
耐火二層管継手
【課題】内管及び内管を被覆する耐火性外管からなる耐火二層管直管を接続する耐火二層管継手において、防火性能を保持し施工時に耐火性目地材の装着する煩雑さを無くすこと。
【解決手段】熱可塑性エラストマー、熱膨張性黒鉛、亜リン酸アルミニウム又はホウ酸の少なくとも一方及び水酸化アルミニウムを含み、酸素指数が35以上である熱膨張性目地材4を予め耐火二層管継手1の外管の開口端縁に一体的に装着された耐火二層管継手。
【解決手段】熱可塑性エラストマー、熱膨張性黒鉛、亜リン酸アルミニウム又はホウ酸の少なくとも一方及び水酸化アルミニウムを含み、酸素指数が35以上である熱膨張性目地材4を予め耐火二層管継手1の外管の開口端縁に一体的に装着された耐火二層管継手。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内管及び内管を被覆する耐火性外管からなる耐火二層管直管を連結する際に、連結部に用いられる耐火二層管継手に関する。
【背景技術】
【0002】
建築構造物の防火区画体には給水・排水管、ガス管、配電管等が貫通しており、特に給水・配水管には硬質塩化ビニル管が広く使用されている。しかし建築基準法によりこれら配管材料及びこれらを連結する際の目地材については金属製、セメントモルタル等の耐火性材料を使用することが義務付けられてきた。この規定に基づき、例えば硬質塩化ビニル管等の合成樹脂からなる内管と、繊維強化モルタル等の被覆管からなる耐火二層管直管では、その接合部においてセメントモルタル、水ガラス、金属性バンド、不燃性の無機質繊維ガスケット等が用いられている。
【0003】
しかしながら、セメント又は水ガラスを主原料とする、いわゆる湿式目地工法においては、接合部に施された目地材が経時硬化して亀裂及び剥離が発生して目地材の脱落を誘発することがある。また炭酸化による劣化を招き長期にわたって安定した目地処理としての機能を確保するのが困難となる等、耐久性に問題を生じることがある。ペースト状の目地材をチューブに充填したりテープ状にしたものを使用すると防水性が悪く、雨水に当たり軟化する問題もある。
【0004】
一方、耐火二層管直管の接合部に金属製目地カバーを使用する乾式目地工法では、寸法形状があらかじめ設定されていることから、耐火二層管直管の製造上の寸法精度の誤差等に基づく形状変形への対応が難しくなり作業性に問題を生じることがある。また断熱性が劣るので、特に給水管等に使用した場合に結露し、金属を腐食させることがある。
【0005】
更にこれらの目地工法では建造物への配管作業が完了した後、実施することからその作業空間が制限され、作業がわずらわしく均一な目地処理機能の確保は得難く、また目地処理箇所を見落とす恐れがある。更に工期の長期化を招き、経費の増大を誘発することがある。且つ地震、建造物の振動及び湿潤、温度変化に起因する耐火二層管直管の長さ変化に伴い、耐火二層管直管の破損を誘発する恐れがある。
【0006】
無機質ガスケットについては、セラミック繊維、ガラス繊維、ロックウール繊維、シリカ繊維等の不燃性を有する無機質断熱繊維からなる環状パッキンを圧縮状態に介装した接合部構造(例えば特許文献1参照)や繊維材と混和材及び連結材からなる不燃性耐火パッキンの製造法(例えば特許文献2参照)があるが、これらは脆く取り付け作業時に割れやすいという問題がある一方、耐火二層管直管の外管の切断方法が悪いと継手部分に隙間ができ結果として耐火性に問題を生じることがあった。また、ゴムと膨張性黒鉛、エポキシ樹脂及び無機充填剤からなる可撓性防火用ゴム目地材が開示されているが(例えば特許文献3、4参照)、成形性や材料強度はいまだ不十分であった。また、無機質の環状パッキンにしても、可撓性防火用ゴム目地材にしても施工現場でこれら装着することは、かなり煩雑な作業で改善を求められていた。
【特許文献1】特開平7−301393号公報(第2頁:請求項1〜12)
【特許文献2】特開平10−281294号公報(第2頁:請求項1)
【特許文献3】特開2002−181262号公報(第2頁:請求項1)
【特許文献4】特開2001−348487号公報(第2頁:請求項1〜4)
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、火災発生時には熱膨張し、煙遮断及び延焼を防止するとともに材料が固化し充分な形状保持性を有する熱膨張性目地材を、予め耐火二層管継手の内管の受け口端部外周を包囲して開口端部に一体的に装着した耐火二層管継手を提供するものである。
【課題を解決するための手段】
【0008】
