
耐焼戻し脆化特性に優れた溶接金属
【課題】入熱量が比較的大きい溶接条件においても、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性においても優れた溶接金属を提供する。
【解決手段】所定の化学成分組成を有し、大きさに応じた酸化物の個数を制御すると共に、下記式で規定されるA値が5.0以下である。A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
【解決手段】所定の化学成分組成を有し、大きさに応じた酸化物の個数を制御すると共に、下記式で規定されるA値が5.0以下である。A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Cr−Mo鋼のような高強度鋼材の溶接に使用される溶接金属に関するものであり、耐焼戻し脆化特性を改善した溶接金属、およびこうした溶接金属を備えた溶接構造体に関するものである。
【背景技術】
【0002】
ボイラーや化学反応容器において用いられる高強度Cr−Mo鋼およびその溶接金属部は、高温高圧環境下において使用されるため、強度および靭性等の特性と共に、耐熱性(高温強度)、耐SR割れ性[応力除去焼鈍(SR焼鈍)時に粒界割れを起こさないこと]、および耐焼戻し脆化特性(高温環境での使用中に脆化が少ないこと)を高レベルで兼備することが必要とされる。特に近年において、装置大型化に伴う厚肉化により、施工効率の観点から溶接時の入熱量は増大しつつあり、一般に溶接入熱の増大は溶接金属部の組織を粗大化させ、靭性(耐焼戻し脆化特性)を劣化させるため、求められる靭性、耐焼戻し脆化特性はいっそう高い水準となっている。
【0003】
高強度Cr−Mo鋼を溶接した場合に形成される溶接金属の靭性、耐焼戻し脆化特性に着目した技術として、これまでにも様々提案されている。
【0004】
例えば、特許文献1では、鋼板組成、溶接材料組成および溶接条件を詳細に規定することによって、諸特性を兼備した溶接金属が得られることが開示されている。この技術では、一部の実施例で、応力除去焼鈍(SR焼鈍:Stress Relief焼鈍)後の靭性を示すvTr5.5(SR焼鈍後の吸収エネルギーが5.5kgf・mとなる温度)は、−50℃と良好であるものの、焼戻し脆化処理(ステップクーリング)後の靭性を示すvTr’5.5(ステップクーリング後の吸収エネルギーが5.5kgf・mとなる温度)は最良でも−41℃であり、十分な水準とは言えない。
【0005】
また特許文献2には、被覆アーク溶接棒において、心線および被覆の歩留まりを考慮しつつC,MnおよびNiの含有量を関連させて規制することで、靭性、強度および耐熱性を改善することが提案されている。しかしながら、耐焼戻し脆化特性については考慮されていない。
【0006】
ソリッドワイヤやボンドフラックスの成分、および溶接条件(入熱量)を考慮することによって、靭性、強度、耐焼戻し脆化特性および耐SR割れ性に優れる溶接金属が実現できる技術が提案されている(例えば、特許文献3、4)。これらの技術では、一部の実施例で、SR焼鈍後の靭性を示すvTr55(SR焼鈍後の吸収エネルギーが55Jとなる温度)、焼戻し脆化処理(ステップクーリング)後の靭性を示すvTr’55(ステップクーリング後の吸収エネルギーが55Jとなる温度)がともに−50℃を下回る良好な靭性が得られているものの、焼戻し時の脆化の程度を示すΔvTr55(=vTr’55−vTr55)はいずれも8℃以上と焼戻し脆化を十分抑制できているとは言い難い。
【0007】
特許文献5には、溶接金属成分、特に不純物元素量を管理することで、靭性、強度および耐SR割れ性を改善する技術が提案されている。しかしながら、耐焼戻し脆化特性については考慮されていない。
【0008】
特許文献6には、被覆アーク溶接において、溶接棒の心線および被覆材成分を制御することで、靭性、強度を改善することが提案されている。しかしながら、耐焼戻し脆化特性は考慮されていない。また、想定している溶接入熱が小さく、施工上の制約が大きいものとなっている。
【0009】
一方、被覆アーク溶接において、溶接棒の心線および被覆材成分を制御することで、靭性、強度を改善ことも提案されている(例えば、特許文献7、8)。これらの技術では、靭性、耐焼戻し脆化特性のいずれも高いレベルにあるものの、推奨される溶接条件は、被覆アーク溶接による溶接金属を規定した特許文献7で溶接電流:140〜190A程度(心線径φ4.0mm)であり、サブマージアーク溶接による溶接金属を規定した特許文献8で入熱量:2.0〜3.6kJ/mm程度であり、溶接入熱量の増大傾向に十分対応しているとは言えない。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平2−182378号公報
【特許文献2】特開平2−220797号公報
【特許文献3】特開平6−328292号公報
【特許文献4】特開平8−150478号公報
【特許文献5】特開2000−301378号公報
【特許文献6】特開2002−263883号公報
【特許文献7】特開2008−229718号公報
【特許文献8】特開2009−106949号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は上記事情に鑑みてなされたものであって、その目的は、入熱量が比較的大きい溶接条件においても、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性においても優れた溶接金属、およびこのような溶接金属を備えた溶接構造体を提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決することのできた本発明に係る溶接金属とは、C:0.05〜0.15%(「質量%」の意味。以下同じ)、Si:0.1〜0.50%、Mn:0.6〜1.30%、Cr:1.8〜3.0%、Mo:0.80〜1.20%、V:0.25〜0.50%、Nb:0.010〜0.050%、N:0.025%以下(0%を含まない)、O:0.020〜0.060%を夫々含有し、残部が鉄および不可避的不純物からなり、円相当直径で1μm超の酸化物が1mm2当り2000個以下であると共に、円相当直径で2μm超の酸化物が1mm2当り100個以下であり、且つ下記(1)式で規定されるA値が5.0以下である点に要旨を有する。
A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])
…(1)
但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において溶接金属中に化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
【0013】
本発明の溶接金属においては、更に他の元素として、(a)Cu:1.0%以下(0%を含まない)および/またはNi:1.0%以下(0%を含まない)、(b)B:0.0050%以下(0%を含まない)、(c)W:0.50%以下(0%を含まない)、(d)Al:0.030%以下(0%を含まない)、(e)Ti:0.020%以下(0%を含まない)、等を含むことも好ましく、含有させる元素の種類に応じて溶接金属の特性が更に改善される。
【0014】
本発明は、上記のような溶接金属を備えた溶接構造体をも包含する。
【発明の効果】
【0015】
本発明によれば、化学成分組成と共に、所定大きさの酸化物の個数を規定し、且つ応力除去焼鈍後において化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)と、溶接金属中のCおよびMoとの関係を適切に規定するようにしたので、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属が実現できる。
【図面の簡単な説明】
【0016】
【図1】ステップクーリング処理条件を示すグラフである。
【図2】引張試験片の採取位置を示す概略説明図である。
【図3】シャルピー衝撃試験片の採取位置を示す概略説明図である。
【図4A】耐SR割れ性試験片の採取位置を示す概略説明図である。
【図4B】耐SR割れ性試験片の形状を示す概略説明図である。
【図4C】耐SR割れ性試験片の採取方法を示す概略説明図である。
【発明を実施するための形態】
【0017】
本発明者らは、入熱量が比較的大きい溶接条件においても、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性においても優れた溶接金属を実現するべく、様々な角度から検討した。その結果、粗大な酸化物を低減すると共に、SR焼鈍後の溶接金属中の全C量、Mo量(上記[C]、[Mo])、化合物として存在するCr,Mo,NbおよびV量(上記[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V])を制御することで、上記諸特性を兼備できることを見出し、本発明を完成した。
【0018】
即ち、本発明では、溶接金属の化学成分組成を適切に制御すると共に、溶接金属中に存在する円相当直径で1μm超の酸化物を1mm2当り2000個以下(2000個/mm2以下)、円相当直径で2μm超の酸化物が1mm2当り100個以下(100個/mm2以下)に低減するとともに、下記(1)式によって規定されるA値を5.0以下に制御することで、靭性、耐焼戻し脆化特性をはじめとする諸特性が兼備できることを見出した。
A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])
…(1)
但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において溶接金属中に化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
【0019】
上記「円相当直径」とは、光学顕微鏡の観察面上で認められる酸化物粒子の大きさに着目して、その面積が等しくなるように想定した円の直径である。また、化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)は、抽出残渣法によって求められるものである。尚、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示すが、これらの量は、応力除去焼鈍の前後において変化しないものである。
【0020】
溶接金属の耐焼戻し脆化特性は、SR焼鈍後に、ステップクーリングと称する熱処理を施し、通常のSR焼鈍を施した溶接金属と比較してどの程度靭性が劣化したかによって評価される。本発明者らは、このステップクーリング時に析出する微細炭化物Mo2Cが、析出強化により溶接金属を硬化させることで靭性劣化をもたらすことを新たに見出し、上記(1)式で規定されるA値を制御することによって、Mo2Cの析出を抑制し、ステップクーリング後の靭性劣化を抑制し、耐焼戻し脆化特性に優れた溶接金属が実現できたのである。
【0021】
