
耐油ぬれ拡がり性に優れた表面処理鋼板
【課題】耐油ぬれ拡がり性に優れ、軸受ホルダ部を備えた部品において、軸受部の潤滑油不足を生じるような潤滑油の滲み出しを効果的に抑制できる表面処理鋼板を提供する。
【解決手段】少なくとも鋼板片面側の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)が10°以上であり、好ましくは、表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)に対する上記潤滑油の接触角が10°以上であり、さらに好ましくは、防錆皮膜表面(A)および表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)におけるクラック生成密度が100μm当たり200本以下であることを特徴とする。
【解決手段】少なくとも鋼板片面側の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)が10°以上であり、好ましくは、表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)に対する上記潤滑油の接触角が10°以上であり、さらに好ましくは、防錆皮膜表面(A)および表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)におけるクラック生成密度が100μm当たり200本以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐油ぬれ拡がり性に優れた表面処理鋼板に関するもので、特に、自動車やAV・OA機器分野で使用される各種モータのモータケース(軸受を保持するための軸受ホルダ部を備えたモータケース)に好適な表面処理鋼板に関するものである。
【背景技術】
【0002】
軸受は転がり軸受とすべり軸受に大別されるが、自動車に用いられる電装モータや、HDDなどの電子記録機器、コピー機などの電子機器に用いられる各種モータの軸受の多くはすべり軸受である。すべり軸受は、軸受部に潤滑油を給油し、主に回転の際に潤滑油に発生する油圧で回転軸と軸受の接触・凝着を防ぐものであり、このため、給油された潤滑油が軸受部(通常、軸受部には潤滑油を含浸できる軸受部材が用いられる)に適切に保持されることが必要である。しかし、従来のモータでは、軸受部から潤滑油が滲み出すという問題があり、潤滑油不足による回転軸と軸受の接触・凝着が発生しやすく、モータの振動や騒音の原因となっている。
【0003】
従来、軸受部からの潤滑油の滲み出しを防止するため、軸受材料や軸受部および軸受部周辺の構造などを改善する提案(例えば、特許文献1,2)がなされているが、軸受部からの潤滑油の滲み出しの防止効果は必ずしも十分なものではなかった。
【特許文献1】特開平7−238934号公報
【特許文献2】特開平9−210065号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、自動車、OA・AV機器などで使用される各種モータの軸受(軸受部材)は、モータケースに形成された軸受ホルダ部に保持・固定される構造が一般的であり、また、モータケースは、亜鉛系めっき鋼板表面に防錆皮膜を形成した表面処理鋼板を塑性加工したものが広く用いられている。
軸受部から潤滑油が滲み出す場合、潤滑油は軸受(軸受部材)から軸受ホルダ部周辺のモータケース内面に滲み出して拡がっていく。このような潤滑油の滲み出しを防止するための従来の研究は、専ら軸受材料や軸受部および軸受部周辺の構造などの改善に向けられてきたが、その成果は十分なものではなかった。
【0005】
これに対して本発明者らは、軸受ホルダ部が形成されたモータケース(表面処理鋼板)の表面性状に着目し、軸受部から潤滑油が滲み出す機構とその対策について検討を行った。その結果、軸受部から潤滑油が滲み出すのは、軸受ホルダ部を含めたモータケース内面(表面処理鋼板表面)に潤滑油ぬれ性があるためであり、この表面性状のために軸受内の潤滑油が周辺のケース内面に次々と滲み出し、ぬれ拡がっていくことが判った。したがって、軸受ホルダ部を含めたモータケース内面(表面処理鋼板表面)の潤滑油ぬれ性を十分に低いレベルに抑えることにより、軸受からモータケース内面への潤滑油の浸透を抑える(すなわち、潤滑油を軸受内に封じ込める)ことができ、その結果、軸受部の潤滑油不足を生じるような潤滑油の滲み出しを効果的に抑制できることが判った。
【0006】
したがって本発明の目的は、耐油ぬれ拡がり性に優れ、モータケースなどのような軸受を保持するための軸受ホルダ部を備えた部品に適用した場合に、軸受部の潤滑油不足を生じるような潤滑油の滲み出しを効果的に抑制することができる表面処理鋼板を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記知見に基づきさらに検討した結果、モータケース内面となるべき表面処理鋼板面に対する潤滑油の接触角を所定のレベル以上とすることにより、軸受部からの潤滑油の滲み出しを効果的に抑制できることを見出した。また、さらに好ましくは、所定の加工条件で塑性加工された後の表面処理鋼板面に対する潤滑油の接触角を所定のレベル以上とすること、さらには皮膜表面に存在する微小クラックの生成密度を規制することにより、より優れた潤滑油の滲み出し抑制効果が得られることを見出した。
【0008】
本発明は、このような知見に基づきなされたもので、以下を要旨とするものである。
[1]亜鉛系めっき鋼板表面に防錆皮膜が形成された表面処理鋼板であって、
少なくとも鋼板片面側の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)が10°以上であることを特徴とする、耐油ぬれ拡がり性に優れた表面処理鋼板。