本発明は、合成樹脂製の内管と、この内管を被覆する耐火性を有する外管とからなる耐火二層管直管の前記内管の開口端部が受け口端部に接合する合成樹脂製の内管と、この内管を被覆して前記耐火二層管直管の外管の開口端部が受け口端部に接合する耐火性を有する外管とからなる耐火二層管継手において、耐火二層管継手の内管の受け口端部外周を包囲して前記耐火二層管継手外管の受け口端部に熱可塑性エラストマーを基材とした酸素指数が35以上の熱膨張性目地材が形成されていることを特徴とする耐火二層管継手である。更に、熱膨張性目地材が、熱可塑性エラストマーと、亜リン酸アルミニウム又はホウ酸の少なくとも一方と、熱膨張性黒鉛と、水酸化アルミニウムとを含む熱膨張性目地材であって、熱可塑性エラストマーがビニル芳香族炭化水素を主体とする重合体ブロック及び共役ジエンを主体とする重合体ブロックからなるスチレン系熱可塑性エラストマーであることを特徴とし、熱膨張性目地材が、スチレン系熱可塑性エラストマー100質量部に対して、亜リン酸アルミニウム又はホウ酸の少なくとも一方を10〜150質量部、熱膨張性黒鉛を5〜100質量部、水酸化アルミニウムを10〜200質量部含む熱膨張性目地材であることを特徴とする耐火二層管継手である。
また、本発明は、熱可塑性エラストマーを基材とした酸素指数が35以上の熱膨張性目地材と内管、耐火性外管を一体成形することを特徴とする耐火二層管継手の製造方法である。
【発明の効果】
【0009】
本発明の耐火二層管継手に一体的に装着した熱膨張性目地材は、火災時に熱膨張し不燃性の防火層を形成し、長時間高温にさらされても、その防火層は脆弱化しにくく、優れた防火性能を有する。継手に一体的に装着されていることにより、施工時に取り付け忘れミスや施工の煩わしさが解消されるものである。
【発明を実施するための最良の形態】
【0010】
90°曲がり管継手に適用した場合について図1および図2に基づき説明すると、符号1は、耐火二層管継手を、符号2は硬質塩化ビニルなどの合成樹脂からなる内管を、符号3は内管の外周を覆う耐火性の繊維モルタル層を、符号4は内管の円筒形の受け口部の外周に形成した熱膨張性目地材を示す。該繊維モルタル層3は、一般的には、金型内に内管2を設置したのち金型と内管の間に繊維モルタルを注入することにより成形される。
【0011】
本発明では、内径が内管2の外径と、外径がモルタル層3の外径と同一となるように熱膨張性目地材をリング状に成形した成形体を、内管2の端部に予め装着した上で、上記金型内に設置して耐火二層管継手を成形する。金型から取り出した耐火二層管継手1は、該繊維モルタル層3を養生し乾燥硬化させたのち製品として提供される。
【0012】
本発明の熱膨張性目地材は、熱可塑性エラストマーを基材とし、加硫工程を経ないことを特徴とする。熱可塑性エラストマーとしては、特に限定されるものでは無いが、例えば、塩化ビニル系やスチレン系、ポリオレフィン系、ポリエステル系エラストマーなどが挙げられる。この中ではスチレン系エラストマーが好ましく、ビニル芳香族炭化水素を主体とする重合体ブロック及び共役ジエンを主体とする重合体ブロックからなるスチレン系エラストマーであれば更に好ましい。
【0013】
スチレン系エラストマーにおいて、ビニル芳香族炭化水素としては、例えば、スチレン、p−メチルスチレン、α−メチルスチレン、ビニルキシレン、モノクロルスチレン、ジクロロスチレン、モノブロモスチレン等があり、これらは単体だけでなく2種以上組合わせて使用しても良い。これらビニル芳香族炭化水素のうち特に好ましいものはスチレンである。共役ジエンとしては1,3−ブタジエン、イソプレン、2,3−ジメチル−1,3−ブタジエン、1,3−ペンタジエン等があり、これらは単体だけでなく2種以上組合わせて使用しても良い。特に好ましいものは1,3−ブタジエンである。なお、これらスチレン系エラストマーは、公知のアニオン重合により製造できるものである。スチレン系エラストマー中のスチレン含有量は熱膨張性目地材の硬度及び剛性を保持する上で35質量%以上90質量%以下が好ましい。35質量%より少ないと硬度及び剛性が低下し、熱膨張性目地材成形品の形状が変形する不具合が生じる場合がある。
【0014】
熱膨張性目地材は、これらの熱可塑性エラストマー、亜リン酸アルミニウム又はホウ酸の少なくとも一方、熱膨張性黒鉛、水酸化アルミニウムを含むものが好ましい。
【0015】
本発明では、火災時における形崩れ防止のための形状安定化剤として亜リン酸アルミニウム又はホウ酸の少なくとも一方を用いるのが好ましい。本発明で用いられる亜リン酸アルミニウム及びホウ酸は、分散性の観点から平均粒径はレーザー回折法の測定値で1〜100μmが好ましい。
【0016】
亜リン酸アルミニウム又はホウ酸の少なくとも一方の含有量は、熱可塑性エラストマー100質量部に対して10〜150質量部が好ましく、10〜100質量部であればより好ましく、10〜80質量部であれば更に好ましい。10質量部より少ないと火災時の形状安定性が不十分で150質量部を超えると成形性が低下する傾向がある。