上記(1)式で規定されるA値は、ステップクーリング時のMo2C析出に寄与する固溶C、固溶Moに関連する要件を規定したものであり、熱力学的にはMo2C析出の駆動力を表現したものである。このA値が小さくなるほど、Mo2Cの析出量が少なくなる。従って、耐焼戻し脆化特性に優れた溶接金属を得るためには、A値を所定の値以下に制御する必要がある。こうした観点から、A値は5.0以下とする必要があり、5.0よりも大きくなると、Mo2Cの析出量が増加して耐焼戻し脆化特性が劣化する。このA値は、好ましくは4.5以下であり、より好ましくは4.0以下であり、更に好ましくは3.5以下である。
【0022】
本発明の溶接金属においては、所定大きさの酸化物の個数を制御する必要がある。このように酸化物の形態を制御することによって、溶接金属の組織微細化が図れ、靭性の向上が図れる。こうした観点から、溶接金属中に存在する円相当直径で1μm超の酸化物を2000個/mm2以下、円相当直径で2μm超の酸化物を100個/mm2以下に低減する必要があり、これらの上限を超えて酸化物が存在すると、良好な靭性が確保できなくなる。尚、円相当直径で1μm超の酸化物は、好ましくは1500個/mm2以下であり、より好ましくは1200個/mm2以下であり、本発明によれば100個/mm2程度まで低減できる。また円相当直径で2μm超の酸化物は、好ましくは60個/mm2以下であり、より好ましくは40個/mm2以下である。
【0023】
本発明の溶接金属において、その化学成分組成を適切に制御することも重要な要件であるが、その範囲設定理由は以下の通りである。
【0024】
[C:0.05〜0.15%]
Cは、溶接金属の強度を確保する上で必要な元素である。C含有量が0.05%よりも低いと、所定の強度が得られない。しかしながら、C含有量が過剰になると、炭化物の粗大化を招くことで、靭性低下の原因となるので0.15%以下とする。C含有量の好ましい下限は0.07%以上であり、より好ましくは0.09%以上であり、好ましい上限は0.13%以下、より好ましくは0.12%以下である。
【0025】
[Si:0.1〜0.50%]
Siは、溶接時の作業性を良好にする上で有効な元素である。Si含有量が0.1%を下回ると、溶接作業性が劣化する。しかしながら、Si含有量が過剰になると、強度の過大な上昇、またはマルテンサイト等の硬質組織増加をもたらし、靭性低下を招くので、0.50%以下とする。尚、Si含有量の好ましい下限は0.15%以上であり、より好ましくは0.17%以上であり、好ましい上限は0.40%以下、より好ましくは0.32%以下である。
【0026】
[Mn:0.6〜1.30%]
Mnは、溶接金属の強度を確保する上で有効な元素であり、その含有量が0.6%を下回ると、室温での強度が低下するほか、耐SR割れ性にも悪影響を及ぼす。しかしながら、Mn含有量が過剰になると、高温強度を低下させるので、1.30%以下とする必要がある。尚、Mn含有量の好ましい下限は0.8%以上であり、より好ましくは1.0%以上であり、好ましい上限は1.2%以下、より好ましくは1.15%以下である。
【0027】
[Cr:1.8〜3.0%]
Cr含有量が1.8%よりも低くなると、旧γ粒界にフィルム状の粗大セメンタイトが析出するようになり、耐SR割れ性が劣化する。しかしながら、Cr含有量が過剰になると、炭化物粗大化を招くことで靭性低下の原因となるので、3.0%以下とする必要がある。尚、Cr含有量の好ましい下限は1.9%以上であり、より好ましくは2.0%以上であり、好ましい上限は2.8%以下、より好ましくは2.6%以下である。
【0028】
[Mo:0.80〜1.20%]
Moは、溶接金属の強度を確保する上で有用な元素である。Mo含有量が0.80%よりも低いと、所定の強度が得られない。しかしながら、Mo含有量が過剰になると、強度の過大な上昇により靭性を低下させるとともに、SR焼鈍後の固溶Moの増加をもたらし、ステップクーリング時に微細Mo2Cが析出することで耐焼戻し脆化特性が劣化するので、1.20%以下とする必要がある。尚、Mo含有量の好ましい下限は0.9%以上であり、より好ましくは0.95%以上であり、好ましい上限は1.15%以下、より好ましくは1.1%以下である。
【0029】
[V:0.25〜0.50%]
Vは、炭化物(MC炭化物:Mは炭化物形成元素)を形成して、溶接金属の強度を確保する上で有用な元素である。V含有量が0.25%を下回ると、所定の強度が得られない。しかしながら、V含有量が過剰になると、強度の過大な上昇を招き靭性を低下させるので、0.50%以下とする必要がある。尚、V含有量の好ましい下限は0.27%以上であり、より好ましくは0.30%以上であり、好ましい上限は0.45%以下、より好ましくは0.40%以下である。
【0030】
[Nb:0.010〜0.050%]
Nbは、炭化物(MC炭化物)を形成して、溶接金属の強度を確保する上で有用な元素である。Nb含有量が0.010%を下回ると、所定の強度が得られない。しかしながら、Nb含有量が過剰になると、強度の過大な上昇を招き靭性を低下させるので、0.050%以下とする必要がある。尚、Nb含有量の好ましい下限は0.012%以上であり、より好ましくは0.015%以上であり、好ましい上限は0.040%以下、より好ましくは0.035%以下である。
【0031】
[N:0.025%以下(0%を含まない)]
Nは、溶接金属のクリープ強度を確保する上で有用な元素であるが、N含有量が過剰になると、強度の過大な上昇を招き靭性を低下させるので、0.025%以下とする必要がある。尚、上記効果を発揮させる上で好ましい下限は、0.004%以上(より好ましくは0.005%以上)であり、好ましい上限は0.020%以下(より好ましくは0.018%以下)である。
【0032】
[O:0.020〜0.060%]
Oは、酸化物を形成し、組織微細化に寄与することで靭性を向上させるのに有用な元素である。こうした効果を発揮させるためには、0.020%以上含有させる必要がある。しかしながら、O含有量が過剰になって0.060%を超えると、粗大な酸化物が増加し、脆性破壊の起点となることでかえって靭性は低下する。尚、O含有量の好ましい下限は0.025%以上(より好ましくは0.028%以上)であり、好ましい上限は0.050%以下(より好ましくは0.045%以下)である。
【0033】
本発明で規定する含有元素は上記の通りであって、残部は鉄および不可避的不純物であり、該不可避的不純物として、原料、資材、製造設備等の状況によって持ち込まれる元素(例えば、P,S等)の混入が許容され得る。
【0034】
本発明の溶接金属においては、更に他の元素として、(a)Cu:1.0%以下(0%を含まない)および/またはNi:1.0%以下(0%を含まない)、(b)B:0.0050%以下(0%を含まない)、(c)W:0.50%以下(0%を含まない)、(d)Al:0.030%以下(0%を含まない)、(e)Ti:0.020%以下(0%を含まない)、等を含有させることが好ましく、含有させる元素の種類に応じて溶接金属の特性が更に改善される。これらの元素を含有させるときの範囲設定理由は下記の通りである。
【0035】
[Cu:1.0%以下(0%を含まない)および/またはNi:1.0%以下(0%を含まない)]
CuおよびNiは、組織微細化による靭性向上に有効な元素である。しかしながら、これらの元素の含有量が過剰になると、強度が過大となって靭性が低下するので、CuまたはNiの含有量は、夫々1.0%以下とすることが好ましい。より好ましくは、夫々0.8%以下、更に好ましくは0.5%以下である。尚、上記効果を発揮させるための好ましい下限は、いずれも0.05%以上(より好ましくは0.1%以上)である。
【0036】
[B:0.0050%以下(0%を含まない)]
Bは、粒界からのフェライト生成を抑制し、溶接金属の強度を向上させるのに有効な元素である。しかしながら、B含有量が過剰になると、耐SR割れ性を低下させるので、0.0050%以下とすることが好ましい。より好ましくは0.0040%以下(更に好ましくは0.0025%以下)である。尚、上記効果を発揮させるための好ましい下限は、0.0005%以上(より好ましくは0.0010%以上)である。
【0037】
[W:0.50%以下(0%を含まない)]
Wは、溶接金属の強度を向上させるのに有効な元素である。しかしながら、W含有量が過剰になると、粒界に析出する炭化物を粗大化させ、靭性に悪影響を及ぼすので、0.50%以下とすることが好ましい。より好ましくは0.3%以下(更に好ましくは、0.2%以下)である。尚、上記効果を発揮させるための好ましい下限は、0.08%以上(より好ましくは0.1%以上)である。
【0038】
[Al:0.030%以下(0%を含まない)]
Alは、脱酸剤として有効な元素である。しかしながら、Al含有量が過剰になると、酸化物粗大化を招き靭性に悪影響を及ぼすので、0.030%以下とすることが好ましい。より好ましくは0.020%以下(更に好ましくは、0.015%以下)である。尚、上記効果を発揮させるための好ましい下限は、0.001%以上(より好ましくは0.0012%以上)である。
【0039】
[Ti:0.020%以下(0%を含まない)]
Tiは、溶接金属の強度を向上させるのに有効な元素である。しかしながら、Ti含有量が過剰になると、MC炭化物の析出強化が促進されることによる粒内強化の著しい上昇をもたらし、耐SR割れ性を低下させるので、0.020%以下とすることが好ましい。より好ましくは0.015%以下(更に好ましくは、0.012%以下)である。尚、上記効果を発揮させるための好ましい下限は、0.005%以上(より好ましくは0.008%以上)である。
【0040】
本発明の溶接金属を得るための溶接方法は、アーク溶接法であれば特に限定するものではないが、化学反応容器等を実際に溶接施工する際に多用される、サブマージアーク溶接(SAW)、被覆アーク溶接(SMAW)の適用が好ましい。
【0041】
但し、本発明の溶接金属を実現するためには、溶接材料および溶接条件を適切に制御する必要がある。溶接材料成分は、当然ながら必要とされる溶接金属成分により制約を受け、また所定の炭化物形態を得るためには、溶接条件および溶接材料成分が適切に制御されなければならない。
【0042】
例えば、SAWにおける好ましい溶接条件は、溶接入熱量が2.5〜5.0kJ/mmで、且つ溶接時の予熱−パス間温度が190〜250℃程度である。これらの溶接条件において、所定の溶接金属を得るためには、溶接ワイヤ中のMo含有量を1.3%以下、V含有量を0.36%以上、Nb含有量を0.012%以上とした上で、これらVとNbの合計含有量に対するMo含有量の比[Mo/(V+Nb)]を2.8以下とし、更にボンドフラックスの金属CaおよびAl2O3の濃度が、下記(2)式を満足するように制御すれば良い。
17/9×([Ca]/[Al2O3])≧0.015 …(2)
但し、[Ca]、[Al2O3]は、夫々ボンドフラックスに含まれる金属Ca、Al2O3の濃度(質量%)である。
【0043】
溶接ワイヤ中の溶接ワイヤ中のMo含有量、V含有量およびNb含有量が上記の範囲を外れると、或は比[Mo/(V+Nb)]の値が2.8を超えると、SR焼鈍後の固溶Mo量、固溶C量が増加し、A値を5.0以下に抑制できなくなる。溶接ワイヤ中のMo含有量は、好ましくは1.2%以下であり、より好ましくは1.1%以下である。溶接ワイヤ中のV含有量は、好ましくは0.37%以上であり、より好ましくは0.38%以上である。溶接ワイヤ中のNb含有量は、好ましくは0.018%以上であり、より好ましくは0.020%以上である。また上記比[Mo/(V+Nb)]の値は、好ましくは2.7以下であり、より好ましくは2.6以下である。
