
耐摩耗性と面疲労特性に優れた高周波焼入歯車およびその製造方法
【課題】優れた耐摩耗性と面疲労特性を備え、自動車や各種産業機械に用いて好適な歯車およびその製造方法を提供する。
【解決手段】質量%で、C:0.25〜0.65%、Si:0.70〜2.00%以上、Mn:0.30〜2.00%、Cr:1.50%以下、必要に応じて、Nb:0.010〜0.060%、Ti:0.005〜0.050%、B:0.0005〜0.0100%の1種以上を含有し、(1)式で計算されるZの値が15≦Z≦30で、残部がFeおよび不可避的不純物からなる成分組成を有し、高周波焼入れ部の組織が焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散している高周波焼入れ歯車。Z=10Si+Cr+50(D×Ceq)/A (1)ここで、Si、Crはそれぞれの元素の含有する量(質量%)を示す。Dは焼入れ性指数、Ceqは炭素当量、AはAc3変態点とする。上記成分組成の鋼を、熱間鍛造を行った後に焼入れ・焼戻しを行い、その後歯車形状に加工し、表面硬化熱処理として高周波焼入れ・焼戻しを行う。
【解決手段】質量%で、C:0.25〜0.65%、Si:0.70〜2.00%以上、Mn:0.30〜2.00%、Cr:1.50%以下、必要に応じて、Nb:0.010〜0.060%、Ti:0.005〜0.050%、B:0.0005〜0.0100%の1種以上を含有し、(1)式で計算されるZの値が15≦Z≦30で、残部がFeおよび不可避的不純物からなる成分組成を有し、高周波焼入れ部の組織が焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散している高周波焼入れ歯車。Z=10Si+Cr+50(D×Ceq)/A (1)ここで、Si、Crはそれぞれの元素の含有する量(質量%)を示す。Dは焼入れ性指数、Ceqは炭素当量、AはAc3変態点とする。上記成分組成の鋼を、熱間鍛造を行った後に焼入れ・焼戻しを行い、その後歯車形状に加工し、表面硬化熱処理として高周波焼入れ・焼戻しを行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は自動車や各種産業機械に用いて好適な、耐摩耗性と面疲労特性を備えた歯車およびその製造方法に関する。
【背景技術】
【0002】
自動車等に用いられている歯車は、近年、省エネルギー化による車体重量の軽量化に伴うサイズの小型化が要求されているが、エンジンの高出力化により負荷は増大している。歯車の破損は、大きく分別して、歯の衝撃破壊、歯元の曲げ疲労破壊ならびに歯面の面圧疲労(面疲労とも言う)破壊が原因となる。
【0003】
従来は、JISSCr420等の肌焼鋼を用いて歯車を成形し、浸炭等の表面処理を行って使用されてきた。しかし、浸炭では粒界酸化や浸炭異常層の影響による強度低下が大きく、それを避けるために素材を高合金添加系にするか、熱処理を真空雰囲気において実施することが必要となり、相当なコスト上昇が必要となる。
【0004】
そこで、近年、合金添加量の少ない素材に高周波焼入れによる表面硬化を施した歯車が提案されている。
【0005】
たとえば、特許文献1には、高周波焼入れ部品を対象に、成分規定とともに材料内の介在物のサイズ・個数を規定することで、曲げ疲労強度および転動疲労強度を向上させることが記載されている。
【0006】
しかしながら、介在物のサイズ・個数の規定により曲げ疲労強度および転動疲労強度は向上するものの、介在物のサイズ・個数を制御する場合は成分組成に応じて鋳造、圧延の際の温度条件を制御することが必要となるため、製品を製造することは難しい。
【0007】
特許文献2では成分組成中のC、Si量を高めて、耐摩耗性、耐衝撃特性の向上を図っているが、C量が高いために内部の靭性が低く十分な衝撃特性の向上が得られない。
【0008】
また、特許文献3にはB添加によりC量を高めずに焼入性を向上させ、同時に内部の靭性向上を図った高周波焼入れ部品が記載されている。しかし、B添加だけでは衝撃特性が向上したとしても、歯車で必用な面圧疲労強度は向上しない。
【0009】
特許文献4には、本発明者らが高周波焼入れにて作成される歯車について行った研究成果である、衝撃特性、曲げ疲労特性、面疲労特性の優れた歯車が記載されている。しかしながら、開発された歯車のこれらの特性は良好であったが、摩耗量が大きめで、潤滑油の交換の頻度が大きくなり、さらに摩耗により歯車装置の動力性能の損失量が大きくなり、伝達損失が増加した。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平11−1749号公報
【特許文献2】特公平04−8497号公報
【特許文献3】特許第3402562号
【特許文献4】特開2007−92107号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記特許文献1〜4における問題点を解決する、具体的には、現行の一般的な設備により製造可能な素材を用いた、衝撃強度、曲げ疲労強度は従来の歯車並を維持しつつ、耐摩耗性に優れ、且つ面疲労特性が従来の歯車より良好な歯車およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、上記課題達成のため、鋭意研究を重ねて得た以下の(1)〜(5)の知見を基に、耐摩耗性、面疲労特性、すなわち面疲労強度を向上させる場合の素材の成分組成として、焼入性の管理により曲げ疲労性特性を確保した上で、焼戻軟化抵抗を高めて面疲労強度を向上させ、さらにAc3変態点を高めた成分組成が有効であることを見出した。
(1)高周波焼入れ後において、現用の高周波焼入れ歯車と同等以上の優れた性能を得るためには、硬度分布を従来鋼と同等とすることが前提として必要で、焼入れ性指数:D値による調整が有効である。
(2)適量のSi、Cr量を含有することにより焼戻し軟化抵抗を高めると、歯車接触面での発熱による軟化が抑制され、歯車駆動時に歯面の亀裂発生が防止可能である。
(3)焼戻し軟化抵抗は10Si+Cr(但し、Si、Crは含有量(質量%))の値で整理される。
