属素材としては各種表面処理鋼やアルミニウム等の軽金属が使用される。表面処理鋼としては、冷圧延鋼板乃至箔に、亜鉛メッキ、錫メッキ、ニッケルメッキ、電解クロム酸処理、クロム酸処理等の表面処理の一種叉は二種以上行なったものや、最終圧延に先立って前記メッキ処理を行い、次いで冷間圧延処理を行って得られる表面処理板乃至箔を用いることができる。好適な表面処理鋼の一例は、電解クロム酸処理鋼箔であり、特に10乃至200mg/m 2 の金属クロム層と1乃至50mg/m 2 (金属クロム換算)のクロム酸化物層とを備えたものであり、このものは塗膜密着性と耐腐食性との組み合わせに優れている。表面処理鋼の他の例は、0.5乃至11.2g/m 2 の錫メッキ量を有する軟質乃至硬質ブリキ板乃至箔である。このブリキは金属クロム換算で0.5乃至100mg/m 2 のクロム酸叉はクロム酸/リン酸処理が行われていることが望ましい。
【0044】軽金属としては、所謂純アルミニウムの他にアルミニウム合金が使用される。耐腐食性と加工性との点で優れたアルミニウム合金は、Mn:0.2乃至1.5重量%、Mg:0.8乃至5重量%、Zn:0.25乃至0.3重量%、Cu:0.15乃至0.25重量%、残部がAlの組成を有するものである。これらの軽金属も、金属クロム換算で、クロム量が3乃至300mg/m 2 となるようなクロム酸処理或いはクロム酸/リン酸処理が行われることが望ましい。
【0045】本発明では、多面体パターン刻設に先立った何れかの段階或いは多面体パターン刻設後に、金属素材或いは容器に樹脂の保護被覆を施すことができる。保護被覆の形成は、保護塗料を設けることにより、或いは熱可塑性樹脂フィルムをラミネートすることにより行われる。
【0046】保護塗料としては、熱硬化性及び熱可塑性樹脂からなる任意の保護塗料:例えばフェノール−エポキシ塗料、アミノ−エポキシ塗料等の変性エポキシ塗料:例えば塩化ビニル−酢酸ビニル共重合体、塩化ビニル−酢酸ビニル共重合体部分ケン化物、塩化ビニル−酢酸ビニル−無水マレイン酸共重合体、エポキシ変性−、エポキシアミノ変性−或はエポキシフェノール変性−ビニル塗料等のビニルまたは変性ビニル塗料:アクリル樹脂系塗料:スチレン−ブタジエン系共重合体等の合成ゴム系塗料等の単独または2種以上の組合せが使用される。
【0047】これらの塗料は、エナメル或はラッカー等の有機溶媒溶液の形で、或は水性分散液または水溶液の形で、ローラ塗装、スプレー塗装、浸漬塗装、静電塗装、電気泳動塗装等の形で金属素材に施す。勿論、前記樹脂塗料が熱硬化性の場合には、必要により塗料を焼付ける。保護塗膜は、耐腐食性と加工性との見地から、一般に2乃至30μm、特に3乃至20μmの厚み(乾燥状態)を有することが望ましい。また、加工性を向上させるために、塗膜中に、各種滑剤を含有させておくことができる。
【0048】ラミネートに用いる熱可塑性樹脂フィルムとしては、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリルエステル共重合体、アイオノマー等のオレフィン系樹脂フィルム:ポリエチレンテレフタレート、ポリブチレンテレフタレート、エチレンテレフタレート/イソフタレート共重合体等のポリエステルフィルム:ナイロン6、ナイロン6,6、ナイロン11、ナイロン12等のポリアミドフィルム:ポリ塩化ビニルフィルム:ポリ塩化ビニリデンフィルム等を挙げることができる。これらのフィルムは未延伸のものでも、二軸延伸のものでもよい。その厚みは、一般に3乃至50μm、特に5乃至40μmの範囲にあることが望ましい。フィルムの金属素材への積層は、熱融着法、ドライラミネーション、押出コート法等により行われ、フィルムと金属箔との間に接着性(熱融着性)が乏しい場合には、例えばウレタン系接着剤、エポキシ系接着剤、酸変性オレフィン樹脂系接着剤、コポリアミド系接着剤、コポリエステル系接着剤を介在させることができる。
【0049】
【実施例】本発明を次の例でより詳細に説明する。なお実施例中の測定は次の通り行った。
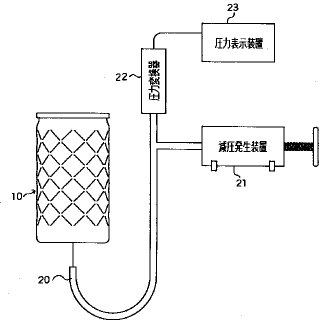
【0050】(耐減圧変形性の測定)耐減圧変形性は、図8に示す装置を用いて、容器内部の減圧により、容器の永久変形が生じる圧力を測定することにより行う。即ち、容器10を配管20を介して、減圧発生装置21に接続すると共に、圧力変換機22を介して圧力表示装置23に接続し、容器10の減圧の程度を減圧発生装置21で調節し、容器の永久変形が生じる圧力を圧力表示装置23で読みとる。
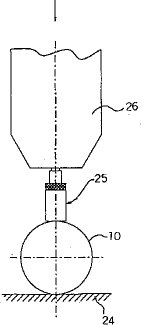
【0051】(保形性の測定)図9は、保形性の評価に使用する局部圧縮強度測定法を説明する側面図である。容器10を、平坦なアンビル24上に、押圧すべき部分がほぼ水平になるように載せ、先端に、直径5mm、長さ22mmの先部が平坦な硬度約50のラバー製の圧子25を取り付けた荷重計26で缶或いはカップ10の中央部を押圧する。その時の変形量・荷重曲線のピーク荷重を局部圧縮強度とした。ここで押圧すべき部分が水平とは、缶の中心軸が水平であり、テーパ状のカップの場合は、押圧すべきテーパ状側壁の部分が水平となっていることを意味している。
【0052】実施例1板厚0.08mmの電解クロム酸処理鋼箔の両面に、厚さ0.02mmの二軸延伸ポリエステルフィルムを熱融着法によりラミネートした材料を用いて絞り、再絞り加工により半径rを22.5mm、容器高さ80mmの容器胴部を成形した。この容器胴部に、図1及び2に示す最小構成単位面を、容器高の中心を含み、円周方向に9個連続させ、且つ容器軸方向に1/2位相差で60mm幅で設け、L/Wを0.96、深さ比d1 /d0 を0.95、構成単位面の窪み曲率Rを5tとなるように外面体を図7に示した押し具を用いて形成し、上端に蓋を巻締めた。この容器胴部の保形性能を調べる目的で、図9に示した装置を用いて局部圧縮強度を測定したところ4.8Kgと高い値を示し、官能試験による評価値2.0Kgを十分満足した。次にこの容器胴部の耐減圧性能を調べる目的で、図8に示した装置を用いて容器胴部が永久変形を起こす容器内圧力を測定したところ、−0.82Kg/cm2 と高い減圧度を示し、耐減圧の基準値−0.6Kg/cm2 を十分満足した。またこの容器胴部は、表面に施された印刷の細部が、多面体の刻設によって読み取り難くなることもなく、特異な立体感のある美観を有しており、加工の無い円筒状の容器と比べても装飾効果において全く遜色がなかった。保形性、耐減圧性、装飾効果を評価した結果を表1に示す。
