
耐熱性フィルター材およびその製造方法

【課題】ゴミ焼却炉、石炭ボイラー、金属溶鉱炉などから排出される高温の排ガス中に含まれるダストを高い捕集効率で濾過できる耐熱性フィルター材及びその製造法を提供する。
【解決手段】耐熱性フィルター材は、耐熱性有機繊維とガラス繊維とを含む不織布1a、1bにおいて、耐熱性有機繊維が少なくとも延伸糸からなるポリフェニレンサルファイド繊維を含むとともに、織物構造体2を含んで構成され、その製造法は、耐熱性有機繊維25〜75重量%とガラス繊維25〜75重量%を、一定面積のラチス上に前記繊維を積層し開繊機で前記繊維を混綿する混綿工程、ローラーカードで繊維方向を一定方向に引き揃えてウエブを作成し目付が125〜400g/m2の範囲内になるようにウエブを折り重ね、得られた不織布1a、1bのウエブと耐熱性繊維からなる織物2を組み合わせて、厚み方向にニードルパンチ処理を行うローラーカード/ニードルパンチ工程からなる。
【解決手段】耐熱性フィルター材は、耐熱性有機繊維とガラス繊維とを含む不織布1a、1bにおいて、耐熱性有機繊維が少なくとも延伸糸からなるポリフェニレンサルファイド繊維を含むとともに、織物構造体2を含んで構成され、その製造法は、耐熱性有機繊維25〜75重量%とガラス繊維25〜75重量%を、一定面積のラチス上に前記繊維を積層し開繊機で前記繊維を混綿する混綿工程、ローラーカードで繊維方向を一定方向に引き揃えてウエブを作成し目付が125〜400g/m2の範囲内になるようにウエブを折り重ね、得られた不織布1a、1bのウエブと耐熱性繊維からなる織物2を組み合わせて、厚み方向にニードルパンチ処理を行うローラーカード/ニードルパンチ工程からなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高温の排ガス中に含まれるダストを高い捕集効率にて濾過するためのフィルター材であって、かつ、ポリフェニレンサルファイド繊維100%からなる耐熱性フィルター材よりも高い運転温度領域で使用することができる、耐熱性に優れた耐熱性フィルター材およびその製造方法に関する。
【背景技術】
【0002】
従来から、空気を清浄化する濾布である耐熱性フィルター材には、内部濾過用耐熱性フィルター材と表面濾過用耐熱性フィルター材とがあり、例えば集塵機では表面濾過用耐熱性フィルター材が用いられる。ここで表面濾過とは、ダストを耐熱性フィルター材表面で捕集してダスト層を耐熱性フィルター材表面に形成させ、そのダスト層によって次々にダストを捕集し、ダスト層がある程度の厚さになったら耐熱性フィルター材表面からダスト層を除去し、再び耐熱性フィルター材表面に新しいダスト層を形成させる操作を繰り返すものである。
【0003】
この表面濾過用の耐熱性フィルター材としては、一般に不織布が利用され、例えばニードルパンチフェルトを加圧加熱(カレンダー)処理して表面を平滑にしたもの、更にはニードルパンチフェルトの表面にシリコーン樹脂やフッ素樹脂を加工、またフッ素樹脂製微多孔膜をラミネートしてダスト層の高剥離性を付与したもの、ダストの捕集効率を高めるため、濾過層を形成する繊維の直径を細くし表面積を大きくしたものなどが知られている(例えば特許文献1参照)。
【0004】
特にゴミ焼却炉、石炭ボイラー、あるいは金属溶鉱炉などから排出される排ガスは60〜200℃もの高温になり、この高温排ガスを濾過するための耐熱性フィルター材を構成する繊維としては、耐熱性および耐薬品性に優れたポリフェニレンサルファイド(以下、PPSと略す。)繊維、メタ系アラミド繊維、フッ素系繊維、ポリイミド繊維などが好適であり、これらの素材を用いてニードルパンチあるいはウォータージェットパンチなどで繊維を絡合させて一体化し、これをバグフィルターなどの形態にした耐熱性フィルター材が用いられてきた(例えば特許文献1参照)。
【0005】
一般に、これらの耐熱性フィルター材は、ゴミ焼却炉などにおける使用において、高温排ガスやその排ガス中に含まれる薬品などによる化学的な劣化と、これに加え、排ガス濾過時の圧力損失や逆洗時のパルスジェットによる摩耗や屈曲による物理的な劣化が同時に進行するものである。したがって、バグフィルターに用いられる耐熱性フィルター材には、上述したダスト捕集効率、耐熱性、耐薬品性、耐加水分解性に加え、耐摩耗性などの機械的強度が要求される。
【0006】
これらの要求特性に応える耐熱性フィルター材として、前述の特許文献1のフィルター材は、濾過層を形成する繊維の直径を細くして、ダストの捕集効率と剥離性を高める方策としてポリフェニレンンサルファイド繊維にガラス繊維を5〜50%混入した耐熱性ニードルフェルトフィルター材であるが、この方法では確かにダストの捕集効率が高く、ダストの剥離性に優れたフィルター材が得られる可能性はあるものの、ガラス繊維には他の化学合成繊維に一般的に存在するけん縮が存在しないため、PPS繊維との絡合性が弱く、十分なフェルト強度を得られるものではなかった。また、濾布表面でPPS繊維とガラス繊維同士が部分的にしか熔融していないため、繰り返しダスト払い落とし時のパルス圧等の衝撃力によって、徐々にフェルト表面に繊維の毛羽立ちが発生し、さらにはフェルトを構成している繊維が脱落するという問題があったためユーザーより脱落抑制や機械的強度の改善要望があった。
【0007】
また、他の提案として、PPS繊維とガラス転移温度が100℃以上もしくはガラス転移点を有しない繊維、例えばガラス繊維を混綿した不織布とし、繊維同士の交点が合成樹脂により拘束されていることを特徴とする耐熱性布帛およびそれからなるフィルターが提案されている(例えば、特許文献2参照)。この方法では確かに、高温下での布帛の剛性が高くプリーツ形態保持性に優れ、引張破断強力を高くすることができる点で良好なものの、ガラス繊維とPPS繊維との絡合性を解決することは提案できていないため、合成樹脂を用いることで布帛全体の強度を改善する必要性があった。一方で合成樹脂を多量に複合して布帛の強度を改善しても、樹脂による繊維同士の拘束力が強くろ布の剛性が高すぎるため、布帛が硬くなって繰り返しダスト払い落とし時のパルス圧等の衝撃力により布帛が適度に変形せず、衝撃力を吸収できないため、その部位に応力が集中しやすくなって破れが発生するという懸念があった。
【0008】
また、捲縮を有する延伸PPS繊維と未延伸PPS繊維からなる湿式不織布が提案されている(例えば、特許文献3参照)。この方法では確かに、延伸PPSがけん縮を有するので繊維同士の絡合が強いため湿潤強力を高くすることができ、従来は達成できなかった連続抄紙が可能であり、さらに未延伸PPS繊維を熱融着することで十分なシート強力を得ることができる点で良好なものの、けん縮を有さないガラス繊維を含む本発明の耐熱性フィルター材とは未延伸PPS繊維を用いる点で構成が近似しているが、けん縮を有さないガラス繊維とPPS繊維との絡合性を解決する手法について提案するものではなく、さらにまた、使用用途や要求特性が全く異なるものでもあった。
【0009】