【0044】
ボンドフラックスの金属CaおよびAl2O3の濃度が、上記(2)式を満足しない場合には[17/9×([Ca]/[Al2O3])<0.015]、凝集・合体により粗大化しやすいAl2O3酸化物が一部残存し、粗大酸化物が規定の範囲を超えてしまう。上記(17/9×([Ca]/[Al2O3])の値は、好ましくは0.017以上であり、より好ましくは0.018以上である。
【0045】
SAWにおける入熱量が2.5kJ/mmを下回るか、或は予熱−パス間温度が190℃を下回ると、溶接時の冷却速度が速くなり、冷却中に十分な炭化物が生成しなくなるため、上記A値が所定の範囲を満たさなくなる。また、入熱量が5.0kJ/mmを上回るか、或は予熱−パス間温度が250℃を上回ると、溶接金属組織が粗大となり、炭化物の生成サイトである粒界が減少する結果、SR焼鈍時の炭化物生成量が減少し、上記A値が所定の範囲を満たさなくなる。
【0046】
一方、SMAWにおける好ましい溶接条件は、溶接入熱量が2.3〜3.0kJ/mmで、且つ溶接時の予熱−パス間温度が190〜250℃程度である。これらの溶接条件において、所定の溶接金属を得るためには、溶接棒を製造するに際し、心線のMo含有量を1.20%以下(好ましくは1.1%以下、より好ましくは1.0%以下)とすると共に、被覆剤のV含有量を0.85%以上(好ましくは1.0%以上、より好ましくは1.3%以上)、被覆剤のNb含有量を0.10%以上(好ましくは0.11%以上、より好ましくは0.13%以上)とした上で、被覆剤中のMgOの含有量を2.0%以上とすれば良い。
【0047】
心線のMo含有量、被覆剤のV含有量およびNb含有量は、A値を適正な範囲に制御する上で重要な要件であり、これらが上記の範囲を外れると、SR焼鈍後の固溶Mo量、固溶C量が増加し、A値を5.0以下に抑制できなくなる。被覆剤のMgOは、粗大酸化物の生成を抑制する効果がある。その理由については、明らかではないが、溶接金属中における脱酸元素とフリー元素のバランスを変化させることで、微細酸化物の生成を促進するものと考えられる。こうした効果を発揮させるためには、被覆剤のMgO含有量は、2.0%以上とするのが良い。被覆剤のMgO含有量は、好ましくは2.1%以上であり、より好ましくは2.2%以上である。
【0048】
SMAWにおける入熱量が2.3kJ/mmを下回るか、或は予熱−パス間温度が190℃を下回ると、溶接時の冷却速度が速くなり、冷却中に十分な炭化物が生成しなくなるため、上記A値が所定の範囲を満たさなくなる。また、入熱量が3.0kJ/mmを上回るか、或は予熱−パス間温度が250℃を上回ると、溶接金属組織が粗大となり、炭化物の生成サイトである粒界が減少する結果、SR焼鈍時の炭化物生成量が減少し、上記A値が所定の範囲を満たさなくなる。
【0049】
上記のような条件に従って溶接金属を形成することによって、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属が得られ、このような溶接金属を備えた溶接構造体が実現できる。
【実施例】
【0050】
以下、本発明を実施例によって更に詳細に説明するが、下記実施例は本発明を限定する性質のものではなく、前・後記の趣旨に適合し得る範囲で適当に変更して実施することも可能であり、それらはいずれも本発明の技術的範囲に含まれる。
【0051】
下記の成分を有する母材を用い、後述の各溶接条件にて溶接金属を作製し、熱処理を施した後、各種特性を評価した。
[母材組成(質量%)]
C:0.12%、Si:0.23%、Mn:0.48%、P:0.004%、S:0.005%、Cu:0.04%、Al:<0.002%、Ni:0.08%、Cr:2.25%、Mo:0.99%、V:0.004%、Ti:0.002%、Nb:0.005%(残部:鉄および不可避的不純物)
【0052】
[溶接条件(SAW)]
溶接方法:サブマージアーク溶接(SAW)
母材板厚:25mm
開先角度:10°(V字型)
ルート間隔:25mm
溶接姿勢:下向き
ワイヤ径:4.0mmφ(ワイヤ組成は下記表1、2に示す)
入熱条件(AC−ACタンデム)
ア)2.4kJ/mm(L:440A−25V/T:480A−27V,10mm/秒)
イ)2.6kJ/mm(L:480A−25V/T:500A−28V,10mm/秒)
ウ)3.7kJ/mm(L:580A−30V/T:600A−32V,10mm/秒)
エ)4.8kJ/mm(L:440A−25V/T:480A−27V,5mm/秒)
オ)5.2kJ/mm(L:480A−25V/T:500A−28V,5mm/秒)
但し、L:Leading wire(先行電極)、T:Trailing wire
(後行電極)
予熱−パス間温度:180〜260℃
積層方法:1層2パス(計6層)
【0053】
(使用フラックス組成)
組成A(質量%) SiO2:8%、Al2O3:14%、MgO:31%、CaF2:27%、CaO:10%、Ca:0.13%、その他(CO2、AlF3等):10%
組成B(質量%) SiO2:8%、Al2O3:14%、MgO:31%、CaF2:27%、CaO:10%、Ca:0.08%、その他(CO2、AlF3等):10%
【0054】
[溶接条件(SMAW)]
溶接方法:被覆アーク溶接(SMAW)
母材板厚:20mm
開先角度:20°(V字型)
ルート間隔:19mm
溶接姿勢:下向き
心線径:5.0mmφ(被覆剤の組成は下記表7に示す)
入熱条件
カ)2.1kJ/mm(210A−27V,2.7mm/秒)
キ)2.3kJ/mm(215A−27V,2.5mm/秒)
ク)2.7kJ/mm(215A−27V,2.2mm/秒)
ケ)3.0kJ/mm(220A−27V,2.0mm/秒)
コ)3.2kJ/mm(225A−28V,2.0mm/秒)
予熱−パス間温度:180〜260℃
積層方法:1層2パス(計8層)
【0055】
(使用心線組成)
組成a(質量%) C:0.09%、Si:0.15%、Mn:0.49%、Cu:0.04%、Ni:0.03%、Cr:2.31%、Mo:1.10%(残部:鉄および不可避的不純物)
組成b(質量%) C:0.08%、Si:0.18%、Mn:0.50%、Cu:0.03%、Ni:0.03%、Cr:2.28%、Mo:1.22%(残部:鉄および不可避的不純物)
【0056】
[熱処理]
(SR焼鈍処理)
得られた溶接金属に、SR焼鈍処理として705℃で8時間の熱処理を実施した。SR焼鈍処理は、供試材を加熱し、供試材の温度が300℃を超えると、昇温速度が毎時55℃(55℃/時)以下となるように加熱条件を調整し、供試材の温度が705℃に到達するまで加熱した。そして、705℃で8時間保持した後、供試材の温度が300℃以下になるまで、冷却速度が55℃/時以下となるように供試材を冷却した。尚、このSR焼鈍処理において、供試材の温度が300℃以下の温度域では、昇温速度および冷却速度は規定しない。
【0057】
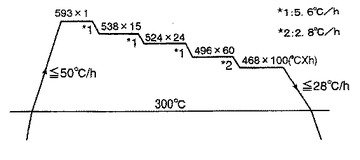
(ステップクーリング)
SR焼鈍処理後の供試材に脆化促進処理としてのステップクーリングを実施した。図1は、温度を縦軸にとり、時間を横軸にとって、ステップクーリング処理条件を示すグラフである。図1に示すように、ステップクーリングは、供試材を加熱し、供試材の温度が300℃を超えると、温度上昇が毎時50℃(50℃/時)以下となるように加熱条件を調整して、供試材の温度を593℃に到達するまで加熱し、その温度で1時間保持する。その後、同様の要領で、538℃で15時間、524℃で24時間、496℃で60時間保持するが、これらの冷却段階においては毎時5.6℃の温度で試験片が冷却される様に調整する。更に、496℃で保持された試験片を、毎時2.8℃(2.8℃/時)で冷却して468℃とし、この温度で100時間保持する。そして、供試材の温度が300℃以下となるまで、温度降下が毎時28℃(28℃/時)以下となる様に供試材を冷却する。尚、このステップクーリング処理において、SR焼鈍処理と同様に、供試材の温度が300℃以下の温度域では、昇温速度および冷却速度は規定しない。
【0058】
[評価特性]
(円相当直径が1μm超の酸化物の個数、および円相当直径が2μm超の酸化物の個数)
上記で705℃×8時間のSR焼鈍処理を施した溶接金属の最終パス中央部を鏡面研磨し、倍率:1000倍で0.037μm2の画像を4枚撮影し、撮影した酸化物のサイズ、個数密度を画像解析ソフト(「Image−Pro Plus」 Media Cybernetics社製)により算出し、円相当直径が1μm超または円相当直径が2μm超の酸化物を選択したうえで(円相当直径が2μm超の酸化物の個数は、円相当直径が1μm超の酸化物の個数にも含まれる)、それらの個数を算出した。
【0059】
(化合物として存在するCr,Mo,NbおよびVの含有量)
705℃×8時間のSR焼鈍処理を施した溶接金属の板厚中心部を、10体積%アセチルアセトン−1体積%テトラメチルアンモニウムクロライド−メタノール溶液により電解抽出し、フィルター孔径:0.1μmのフィルターで濾過して残渣を得た後、この残渣をICP発光分析にかけ、化合物として存在するCr,Mo,NbおよびVの含有量を求めた。
【0060】
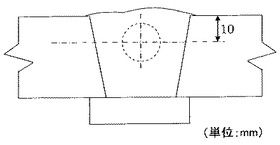
(強度)
705℃×32時間のSR焼鈍処理を施した溶接金属の板厚表面から10mm深さの位置より、図2に基づき溶接線方向に引張試験片(JIS Z3111 A2号)を採取し、室温(25℃)において、JIS Z 2241の要領で、引張強度TSを測定した。引張強度TS>600MPaを強度に優れると評価した。
【0061】
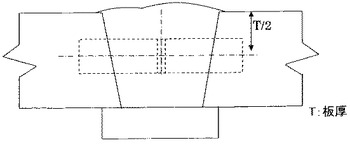
(靭性)
705℃×8時間のSR焼鈍処理を施した溶接金属の板厚中央部より、図3に基づき溶接線方向に垂直にシャルピー衝撃試験片(JIS Z3111 4号Vノッチ試験片)を採取し、JIS Z 2242の要領で、シャルピー衝撃試験を実施し、3回の吸収エネルギーの平均値が54Jとなる温度vTr54を測定した。vTr54が−50℃以下のときに靭性に優れると評価した。また705℃×8時間のSR焼鈍処理後にステップクーリングを施した溶接金属について、同様の要領で、吸収エネルギーの平均値が54Jとなる温度vTr’54を測定した。vTr’54が−50℃以下のときに靭性に優れると評価した。
【0062】
(耐焼戻し脆化特性)
上記で測定したvTr54とvTr’54の差ΔvTr54が5℃以下のときに[ΔvTr54=vTr’54−vTr54≦5℃]、耐焼戻し脆化特性靭性に優れると評価した。尚、ΔvTr54が負の値となる場合には、「0℃」として表示した。これは、焼戻脆化がほとんど生じない優れた溶接金属である。
【0063】
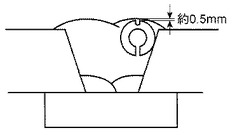
(耐SR割れ性)
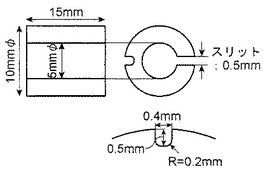
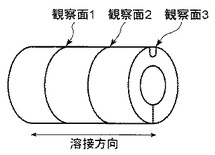
