
耐火処理具の設置方法、及び耐火処理具
【課題】貫通部に挿通済みの配管・配管材の外面に対し、耐火処理具を簡単に貼着することができる耐火処理具の設置方法及び耐火処理具を提供すること。
【解決手段】耐火処理具11は、粘性材料からなる粘着層13と、熱膨張性耐熱ゴムからなる押圧層12とを有するとともに、粘着層13には網体14が貼着されている。耐火処理具11を設置するには、まず、貫通孔Waの外で、網体14を波付管Sの外面に向き合わせて耐火処理具11を巻回し、耐火処理具11を波付管Sの軸方向に沿って移動させて貫通孔Waと波付管Sとの間に配置する。そして、耐火処理具11を波付管Sに向けて押圧して粘着層13内に網体14を没入させることで、網目を通過した粘着層13を網体14よりも前進させ、粘着層13を波付管Sに貼着させる。
【解決手段】耐火処理具11は、粘性材料からなる粘着層13と、熱膨張性耐熱ゴムからなる押圧層12とを有するとともに、粘着層13には網体14が貼着されている。耐火処理具11を設置するには、まず、貫通孔Waの外で、網体14を波付管Sの外面に向き合わせて耐火処理具11を巻回し、耐火処理具11を波付管Sの軸方向に沿って移動させて貫通孔Waと波付管Sとの間に配置する。そして、耐火処理具11を波付管Sに向けて押圧して粘着層13内に網体14を没入させることで、網目を通過した粘着層13を網体14よりも前進させ、粘着層13を波付管Sに貼着させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、貫通部に挿通された配線・配管材との間に設置され、火災発生時の熱により膨張して貫通部を閉塞する耐火処理具の設置方法、及び該耐火処理具に関する。
【背景技術】
【0002】
一般に、防火区画体(壁等)に配線・配管材を貫通させる場合は、防火区画体に形成される貫通孔(貫通部)内に配線・配管材が挿通される。そして、配線・配管材の外面と貫通孔の内面との間に耐火処理具が充填されて耐火構造が形成される。
【0003】
このような耐火構造としては、例えば、特許文献1に開示の防火区画貫通部構造が挙げられる。この防火区画貫通部構造において、貫通孔の内周面と、配管の外周面との間には、熱膨張性材料からなるテープ状膨張体(耐火処理具)が配設される。このテープ状膨張体は、貫通孔に配管が挿通される前、配管の外周面に貼着される。貫通孔に配管が既に挿通されている場合は、テープ状膨張体を貫通孔の外で配管に巻き付け、そのテープ状膨張体を貫通孔に向けてスライドさせる。テープ状膨張体が粘性を有する場合は、テープ状膨張体と配管との間に離型基材を介在させる。そして、テープ状膨張体が貫通孔に配設された後、離型基材をテープ状膨張体から剥離してテープ状膨張体を配管の外面に貼着する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3817532号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1において、テープ状膨張体と配管との間から離型基材を剥離するのは非常に難しく、貫通孔に挿通済みの配管にテープ状膨張体を貼着する作業が非常に行いにくいものである。
【0006】
本発明は、貫通部に挿通済みの配管・配管材の外面に対し、耐火処理具を簡単に貼着することができる耐火処理具の設置方法及び耐火処理具を提供することにある。
【課題を解決するための手段】
【0007】
上記問題点を解決するために、請求項1に記載の発明は、防火区画体に設けられた配線・配管材の貫通部と、該貫通部に挿通された前記配線・配管材との間に設置され、火災発生時の熱により膨張して前記貫通部を閉塞する耐火処理具の設置方法であって、前記耐火処理具が、粘性を有するシート状の貼着体と、該貼着体の一面に設けられ、多数の通過孔が形成された接触防止体と、を有するとともに、熱膨張性を有し、前記貫通部の外で、前記接触防止体を前記配線・配管材の外面に向き合わせて前記耐火処理具を配置し、前記耐火処理具を前記配線・配管材の軸方向に沿って移動させて前記貫通部と前記配線・配管材との間に配置し、前記耐火処理具を前記貼着体側から前記配線・配管材に向けて押圧することで、前記通過孔を通過した前記貼着体を前記接触防止体よりも前進させ、前記貼着体を前記配線・配管材の外面に貼着させることを要旨とする。
【0008】
請求項2に記載の発明は、請求項1に記載の耐火処理具の設置方法において、前記貼着体が、粘性材料からなる粘着層と、粘性を有さず、前記貼着体を前記配線・配管材に向けて押圧する際に押圧される押圧層とを備え、前記粘着層及び押圧層の少なくとも一方が熱膨張性材料よりなることを要旨とする。
【0009】
請求項3に記載の発明は、請求項1に記載の耐火処理具の設置方法において、前記接触防止体が、熱膨張性材料によって形成されていることを要旨とする。
請求項4に記載の発明は、請求項1〜請求項3のうちいずれか一項に記載の耐火処理具の設置方法において、前記耐火処理具は、前記配線・配管材の外側で巻回させた状態で配置することを要旨とする。
【0010】
請求項5に記載の発明は、防火区画体に設けられた配線・配管材の貫通部と、該貫通部に挿通された前記配線・配管材との間に設置され、火災発生時の熱により膨張して前記貫通部を閉塞する耐火処理具であって、粘性を有するシート状の貼着体と、該貼着体の一面に設けられ、多数の通過孔が形成された接触防止体と、を有するとともに、熱膨張性を有し、該接触防止体より後退した位置に前記貼着体の一面が位置するように構成されていることを要旨とする。
【0011】
請求項6に記載の発明は、請求項5に記載の耐火処理具において、前記貼着体が、粘性材料からなる粘着層と、粘性を有さず、前記貼着体を前記配線・配管材に向けて押圧する際に押圧される押圧層とを備え、前記粘着層及び押圧層の少なくとも一方が熱膨張性材料よりなることを要旨とする。
【0012】
請求項7に記載の発明は、請求項6に記載の耐火処理具において、前記粘着層の粘性は、前記配線・配管材よりも前記押圧層に貼着しやすいことを要旨とする。
請求項8に記載の発明は、請求項5に記載の耐火処理具において、前記接触防止体が、熱膨張性材料によって形成されていることを要旨とする。
【0013】
請求項9に記載の発明は、請求項5〜請求項8のうちいずれか一項に記載の耐火処理具において、前記接触防止体は、火災時の熱によって消失する材料よりなることを要旨とする。
【0014】
請求項10に記載の発明は、請求項5〜請求項9のうちいずれか一項に記載の耐火処理具において、前記配線・配管材の外側で巻回可能に変形可能であることを要旨とする。