[2]上記[1]の表面処理鋼板において、表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)が10°以上であることを特徴とする、耐油ぬれ拡がり性に優れた表面処理鋼板。
【0009】
[3]上記[1]または[2]の表面処理鋼板において、防錆皮膜表面(A)および表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)におけるクラック生成密度が100μm当たり200本以下であることを特徴とする、耐油ぬれ拡がり性に優れた表面処理鋼板。
[4]上記[1]〜[3]のいずれかに記載された防錆皮膜表面(A)の条件を満足することを特徴とする、軸受を保持するための軸受ホルダ部を備えた部品用の表面処理鋼板。
[5]上記[1]〜[3]のいずれかに記載された防錆皮膜表面(A)の条件を満足することを特徴とする、軸受を保持するための軸受ホルダ部を備えたモータケース用の表面処理鋼板。
[6]上記[1]〜[3]のいずれかに記載された表面処理鋼板を塑性加工して得られた、軸受を保持するための軸受ホルダ部を備えたモータケースであって、防錆皮膜表面(A)がケース内面を構成することを特徴とするモータケース。
【発明の効果】
【0010】
本発明の表面処理鋼板は、耐油ぬれ拡がり性に優れ、このためモータケースなどのような軸受を保持するための軸受ホルダ部を備えた部品に適用した場合に、軸受部の潤滑油不足を生じるような潤滑油の滲み出しを効果的に抑制することができる。このためモータケースに適用した場合、軸受に対する回転軸の円滑な摺動を長時間確保でき、モータの振動や騒音の低減化と長寿命化を図ることができる。
【発明を実施するための最良の形態】
【0011】
本発明の表面処理鋼板のベースとなる亜鉛系めっき鋼板としては、亜鉛めっき鋼板、Zn−Ni合金めっき鋼板、Zn−Al−Mg合金めっき鋼板(例えば、Zn−6mass%Al−3mass%Mg合金めっき鋼板、Zn−11mass%Al−3mass%Mg合金めっき鋼板)、Zn−Al合金めっき鋼板(例えば、Zn−5mass%Al合金めっき鋼板)などを用いることが可能である。さらに、これら各種めっき鋼板のめっき層中に、少量の異種金属元素または不純物としてニッケル、コバルト、マンガン、鉄、モリブデン、タングステン、チタン、クロム、アルミニウム、マグネシウム、鉛、アンチモン、錫、銅などの1種または2種以上を含有しためっき鋼板を用いることもできる。また、上記のようなめっきのうち、同種または異種のものを2層以上めっきした複層めっき鋼板を用いることもできる。
【0012】
本発明の表面処理鋼板は、上記亜鉛系めっき鋼板表面に防錆皮膜が形成された表面処理鋼板であって、少なくとも鋼板片面側の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)を10°以上、好ましくは15°以上、さらに好ましくは25°以上とするものである。防錆皮膜は、所望の防錆性能を得るための有機成分または/および無機成分を主成分とするものである。
【0013】
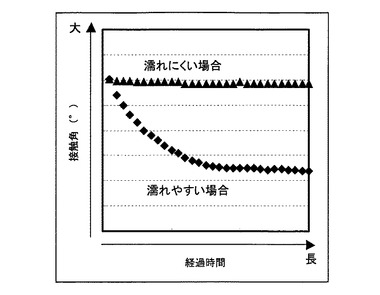
図1は、固体表面に潤滑油の液滴を形成してその接触角を測定した場合において、液滴形成直後からの接触角の経時変化の典型的なパターンを示したものであり、潤滑油がぬれにくい固体表面では接触角は経時的にほとんど変化しないのに対して、潤滑油がぬれやすい固体表面では、接触角は液滴形成直後から急速に小さくなり、一定時間経過すると安定化する。ここで、本発明が対象とするような有機成分または/および無機成分を主成分とする防錆皮膜については、液滴を形成してから少なくとも30秒経過すれば接触角は安定化することが判ったので、本発明で用いる接触角は、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角とした。
【0014】
防錆皮膜表面(A)に対する潤滑油の接触角の測定は、例えば、次のようにして行う。鋼板表面温度が30℃において防錆皮膜(A)(表面処理鋼板)の表面に、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の液滴を形成して、接触角計で接触角を連続的に測定し、防錆皮膜表面(A)に液滴を形成してから30秒後の接触角の値を当該防錆皮膜表面(A)の接触角とする。なお、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油としては、例えば、NOKクリューバー(株)製「ALL TIME J 652」(40℃での動粘度:60mm2/s、100℃での動粘度:13mm2/s)や、ポーライト(株)製「PSL-7」(40℃での動粘度:60mm2/s、100℃での動粘度:13mm2/s)を用いることができる。また、接触角計としては、例えば、協和界面科学(株)製「Drop Master 500」を用いることができる。
【0015】
この防錆皮膜表面(A)に対する潤滑油の接触角は本発明で最も重要な要件であり、この接触角が上記条件を満足することによって、優れた耐油ぬれ拡がり性を得ることが可能となる。接触角を大きくすることは、防錆皮膜表面(A)での潤滑油の界面張力を大きくすることであるが、界面張力は潤滑油が球状になろうとする方向に働く力であるため、界面張力が大きくなればぬれにくい状態になり、耐油ぬれ拡がり性が向上すると考えられる。上記潤滑油の接触角を10°以上、好ましくは15°以上、さらに好ましくは25°以上とすることにより、回転軸と軸受の接触・凝着の原因となる潤滑油不足を生じさせるような軸受からの潤滑油の滲み出しを効果的に抑制することができる。
なお、本発明の表面処理鋼板は、少なくともモータケースの内面側となる鋼板片面側の防錆皮膜表面(A)について、潤滑油の接触角を上記条件とすればよい。