溶接金属の最終パス(原質部)より、スリットサイズ=0.5mmのリング割れ試験片を下記に基づき採取した。625℃×10時間のSR焼鈍処理を施し、試験片6個(観察面3×試験数2)とも、ノッチ底部近傍に割れが発生しなかった場合を耐SR割れ性に優れる(評価○)と評価し、割れが発生した場合を耐SR割れ性に劣る(評価×)と評価した。
【0064】
このとき、耐SR割れ性の評価方法として、リング割れ試験の概要を以下に示す。図4Aに試験片の採取位置、図4Bに試験片の形状を示す。Uノッチ直下組織が原質部となるように、最終ビード表面直下から採取し、スリットサイズ(幅)は0.5mmとする。スリット幅が0.05mmとなるまで押し縮め、スリット部をTIG溶接し、ノッチ底部に引っ張り残留応力を負荷する。TIG溶接後の試験片をマッフル炉にて625℃×10時間のSR焼鈍処理を施し、SR焼鈍処理後、図4Cに示すように、試験片を3等分して採取し(観察面1〜3)、その断面(ノッチ底部付近)を光学顕微鏡にて観察し、SR割れ発生状況を観察した。
【0065】
[実施例1]
SAWで溶接金属を形成したときに用いた各種溶接ワイヤ(W1〜44)の化学成分組成を、比[(Mo/(V+Nb)]の値と共に、下記表1、2に示す。また形成された溶接金属の化学成分組成を、溶接条件(溶接ワイヤNo.入熱条件、使用フラックス、予熱−パス間温度)およびA値と共に、下記表3、4に示す。更に、各溶接金属の評価特性結果[各大きさの酸化物個数、引張強度TS、靭性(vTr54、vTr’54)、耐焼戻し脆化特性(ΔvTr54)、耐SR割れ性]を下記表5、6に示す。
【0066】
【表1】

【0067】
【表2】
【0068】
【表3】
【0069】
【表4】
【0070】
【表5】
【0071】
【表6】
【0072】
表1〜6から次のように考察できる(尚、下記No.は、表3〜6の試験No.を示す)。No.1〜30は、本発明で規定する要件を満足する例であり、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属が得られている。
【0073】
一方、No.31〜49は、本発明で規定するいずれかの要件を外れる例であり、いずれかの特性が劣っている。このうち、No.31は、入熱条件に原因して(入熱量が2.4kJ/mm)A値が大きくなっており、耐焼戻し脆化特性が劣化している。No.32は、入熱条件に原因して(入熱量が5.2kJ/mm)A値が大きくなっており、耐焼戻し脆化特性が劣化している。
【0074】
No.33は、予熱−パス間温度が適正な範囲よりも低く、A値が大きくなっており、耐焼戻し脆化特性が劣化している。No.34は、予熱−パス間温度が適正な範囲よりも高く、A値が大きくなっており、耐焼戻し脆化特性が劣化している。
【0075】
No.35は、使用フラックスの金属CaおよびAl2O3の濃度が、上記(2)式の関係を満足しない組成Bを用いた例であり、粗大な酸化物の個数が増加し、靭性(vTr54、vTr’54)が劣化している。No.36は、C含有量が不足しており、強度が低下している。
【0076】
No.37は、C含有量が過剰になっており、またCr炭化物の含有量が不足しており、A値が大きくなっており、靭性(vTr54、vTr’54)、耐焼戻し脆化特性(ΔvTr54)、および耐SR割れ性が劣化している。No.38は、溶接ワイヤ中の比[Mo/(V+Nb)]の値が高く(2.93)、また溶接金属中のSi含有量が過剰でMn含有量が不足しており、A値が大きくなっており、強度が低下すると共に、靭性(vTr54、vTr’54)、耐焼戻し脆化特性(ΔvTr54)、および耐SR割れ性のいずれも劣化している。
【0077】
No.39は、Mn含有量が過剰になっており、靭性(vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.40は、溶接金属中のNi含有量が過剰になっており、またA値が大きくなっており、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0078】
No.41は、Cr含有量およびMo含有量が過剰であると共に、Cu含有量も過剰になっており、またA値が大きくなっており、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.42は、溶接金属中のMo含有量が不足しており、またAl含有量が過剰になっており、粗大酸化物の個数が増加し、強度が低下すると共に靭性(vTr54、vTr’54)が劣化している。No.43は、溶接ワイヤの組成に原因して溶接金属中のV含有量が不足すると共に、B含有量が過剰になっており、またA値が大きくなっており、強度が低下すると共に、靭性(vTr’54)、耐焼戻し脆化特性(ΔvTr54)および耐SR割れ性が劣化している。
【0079】
No.44は、溶接金属中のV含有量およびW含有量が過剰になっており、靭性(vTr54、vTr’54)が劣化している。No.45は、溶接金属中のNb含有量およびTi含有量が過剰になっており、靭性(vTr54、vTr’54)および耐SR割れ性が劣化している。
【0080】
No.46は、溶接ワイヤの組成に原因して溶接金属中のNb含有量が不足すると共に、O含有量も不足しており、またA値が大きくなっており、強度が低下すると共に靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.47は、溶接金属中のN含有量が過剰になっており、靭性(vTr54、vTr’54)が劣化している。
【0081】
No.48は、溶接金属中のO含有量が過剰になっており、またA値が大きくなっており、各酸化物の個数が増加し、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.49は、A値が大きくなっており、耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0082】
[実施例2]
SMAWで溶接金属を形成したときに用いた各種被覆剤の化学成分組成を、下記表7に示す(被覆剤No.B1〜24)。また形成された溶接金属の化学成分組成を、溶接条件(被覆剤No.入熱条件、心線種類、予熱−パス間温度)およびA値と共に、下記表8に示す。更に、各溶接金属の評価特性結果[各大きさの酸化物個数、引張強度TS、靭性(vTr54、vTr’54)、耐焼戻し脆化特性(ΔvTr54)、耐SR割れ性]を下記表9に示す。
【0083】
【表7】
【0084】
【表8】
【0085】
【表9】
【0086】
表7〜9から次のように考察できる(尚、下記No.は、表8、9の試験No.を示す)。No.50〜63は、本発明で規定する要件を満足する例であり、優れた耐焼戻し脆化特性(ΔvTr54)を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属が得られている。
【0087】
一方、No.64〜77は、本発明で規定するいずれかの要件を外れる例である。いずれかの特性が劣っている。このうち、No.64は、予熱−パス間温度が適正な範囲よりも低く、A値が大きくなっており、靭性(vTr’54)および耐焼戻し脆化特性が劣化している。No.65は、予熱−パス間温度が適正な範囲よりも高く、A値が大きくなっており、靭性(vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0088】
No.66は、入熱条件に原因して(入熱量が2.1kJ/mm)A値が大きくなっており、靭性(vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.67は、入熱条件に原因して(入熱量が3.2kJ/mm)A値が大きくなっており、靭性(vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0089】
No.68は、心線の成分組成が適切でないbを用いたため、A値が大きくなっており、靭性(vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.69は、C含有量が不足すると共に、強度が不足している。No.70は、Mn含有量が不足すると共に、Cr含有量が過剰になっており、強度が不足すると共に、靭性(vTr54、vTr’54)および耐SR割れ性が劣化している。
【0090】
No.71は、Mn含有量およびV含有量が過剰になっており、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.72は、C含有量およびMo含有量が過剰になっており、またA値が大きくなっており、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0091】
No.73は、被覆剤のNb含有量に原因してA値が大きくなっており、耐焼戻し脆化特性(ΔvTr54)が劣化している。No.74は、被覆剤のV含有量に原因してA値が大きくなっており、耐焼戻し脆化特性(ΔvTr54)が劣化している。No.75は、Si含有量が過剰になると共にNb含有量が不足しており、またA値が大きくなっており、強度が不足すると共に、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0092】
No.76は、V含有量が不足してA値が大きくなっており、また被覆剤中のMgO含有量に原因して粗大な酸化物が増加しており、強度が不足すると共に、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.77は、Nb含有量およびB含有量が過剰になっており、靭性(vTr54、vTr’54)および耐SR割れ性が劣化している。
【技術分野】
【0001】
本発明は、Cr−Mo鋼のような高強度鋼材の溶接に使用される溶接金属に関するものであり、耐焼戻し脆化特性を改善した溶接金属、およびこうした溶接金属を備えた溶接構造体に関するものである。
【背景技術】
【0002】
ボイラーや化学反応容器において用いられる高強度Cr−Mo鋼およびその溶接金属部は、高温高圧環境下において使用されるため、強度および靭性等の特性と共に、耐熱性(高温強度)、耐SR割れ性[応力除去焼鈍(SR焼鈍)時に粒界割れを起こさないこと]、および耐焼戻し脆化特性(高温環境での使用中に脆化が少ないこと)を高レベルで兼備することが必要とされる。特に近年において、装置大型化に伴う厚肉化により、施工効率の観点から溶接時の入熱量は増大しつつあり、一般に溶接入熱の増大は溶接金属部の組織を粗大化させ、靭性(耐焼戻し脆化特性)を劣化させるため、求められる靭性、耐焼戻し脆化特性はいっそう高い水準となっている。
【0003】
高強度Cr−Mo鋼を溶接した場合に形成される溶接金属の靭性、耐焼戻し脆化特性に着目した技術として、これまでにも様々提案されている。
【0004】
例えば、特許文献1では、鋼板組成、溶接材料組成および溶接条件を詳細に規定することによって、諸特性を兼備した溶接金属が得られることが開示されている。この技術では、一部の実施例で、応力除去焼鈍(SR焼鈍:Stress Relief焼鈍)後の靭性を示すvTr5.5(SR焼鈍後の吸収エネルギーが5.5kgf・mとなる温度)は、−50℃と良好であるものの、焼戻し脆化処理(ステップクーリング)後の靭性を示すvTr’5.5(ステップクーリング後の吸収エネルギーが5.5kgf・mとなる温度)は最良でも−41℃であり、十分な水準とは言えない。