請求項11に記載の発明は、請求項5〜請求項10のうちいずれか一項に記載の耐火処理具において、前記接触防止体は網体より形成されていることを要旨とする。
【0015】
請求項12に記載の発明は、請求項6に記載の耐火処理具において、前記熱膨張性材料は、加硫成形された熱膨張性耐熱ゴムよりなることを要旨とする。
【発明の効果】
【0016】
本発明によれば、貫通部に挿通済みの配管・配管材の外面に対し、耐火処理具を簡単に貼着することができる。
【図面の簡単な説明】
【0017】
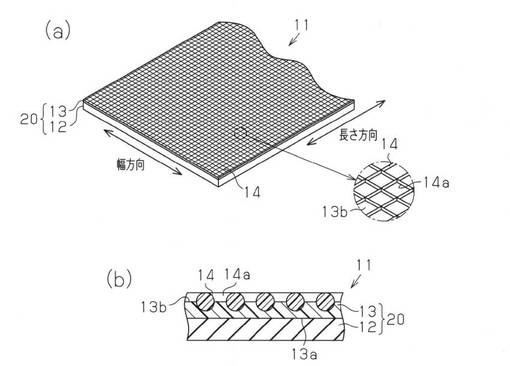
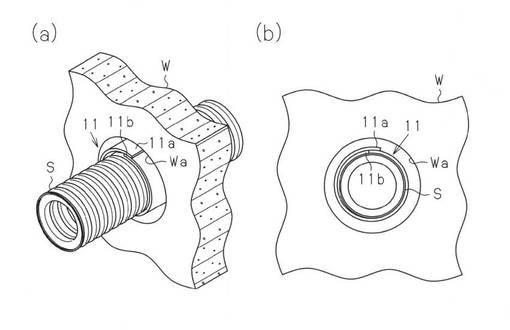
【図1】(a)は実施形態の耐火処理具を示す斜視図、(b)は耐火処理具を示す部分拡大断面図。
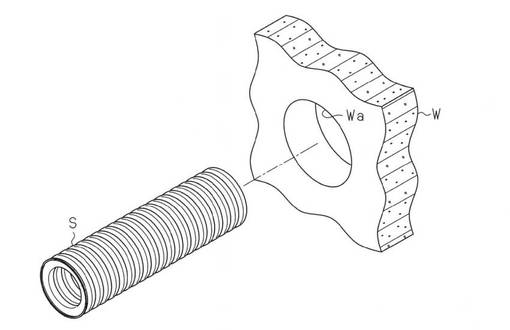
【図2】壁の貫通孔に波付管を挿通する状態を示す斜視図。
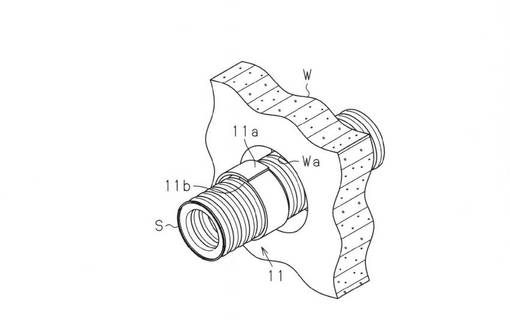
【図3】波付管に耐火処理具を巻回した状態を示す斜視図。
【図4】(a)は耐火処理具をスライドさせ、貫通孔内に配設した状態を示す斜視図、(b)は正面図。
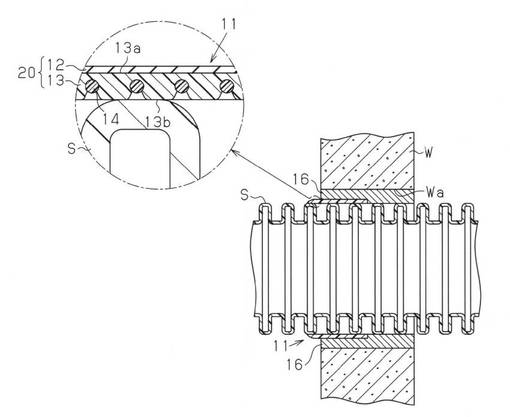
【図5】耐火構造を示す断面図。
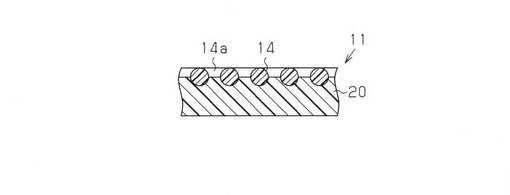
【図6】耐火処理具の別例を示す部分拡大断面図。
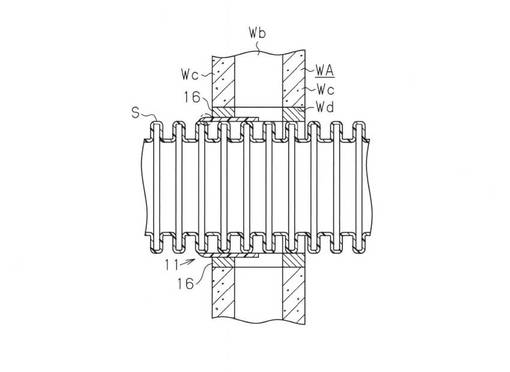
【図7】中空壁に形成した耐火構造を示す断面図。
【発明を実施するための形態】
【0018】
以下、本発明を具体化した一実施形態を図1〜図5にしたがって説明する。
図2に示すように、防火区画体としてのコンクリート製の壁Wには、円孔状の貫通孔Waが壁Wを厚み方向に貫通して形成されている。この貫通孔Waには、ポリエチレンにより円筒状に形成された配管材としての波付管Sが挿通されるとともに、貫通孔Waによって貫通部が形成される。波付管Sは、軸方向に沿って突条と凹条とが交互に形成されるとともに、軸方向に沿った断面形状が凹凸状に形成されている。
【0019】
次に、壁Wに耐火構造を形成するため、貫通孔Waに配置される耐火処理具11について説明する。図1(a)及び図3に示すように、耐火処理具11は、矩形シート状に形成されている。この耐火処理具11の長さ方向への長さは、波付管Sの周方向への長さより僅かに長くなっており、耐火処理具11を波付管Sの周面に沿って巻回したとき、両端部が互いに重なる長さになっている。また、耐火処理具11の長さ方向に直交する幅方向への長さは、壁Wの厚みより短くなっている。具体的には、耐火処理具11の幅方向への長さは、壁Wの厚み(100mm)の半分(50mm)より若干長く(60mm)、壁Wの厚みの半分(50mm)だけ耐火処理具11を貫通孔Waに挿入配置したとき、壁Wの表側に耐火処理具11が若干長さ(10mm)突出するようになっている。この耐火処理具11の幅方向への長さは、火災発生時に、耐火処理具11が膨張したとき、膨張した耐火処理具11によって貫通孔Waを閉塞することができ、しかも、所要の耐火性能(例えば、所定時間、消失せず耐火できる性能)を有する長さに設定される。
【0020】
図1(b)に示すように、耐火処理具11は、熱膨張性耐熱ゴム(膨張黒鉛・石油ワックス混入クロロプレン系ゴム)よりなる押圧層12、及び押圧層12に一面13aが貼着された粘性材料としての熱膨張性耐熱パテ(膨張黒鉛・石油ワックス混入ブチル系ゴム)よりなる粘着層13からなる貼着体20を備える。さらに、耐火処理具11は、粘着層13における押圧層12と反対側の他面13b(貼着体20においては一面)に貼着された接触防止体としての網体14と、からなる。すなわち、貼着体20は、押圧層12と粘着層13とからなる2層構造になっている。
【0021】
押圧層12の材料である、熱膨張性耐熱ゴムは、300℃以上の熱を受けると体積が加熱前の2倍以上に膨張する膨張材(膨張黒鉛)をゴムに混入し、このゴムを所定形状に成形した(成形工程を経た)ものに加硫工程を経てなるものである。なお、加硫工程とは、成形工程を経たゴムに熱を加え、加硫(架橋)反応や接着反応を起こさせ、ゴム弾性を有する製品を得る工程である。そして、耐火処理具11は、押圧層12自身によりシート状を維持している。また、押圧層12は粘性を有しておらず、押圧層12における粘着層13と反対側の面は、耐火処理具11の表面を形成している。
【0022】
粘着層13は、矩形シート状に成形されている。そして、粘着層13は、自身の粘性によって波付管Sに貼着可能になっている。網体14は、合成樹脂材料製の糸条を格子状に組み合わせてなるとともに、多数の通過孔としての網目14aを有するシート状に形成されている。なお、網体14は、火災等の熱によって消失するような材料(例えば、オレフィン系樹脂やポリエチレンテレフタレート)で形成されるのが好ましい。そして、網体14は、粘着層13の他面13bに貼着されるとともに、粘着層13の他面13bは、網体14の網目14aを通過しきることなく、網体14より後退した位置に露出している。
【0023】
よって、耐火処理具11において、網体14が設けられた面では、粘着層13が網目14aを通過して、網体14より前進して突出した状態にならなければ粘性は発揮されないようになっている。逆に、図5に示すように、粘着層13に網体14が没入し、粘着層13が網目14aを通過して、網体14より前進して突出した状態では、粘着層13の粘性によって耐火処理具11を配管・配管材(波付管S)に貼着することが可能になる。そして、耐火処理具11を波付管Sに貼着する際、耐火処理具11を貼着体20側(押圧層12側)から波付管Sに向けて押圧することで、耐火処理具11が波付管Sの外周面に貼着される。
【0024】
次に、壁Wへの耐火構造の形成方法を作用とともに説明する。
まず、図2に示すように、建物の建築時に、壁Wに貫通孔Waが形成されるとともに、貫通孔Waに波付管Sが挿通される。次に、図3に示すように、貫通孔Waより外に突出した波付管Sの外周面に対し、耐火処理具11の網体14が向き合うように耐火処理具11を配置するとともに、波付管Sの周方向に沿って耐火処理具11を変形させ、耐火処理具11の網体14が波付管Sの外周面にほぼ沿うように波付管Sに巻回する。なお、耐火処理具11の内周面(網体14)と、波付管Sの外周面との間には、隙間がほとんど形成されない。そして、耐火処理具11の長さ方向の一端部11aを、他端部11bの上に被せながら、その一端部11aを他端部11bに押し付ける。