【0016】
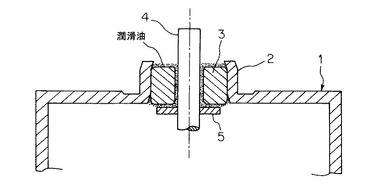
軸受ホルダ部を備えたモータケースは、通常、表面処理鋼板にプレス成形などの塑性加工を施して製造される。図2は、一般的なモータケースの軸受ホルダ部側の断面を示すもので、1は表面処理鋼板をプレス成形して得られたモータケース、2はこのモータケース1の端部に加工成形された軸受ホルダ部、3はこの軸受ホルダ部2内に保持・固定された軸受(軸受部材)、4はこの軸受3に回転自在に支持されるモータ回転軸、5はワッシャである。表面処理鋼板が図2に示すようなモータケース(軸受ホルダ部を有するモータケース)の形状まで成形される際、多くの場合、延伸率20%前後の塑性加工がなされ、このような塑性加工により防錆皮膜表面(A)に対する潤滑油の接触角が小さくなる場合が多い。したがって、表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)に対する上記潤滑油の接触角も10°以上、好ましくは15°以上、さらに好ましくは25°以上とすることが望ましい。
防錆皮膜表面(A)に対する上記潤滑油の接触角は大きいほど耐油ぬれ拡がり性が良好となるが、一方で、プレス成形などの塑性加工時に加工油をはじくと加工が困難になることから、防錆皮膜表面(A)に対する上記潤滑油の接触角は90°未満であることが好ましい。
【0017】
また、防錆皮膜表面(A)に存在する微小クラックも潤滑油ぬれ性に影響を与えており、上述した潤滑油の接触角の制御だけでも優れた耐油ぬれ拡がり性が得られるが、微小クラックの生成密度を規制することにより、より優れた耐油ぬれ拡がり性が得られることが判った。これは、微小クラックは、その毛細管作用によって潤滑油のぬれ拡がりを促進するためであると考えられる。
具体的には、防錆皮膜表面(A)に存在するクラックの生成密度を100μm当たり200本以下、より好ましくは150本以下、さらに好ましくは100本以下とすることにより、特に優れた耐油ぬれ拡がり性を得ることができる。ここでクラックの生成密度は、電子顕微鏡を用い、例えば、加速電圧5kV、2000倍で表面処理鋼板の表面を観察して、100μm当たりのクラック数を計数する。なお、電子顕微鏡としては、例えば、日本電子(株)製「JCM-5600」を用いることができる。
また、皮膜表面のクラックは、表面処理鋼板をモータケースなどに塑性加工(主にプレス成形)した場合に導入されやすく、したがって、表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)におけるクラック生成密度についても、100μm当たり200本以下、より好ましくは150本以下、さら好ましくは100本以下とすることが望ましい。
【0018】
本発明の表面処理鋼板は、防錆皮膜の下層に1層以上の下地皮膜(例えば、化成処理皮膜など)を有していてもよい。
本発明の表面処理鋼板は適宜な用途に用いることができるが、特に軸受(すべり軸受)を保持するための軸受ホルダ部を備えた部品用、とりわけ、図2に示すようなモータケース用として好適なものである。
本発明の表面処理鋼板を用いて、軸受(すべり軸受)を保持するための軸受ホルダ部を備えたモータケースを製造する場合、その防錆皮膜表面(A)がケース内面側となるよう、表面処理鋼板をプレス成形などにより加工し、図2に示すようなモータケースに成形する。
【0019】
次に、本発明の表面処理鋼板の製造方法について説明する。
本発明の表面処理鋼板は、亜鉛系めっき鋼板(下地皮膜が形成されている場合を含む)の表面に防錆皮膜用の表面処理液(表面処理組成物)を付着させ、加熱乾燥して防錆皮膜を形成することで製造される。前記表面処理液は、皮膜に防錆性能を与えるための有機成分または/および無機成分を主成分とし、本発明条件を満足する防錆皮膜を形成できるものであれば、種類や添加成分は特に限定されるものではないが、本発明条件を満足する潤滑油の接触角を確保する手段の一例として、(i)界面活性剤、(ii)粒子径0.05〜5μmの微粒子、(iii)フッ素系樹脂、の中から選ばれる1種以上の成分を添加することが挙げられる。
【0020】
前記界面活性剤としては、イオン性界面活性剤、非イオン性界面活性剤、両性界面活性剤が挙げられ、これらの1種以上を用いることができる。
前記粒子径0.05〜5μmの微粒子としては、例えば、ポリエチレンワックス、ポリプロピレンワックスなどのポリオレフィンワックス、ラノリン系ワックス、モンタンワックス、マイクロクリスタリンワックス、パラフィンワックス、カルナウバろうなどのような固形潤滑剤が挙げられ、これらの1種以上を用いることができる。
前記フッ素系樹脂とは、水素原子の1個以上がフッ素で置換されたエチレンおよびその誘導体の重合によって得られる樹脂であり、テトラフルオロエチレン(PTFE)、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)、フルオロエチレンとビニルエーテルの共重合体、テトラフルオロエチレンとエチレン共重合体(4フッ化エチレン・エチレン共重合樹脂:ETFE)、テトラフルオロエチレンとヘキサフルオロプロピレンの共同合体(FEP)などが挙げられるが、C−F結合を有するものであれば、その種類は特に限定されない。これらをノニオンまたはカチオンのイオン性を持たせて、水に分散したものの1種以上を用いることができる。
【0021】
また、(i)界面活性剤、(ii)粒子径0.05〜5μmの微粒子、(iii)フッ素系樹脂、の中から選ばれる1種以上の添加成分の配合量は、表面処理液中の固形分の割合で0.1〜20mass%、より好ましくは0.5〜15mass%、さらに好ましくは1〜10mass%程度とすることが適当である。配合量が0.1mass%未満では耐油ぬれ拡がり性が不十分となる場合があり、一方、20mass%を超えると耐食性が劣化する場合がある。