【0005】
また特許文献2には、被覆アーク溶接棒において、心線および被覆の歩留まりを考慮しつつC,MnおよびNiの含有量を関連させて規制することで、靭性、強度および耐熱性を改善することが提案されている。しかしながら、耐焼戻し脆化特性については考慮されていない。
【0006】
ソリッドワイヤやボンドフラックスの成分、および溶接条件(入熱量)を考慮することによって、靭性、強度、耐焼戻し脆化特性および耐SR割れ性に優れる溶接金属が実現できる技術が提案されている(例えば、特許文献3、4)。これらの技術では、一部の実施例で、SR焼鈍後の靭性を示すvTr55(SR焼鈍後の吸収エネルギーが55Jとなる温度)、焼戻し脆化処理(ステップクーリング)後の靭性を示すvTr’55(ステップクーリング後の吸収エネルギーが55Jとなる温度)がともに−50℃を下回る良好な靭性が得られているものの、焼戻し時の脆化の程度を示すΔvTr55(=vTr’55−vTr55)はいずれも8℃以上と焼戻し脆化を十分抑制できているとは言い難い。
【0007】
特許文献5には、溶接金属成分、特に不純物元素量を管理することで、靭性、強度および耐SR割れ性を改善する技術が提案されている。しかしながら、耐焼戻し脆化特性については考慮されていない。
【0008】
特許文献6には、被覆アーク溶接において、溶接棒の心線および被覆材成分を制御することで、靭性、強度を改善することが提案されている。しかしながら、耐焼戻し脆化特性は考慮されていない。また、想定している溶接入熱が小さく、施工上の制約が大きいものとなっている。
【0009】
一方、被覆アーク溶接において、溶接棒の心線および被覆材成分を制御することで、靭性、強度を改善ことも提案されている(例えば、特許文献7、8)。これらの技術では、靭性、耐焼戻し脆化特性のいずれも高いレベルにあるものの、推奨される溶接条件は、被覆アーク溶接による溶接金属を規定した特許文献7で溶接電流:140〜190A程度(心線径φ4.0mm)であり、サブマージアーク溶接による溶接金属を規定した特許文献8で入熱量:2.0〜3.6kJ/mm程度であり、溶接入熱量の増大傾向に十分対応しているとは言えない。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平2−182378号公報
【特許文献2】特開平2−220797号公報
【特許文献3】特開平6−328292号公報
【特許文献4】特開平8−150478号公報
【特許文献5】特開2000−301378号公報
【特許文献6】特開2002−263883号公報
【特許文献7】特開2008−229718号公報
【特許文献8】特開2009−106949号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は上記事情に鑑みてなされたものであって、その目的は、入熱量が比較的大きい溶接条件においても、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性においても優れた溶接金属、およびこのような溶接金属を備えた溶接構造体を提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決することのできた本発明に係る溶接金属とは、C:0.05〜0.15%(「質量%」の意味。以下同じ)、Si:0.1〜0.50%、Mn:0.6〜1.30%、Cr:1.8〜3.0%、Mo:0.80〜1.20%、V:0.25〜0.50%、Nb:0.010〜0.050%、N:0.025%以下(0%を含まない)、O:0.020〜0.060%を夫々含有し、残部が鉄および不可避的不純物からなり、円相当直径で1μm超の酸化物が1mm2当り2000個以下であると共に、円相当直径で2μm超の酸化物が1mm2当り100個以下であり、且つ下記(1)式で規定されるA値が5.0以下である点に要旨を有する。
A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])
…(1)
但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において溶接金属中に化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
【0013】
本発明の溶接金属においては、更に他の元素として、(a)Cu:1.0%以下(0%を含まない)および/またはNi:1.0%以下(0%を含まない)、(b)B:0.0050%以下(0%を含まない)、(c)W:0.50%以下(0%を含まない)、(d)Al:0.030%以下(0%を含まない)、(e)Ti:0.020%以下(0%を含まない)、等を含むことも好ましく、含有させる元素の種類に応じて溶接金属の特性が更に改善される。
【0014】
本発明は、上記のような溶接金属を備えた溶接構造体をも包含する。
【発明の効果】
【0015】
本発明によれば、化学成分組成と共に、所定大きさの酸化物の個数を規定し、且つ応力除去焼鈍後において化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)と、溶接金属中のCおよびMoとの関係を適切に規定するようにしたので、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属が実現できる。
【図面の簡単な説明】
【0016】
【図1】ステップクーリング処理条件を示すグラフである。
【図2】引張試験片の採取位置を示す概略説明図である。
【図3】シャルピー衝撃試験片の採取位置を示す概略説明図である。
【図4A】耐SR割れ性試験片の採取位置を示す概略説明図である。
【図4B】耐SR割れ性試験片の形状を示す概略説明図である。
【図4C】耐SR割れ性試験片の採取方法を示す概略説明図である。
【発明を実施するための形態】
【0017】
本発明者らは、入熱量が比較的大きい溶接条件においても、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性においても優れた溶接金属を実現するべく、様々な角度から検討した。その結果、粗大な酸化物を低減すると共に、SR焼鈍後の溶接金属中の全C量、Mo量(上記[C]、[Mo])、化合物として存在するCr,Mo,NbおよびV量(上記[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V])を制御することで、上記諸特性を兼備できることを見出し、本発明を完成した。
【0018】
即ち、本発明では、溶接金属の化学成分組成を適切に制御すると共に、溶接金属中に存在する円相当直径で1μm超の酸化物を1mm2当り2000個以下(2000個/mm2以下)、円相当直径で2μm超の酸化物が1mm2当り100個以下(100個/mm2以下)に低減するとともに、下記(1)式によって規定されるA値を5.0以下に制御することで、靭性、耐焼戻し脆化特性をはじめとする諸特性が兼備できることを見出した。
A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])
…(1)
但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において溶接金属中に化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
【0019】
上記「円相当直径」とは、光学顕微鏡の観察面上で認められる酸化物粒子の大きさに着目して、その面積が等しくなるように想定した円の直径である。また、化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)は、抽出残渣法によって求められるものである。尚、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示すが、これらの量は、応力除去焼鈍の前後において変化しないものである。
【0020】
溶接金属の耐焼戻し脆化特性は、SR焼鈍後に、ステップクーリングと称する熱処理を施し、通常のSR焼鈍を施した溶接金属と比較してどの程度靭性が劣化したかによって評価される。本発明者らは、このステップクーリング時に析出する微細炭化物Mo2Cが、析出強化により溶接金属を硬化させることで靭性劣化をもたらすことを新たに見出し、上記(1)式で規定されるA値を制御することによって、Mo2Cの析出を抑制し、ステップクーリング後の靭性劣化を抑制し、耐焼戻し脆化特性に優れた溶接金属が実現できたのである。
【0021】
上記(1)式で規定されるA値は、ステップクーリング時のMo2C析出に寄与する固溶C、固溶Moに関連する要件を規定したものであり、熱力学的にはMo2C析出の駆動力を表現したものである。このA値が小さくなるほど、Mo2Cの析出量が少なくなる。従って、耐焼戻し脆化特性に優れた溶接金属を得るためには、A値を所定の値以下に制御する必要がある。こうした観点から、A値は5.0以下とする必要があり、5.0よりも大きくなると、Mo2Cの析出量が増加して耐焼戻し脆化特性が劣化する。このA値は、好ましくは4.5以下であり、より好ましくは4.0以下であり、更に好ましくは3.5以下である。
【0022】
本発明の溶接金属においては、所定大きさの酸化物の個数を制御する必要がある。このように酸化物の形態を制御することによって、溶接金属の組織微細化が図れ、靭性の向上が図れる。こうした観点から、溶接金属中に存在する円相当直径で1μm超の酸化物を2000個/mm2以下、円相当直径で2μm超の酸化物を100個/mm2以下に低減する必要があり、これらの上限を超えて酸化物が存在すると、良好な靭性が確保できなくなる。尚、円相当直径で1μm超の酸化物は、好ましくは1500個/mm2以下であり、より好ましくは1200個/mm2以下であり、本発明によれば100個/mm2程度まで低減できる。また円相当直径で2μm超の酸化物は、好ましくは60個/mm2以下であり、より好ましくは40個/mm2以下である。
【0023】
本発明の溶接金属において、その化学成分組成を適切に制御することも重要な要件であるが、その範囲設定理由は以下の通りである。
【0024】
[C:0.05〜0.15%]
Cは、溶接金属の強度を確保する上で必要な元素である。C含有量が0.05%よりも低いと、所定の強度が得られない。しかしながら、C含有量が過剰になると、炭化物の粗大化を招くことで、靭性低下の原因となるので0.15%以下とする。C含有量の好ましい下限は0.07%以上であり、より好ましくは0.09%以上であり、好ましい上限は0.13%以下、より好ましくは0.12%以下である。
【0025】
[Si:0.1〜0.50%]
Siは、溶接時の作業性を良好にする上で有効な元素である。Si含有量が0.1%を下回ると、溶接作業性が劣化する。しかしながら、Si含有量が過剰になると、強度の過大な上昇、またはマルテンサイト等の硬質組織増加をもたらし、靭性低下を招くので、0.50%以下とする。尚、Si含有量の好ましい下限は0.15%以上であり、より好ましくは0.17%以上であり、好ましい上限は0.40%以下、より好ましくは0.32%以下である。
【0026】
[Mn:0.6〜1.30%]