【0025】
すると、耐火処理具11の一端部11aにおいて、網体14が粘着層13に没入するとともに、粘着層13が網体14の網目14aを通過して網体14より前進し、他端部11bの熱膨張層12に貼着される。このとき、波付管Sの外周面に対向する網体14の網目14aからも粘着層13が突出するが、粘着層13は波付管Sよりも押圧層12に貼着しやすい物性を有する。このため、耐火処理具11が環状に成形されつつも、その耐火処理具11は波付管Sにほとんど貼着されない。その結果、波付管Sの周りには環状に成形された耐火処理具11が配置される。そして、環状の耐火処理具11を波付管Sに支持させたとき、耐火処理具11の粘着層13と、波付管Sの外周面との間には網体14が介在するとともに、この網体14によって粘着層13の他面13bが波付管Sの外周面に貼着することが防止されている。
【0026】
次に、図4(a)及び(b)に示すように、環状に成形された耐火処理具11を貫通孔Waに向けてスライド(移動)させ、耐火処理具11を貫通孔Wa内に配置する。このときも、網体14によって粘着層13の他面13bが波付管Sの外周面に接触することが防止され、耐火処理具11は、粘着層13が波付管Sの外周面に向き合いながらも、粘着層13が波付管Sの外周面に貼着されることが防止される。また、網体14は格子状をなすため、耐火処理具11の網体14が波付管Sの外周面に接触しても、耐火処理具11は、波付管Sに対し線接触に近い状態となり、耐火処理具11のスライドが行いやすくなる。
【0027】
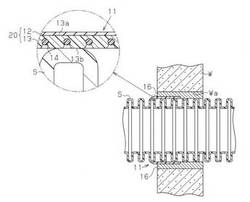
そして、図5に示すように、耐火処理具11が貫通孔Wa内に配置されると、耐火処理具11において、幅方向における一端側であり、壁Wの表面から突出した部位を、押圧層12側から波付管Sに向けて押圧する。すると、図5の拡大図に示すように、粘着層13に網体14が没入するとともに、粘着層13が網目14aを通過して、網体14より前進し、波付管Sの外周面に貼着される。その結果、波付管Sの外周面と貫通孔Waとの間に耐火処理具11が配置される。最後に、壁Wの表側で、耐火処理具11の外周面と、貫通孔Waの内周面との間の隙間全体を耐火パテ16で埋めると、壁Wに耐火構造が形成される。
【0028】
上記実施形態によれば、以下のような効果を得ることができる。
(1)耐火処理具11を、押圧層12と、その押圧層12に一面13aが貼着された粘着層13と、この粘着層13の他面13bに貼着された網体14とから形成した。そして、粘着層13の他面13bは、網体14より後退した位置にあり、耐火処理具11の網体14側では、粘着層13による粘性が発揮されないようになっている。この耐火処理具11を用いて耐火構造を壁Wに形成する場合、貫通孔Waに挿通された波付管Sに対し、貫通孔Waの外側で耐火処理具11を配置し、その後、耐火処理具11を貫通孔Waに向けてスライドさせ、貫通孔Wa内に耐火処理具11を配置する。このスライド時、網体14によって粘着層13が波付管Sに貼着されることが防止される。そして、貫通孔Wa内に耐火処理具11が配置されたら、粘着層13を、網体14を通過させて耐火処理具11を波付管Sの外周面に貼着する。
【0029】
よって、貫通孔Waに波付管Sが挿通済みであっても、耐火処理具11をスライドさせながら貫通孔Wa内で波付管Sの周りに配置することができる。したがって、離型基材を用いて波付管Sと耐火処理具11とが貼着するのを防止する場合と異なり、離型基材を耐火処理具11から剥離する手間が省け、耐火処理具11の設置作業が簡単になる。また、離型基材を必要としないため、耐火処理具11の部品点数も減り、製造コストも抑えられる。
【0030】
(2)押圧層12は、加硫成形された熱膨張性耐熱ゴムよりなり、耐火処理具11の表面となる押圧層12は粘性を有さない。このため、例えば、耐火処理具11の両面が粘性を有する場合と比べると、耐火処理具11が扱いやすくなる。また、耐火処理具11を環状に成形し、波付管Sに沿ってスライドさせる際も、耐火処理具11を掴みやすく、スライド作業が行いやすい。
【0031】
(3)網体14は、多数の網目14aを有するため、耐火処理具11を押圧層12側から波付管Sに向けて押圧したとき、網体14を粘着層13に簡単に没入させることができるとともに、粘着層13を、網目14aを通過させやすい。したがって、粘着層13を波付管Sの外周面に簡単に貼着させることができる。
【0032】
(4)耐火処理具11は、貫通孔Wa内に配設される際、波付管Sの外側に巻回され、環状に成形された状態でスライドされる。このため、耐火処理具11をそのまま貫通孔Waに挿入することができ、波付管Sと貫通孔Waとの間に耐火処理具11を簡単に配置することができる。
【0033】
(5)網体14は、火災等の熱によって消失する材料によって形成されている。このため、万一、火災が発生しても、網体14が押圧層12の熱膨張を妨げることがなく、耐火処理具11によって貫通孔Waを閉塞することができる。
【0034】
(6)耐火処理具11は矩形シート状に成形されており、波付管Sに巻回する際に環状に成形されて使用される。よって、耐火処理具11が予め環状に成形されていると、耐火処理具11が潰されたとき、その対向する内面同士が粘着層13によって貼着されてしまうことを防止することができる。
【0035】
(7)粘着層13は波付管Sよりも押圧層12に貼着しやすい物性を有する。このため、耐火処理具11を環状に成形するため、耐火処理具11の長さ方向の一端部11aを、他端部11bの上に被せながら、その一端部11aを他端部11bに押し付けたとき、一端部11aと他端部11bとを速やかに貼着させつつも、耐火処理具11は波付管Sにほとんど貼着されないようにすることができる。
【0036】
なお、上記実施形態は以下のように変更してもよい。
○ 実施形態では、耐火処理具11を矩形シート状に成形し、波付管Sに巻回するときに環状に成形したが、耐火処理具11は環状に予め成形されているものでもよい。
【0037】
○ 実施形態では、耐火処理具11を環状に成形する際、一端部11aと他端部11bを貼着させたが、端部同士の貼着ではなく、粘着テープ等を用いて一端部11aと他端部11bを接合してもよい。
【0038】
○ 実施形態では、耐火処理具11の一端部11aを、他端部11bの上に被せて両端部11a,11bを貼着したが、一端部11aの内面と他端部11bの内面とを貼着して両端部11a,11bを貼着してもよいし、他端部11bを、一端部11aに被せて両端部11a,11bを貼着してもよい。