【0053】実施例2実施例2は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.87、構成単位面の窪み曲率Rを0.3rとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。局部圧縮強度を測定したところ 5.0Kg以上の値を示し、保形性の評価値2.0Kgを十分満足した。また、耐減圧性も耐減圧の基準値−0.6Kg/cm2 を十分満足した。さらに、この容器の構成単位面の窪み曲率Rが0.3rであることが、特に優れた立体感のある美観を有しており、加工の無い円筒状の容器と比べて装飾効果に優れていることが確かめられた。その結果を表1に示す。
【0054】実施例3実施例3は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.78、構成単位面の窪み曲率Rを0.6rとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。保形性、耐減圧性はそれぞれ評価基準を満足し、装飾効果においても円筒状の容器と比べて遜色はなかった。その結果を表1に示す。
【0055】実施例4実施例4は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.67、構成単位面の窪み曲率Rをrとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。保形性は評価基準を満足したが、耐減圧性は耐減圧強度−0.52Kg/cm2 を示し、評価基準−0.6Kg/cm2 を満足しなかったものの耐変形性に有効な−0.3Kg/cm2 以上の減圧耐性は満足した。装飾効果においては、円筒状の容器と比べて多少劣っていた。その結果を表1に示す。
【0056】実施例5実施例5は板厚0.08mmの電解クロム酸処理鋼箔の両面に、厚さ0.02mmの二軸延伸ポリエステルフィルムを熱融着法によりラミネートした材料を用いて絞り、再絞り加工により上端部半径22.5mm、中心部半径rを21.0mm、容器高さ80mmとなるテーパ状容器を成形した。この容器胴部に、図6に示す最小構成単位面を、容器高の中心を含み、円周方向に10個連続させ、且つ容器軸方向に1/2位相差で60mm幅で設け、L/Wを0.86、深さ比d1 /d0 を0.85、構成単位面の窪み曲率Rを0.3rとなるようにして実施例1と同様に容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。このテーパ状容器でも、保形性、耐減圧性はそれぞれ評価基準を満足した。また、装飾効果においては円筒状の容器よりも優れていた。その結果を表1に示す。
【0057】比較例1比較例1は、図1及び2に示す構成単位面を、構成単位面の窪み曲率Rをtとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様にして、保形性、耐減圧性、装飾効果を評価した。局部圧縮強度を測定したところ評価基準値2.0Kg以下だった。これは、構成単位面のくぼみ曲率Rをtと非常に小さくし過ぎたために、局部的な変形がし易くなってしまった。耐減圧性については、耐減圧の基準値−0.6Kg/cm2 を十分満足した。また、装飾効果においては円筒状の容器と比べ多少劣っていた。その結果を表1に示す。
【0058】比較例2比較例2は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.53、構成単位面の窪み曲率Rを1.5rとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。保形性、耐減圧性はいずれも評価基準を下回っており、耐変形性の効果が期待できなかった。また、装飾効果においては円筒状の容器と比べ多少劣っていた。その結果を表1に示す。
【0059】比較例3比較例3は、図1及び2に示す構成単位面を、円周方向に16個連続させ、深さ比d1 /d0 を0.87、構成単位面の窪み曲率Rを0.3rとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。保形性、耐減圧性はいずれも評価基準を下回っており、耐変形性の効果が期待できなかった。装飾効果においては円筒状の容器と比べて遜色はなかった。その結果を表1に示す。
【0060】比較例4比較例4は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.53、構成単位面の窪み曲率Rを1.5rとなるようにした以外は実施例1と同様にして、構成単位面を持つ容器胴部を成形しようとしたが、破胴して成形ができなかった。
【0061】比較例5比較例5は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.53、構成単位面の窪み曲率Rを1.5rとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様にして、保形性、耐減圧性、装飾効果を評価した。保形性、耐減圧性はそれぞれ評価基準を満足した。装飾効果においては、構成単位面の窪み量が大きく、円筒状の容器と比べて劣っているという評価を得た。その結果を表1に示す。
【0062】比較例6比較例6は、実施例1と同様に板厚0.08mmを絞り成形した半径22.5mm、容器高さ80mmの容器に構成単位面を形成しないもので、この容器を用いて実施例1と同様にして、保形性、耐減圧性、装飾効果を評価した。保形性、耐減圧性はいずれも評価基準を下回っており、この板厚において構成単位面を形成しない容器の耐変形性は満足できないものである。装飾効果は、この円筒状の容器を評価基準の対象としている。その結果を表1に示す。
【0063】比較例7比較例7は、実施例1と同様に板厚0.13mmを絞り成形した半径22.5mm、容器高さ80mmの容器に構成単位面を形成しないもので、この容器を用いて実施例1と同様にして、保形性、耐減圧性、装飾効果を評価した。保形性は評価基準を満足したが、耐減圧性は耐減圧強度−0.48Kg/cm2を示し、評価基準−0.6Kg/cm2 を満足しなかったものの耐変形性に有効な−0.3Kg/cm2 以上の耐減圧性は満足した。装飾BR>効果については比較例6と同様に円筒状の容器として評価している。その結果を表1に示す。
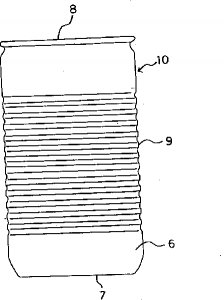
【0064】比較例8比較例8は、実施例1と同様に板厚0.08mmを絞り成形した半径22.5mm、容器高さ80mmの容器胴部に図10に示すマルチビード9を、容器高さの中心を含み、容器軸方向に60mm幅で設けた。この容器を用いて実施例1と同様にして、保形性、耐減圧性、装飾効果を評価した。局部圧縮強度を測定したところ5.0Kg以上の値を示し、保形性の評価値2.0Kgを十分満足した。また、耐減圧性も耐減圧の基準値−0.6Kg/cm2 を十分満足した。装飾効果においては、容器側壁の印刷画面の歪みなどから、円筒状の容器と比べると劣っている。その結果を表1に示す。