一方、PPS繊維自体は価格も安く耐薬品性が極めて優れているにもかかわらず、耐熱性は前述のメタ系アラミド繊維、フッ素系繊維、ポリイミド繊維に比較して低く、連続190℃以上の高温下で使用されるフィルター材には適用できないという問題があった。
【特許文献1】特許2594844号(請求項1)
【特許文献2】特開2001−192953号公報(請求項1)
【特許文献3】特開平9−67786号公報(請求項3)
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、かかる従来技術の背景に鑑み、例えばゴミ焼却炉、石炭ボイラー、あるいは金属溶鉱炉などから排出される60〜200℃もの高温の排ガス中に含まれるダストを高い捕集効率にて濾過するための耐熱性フィルター材において、フィルター材に織物を用いることでフェルトを構成する繊維、特にけん縮を有さないガラス繊維と耐熱性有機繊維との一体化の問題を解決し、また、これら繊維と織物との絡合性に優れ、フェルト全体の絡合性を高くでき、さらに熱融着部によりガラス繊維の脱落量を軽減するとともに、熱による寸法安定性に優れ、PPS繊維100%からなる従来の耐熱性フィルター材よりも高い運転温度領域で使用することができる、耐熱性に優れた耐熱性フィルター材およびその製造方法を提供せんとするものである。
【課題を解決するための手段】
【0011】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。すなわち、本発明の耐熱性フィルター材は、耐熱性有機繊維とガラス繊維とを含む耐熱性フィルター材において、該耐熱性有機繊維が、少なくとも延伸糸からなるポリフェニレンサルファイド繊維を含み、前記耐熱性フィルター材が、織物構造体を含んで構成されていることを特徴とする。
【0012】
ここで、織物構造体のカバーファクターとしては、100〜2000の範囲内のものが好ましく、剛軟度としては、50〜250mgの範囲内のものが好ましい。
ポリフェニレンサルファイド繊維は、未延伸糸を含んでいるものが良い。また、耐熱性フィルター材を構成する繊維の配合率は、ポリフェニレンサルファイド繊維が25〜75重量%の範囲内であり、ガラス繊維が25〜75重量%の範囲内であるものが好ましい。そして、耐熱性フィルター材を構成している繊維全体が、部分的に熱融着されているのが好ましい。 さらに、耐熱性フィルター材の濾過層表面に、フッ素樹脂製微多孔膜が貼り合わせられているものが好ましい。
【0013】
本発明のバグフィルターは、上記いずれかの耐熱性フィルター材を濾布として構成されてなるものである。
【0014】
本発明の耐熱性フィルター材の製造方法は、少なくとも次の工程を順次経てなる製造方法である。
【0015】
第1工程:耐熱性有機繊維25〜75重量%と、ガラス繊維25〜75重量%をそれぞれの配合率にとりわけ、一定面積のラチス上に前記繊維を積層し、開繊機にて前記繊維を混綿する混綿工程。
【0016】
第2工程:ローラーカードにて繊維方向を一定方向に引き揃えてウエブを作成し、さらに目付が125〜400g/m2の範囲内になるようにウエブを折り重ね、得られたウエブと、別に準備した耐熱性繊維からなる織物を組み合わせて、厚み方向にニードルパンチ処理を行うローラーカード/ニードルパンチ工程。
【0017】
ここで、第1工程に記載の混綿工程において、耐熱性有機繊維とガラス繊維のうち、比重の高い繊維が上になるように積層するのが好ましく、第1工程に記載の混綿方法が、一定面積のラチス上に前記それぞれの繊維をまだらに配置させるのが好ましい。
【0018】
また、第1工程の耐熱性有機繊維としてポリフェニレンサルファイド繊維を用いるとともに、更に次の第3工程を経るのが好ましい。
【0019】
第3工程:第2工程で得られた不織布の片面あるいは両面に、加熱処理を行い、前記ポリフェニレンサルファイド繊維を融着させる工程。
【0020】
また、耐熱性フィルター材の片面にフッ素樹脂製微多孔膜を積層し、熱プレスロールにて熱圧着させて一体化するのが好ましい。
【発明の効果】
【0021】
本発明によれば、フィルター材として織物構造体を用いることでフェルトを構成する繊維、特にけん縮を有さないガラス繊維と耐熱性有機繊維が、織物との絡合性に優れ、フェルト全体の絡合性を高くでき、さらに熱融着部によりガラス繊維の脱落量を軽減するとともに、熱による寸法安定性に優れ、PPS繊維100%からなる従来の耐熱性フィルター材よりも高い運転温度領域で使用することができる、耐熱性に優れた耐熱性フィルター材およびその製造方法を提供することができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明の耐熱性フィルター材およびその製造方法を実施するための最良の形態を実施例の図面を参照しながら説明する。
【0023】
図1〜2は、本発明にかかる耐熱性フィルター材の厚み方向の分解断面図、図3〜4は、本発明にかかる耐熱性フィルター材の集じん性能を試験するための試験装置の概略図である。
【0024】
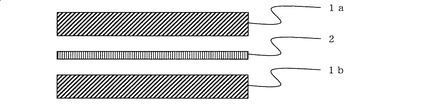
図1において、本発明の耐熱性フィルター材は、不織布1と、織物2と、前記不織布1とから構成され、これらは図のように織物2の両面を不織布1がサンドイッチ状に挟んで一体に積層されたものである。
【0025】
不織布1は、本発明の耐熱性フィルター材のベースとなるもので、不織布1としては、耐熱性有機繊維とガラス繊維を含んで構成されたもので、該耐熱性有機繊維として延伸糸からなるPPS繊維が使用されている。
【0026】
本発明で言う「耐熱性有機繊維」としては、少なくとも延伸糸からなるPPS繊維を含むことが必須である。また、「PPS繊維」とは、耐熱性、耐薬品性、耐加水分解性に優れていることで知られている繊維であり、該繊維はその構成単位の90%以上が−(C6H4−S)−で構成されるフェニレンサルファイド構造単位を含有する重合体からなる繊維である。したがって、この繊維を使用すれば、耐熱性、耐薬品性、耐加水分解性に優れた耐熱性フィルター材を得ることができる。それ以外の耐熱性有機繊維としては、例えばパラ系アラミド繊維、メタ系アラミド繊維、ポリイミド繊維、フッ素系繊維および炭素繊維なども使用することができる。
【0027】
ところで、本発明において、特に延伸糸からなるPPS繊維を必須の構成要件として用いるのは、耐薬品性、耐加水分解性、捲縮率の観点からであり、延伸糸を用いると耐熱寸法安定性が格段に向上するからである。また、かかる延伸糸からなるPPS繊維にガラス繊維を混綿することにより、安価でありながら高捕集効率化を達成することが可能となるからである。「ガラス繊維」は、上述のPPS繊維に比べ耐薬品性、耐加水分解性には劣るものの、他の耐熱性有機繊維や炭素繊維に比べると、最も安価で耐熱性に優れた繊維であり、PPS繊維と繊度の細いガラス繊維を混綿することによって、フィルター表面の繊維表面積を大きくすることができ、高捕集効率の耐熱性フィルター材を提供することができる。