上述した添加成分を含む表面処理液を用いて形成した防錆皮膜が、潤滑油の接触角が高くなるメカニズムは必ずしも明らかではないが、上記添加成分を含有させた防錆皮膜は、表面自由エネルギーが低下するためであると推定される。
【0022】
防錆皮膜表面(A)におけるクラック生成密度、特に表面処理鋼板を延伸率20%で塑性加工した後のクラック生成密度をなるべく少なくするには、防錆皮膜の皮膜厚を3μm以下とすることが好ましい。3μmを超えると皮膜中の残留応力によってクラックが導入されやすくなるためである。皮膜厚は、より好ましくは1.5μm以下であり、特に好ましくは0.8μm以下である。
本発明の防錆皮膜は、上述したような表面処理液を、例えば、塗布法、浸漬法、スプレー法などにより亜鉛系めっき鋼板面(または下地皮膜表面)に付着させた後、加熱乾燥を行うことにより形成される。加熱乾燥手段としては、ドライヤー、熱風炉、高周波誘導加熱炉、赤外線炉などを用いることができる。なお、固形潤滑剤を添加する場合は、乾燥温度が固形潤滑剤の軟化点以上である方が、防錆皮膜の表面自由エネルギーをより低下させることができるため好ましい。
【実施例】
【0023】
シリカ、シランカップリング剤およびアクリル樹脂を主成分とする防錆処理液に、表2に示す界面活性剤、表3に示す微粒子、表4に示すフッ素系樹脂を適宜配合して表面処理液を調製した。
処理原板である表1に示す亜鉛系めっき鋼板をアルカリ脱脂処理し、水洗および乾燥した後、上記表面処理液をバーコーターで塗布し、その後、直ちに鋼板表面温度が数秒〜十数秒で所定温度になるように加熱乾燥し、表面処理皮膜(防錆皮膜)を形成させた。この表面処理皮膜の膜厚は表面処理液の濃度により調整し、皮膜の膜厚は電子顕微鏡で皮膜断面を観察して定量した。
得られた表面処理鋼板について、皮膜表面に対する潤滑油の接触角と皮膜表面のクラック生成密度を測定した。その結果を、表面処理鋼板の皮膜構成などとともに表5に示す。また、表面処理鋼板の耐油ぬれ拡がり性を評価した結果を表6に示す。
【0024】
皮膜表面に対する潤滑油の接触角および皮膜表面のクラック生成密度の測定と、耐油ぬれ拡がり性の評価は、以下のようにして行った。なお、それらの測定・評価は、塑性加工を施していない試験材(未加工材)と塑性加工を施した試験材(塑性加工材)についてそれぞれ行った。塑性加工では、電子式万能試験機(YONEKURA(株)製「CATY」)を用いて、表面処理鋼板を延伸速度10mm/min、延伸率20%で延伸した。
(1)皮膜表面に対する潤滑油の接触角
接触角測定用の潤滑油としては、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sの潤滑油(NOKクリューバー(株)製「ALL TIME J 652」)を用いた。この潤滑油により30℃の試験材(表面処理鋼板)の表面に液滴を形成し、接触角計(協和界面科学(株)製「Drop Master 500」)を用いて接触角を連続的に測定し、液滴を形成してから30秒後の値を接触角とした。
【0025】
(2)皮膜表面のクラック生成密度
電子顕微鏡(日本電子(株)製「JCM-5600」)を用い、加速電圧5kV、2000倍で試験材(表面処理鋼板)の表面を観察し、クラックの生成密度が高そうな5箇所を選択し、各々の箇所で20μm長さの部分(5箇所の合計で長さ100μm)のクラック数を計数し、5箇所合計のクラック数を100μm当たりのクラック生成密度とした。
(3)耐油ぬれ拡がり性
40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sの潤滑油(NOKクリューバー(株)製「ALL TIME J 652」)を容器に入れ、鉛直に立てた試験材の下端部を容器内の潤滑油に浸した状態で室温30℃で3日間放置し、潤滑剤の滲み拡がり高さを測定した。その評価基準は、以下のとおりである。
◎ :滲み拡がり高さ0.5cm未満
○ :滲み拡がり高さ0.5cm以上、1.0cm未満
○−:滲み拡がり高さ1.0cm以上、1.5cm未満
△ :滲み拡がり高さ1.5cm以上、3.0cm未満
× :滲み拡がり高さ3.0cm以上
【0026】
【表1】

【0027】
【表2】
【0028】
【表3】
【0029】
【表4】
【0030】
【表5】
【0031】
【表6】
【図面の簡単な説明】
【0032】
【図1】固体表面に潤滑油の液滴を形成してその接触角を測定した場合において、液滴形成直後からの接触角の経時変化の典型的なパターンを示した図面
【図2】一般的なモータケースの軸受ホルダ部側の断面図
【符号の説明】
【0033】
1 モータケース
2 軸受ホルダ部
3 軸受
4 モータ回転軸
5 ワッシャ
【技術分野】
【0001】
本発明は、耐油ぬれ拡がり性に優れた表面処理鋼板に関するもので、特に、自動車やAV・OA機器分野で使用される各種モータのモータケース(軸受を保持するための軸受ホルダ部を備えたモータケース)に好適な表面処理鋼板に関するものである。
【背景技術】
【0002】
軸受は転がり軸受とすべり軸受に大別されるが、自動車に用いられる電装モータや、HDDなどの電子記録機器、コピー機などの電子機器に用いられる各種モータの軸受の多くはすべり軸受である。すべり軸受は、軸受部に潤滑油を給油し、主に回転の際に潤滑油に発生する油圧で回転軸と軸受の接触・凝着を防ぐものであり、このため、給油された潤滑油が軸受部(通常、軸受部には潤滑油を含浸できる軸受部材が用いられる)に適切に保持されることが必要である。しかし、従来のモータでは、軸受部から潤滑油が滲み出すという問題があり、潤滑油不足による回転軸と軸受の接触・凝着が発生しやすく、モータの振動や騒音の原因となっている。
【0003】