【0065】
【表1】

【0066】
【発明の効果】本発明によれば、缶胴の少なくとも一部に周状多面体壁を形成し、この多面体壁を構成単位面と、構成単位面同士が接する境界稜線と、境界稜線同士が交わる交叉部とから構成し、境界稜線及び交叉部を構成単位面に比べて相対的に容器外側に凸とし、構成単位面を対向する交叉部間で滑らかに窪んだ部分を有するようにし、構成単位面の周方向に隣合った容器軸方向配列を位相差をなしたものとし、更に構成単位面の窪んだ部分を、一定の曲率半径を有するものとしたことにより、容器側壁が著しく薄肉化されていながら、耐変形性に優れており、容器を把持して蓋の開封を行った時にも内容物の膨出を生じることがなく、容器の素材コストが低減され、容器自体が軽量化され且つ容器の廃棄処理も容易な薄肉金属容器を提供することができた。また、缶外面が多面体に基づく特異な立体感と美観を備え、さらに装飾効果を損なうことのない薄肉金属容器が提供された。
【図面の簡単な説明】
【図1】 四辺形を構成単位面とする多面体壁を設けた容器の一例を示し、(A)は側面図、(B)は縦断面図及び(C)は水平断面図である。
【図2】 図1の容器の側面に形成され多面体壁の構成単位面の一例を示し、(A)は平面図、(B)、(C)及び(D)は窪んだ部分の曲率半径を変化させて示す構成単位面の垂直断面図である。
【図3】 多面体壁の他の例を用いた容器の側面図である。
【図4】 六角形を構成単位面とする多面体壁を設けた容器の側面図である。
【図5】 容器の中央部にのみ多面体壁をを形成させた容器の側面図である。
【図6】 テーパ状側壁に多面体壁を形成させた容器の側面図である。
【図7】 容器胴部への多面体刻設の方法を説明する斜視図である。
【図8】 耐減圧変形性の測定に使用する装置の配置図である。
【図9】 保形性評価のための局部圧縮強度測定法を説明するための側面図である。
【図10】比較のためのビード付き容器の側面図である。
【記号の説明】
1:構成単位面 2:境界稜線 3:交叉部 5:窪んだ凹部 6:側壁部 7:底部 8:蓋 9:ビード 10:容器胴部 11:内型12:外型。
【0001】
【産業上の利用分野】本発明は耐変形性及び装飾効果に優れた薄肉金属容器に関するるものであり、より詳細には内容物を充填し、加熱殺菌を行ったとき或いは開封を行ったときの耐変形性や、表面印刷による装飾効果に優れた薄肉金属容器に関する。本発明は、飲料、とくに加熱殺菌を用する低酸性飲料を主体とする食料品の充填密封に有用な薄肉金属容器に関する。
【0002】
【従来の技術】低酸性飲料用金属容器では加熱した内容物を充填密封し、レトルト殺菌を行っている。レトルト殺菌を行った容器は減圧状態となることにより減圧レトルト法と称されるが、この減圧レトルト法ではレトルト殺菌時に通常2kg/cm2 程度の外圧が作用することになり、金属容器はこれに耐えられるものが要求される。
【0003】以上のような減圧レトルト殺菌処理では、金属容器の薄肉化を図るには限界がある。近年、内容物の充填時に液体窒素を同時に充填密封し、金属容器内を常に陽圧状態に保ってレトルト処理する陽圧レトルト法、またはレトルト時の容器内圧の変動に合わせて外圧を制御する等差圧レトルト法などの採用により金属容器の薄肉化が図られている。さらに、内容物と容器とを別々に殺菌処理を行い、無菌状態にて殺菌された容器に殺菌された内容物を充填するいわゆる無菌充填法が近年紙容器を中心に採用されており、その無菌充填法の採用により、金属容器の薄肉化を図ることが出来る。この無菌充填法では、金属容器内圧が−0.6kg/cm2 程度以下の減圧状態から2kg/cm2程度以下の陽圧状態にて使用される。
【0004】従来、薄肉金属容器の補強手段として、容器の側壁に周方向にビードを形成させることが知られている。ビード加工法により耐圧性を向上させることは可能であるが、そのためには比較的深いビードを多段に入れる必要がある。しかし、多段のビード加工を施した容器では、容器側壁の印刷画面がゆがむ、或いは見えにくい等の問題点が生じ、美的感覚上実際の容器に殆ど採用されていないのが現状である。
【0005】また、種々の目的で容器側壁に多面体壁を形成することが知られている。例えば、特開昭53−143485号公報及び特開昭54−710号公報に見られる提案は、缶体の側壁に刻線や凹凸を設けることにより、缶体の手による屈曲や圧潰を容易にするというものであり、耐変形性の向上とは全く逆のものである。
【0006】さらに、特開昭63−178933号公報での提案は、容器側壁に膨出許容部と、これが膨出した後での減圧変形を防止する強化部を設けたもので、本発明が改善を意図する耐変形性とは別のものと認められる。
【0007】
【発明が解決しようとする問題点】金属容器を薄肉化した場合、第1に開缶時および開缶後の保形性に問題が生ずる。すなわち、容器を把持して蓋の開封を行った時あるいは開封後に容器の剛性が不足し、感覚的に不安定さを感じ、或いは極端な場合には容器が変形して内容物が溢れ出す現象が生じる。たとえば容器の素材が表面処理鋼板の場合、その板厚が0.12mm以下になると保形性の不足が顕著となり、上記の問題が生ずる恐れがある。
【0008】第2に、減圧状態にて無菌充填した薄肉金属容器においては、減圧による容器の変形が問題となる。たとえば容器の素材が表面処理鋼板の場合、その板厚が0.12mm以下になると金属容器内圧が−0.5kg/cm2程度の減圧状態では缶胴が座屈変形を生じる。
【0009】従来の提案にみられる手段は何れも、上記問題の解決にほど遠いものであり、更に包装容器の美観を損なわず、商品価値を向上させるという目的に対しても未だ満足し得るものではない。
【0010】本発明者らは、薄肉化された金属容器に、以下に詳細に説明する特定の多面体壁構造を導入すると、容器の保形性及び耐減圧性が著しく向上し、且つ装飾効果にも優れることを見いだした。
【0011】すなわち、本発明の目的は、容器側壁が著しく薄肉化されていながら、耐変形性に優れており、容器を把持して蓋の開封を行った時にも内容物の膨出を生じることがなく、容器の素材コストが低減され、容器自体が軽量化され且つ容器の廃棄処理も容易な薄肉金属容器を提供することにある。
【0012】本発明の他の目的は、缶外面が多面体に基づく特異な立体感と美観を備え、さらに印刷効果を損なうことのない薄肉金属容器を提供することにある。
【0013】