【0028】
なお、本発明の耐熱性フィルター材に用いる耐熱性有機繊維としては、常用使用温度が150℃以上に耐えられるものが好ましいが、たとえばポリプロピレン繊維、ポリエチレン繊維、ポリエステル繊維、ポリアミド繊維などの通常合成繊維は常用使用温度が150℃未満のため、本発明の耐熱性有機繊維としては使用されない。
【0029】
本発明の耐熱性フィルター材の捕集効率は、フィルターを構成する繊維の繊度を細くすると向上させることができるが、別の方法として、繊維の表面摩擦係数や帯電性の異なる異繊維同士を混綿することによっても、捕集効率を向上させることができる。さらにまた、帯電性の異なる繊維同士を混綿することにより、繊維間で電気的な作用が働き(トリボエレクレット効果)捕集効率を向上させることが可能となる。
【0030】
延伸糸からなるPPS繊維とガラス繊維とを組み合わせると、上述の捕集効率の向上効果のほかに、PPS繊維の常用使用温度を引き上げるという耐熱性向上効果を奏することができる。すなわち、ガラス繊維の常用使用温度は260℃であり、これに近い常用使用温度を有する耐熱性有機繊維との組み合わせでは、該常用使用温度の改善をすることはできない。したがって、たとえばフッ素系繊維やポリイミド繊維の常用使用温度は260℃であり、メタ系アラミド繊維の常用使用温度は210℃であるから、かかる耐熱性有機繊維とガラス繊維との組み合わせでは、さして大きな改善効果は期待できないのである。ところが、延伸糸からなるPPS繊維の常用使用温度は190℃と低いため、この繊維と常用使用温度260℃のガラス繊維とを混綿して構成された不織布は、常用使用温度差が大きい繊維同士の組み合わせとなるので、従来のPPS繊維100%の不織布と比べると、特筆すべき向上幅の大きい耐熱性向上効果が得られるのである。ここで常用使用温度とは、10万時間暴露で強度が半分となる温度である。
【0031】
次に、不織布1と不織布1の中間に積層される織物2(織物構造体)としては、カバーファクター(以下、CFという。)が100〜2000の範囲内のものであるものが好ましい。
【0032】
ここで、本発明で言う「織物構造体」とは、耐熱性フィルター材の補強用織物のことを言い、織物構造体の織組織には特に限定されない。また、「CF」とは、織物の緻密さを表すものであり、次式で表現される値である。
CF=(経糸密度(本/2.54cm))×(経糸繊度(dtex))(0.5)+(緯糸密度(本/2.54cm))×(緯糸繊度(dtex))(0.5)。
【0033】
けん縮を有さないガラス繊維、耐熱性有機繊維と、織物構造体とが十分に絡合するためには、織物は一定の緻密さを有するものが好ましい。CFが100未満であると織物構造体自身の強度が低く耐熱寸法安定性も悪くなる傾向となり、CFが2000を越える織物構造体を用いると織物が緻密になりすぎるため、絡合処理時にけん縮を有さないガラス繊維との絡合が十分に生じないため好ましくない。CFのより好ましい範囲は500〜1800である。
【0034】
用いる織物構造体の剛軟度は50〜250mgの範囲内のものが好ましい。剛軟度が50mg未満であると剛性が低くなる傾向となり、250mgを越える織物を用いると、例えばニードルパンチのような絡合処理の時にけん縮を有さないガラス繊維が絡むよりも折損する部分が多く発生し、結果的にガラス繊維と耐熱性有機繊維、織物構造体が十分に絡合しないので好ましくない。より好ましい剛軟度の範囲は120〜200mgである。
【0035】
また、織物構造体の構成繊維としては、例えば有機繊維や無機繊維などの耐熱性を有するものが好ましく、パラ系アラミド繊維、メタ系アラミド繊維、PPS繊維、ポリイミド繊維、フッ素系繊維、炭素繊維、ガラス繊維などを用いることができる。中でも耐薬品性、耐加水分解性の観点から特にPPS繊維、フッ素系繊維を用いることが好ましい。かかるフッ素系繊維は、従来公知のマトリックス紡糸法により製造されるものや、エマルジョン紡糸法またはペースト押出法などによって得られるものも差し支えなく用いることができる。PPS繊維としては、紡績糸またはマルチフィラメントを用いることが好ましい。特に、紡績糸は、繊維の表面積が多くなるため、不織布との絡合性に優れる点でより好適である。
【0036】
PPS繊維よりも高い耐熱性を有し、耐薬品性にも優れるフッ素系繊維としては、その重合体の繰り返し構造単位の90%以上が、主鎖または側鎖にフッ素原子を1個以上含むモノマーで構成された繊維であれば、いずれのものでも使用することができるが、フッ素原子数の多いモノマーで構成された繊維ほど好ましく、例えば、4フッ化エチレン−6フッ化プロピレン共重合体(FEP)、4フッ化エチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、または、エチレン−4フッ化エチレン共重合体(ETFE)、またはポリ4フッ化エチレン(PTFE)などを使用することができる。かかるフッ素系繊維としては、耐熱性、耐薬品性、また表面低摩擦性に特に優れているポリ4フッ化エチレン(PTFE)を用いることがさらに好ましい。
【0037】
かかる織物構造体を構成する繊維の繊度としては、適度な強度を有しているものであれば特に限定するものではないが、繊度が太すぎると、織条件によっては織物の目が詰まりしやすい傾向にあり、圧力損失が高くなってしまうため好ましくない。逆に、繊度が細すぎると、織り密度が低くなり、通気量は高くなるので、圧力損失は低くなる傾向が出てくるが、織物自身の強度が低下してしまい、耐熱性フィルター材の機械強度を損なう傾向がある。したがって、織物を構成する繊維の総繊度としては、好ましくは100〜1000dtex、より好ましくは300〜600dtexの範囲内にあるのが、適度な強度を有し、また、高温時の形態保持性に優れた耐熱性フィルター材を提供することができる。総繊度が100dtex未満になると、かかる織物と不織布を積層してニードルパンチ、またはウォータージェットパンチにより絡合させ、一体化させた場合でも、織物積層化による寸法安定性や引張強力の向上効果を十分に得ることができない。また、総繊度が1000dtexを超えると、寸法安定性や引張強力には優れるものの、耐熱性フィルター材の通気量が低くなる傾向が出てくるため、フィルター性能である捕集効率は良くなるが、初期の圧力損失が高くなり、これを耐熱性フィルター材でバグフィルターとした場合は、その寿命を短くしてしまうため好ましくない。
【0038】
かかる織物構造体の織組織としては、フィルター性能である圧力損失に影響しないように目の粗い織り組織にすることが好ましく、一般的な構造としては、平織り、二重織り、三重織り、綾織り、朱子織りなどが挙げられるが、特に低コストで汎用的な平織りの織物で満足した性能のものが得られるため好ましく用いられる。織目付としては、好ましくは49〜270g/m2の範囲内、さらに好ましくは100〜150g/m2の範囲内であるものが使用される。
【0039】