【0017】
熱膨張性黒鉛は、天然グラファイト、熱分解グラファイト等の粉末を、硫酸、硝酸等の無機酸と濃硝酸、過マンガン酸塩等の強酸化剤とで処理されたもので、グラファイト層状構造を維持した結晶化合物である。これらは200℃程度以上の温度に曝されると、100倍以上に熱膨張するものである。なお、これら天然グラファイト、熱分解グラファイト等の粉末は、脱酸処理に加え、更に中和処理したタイプ他、各種品種があるがいずれも使用できる。
熱膨張性黒鉛の粒度は、20〜400メッシュが好ましい。400メッシュより粒度が小さくなると熱膨張性黒鉛の膨張度が小さく、得られる熱膨張性目地材が火災時に充分熱膨張しない場合があり、また20メッシュより粒度が大きくなると分散性が悪くなり得られる熱膨張性目地材の弾性が低下する場合がある。
【0018】
熱膨張性黒鉛の含有量は、ゴムの種類、所望の膨張倍率等によって適宜設定することができるが、通常はゴム100質量部に対して5〜100質量部の使用が好ましく、更に好ましくは20〜80質量部である。熱膨張性黒鉛の含有量が5質量部より少ないと得られた熱膨張性目地材が火災時に充分熱膨張しない場合があり、100質量部を超えると熱膨張倍率は大きくなるものの、得られる熱膨張性目地材の強度等の物性も低下する傾向がある。
【0019】
水酸化アルムニウムの含有量は、熱可塑性エラストマー100質量部に対して10〜150質量部が好ましく、10〜100質量部であればより好ましく、10〜80質量部であれば更に好ましい。150質量部を超えて使用すると、成形性が劣る場合がある。また、分散性の観点からこれらの充填剤の平均粒径は、レーザー回折法の測定値で1〜50μmが好ましい。
【0020】
本発明の熱膨張性目地材は、酸素指数35以上であることを特徴とする。35未満では、火災時の防火性が不十分である。酸素指数の調整は亜リン酸アルミニウム又はホウ酸及び無機充填剤の配合量によって調整できる。
【0021】
熱膨張性目地材の調整方法は、特に限定されるものではないが、必要な成分を配合した後、組成物の混練、所望する形状の成形工程からなる。
【0022】
本組成物を混練する装置としては、従来公知のミキサー、バンバリーミキサー、ニーダーミキサー、二本ロール等の混練装置がある。混練した熱可塑性エラストマー組成物を成形する装置としては、従来公知のプレス成形、押出成形、カレンダー成形等の成形装置がある。一般には、熱可塑性エラストマー組成物をゴム用押出機で混練・押出し、次いで必要な厚みのシート状に成形した後、耐火二層管継手の開口部径に合わせて打ち抜き等で作成すればよく、その成形方法に制限されるものではない。
【0023】
本発明の熱膨張性目地材にはその効果を阻害しない範囲で、通常のゴム配合物で使用される可塑剤、軟化剤、老化防止剤、加工助剤、滑剤、粘着付与剤等を併用して用いてもよい。成形性の調整に有効な軟化剤や可塑剤の例としては、パラフィン系やナフテン系等のプロセスオイル、流動パラフィンやその他のパラフィン類、ワックス類、シリコーンオイルや液状ポリブテン等の合成高分子系軟化剤、フタル酸系やアジピン酸系、セバシン酸系やリン酸系等のエステル系可塑剤類、ステアリン酸やそのエステル類、アルキルスルホン酸エステル類や粘着付与剤などがあげられる。
【実施例】
【0024】
以下、本発明を実験例により具体的に説明するが、これらの実施例は本発明を限定するものでない。なお、以下の説明における部及び%は質量基準に基づく。
【0025】
表1の配合に示した成分を、容量3リットルのニーダーミキサーを用いて120℃で3分間混練した。次いで、得られた混練物を二本ロールで3分間練りコンパウンドを作製した。次に厚み4mm、外径85mm、内径67mmのリング状金型にコンパウンドを仕込み、熱プレス機で180℃、1分間加熱プレスを行いリング状目地材を得た。得られたリング状目地材は単独で評価するとともに、以下のように実装して評価を行った。
【0026】
この目地材を外径67mmの硬質塩ビ内管を使用した外径85mmの耐火二層管継手の開口部に接着剤で貼り付けた後、継手成形金型に装着し繊維モルタルを注入して耐火ニ層管継手を作製し、実装状態で耐火性を評価した。
【0027】
本実施例において使用した材料は、それぞれ以下に示したものである。
(1)熱可塑性エラストマー:SBS(JSRシェル(株)製、「TR2250」スチレン/ブタジエン=52/48、「TR2600」スチレン/ブタジエン=32/68)
(2)熱膨張性黒鉛:(エア・ウォーター・ケミカル(株)製「SS−3」、膨張開始温度260℃)