【問題を解決するための手段】本発明によれば、缶胴の少なくとも一部に周状多面体壁が形成され、該多面体壁は構成単位面と、構成単位面同士が接する境界稜線及び境界稜線同士が交わる交叉部を有し、該境界稜線及び交叉部は構成単位面に比べて相対的に容器外側に凸となっており、構成単位面は対向する交叉部間で滑らかに窪んだ部分を有し、構成単位面の周方向に隣合った容器軸方向配列が位相差をなしており、且つ構成単位面の窪んだ部分は式「数1」5t≦R≦r式中、tは缶胴の厚み(mm)、rは缶胴の半径(mm)、Rは曲率半径(mm)である、を満足する曲率半径を有することを特徴とする耐変形性及び装飾効果に優れた薄肉金属容器が提供される。
【0014】本発明では、前記構成単位面の容器軸方向の最大長さをLとし、構成単位面の缶周方向の最大巾をwとしたとき、L及びwが式「数2」0.2≦L/w≦4の関係を満たすことが好ましく、また構成単位面の周方向最大巾を与える交叉点間対角線と構成単位面の軸方向最大長さを与える交叉点間対角線との距離(両対角線をそれぞれ直角に結ぶ線の長さ)をd0 及びこの線が構成単位面と交わる位置と構成単位面の軸方向最大長さを与える交叉点間対角線との距離をd1 としたとき、d1 はd0 の関係で次式「数3」0.5≦d1 /d0 ≦2を満足する範囲内にあることが望ましい。
【0015】
【作用】容器を構成する金属素材を薄肉化することは、素材コストを低減させ、容器自体を軽量化し且つ容器の廃棄処理も容易にするために重要な課題であるが、本発明では、器壁金属素材をこの様に著しく薄肉化しながら優れた保形性、耐圧変形性、装飾効果を達成するために、容器胴部の少なくとも一部に以下に述べる特定の周状多面体壁を形成する。
【0016】この周状多面体壁は、構成単位面と、構成単位面同士が接する境界稜線及び境界稜線同士が交わる交叉部からなる。構成単位面とは、周状多面体壁の軸方向(容器高さ方向)及び周方向に反復して現れる単位面であり、この面は以下に詳細に説明する屈曲面からなる。構成単位面相互は、軸方向及び周方向に境界稜線を介して接しており、この境界線同士が交わる位置に交叉部、即ち頂点が存在する。
【0017】本発明では、境界稜線及び交叉部を構成単位面に比べて相対的に容器外側に突出させ且つこれと合い補うように構成単位面を対向する交叉部間で滑らかに容器内側に窪ましたこと及び構成単位面の周方向に隣合った容器軸方向配列を位相差をなした配列としたことが重要な特徴である。
【0018】周状多面体壁の上記配置では、周方向及び軸方向の任意の方向に、境界稜線及び交叉部から成る凸部と、構成単位面の滑らかな凹部とが必ず交互になるような配置、即ち凸部−凹部−凸部−凹部といった繰り返し配置となる。しかも、これらの凸部及び凹部は、構成単位面がガッチリしかも隙間無しに噛み合って形成されているため、金属素材が薄肉であるにもかかわらず、器壁の変形に対する抵抗が著しく大きいものとなっている。薄肉金属容器の場合、ビードのような屈曲部が小さく、しかも方向性のあるものでは、補強効果は殆ど認められないが、本発明の配置では、屈曲部(凹部及び凸部)が構成単位面間に形成されているため大きな構造となっており、しかもどの方向にも繰り返しが現れ、方向性がないため、優れた保形性、耐減圧変形性及び装飾効果が得られるものである。
【0019】缶胴側壁へ上記多面体パターンを加工した本発明の金属容器は特異な立体感と美観とを備えており、装飾効果に優れているという特徴を有する。容器に多面体パターンを設ける場合、突出した部分よりもむしろ窪んだ部分が装飾効果に重大な影響をもたらすことがわかった。即ち窪みが深く屈折した部分があると、この部分が陰影となり易く、表面の印刷画像等を見ずらくし、装飾効果を低下させ、美観を損なうものとなるが、本発明の多面体パターンにおいては、構成単位面が対向する交叉部間で容器内側に滑らかに窪んでいるため、構成単位面はごく平面に近い滑らかな形状となり、しかも構成単位面の規則正しい組合せが装飾効果を高めるものである。
【0020】本発明者らは、局部圧縮強度測定法により金属容器の保形性を評価すると共に、耐減圧変形性を測定した。その結果、缶胴側壁へ上記多面体パターンを加工した本発明の金属容器は優れた保形性及び耐減圧変形性を有することが判明した。
【0021】本発明では、構成単位面の窪んだ部分は「数1」を満足する曲率半径を有することが、装飾効果、保形性及び耐減圧変形性の点で重要である。即ち、上記構成単位面の窪みの曲率半径Rは5t(tは缶壁の板厚)以上であり、缶胴の半径r以下であることが装飾効果、保形性、耐減圧変形性上重要である。窪みの曲率半径Rが缶壁の板厚tの5倍を下回る場合、その窪みに加工時の折れ目が形成され、装飾効果上好ましくない。窪みの曲率半径Rが缶胴の半径rを上回る場合、一つの構成単位面におけるごく平面に近い部分の面積が小さくなり、装飾性の好ましい効果が薄れることになる。
【0022】窪みの曲率半径Rが缶壁の板厚tの5倍を下回る場合、その窪みに加工時の折れ目が形成されるが、保形性の評価の際の局部圧縮時にその折れ目にて折れ込む様に比較的容易に変形を生じるため、保形性上好ましくない。一方、窪みの曲率半径Rが缶胴の半径rを上回る場合、窪みの深さが浅くなり局部的な変形抵抗力が小さくなるため好ましくない。
【0023】耐減圧変形性の点で、本発明の多面体パターンを構成する構成単位面の窪みの曲率半径Rは缶胴の半径r以下で有ることが好ましく、特に好ましくは0.6r以下である。窪みの曲率半径Rが缶胴の半径rを上回る場合、窪みの深さが浅くなり、有効な耐減圧変形性を保持することが難しくなる。
【0024】本発明の缶胴における凹部、凸部の繰り返し構造では、多面体壁形成前の容器胴表面積と多面体壁形成後の容器胴表面積とを実質的にほぼ等しく保ちながら成形が可能なため、塗膜の損傷が発生することなく、優れた耐腐食性が維持され、加工後に残留する応力も少なく、レトルト殺菌やその後の経時に於ける被膜密着性の経時的低下も有効に解消される。
【0025】本発明において、前記構成単位面の容器軸方向の最大長さLと、構成単位面の缶周方向の最大巾をwとは、「数2」の関係を満たすことが、本発明の目的に望ましく、特に
【数4】0.5≦L/w≦2の範囲にあるのがよい。L/Wが上記範囲をはずれると、保形性、耐減圧変形性が劣ってくる。L/wの値は缶径と缶高との比率を考慮したデザイン上の観点から上記範囲内にて適時決めることが出来る。
【0026】また、構成単位面の周方向最大巾を与える交叉点間対角線と構成単位面の軸方向最大長さを与える交叉点間対角線との距離(両対角線をそれぞれ直角に結ぶ線の長さ)をd0 及びこの線が構成単位面と交わる位置と構成単位面の軸方向最大長さを与える交叉点間対角線との距離をd1 としたとき、d1 はd0 の関係で「数3」を満足する範囲内にあることが望ましい。d1 /d0 が上記範囲を下回ると保形性及び耐減圧変形性の点で劣るようになる。d1 /d0 が上記範囲を上回ると、多面体パターンの成形が難しくなり、また装飾効果の点で劣ってくる。