本発明において、ガラス繊維の混綿比率を高くする手段としては、通常、混綿する対象繊維の捲縮率を高くし、繊維同士の絡合性を良くする手段が採用されるが、しかし、極端に混綿する対象繊維の捲縮率を高くしすぎると、フェルト製布時において、ローラーカードで引き揃えられた繊維をフライコームでかき落とすことが困難となり、場合によっては、ローラーカードへの埋綿等の問題が発生し、工程通過性不良の原因となる可能性が高くなる。
【0040】
かかる場合には、未延伸糸からなるPPS繊維を少量混入し、フェルトを製布した後に熱処理加工を施し、未延伸糸を熱で部分的に溶融させ混綿する対象繊維同士を熱融着にて固定させることにより繊維同士の絡合性を高め、かつ、ガラス繊維の脱落を低減することが最も好ましい手段である。
かかる未延伸糸からなるPPS繊維としては、特に限定するものではなく、部分的に未延伸の部分を有していれば、熱融着により混綿する繊維同士の絡合性は十分に高めることが可能である。かかる上述のような熱融着により繊維同士を固定してフェルトの絡合性を高める手段としては、一般的には、低融点の熱融着繊維などを少量だけ混綿させる場合が多いが、低融点の熱融着繊維では優れた耐熱性が得られず、また耐薬品性にも劣るため、本発明においては耐熱性及び耐薬品性に優れている、未延伸糸からなるPPS繊維を用いることが好ましい。
【0041】
かかる未延伸糸からなるPPS繊維の比率は、ガラス繊維の比率を高くするほど高くする必要があるが、未延伸糸からなるPPS繊維の比率は、ガラス繊維の混綿比率に対して1〜10重量%程度混綿することにより、繊維同士の絡合性が向上し、画期的なガラス繊維脱落量低減効果を有する。
【0042】
PPS繊維とガラス繊維の混綿比率としては、それぞれ25〜75重量%、75〜25重量%の範囲内が好ましい。PPS繊維の混綿比率が25重量%未満となると、ガラス繊維の混綿比率が高くなるので、細い繊維の混綿比率が増えて捕集効率は向上するが、耐熱性フィルター材自身の耐薬品性や耐加水分解性が低下するため好ましくない。さらに、PPS繊維の混綿比率が75重量%を超えると、ガラス繊維の混綿比率が低くなるので、PPS繊維の混綿比率が増えて耐薬品性や耐加水分解性は優れるが、耐熱性フィルター材の捕集効率が大幅に低下するため好ましくない。
【0043】
耐熱性繊維からなる不織布、あるいは、該不織布と織物を絡合する手段としては、ニードルパンチおよびウォータージェットパンチから選ばれた少なくとも一方の手段が好ましい。絡合強度の上からは、前者のニードルパンチが好ましく採用されるが、要求される圧力損失や捕集性能によってはウォータージェットパンチが好ましい場合があり、また、これらの組合せ処理が施されたものが、バランス調整されたものを与える場合があるので、適宜選択して採用するのが好ましい。
【0044】
本発明の耐熱性フィルター材は、不織布の片面あるいは両面に加熱処理を行い、不織布を構成するポリフェニレンサルファイド繊維を融着させることにより、フェルトの絡合性に優れるとともに、ダストが堆積するエアー流入面の濾過層の繊維の一部も融着させるため、さらにダスト剥離性能や捕集性能を高めることができる。かかる融着方法としては、毛焼処理やミラー加工などの方法を用いることができる。特にダスト捕集効率の高いものが要求される場合は、両面とも処理を施したものが好ましく使用されるが、具体的には、耐熱性フィルター材の濾過面に、バーナー炎あるいは赤外線ヒーターなどによる毛焼き処理を行ったり、熱ロールでプレスするものである。かかる処理を施すことによって、濾布表面ならびにフェルトを構成している繊維全体を部分的に熱融着したり、目詰めしたり、さらに両方の手段でカレンダー加工することにより、捕集性能を向上させることができる。
【0045】
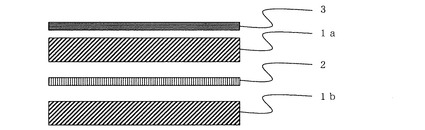
さらに、本発明の耐熱性フィルター材においては、図3に示すようにそのエアー流入面にフッ素樹脂製微多孔膜3を貼り合わせることにより、ダスト剥離性能や捕集性能を向上させることができる。かかるフッ素樹脂製微多孔膜3としては、優れた耐熱性と化学安定性をもつポリテトラフルオロエチレン(PTFE) 樹脂からなるものが好ましい。かかるフッ素樹脂製微多孔膜を用いることにより、ほとんどのアルカリ、酸、溶剤に対して安定で耐薬品性に優れ、低摩擦抵抗のためダストの剥離性に優れる。また、均一な孔径を有していることから、耐熱性フィルター材の表面にラミネートした場合でも、場所による通気性のバラツキ等も少なくダスト捕集効率に優れた耐熱性フィルター材を提供することができる。かかるフッ素樹脂製微多孔膜3の孔径としては、1〜20μmの範囲が、膜厚としては1〜100μmの範囲内が、目付としては1〜30g/m2の範囲内が、耐熱性フィルター材の圧力損失の上から好ましい。
【0046】
かかるフッ素樹脂製微多孔膜3の通気量としては、1〜20cc/cm2/secの範囲内が好ましい。通気量が1cc/cm2/sec未満だと、初期の圧力損失が高くなるため、集塵機の運転状態によっては、パルスジェットの頻度が多くなり、バグフィルターの寿命が短くなる可能性が高くなる。逆に20cc/cm2/secを越えると、圧力損失が低くなり、パルスジェットの頻度は軽減するが、フッ素樹脂製微多孔膜ラミネート化によるダスト剥離性や捕集性能が十分高くすることができず、該微多孔膜と不織布(フェルト基材)の間にダストが進入する可能性が高くなり、差圧が異常上昇し、最悪の場合はフィルターが破損することがあるので好ましくない。
【0047】
次に、本発明の耐熱性フィルター材の製造方法の一例を前述の図面を参照しながら、以下工程別に説明する。なお、次の1〜4までの工程は本発明の製造方法に必須の工程であるが、その他の工程は所望により行われる。
【0048】
1.不織布原綿の混綿工程
この工程では、不織布1のウェブの構成繊維である耐熱性有機繊維の原綿とガラス繊維の原綿とを混綿する。まず、耐熱性有機繊維とガラス繊維をそれぞれが25〜75重量%と、ガラス繊維25〜75重量%の範囲内の配合率になるようにとりわけ、一定面積のラチス上に各繊維を積層し、無数の針の付いた回転ドラムからなる開繊機にて均一になるまで混綿する。
【0049】
2.カード工程
次に得られた混綿した原綿を用いて不織布1のウェブを製造する。まず、上記混綿した原綿を一定の方向に引きそろえる為に無数の針の付いた回転ドラム、シリンダーの中に投入し、カーディングして繊維を一定方向に引きそろえる。得られたウエブをクロスラッパーによりラチス上に一定の振幅で折り重ね、不織布1とする。最終的に仕上がるフェルトの目付としては、この時の原綿投入量とライン速度で決める。当然、原綿投入量が多くライン速度が遅ければ目付は高く、原綿投入量が少なくライン速度が早ければ目付は低くなる。
【0050】
3.織物構造体の製造工程
この工程では、耐熱性繊維を用いて織物構造体2を製織する。まず耐熱性繊維を上述と同様に一定方向に引き揃えて束上とし、徐々に細く引延ばし撚りをかけて紡績糸とする。次に、紡績糸をタテとヨコ方向それぞれ所定本数で製織するが、織物が緻密になりすぎると不織布との絡合性が不十分となるため、CFは100〜2000の範囲となるように製織する。