(3)亜リン酸アルミニウム:(太平化学産業(株)製、「APA―100」)
ホウ酸:(BORAX(株)製)
(4)無機充填剤:水酸化アルミニウム(河合石灰工業(株)製、「ALH」)
(5)加工助剤:エステル潤滑剤(花王(株)製、「カオーワックス220」)
(6)老化防止剤:N−(1,3−ジメチルブチル)−N−フェニル−p−フェニレンジアミン(大内新興(株)製、「ノクラック6C」)
(7)カーボンブラック:旭カーボン(株)製、「#60」
(8)軟化剤:プロセスオイル(日本サン石油(株)製、「サンパー150」)
【0028】
「実施例1〜4」 「比較例1〜2」
実施例及び比較例においてリング状目地材の各特性を評価し、表1にまとめた。
熱膨張性:厚み4mm、外径85mm、内径67mmにプレス成形で作製したリング状
目地材を300℃のギヤーオーブン中で30分間加熱処理し膨張倍率を測定した。
形状保持性:実施例及び比較例で作製した、目地材を一体的に装着した耐火二層管継手を300℃のギヤーオーブン中で30分間加熱処理後、目視と指触で評価した。型崩れせず残渣を指で触っても崩れないものを「良」、指触ですぐ崩れるか、あるいは加熱後に残渣の崩れさっていたものを「不可」と評価した。
酸素指数:JIS K7201に準じて燃焼試験装置(スガ試験機(株)製,ON−1D型)を用いて測定した。
【0029】
【表1】

【0030】
実施例1のリング状目地材を一体成形した外径85mmの耐火二層管継手に、耐火二層管直管を挿入したものを用意した。但し、耐火二層管直管の繊維モルタル層の端面を少し斜めに切断して耐火二層管継手と接合したときに半周にわたって隙間が最大3mmできるようにした。この状態で、ハンドガスバーナーで1分間隙間部分に火炎を当てたところ、熱膨張性目地材が発泡・炭化するものの、内部の硬質塩ビ内管には何ら異常は認められなかった。
【0031】
次に、熱膨張性目地材を用いないで外部を繊維モルタル層で被覆した外径85mmの通常の耐火二層管継手に、耐火二層管直管を挿入したものを用意し、上記と同様に隙間を設けた状態でハンドガスバーナーで1分間隙間部分に火炎を当てたところ、内部の硬質塩ビ内管は焼け焦げた。
【図面の簡単な説明】
【0032】
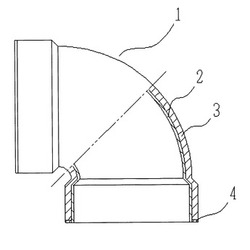
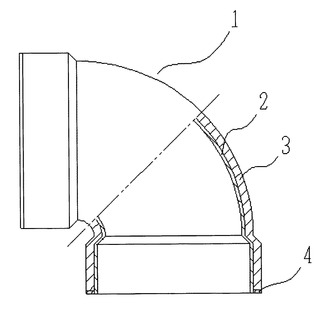
【図1】本発明に関わる耐火二層管継手の部分断面を模式的に示した図。
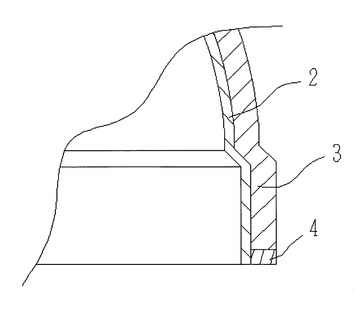
【図2】図1における熱膨張性目地材を取付けた状態を模式的に示した部分拡大断面図。
【符号の説明】
【0033】
1 耐火二層管継手
2 硬質塩化ビニル製内管
3 繊維補強モルタル製外管
4 熱膨張性目地材
【技術分野】
【0001】
本発明は、内管及び内管を被覆する耐火性外管からなる耐火二層管直管を連結する際に、連結部に用いられる耐火二層管継手に関する。
【背景技術】
【0002】
建築構造物の防火区画体には給水・排水管、ガス管、配電管等が貫通しており、特に給水・配水管には硬質塩化ビニル管が広く使用されている。しかし建築基準法によりこれら配管材料及びこれらを連結する際の目地材については金属製、セメントモルタル等の耐火性材料を使用することが義務付けられてきた。この規定に基づき、例えば硬質塩化ビニル管等の合成樹脂からなる内管と、繊維強化モルタル等の被覆管からなる耐火二層管直管では、その接合部においてセメントモルタル、水ガラス、金属性バンド、不燃性の無機質繊維ガスケット等が用いられている。
【0003】
しかしながら、セメント又は水ガラスを主原料とする、いわゆる湿式目地工法においては、接合部に施された目地材が経時硬化して亀裂及び剥離が発生して目地材の脱落を誘発することがある。また炭酸化による劣化を招き長期にわたって安定した目地処理としての機能を確保するのが困難となる等、耐久性に問題を生じることがある。ペースト状の目地材をチューブに充填したりテープ状にしたものを使用すると防水性が悪く、雨水に当たり軟化する問題もある。
【0004】
一方、耐火二層管直管の接合部に金属製目地カバーを使用する乾式目地工法では、寸法形状があらかじめ設定されていることから、耐火二層管直管の製造上の寸法精度の誤差等に基づく形状変形への対応が難しくなり作業性に問題を生じることがある。また断熱性が劣るので、特に給水管等に使用した場合に結露し、金属を腐食させることがある。
【0005】
更にこれらの目地工法では建造物への配管作業が完了した後、実施することからその作業空間が制限され、作業がわずらわしく均一な目地処理機能の確保は得難く、また目地処理箇所を見落とす恐れがある。更に工期の長期化を招き、経費の増大を誘発することがある。且つ地震、建造物の振動及び湿潤、温度変化に起因する耐火二層管直管の長さ変化に伴い、耐火二層管直管の破損を誘発する恐れがある。