(4)高周波焼入れ前の焼入れ・焼戻し組織において炭化物の析出をコントロールし、高周波焼入れ後の硬化層に微細な炭化物を分散させる。それにより、高周波焼入れ部の硬さがさらに向上し、炭化物の存在により耐摩耗性が向上するとともに、焼戻しにおいて軟化が起こりにくくなる。
(5)曲げ疲労強度は、高周波焼入れ特有の結晶粒微細化効果で向上するが、さらにAc3変態点を高くして、高周波加熱後の結晶粒度を微細化すると、著しく向上する。
(5)Ac3変態点の上昇による高周波焼入れ後の結晶粒微細化は、衝撃特性および面疲労強度も大きく増大させる。
【0013】
本発明は得られた知見をもとに更に検討を加えてなされたもので、すなわち、本発明は
1.質量%で、C:0.25〜0.65%、Si:0.70〜2.00%以上、Mn:0.30〜2.00%、Cr:1.50%以下を含有し、(1)式で計算されるZの値が15≦Z≦30で、残部がFeおよび不可避的不純物からなる成分組成を有し、高周波焼入れ部の組織が焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散していることを特徴とする耐摩耗性と面疲労特性に優れた高周波焼入れ歯車。
Z=10Si+Cr+50(D×Ceq)/A ・・・(1)
ここで、Si、Crはそれぞれの元素の含有する量(質量%)を示す。Dは焼入れ性指数、Ceqは炭素当量、AはAc3変態点で、(2)、(3)、(4)式で計算された値とする。
D=8.76*√(C)*(1+0.64*Si)*(1+4.1*Mn)*(1+2.33*Cr)・・・(2)
但し、式において各合金元素は含有量(質量%)で、Bを添加した場合はD値はこの計算式による値の2倍とする。
Ceq=C+Si/7+Mn/5+Cr/9+0.023・・・(3)
但し、式において各合金元素は含有量(質量%)とする。
A=921−203√C+44.7*Si−30*Mn−11*Cr・・・(4)
但し、式において各合金元素は含有量(質量%)とする。
2.成分組成に、更に、質量%で、Nb:0.010〜0.060%、Ti:0.005〜0.050%、B:0.0005〜0.0100%の1種以上を含有することを特徴とする1記載の耐摩耗性と面疲労特性に優れた高周波焼入れ歯車。
3.1または2に記載の成分組成の鋼を、熱間鍛造を行った後に焼入れ・焼戻しを行い、その後歯車形状に加工し、表面硬化熱処理として高周波焼入れ・焼戻しを行い、高周波焼入れ部の組織を焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散しているものとすることを特徴とする、耐摩耗性と面疲労特性に優れた歯車の製造方法。
4.前記高周波焼入れ・焼戻し後、更に歯面にショットピーニングまたは研磨を行うことを特徴とする、3記載の耐摩耗性と面疲労特性に優れた歯車の製造方法。
【発明の効果】
【0014】
本発明によれば、コストの安い、設備と成分組成を用いて製造可能な耐摩耗性と面疲労特性に優れた歯車およびその製造条件が得られ、産業上極めて有用である。
【図面の簡単な説明】
【0015】
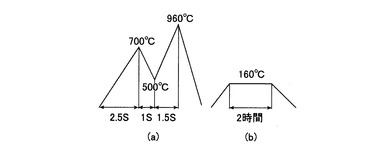
【図1】実施例で使用した高周波熱処理のパターンを示す図で(a)は高周波焼入れ条件、(b)は焼戻し条件を示す。
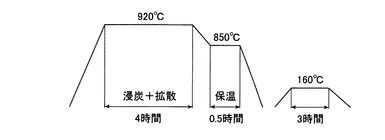
【図2】実施例で使用した現行鋼No.38鋼の浸炭焼入れ・焼戻し処理のパターンを示す図。
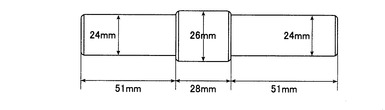
【図3】ローラーピッチング試験片を説明する図。
【発明を実施するための形態】
【0016】
本発明では1.素材となる鋼の成分組成、2.歯車の高周波焼入れ部のミクロ組織を規定する。以下に各限定理由について述べる。
[成分組成] 以下の説明において、%は質量%とする。
C:0.25〜0.65%
Cは強度確保のために必要であり、高周波焼入れ後の表面硬さを決定する。含有量が0.25%未満では表面硬さが500HV以下にまで低下するために歯車としての強度を確保できない。一方、0.65%を超えると歯車内部の靭性が低下して、疲労亀裂の進展が早くなるために、曲げ疲労特性が低下するため、0.25〜0.65%とする。
【0017】
Si:0.70〜2.00%
Siは焼戻し軟化抵抗を高め、それにより面疲労特性を向上させるのに有効な元素である。その効果を得るため0.70%以上とする。また、焼戻し軟化抵抗向上は炭化物の析出を遅らせる効果によるものであるため、高周波焼入れ前の焼入れ・焼戻し後において、炭化物を微細に析出させる事ができる。その結果、高周波焼入れの急速加熱においても、炭化物が固溶しやすくなり、高周波焼入れ後の表面硬度を高める事が出来る。更に、Ac3変態点を上昇させて高周波焼入による結晶粒を微細化させる効果もある。上述した効果は2.00%を超えると飽和するので、含有量を0.70〜2.00%とする。
【0018】
Mn:0.30〜2.00%
Mnは焼入れ性を高める元素であり、その効果を得るため0.30%以上とする。一方、2.00%を超えると過剰に焼入れ性が上がりすぎて靭性が劣化して曲げ疲労特性が低下する。また、加工性も劣化する、よって0.30〜2.00%とする。
【0019】
Cr:1.50%以下
Crは焼入れ性と焼戻し軟化抵抗を高め、また、焼戻し時の炭化物析出にも大きく影響する元素であるため含有する。含有量が1.50%を超えると、焼入れ性が高くなりすぎるため歯車内部の靭性が劣化し、曲げ疲労強度が低下するため、1.50%以下とする。
【0020】
15≦Z≦30
Zは焼戻し軟化抵抗、焼入れ性、Ac3変態点を考慮したパラメータであり、Z=10Si+Cr+50(DxCeq)/A とする。ここで、Si、Crはそれぞれの元素の含有する量(質量%)を示す。Dは焼入れ性指数、Ceqは炭素当量、AはAc3変態点で、以下の(2)〜(4)式で計算された値とする。
D=8.76*√(C)*(1+0.64*Si)*(1+4.1*Mn)*(1+2.33*Cr)・・・(2)
但し、式において各合金元素は含有量(質量%)で、Bを添加した場合はD値はこの計算式による値の2倍とする。