【0027】(基本構造及び形状)本発明の薄肉金属容器の一例を示す図1において、(A)はこの容器の側面図、(B)は部分側面断面図及び(C)は水平断面図である。この容器10は、金属素材の絞り加工或いは絞りしごき加工で形成された上部開口の側壁部6及び閉塞底部7と上端に巻締めにより設けられた蓋体8とから成っている。この胴部10には、周状に多面体壁が形成されており、この多面体壁は、構成単位面1と、構成単位面同士が接する境界稜線2及び境界稜線同士が交わる交叉部3を有し、該境界稜線2及び交叉部3は構成単位面に比べて相対的に容器外側に凸、構成単位面1の対向する交叉部間の部分5は相対的に容器内側に凹となっている。またこの多面体壁では、構成単位面1の隣合った容器軸方向配列が位相差をなした配列とされている。
【0028】この具体例において、構成単位面1は、四辺形(菱形)abcd(図2参照)から成っており、構成単位面1の周方向に隣合った容器軸方向配列が丁度1/2の位相差をなして配列されている。
【0029】図2は構成単位面の説明図であって、(A)は構成単位面の平面図であり、(B)、(C)及び(D)、窪みの曲率半径Rとの関係で構成単位面の中央部の垂直断面を示す図である。図2(A)は図1の容器胴部に使用される多面体壁面の四辺形単位面1の一例を取り出して示したものであり、菱形abcdが構成単位面1となっている。菱形における各辺ab、bc、cd、daは容器側面に形成される境界稜線2に相当する辺であり、外向きに凸となる頂点a、b、c、dが交叉部3に該当する。
【0030】側壁が円筒の場合、上方頂点aと下方頂点cとは同一径の円周面上に位置しており、左方頂点bと右方頂点dとは同一径の円周面上に位置している。配列が1/2の位相差をなしている場合、全ての頂点は同一径の円周面上に位置しており、図1(C)に示す通り、これら頂点に対応する容器胴部内半径は、最大半径rである。一方、各稜線ab、bc、cd、daは端で径外方に最も突出しているが、中間に行くに従って容器中心軸からの距離、即ち径が減少するようになっている。周方向の対角線bdの中点の径sをとると、この径sはrよりも小さく、図1(C)の場合、最小内半径を与える。容器胴上の単位面を軸方向に投影したとき、頂点acは重なるが、軸方向の対角線acは、周方向の対角線bdとは重ならずに対角線bdよりも径外方向に位置しており、四辺形abcdは滑らかに湾曲した面となっている。
【0031】図2の(A)において、構成単位面としての菱形寸法は、周方向対角線bdの長さをwとし、軸方向対角線acの高さをLとすると、w及びLはそれぞれ構成単位面の周方向最大巾及び軸方向の最大長さとなる。軸方向対角線の長さac(高さL)に比して、実際の構成単位面上のac断面での長さは長く、このac断面は容器内側に滑らかに窪んだ曲線となっている。構成単位面のac断面の長さは、窪みの曲率半径R=5t(図2(B))、R=0.3r(図2(C))、R=r(図2(D))が大きくなるに従って、短くなる。
【0032】各構成単位面において、周方向対角線bdの長さ(w)と実際の構成単位面上のbd断面での長さとが異なる場合がある。例えば、図1の(C)では、周方向対角線bdと実際の構成単位面上のbd断面とが一致していて、それらの長さが等しいが、この断面における辺の中点は周方向対角線bdの位置よりも径外方向に位置していたり、径内方向に位置している場合がある。
【0033】図1及び図2に示す例では、ac断面が滑らかに湾曲しており、bd断面は実質上ストレートであるが、他の具体例を示す図3においては、ac断面もbd断面も共に内方に滑らかに窪むように湾曲している。
【0034】また、本発明においては、構成単位面は四辺形、特に菱形であることが好ましいが、これに限定されず、他の多角形とする事も勿論可能であり、例えば六角形とすることができる。図4は構成単位面が六角形であるである例を示す。この場合も、多面体の基本的構成は、前述した場合と同様である。
【0035】多面体パターンは、容器胴部のほぼ全面に設けることが好ましいが、容器の中央部にのみ設けるようにすることもできる。図5は、多面体壁を容器胴部の中央部に設けた例を示す。
【0036】本発明における多面体壁構造は、円筒形の容器胴部のみならず、テーパ状の容器胴部にも、広く適用することができる。図6は、カップ状容器の側面図である。この容器では、多面体壁の内で最も径外方向に突出している交叉部3が円筒面ではなく、テーパ面上に位置しており、且つ構成単位面に関して、周方向配列では同一形状、同一サイズが維持されるが、軸方向配列では、サイズが上部から底部に行くに従って、小さくなっているが、相似形の関係は維持されている。その他の形状及び配列の因子は、円筒形の場合と同様である。テーパ状容器におけるテーパ角度は、一般に1乃至30度、特に5乃至10度の範囲にあるのが好ましい。
【0037】(製造法)本発明は、金属素材(樹脂との積層体も含む)等を筒状に成形し、対向する端線部を溶接、接着或いはハンダ付け等の手段で接合して側面継ぎ目付き容器胴部を成形し、この容器胴部の両端を天地蓋と巻締し、或いは蓋とヒートシールした所謂スリーピース容器や、金属素材或いはその積層体を有底容器胴部、即ちカップに絞り成形或いは絞りしごき成形に付し、この有底容器胴部の上端に蓋を巻締して成る所謂ツーピース容器に適用することができる。
【0038】本発明の容器は、蓋を取り付ける前の容器胴部を、内型と外型とで型押して前記多面体を形成することにより製造される。使用する内型は、前記多面体の交叉部及び稜線に対応する突起を表面に有するものであり、一方使用する外型は、前記多面体の窪みに対応する滑らかな突起を表面に有するものであり、これらの内型及び外型を容器胴部を介して噛み合わせることにより、多面体の形成が行われる。
【0039】図7は、容器胴部への多面体刻設の方法を示す説明図であり、理解が容易なように容器胴部の一部を切り欠いた状態で示してある。この例では構成単位面が四辺形の場合を示すが、構成単位面が四辺形以外の場合でも原理的にこれと変わりがない。容器胴部10は内型11及び外型12に挟まれた状態で回転される。内型11の表面には、多面体の交叉部に対応した突起13及び境界稜線に対応した突条14と、構成単位面に対応する窪んだ凹面15とが形成されている。一方、外型12の表面には、多面体の交叉部及び境界稜線に対応した溝16と、構成単位面に対応する凸面17とが形成されている。