Mnは、溶接金属の強度を確保する上で有効な元素であり、その含有量が0.6%を下回ると、室温での強度が低下するほか、耐SR割れ性にも悪影響を及ぼす。しかしながら、Mn含有量が過剰になると、高温強度を低下させるので、1.30%以下とする必要がある。尚、Mn含有量の好ましい下限は0.8%以上であり、より好ましくは1.0%以上であり、好ましい上限は1.2%以下、より好ましくは1.15%以下である。
【0027】
[Cr:1.8〜3.0%]
Cr含有量が1.8%よりも低くなると、旧γ粒界にフィルム状の粗大セメンタイトが析出するようになり、耐SR割れ性が劣化する。しかしながら、Cr含有量が過剰になると、炭化物粗大化を招くことで靭性低下の原因となるので、3.0%以下とする必要がある。尚、Cr含有量の好ましい下限は1.9%以上であり、より好ましくは2.0%以上であり、好ましい上限は2.8%以下、より好ましくは2.6%以下である。
【0028】
[Mo:0.80〜1.20%]
Moは、溶接金属の強度を確保する上で有用な元素である。Mo含有量が0.80%よりも低いと、所定の強度が得られない。しかしながら、Mo含有量が過剰になると、強度の過大な上昇により靭性を低下させるとともに、SR焼鈍後の固溶Moの増加をもたらし、ステップクーリング時に微細Mo2Cが析出することで耐焼戻し脆化特性が劣化するので、1.20%以下とする必要がある。尚、Mo含有量の好ましい下限は0.9%以上であり、より好ましくは0.95%以上であり、好ましい上限は1.15%以下、より好ましくは1.1%以下である。
【0029】
[V:0.25〜0.50%]
Vは、炭化物(MC炭化物:Mは炭化物形成元素)を形成して、溶接金属の強度を確保する上で有用な元素である。V含有量が0.25%を下回ると、所定の強度が得られない。しかしながら、V含有量が過剰になると、強度の過大な上昇を招き靭性を低下させるので、0.50%以下とする必要がある。尚、V含有量の好ましい下限は0.27%以上であり、より好ましくは0.30%以上であり、好ましい上限は0.45%以下、より好ましくは0.40%以下である。
【0030】
[Nb:0.010〜0.050%]
Nbは、炭化物(MC炭化物)を形成して、溶接金属の強度を確保する上で有用な元素である。Nb含有量が0.010%を下回ると、所定の強度が得られない。しかしながら、Nb含有量が過剰になると、強度の過大な上昇を招き靭性を低下させるので、0.050%以下とする必要がある。尚、Nb含有量の好ましい下限は0.012%以上であり、より好ましくは0.015%以上であり、好ましい上限は0.040%以下、より好ましくは0.035%以下である。
【0031】
[N:0.025%以下(0%を含まない)]
Nは、溶接金属のクリープ強度を確保する上で有用な元素であるが、N含有量が過剰になると、強度の過大な上昇を招き靭性を低下させるので、0.025%以下とする必要がある。尚、上記効果を発揮させる上で好ましい下限は、0.004%以上(より好ましくは0.005%以上)であり、好ましい上限は0.020%以下(より好ましくは0.018%以下)である。
【0032】
[O:0.020〜0.060%]
Oは、酸化物を形成し、組織微細化に寄与することで靭性を向上させるのに有用な元素である。こうした効果を発揮させるためには、0.020%以上含有させる必要がある。しかしながら、O含有量が過剰になって0.060%を超えると、粗大な酸化物が増加し、脆性破壊の起点となることでかえって靭性は低下する。尚、O含有量の好ましい下限は0.025%以上(より好ましくは0.028%以上)であり、好ましい上限は0.050%以下(より好ましくは0.045%以下)である。
【0033】
本発明で規定する含有元素は上記の通りであって、残部は鉄および不可避的不純物であり、該不可避的不純物として、原料、資材、製造設備等の状況によって持ち込まれる元素(例えば、P,S等)の混入が許容され得る。
【0034】
本発明の溶接金属においては、更に他の元素として、(a)Cu:1.0%以下(0%を含まない)および/またはNi:1.0%以下(0%を含まない)、(b)B:0.0050%以下(0%を含まない)、(c)W:0.50%以下(0%を含まない)、(d)Al:0.030%以下(0%を含まない)、(e)Ti:0.020%以下(0%を含まない)、等を含有させることが好ましく、含有させる元素の種類に応じて溶接金属の特性が更に改善される。これらの元素を含有させるときの範囲設定理由は下記の通りである。
【0035】
[Cu:1.0%以下(0%を含まない)および/またはNi:1.0%以下(0%を含まない)]
CuおよびNiは、組織微細化による靭性向上に有効な元素である。しかしながら、これらの元素の含有量が過剰になると、強度が過大となって靭性が低下するので、CuまたはNiの含有量は、夫々1.0%以下とすることが好ましい。より好ましくは、夫々0.8%以下、更に好ましくは0.5%以下である。尚、上記効果を発揮させるための好ましい下限は、いずれも0.05%以上(より好ましくは0.1%以上)である。
【0036】
[B:0.0050%以下(0%を含まない)]
Bは、粒界からのフェライト生成を抑制し、溶接金属の強度を向上させるのに有効な元素である。しかしながら、B含有量が過剰になると、耐SR割れ性を低下させるので、0.0050%以下とすることが好ましい。より好ましくは0.0040%以下(更に好ましくは0.0025%以下)である。尚、上記効果を発揮させるための好ましい下限は、0.0005%以上(より好ましくは0.0010%以上)である。
【0037】
[W:0.50%以下(0%を含まない)]
Wは、溶接金属の強度を向上させるのに有効な元素である。しかしながら、W含有量が過剰になると、粒界に析出する炭化物を粗大化させ、靭性に悪影響を及ぼすので、0.50%以下とすることが好ましい。より好ましくは0.3%以下(更に好ましくは、0.2%以下)である。尚、上記効果を発揮させるための好ましい下限は、0.08%以上(より好ましくは0.1%以上)である。
【0038】
[Al:0.030%以下(0%を含まない)]
Alは、脱酸剤として有効な元素である。しかしながら、Al含有量が過剰になると、酸化物粗大化を招き靭性に悪影響を及ぼすので、0.030%以下とすることが好ましい。より好ましくは0.020%以下(更に好ましくは、0.015%以下)である。尚、上記効果を発揮させるための好ましい下限は、0.001%以上(より好ましくは0.0012%以上)である。
【0039】
[Ti:0.020%以下(0%を含まない)]
Tiは、溶接金属の強度を向上させるのに有効な元素である。しかしながら、Ti含有量が過剰になると、MC炭化物の析出強化が促進されることによる粒内強化の著しい上昇をもたらし、耐SR割れ性を低下させるので、0.020%以下とすることが好ましい。より好ましくは0.015%以下(更に好ましくは、0.012%以下)である。尚、上記効果を発揮させるための好ましい下限は、0.005%以上(より好ましくは0.008%以上)である。
【0040】
本発明の溶接金属を得るための溶接方法は、アーク溶接法であれば特に限定するものではないが、化学反応容器等を実際に溶接施工する際に多用される、サブマージアーク溶接(SAW)、被覆アーク溶接(SMAW)の適用が好ましい。
【0041】
但し、本発明の溶接金属を実現するためには、溶接材料および溶接条件を適切に制御する必要がある。溶接材料成分は、当然ながら必要とされる溶接金属成分により制約を受け、また所定の炭化物形態を得るためには、溶接条件および溶接材料成分が適切に制御されなければならない。
【0042】
例えば、SAWにおける好ましい溶接条件は、溶接入熱量が2.5〜5.0kJ/mmで、且つ溶接時の予熱−パス間温度が190〜250℃程度である。これらの溶接条件において、所定の溶接金属を得るためには、溶接ワイヤ中のMo含有量を1.3%以下、V含有量を0.36%以上、Nb含有量を0.012%以上とした上で、これらVとNbの合計含有量に対するMo含有量の比[Mo/(V+Nb)]を2.8以下とし、更にボンドフラックスの金属CaおよびAl2O3の濃度が、下記(2)式を満足するように制御すれば良い。
17/9×([Ca]/[Al2O3])≧0.015 …(2)
但し、[Ca]、[Al2O3]は、夫々ボンドフラックスに含まれる金属Ca、Al2O3の濃度(質量%)である。
【0043】
溶接ワイヤ中の溶接ワイヤ中のMo含有量、V含有量およびNb含有量が上記の範囲を外れると、或は比[Mo/(V+Nb)]の値が2.8を超えると、SR焼鈍後の固溶Mo量、固溶C量が増加し、A値を5.0以下に抑制できなくなる。溶接ワイヤ中のMo含有量は、好ましくは1.2%以下であり、より好ましくは1.1%以下である。溶接ワイヤ中のV含有量は、好ましくは0.37%以上であり、より好ましくは0.38%以上である。溶接ワイヤ中のNb含有量は、好ましくは0.018%以上であり、より好ましくは0.020%以上である。また上記比[Mo/(V+Nb)]の値は、好ましくは2.7以下であり、より好ましくは2.6以下である。
【0044】
ボンドフラックスの金属CaおよびAl2O3の濃度が、上記(2)式を満足しない場合には[17/9×([Ca]/[Al2O3])<0.015]、凝集・合体により粗大化しやすいAl2O3酸化物が一部残存し、粗大酸化物が規定の範囲を超えてしまう。上記(17/9×([Ca]/[Al2O3])の値は、好ましくは0.017以上であり、より好ましくは0.018以上である。
【0045】
SAWにおける入熱量が2.5kJ/mmを下回るか、或は予熱−パス間温度が190℃を下回ると、溶接時の冷却速度が速くなり、冷却中に十分な炭化物が生成しなくなるため、上記A値が所定の範囲を満たさなくなる。また、入熱量が5.0kJ/mmを上回るか、或は予熱−パス間温度が250℃を上回ると、溶接金属組織が粗大となり、炭化物の生成サイトである粒界が減少する結果、SR焼鈍時の炭化物生成量が減少し、上記A値が所定の範囲を満たさなくなる。
【0046】
一方、SMAWにおける好ましい溶接条件は、溶接入熱量が2.3〜3.0kJ/mmで、且つ溶接時の予熱−パス間温度が190〜250℃程度である。これらの溶接条件において、所定の溶接金属を得るためには、溶接棒を製造するに際し、心線のMo含有量を1.20%以下(好ましくは1.1%以下、より好ましくは1.0%以下)とすると共に、被覆剤のV含有量を0.85%以上(好ましくは1.0%以上、より好ましくは1.3%以上)、被覆剤のNb含有量を0.10%以上(好ましくは0.11%以上、より好ましくは0.13%以上)とした上で、被覆剤中のMgOの含有量を2.0%以上とすれば良い。
【0047】
心線のMo含有量、被覆剤のV含有量およびNb含有量は、A値を適正な範囲に制御する上で重要な要件であり、これらが上記の範囲を外れると、SR焼鈍後の固溶Mo量、固溶C量が増加し、A値を5.0以下に抑制できなくなる。被覆剤のMgOは、粗大酸化物の生成を抑制する効果がある。その理由については、明らかではないが、溶接金属中における脱酸元素とフリー元素のバランスを変化させることで、微細酸化物の生成を促進するものと考えられる。こうした効果を発揮させるためには、被覆剤のMgO含有量は、2.0%以上とするのが良い。被覆剤のMgO含有量は、好ましくは2.1%以上であり、より好ましくは2.2%以上である。
【0048】