Ceq=C+Si/7+Mn/5+Cr/9+0.023・・・(3)
但し、式において各合金元素は含有量(質量%)とする。
A=921−203√C+44.7*Si−30*Mn−11*Cr・・・(4)
但し、式において各合金元素は含有量(質量%)とする。
【0021】
Zの値が15以上30以下の場合、面疲労強度を向上させ、且つ、衝撃強度、曲げ疲労強度を従来部品並に維持する事が可能である。Zの値が15未満では面疲労強度を向上させる効果が無く、30を超えると焼入れ性が高くなりすぎて焼き割れを起こしたり、硬さが高くなりすぎて機械加工性が低下する。
【0022】
以上が本発明の基本成分組成で、残部Feおよび不可避的不純物とする。不可避的不純物としてのPおよび酸素含有量は、出来るだけ低いほうが望ましい。更に特性を向上させる場合、Nb、Ti、Bの1種以上を含有することができる。
【0023】
Nb:0.010〜0.060%
Nbは炭窒化物形成により結晶粒を微細化させ、曲げ疲労強度を向上させる。結晶粒を微細化させるには0.010%以上必要であるが、0.060%を超えて含有してもその効果は飽和する。よってNbを含有する場合は0.010〜0.060%とする。
【0024】
Ti:0.005〜0.050%
Tiは炭窒化物形成により結晶粒を微細化させ、曲げ疲労強度を向上させる。結晶粒を微細化させるには0.005%以上必要であるが、0.050%を超えて含有してもその効果は飽和する。よって、Tiを含有する場合は0.005〜0.050%とする。
【0025】
B:0.0005〜0.0100%
Bは焼入れ性を上げるのに有効である。その効果は0.0005%以上で得られるが、0.0100%を超えて含有してもその効果は飽和する。よって、Bを含有する場合は0.0005〜0.0100%とする。
【0026】
尚、本発明鋼において被削性を向上させる場合は、S、Pb、Se、Ca等の快削元素を添加する。
【0027】
[歯車の高周波焼入れ部のミクロ組織]
高周波焼入れ部のミクロ組織を、粒径300nm未満の炭化物が100μm2当り90個以上微細に分散した焼戻しマルテンサイトを主体とするミクロ組織に規定する。高周波焼入れ部のミクロ組織は歯車として必要な強度・靭性と耐摩耗性が得られるように焼戻しマルテンサイトを主体とする。主体とは少なくとも95%含む場合とする。焼戻しマルテンサイトに存在する炭化物は耐摩耗性に有効であるが粒径300nmを超えて大きくなると、介在物と同様に疲労破壊の起点となり、疲労強度が低下する。
【0028】
一方、粒径が300nm未満と小さい場合であっても炭化物の密度が100μm2当り90個未満と少ない場合、耐摩耗性を向上させることができない。また、微細に分散していることも耐摩耗性を向上させるために必要である。よって上記のとおり限定した。ミクロ組織の観察方法は実施例において詳細に説明する。
【0029】
本発明に係る歯車は上記成分組成の鋼を、熱間鍛造を行った後に焼入れ・焼戻しを行い、その後歯車形状に加工し、表面硬化熱処理として高周波焼入れ・焼戻しを行って製造する。高周波焼入れ・焼戻し後、更に歯面にショットピーニングまたは研磨を行っても良い。
【0030】
熱間鍛造は1000〜1300℃で行い、その後室温まで冷却し、850〜950℃まで再加熱した後、60〜130℃の油へ投入して焼入れするか、または鍛造後に780〜880℃まで空冷した後、同様に60〜130℃の油へ投入して焼入れする。その後、450〜700℃に再加熱して焼戻しを行い、歯車形状に加工することが望ましい。高周波焼入れ・焼戻し条件は、高周波焼入れ・焼戻し後における高周波焼入れ部のミクロ組織が上記ミクロ組織の規定を満足するように適宜選定する。本発明で高周波焼入れ部とは高周波焼入れ・焼戻しを受けて組織および硬さが変化した領域である。
【0031】
歯車の歯面にショットピーニングを行う場合は、(1)粒径が0.05〜0.1mmΦの硬さ700HV以上の粒を用いたショットピーニング、(2)粒径が0.4〜1.2mmΦの硬さ700HV以上の粒を用いて行った後、粒径が0.05〜0.1mmΦの硬さ700HV以上の粒を用いて再度行うショットピーニング、(3)粒径が0.4〜1.2mmΦの硬さ700HV以上の粒と、0.05〜0.1mmΦの硬さ700HV以上の粒を混合して行うショットピーニングのいずれかを行う。ショットピーニングとして(1)〜(3)の順で疲労特性は良好となるが、製造コストを考慮して適宜選定する。以下、本発明を実施例により比較例と対比し、さらに詳細に説明する。
【実施例】
【0032】
表1に示す化学成分を有する鋼を溶解し供試材とした。表に示すNo.1〜20は本発明範囲内の成分組成の鋼で、No.21〜37は本発明範囲外の成分組成の鋼である。No.22は従来鋼であるJIS SCr420鋼である。
【0033】
溶製された上記鋼のインゴットを熱間圧延により直径32〜70mmの丸棒鋼に調製し、得られた丸棒鋼に対し、No.1〜37の鋼は焼準処理後に焼入れ・焼戻しを、従来鋼には焼準処理を実施した。
【0034】
No.1〜37の鋼は焼入れ・焼戻し後の棒鋼から、従来鋼には焼準処理後の棒鋼から20mmφの丸棒、JIS3号衝撃試験片、小野式回転曲げ疲労試験片、ローラーピッチング試験片を採取した。
【0035】
丸棒および各疲労試験片に対して、No.1〜37の鋼については、図1に示す高周波入れ・焼戻し処理(図1(a)は高周波焼入れ条件、図1(b)は焼戻し条件)を施した。No.38鋼については図2に示す浸炭焼入れ・焼戻し処理を施した後、表面硬度、内部硬度、有効硬化層深さの調査、および衝撃試験と回転曲げ疲労試験およびローラーピッチング試験を実施した。
【0036】
また、No.18の鋼材を用いて焼入れ焼戻し条件と高周波加熱条件について微調整を行い、高周波焼入れ部位に析出させる粒径300nm未満の炭化物の個数を変化させたものを作成し、同様の試験を実施した。以下にそれぞれの調査内容について説明する。
【0037】
[有効硬化層深さ、表面硬度、内部硬度調査、炭化物析出量]