【0039】
○ 実施形態では、耐火処理具11を波付管Sの外周面に沿って環状に成形したが、耐火処理具11は環状ではなく任意の形状に成形されてもよい。
○ 耐火処理具11の長さ方向への長さ、及び幅方向への長さは、壁Wの厚み、波付管Sの長さに応じて適宜変更してもよい。
【0040】
○ 実施形態では、接触防止体として網を採用したが、折り目の粗い布を採用してもよく、さらには、粘着層13に対し、多数の糸条を、格子状や平行をなすように貼り付けて多数の通過孔を形成して接触防止体としてもよい。さらには、シート状の樹脂フィルム等に多数の孔を形成して通過孔としたものを接触防止体としてもよいし、シート材から突設された多数の突起の間に通過孔が形成されたものを接触防止体としてもよい。
【0041】
○ 実施形態では、耐火処理具11における貼着体20に押圧層12を設けたが、これに限らない。耐火処理具において、貼着体20を、粘性を有する粘着層13のみとし、接触防止体としての網体14を熱膨張性耐熱ゴム(熱膨張性材料)によって形成し、網体14を熱膨張させて貫通孔Waを閉塞する構成としてもよい。
【0042】
○ 実施形態では、耐火処理具11における貼着体20を押圧層12と粘着層13の2層構造としたが、図6に示すように、貼着体20を1層構造とするとともに、貼着体20そのものを、粘性を有し、かつ熱膨張性を有する材料で形成して、耐火処理具11を貼着体20と網体14の2層構造としてもよい。
【0043】
○ 実施形態では、貼着体20を押圧層12と粘着層13から形成するとともに、押圧層12と粘着層13共に熱膨張性材料で形成したが、押圧層12又は粘着層13を熱膨張性材料で形成してもよい。
【0044】
○ 実施形態では、押圧層12を加硫成形された熱膨張性耐熱ゴムで形成したが、火災発生時の熱で膨張し、貫通孔Waを閉塞できるのであれば、押圧層12は加硫成形された熱膨張性耐熱ゴム以外の材料で形成されていてもよく、粘性を有するものであってもよい。
【0045】
○ 実施形態では、耐火処理具11を変形可能に形成したが、選択される材料によっては、変形できないものでもよく、この場合は、貫通孔Waの形成状に合わせて予め円環状や円筒状に成形されている。
【0046】
○ 実施形態では、網体14を火災時の熱によって消失する材料で形成したが、火災発生時に押圧層12の熱膨張を妨げないのであれば、網体14の材質は適宜変更してもよい。
【0047】
○ 実施形態では、押圧層12を、粘性を有しないとしたが、押圧層12をさらに別の粘性を有しない離型紙等で覆ってもよい。
○ 実施形態の耐火構造では、貫通孔Waを貫通部としたが、貫通部は、貫通孔Waに挿通されたスリーブ内に形成されてもよく、この場合、スリーブの内周面と、スリーブ内に挿通され配線・配管材の外面との間に耐火処理具11が配置される。
【0048】
○ 実施形態では、防火区画体として、コンクリート製の壁Wとしたが、図7に示すように、防火区画体を、複数の間柱Wbと、それら間柱Wbの前後に立設される壁材Wcとからなる中空壁WAとしてもよい。この場合、中空壁WAにおいて、各壁材Wcに貫通孔Wdが形成される。また、各貫通孔Wd及び中空壁WAの中空部を波付管S(配線・配管材)が貫通し、波付管Sと貫通孔Wdとの間に耐火処理具11が設置されたとき、各貫通孔Wdと波付管Sとの間のみに耐火パテ16が充填される。
【0049】
○ 実施形態では、配線・配管材として波付管Sに具体化したが、配管材としては、波付管Sの他に給水管、排水管に具体化してもよく、さらに、それら波付管S、電線管、給水管、配水管に断熱材を被覆させたものに具体化してもよい。また、配線としてゲーブルに具体化してもよい。
【0050】
○ 実施形態では、貫通孔Wa,Wdに一本の波付管Sが挿通された耐火構造に具体化したが、これに限らず、貫通孔Wa,Wdに複数本の配線・配管材が挿通された耐火構造に具体化してもよい。この場合、配線・配管材の一本ずつに耐火処理具11が巻回されるとともに、各配線・配管材と貫通孔Wa,Wdとの間が耐火パテ16で埋められる。
【符号の説明】
【0051】
S…配線・配管材としての波付管、W…防火区画体としての壁、WA…防火区画体としての中空壁、Wa,Wd…貫通部としての貫通孔、11…耐火処理具、12…押圧層、13…粘着層、13a…一面、13b…他面、14…接触防止体としての網体、14a…通過孔としての網目、20…貼着体。
【技術分野】
【0001】
本発明は、貫通部に挿通された配線・配管材との間に設置され、火災発生時の熱により膨張して貫通部を閉塞する耐火処理具の設置方法、及び該耐火処理具に関する。
【背景技術】
【0002】
一般に、防火区画体(壁等)に配線・配管材を貫通させる場合は、防火区画体に形成される貫通孔(貫通部)内に配線・配管材が挿通される。そして、配線・配管材の外面と貫通孔の内面との間に耐火処理具が充填されて耐火構造が形成される。
【0003】
このような耐火構造としては、例えば、特許文献1に開示の防火区画貫通部構造が挙げられる。この防火区画貫通部構造において、貫通孔の内周面と、配管の外周面との間には、熱膨張性材料からなるテープ状膨張体(耐火処理具)が配設される。このテープ状膨張体は、貫通孔に配管が挿通される前、配管の外周面に貼着される。貫通孔に配管が既に挿通されている場合は、テープ状膨張体を貫通孔の外で配管に巻き付け、そのテープ状膨張体を貫通孔に向けてスライドさせる。テープ状膨張体が粘性を有する場合は、テープ状膨張体と配管との間に離型基材を介在させる。そして、テープ状膨張体が貫通孔に配設された後、離型基材をテープ状膨張体から剥離してテープ状膨張体を配管の外面に貼着する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3817532号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1において、テープ状膨張体と配管との間から離型基材を剥離するのは非常に難しく、貫通孔に挿通済みの配管にテープ状膨張体を貼着する作業が非常に行いにくいものである。
【0006】
本発明は、貫通部に挿通済みの配管・配管材の外面に対し、耐火処理具を簡単に貼着することができる耐火処理具の設置方法及び耐火処理具を提供することにある。
【課題を解決するための手段】
【0007】