【0006】
無機質ガスケットについては、セラミック繊維、ガラス繊維、ロックウール繊維、シリカ繊維等の不燃性を有する無機質断熱繊維からなる環状パッキンを圧縮状態に介装した接合部構造(例えば特許文献1参照)や繊維材と混和材及び連結材からなる不燃性耐火パッキンの製造法(例えば特許文献2参照)があるが、これらは脆く取り付け作業時に割れやすいという問題がある一方、耐火二層管直管の外管の切断方法が悪いと継手部分に隙間ができ結果として耐火性に問題を生じることがあった。また、ゴムと膨張性黒鉛、エポキシ樹脂及び無機充填剤からなる可撓性防火用ゴム目地材が開示されているが(例えば特許文献3、4参照)、成形性や材料強度はいまだ不十分であった。また、無機質の環状パッキンにしても、可撓性防火用ゴム目地材にしても施工現場でこれら装着することは、かなり煩雑な作業で改善を求められていた。
【特許文献1】特開平7−301393号公報(第2頁:請求項1〜12)
【特許文献2】特開平10−281294号公報(第2頁:請求項1)
【特許文献3】特開2002−181262号公報(第2頁:請求項1)
【特許文献4】特開2001−348487号公報(第2頁:請求項1〜4)
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、火災発生時には熱膨張し、煙遮断及び延焼を防止するとともに材料が固化し充分な形状保持性を有する熱膨張性目地材を、予め耐火二層管継手の内管の受け口端部外周を包囲して開口端部に一体的に装着した耐火二層管継手を提供するものである。
【課題を解決するための手段】
【0008】
本発明は、合成樹脂製の内管と、この内管を被覆する耐火性を有する外管とからなる耐火二層管直管の前記内管の開口端部が受け口端部に接合する合成樹脂製の内管と、この内管を被覆して前記耐火二層管直管の外管の開口端部が受け口端部に接合する耐火性を有する外管とからなる耐火二層管継手において、耐火二層管継手の内管の受け口端部外周を包囲して前記耐火二層管継手外管の受け口端部に熱可塑性エラストマーを基材とした酸素指数が35以上の熱膨張性目地材が形成されていることを特徴とする耐火二層管継手である。更に、熱膨張性目地材が、熱可塑性エラストマーと、亜リン酸アルミニウム又はホウ酸の少なくとも一方と、熱膨張性黒鉛と、水酸化アルミニウムとを含む熱膨張性目地材であって、熱可塑性エラストマーがビニル芳香族炭化水素を主体とする重合体ブロック及び共役ジエンを主体とする重合体ブロックからなるスチレン系熱可塑性エラストマーであることを特徴とし、熱膨張性目地材が、スチレン系熱可塑性エラストマー100質量部に対して、亜リン酸アルミニウム又はホウ酸の少なくとも一方を10〜150質量部、熱膨張性黒鉛を5〜100質量部、水酸化アルミニウムを10〜200質量部含む熱膨張性目地材であることを特徴とする耐火二層管継手である。
また、本発明は、熱可塑性エラストマーを基材とした酸素指数が35以上の熱膨張性目地材と内管、耐火性外管を一体成形することを特徴とする耐火二層管継手の製造方法である。
【発明の効果】
【0009】
本発明の耐火二層管継手に一体的に装着した熱膨張性目地材は、火災時に熱膨張し不燃性の防火層を形成し、長時間高温にさらされても、その防火層は脆弱化しにくく、優れた防火性能を有する。継手に一体的に装着されていることにより、施工時に取り付け忘れミスや施工の煩わしさが解消されるものである。
【発明を実施するための最良の形態】
【0010】
90°曲がり管継手に適用した場合について図1および図2に基づき説明すると、符号1は、耐火二層管継手を、符号2は硬質塩化ビニルなどの合成樹脂からなる内管を、符号3は内管の外周を覆う耐火性の繊維モルタル層を、符号4は内管の円筒形の受け口部の外周に形成した熱膨張性目地材を示す。該繊維モルタル層3は、一般的には、金型内に内管2を設置したのち金型と内管の間に繊維モルタルを注入することにより成形される。
【0011】
本発明では、内径が内管2の外径と、外径がモルタル層3の外径と同一となるように熱膨張性目地材をリング状に成形した成形体を、内管2の端部に予め装着した上で、上記金型内に設置して耐火二層管継手を成形する。金型から取り出した耐火二層管継手1は、該繊維モルタル層3を養生し乾燥硬化させたのち製品として提供される。
【0012】