20φ(mm)丸棒を切断し、No.1〜37の鋼については焼入れ・焼戻し後に高周波焼入れ・焼戻しを行い、従来鋼については浸炭焼入れ・焼戻しをした後、断面の硬度分布を測定し、ビッカース硬さで550HVの得られる深さを調査し有効硬化層深さとした。さらに表面から50μm深さ位置での硬度を表面硬度とし、内部(非硬化部)の硬度とともにビッカース硬度計を用いて測定した。また、No.1〜37の鋼については高周波焼入れ部位をFE−SEMで観察し、粒径300nm未満の炭化物について100μm2あたりの個数をカウントした。粒径は短径、長径の平均値とした。
【0038】
[衝撃特性]
各鋼材を用いてJIS3号衝撃試験片を作製し、No.1〜37の鋼については高周波焼入れ・焼戻しを、従来材については浸炭焼入れ焼戻しを施した後、シャルピー試験機により試験温度20℃における衝撃値を調査した。
【0039】
[回転曲げ疲労特性]
直径32mmの丸棒鋼から、平行部直径10mmの試験片を採取し、平行部に平行部と直角方向に深さ1.5mmの切り欠き(切り欠き係数:1.4)を全周にわたってつけた回転曲げ疲労試験片を調製した。No.1〜37の鋼については高周波焼入れ焼戻しを、従来鋼については浸炭焼入れ・焼戻し処理を行った。小野式回転曲げ疲労試験機を使用して107回を疲労限度として回転曲げ疲労試験を行い、回転曲げ疲労強度を測定した。
【0040】
[面圧疲労特性]
面圧疲労特性をローラーピッチング試験により調査した。直径32mmの丸棒鋼から図3に示す試験面の直径が26mm、幅が28mmの円筒部を有する試験片を作製した。また、直径70mmの丸棒鋼を用いて、鍛造により直径135mmとした後、焼準処理を行い、直径130mm、幅18mmの大ローラーを作製した。
【0041】
次いでローラー状試験片および大ローラーについて、No.1〜37の鋼については高周波焼入れ焼戻し処理を、従来鋼については浸炭焼入れ・焼戻し処理を行った。ローラーピッチング試験機を使用して107回を疲労限度として試験を行った。試験条件は回転数:1500r.p.m 、すべり率40%、潤滑剤:ミッションオイル、油温:120℃であった。
【0042】
また、面圧3000MPaにて1千万回試験を行い、その試験前後の試験片重量の差から、摩耗量を算出した。
【0043】
表2に調査結果を示す。比較例No.21はC含有量が本発明範囲より高いために、内部硬度が高くなりすぎた。そのために衝撃値が低下し、さらに疲労亀裂の進行が促進されて回転曲げ疲労強度が低下した。
【0044】
比較例No.22はC含有量が本発明の範囲より低いために、焼入れ性が低すぎて表面硬度が低くなっている。また硬化層深さも浅すぎる。そのため、回転曲げ疲労強度および面疲労強度が低下した。
【0045】
比較例No.23はSi含有量が本発明の範囲よりも低い。そのために軟化抵抗が低すぎて面疲労強度が低下した。比較例No.24はSi含有量が本発明の範囲より高く、そのために靭性が低くなっており、衝撃値および回転曲げ疲労強度が低下した。
【0046】
比較例No.25はMn含有量が本発明範囲より低いために焼入性が低すぎて有効硬化層深さが浅すぎるために全体の強度が不足しており回転曲げ疲労強度が低下した。比較例No.26はMn含有量が本発明の範囲より高いために焼入れ性が高くなりすぎている。そのため、衝撃値および回転曲げ疲労強度が低下した。
【0047】
比較例No.27はCr含有量が本発明範囲より高い。そのために靭性が低下し、曲げ疲労強度が低下した。比較例No.28、29はNb含有量が本発明範囲よりも低いために結晶粒が大きめになって衝撃値および曲げ疲労強度が低下した。
【0048】
比較例No.30、31、35はTi含有量が本発明範囲よりも低いために結晶粒が大きくなって衝撃値および曲げ疲労強度が低下した。
比較例No.32、33、34はB含有量が本発明範囲よりも低いために焼入れ性が不足しており、硬化層深さが浅く、内部硬度も低めであるために全体の強度が不足して回転曲げ疲労強度が不足した。
【0049】
比較例No.36はZの値が本発明範囲より低くなっており、面疲労強度が低下した。比較例No.37はZの値が本発明範囲よりも高くなっており、焼入れ性が高く、硬化深さ、内部硬度が高くなりすぎて衝撃値が低下し、回転曲げ疲労強度も低下した。
【0050】
これに対して本発明鋼であるNo.1〜20は比較例No.21〜37および従来鋼No.38に比べて、衝撃特性、回転曲げ疲労特性、面疲労特性ともに良好な結果が得られた。
【0051】
表3に高周波焼入れ部位に析出させる粒径300nm未満の炭化物の個数を変化させて回転曲げ疲労特性、面疲労特性を調査した結果を示す。径が300nm以下の炭化物の個数が本発明範囲よりも少ない18−5、18−6、18−7は摩耗量が大きい。それに対して本発明範囲内である18−1、18−2、18−3、18−4は摩耗量が少なく耐磨耗性が良好である。
【0052】
【表1】

【0053】
【表2】
【0054】
【表3】
【技術分野】
【0001】
本発明は自動車や各種産業機械に用いて好適な、耐摩耗性と面疲労特性を備えた歯車およびその製造方法に関する。
【背景技術】
【0002】
自動車等に用いられている歯車は、近年、省エネルギー化による車体重量の軽量化に伴うサイズの小型化が要求されているが、エンジンの高出力化により負荷は増大している。歯車の破損は、大きく分別して、歯の衝撃破壊、歯元の曲げ疲労破壊ならびに歯面の面圧疲労(面疲労とも言う)破壊が原因となる。
【0003】
従来は、JISSCr420等の肌焼鋼を用いて歯車を成形し、浸炭等の表面処理を行って使用されてきた。しかし、浸炭では粒界酸化や浸炭異常層の影響による強度低下が大きく、それを避けるために素材を高合金添加系にするか、熱処理を真空雰囲気において実施することが必要となり、相当なコスト上昇が必要となる。
【0004】
そこで、近年、合金添加量の少ない素材に高周波焼入れによる表面硬化を施した歯車が提案されている。
【0005】
たとえば、特許文献1には、高周波焼入れ部品を対象に、成分規定とともに材料内の介在物のサイズ・個数を規定することで、曲げ疲労強度および転動疲労強度を向上させることが記載されている。
【0006】