上記問題点を解決するために、請求項1に記載の発明は、防火区画体に設けられた配線・配管材の貫通部と、該貫通部に挿通された前記配線・配管材との間に設置され、火災発生時の熱により膨張して前記貫通部を閉塞する耐火処理具の設置方法であって、前記耐火処理具が、粘性を有するシート状の貼着体と、該貼着体の一面に設けられ、多数の通過孔が形成された接触防止体と、を有するとともに、熱膨張性を有し、前記貫通部の外で、前記接触防止体を前記配線・配管材の外面に向き合わせて前記耐火処理具を配置し、前記耐火処理具を前記配線・配管材の軸方向に沿って移動させて前記貫通部と前記配線・配管材との間に配置し、前記耐火処理具を前記貼着体側から前記配線・配管材に向けて押圧することで、前記通過孔を通過した前記貼着体を前記接触防止体よりも前進させ、前記貼着体を前記配線・配管材の外面に貼着させることを要旨とする。
【0008】
請求項2に記載の発明は、請求項1に記載の耐火処理具の設置方法において、前記貼着体が、粘性材料からなる粘着層と、粘性を有さず、前記貼着体を前記配線・配管材に向けて押圧する際に押圧される押圧層とを備え、前記粘着層及び押圧層の少なくとも一方が熱膨張性材料よりなることを要旨とする。
【0009】
請求項3に記載の発明は、請求項1に記載の耐火処理具の設置方法において、前記接触防止体が、熱膨張性材料によって形成されていることを要旨とする。
請求項4に記載の発明は、請求項1〜請求項3のうちいずれか一項に記載の耐火処理具の設置方法において、前記耐火処理具は、前記配線・配管材の外側で巻回させた状態で配置することを要旨とする。
【0010】
請求項5に記載の発明は、防火区画体に設けられた配線・配管材の貫通部と、該貫通部に挿通された前記配線・配管材との間に設置され、火災発生時の熱により膨張して前記貫通部を閉塞する耐火処理具であって、粘性を有するシート状の貼着体と、該貼着体の一面に設けられ、多数の通過孔が形成された接触防止体と、を有するとともに、熱膨張性を有し、該接触防止体より後退した位置に前記貼着体の一面が位置するように構成されていることを要旨とする。
【0011】
請求項6に記載の発明は、請求項5に記載の耐火処理具において、前記貼着体が、粘性材料からなる粘着層と、粘性を有さず、前記貼着体を前記配線・配管材に向けて押圧する際に押圧される押圧層とを備え、前記粘着層及び押圧層の少なくとも一方が熱膨張性材料よりなることを要旨とする。
【0012】
請求項7に記載の発明は、請求項6に記載の耐火処理具において、前記粘着層の粘性は、前記配線・配管材よりも前記押圧層に貼着しやすいことを要旨とする。
請求項8に記載の発明は、請求項5に記載の耐火処理具において、前記接触防止体が、熱膨張性材料によって形成されていることを要旨とする。
【0013】
請求項9に記載の発明は、請求項5〜請求項8のうちいずれか一項に記載の耐火処理具において、前記接触防止体は、火災時の熱によって消失する材料よりなることを要旨とする。
【0014】
請求項10に記載の発明は、請求項5〜請求項9のうちいずれか一項に記載の耐火処理具において、前記配線・配管材の外側で巻回可能に変形可能であることを要旨とする。
請求項11に記載の発明は、請求項5〜請求項10のうちいずれか一項に記載の耐火処理具において、前記接触防止体は網体より形成されていることを要旨とする。
【0015】
請求項12に記載の発明は、請求項6に記載の耐火処理具において、前記熱膨張性材料は、加硫成形された熱膨張性耐熱ゴムよりなることを要旨とする。
【発明の効果】
【0016】
本発明によれば、貫通部に挿通済みの配管・配管材の外面に対し、耐火処理具を簡単に貼着することができる。
【図面の簡単な説明】
【0017】
【図1】(a)は実施形態の耐火処理具を示す斜視図、(b)は耐火処理具を示す部分拡大断面図。
【図2】壁の貫通孔に波付管を挿通する状態を示す斜視図。
【図3】波付管に耐火処理具を巻回した状態を示す斜視図。
【図4】(a)は耐火処理具をスライドさせ、貫通孔内に配設した状態を示す斜視図、(b)は正面図。
【図5】耐火構造を示す断面図。
【図6】耐火処理具の別例を示す部分拡大断面図。
【図7】中空壁に形成した耐火構造を示す断面図。
【発明を実施するための形態】
【0018】
以下、本発明を具体化した一実施形態を図1〜図5にしたがって説明する。
図2に示すように、防火区画体としてのコンクリート製の壁Wには、円孔状の貫通孔Waが壁Wを厚み方向に貫通して形成されている。この貫通孔Waには、ポリエチレンにより円筒状に形成された配管材としての波付管Sが挿通されるとともに、貫通孔Waによって貫通部が形成される。波付管Sは、軸方向に沿って突条と凹条とが交互に形成されるとともに、軸方向に沿った断面形状が凹凸状に形成されている。
【0019】
次に、壁Wに耐火構造を形成するため、貫通孔Waに配置される耐火処理具11について説明する。図1(a)及び図3に示すように、耐火処理具11は、矩形シート状に形成されている。この耐火処理具11の長さ方向への長さは、波付管Sの周方向への長さより僅かに長くなっており、耐火処理具11を波付管Sの周面に沿って巻回したとき、両端部が互いに重なる長さになっている。また、耐火処理具11の長さ方向に直交する幅方向への長さは、壁Wの厚みより短くなっている。具体的には、耐火処理具11の幅方向への長さは、壁Wの厚み(100mm)の半分(50mm)より若干長く(60mm)、壁Wの厚みの半分(50mm)だけ耐火処理具11を貫通孔Waに挿入配置したとき、壁Wの表側に耐火処理具11が若干長さ(10mm)突出するようになっている。この耐火処理具11の幅方向への長さは、火災発生時に、耐火処理具11が膨張したとき、膨張した耐火処理具11によって貫通孔Waを閉塞することができ、しかも、所要の耐火性能(例えば、所定時間、消失せず耐火できる性能)を有する長さに設定される。
【0020】
図1(b)に示すように、耐火処理具11は、熱膨張性耐熱ゴム(膨張黒鉛・石油ワックス混入クロロプレン系ゴム)よりなる押圧層12、及び押圧層12に一面13aが貼着された粘性材料としての熱膨張性耐熱パテ(膨張黒鉛・石油ワックス混入ブチル系ゴム)よりなる粘着層13からなる貼着体20を備える。さらに、耐火処理具11は、粘着層13における押圧層12と反対側の他面13b(貼着体20においては一面)に貼着された接触防止体としての網体14と、からなる。すなわち、貼着体20は、押圧層12と粘着層13とからなる2層構造になっている。
【0021】
押圧層12の材料である、熱膨張性耐熱ゴムは、300℃以上の熱を受けると体積が加熱前の2倍以上に膨張する膨張材(膨張黒鉛)をゴムに混入し、このゴムを所定形状に成形した(成形工程を経た)ものに加硫工程を経てなるものである。なお、加硫工程とは、成形工程を経たゴムに熱を加え、加硫(架橋)反応や接着反応を起こさせ、ゴム弾性を有する製品を得る工程である。そして、耐火処理具11は、押圧層12自身によりシート状を維持している。また、押圧層12は粘性を有しておらず、押圧層12における粘着層13と反対側の面は、耐火処理具11の表面を形成している。