【0051】
4.不織布と織物構造体のニードルパンチ工程
図1に示すように、前工程で予め得られた耐熱性繊維からなる織物構造体2の片面に、エアー流入面の濾過層を形成する不織布1aを積層し、もう一方の面にエアー排出面の濾過層を形成する不織布1bを積層し少なくとも3層構造の不織布とする。得られた積層体は、全体を押さえロールによって軽く圧縮をかけラップ状態にしてから、ニードルパンチにより各積層体同士を厚み方向で絡合処理して、各層の構成繊維を一体化させ、織物構造体2を含んだ本発明の耐熱性フィルター材とする。なお、本発明におけるエアー流入面とは、表面濾過用耐熱性フィルター材において、ダストが含まれたエアーが最初に耐熱性フィルター材と接触する面のことを示し、ダストを耐熱性フィルター材表面で捕集しダスト層を形成させる面のことを表す。また、その裏面側でダストが除去されたエアーが排出される面のことをエアー排出面と定義する。
【0052】
かかる絡合処理のニードルパンチの針密度としては、耐熱性フィルター材の強度や見かけ密度、また通気量の点から300本/cm2以上であることが好ましい。かかる針密度は、少なすぎると繊維同士の絡合性が弱く、耐熱性フィルター材の強度が低くなってしまい、また見かけ密度も低くなる傾向があり、得られるフェルトの目も粗く、通気量も高くなりすぎてしまうため、ダストの捕集性能が悪くなる傾向があり好ましくない。逆に、針密度が多くなり過ぎた場合、ニードルによって繊維や織物(骨材)が傷つけられるため、耐熱性フィルター材の強度は低くなる場合があり好ましくない。また耐熱性フィルター材の収縮傾向が強くなるため、見かけ密度が上がって、ダスト捕集性能は良くなるが、通気量が低くなるため、使用初期の状態から圧力損失が高くなってしまい、短寿命化につながるため好ましくない。従って好ましい針密度は300〜900本/cm2、より好ましくは450〜800本/cm2の範囲内である。
【0053】
上述のことから、耐熱性フィルター材の見掛け密度としては、適宜ニードルパンチ条件を調整して、0.1〜1.5g/cm3の範囲内にすることが好ましく、さらには0.1〜0.6g/cm3の範囲内にすることが好ましい。また通気量についても、適宜ニードルパンチ条件を調整して、10〜80cc/cm2/secの範囲内が好ましい。不織布の目付としては、好ましくは250〜800g/m2の範囲内、さらに好ましくは500〜700g/m2の範囲内であるものが使用される。
【0054】
5.加熱、表面処理工程
次に、必要により、不織布の片面あるいは両面に加熱処理を行い、ポリフェニレンサルファイド繊維を融着させ、一体化させる。
【0055】
すなわち、加熱、表面処理の方法として、以下のA〜Cの方法を適宜選択して実施することが好ましい。
【0056】
A.得られた耐熱性フィルター材の片面、あるいは両面側からバーナー炎により毛焼き処理を行い、フィルター材の表面繊維の毛羽立ち部分を溶融して除去することによりダストの払い落とし性を良好にすると同時に、フィルター材を構成している各種繊維同士を部分的に熱融着させることにより、フィルター材の絡合性を向上させる表面処理工程。
【0057】
B.得られた耐熱性フィルター材の片面、あるいは両面側から赤外線ヒーターにより加熱処理を行い上述の毛焼き処理と同様にダスト払い落とし性、フィルター材の絡合性を向上させる表面処理工程。
【0058】
C.得られた耐熱性フィルター材の片面、あるいは両面側に熱ロールで加熱プレス処理を行い上述の毛焼き処理、あるいは赤外線ヒータによる過熱処理と同様にダスト払い落とし性、フィルター材の絡合性を向上させる表面処理工程。
【0059】
6. ラミネート工程
本発明の耐熱性フィルター材のダスト剥離性を向上させるには、さらには、図3に示すように、図1の不織布1の毛焼き処理面側(エアー流入方向A)にフッ素樹脂製微多孔膜3を積層し、熱プレスまたは熱プレスロール加工などにより圧着、融着といったラミネート加工法により貼り合わせをしてもよい。ラミネート加工時の熱プレスまたは熱プレスロール処理温度は、特に限定するものではないが、耐熱性有機繊維を基材とした耐熱性フィルター材を構成する繊維の種類により、処理温度は、該耐熱性有機繊維の融点もしくは分解点以下とすることが熱による強度劣化の影響がなく好ましく、例えば、設定温度は150〜500℃の範囲内とすることが好ましい。また、ラミネート加工時のプレス圧力も特に限定するものではないが、必要以上に高圧でプレス加工を施すと、フッ素樹脂製微多孔膜3の均一な孔径が損なわれる可能性があり、耐熱性フィルター材自体の通気量が低下するため、プレス圧力の設定としては、ラミネート加工後の通気量に影響が出ないことが好ましく、例えば、98〜980kPaの範囲内とすることが好ましい。
【0060】
以上に述べた本発明の製造方法において、さらに各工程を次の様にしても良い。すなわち、第1工程の不織布原綿の混綿工程においては、一定面積のラチス上に各種繊維を積層する際は、好ましくは、比重の高い繊維が上になるように積層した方が繊維の飛散が少なく均一に混綿できるので好ましい。かかる積層方法として、比重の低い繊維を上に積層した場合、積層した各種繊維の高さが嵩高になるため、ラチスによる搬送工程中に繊維が飛散してしまうため、所要の配合率になるように各種繊維を計量しても正しい混綿比率の不織布が得られなくなるので好ましくない。また、同様に開繊機による各種繊維の開繊工程においても、回転ドラムにより発生する風圧により、比重の低い繊維は飛散してしまため、同様に正しい混綿比率の不織布が得られなくなるので好ましくない。上述のことから、第1工程の各種繊維の配合方法においては、一定面積のラチス上に各種繊維を積層する際は、比重の高い繊維が上になるように各種繊維の間で傾斜をつけることにより、比重の高い繊維が比重の低い繊維を押さえるようなかたちとなり、繊維の飛散を抑制し積層した際の各種繊維の高さも低減できるため好ましい。
【0061】
次に、上述の第1工程における各種繊維の混綿方法においては、好ましくは一定面積のラチス上に各種繊維をまだらに配置させることが均一に混綿できる点で好ましい。かかる混綿方法として、ラチス上で各種繊維をまだらにしない場合、開繊機のみでは部分的に開繊が不十分な箇所があるため好ましくない。上述のことから、第1工程の各種繊維の混綿方法においては、一定面積のラチス上に各種繊維をある程度まだらに配置させることにより、部分的に開繊が不十分な箇所がなく各種繊維の混綿状態が良好となるため好ましい。
【0062】
このようにして得られた本発明の耐熱性フィルター材は、袋状に縫製し、耐熱性の要求されるゴミ焼却炉や石炭ボイラー、もしくは金属溶鉱炉などの排ガスを集塵するバグフィルターとして好適に使用される。この縫製に使用される縫糸としては、該耐熱性フィルター材やそれを構成する織物に使用した繊維と同様の、耐薬品性、耐熱性を有する繊維素材で構成された糸を使用するのが好ましく、たとえばPPS繊維やフッ素系繊維などを使用するのがよい。