従来、軸受部からの潤滑油の滲み出しを防止するため、軸受材料や軸受部および軸受部周辺の構造などを改善する提案(例えば、特許文献1,2)がなされているが、軸受部からの潤滑油の滲み出しの防止効果は必ずしも十分なものではなかった。
【特許文献1】特開平7−238934号公報
【特許文献2】特開平9−210065号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、自動車、OA・AV機器などで使用される各種モータの軸受(軸受部材)は、モータケースに形成された軸受ホルダ部に保持・固定される構造が一般的であり、また、モータケースは、亜鉛系めっき鋼板表面に防錆皮膜を形成した表面処理鋼板を塑性加工したものが広く用いられている。
軸受部から潤滑油が滲み出す場合、潤滑油は軸受(軸受部材)から軸受ホルダ部周辺のモータケース内面に滲み出して拡がっていく。このような潤滑油の滲み出しを防止するための従来の研究は、専ら軸受材料や軸受部および軸受部周辺の構造などの改善に向けられてきたが、その成果は十分なものではなかった。
【0005】
これに対して本発明者らは、軸受ホルダ部が形成されたモータケース(表面処理鋼板)の表面性状に着目し、軸受部から潤滑油が滲み出す機構とその対策について検討を行った。その結果、軸受部から潤滑油が滲み出すのは、軸受ホルダ部を含めたモータケース内面(表面処理鋼板表面)に潤滑油ぬれ性があるためであり、この表面性状のために軸受内の潤滑油が周辺のケース内面に次々と滲み出し、ぬれ拡がっていくことが判った。したがって、軸受ホルダ部を含めたモータケース内面(表面処理鋼板表面)の潤滑油ぬれ性を十分に低いレベルに抑えることにより、軸受からモータケース内面への潤滑油の浸透を抑える(すなわち、潤滑油を軸受内に封じ込める)ことができ、その結果、軸受部の潤滑油不足を生じるような潤滑油の滲み出しを効果的に抑制できることが判った。
【0006】
したがって本発明の目的は、耐油ぬれ拡がり性に優れ、モータケースなどのような軸受を保持するための軸受ホルダ部を備えた部品に適用した場合に、軸受部の潤滑油不足を生じるような潤滑油の滲み出しを効果的に抑制することができる表面処理鋼板を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記知見に基づきさらに検討した結果、モータケース内面となるべき表面処理鋼板面に対する潤滑油の接触角を所定のレベル以上とすることにより、軸受部からの潤滑油の滲み出しを効果的に抑制できることを見出した。また、さらに好ましくは、所定の加工条件で塑性加工された後の表面処理鋼板面に対する潤滑油の接触角を所定のレベル以上とすること、さらには皮膜表面に存在する微小クラックの生成密度を規制することにより、より優れた潤滑油の滲み出し抑制効果が得られることを見出した。
【0008】
本発明は、このような知見に基づきなされたもので、以下を要旨とするものである。
[1]亜鉛系めっき鋼板表面に防錆皮膜が形成された表面処理鋼板であって、
少なくとも鋼板片面側の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)が10°以上であることを特徴とする、耐油ぬれ拡がり性に優れた表面処理鋼板。
[2]上記[1]の表面処理鋼板において、表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)が10°以上であることを特徴とする、耐油ぬれ拡がり性に優れた表面処理鋼板。
【0009】
[3]上記[1]または[2]の表面処理鋼板において、防錆皮膜表面(A)および表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)におけるクラック生成密度が100μm当たり200本以下であることを特徴とする、耐油ぬれ拡がり性に優れた表面処理鋼板。
[4]上記[1]〜[3]のいずれかに記載された防錆皮膜表面(A)の条件を満足することを特徴とする、軸受を保持するための軸受ホルダ部を備えた部品用の表面処理鋼板。
[5]上記[1]〜[3]のいずれかに記載された防錆皮膜表面(A)の条件を満足することを特徴とする、軸受を保持するための軸受ホルダ部を備えたモータケース用の表面処理鋼板。
[6]上記[1]〜[3]のいずれかに記載された表面処理鋼板を塑性加工して得られた、軸受を保持するための軸受ホルダ部を備えたモータケースであって、防錆皮膜表面(A)がケース内面を構成することを特徴とするモータケース。
【発明の効果】
【0010】
本発明の表面処理鋼板は、耐油ぬれ拡がり性に優れ、このためモータケースなどのような軸受を保持するための軸受ホルダ部を備えた部品に適用した場合に、軸受部の潤滑油不足を生じるような潤滑油の滲み出しを効果的に抑制することができる。このためモータケースに適用した場合、軸受に対する回転軸の円滑な摺動を長時間確保でき、モータの振動や騒音の低減化と長寿命化を図ることができる。
【発明を実施するための最良の形態】
【0011】
本発明の表面処理鋼板のベースとなる亜鉛系めっき鋼板としては、亜鉛めっき鋼板、Zn−Ni合金めっき鋼板、Zn−Al−Mg合金めっき鋼板(例えば、Zn−6mass%Al−3mass%Mg合金めっき鋼板、Zn−11mass%Al−3mass%Mg合金めっき鋼板)、Zn−Al合金めっき鋼板(例えば、Zn−5mass%Al合金めっき鋼板)などを用いることが可能である。さらに、これら各種めっき鋼板のめっき層中に、少量の異種金属元素または不純物としてニッケル、コバルト、マンガン、鉄、モリブデン、タングステン、チタン、クロム、アルミニウム、マグネシウム、鉛、アンチモン、錫、銅などの1種または2種以上を含有しためっき鋼板を用いることもできる。また、上記のようなめっきのうち、同種または異種のものを2層以上めっきした複層めっき鋼板を用いることもできる。
【0012】