【0022】
粘着層13は、矩形シート状に成形されている。そして、粘着層13は、自身の粘性によって波付管Sに貼着可能になっている。網体14は、合成樹脂材料製の糸条を格子状に組み合わせてなるとともに、多数の通過孔としての網目14aを有するシート状に形成されている。なお、網体14は、火災等の熱によって消失するような材料(例えば、オレフィン系樹脂やポリエチレンテレフタレート)で形成されるのが好ましい。そして、網体14は、粘着層13の他面13bに貼着されるとともに、粘着層13の他面13bは、網体14の網目14aを通過しきることなく、網体14より後退した位置に露出している。
【0023】
よって、耐火処理具11において、網体14が設けられた面では、粘着層13が網目14aを通過して、網体14より前進して突出した状態にならなければ粘性は発揮されないようになっている。逆に、図5に示すように、粘着層13に網体14が没入し、粘着層13が網目14aを通過して、網体14より前進して突出した状態では、粘着層13の粘性によって耐火処理具11を配管・配管材(波付管S)に貼着することが可能になる。そして、耐火処理具11を波付管Sに貼着する際、耐火処理具11を貼着体20側(押圧層12側)から波付管Sに向けて押圧することで、耐火処理具11が波付管Sの外周面に貼着される。
【0024】
次に、壁Wへの耐火構造の形成方法を作用とともに説明する。
まず、図2に示すように、建物の建築時に、壁Wに貫通孔Waが形成されるとともに、貫通孔Waに波付管Sが挿通される。次に、図3に示すように、貫通孔Waより外に突出した波付管Sの外周面に対し、耐火処理具11の網体14が向き合うように耐火処理具11を配置するとともに、波付管Sの周方向に沿って耐火処理具11を変形させ、耐火処理具11の網体14が波付管Sの外周面にほぼ沿うように波付管Sに巻回する。なお、耐火処理具11の内周面(網体14)と、波付管Sの外周面との間には、隙間がほとんど形成されない。そして、耐火処理具11の長さ方向の一端部11aを、他端部11bの上に被せながら、その一端部11aを他端部11bに押し付ける。
【0025】
すると、耐火処理具11の一端部11aにおいて、網体14が粘着層13に没入するとともに、粘着層13が網体14の網目14aを通過して網体14より前進し、他端部11bの熱膨張層12に貼着される。このとき、波付管Sの外周面に対向する網体14の網目14aからも粘着層13が突出するが、粘着層13は波付管Sよりも押圧層12に貼着しやすい物性を有する。このため、耐火処理具11が環状に成形されつつも、その耐火処理具11は波付管Sにほとんど貼着されない。その結果、波付管Sの周りには環状に成形された耐火処理具11が配置される。そして、環状の耐火処理具11を波付管Sに支持させたとき、耐火処理具11の粘着層13と、波付管Sの外周面との間には網体14が介在するとともに、この網体14によって粘着層13の他面13bが波付管Sの外周面に貼着することが防止されている。
【0026】
次に、図4(a)及び(b)に示すように、環状に成形された耐火処理具11を貫通孔Waに向けてスライド(移動)させ、耐火処理具11を貫通孔Wa内に配置する。このときも、網体14によって粘着層13の他面13bが波付管Sの外周面に接触することが防止され、耐火処理具11は、粘着層13が波付管Sの外周面に向き合いながらも、粘着層13が波付管Sの外周面に貼着されることが防止される。また、網体14は格子状をなすため、耐火処理具11の網体14が波付管Sの外周面に接触しても、耐火処理具11は、波付管Sに対し線接触に近い状態となり、耐火処理具11のスライドが行いやすくなる。
【0027】
そして、図5に示すように、耐火処理具11が貫通孔Wa内に配置されると、耐火処理具11において、幅方向における一端側であり、壁Wの表面から突出した部位を、押圧層12側から波付管Sに向けて押圧する。すると、図5の拡大図に示すように、粘着層13に網体14が没入するとともに、粘着層13が網目14aを通過して、網体14より前進し、波付管Sの外周面に貼着される。その結果、波付管Sの外周面と貫通孔Waとの間に耐火処理具11が配置される。最後に、壁Wの表側で、耐火処理具11の外周面と、貫通孔Waの内周面との間の隙間全体を耐火パテ16で埋めると、壁Wに耐火構造が形成される。
【0028】
上記実施形態によれば、以下のような効果を得ることができる。
(1)耐火処理具11を、押圧層12と、その押圧層12に一面13aが貼着された粘着層13と、この粘着層13の他面13bに貼着された網体14とから形成した。そして、粘着層13の他面13bは、網体14より後退した位置にあり、耐火処理具11の網体14側では、粘着層13による粘性が発揮されないようになっている。この耐火処理具11を用いて耐火構造を壁Wに形成する場合、貫通孔Waに挿通された波付管Sに対し、貫通孔Waの外側で耐火処理具11を配置し、その後、耐火処理具11を貫通孔Waに向けてスライドさせ、貫通孔Wa内に耐火処理具11を配置する。このスライド時、網体14によって粘着層13が波付管Sに貼着されることが防止される。そして、貫通孔Wa内に耐火処理具11が配置されたら、粘着層13を、網体14を通過させて耐火処理具11を波付管Sの外周面に貼着する。
【0029】
よって、貫通孔Waに波付管Sが挿通済みであっても、耐火処理具11をスライドさせながら貫通孔Wa内で波付管Sの周りに配置することができる。したがって、離型基材を用いて波付管Sと耐火処理具11とが貼着するのを防止する場合と異なり、離型基材を耐火処理具11から剥離する手間が省け、耐火処理具11の設置作業が簡単になる。また、離型基材を必要としないため、耐火処理具11の部品点数も減り、製造コストも抑えられる。
【0030】
(2)押圧層12は、加硫成形された熱膨張性耐熱ゴムよりなり、耐火処理具11の表面となる押圧層12は粘性を有さない。このため、例えば、耐火処理具11の両面が粘性を有する場合と比べると、耐火処理具11が扱いやすくなる。また、耐火処理具11を環状に成形し、波付管Sに沿ってスライドさせる際も、耐火処理具11を掴みやすく、スライド作業が行いやすい。
【0031】
(3)網体14は、多数の網目14aを有するため、耐火処理具11を押圧層12側から波付管Sに向けて押圧したとき、網体14を粘着層13に簡単に没入させることができるとともに、粘着層13を、網目14aを通過させやすい。したがって、粘着層13を波付管Sの外周面に簡単に貼着させることができる。