【0063】
かかるバグフィルターを縫製する際は、フィルター材の表面処理面側あるいはフッ素樹脂製微多孔膜側が濾過面となるように縫製するのが、ダストの払い落とし性に優れるため好ましく、さらにはリテーナーとの摩耗から回避できるため好ましい。
【実施例】
【0064】
以下、本発明の実施例を具体的に説明する。
【0065】
なお、本発明の耐熱性フィルター材の各物性の測定方法は以下の通りとした。
【0066】
[目付]
耐熱性フィルター材を400mm角にカットして、その重量から算出した。
【0067】
[厚み]
シックネスダイヤルゲージ(押し圧力3.5N)にて測定した。測定箇所は無作為に6点選んで測定した。
【0068】
[通気量]
JIS L 1096(1990)に規定されるフラジール形法に基づいて測定した。測定箇所は、無作為に6点選んで測定した。
【0069】
[繊維の脱落量]
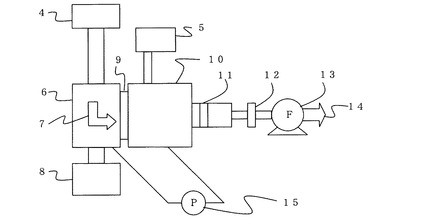
図4の集じん性能試験装置(JIS Z8908−1−2005)を用いて、本発明のフィルター材に対し繰り返しパルス負荷後のフェルト重量変化率の測定を行った。
【0070】
図4の集じん性能試験機を説明すると、図において、4はダスト供給機、5はパルスジェット負荷機、6は上流チャンバー、7はダストが含まれたエアー、8は払い落としダスト捕集部、9は本発明の耐熱性フィルター材、10は下流チャンバー、11はHEPAフィルター、12は流量計、13は送風機、14はダストが除去されたエアー、15はデジタルジ差圧計である。
【0071】
まず、本発明の耐熱性フィルター材9(濾過面積0.9m2)の下流側に設置された送風機13と流量計12により耐熱性フィルター材9に対し、濾過風速2.0m/minの気流を与え、一方耐熱性フィルター材9のエアー流入面側には、JIS10種ダストをダスト供給機4にてダスト供給量10g/hr(ダスト濃度1g/m3)に調整したダストを耐熱性フィルター材9に負荷した。そして、耐熱性フィルター材9の下流方向にあるパルスジェット負荷機5によりパルスジェット圧力500kPa(50msec)の条件で装置を運転させ、5秒間隔毎にパルスジェットを50,000回負荷し、パルス負荷前後のフェルト重量を計測し、次式から重量変化率を以下の計算式にて求めた。
重量変化率(%)=(1−(パルス負荷後フェルト重量÷パルス負荷前フェルト重量)×100
(注)パルス負荷前後フェルト重量の単位はgである。
【0072】
繊維の脱落量の判定基準は、重量変化率5%未満を○(マル)、5%以上10%未満を△(サンカク)、10%以上を×(バツ)とした。
【0073】
[大気塵捕集効率試験]
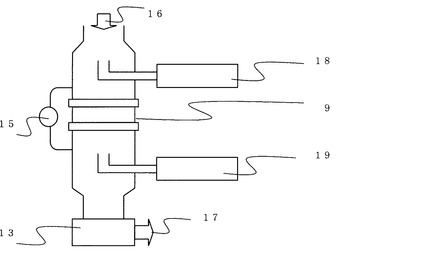
図3の装置(JIS B9908−1991に準拠)を用いて大気塵計数法による捕集効率の測定を行った。
【0074】
図3の大気塵捕集効率試験機において、9は本発明の耐熱性フィルター材、13は送風機、18、19はパーティクルカウンターである。
【0075】
すなわち、耐熱性フィルター材9(φ170mm)の下流側に設置された送風機13により耐熱性フィルター材9に対し、濾過風速1m/minの気流を5分間通気させた後、耐熱性フィルター材9の上流側の大気塵(粒径:0.3〜5μm)個数Aをリオン株式会社製パーティクルカウンター18によって測定し、同時に耐熱性フィルター材9の下流側の大気塵(粒径:0.3〜5μm)個数Bを同社製パーティクルカウンター19によって測定した。測定試料はn=3で行った。
【0076】
該大気塵個数から次式によって捕集効率を求めたものである。
大気塵捕集効率(%)=(1−(B÷A))×100
A:上流側大気塵個数
B:下流側大気塵個数
なお、大気塵捕集効率の判定基準は、粒径1μm未満のダスト捕集効率が50%以上を○(マル)、45%以上50%未満を△(サンカク)、45%未満を×(バツ)とした。
【0077】
[集じん性能試験]
図4の集じん性能試験装置(JIS Z8908−1−2005)を用いて繰り返しダスト払い落とし後の集じん率の測定を行った。
【0078】
耐熱性フィルター材9(濾過面積0.9m2)の下流側に設置された送風機13と流量計12により耐熱性フィルター材9に対し、濾過風速2.0m/minの気流を与え、耐熱性フィルター材9のエアー流入面側に、JIS10種ダストをダスト供給機4にてダスト供給量54g/hr(ダスト濃度5g/m3)に調整したダストを耐熱性フィルター材9に負荷した。そして、耐熱性フィルター材9の下流方向にあるパルスジェット負荷機5によりパルスジェット圧力500kPa(50msec)の条件で装置を運転させ、圧力損失が1.0kPaまで上昇する毎にパルスジェットを初期30回打ち、圧力損失の推移をデジタル差圧計15で連続モニターリングした。
【0079】
また、耐熱性フィルター材9の下流側にHEPAフィルター11を設置し、耐熱性フィルター材9から漏れ出たダストを捕集させ、ダストの供給量とダストの漏れ量から集じん率を以下の計算式にて求めた。
集じん率(%)=(ダスト供給量−ダスト漏れ量)÷ダスト供給量×100
(注)ダスト供給量とダスト漏れ量の単位はgである。
【0080】
なお、集じん性能試験の判定基準は、集じん率が99.9900%以上を○(マル)、99.9400%以上99.9900%未満を△(サンカク)、99.9400%未満を×(バツ)と評価した。
【0081】
[長期耐熱処理後のテーバ型磨耗試験(耐熱性向上効果率)]
JIS L 1096(1990)のテーバ型磨耗試験に準じて測定した。試験片サイズはφ130mm、試験数5枚、磨耗輪No.CS−17、荷重9.81N、磨耗回数500回の磨耗を付与し、試験前後の試験片重量から重量変化率を以下の計算式にて求めた。
【0082】
なお、テーバ型磨耗試験に供する試験片は事前に高温処理を施すこととし、処理温度条件は各種耐熱性フィルター材を構成する有機繊維の常用使用温度+30℃とし、処理期間は365日間とした。
重量変化率(%)=(試験前重量−試験後重量)÷試験前重量×100
(注)試験前後の重量の単位はgである。
【0083】
また、ガラス繊維混綿化による耐熱性向上効果率を以下の計算式にて求めた。
耐熱性向上効果率(%)=(有機繊維100%フェルトの重量変化率÷有機繊維50%とガラス繊維50%フェルトの重量変化率)×100
(例)有機繊維がPPSの場合
(PPS100%フェルトの重量変化率÷PPS50%とガラス繊維50%フェルトの重量変化率)×100
なお、長期耐熱処理後のテーバ型磨耗試験の判定基準としては、耐熱性向上効果率が150%以上を○(マル)、125%以上150%未満を△(サンカク)、125%未満を×(バツ)と評価した。
【0084】
[総合判定]
総合判定の判定基準は、フェルト重量の変化率、大気塵捕集効率、集じん率、耐熱性向上効果率の判定で全項目が○(マル)の耐熱性フィルター材を○(マル)、△(サンカク)が3ヶ未満あるいは×(バツ)が2ヶ未満の耐熱性フィルター材を△(サンカク)、△(サンカク)が3ヶ以上あるいは×(バツ)が2ヶ以上の耐熱性フィルター材を×(バツ)とした。