本発明の表面処理鋼板は、上記亜鉛系めっき鋼板表面に防錆皮膜が形成された表面処理鋼板であって、少なくとも鋼板片面側の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)を10°以上、好ましくは15°以上、さらに好ましくは25°以上とするものである。防錆皮膜は、所望の防錆性能を得るための有機成分または/および無機成分を主成分とするものである。
【0013】
図1は、固体表面に潤滑油の液滴を形成してその接触角を測定した場合において、液滴形成直後からの接触角の経時変化の典型的なパターンを示したものであり、潤滑油がぬれにくい固体表面では接触角は経時的にほとんど変化しないのに対して、潤滑油がぬれやすい固体表面では、接触角は液滴形成直後から急速に小さくなり、一定時間経過すると安定化する。ここで、本発明が対象とするような有機成分または/および無機成分を主成分とする防錆皮膜については、液滴を形成してから少なくとも30秒経過すれば接触角は安定化することが判ったので、本発明で用いる接触角は、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角とした。
【0014】
防錆皮膜表面(A)に対する潤滑油の接触角の測定は、例えば、次のようにして行う。鋼板表面温度が30℃において防錆皮膜(A)(表面処理鋼板)の表面に、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の液滴を形成して、接触角計で接触角を連続的に測定し、防錆皮膜表面(A)に液滴を形成してから30秒後の接触角の値を当該防錆皮膜表面(A)の接触角とする。なお、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油としては、例えば、NOKクリューバー(株)製「ALL TIME J 652」(40℃での動粘度:60mm2/s、100℃での動粘度:13mm2/s)や、ポーライト(株)製「PSL-7」(40℃での動粘度:60mm2/s、100℃での動粘度:13mm2/s)を用いることができる。また、接触角計としては、例えば、協和界面科学(株)製「Drop Master 500」を用いることができる。
【0015】
この防錆皮膜表面(A)に対する潤滑油の接触角は本発明で最も重要な要件であり、この接触角が上記条件を満足することによって、優れた耐油ぬれ拡がり性を得ることが可能となる。接触角を大きくすることは、防錆皮膜表面(A)での潤滑油の界面張力を大きくすることであるが、界面張力は潤滑油が球状になろうとする方向に働く力であるため、界面張力が大きくなればぬれにくい状態になり、耐油ぬれ拡がり性が向上すると考えられる。上記潤滑油の接触角を10°以上、好ましくは15°以上、さらに好ましくは25°以上とすることにより、回転軸と軸受の接触・凝着の原因となる潤滑油不足を生じさせるような軸受からの潤滑油の滲み出しを効果的に抑制することができる。
なお、本発明の表面処理鋼板は、少なくともモータケースの内面側となる鋼板片面側の防錆皮膜表面(A)について、潤滑油の接触角を上記条件とすればよい。
【0016】
軸受ホルダ部を備えたモータケースは、通常、表面処理鋼板にプレス成形などの塑性加工を施して製造される。図2は、一般的なモータケースの軸受ホルダ部側の断面を示すもので、1は表面処理鋼板をプレス成形して得られたモータケース、2はこのモータケース1の端部に加工成形された軸受ホルダ部、3はこの軸受ホルダ部2内に保持・固定された軸受(軸受部材)、4はこの軸受3に回転自在に支持されるモータ回転軸、5はワッシャである。表面処理鋼板が図2に示すようなモータケース(軸受ホルダ部を有するモータケース)の形状まで成形される際、多くの場合、延伸率20%前後の塑性加工がなされ、このような塑性加工により防錆皮膜表面(A)に対する潤滑油の接触角が小さくなる場合が多い。したがって、表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)に対する上記潤滑油の接触角も10°以上、好ましくは15°以上、さらに好ましくは25°以上とすることが望ましい。
防錆皮膜表面(A)に対する上記潤滑油の接触角は大きいほど耐油ぬれ拡がり性が良好となるが、一方で、プレス成形などの塑性加工時に加工油をはじくと加工が困難になることから、防錆皮膜表面(A)に対する上記潤滑油の接触角は90°未満であることが好ましい。
【0017】
また、防錆皮膜表面(A)に存在する微小クラックも潤滑油ぬれ性に影響を与えており、上述した潤滑油の接触角の制御だけでも優れた耐油ぬれ拡がり性が得られるが、微小クラックの生成密度を規制することにより、より優れた耐油ぬれ拡がり性が得られることが判った。これは、微小クラックは、その毛細管作用によって潤滑油のぬれ拡がりを促進するためであると考えられる。
具体的には、防錆皮膜表面(A)に存在するクラックの生成密度を100μm当たり200本以下、より好ましくは150本以下、さらに好ましくは100本以下とすることにより、特に優れた耐油ぬれ拡がり性を得ることができる。ここでクラックの生成密度は、電子顕微鏡を用い、例えば、加速電圧5kV、2000倍で表面処理鋼板の表面を観察して、100μm当たりのクラック数を計数する。なお、電子顕微鏡としては、例えば、日本電子(株)製「JCM-5600」を用いることができる。
また、皮膜表面のクラックは、表面処理鋼板をモータケースなどに塑性加工(主にプレス成形)した場合に導入されやすく、したがって、表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)におけるクラック生成密度についても、100μm当たり200本以下、より好ましくは150本以下、さら好ましくは100本以下とすることが望ましい。
【0018】
本発明の表面処理鋼板は、防錆皮膜の下層に1層以上の下地皮膜(例えば、化成処理皮膜など)を有していてもよい。