【0040】これらの内型11と外型12とを容器胴部10を介して噛み合わせ、且つこれらを同期した速度で回転させることにより、容器胴部への多面体の刻設が行われる。尚、回転に際して一部に噛み合わせがずれる場合には内型或いは外型の回転軸が若干上下動するようにしてもよい。
【0041】図7に示す具体例において、内型11及び外型12は、容器胴部10よりも小さい径を有しているが、内型11と外型12の表面における基本面構成単位の周方向への配置数は容器胴部周囲のそれに比べて1個或いは複数個少ないものとしているが、実用上多面体の形成には問題はない。内型11と外型12とを離すことにより、多面体刻設容器胴部の取り出しが容易に行われる。
【0042】(金属素材)本発明は、胴部の厚みが0.12mm以下の薄肉化金属容器に適用される。絞りしごき缶では、最も薄肉化された胴部の厚みが0.12mm以下であればよい。缶胴の薄肉化の要請は、金属素材のコスト低下、廃棄処理の容易化、省資源化の点で絶えざるものであるが、本発明はこれらの要請に答えるものである。
【0043】金属素材としては各種表面処理鋼やアルミニウム等の軽金属が使用される。表面処理鋼としては、冷圧延鋼板乃至箔に、亜鉛メッキ、錫メッキ、ニッケルメッキ、電解クロム酸処理、クロム酸処理等の表面処理の一種叉は二種以上行なったものや、最終圧延に先立って前記メッキ処理を行い、次いで冷間圧延処理を行って得られる表面処理板乃至箔を用いることができる。好適な表面処理鋼の一例は、電解クロム酸処理鋼箔であり、特に10乃至200mg/m 2 の金属クロム層と1乃至50mg/m 2 (金属クロム換算)のクロム酸化物層とを備えたものであり、このものは塗膜密着性と耐腐食性との組み合わせに優れている。表面処理鋼の他の例は、0.5乃至11.2g/m 2 の錫メッキ量を有する軟質乃至硬質ブリキ板乃至箔である。このブリキは金属クロム換算で0.5乃至100mg/m 2 のクロム酸叉はクロム酸/リン酸処理が行われていることが望ましい。
【0044】軽金属としては、所謂純アルミニウムの他にアルミニウム合金が使用される。耐腐食性と加工性との点で優れたアルミニウム合金は、Mn:0.2乃至1.5重量%、Mg:0.8乃至5重量%、Zn:0.25乃至0.3重量%、Cu:0.15乃至0.25重量%、残部がAlの組成を有するものである。これらの軽金属も、金属クロム換算で、クロム量が3乃至300mg/m 2 となるようなクロム酸処理或いはクロム酸/リン酸処理が行われることが望ましい。
【0045】本発明では、多面体パターン刻設に先立った何れかの段階或いは多面体パターン刻設後に、金属素材或いは容器に樹脂の保護被覆を施すことができる。保護被覆の形成は、保護塗料を設けることにより、或いは熱可塑性樹脂フィルムをラミネートすることにより行われる。
【0046】保護塗料としては、熱硬化性及び熱可塑性樹脂からなる任意の保護塗料:例えばフェノール−エポキシ塗料、アミノ−エポキシ塗料等の変性エポキシ塗料:例えば塩化ビニル−酢酸ビニル共重合体、塩化ビニル−酢酸ビニル共重合体部分ケン化物、塩化ビニル−酢酸ビニル−無水マレイン酸共重合体、エポキシ変性−、エポキシアミノ変性−或はエポキシフェノール変性−ビニル塗料等のビニルまたは変性ビニル塗料:アクリル樹脂系塗料:スチレン−ブタジエン系共重合体等の合成ゴム系塗料等の単独または2種以上の組合せが使用される。
【0047】これらの塗料は、エナメル或はラッカー等の有機溶媒溶液の形で、或は水性分散液または水溶液の形で、ローラ塗装、スプレー塗装、浸漬塗装、静電塗装、電気泳動塗装等の形で金属素材に施す。勿論、前記樹脂塗料が熱硬化性の場合には、必要により塗料を焼付ける。保護塗膜は、耐腐食性と加工性との見地から、一般に2乃至30μm、特に3乃至20μmの厚み(乾燥状態)を有することが望ましい。また、加工性を向上させるために、塗膜中に、各種滑剤を含有させておくことができる。
【0048】ラミネートに用いる熱可塑性樹脂フィルムとしては、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリルエステル共重合体、アイオノマー等のオレフィン系樹脂フィルム:ポリエチレンテレフタレート、ポリブチレンテレフタレート、エチレンテレフタレート/イソフタレート共重合体等のポリエステルフィルム:ナイロン6、ナイロン6,6、ナイロン11、ナイロン12等のポリアミドフィルム:ポリ塩化ビニルフィルム:ポリ塩化ビニリデンフィルム等を挙げることができる。これらのフィルムは未延伸のものでも、二軸延伸のものでもよい。その厚みは、一般に3乃至50μm、特に5乃至40μmの範囲にあることが望ましい。フィルムの金属素材への積層は、熱融着法、ドライラミネーション、押出コート法等により行われ、フィルムと金属箔との間に接着性(熱融着性)が乏しい場合には、例えばウレタン系接着剤、エポキシ系接着剤、酸変性オレフィン樹脂系接着剤、コポリアミド系接着剤、コポリエステル系接着剤を介在させることができる。
【0049】
【実施例】本発明を次の例でより詳細に説明する。なお実施例中の測定は次の通り行った。
【0050】(耐減圧変形性の測定)耐減圧変形性は、図8に示す装置を用いて、容器内部の減圧により、容器の永久変形が生じる圧力を測定することにより行う。即ち、容器10を配管20を介して、減圧発生装置21に接続すると共に、圧力変換機22を介して圧力表示装置23に接続し、容器10の減圧の程度を減圧発生装置21で調節し、容器の永久変形が生じる圧力を圧力表示装置23で読みとる。
【0051】(保形性の測定)図9は、保形性の評価に使用する局部圧縮強度測定法を説明する側面図である。容器10を、平坦なアンビル24上に、押圧すべき部分がほぼ水平になるように載せ、先端に、直径5mm、長さ22mmの先部が平坦な硬度約50のラバー製の圧子25を取り付けた荷重計26で缶或いはカップ10の中央部を押圧する。その時の変形量・荷重曲線のピーク荷重を局部圧縮強度とした。ここで押圧すべき部分が水平とは、缶の中心軸が水平であり、テーパ状のカップの場合は、押圧すべきテーパ状側壁の部分が水平となっていることを意味している。
【0052】実施例1板厚0.08mmの電解クロム酸処理鋼箔の両面に、厚さ0.02mmの二軸延伸ポリエステルフィルムを熱融着法によりラミネートした材料を用いて絞り、再絞り加工により半径rを22.5mm、容器高さ80mmの容器胴部を成形した。この容器胴部に、図1及び2に示す最小構成単位面を、容器高の中心を含み、円周方向に9個連続させ、且つ容器軸方向に1/2位相差で60mm幅で設け、L/Wを0.96、深さ比d1 /d0 を0.95、構成単位面の窪み曲率Rを5tとなるように外面体を図7に示した押し具を用いて形成し、上端に蓋を巻締めた。この容器胴部の保形性能を調べる目的で、図9に示した装置を用いて局部圧縮強度を測定したところ4.8Kgと高い値を示し、官能試験による評価値2.0Kgを十分満足した。次にこの容器胴部の耐減圧性能を調べる目的で、図8に示した装置を用いて容器胴部が永久変形を起こす容器内圧力を測定したところ、−0.82Kg/cm2 と高い減圧度を示し、耐減圧の基準値−0.6Kg/cm2 を十分満足した。またこの容器胴部は、表面に施された印刷の細部が、多面体の刻設によって読み取り難くなることもなく、特異な立体感のある美観を有しており、加工の無い円筒状の容器と比べても装飾効果において全く遜色がなかった。保形性、耐減圧性、装飾効果を評価した結果を表1に示す。