【0085】
実施例1
まず、繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mmのPPS短繊維(東レ(株)製“トルコン”(R)S301(レギュラー)−2.2T51mm)を用い、単糸番手20s、合糸本数2本の紡績糸(総繊度600dtex)を得た。これを平織りとし経糸密度28本/2.54cm、緯糸密度18本/2.54cm、カバーファクターが1127、ガーレ剛軟度158mgのPPS紡績糸からなる図1の織物2を得た。
【0086】
次に、繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mmのPPS短繊維(東レ(株)製“トルコン”(R)S301(レギュラー)−2.2T51mm、比重1.34)40%と、繊度6.0dtex(繊維径23.9μm)、カット長51mm、捲縮数12.3個/25mm、比重1.34のPPS短繊維(東レ(株)製“トルコン”(R)S101(未延伸糸)−6.0T51mm)10%と、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))50%とを、ガラス繊維/PPS繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が213g/m2と219g/m2の2種類を作成した。
【0087】
そして、図1に示すように、それぞれの不織布1a、1bで織物2をサンドイッチし、さらにニードルパンチ加工により織物2と、上述の不織布1a、1bとを絡合させ、目付が602g/m2、総刺針密度が300本/cm2の耐熱性フィルター材を得た。なお、ここで得られた耐熱性フィルター材は、ニードルパンチ処理により収縮して理論上より目付が高くなっている傾向がみられた。
【0088】
さらに、耐熱性フィルター材のエアー流入面Aとエアー排出面の両側に、バーナー炎にて毛焼き処理、熱プレス加工を行いフィルター材の構成繊維を部分的に熱融着させ、目付が612g/m2、厚みが3.1mm、通気量が20.3cc/cm2/secの本発明の耐熱性フィルター材を得た。そして、このフィルター材に対し、上述した厚み、目付け、通気量等を測定の上、集塵性能を評価した。
【0089】
得られた耐熱性フィルター材の性能を後述の表1に示した。
【0090】
実施例2
今度は、開繊機処理工程のみ各種繊維をラチス上にまだらに配置させて開繊処理を行い、その他は実施例1と同様の方法で耐熱性フィルター材を作成し、目付624g/m2、厚みが3.1mm、通気量が21.9cc/cm2/secの耐熱性フィルター材を得た。
【0091】
得られた耐熱性フィルター材の性能を表1に示した。
【0092】
実施例3
実施例1と同様の方法で耐熱性フィルター材を作成し、目付634g/m2、厚みが3.2mm、通気量が21.2cc/cm2/secの耐熱性フィルター材を得た。さらに、その片面の毛焼き処理面に厚さ30μm、孔径15μmの図2のフッ素樹脂製微多孔膜3(住友電工ファインポリマー(株)製“ポアフロン(R)メンブレン”AP1500−30)を積層し、60TON熱プレスにて温度200℃、プレス圧力5kPa、加圧時間30秒でラミネート加工を行い目付643g/m2、厚みが3.3mm、通気量が4.9cc/cm2/secの耐熱性フィルター材を得た。
【0093】
得られた耐熱性フィルター材の性能を表1に示した。
【0094】
比較例1
繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mm、比重1.34のPPS短繊維(東レ(株)製“トルコン”(R)S301(レギュラー)−2.2T51mm)75%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))25%をPPS繊維/ガラス繊維の順にラチスに積層し、開繊機にて開繊処理をし、ローラーカード装置、クロスラッパーにてカーディング処理を行い、刺針密度40本/cm2で仮ニードルパンチした不織布1として、目付が225g/m2と238g/m2の2種類を作成し、それぞれを重ね合わせた状態でさらにニードルパンチ加工により不織布を絡合させ、織物構造体を含まない状態の目付が560g/m2、厚みが2.9mm、通気量が30.2cc/cm2/secの耐熱性フィルター材を得た。
【0095】
比較例1のフィルター材は、開繊機による繊維の開繊方法とフィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。
【0096】
得られた耐熱性フィルター材の性能を表1に示した。
【0097】
比較例2
繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mm、比重1.34のPPS短繊維(東レ(株)製“トルコン”(R)S301−2.2T51mm)をオープナー、カーディング処理して刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が210g/m2と223g/m2の2種類を作成した。
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が529g/m2、厚みが2.4mm、通気量が33.6cc/cm2/secのガラス繊維を含まない耐熱性フィルター材を得た。
【0098】
比較例2のフィルター材は、フィルター材にガラス繊維および織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。得られた耐熱性フィルター材の性能を表1に示した。
【0099】
比較例3
繊度7.4dtex(繊維径13.5μm)、カット長70mm、捲縮数11.6個/25mm、比重2.3のPTFE短繊維(東レ(株)製“トヨフロン”(R)T201−7.4T70mm)をオープナー、カーディング処理して刺針密度40本/cm2で仮ニードルパンチした不織布1として、目付が217g/m2と225g/m2の2種類を作成した。
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が561g/m2、厚みが2.1mm、通気量が34.6cc/cm2/secの耐熱性フィルター材を得た。
比較例3のフィルター材は、フィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。
【0100】
得られた耐熱性フィルター材の性能を表1に示した。
【0101】
比較例4
繊度7.4dtex(繊維径13.5μm)、カット長70mm、捲縮数11.6個/25mm、比重2.3のPTFE短繊維(東レ(株)製“トヨフロン”(R)T201−7.4T70mm)50%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))50%をPTFE繊維/ガラス繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が223g/m2と217g/m2の2種類を作成した。