本発明の表面処理鋼板は適宜な用途に用いることができるが、特に軸受(すべり軸受)を保持するための軸受ホルダ部を備えた部品用、とりわけ、図2に示すようなモータケース用として好適なものである。
本発明の表面処理鋼板を用いて、軸受(すべり軸受)を保持するための軸受ホルダ部を備えたモータケースを製造する場合、その防錆皮膜表面(A)がケース内面側となるよう、表面処理鋼板をプレス成形などにより加工し、図2に示すようなモータケースに成形する。
【0019】
次に、本発明の表面処理鋼板の製造方法について説明する。
本発明の表面処理鋼板は、亜鉛系めっき鋼板(下地皮膜が形成されている場合を含む)の表面に防錆皮膜用の表面処理液(表面処理組成物)を付着させ、加熱乾燥して防錆皮膜を形成することで製造される。前記表面処理液は、皮膜に防錆性能を与えるための有機成分または/および無機成分を主成分とし、本発明条件を満足する防錆皮膜を形成できるものであれば、種類や添加成分は特に限定されるものではないが、本発明条件を満足する潤滑油の接触角を確保する手段の一例として、(i)界面活性剤、(ii)粒子径0.05〜5μmの微粒子、(iii)フッ素系樹脂、の中から選ばれる1種以上の成分を添加することが挙げられる。
【0020】
前記界面活性剤としては、イオン性界面活性剤、非イオン性界面活性剤、両性界面活性剤が挙げられ、これらの1種以上を用いることができる。
前記粒子径0.05〜5μmの微粒子としては、例えば、ポリエチレンワックス、ポリプロピレンワックスなどのポリオレフィンワックス、ラノリン系ワックス、モンタンワックス、マイクロクリスタリンワックス、パラフィンワックス、カルナウバろうなどのような固形潤滑剤が挙げられ、これらの1種以上を用いることができる。
前記フッ素系樹脂とは、水素原子の1個以上がフッ素で置換されたエチレンおよびその誘導体の重合によって得られる樹脂であり、テトラフルオロエチレン(PTFE)、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)、フルオロエチレンとビニルエーテルの共重合体、テトラフルオロエチレンとエチレン共重合体(4フッ化エチレン・エチレン共重合樹脂:ETFE)、テトラフルオロエチレンとヘキサフルオロプロピレンの共同合体(FEP)などが挙げられるが、C−F結合を有するものであれば、その種類は特に限定されない。これらをノニオンまたはカチオンのイオン性を持たせて、水に分散したものの1種以上を用いることができる。
【0021】
また、(i)界面活性剤、(ii)粒子径0.05〜5μmの微粒子、(iii)フッ素系樹脂、の中から選ばれる1種以上の添加成分の配合量は、表面処理液中の固形分の割合で0.1〜20mass%、より好ましくは0.5〜15mass%、さらに好ましくは1〜10mass%程度とすることが適当である。配合量が0.1mass%未満では耐油ぬれ拡がり性が不十分となる場合があり、一方、20mass%を超えると耐食性が劣化する場合がある。
上述した添加成分を含む表面処理液を用いて形成した防錆皮膜が、潤滑油の接触角が高くなるメカニズムは必ずしも明らかではないが、上記添加成分を含有させた防錆皮膜は、表面自由エネルギーが低下するためであると推定される。
【0022】
防錆皮膜表面(A)におけるクラック生成密度、特に表面処理鋼板を延伸率20%で塑性加工した後のクラック生成密度をなるべく少なくするには、防錆皮膜の皮膜厚を3μm以下とすることが好ましい。3μmを超えると皮膜中の残留応力によってクラックが導入されやすくなるためである。皮膜厚は、より好ましくは1.5μm以下であり、特に好ましくは0.8μm以下である。
本発明の防錆皮膜は、上述したような表面処理液を、例えば、塗布法、浸漬法、スプレー法などにより亜鉛系めっき鋼板面(または下地皮膜表面)に付着させた後、加熱乾燥を行うことにより形成される。加熱乾燥手段としては、ドライヤー、熱風炉、高周波誘導加熱炉、赤外線炉などを用いることができる。なお、固形潤滑剤を添加する場合は、乾燥温度が固形潤滑剤の軟化点以上である方が、防錆皮膜の表面自由エネルギーをより低下させることができるため好ましい。
【実施例】
【0023】
シリカ、シランカップリング剤およびアクリル樹脂を主成分とする防錆処理液に、表2に示す界面活性剤、表3に示す微粒子、表4に示すフッ素系樹脂を適宜配合して表面処理液を調製した。
処理原板である表1に示す亜鉛系めっき鋼板をアルカリ脱脂処理し、水洗および乾燥した後、上記表面処理液をバーコーターで塗布し、その後、直ちに鋼板表面温度が数秒〜十数秒で所定温度になるように加熱乾燥し、表面処理皮膜(防錆皮膜)を形成させた。この表面処理皮膜の膜厚は表面処理液の濃度により調整し、皮膜の膜厚は電子顕微鏡で皮膜断面を観察して定量した。
得られた表面処理鋼板について、皮膜表面に対する潤滑油の接触角と皮膜表面のクラック生成密度を測定した。その結果を、表面処理鋼板の皮膜構成などとともに表5に示す。また、表面処理鋼板の耐油ぬれ拡がり性を評価した結果を表6に示す。
【0024】
皮膜表面に対する潤滑油の接触角および皮膜表面のクラック生成密度の測定と、耐油ぬれ拡がり性の評価は、以下のようにして行った。なお、それらの測定・評価は、塑性加工を施していない試験材(未加工材)と塑性加工を施した試験材(塑性加工材)についてそれぞれ行った。塑性加工では、電子式万能試験機(YONEKURA(株)製「CATY」)を用いて、表面処理鋼板を延伸速度10mm/min、延伸率20%で延伸した。
(1)皮膜表面に対する潤滑油の接触角
接触角測定用の潤滑油としては、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sの潤滑油(NOKクリューバー(株)製「ALL TIME J 652」)を用いた。この潤滑油により30℃の試験材(表面処理鋼板)の表面に液滴を形成し、接触角計(協和界面科学(株)製「Drop Master 500」)を用いて接触角を連続的に測定し、液滴を形成してから30秒後の値を接触角とした。