しかしながら、介在物のサイズ・個数の規定により曲げ疲労強度および転動疲労強度は向上するものの、介在物のサイズ・個数を制御する場合は成分組成に応じて鋳造、圧延の際の温度条件を制御することが必要となるため、製品を製造することは難しい。
【0007】
特許文献2では成分組成中のC、Si量を高めて、耐摩耗性、耐衝撃特性の向上を図っているが、C量が高いために内部の靭性が低く十分な衝撃特性の向上が得られない。
【0008】
また、特許文献3にはB添加によりC量を高めずに焼入性を向上させ、同時に内部の靭性向上を図った高周波焼入れ部品が記載されている。しかし、B添加だけでは衝撃特性が向上したとしても、歯車で必用な面圧疲労強度は向上しない。
【0009】
特許文献4には、本発明者らが高周波焼入れにて作成される歯車について行った研究成果である、衝撃特性、曲げ疲労特性、面疲労特性の優れた歯車が記載されている。しかしながら、開発された歯車のこれらの特性は良好であったが、摩耗量が大きめで、潤滑油の交換の頻度が大きくなり、さらに摩耗により歯車装置の動力性能の損失量が大きくなり、伝達損失が増加した。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平11−1749号公報
【特許文献2】特公平04−8497号公報
【特許文献3】特許第3402562号
【特許文献4】特開2007−92107号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記特許文献1〜4における問題点を解決する、具体的には、現行の一般的な設備により製造可能な素材を用いた、衝撃強度、曲げ疲労強度は従来の歯車並を維持しつつ、耐摩耗性に優れ、且つ面疲労特性が従来の歯車より良好な歯車およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、上記課題達成のため、鋭意研究を重ねて得た以下の(1)〜(5)の知見を基に、耐摩耗性、面疲労特性、すなわち面疲労強度を向上させる場合の素材の成分組成として、焼入性の管理により曲げ疲労性特性を確保した上で、焼戻軟化抵抗を高めて面疲労強度を向上させ、さらにAc3変態点を高めた成分組成が有効であることを見出した。
(1)高周波焼入れ後において、現用の高周波焼入れ歯車と同等以上の優れた性能を得るためには、硬度分布を従来鋼と同等とすることが前提として必要で、焼入れ性指数:D値による調整が有効である。
(2)適量のSi、Cr量を含有することにより焼戻し軟化抵抗を高めると、歯車接触面での発熱による軟化が抑制され、歯車駆動時に歯面の亀裂発生が防止可能である。
(3)焼戻し軟化抵抗は10Si+Cr(但し、Si、Crは含有量(質量%))の値で整理される。
(4)高周波焼入れ前の焼入れ・焼戻し組織において炭化物の析出をコントロールし、高周波焼入れ後の硬化層に微細な炭化物を分散させる。それにより、高周波焼入れ部の硬さがさらに向上し、炭化物の存在により耐摩耗性が向上するとともに、焼戻しにおいて軟化が起こりにくくなる。
(5)曲げ疲労強度は、高周波焼入れ特有の結晶粒微細化効果で向上するが、さらにAc3変態点を高くして、高周波加熱後の結晶粒度を微細化すると、著しく向上する。
(5)Ac3変態点の上昇による高周波焼入れ後の結晶粒微細化は、衝撃特性および面疲労強度も大きく増大させる。
【0013】
本発明は得られた知見をもとに更に検討を加えてなされたもので、すなわち、本発明は
1.質量%で、C:0.25〜0.65%、Si:0.70〜2.00%以上、Mn:0.30〜2.00%、Cr:1.50%以下を含有し、(1)式で計算されるZの値が15≦Z≦30で、残部がFeおよび不可避的不純物からなる成分組成を有し、高周波焼入れ部の組織が焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散していることを特徴とする耐摩耗性と面疲労特性に優れた高周波焼入れ歯車。
Z=10Si+Cr+50(D×Ceq)/A ・・・(1)
ここで、Si、Crはそれぞれの元素の含有する量(質量%)を示す。Dは焼入れ性指数、Ceqは炭素当量、AはAc3変態点で、(2)、(3)、(4)式で計算された値とする。
D=8.76*√(C)*(1+0.64*Si)*(1+4.1*Mn)*(1+2.33*Cr)・・・(2)
但し、式において各合金元素は含有量(質量%)で、Bを添加した場合はD値はこの計算式による値の2倍とする。
Ceq=C+Si/7+Mn/5+Cr/9+0.023・・・(3)
但し、式において各合金元素は含有量(質量%)とする。
A=921−203√C+44.7*Si−30*Mn−11*Cr・・・(4)
但し、式において各合金元素は含有量(質量%)とする。
2.成分組成に、更に、質量%で、Nb:0.010〜0.060%、Ti:0.005〜0.050%、B:0.0005〜0.0100%の1種以上を含有することを特徴とする1記載の耐摩耗性と面疲労特性に優れた高周波焼入れ歯車。
3.1または2に記載の成分組成の鋼を、熱間鍛造を行った後に焼入れ・焼戻しを行い、その後歯車形状に加工し、表面硬化熱処理として高周波焼入れ・焼戻しを行い、高周波焼入れ部の組織を焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散しているものとすることを特徴とする、耐摩耗性と面疲労特性に優れた歯車の製造方法。
4.前記高周波焼入れ・焼戻し後、更に歯面にショットピーニングまたは研磨を行うことを特徴とする、3記載の耐摩耗性と面疲労特性に優れた歯車の製造方法。
【発明の効果】
【0014】
本発明によれば、コストの安い、設備と成分組成を用いて製造可能な耐摩耗性と面疲労特性に優れた歯車およびその製造条件が得られ、産業上極めて有用である。
【図面の簡単な説明】
【0015】
【図1】実施例で使用した高周波熱処理のパターンを示す図で(a)は高周波焼入れ条件、(b)は焼戻し条件を示す。
【図2】実施例で使用した現行鋼No.38鋼の浸炭焼入れ・焼戻し処理のパターンを示す図。
【図3】ローラーピッチング試験片を説明する図。
【発明を実施するための形態】
【0016】
本発明では1.素材となる鋼の成分組成、2.歯車の高周波焼入れ部のミクロ組織を規定する。以下に各限定理由について述べる。