本発明の熱膨張性目地材は、熱可塑性エラストマーを基材とし、加硫工程を経ないことを特徴とする。熱可塑性エラストマーとしては、特に限定されるものでは無いが、例えば、塩化ビニル系やスチレン系、ポリオレフィン系、ポリエステル系エラストマーなどが挙げられる。この中ではスチレン系エラストマーが好ましく、ビニル芳香族炭化水素を主体とする重合体ブロック及び共役ジエンを主体とする重合体ブロックからなるスチレン系エラストマーであれば更に好ましい。
【0013】
スチレン系エラストマーにおいて、ビニル芳香族炭化水素としては、例えば、スチレン、p−メチルスチレン、α−メチルスチレン、ビニルキシレン、モノクロルスチレン、ジクロロスチレン、モノブロモスチレン等があり、これらは単体だけでなく2種以上組合わせて使用しても良い。これらビニル芳香族炭化水素のうち特に好ましいものはスチレンである。共役ジエンとしては1,3−ブタジエン、イソプレン、2,3−ジメチル−1,3−ブタジエン、1,3−ペンタジエン等があり、これらは単体だけでなく2種以上組合わせて使用しても良い。特に好ましいものは1,3−ブタジエンである。なお、これらスチレン系エラストマーは、公知のアニオン重合により製造できるものである。スチレン系エラストマー中のスチレン含有量は熱膨張性目地材の硬度及び剛性を保持する上で35質量%以上90質量%以下が好ましい。35質量%より少ないと硬度及び剛性が低下し、熱膨張性目地材成形品の形状が変形する不具合が生じる場合がある。
【0014】
熱膨張性目地材は、これらの熱可塑性エラストマー、亜リン酸アルミニウム又はホウ酸の少なくとも一方、熱膨張性黒鉛、水酸化アルミニウムを含むものが好ましい。
【0015】
本発明では、火災時における形崩れ防止のための形状安定化剤として亜リン酸アルミニウム又はホウ酸の少なくとも一方を用いるのが好ましい。本発明で用いられる亜リン酸アルミニウム及びホウ酸は、分散性の観点から平均粒径はレーザー回折法の測定値で1〜100μmが好ましい。
【0016】
亜リン酸アルミニウム又はホウ酸の少なくとも一方の含有量は、熱可塑性エラストマー100質量部に対して10〜150質量部が好ましく、10〜100質量部であればより好ましく、10〜80質量部であれば更に好ましい。10質量部より少ないと火災時の形状安定性が不十分で150質量部を超えると成形性が低下する傾向がある。
【0017】
熱膨張性黒鉛は、天然グラファイト、熱分解グラファイト等の粉末を、硫酸、硝酸等の無機酸と濃硝酸、過マンガン酸塩等の強酸化剤とで処理されたもので、グラファイト層状構造を維持した結晶化合物である。これらは200℃程度以上の温度に曝されると、100倍以上に熱膨張するものである。なお、これら天然グラファイト、熱分解グラファイト等の粉末は、脱酸処理に加え、更に中和処理したタイプ他、各種品種があるがいずれも使用できる。
熱膨張性黒鉛の粒度は、20〜400メッシュが好ましい。400メッシュより粒度が小さくなると熱膨張性黒鉛の膨張度が小さく、得られる熱膨張性目地材が火災時に充分熱膨張しない場合があり、また20メッシュより粒度が大きくなると分散性が悪くなり得られる熱膨張性目地材の弾性が低下する場合がある。
【0018】
熱膨張性黒鉛の含有量は、ゴムの種類、所望の膨張倍率等によって適宜設定することができるが、通常はゴム100質量部に対して5〜100質量部の使用が好ましく、更に好ましくは20〜80質量部である。熱膨張性黒鉛の含有量が5質量部より少ないと得られた熱膨張性目地材が火災時に充分熱膨張しない場合があり、100質量部を超えると熱膨張倍率は大きくなるものの、得られる熱膨張性目地材の強度等の物性も低下する傾向がある。
【0019】
水酸化アルムニウムの含有量は、熱可塑性エラストマー100質量部に対して10〜150質量部が好ましく、10〜100質量部であればより好ましく、10〜80質量部であれば更に好ましい。150質量部を超えて使用すると、成形性が劣る場合がある。また、分散性の観点からこれらの充填剤の平均粒径は、レーザー回折法の測定値で1〜50μmが好ましい。
【0020】
本発明の熱膨張性目地材は、酸素指数35以上であることを特徴とする。35未満では、火災時の防火性が不十分である。酸素指数の調整は亜リン酸アルミニウム又はホウ酸及び無機充填剤の配合量によって調整できる。
【0021】
熱膨張性目地材の調整方法は、特に限定されるものではないが、必要な成分を配合した後、組成物の混練、所望する形状の成形工程からなる。
【0022】
本組成物を混練する装置としては、従来公知のミキサー、バンバリーミキサー、ニーダーミキサー、二本ロール等の混練装置がある。混練した熱可塑性エラストマー組成物を成形する装置としては、従来公知のプレス成形、押出成形、カレンダー成形等の成形装置がある。一般には、熱可塑性エラストマー組成物をゴム用押出機で混練・押出し、次いで必要な厚みのシート状に成形した後、耐火二層管継手の開口部径に合わせて打ち抜き等で作成すればよく、その成形方法に制限されるものではない。