【0025】
(2)皮膜表面のクラック生成密度
電子顕微鏡(日本電子(株)製「JCM-5600」)を用い、加速電圧5kV、2000倍で試験材(表面処理鋼板)の表面を観察し、クラックの生成密度が高そうな5箇所を選択し、各々の箇所で20μm長さの部分(5箇所の合計で長さ100μm)のクラック数を計数し、5箇所合計のクラック数を100μm当たりのクラック生成密度とした。
(3)耐油ぬれ拡がり性
40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sの潤滑油(NOKクリューバー(株)製「ALL TIME J 652」)を容器に入れ、鉛直に立てた試験材の下端部を容器内の潤滑油に浸した状態で室温30℃で3日間放置し、潤滑剤の滲み拡がり高さを測定した。その評価基準は、以下のとおりである。
◎ :滲み拡がり高さ0.5cm未満
○ :滲み拡がり高さ0.5cm以上、1.0cm未満
○−:滲み拡がり高さ1.0cm以上、1.5cm未満
△ :滲み拡がり高さ1.5cm以上、3.0cm未満
× :滲み拡がり高さ3.0cm以上
【0026】
【表1】
【0027】
【表2】
【0028】
【表3】
【0029】
【表4】
【0030】
【表5】
【0031】
【表6】
【図面の簡単な説明】
【0032】
【図1】固体表面に潤滑油の液滴を形成してその接触角を測定した場合において、液滴形成直後からの接触角の経時変化の典型的なパターンを示した図面
【図2】一般的なモータケースの軸受ホルダ部側の断面図
【符号の説明】
【0033】
1 モータケース
2 軸受ホルダ部
3 軸受
4 モータ回転軸
5 ワッシャ
【特許請求の範囲】
【請求項1】
亜鉛系めっき鋼板表面に防錆皮膜が形成された表面処理鋼板であって、
少なくとも鋼板片面側の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)が10°以上であることを特徴とする、耐油ぬれ拡がり性に優れた表面処理鋼板。
【請求項2】
表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)が10°以上であることを特徴とする、請求項1に記載の耐油ぬれ拡がり性に優れた表面処理鋼板。
【請求項3】
防錆皮膜表面(A)および表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)におけるクラック生成密度が100μm当たり200本以下であることを特徴とする、請求項1または2に記載の耐油ぬれ拡がり性に優れた表面処理鋼板。
【請求項4】
請求項1〜3のいずれか1項に記載された防錆皮膜表面(A)の条件を満足することを特徴とする、軸受を保持するための軸受ホルダ部を備えた部品用の表面処理鋼板。
【請求項5】
請求項1〜3のいずれか1項に記載された防錆皮膜表面(A)の条件を満足することを特徴とする、軸受を保持するための軸受ホルダ部を備えたモータケース用の表面処理鋼板。
【請求項6】
請求項1〜3のいずれか1項に記載された表面処理鋼板を塑性加工して得られた、軸受を保持するための軸受ホルダ部を備えたモータケースであって、防錆皮膜表面(A)がケース内面を構成することを特徴とするモータケース。
【請求項1】
亜鉛系めっき鋼板表面に防錆皮膜が形成された表面処理鋼板であって、
少なくとも鋼板片面側の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)が10°以上であることを特徴とする、耐油ぬれ拡がり性に優れた表面処理鋼板。
【請求項2】
表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)に対する、40℃での動粘度が51〜69mm2/s、100℃での動粘度が11.1〜14.9mm2/sである潤滑油の接触角(但し、鋼板表面温度30℃において、防錆皮膜表面に潤滑油の液滴を形成してから30秒後の接触角)が10°以上であることを特徴とする、請求項1に記載の耐油ぬれ拡がり性に優れた表面処理鋼板。
【請求項3】
防錆皮膜表面(A)および表面処理鋼板を延伸率20%で塑性加工した後の防錆皮膜表面(A)におけるクラック生成密度が100μm当たり200本以下であることを特徴とする、請求項1または2に記載の耐油ぬれ拡がり性に優れた表面処理鋼板。
【請求項4】
請求項1〜3のいずれか1項に記載された防錆皮膜表面(A)の条件を満足することを特徴とする、軸受を保持するための軸受ホルダ部を備えた部品用の表面処理鋼板。
【請求項5】
請求項1〜3のいずれか1項に記載された防錆皮膜表面(A)の条件を満足することを特徴とする、軸受を保持するための軸受ホルダ部を備えたモータケース用の表面処理鋼板。
【請求項6】
請求項1〜3のいずれか1項に記載された表面処理鋼板を塑性加工して得られた、軸受を保持するための軸受ホルダ部を備えたモータケースであって、防錆皮膜表面(A)がケース内面を構成することを特徴とするモータケース。
【図1】

【図2】
【図2】
【公開番号】特開2009−35758(P2009−35758A)
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願番号】特願2007−199065(P2007−199065)
【出願日】平成19年7月31日(2007.7.31)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願日】平成19年7月31日(2007.7.31)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]