[成分組成] 以下の説明において、%は質量%とする。
C:0.25〜0.65%
Cは強度確保のために必要であり、高周波焼入れ後の表面硬さを決定する。含有量が0.25%未満では表面硬さが500HV以下にまで低下するために歯車としての強度を確保できない。一方、0.65%を超えると歯車内部の靭性が低下して、疲労亀裂の進展が早くなるために、曲げ疲労特性が低下するため、0.25〜0.65%とする。
【0017】
Si:0.70〜2.00%
Siは焼戻し軟化抵抗を高め、それにより面疲労特性を向上させるのに有効な元素である。その効果を得るため0.70%以上とする。また、焼戻し軟化抵抗向上は炭化物の析出を遅らせる効果によるものであるため、高周波焼入れ前の焼入れ・焼戻し後において、炭化物を微細に析出させる事ができる。その結果、高周波焼入れの急速加熱においても、炭化物が固溶しやすくなり、高周波焼入れ後の表面硬度を高める事が出来る。更に、Ac3変態点を上昇させて高周波焼入による結晶粒を微細化させる効果もある。上述した効果は2.00%を超えると飽和するので、含有量を0.70〜2.00%とする。
【0018】
Mn:0.30〜2.00%
Mnは焼入れ性を高める元素であり、その効果を得るため0.30%以上とする。一方、2.00%を超えると過剰に焼入れ性が上がりすぎて靭性が劣化して曲げ疲労特性が低下する。また、加工性も劣化する、よって0.30〜2.00%とする。
【0019】
Cr:1.50%以下
Crは焼入れ性と焼戻し軟化抵抗を高め、また、焼戻し時の炭化物析出にも大きく影響する元素であるため含有する。含有量が1.50%を超えると、焼入れ性が高くなりすぎるため歯車内部の靭性が劣化し、曲げ疲労強度が低下するため、1.50%以下とする。
【0020】
15≦Z≦30
Zは焼戻し軟化抵抗、焼入れ性、Ac3変態点を考慮したパラメータであり、Z=10Si+Cr+50(DxCeq)/A とする。ここで、Si、Crはそれぞれの元素の含有する量(質量%)を示す。Dは焼入れ性指数、Ceqは炭素当量、AはAc3変態点で、以下の(2)〜(4)式で計算された値とする。
D=8.76*√(C)*(1+0.64*Si)*(1+4.1*Mn)*(1+2.33*Cr)・・・(2)
但し、式において各合金元素は含有量(質量%)で、Bを添加した場合はD値はこの計算式による値の2倍とする。
Ceq=C+Si/7+Mn/5+Cr/9+0.023・・・(3)
但し、式において各合金元素は含有量(質量%)とする。
A=921−203√C+44.7*Si−30*Mn−11*Cr・・・(4)
但し、式において各合金元素は含有量(質量%)とする。
【0021】
Zの値が15以上30以下の場合、面疲労強度を向上させ、且つ、衝撃強度、曲げ疲労強度を従来部品並に維持する事が可能である。Zの値が15未満では面疲労強度を向上させる効果が無く、30を超えると焼入れ性が高くなりすぎて焼き割れを起こしたり、硬さが高くなりすぎて機械加工性が低下する。
【0022】
以上が本発明の基本成分組成で、残部Feおよび不可避的不純物とする。不可避的不純物としてのPおよび酸素含有量は、出来るだけ低いほうが望ましい。更に特性を向上させる場合、Nb、Ti、Bの1種以上を含有することができる。
【0023】
Nb:0.010〜0.060%
Nbは炭窒化物形成により結晶粒を微細化させ、曲げ疲労強度を向上させる。結晶粒を微細化させるには0.010%以上必要であるが、0.060%を超えて含有してもその効果は飽和する。よってNbを含有する場合は0.010〜0.060%とする。
【0024】
Ti:0.005〜0.050%
Tiは炭窒化物形成により結晶粒を微細化させ、曲げ疲労強度を向上させる。結晶粒を微細化させるには0.005%以上必要であるが、0.050%を超えて含有してもその効果は飽和する。よって、Tiを含有する場合は0.005〜0.050%とする。
【0025】
B:0.0005〜0.0100%
Bは焼入れ性を上げるのに有効である。その効果は0.0005%以上で得られるが、0.0100%を超えて含有してもその効果は飽和する。よって、Bを含有する場合は0.0005〜0.0100%とする。
【0026】
尚、本発明鋼において被削性を向上させる場合は、S、Pb、Se、Ca等の快削元素を添加する。
【0027】
[歯車の高周波焼入れ部のミクロ組織]
高周波焼入れ部のミクロ組織を、粒径300nm未満の炭化物が100μm2当り90個以上微細に分散した焼戻しマルテンサイトを主体とするミクロ組織に規定する。高周波焼入れ部のミクロ組織は歯車として必要な強度・靭性と耐摩耗性が得られるように焼戻しマルテンサイトを主体とする。主体とは少なくとも95%含む場合とする。焼戻しマルテンサイトに存在する炭化物は耐摩耗性に有効であるが粒径300nmを超えて大きくなると、介在物と同様に疲労破壊の起点となり、疲労強度が低下する。
【0028】
一方、粒径が300nm未満と小さい場合であっても炭化物の密度が100μm2当り90個未満と少ない場合、耐摩耗性を向上させることができない。また、微細に分散していることも耐摩耗性を向上させるために必要である。よって上記のとおり限定した。ミクロ組織の観察方法は実施例において詳細に説明する。
【0029】
本発明に係る歯車は上記成分組成の鋼を、熱間鍛造を行った後に焼入れ・焼戻しを行い、その後歯車形状に加工し、表面硬化熱処理として高周波焼入れ・焼戻しを行って製造する。高周波焼入れ・焼戻し後、更に歯面にショットピーニングまたは研磨を行っても良い。
【0030】
熱間鍛造は1000〜1300℃で行い、その後室温まで冷却し、850〜950℃まで再加熱した後、60〜130℃の油へ投入して焼入れするか、または鍛造後に780〜880℃まで空冷した後、同様に60〜130℃の油へ投入して焼入れする。その後、450〜700℃に再加熱して焼戻しを行い、歯車形状に加工することが望ましい。高周波焼入れ・焼戻し条件は、高周波焼入れ・焼戻し後における高周波焼入れ部のミクロ組織が上記ミクロ組織の規定を満足するように適宜選定する。本発明で高周波焼入れ部とは高周波焼入れ・焼戻しを受けて組織および硬さが変化した領域である。