SMAWにおける入熱量が2.3kJ/mmを下回るか、或は予熱−パス間温度が190℃を下回ると、溶接時の冷却速度が速くなり、冷却中に十分な炭化物が生成しなくなるため、上記A値が所定の範囲を満たさなくなる。また、入熱量が3.0kJ/mmを上回るか、或は予熱−パス間温度が250℃を上回ると、溶接金属組織が粗大となり、炭化物の生成サイトである粒界が減少する結果、SR焼鈍時の炭化物生成量が減少し、上記A値が所定の範囲を満たさなくなる。
【0049】
上記のような条件に従って溶接金属を形成することによって、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属が得られ、このような溶接金属を備えた溶接構造体が実現できる。
【実施例】
【0050】
以下、本発明を実施例によって更に詳細に説明するが、下記実施例は本発明を限定する性質のものではなく、前・後記の趣旨に適合し得る範囲で適当に変更して実施することも可能であり、それらはいずれも本発明の技術的範囲に含まれる。
【0051】
下記の成分を有する母材を用い、後述の各溶接条件にて溶接金属を作製し、熱処理を施した後、各種特性を評価した。
[母材組成(質量%)]
C:0.12%、Si:0.23%、Mn:0.48%、P:0.004%、S:0.005%、Cu:0.04%、Al:<0.002%、Ni:0.08%、Cr:2.25%、Mo:0.99%、V:0.004%、Ti:0.002%、Nb:0.005%(残部:鉄および不可避的不純物)
【0052】
[溶接条件(SAW)]
溶接方法:サブマージアーク溶接(SAW)
母材板厚:25mm
開先角度:10°(V字型)
ルート間隔:25mm
溶接姿勢:下向き
ワイヤ径:4.0mmφ(ワイヤ組成は下記表1、2に示す)
入熱条件(AC−ACタンデム)
ア)2.4kJ/mm(L:440A−25V/T:480A−27V,10mm/秒)
イ)2.6kJ/mm(L:480A−25V/T:500A−28V,10mm/秒)
ウ)3.7kJ/mm(L:580A−30V/T:600A−32V,10mm/秒)
エ)4.8kJ/mm(L:440A−25V/T:480A−27V,5mm/秒)
オ)5.2kJ/mm(L:480A−25V/T:500A−28V,5mm/秒)
但し、L:Leading wire(先行電極)、T:Trailing wire
(後行電極)
予熱−パス間温度:180〜260℃
積層方法:1層2パス(計6層)
【0053】
(使用フラックス組成)
組成A(質量%) SiO2:8%、Al2O3:14%、MgO:31%、CaF2:27%、CaO:10%、Ca:0.13%、その他(CO2、AlF3等):10%
組成B(質量%) SiO2:8%、Al2O3:14%、MgO:31%、CaF2:27%、CaO:10%、Ca:0.08%、その他(CO2、AlF3等):10%
【0054】
[溶接条件(SMAW)]
溶接方法:被覆アーク溶接(SMAW)
母材板厚:20mm
開先角度:20°(V字型)
ルート間隔:19mm
溶接姿勢:下向き
心線径:5.0mmφ(被覆剤の組成は下記表7に示す)
入熱条件
カ)2.1kJ/mm(210A−27V,2.7mm/秒)
キ)2.3kJ/mm(215A−27V,2.5mm/秒)
ク)2.7kJ/mm(215A−27V,2.2mm/秒)
ケ)3.0kJ/mm(220A−27V,2.0mm/秒)
コ)3.2kJ/mm(225A−28V,2.0mm/秒)
予熱−パス間温度:180〜260℃
積層方法:1層2パス(計8層)
【0055】
(使用心線組成)
組成a(質量%) C:0.09%、Si:0.15%、Mn:0.49%、Cu:0.04%、Ni:0.03%、Cr:2.31%、Mo:1.10%(残部:鉄および不可避的不純物)
組成b(質量%) C:0.08%、Si:0.18%、Mn:0.50%、Cu:0.03%、Ni:0.03%、Cr:2.28%、Mo:1.22%(残部:鉄および不可避的不純物)
【0056】
[熱処理]
(SR焼鈍処理)
得られた溶接金属に、SR焼鈍処理として705℃で8時間の熱処理を実施した。SR焼鈍処理は、供試材を加熱し、供試材の温度が300℃を超えると、昇温速度が毎時55℃(55℃/時)以下となるように加熱条件を調整し、供試材の温度が705℃に到達するまで加熱した。そして、705℃で8時間保持した後、供試材の温度が300℃以下になるまで、冷却速度が55℃/時以下となるように供試材を冷却した。尚、このSR焼鈍処理において、供試材の温度が300℃以下の温度域では、昇温速度および冷却速度は規定しない。
【0057】
(ステップクーリング)
SR焼鈍処理後の供試材に脆化促進処理としてのステップクーリングを実施した。図1は、温度を縦軸にとり、時間を横軸にとって、ステップクーリング処理条件を示すグラフである。図1に示すように、ステップクーリングは、供試材を加熱し、供試材の温度が300℃を超えると、温度上昇が毎時50℃(50℃/時)以下となるように加熱条件を調整して、供試材の温度を593℃に到達するまで加熱し、その温度で1時間保持する。その後、同様の要領で、538℃で15時間、524℃で24時間、496℃で60時間保持するが、これらの冷却段階においては毎時5.6℃の温度で試験片が冷却される様に調整する。更に、496℃で保持された試験片を、毎時2.8℃(2.8℃/時)で冷却して468℃とし、この温度で100時間保持する。そして、供試材の温度が300℃以下となるまで、温度降下が毎時28℃(28℃/時)以下となる様に供試材を冷却する。尚、このステップクーリング処理において、SR焼鈍処理と同様に、供試材の温度が300℃以下の温度域では、昇温速度および冷却速度は規定しない。
【0058】
[評価特性]
(円相当直径が1μm超の酸化物の個数、および円相当直径が2μm超の酸化物の個数)
上記で705℃×8時間のSR焼鈍処理を施した溶接金属の最終パス中央部を鏡面研磨し、倍率:1000倍で0.037μm2の画像を4枚撮影し、撮影した酸化物のサイズ、個数密度を画像解析ソフト(「Image−Pro Plus」 Media Cybernetics社製)により算出し、円相当直径が1μm超または円相当直径が2μm超の酸化物を選択したうえで(円相当直径が2μm超の酸化物の個数は、円相当直径が1μm超の酸化物の個数にも含まれる)、それらの個数を算出した。
【0059】
(化合物として存在するCr,Mo,NbおよびVの含有量)
705℃×8時間のSR焼鈍処理を施した溶接金属の板厚中心部を、10体積%アセチルアセトン−1体積%テトラメチルアンモニウムクロライド−メタノール溶液により電解抽出し、フィルター孔径:0.1μmのフィルターで濾過して残渣を得た後、この残渣をICP発光分析にかけ、化合物として存在するCr,Mo,NbおよびVの含有量を求めた。
【0060】
(強度)
705℃×32時間のSR焼鈍処理を施した溶接金属の板厚表面から10mm深さの位置より、図2に基づき溶接線方向に引張試験片(JIS Z3111 A2号)を採取し、室温(25℃)において、JIS Z 2241の要領で、引張強度TSを測定した。引張強度TS>600MPaを強度に優れると評価した。
【0061】
(靭性)
705℃×8時間のSR焼鈍処理を施した溶接金属の板厚中央部より、図3に基づき溶接線方向に垂直にシャルピー衝撃試験片(JIS Z3111 4号Vノッチ試験片)を採取し、JIS Z 2242の要領で、シャルピー衝撃試験を実施し、3回の吸収エネルギーの平均値が54Jとなる温度vTr54を測定した。vTr54が−50℃以下のときに靭性に優れると評価した。また705℃×8時間のSR焼鈍処理後にステップクーリングを施した溶接金属について、同様の要領で、吸収エネルギーの平均値が54Jとなる温度vTr’54を測定した。vTr’54が−50℃以下のときに靭性に優れると評価した。
【0062】
(耐焼戻し脆化特性)
上記で測定したvTr54とvTr’54の差ΔvTr54が5℃以下のときに[ΔvTr54=vTr’54−vTr54≦5℃]、耐焼戻し脆化特性靭性に優れると評価した。尚、ΔvTr54が負の値となる場合には、「0℃」として表示した。これは、焼戻脆化がほとんど生じない優れた溶接金属である。
【0063】
(耐SR割れ性)
溶接金属の最終パス(原質部)より、スリットサイズ=0.5mmのリング割れ試験片を下記に基づき採取した。625℃×10時間のSR焼鈍処理を施し、試験片6個(観察面3×試験数2)とも、ノッチ底部近傍に割れが発生しなかった場合を耐SR割れ性に優れる(評価○)と評価し、割れが発生した場合を耐SR割れ性に劣る(評価×)と評価した。
【0064】
このとき、耐SR割れ性の評価方法として、リング割れ試験の概要を以下に示す。図4Aに試験片の採取位置、図4Bに試験片の形状を示す。Uノッチ直下組織が原質部となるように、最終ビード表面直下から採取し、スリットサイズ(幅)は0.5mmとする。スリット幅が0.05mmとなるまで押し縮め、スリット部をTIG溶接し、ノッチ底部に引っ張り残留応力を負荷する。TIG溶接後の試験片をマッフル炉にて625℃×10時間のSR焼鈍処理を施し、SR焼鈍処理後、図4Cに示すように、試験片を3等分して採取し(観察面1〜3)、その断面(ノッチ底部付近)を光学顕微鏡にて観察し、SR割れ発生状況を観察した。
【0065】
[実施例1]
SAWで溶接金属を形成したときに用いた各種溶接ワイヤ(W1〜44)の化学成分組成を、比[(Mo/(V+Nb)]の値と共に、下記表1、2に示す。また形成された溶接金属の化学成分組成を、溶接条件(溶接ワイヤNo.入熱条件、使用フラックス、予熱−パス間温度)およびA値と共に、下記表3、4に示す。更に、各溶接金属の評価特性結果[各大きさの酸化物個数、引張強度TS、靭性(vTr54、vTr’54)、耐焼戻し脆化特性(ΔvTr54)、耐SR割れ性]を下記表5、6に示す。
【0066】
【表1】
【0067】
【表2】
【0068】
【表3】
【0069】
【表4】
【0070】
【表5】
【0071】
【表6】
【0072】
表1〜6から次のように考察できる(尚、下記No.は、表3〜6の試験No.を示す)。No.1〜30は、本発明で規定する要件を満足する例であり、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属が得られている。
【0073】
一方、No.31〜49は、本発明で規定するいずれかの要件を外れる例であり、いずれかの特性が劣っている。このうち、No.31は、入熱条件に原因して(入熱量が2.4kJ/mm)A値が大きくなっており、耐焼戻し脆化特性が劣化している。No.32は、入熱条件に原因して(入熱量が5.2kJ/mm)A値が大きくなっており、耐焼戻し脆化特性が劣化している。
【0074】
No.33は、予熱−パス間温度が適正な範囲よりも低く、A値が大きくなっており、耐焼戻し脆化特性が劣化している。No.34は、予熱−パス間温度が適正な範囲よりも高く、A値が大きくなっており、耐焼戻し脆化特性が劣化している。
【0075】
No.35は、使用フラックスの金属CaおよびAl2O3の濃度が、上記(2)式の関係を満足しない組成Bを用いた例であり、粗大な酸化物の個数が増加し、靭性(vTr54、vTr’54)が劣化している。No.36は、C含有量が不足しており、強度が低下している。
【0076】