【0032】
(4)耐火処理具11は、貫通孔Wa内に配設される際、波付管Sの外側に巻回され、環状に成形された状態でスライドされる。このため、耐火処理具11をそのまま貫通孔Waに挿入することができ、波付管Sと貫通孔Waとの間に耐火処理具11を簡単に配置することができる。
【0033】
(5)網体14は、火災等の熱によって消失する材料によって形成されている。このため、万一、火災が発生しても、網体14が押圧層12の熱膨張を妨げることがなく、耐火処理具11によって貫通孔Waを閉塞することができる。
【0034】
(6)耐火処理具11は矩形シート状に成形されており、波付管Sに巻回する際に環状に成形されて使用される。よって、耐火処理具11が予め環状に成形されていると、耐火処理具11が潰されたとき、その対向する内面同士が粘着層13によって貼着されてしまうことを防止することができる。
【0035】
(7)粘着層13は波付管Sよりも押圧層12に貼着しやすい物性を有する。このため、耐火処理具11を環状に成形するため、耐火処理具11の長さ方向の一端部11aを、他端部11bの上に被せながら、その一端部11aを他端部11bに押し付けたとき、一端部11aと他端部11bとを速やかに貼着させつつも、耐火処理具11は波付管Sにほとんど貼着されないようにすることができる。
【0036】
なお、上記実施形態は以下のように変更してもよい。
○ 実施形態では、耐火処理具11を矩形シート状に成形し、波付管Sに巻回するときに環状に成形したが、耐火処理具11は環状に予め成形されているものでもよい。
【0037】
○ 実施形態では、耐火処理具11を環状に成形する際、一端部11aと他端部11bを貼着させたが、端部同士の貼着ではなく、粘着テープ等を用いて一端部11aと他端部11bを接合してもよい。
【0038】
○ 実施形態では、耐火処理具11の一端部11aを、他端部11bの上に被せて両端部11a,11bを貼着したが、一端部11aの内面と他端部11bの内面とを貼着して両端部11a,11bを貼着してもよいし、他端部11bを、一端部11aに被せて両端部11a,11bを貼着してもよい。
【0039】
○ 実施形態では、耐火処理具11を波付管Sの外周面に沿って環状に成形したが、耐火処理具11は環状ではなく任意の形状に成形されてもよい。
○ 耐火処理具11の長さ方向への長さ、及び幅方向への長さは、壁Wの厚み、波付管Sの長さに応じて適宜変更してもよい。
【0040】
○ 実施形態では、接触防止体として網を採用したが、折り目の粗い布を採用してもよく、さらには、粘着層13に対し、多数の糸条を、格子状や平行をなすように貼り付けて多数の通過孔を形成して接触防止体としてもよい。さらには、シート状の樹脂フィルム等に多数の孔を形成して通過孔としたものを接触防止体としてもよいし、シート材から突設された多数の突起の間に通過孔が形成されたものを接触防止体としてもよい。
【0041】
○ 実施形態では、耐火処理具11における貼着体20に押圧層12を設けたが、これに限らない。耐火処理具において、貼着体20を、粘性を有する粘着層13のみとし、接触防止体としての網体14を熱膨張性耐熱ゴム(熱膨張性材料)によって形成し、網体14を熱膨張させて貫通孔Waを閉塞する構成としてもよい。
【0042】
○ 実施形態では、耐火処理具11における貼着体20を押圧層12と粘着層13の2層構造としたが、図6に示すように、貼着体20を1層構造とするとともに、貼着体20そのものを、粘性を有し、かつ熱膨張性を有する材料で形成して、耐火処理具11を貼着体20と網体14の2層構造としてもよい。
【0043】
○ 実施形態では、貼着体20を押圧層12と粘着層13から形成するとともに、押圧層12と粘着層13共に熱膨張性材料で形成したが、押圧層12又は粘着層13を熱膨張性材料で形成してもよい。
【0044】
○ 実施形態では、押圧層12を加硫成形された熱膨張性耐熱ゴムで形成したが、火災発生時の熱で膨張し、貫通孔Waを閉塞できるのであれば、押圧層12は加硫成形された熱膨張性耐熱ゴム以外の材料で形成されていてもよく、粘性を有するものであってもよい。
【0045】
○ 実施形態では、耐火処理具11を変形可能に形成したが、選択される材料によっては、変形できないものでもよく、この場合は、貫通孔Waの形成状に合わせて予め円環状や円筒状に成形されている。
【0046】
○ 実施形態では、網体14を火災時の熱によって消失する材料で形成したが、火災発生時に押圧層12の熱膨張を妨げないのであれば、網体14の材質は適宜変更してもよい。
【0047】
○ 実施形態では、押圧層12を、粘性を有しないとしたが、押圧層12をさらに別の粘性を有しない離型紙等で覆ってもよい。
○ 実施形態の耐火構造では、貫通孔Waを貫通部としたが、貫通部は、貫通孔Waに挿通されたスリーブ内に形成されてもよく、この場合、スリーブの内周面と、スリーブ内に挿通され配線・配管材の外面との間に耐火処理具11が配置される。
【0048】
○ 実施形態では、防火区画体として、コンクリート製の壁Wとしたが、図7に示すように、防火区画体を、複数の間柱Wbと、それら間柱Wbの前後に立設される壁材Wcとからなる中空壁WAとしてもよい。この場合、中空壁WAにおいて、各壁材Wcに貫通孔Wdが形成される。また、各貫通孔Wd及び中空壁WAの中空部を波付管S(配線・配管材)が貫通し、波付管Sと貫通孔Wdとの間に耐火処理具11が設置されたとき、各貫通孔Wdと波付管Sとの間のみに耐火パテ16が充填される。
【0049】
○ 実施形態では、配線・配管材として波付管Sに具体化したが、配管材としては、波付管Sの他に給水管、排水管に具体化してもよく、さらに、それら波付管S、電線管、給水管、配水管に断熱材を被覆させたものに具体化してもよい。また、配線としてゲーブルに具体化してもよい。
【0050】
○ 実施形態では、貫通孔Wa,Wdに一本の波付管Sが挿通された耐火構造に具体化したが、これに限らず、貫通孔Wa,Wdに複数本の配線・配管材が挿通された耐火構造に具体化してもよい。この場合、配線・配管材の一本ずつに耐火処理具11が巻回されるとともに、各配線・配管材と貫通孔Wa,Wdとの間が耐火パテ16で埋められる。
【符号の説明】
【0051】
S…配線・配管材としての波付管、W…防火区画体としての壁、WA…防火区画体としての中空壁、Wa,Wd…貫通部としての貫通孔、11…耐火処理具、12…押圧層、13…粘着層、13a…一面、13b…他面、14…接触防止体としての網体、14a…通過孔としての網目、20…貼着体。
【特許請求の範囲】