【0023】
本発明の熱膨張性目地材にはその効果を阻害しない範囲で、通常のゴム配合物で使用される可塑剤、軟化剤、老化防止剤、加工助剤、滑剤、粘着付与剤等を併用して用いてもよい。成形性の調整に有効な軟化剤や可塑剤の例としては、パラフィン系やナフテン系等のプロセスオイル、流動パラフィンやその他のパラフィン類、ワックス類、シリコーンオイルや液状ポリブテン等の合成高分子系軟化剤、フタル酸系やアジピン酸系、セバシン酸系やリン酸系等のエステル系可塑剤類、ステアリン酸やそのエステル類、アルキルスルホン酸エステル類や粘着付与剤などがあげられる。
【実施例】
【0024】
以下、本発明を実験例により具体的に説明するが、これらの実施例は本発明を限定するものでない。なお、以下の説明における部及び%は質量基準に基づく。
【0025】
表1の配合に示した成分を、容量3リットルのニーダーミキサーを用いて120℃で3分間混練した。次いで、得られた混練物を二本ロールで3分間練りコンパウンドを作製した。次に厚み4mm、外径85mm、内径67mmのリング状金型にコンパウンドを仕込み、熱プレス機で180℃、1分間加熱プレスを行いリング状目地材を得た。得られたリング状目地材は単独で評価するとともに、以下のように実装して評価を行った。
【0026】
この目地材を外径67mmの硬質塩ビ内管を使用した外径85mmの耐火二層管継手の開口部に接着剤で貼り付けた後、継手成形金型に装着し繊維モルタルを注入して耐火ニ層管継手を作製し、実装状態で耐火性を評価した。
【0027】
本実施例において使用した材料は、それぞれ以下に示したものである。
(1)熱可塑性エラストマー:SBS(JSRシェル(株)製、「TR2250」スチレン/ブタジエン=52/48、「TR2600」スチレン/ブタジエン=32/68)
(2)熱膨張性黒鉛:(エア・ウォーター・ケミカル(株)製「SS−3」、膨張開始温度260℃)
(3)亜リン酸アルミニウム:(太平化学産業(株)製、「APA―100」)
ホウ酸:(BORAX(株)製)
(4)無機充填剤:水酸化アルミニウム(河合石灰工業(株)製、「ALH」)
(5)加工助剤:エステル潤滑剤(花王(株)製、「カオーワックス220」)
(6)老化防止剤:N−(1,3−ジメチルブチル)−N−フェニル−p−フェニレンジアミン(大内新興(株)製、「ノクラック6C」)
(7)カーボンブラック:旭カーボン(株)製、「#60」
(8)軟化剤:プロセスオイル(日本サン石油(株)製、「サンパー150」)
【0028】
「実施例1〜4」 「比較例1〜2」
実施例及び比較例においてリング状目地材の各特性を評価し、表1にまとめた。
熱膨張性:厚み4mm、外径85mm、内径67mmにプレス成形で作製したリング状
目地材を300℃のギヤーオーブン中で30分間加熱処理し膨張倍率を測定した。
形状保持性:実施例及び比較例で作製した、目地材を一体的に装着した耐火二層管継手を300℃のギヤーオーブン中で30分間加熱処理後、目視と指触で評価した。型崩れせず残渣を指で触っても崩れないものを「良」、指触ですぐ崩れるか、あるいは加熱後に残渣の崩れさっていたものを「不可」と評価した。
酸素指数:JIS K7201に準じて燃焼試験装置(スガ試験機(株)製,ON−1D型)を用いて測定した。
【0029】
【表1】
【0030】
実施例1のリング状目地材を一体成形した外径85mmの耐火二層管継手に、耐火二層管直管を挿入したものを用意した。但し、耐火二層管直管の繊維モルタル層の端面を少し斜めに切断して耐火二層管継手と接合したときに半周にわたって隙間が最大3mmできるようにした。この状態で、ハンドガスバーナーで1分間隙間部分に火炎を当てたところ、熱膨張性目地材が発泡・炭化するものの、内部の硬質塩ビ内管には何ら異常は認められなかった。
【0031】
次に、熱膨張性目地材を用いないで外部を繊維モルタル層で被覆した外径85mmの通常の耐火二層管継手に、耐火二層管直管を挿入したものを用意し、上記と同様に隙間を設けた状態でハンドガスバーナーで1分間隙間部分に火炎を当てたところ、内部の硬質塩ビ内管は焼け焦げた。
【図面の簡単な説明】
【0032】
【図1】本発明に関わる耐火二層管継手の部分断面を模式的に示した図。
【図2】図1における熱膨張性目地材を取付けた状態を模式的に示した部分拡大断面図。
【符号の説明】
【0033】
1 耐火二層管継手
2 硬質塩化ビニル製内管
3 繊維補強モルタル製外管
4 熱膨張性目地材
【特許請求の範囲】
【請求項1】