【0031】
歯車の歯面にショットピーニングを行う場合は、(1)粒径が0.05〜0.1mmΦの硬さ700HV以上の粒を用いたショットピーニング、(2)粒径が0.4〜1.2mmΦの硬さ700HV以上の粒を用いて行った後、粒径が0.05〜0.1mmΦの硬さ700HV以上の粒を用いて再度行うショットピーニング、(3)粒径が0.4〜1.2mmΦの硬さ700HV以上の粒と、0.05〜0.1mmΦの硬さ700HV以上の粒を混合して行うショットピーニングのいずれかを行う。ショットピーニングとして(1)〜(3)の順で疲労特性は良好となるが、製造コストを考慮して適宜選定する。以下、本発明を実施例により比較例と対比し、さらに詳細に説明する。
【実施例】
【0032】
表1に示す化学成分を有する鋼を溶解し供試材とした。表に示すNo.1〜20は本発明範囲内の成分組成の鋼で、No.21〜37は本発明範囲外の成分組成の鋼である。No.22は従来鋼であるJIS SCr420鋼である。
【0033】
溶製された上記鋼のインゴットを熱間圧延により直径32〜70mmの丸棒鋼に調製し、得られた丸棒鋼に対し、No.1〜37の鋼は焼準処理後に焼入れ・焼戻しを、従来鋼には焼準処理を実施した。
【0034】
No.1〜37の鋼は焼入れ・焼戻し後の棒鋼から、従来鋼には焼準処理後の棒鋼から20mmφの丸棒、JIS3号衝撃試験片、小野式回転曲げ疲労試験片、ローラーピッチング試験片を採取した。
【0035】
丸棒および各疲労試験片に対して、No.1〜37の鋼については、図1に示す高周波入れ・焼戻し処理(図1(a)は高周波焼入れ条件、図1(b)は焼戻し条件)を施した。No.38鋼については図2に示す浸炭焼入れ・焼戻し処理を施した後、表面硬度、内部硬度、有効硬化層深さの調査、および衝撃試験と回転曲げ疲労試験およびローラーピッチング試験を実施した。
【0036】
また、No.18の鋼材を用いて焼入れ焼戻し条件と高周波加熱条件について微調整を行い、高周波焼入れ部位に析出させる粒径300nm未満の炭化物の個数を変化させたものを作成し、同様の試験を実施した。以下にそれぞれの調査内容について説明する。
【0037】
[有効硬化層深さ、表面硬度、内部硬度調査、炭化物析出量]
20φ(mm)丸棒を切断し、No.1〜37の鋼については焼入れ・焼戻し後に高周波焼入れ・焼戻しを行い、従来鋼については浸炭焼入れ・焼戻しをした後、断面の硬度分布を測定し、ビッカース硬さで550HVの得られる深さを調査し有効硬化層深さとした。さらに表面から50μm深さ位置での硬度を表面硬度とし、内部(非硬化部)の硬度とともにビッカース硬度計を用いて測定した。また、No.1〜37の鋼については高周波焼入れ部位をFE−SEMで観察し、粒径300nm未満の炭化物について100μm2あたりの個数をカウントした。粒径は短径、長径の平均値とした。
【0038】
[衝撃特性]
各鋼材を用いてJIS3号衝撃試験片を作製し、No.1〜37の鋼については高周波焼入れ・焼戻しを、従来材については浸炭焼入れ焼戻しを施した後、シャルピー試験機により試験温度20℃における衝撃値を調査した。
【0039】
[回転曲げ疲労特性]
直径32mmの丸棒鋼から、平行部直径10mmの試験片を採取し、平行部に平行部と直角方向に深さ1.5mmの切り欠き(切り欠き係数:1.4)を全周にわたってつけた回転曲げ疲労試験片を調製した。No.1〜37の鋼については高周波焼入れ焼戻しを、従来鋼については浸炭焼入れ・焼戻し処理を行った。小野式回転曲げ疲労試験機を使用して107回を疲労限度として回転曲げ疲労試験を行い、回転曲げ疲労強度を測定した。
【0040】
[面圧疲労特性]
面圧疲労特性をローラーピッチング試験により調査した。直径32mmの丸棒鋼から図3に示す試験面の直径が26mm、幅が28mmの円筒部を有する試験片を作製した。また、直径70mmの丸棒鋼を用いて、鍛造により直径135mmとした後、焼準処理を行い、直径130mm、幅18mmの大ローラーを作製した。
【0041】
次いでローラー状試験片および大ローラーについて、No.1〜37の鋼については高周波焼入れ焼戻し処理を、従来鋼については浸炭焼入れ・焼戻し処理を行った。ローラーピッチング試験機を使用して107回を疲労限度として試験を行った。試験条件は回転数:1500r.p.m 、すべり率40%、潤滑剤:ミッションオイル、油温:120℃であった。
【0042】
また、面圧3000MPaにて1千万回試験を行い、その試験前後の試験片重量の差から、摩耗量を算出した。
【0043】
表2に調査結果を示す。比較例No.21はC含有量が本発明範囲より高いために、内部硬度が高くなりすぎた。そのために衝撃値が低下し、さらに疲労亀裂の進行が促進されて回転曲げ疲労強度が低下した。
【0044】
比較例No.22はC含有量が本発明の範囲より低いために、焼入れ性が低すぎて表面硬度が低くなっている。また硬化層深さも浅すぎる。そのため、回転曲げ疲労強度および面疲労強度が低下した。
【0045】
比較例No.23はSi含有量が本発明の範囲よりも低い。そのために軟化抵抗が低すぎて面疲労強度が低下した。比較例No.24はSi含有量が本発明の範囲より高く、そのために靭性が低くなっており、衝撃値および回転曲げ疲労強度が低下した。
【0046】
比較例No.25はMn含有量が本発明範囲より低いために焼入性が低すぎて有効硬化層深さが浅すぎるために全体の強度が不足しており回転曲げ疲労強度が低下した。比較例No.26はMn含有量が本発明の範囲より高いために焼入れ性が高くなりすぎている。そのため、衝撃値および回転曲げ疲労強度が低下した。
【0047】
比較例No.27はCr含有量が本発明範囲より高い。そのために靭性が低下し、曲げ疲労強度が低下した。比較例No.28、29はNb含有量が本発明範囲よりも低いために結晶粒が大きめになって衝撃値および曲げ疲労強度が低下した。
【0048】
比較例No.30、31、35はTi含有量が本発明範囲よりも低いために結晶粒が大きくなって衝撃値および曲げ疲労強度が低下した。
比較例No.32、33、34はB含有量が本発明範囲よりも低いために焼入れ性が不足しており、硬化層深さが浅く、内部硬度も低めであるために全体の強度が不足して回転曲げ疲労強度が不足した。