【請求項1】
防火区画体に設けられた配線・配管材の貫通部と、該貫通部に挿通された前記配線・配管材との間に設置され、火災発生時の熱により膨張して前記貫通部を閉塞する耐火処理具の設置方法であって、
前記耐火処理具が、粘性を有するシート状の貼着体と、
該貼着体の一面に設けられ、多数の通過孔が形成された接触防止体と、を有するとともに、熱膨張性を有し、
前記貫通部の外で、前記接触防止体を前記配線・配管材の外面に向き合わせて前記耐火処理具を配置し、
前記耐火処理具を前記配線・配管材の軸方向に沿って移動させて前記貫通部と前記配線・配管材との間に配置し、
前記耐火処理具を前記貼着体側から前記配線・配管材に向けて押圧することで、前記通過孔を通過した前記貼着体を前記接触防止体よりも前進させ、前記貼着体を前記配線・配管材の外面に貼着させる耐火処理具の設置方法。
【請求項2】
前記貼着体が、粘性材料からなる粘着層と、粘性を有さず、前記貼着体を前記配線・配管材に向けて押圧する際に押圧される押圧層とを備え、前記粘着層及び押圧層の少なくとも一方が熱膨張性材料よりなる請求項1に記載の耐火処理具の設置方法。
【請求項3】
前記接触防止体が、熱膨張性材料によって形成されている請求項1に記載の耐火処理具の設置方法。
【請求項4】
前記耐火処理具は、前記配線・配管材の外側で巻回させた状態で配置する請求項1〜請求項3のうちいずれか一項に記載の耐火処理具の設置方法。
【請求項5】
防火区画体に設けられた配線・配管材の貫通部と、該貫通部に挿通された前記配線・配管材との間に設置され、火災発生時の熱により膨張して前記貫通部を閉塞する耐火処理具であって、
粘性を有するシート状の貼着体と、
該貼着体の一面に設けられ、多数の通過孔が形成された接触防止体と、
を有するとともに、熱膨張性を有し、
該接触防止体より後退した位置に前記貼着体の一面が位置するように構成されている耐火処理具。
【請求項6】
前記貼着体が、粘性材料からなる粘着層と、粘性を有さず、前記貼着体を前記配線・配管材に向けて押圧する際に押圧される押圧層とを備え、前記粘着層及び押圧層の少なくとも一方が熱膨張性材料よりなる請求項5に記載の耐火処理具。
【請求項7】
前記粘着層の粘性は、前記配線・配管材よりも前記押圧層に貼着しやすい請求項6に記載の耐火処理具。
【請求項8】
前記接触防止体が、熱膨張性材料によって形成されている請求項5に記載の耐火処理具。
【請求項9】
前記接触防止体は、火災時の熱によって消失する材料よりなる請求項5〜請求項8のうちいずれか一項に記載の耐火処理具。
【請求項10】
前記配線・配管材の外側で巻回可能に変形可能である請求項5〜請求項9のうちいずれか一項に記載の耐火処理具。
【請求項11】
前記接触防止体は網体より形成されている請求項5〜請求項10のうちいずれか一項に記載の耐火処理具。
【請求項12】
前記熱膨張性材料は、加硫成形された熱膨張性耐熱ゴムよりなる請求項6に記載の耐火処理具。
【請求項1】
防火区画体に設けられた配線・配管材の貫通部と、該貫通部に挿通された前記配線・配管材との間に設置され、火災発生時の熱により膨張して前記貫通部を閉塞する耐火処理具の設置方法であって、
前記耐火処理具が、粘性を有するシート状の貼着体と、
該貼着体の一面に設けられ、多数の通過孔が形成された接触防止体と、を有するとともに、熱膨張性を有し、
前記貫通部の外で、前記接触防止体を前記配線・配管材の外面に向き合わせて前記耐火処理具を配置し、
前記耐火処理具を前記配線・配管材の軸方向に沿って移動させて前記貫通部と前記配線・配管材との間に配置し、
前記耐火処理具を前記貼着体側から前記配線・配管材に向けて押圧することで、前記通過孔を通過した前記貼着体を前記接触防止体よりも前進させ、前記貼着体を前記配線・配管材の外面に貼着させる耐火処理具の設置方法。
【請求項2】
前記貼着体が、粘性材料からなる粘着層と、粘性を有さず、前記貼着体を前記配線・配管材に向けて押圧する際に押圧される押圧層とを備え、前記粘着層及び押圧層の少なくとも一方が熱膨張性材料よりなる請求項1に記載の耐火処理具の設置方法。
【請求項3】
前記接触防止体が、熱膨張性材料によって形成されている請求項1に記載の耐火処理具の設置方法。
【請求項4】
前記耐火処理具は、前記配線・配管材の外側で巻回させた状態で配置する請求項1〜請求項3のうちいずれか一項に記載の耐火処理具の設置方法。
【請求項5】
防火区画体に設けられた配線・配管材の貫通部と、該貫通部に挿通された前記配線・配管材との間に設置され、火災発生時の熱により膨張して前記貫通部を閉塞する耐火処理具であって、
粘性を有するシート状の貼着体と、
該貼着体の一面に設けられ、多数の通過孔が形成された接触防止体と、
を有するとともに、熱膨張性を有し、
該接触防止体より後退した位置に前記貼着体の一面が位置するように構成されている耐火処理具。
【請求項6】
前記貼着体が、粘性材料からなる粘着層と、粘性を有さず、前記貼着体を前記配線・配管材に向けて押圧する際に押圧される押圧層とを備え、前記粘着層及び押圧層の少なくとも一方が熱膨張性材料よりなる請求項5に記載の耐火処理具。
【請求項7】
前記粘着層の粘性は、前記配線・配管材よりも前記押圧層に貼着しやすい請求項6に記載の耐火処理具。
【請求項8】
前記接触防止体が、熱膨張性材料によって形成されている請求項5に記載の耐火処理具。
【請求項9】
前記接触防止体は、火災時の熱によって消失する材料よりなる請求項5〜請求項8のうちいずれか一項に記載の耐火処理具。
【請求項10】
前記配線・配管材の外側で巻回可能に変形可能である請求項5〜請求項9のうちいずれか一項に記載の耐火処理具。
【請求項11】
前記接触防止体は網体より形成されている請求項5〜請求項10のうちいずれか一項に記載の耐火処理具。
【請求項12】
前記熱膨張性材料は、加硫成形された熱膨張性耐熱ゴムよりなる請求項6に記載の耐火処理具。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−108254(P2013−108254A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252811(P2011−252811)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000243803)未来工業株式会社 (550)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000243803)未来工業株式会社 (550)
【Fターム(参考)】
[ Back to top ]