No.37は、C含有量が過剰になっており、またCr炭化物の含有量が不足しており、A値が大きくなっており、靭性(vTr54、vTr’54)、耐焼戻し脆化特性(ΔvTr54)、および耐SR割れ性が劣化している。No.38は、溶接ワイヤ中の比[Mo/(V+Nb)]の値が高く(2.93)、また溶接金属中のSi含有量が過剰でMn含有量が不足しており、A値が大きくなっており、強度が低下すると共に、靭性(vTr54、vTr’54)、耐焼戻し脆化特性(ΔvTr54)、および耐SR割れ性のいずれも劣化している。
【0077】
No.39は、Mn含有量が過剰になっており、靭性(vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.40は、溶接金属中のNi含有量が過剰になっており、またA値が大きくなっており、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0078】
No.41は、Cr含有量およびMo含有量が過剰であると共に、Cu含有量も過剰になっており、またA値が大きくなっており、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.42は、溶接金属中のMo含有量が不足しており、またAl含有量が過剰になっており、粗大酸化物の個数が増加し、強度が低下すると共に靭性(vTr54、vTr’54)が劣化している。No.43は、溶接ワイヤの組成に原因して溶接金属中のV含有量が不足すると共に、B含有量が過剰になっており、またA値が大きくなっており、強度が低下すると共に、靭性(vTr’54)、耐焼戻し脆化特性(ΔvTr54)および耐SR割れ性が劣化している。
【0079】
No.44は、溶接金属中のV含有量およびW含有量が過剰になっており、靭性(vTr54、vTr’54)が劣化している。No.45は、溶接金属中のNb含有量およびTi含有量が過剰になっており、靭性(vTr54、vTr’54)および耐SR割れ性が劣化している。
【0080】
No.46は、溶接ワイヤの組成に原因して溶接金属中のNb含有量が不足すると共に、O含有量も不足しており、またA値が大きくなっており、強度が低下すると共に靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.47は、溶接金属中のN含有量が過剰になっており、靭性(vTr54、vTr’54)が劣化している。
【0081】
No.48は、溶接金属中のO含有量が過剰になっており、またA値が大きくなっており、各酸化物の個数が増加し、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.49は、A値が大きくなっており、耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0082】
[実施例2]
SMAWで溶接金属を形成したときに用いた各種被覆剤の化学成分組成を、下記表7に示す(被覆剤No.B1〜24)。また形成された溶接金属の化学成分組成を、溶接条件(被覆剤No.入熱条件、心線種類、予熱−パス間温度)およびA値と共に、下記表8に示す。更に、各溶接金属の評価特性結果[各大きさの酸化物個数、引張強度TS、靭性(vTr54、vTr’54)、耐焼戻し脆化特性(ΔvTr54)、耐SR割れ性]を下記表9に示す。
【0083】
【表7】
【0084】
【表8】
【0085】
【表9】
【0086】
表7〜9から次のように考察できる(尚、下記No.は、表8、9の試験No.を示す)。No.50〜63は、本発明で規定する要件を満足する例であり、優れた耐焼戻し脆化特性(ΔvTr54)を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属が得られている。
【0087】
一方、No.64〜77は、本発明で規定するいずれかの要件を外れる例である。いずれかの特性が劣っている。このうち、No.64は、予熱−パス間温度が適正な範囲よりも低く、A値が大きくなっており、靭性(vTr’54)および耐焼戻し脆化特性が劣化している。No.65は、予熱−パス間温度が適正な範囲よりも高く、A値が大きくなっており、靭性(vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0088】
No.66は、入熱条件に原因して(入熱量が2.1kJ/mm)A値が大きくなっており、靭性(vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.67は、入熱条件に原因して(入熱量が3.2kJ/mm)A値が大きくなっており、靭性(vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0089】
No.68は、心線の成分組成が適切でないbを用いたため、A値が大きくなっており、靭性(vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.69は、C含有量が不足すると共に、強度が不足している。No.70は、Mn含有量が不足すると共に、Cr含有量が過剰になっており、強度が不足すると共に、靭性(vTr54、vTr’54)および耐SR割れ性が劣化している。
【0090】
No.71は、Mn含有量およびV含有量が過剰になっており、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.72は、C含有量およびMo含有量が過剰になっており、またA値が大きくなっており、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0091】
No.73は、被覆剤のNb含有量に原因してA値が大きくなっており、耐焼戻し脆化特性(ΔvTr54)が劣化している。No.74は、被覆剤のV含有量に原因してA値が大きくなっており、耐焼戻し脆化特性(ΔvTr54)が劣化している。No.75は、Si含有量が過剰になると共にNb含有量が不足しており、またA値が大きくなっており、強度が不足すると共に、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。
【0092】
No.76は、V含有量が不足してA値が大きくなっており、また被覆剤中のMgO含有量に原因して粗大な酸化物が増加しており、強度が不足すると共に、靭性(vTr54、vTr’54)および耐焼戻し脆化特性(ΔvTr54)が劣化している。No.77は、Nb含有量およびB含有量が過剰になっており、靭性(vTr54、vTr’54)および耐SR割れ性が劣化している。
【特許請求の範囲】
【請求項1】
C :0.05〜0.15%(「質量%」の意味。以下同じ)、
Si:0.1〜0.50%、
Mn:0.6〜1.30%、
Cr:1.8〜3.0%、
Mo:0.80〜1.20%、
V :0.25〜0.50%、
Nb:0.010〜0.050%、
N :0.025%以下(0%を含まない)、
O :0.020〜0.060%を夫々含有し、
残部が鉄および不可避的不純物からなり、
円相当直径で1μm超の酸化物が1mm2当り2000個以下であると共に、円相当直径で2μm超の酸化物が1mm2当り100個以下であり、且つ下記(1)式で規定されるA値が5.0以下であることを特徴とする耐焼戻し脆化特性に優れた溶接金属。
A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])
…(1)
但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において溶接金属中に化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
【請求項2】
更に他の元素として、Cu:1.0%以下(0%を含まない)および/またはNi:1.0%以下(0%を含まない)を含有するものである請求項1に記載の溶接金属。
【請求項3】
更に他の元素として、B:0.0050%以下(0%を含まない)を含有するものである請求項1または2に記載の溶接金属。
【請求項4】
更に他の元素として、W:0.50%以下(0%を含まない)を含有するものである請求項1〜3のいずれかに記載の溶接金属。
【請求項5】
更に他の元素として、Al:0.030%以下(0%を含まない)を含有するものである請求項1〜4のいずれかに記載の溶接金属。
【請求項6】
更に他の元素として、Ti:0.020%以下(0%を含まない)を含有するものである請求項1〜5のいずれかに記載の溶接金属。
【請求項7】
請求項1〜6のいずれかに記載の溶接金属を備えた溶接構造体。
【請求項1】
C :0.05〜0.15%(「質量%」の意味。以下同じ)、
Si:0.1〜0.50%、
Mn:0.6〜1.30%、
Cr:1.8〜3.0%、
Mo:0.80〜1.20%、
V :0.25〜0.50%、
Nb:0.010〜0.050%、
N :0.025%以下(0%を含まない)、
O :0.020〜0.060%を夫々含有し、
残部が鉄および不可避的不純物からなり、
円相当直径で1μm超の酸化物が1mm2当り2000個以下であると共に、円相当直径で2μm超の酸化物が1mm2当り100個以下であり、且つ下記(1)式で規定されるA値が5.0以下であることを特徴とする耐焼戻し脆化特性に優れた溶接金属。
A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])
…(1)
但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において溶接金属中に化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
【請求項2】
更に他の元素として、Cu:1.0%以下(0%を含まない)および/またはNi:1.0%以下(0%を含まない)を含有するものである請求項1に記載の溶接金属。
【請求項3】
更に他の元素として、B:0.0050%以下(0%を含まない)を含有するものである請求項1または2に記載の溶接金属。
【請求項4】
更に他の元素として、W:0.50%以下(0%を含まない)を含有するものである請求項1〜3のいずれかに記載の溶接金属。
【請求項5】
更に他の元素として、Al:0.030%以下(0%を含まない)を含有するものである請求項1〜4のいずれかに記載の溶接金属。
【請求項6】
更に他の元素として、Ti:0.020%以下(0%を含まない)を含有するものである請求項1〜5のいずれかに記載の溶接金属。
【請求項7】
請求項1〜6のいずれかに記載の溶接金属を備えた溶接構造体。
【図1】

【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図2】
【図3】
【図4A】
【図4B】
【図4C】
【公開番号】特開2012−187619(P2012−187619A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−54648(P2011−54648)
【出願日】平成23年3月11日(2011.3.11)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月11日(2011.3.11)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]