【0049】
比較例No.36はZの値が本発明範囲より低くなっており、面疲労強度が低下した。比較例No.37はZの値が本発明範囲よりも高くなっており、焼入れ性が高く、硬化深さ、内部硬度が高くなりすぎて衝撃値が低下し、回転曲げ疲労強度も低下した。
【0050】
これに対して本発明鋼であるNo.1〜20は比較例No.21〜37および従来鋼No.38に比べて、衝撃特性、回転曲げ疲労特性、面疲労特性ともに良好な結果が得られた。
【0051】
表3に高周波焼入れ部位に析出させる粒径300nm未満の炭化物の個数を変化させて回転曲げ疲労特性、面疲労特性を調査した結果を示す。径が300nm以下の炭化物の個数が本発明範囲よりも少ない18−5、18−6、18−7は摩耗量が大きい。それに対して本発明範囲内である18−1、18−2、18−3、18−4は摩耗量が少なく耐磨耗性が良好である。
【0052】
【表1】
【0053】
【表2】
【0054】
【表3】
【特許請求の範囲】
【請求項1】
質量%で、C:0.25〜0.65%、Si:0.70〜2.00%以上、Mn:0.30〜2.00%、Cr:1.50%以下を含有し、(1)式で計算されるZの値が15≦Z≦30で、残部がFeおよび不可避的不純物からなる成分組成を有し、高周波焼入れ部の組織が焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散していることを特徴とする耐摩耗性と面疲労特性に優れた高周波焼入れ歯車。
Z=10Si+Cr+50(D×Ceq)/A ・・・(1)
ここで、Si、Crはそれぞれの元素の含有する量(質量%)を示す。Dは焼入れ性指数、Ceqは炭素当量、AはAc3変態点で、(2)、(3)、(4)式で計算された値とする。
D=8.76*√(C)*(1+0.64*Si)*(1+4.1*Mn)*(1+2.33*Cr)・・・(2)
但し、式において各合金元素は含有量(質量%)で、Bを添加した場合はD値はこの計算式による値の2倍とする。
Ceq=C+Si/7+Mn/5+Cr/9+0.023・・・(3)
但し、式において各合金元素は含有量(質量%)とする。
A=921−203√C+44.7*Si−30*Mn−11*Cr・・・(4)
但し、式において各合金元素は含有量(質量%)とする。
【請求項2】
成分組成に、更に、質量%で、Nb:0.010〜0.060%、Ti:0.005〜0.050%、B:0.0005〜0.0100%の1種以上を含有することを特徴とする請求項1記載の耐摩耗性と面疲労特性に優れた高周波焼入れ歯車。
【請求項3】
請求項1または2に記載の成分組成の鋼を、熱間鍛造後、焼入れ・焼戻しを行い、その後歯車形状に加工し、表面硬化熱処理として高周波焼入れ・焼戻しを行い、高周波焼入れ部の組織を焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散したものとすることを特徴とする、耐摩耗性と面疲労特性に優れた歯車の製造方法。
【請求項4】
前記高周波焼入れ・焼戻し後、更に歯面にショットピーニングまたは研磨を行うことを特徴とする、請求項3記載の耐摩耗性と面疲労特性に優れた歯車の製造方法。
【請求項1】
質量%で、C:0.25〜0.65%、Si:0.70〜2.00%以上、Mn:0.30〜2.00%、Cr:1.50%以下を含有し、(1)式で計算されるZの値が15≦Z≦30で、残部がFeおよび不可避的不純物からなる成分組成を有し、高周波焼入れ部の組織が焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散していることを特徴とする耐摩耗性と面疲労特性に優れた高周波焼入れ歯車。
Z=10Si+Cr+50(D×Ceq)/A ・・・(1)
ここで、Si、Crはそれぞれの元素の含有する量(質量%)を示す。Dは焼入れ性指数、Ceqは炭素当量、AはAc3変態点で、(2)、(3)、(4)式で計算された値とする。
D=8.76*√(C)*(1+0.64*Si)*(1+4.1*Mn)*(1+2.33*Cr)・・・(2)
但し、式において各合金元素は含有量(質量%)で、Bを添加した場合はD値はこの計算式による値の2倍とする。
Ceq=C+Si/7+Mn/5+Cr/9+0.023・・・(3)
但し、式において各合金元素は含有量(質量%)とする。
A=921−203√C+44.7*Si−30*Mn−11*Cr・・・(4)
但し、式において各合金元素は含有量(質量%)とする。
【請求項2】
成分組成に、更に、質量%で、Nb:0.010〜0.060%、Ti:0.005〜0.050%、B:0.0005〜0.0100%の1種以上を含有することを特徴とする請求項1記載の耐摩耗性と面疲労特性に優れた高周波焼入れ歯車。
【請求項3】
請求項1または2に記載の成分組成の鋼を、熱間鍛造後、焼入れ・焼戻しを行い、その後歯車形状に加工し、表面硬化熱処理として高周波焼入れ・焼戻しを行い、高周波焼入れ部の組織を焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散したものとすることを特徴とする、耐摩耗性と面疲労特性に優れた歯車の製造方法。
【請求項4】
前記高周波焼入れ・焼戻し後、更に歯面にショットピーニングまたは研磨を行うことを特徴とする、請求項3記載の耐摩耗性と面疲労特性に優れた歯車の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−112826(P2013−112826A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−257489(P2011−257489)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(399009642)JFE条鋼株式会社 (45)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(399009642)JFE条鋼株式会社 (45)
【Fターム(参考)】
[ Back to top ]