合成樹脂製の内管と、この内管を被覆する耐火性を有する外管とからなる耐火二層管直管の前記内管の開口端部が受け口端部に接合する合成樹脂製の内管と、この内管を被覆して前記耐火二層管直管の外管の開口端部が受け口端部に接合する耐火性を有する外管とからなる耐火二層管継手において、耐火二層管継手の内管の受け口端部外周を包囲して前記耐火二層管継手外管の受け口端部に熱可塑性エラストマーを基材とした酸素指数が35以上の熱膨張性目地材が形成されていることを特徴とする耐火二層管継手。
【請求項2】
熱膨張性目地材が、熱可塑性エラストマーと、亜リン酸アルミニウム又はホウ酸の少なくとも一方と、熱膨張性黒鉛と、水酸化アルミニウムとを含む熱膨張性目地材であって、熱可塑性エラストマーがビニル芳香族炭化水素を主体とする重合体ブロック及び共役ジエンを主体とする重合体ブロックからなるスチレン系熱可塑性エラストマーであることを特徴とする請求項1に記載の耐火二層管継手。
【請求項3】
熱膨張性目地材が、スチレン系熱可塑性エラストマー100質量部に対して、亜リン酸アルミニウム又はホウ酸の少なくとも一方を10〜150質量部、熱膨張性黒鉛を5〜100質量部、水酸化アルミニウムを10〜200質量部含む熱膨張性目地材であることを特徴とする請求項1または請求項2のいずれか一項に記載の耐火二層管継手。
【請求項4】
合成樹脂製の内管と、この内管を被覆する耐火性を有する外管とからなる耐火二層管直管の前記内管の開口端部が受け口端部に接合する合成樹脂製の内管と、この内管を被覆して前記耐火二層管直管の外管の開口端部が受け口端部に接合する耐火性を有する外管とからなる耐火二層管継手において、耐火二層管継手の内管の受け口端部外周を包囲して前記耐火二層管継手外管の受け口端部に形成する熱可塑性エラストマーを基材とした酸素指数が35以上の熱膨張性目地材を、内管に耐火性を有する外管を成形する際に同時に一体成形することを特徴とする耐火二層管継手の製造方法。
【請求項1】
合成樹脂製の内管と、この内管を被覆する耐火性を有する外管とからなる耐火二層管直管の前記内管の開口端部が受け口端部に接合する合成樹脂製の内管と、この内管を被覆して前記耐火二層管直管の外管の開口端部が受け口端部に接合する耐火性を有する外管とからなる耐火二層管継手において、耐火二層管継手の内管の受け口端部外周を包囲して前記耐火二層管継手外管の受け口端部に熱可塑性エラストマーを基材とした酸素指数が35以上の熱膨張性目地材が形成されていることを特徴とする耐火二層管継手。
【請求項2】
熱膨張性目地材が、熱可塑性エラストマーと、亜リン酸アルミニウム又はホウ酸の少なくとも一方と、熱膨張性黒鉛と、水酸化アルミニウムとを含む熱膨張性目地材であって、熱可塑性エラストマーがビニル芳香族炭化水素を主体とする重合体ブロック及び共役ジエンを主体とする重合体ブロックからなるスチレン系熱可塑性エラストマーであることを特徴とする請求項1に記載の耐火二層管継手。
【請求項3】
熱膨張性目地材が、スチレン系熱可塑性エラストマー100質量部に対して、亜リン酸アルミニウム又はホウ酸の少なくとも一方を10〜150質量部、熱膨張性黒鉛を5〜100質量部、水酸化アルミニウムを10〜200質量部含む熱膨張性目地材であることを特徴とする請求項1または請求項2のいずれか一項に記載の耐火二層管継手。
【請求項4】
合成樹脂製の内管と、この内管を被覆する耐火性を有する外管とからなる耐火二層管直管の前記内管の開口端部が受け口端部に接合する合成樹脂製の内管と、この内管を被覆して前記耐火二層管直管の外管の開口端部が受け口端部に接合する耐火性を有する外管とからなる耐火二層管継手において、耐火二層管継手の内管の受け口端部外周を包囲して前記耐火二層管継手外管の受け口端部に形成する熱可塑性エラストマーを基材とした酸素指数が35以上の熱膨張性目地材を、内管に耐火性を有する外管を成形する際に同時に一体成形することを特徴とする耐火二層管継手の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2007−155015(P2007−155015A)
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願番号】特願2005−351722(P2005−351722)
【出願日】平成17年12月6日(2005.12.6)
【出願人】(000003296)電気化学工業株式会社 (1,539)
【出願人】(591129771)シー・アール・ケイ株式会社 (31)
【Fターム(参考)】
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願日】平成17年12月6日(2005.12.6)
【出願人】(000003296)電気化学工業株式会社 (1,539)
【出願人】(591129771)シー・アール・ケイ株式会社 (31)
【Fターム(参考)】
[ Back to top ]