【0053】実施例2実施例2は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.87、構成単位面の窪み曲率Rを0.3rとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。局部圧縮強度を測定したところ 5.0Kg以上の値を示し、保形性の評価値2.0Kgを十分満足した。また、耐減圧性も耐減圧の基準値−0.6Kg/cm2 を十分満足した。さらに、この容器の構成単位面の窪み曲率Rが0.3rであることが、特に優れた立体感のある美観を有しており、加工の無い円筒状の容器と比べて装飾効果に優れていることが確かめられた。その結果を表1に示す。
【0054】実施例3実施例3は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.78、構成単位面の窪み曲率Rを0.6rとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。保形性、耐減圧性はそれぞれ評価基準を満足し、装飾効果においても円筒状の容器と比べて遜色はなかった。その結果を表1に示す。
【0055】実施例4実施例4は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.67、構成単位面の窪み曲率Rをrとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。保形性は評価基準を満足したが、耐減圧性は耐減圧強度−0.52Kg/cm2 を示し、評価基準−0.6Kg/cm2 を満足しなかったものの耐変形性に有効な−0.3Kg/cm2 以上の減圧耐性は満足した。装飾効果においては、円筒状の容器と比べて多少劣っていた。その結果を表1に示す。
【0056】実施例5実施例5は板厚0.08mmの電解クロム酸処理鋼箔の両面に、厚さ0.02mmの二軸延伸ポリエステルフィルムを熱融着法によりラミネートした材料を用いて絞り、再絞り加工により上端部半径22.5mm、中心部半径rを21.0mm、容器高さ80mmとなるテーパ状容器を成形した。この容器胴部に、図6に示す最小構成単位面を、容器高の中心を含み、円周方向に10個連続させ、且つ容器軸方向に1/2位相差で60mm幅で設け、L/Wを0.86、深さ比d1 /d0 を0.85、構成単位面の窪み曲率Rを0.3rとなるようにして実施例1と同様に容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。このテーパ状容器でも、保形性、耐減圧性はそれぞれ評価基準を満足した。また、装飾効果においては円筒状の容器よりも優れていた。その結果を表1に示す。
【0057】比較例1比較例1は、図1及び2に示す構成単位面を、構成単位面の窪み曲率Rをtとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様にして、保形性、耐減圧性、装飾効果を評価した。局部圧縮強度を測定したところ評価基準値2.0Kg以下だった。これは、構成単位面のくぼみ曲率Rをtと非常に小さくし過ぎたために、局部的な変形がし易くなってしまった。耐減圧性については、耐減圧の基準値−0.6Kg/cm2 を十分満足した。また、装飾効果においては円筒状の容器と比べ多少劣っていた。その結果を表1に示す。
【0058】比較例2比較例2は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.53、構成単位面の窪み曲率Rを1.5rとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。保形性、耐減圧性はいずれも評価基準を下回っており、耐変形性の効果が期待できなかった。また、装飾効果においては円筒状の容器と比べ多少劣っていた。その結果を表1に示す。
【0059】比較例3比較例3は、図1及び2に示す構成単位面を、円周方向に16個連続させ、深さ比d1 /d0 を0.87、構成単位面の窪み曲率Rを0.3rとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様に保形性、耐減圧性、装飾効果を評価した。保形性、耐減圧性はいずれも評価基準を下回っており、耐変形性の効果が期待できなかった。装飾効果においては円筒状の容器と比べて遜色はなかった。その結果を表1に示す。
【0060】比較例4比較例4は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.53、構成単位面の窪み曲率Rを1.5rとなるようにした以外は実施例1と同様にして、構成単位面を持つ容器胴部を成形しようとしたが、破胴して成形ができなかった。
【0061】比較例5比較例5は、図1及び2に示す構成単位面を、深さ比d1 /d0を0.53、構成単位面の窪み曲率Rを1.5rとなるようにした以外は実施例1と同様にして構成単位面を持つ容器胴部を成形した。この容器を用いて実施例1と同様にして、保形性、耐減圧性、装飾効果を評価した。保形性、耐減圧性はそれぞれ評価基準を満足した。装飾効果においては、構成単位面の窪み量が大きく、円筒状の容器と比べて劣っているという評価を得た。その結果を表1に示す。
【0062】比較例6比較例6は、実施例1と同様に板厚0.08mmを絞り成形した半径22.5mm、容器高さ80mmの容器に構成単位面を形成しないもので、この容器を用いて実施例1と同様にして、保形性、耐減圧性、装飾効果を評価した。保形性、耐減圧性はいずれも評価基準を下回っており、この板厚において構成単位面を形成しない容器の耐変形性は満足できないものである。装飾効果は、この円筒状の容器を評価基準の対象としている。その結果を表1に示す。
【0063】比較例7比較例7は、実施例1と同様に板厚0.13mmを絞り成形した半径22.5mm、容器高さ80mmの容器に構成単位面を形成しないもので、この容器を用いて実施例1と同様にして、保形性、耐減圧性、装飾効果を評価した。保形性は評価基準を満足したが、耐減圧性は耐減圧強度−0.48Kg/cm2を示し、評価基準−0.6Kg/cm2 を満足しなかったものの耐変形性に有効な−0.3Kg/cm2 以上の耐減圧性は満足した。装飾BR>効果については比較例6と同様に円筒状の容器として評価している。その結果を表1に示す。
【0064】比較例8比較例8は、実施例1と同様に板厚0.08mmを絞り成形した半径22.5mm、容器高さ80mmの容器胴部に図10に示すマルチビード9を、容器高さの中心を含み、容器軸方向に60mm幅で設けた。この容器を用いて実施例1と同様にして、保形性、耐減圧性、装飾効果を評価した。局部圧縮強度を測定したところ5.0Kg以上の値を示し、保形性の評価値2.0Kgを十分満足した。また、耐減圧性も耐減圧の基準値−0.6Kg/cm2 を十分満足した。装飾効果においては、容器側壁の印刷画面の歪みなどから、円筒状の容器と比べると劣っている。その結果を表1に示す。
【0065】
【表1】
【0066】
【発明の効果】本発明によれば、缶胴の少なくとも一部に周状多面体壁を形成し、この多面体壁を構成単位面と、構成単位面同士が接する境界稜線と、境界稜線同士が交わる交叉部とから構成し、境界稜線及び交叉部を構成単位面に比べて相対的に容器外側に凸とし、構成単位面を対向する交叉部間で滑らかに窪んだ部分を有するようにし、構成単位面の周方向に隣合った容器軸方向配列を位相差をなしたものとし、更に構成単位面の窪んだ部分を、一定の曲率半径を有するものとしたことにより、容器側壁が著しく薄肉化されていながら、耐変形性に優れており、容器を把持して蓋の開封を行った時にも内容物の膨出を生じることがなく、容器の素材コストが低減され、容器自体が軽量化され且つ容器の廃棄処理も容易な薄肉金属容器を提供することができた。また、缶外面が多面体に基づく特異な立体感と美観を備え、さらに装飾効果を損なうことのない薄肉金属容器が提供された。
【図面の簡単な説明】
【図1】 四辺形を構成単位面とする多面体壁を設けた容器の一例を示し、(A)は側面図、(B)は縦断面図及び(C)は水平断面図である。
【図2】 図1の容器の側面に形成され多面体壁の構成単位面の一例を示し、(A)は平面図、(B)、(C)及び(D)は窪んだ部分の曲率半径を変化させて示す構成単位面の垂直断面図である。
【図3】 多面体壁の他の例を用いた容器の側面図である。
【図4】 六角形を構成単位面とする多面体壁を設けた容器の側面図である。
【図5】 容器の中央部にのみ多面体壁をを形成させた容器の側面図である。
【図6】 テーパ状側壁に多面体壁を形成させた容器の側面図である。
【図7】 容器胴部への多面体刻設の方法を説明する斜視図である。
【図8】 耐減圧変形性の測定に使用する装置の配置図である。
【図9】 保形性評価のための局部圧縮強度測定法を説明するための側面図である。
【図10】比較のためのビード付き容器の側面図である。
【記号の説明】
1:構成単位面 2:境界稜線 3:交叉部 5:窪んだ凹部 6:側壁部 7:底部 8:蓋 9:ビード 10:容器胴部 11:内型12:外型。
【特許請求の範囲】
【請求項1】 缶胴の少なくとも一部に周状多面体壁が形成され、該多面体壁は構成単位面と、構成単位面同士が接する境界稜線及び境界稜線同士が交わる交叉部を有し、該境界稜線及び交叉部は構成単位面に比べて相対的に容器外側に凸となっており、構成単位面は対向する交叉部間で滑らかに窪んだ部分を有し、構成単位面の周方向に隣合った容器軸方向配列が位相差をなしており、且つ構成単位面の窪んだ部分は式
【数1】5t≦R≦r式中、tは缶胴の厚み(mm)、rは缶胴の半径(mm)、Rは曲率半径(mm)である、を満足する曲率半径を有することを特徴とする耐変形性及び装飾効果に優れた薄肉金属容器。
【請求項2】 前記構成単位面の容器軸方向の最大長さをLとし、構成単位面の缶周方向の最大巾をwとしたとき、L及びwが式
【数2】0.2≦L/w≦4の関係を満たすことを特徴とする請求項1記載の薄肉金属容器。
【請求項3】 構成単位面の周方向最大巾を与える交叉点間対角線と構成単位面の軸方向最大長さを与える交叉点間対角線との距離(両対角線をそれぞれ直角に結ぶ線の長さ)をd0 及びこの線が構成単位面と交わる位置と構成単位面の軸方向最大長さを与える交叉点間対角線との距離をd1 としたとき、d1 はd0 の関係で次式
【数3】0.5≦d1 /d0 ≦2を満足する範囲内にあることを特徴とする請求項1または2記載の薄肉金属容器。
【請求項1】 缶胴の少なくとも一部に周状多面体壁が形成され、該多面体壁は構成単位面と、構成単位面同士が接する境界稜線及び境界稜線同士が交わる交叉部を有し、該境界稜線及び交叉部は構成単位面に比べて相対的に容器外側に凸となっており、構成単位面は対向する交叉部間で滑らかに窪んだ部分を有し、構成単位面の周方向に隣合った容器軸方向配列が位相差をなしており、且つ構成単位面の窪んだ部分は式
【数1】5t≦R≦r式中、tは缶胴の厚み(mm)、rは缶胴の半径(mm)、Rは曲率半径(mm)である、を満足する曲率半径を有することを特徴とする耐変形性及び装飾効果に優れた薄肉金属容器。
【請求項2】 前記構成単位面の容器軸方向の最大長さをLとし、構成単位面の缶周方向の最大巾をwとしたとき、L及びwが式
【数2】0.2≦L/w≦4の関係を満たすことを特徴とする請求項1記載の薄肉金属容器。
【請求項3】 構成単位面の周方向最大巾を与える交叉点間対角線と構成単位面の軸方向最大長さを与える交叉点間対角線との距離(両対角線をそれぞれ直角に結ぶ線の長さ)をd0 及びこの線が構成単位面と交わる位置と構成単位面の軸方向最大長さを与える交叉点間対角線との距離をd1 としたとき、d1 はd0 の関係で次式
【数3】0.5≦d1 /d0 ≦2を満足する範囲内にあることを特徴とする請求項1または2記載の薄肉金属容器。
【図1】

【図3】
【図4】
【図9】
【図2】
【図5】
【図6】
【図7】
【図10】
【図8】
【図3】
【図4】
【図9】
【図2】
【図5】
【図6】
【図7】
【図10】
【図8】
【公告番号】特公平7−5128
【公告日】平成7年(1995)1月25日
【国際特許分類】
【出願番号】特願平3−164676
【出願日】平成3年(1991)7月4日
【公開番号】特開平5−16935
【公開日】平成5年(1993)1月26日
【出願人】(000003768)東洋製罐株式会社 (1,150)
【公告日】平成7年(1995)1月25日
【国際特許分類】
【出願日】平成3年(1991)7月4日
【公開番号】特開平5−16935
【公開日】平成5年(1993)1月26日
【出願人】(000003768)東洋製罐株式会社 (1,150)
[ Back to top ]