【0102】
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が582g/m2、厚みが2.0mm、通気量が33.4cc/cm2/secの耐熱性フィルター材を得た。
【0103】
比較例4のフィルター材も、開繊機による繊維の開繊方法とフィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。得られた耐熱性フィルター材の性能を表1に示した。
【0104】
比較例5
繊度2.2dtex(異型断面)、カット長55mm、捲縮数10.0個/25mm、比重1.4のポリイミド短繊維(INSPEC FIBRES Inc“P84”(R)をオープナー、カーディング処理して刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が207g/m2と204g/m2の2種類を作成した。
【0105】
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が533g/m2、厚みが2.9mm、通気量が28.6cc/cm2/secの耐熱性フィルター材を得た。
比較例5のフィルター材は、フィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。
【0106】
得られた耐熱性フィルター材の性能を表2に示した。
【0107】
比較例6
繊度2.2dtex(異型断面)、カット長55mm、捲縮数10.0個/25mm、比重1.4のポリイミド短繊維(INSPEC FIBRES Inc“P84”(R))50%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))50%をポリイミド短繊維/ガラス繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチした不織布1として、目付が211g/m2と223g/m2の2種類を作成した。
【0108】
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が544g/m2、厚みが2.7mm、通気量が29.4cc/cm2/secの耐熱性フィルター材を得た。
比較例6のフィルター材は、開繊機による繊維の開繊方法とフィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。
【0109】
得られた耐熱性フィルター材の性能を表2に示した。
【0110】
比較例7
繊度2.2dtex(繊維径14.2μm)、カット長40mm、捲縮数12.3個/25mm、比重1.38のメタ系アラミド短繊維(デュポン(株)製“ノーメックス”(R))をオープナー、カーディング処理して刺針密度40本/cm2で仮ニードルパンチした不織布1として、目付が211g/m2と206g/m2の2種類を作成した。
【0111】
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が581g/m2、厚みが3.0mm、通気量が27.6cc/cm2/secの耐熱性フィルター材を得た。
【0112】
比較例7のフィルター材は、フィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。得られた耐熱性フィルター材の性能を表2に示した。
【0113】
比較例8
繊度2.2dtex(繊維径14.2μm)、カット長51mm、捲縮数12.3個/25mm、比重1.38のメタ系アラミド短繊維(デュポン(株)製“ノーメックス”(R))50%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))50%をメタ系アラミド短繊維/ガラス繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が217g/m2と225g/m2の2種類を作成した。
【0114】
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が552g/m2、厚みが2.9mm、通気量が29.4cc/cm2/secの耐熱性フィルター材を得た。
比較例8のフィルター材は、開繊機による繊維の開繊方法とフィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。
【0115】
得られた耐熱性フィルター材の性能を表2に示した。
【0116】
比較例9
繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mm、比重1.34のPPS短繊維(東レ(株)製“トルコン”(R)S301−2.2T51mm)80%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))20%をガラス繊維/PPS繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が213g/m2と217g/m2の2種類を作成した。
【0117】
それ以外は実施例1と同様の方法で耐熱性フィルター材を作成し、目付が599g/m2、厚みが3.0mm、通気量が23.4cc/cm2/secの耐熱性フィルター材を得た。
【0118】
比較例9のフィルター材は、PPS繊維とガラス繊維の配合率が請求項の範囲外という点で実施例のフィルター材とは大きく異なるものである。
【0119】
得られた耐熱性フィルター材の性能を表2に示した。
【0120】
比較例10
繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mm、比重1.34のPPS短繊維(東レ(株)製“トルコン”(R)S301−2.2T51mm)20%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))80%をガラス繊維/PPS繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチしたが、不織布として形態を保持したものが得られなかった。比較例10のフィルター材は、PPS繊維とガラス繊維の配合率が請求項の範囲外という点で実施例のフィルター材とは大きく異なるものである。
【0121】
以上の実施例と比較例のフィルター材の試作および評価結果を表1、2に纏めて示した。
【0122】
【表1】

【0123】
【表2】
【0124】
表の評価結果から明らかなように、実施例1〜3の耐熱性フィルター材は、フィルター性能の全試験項目が○(マル)の判定であり、比較例1〜10の耐熱性フィルター材に比べ、フェルト製布および使用時における各種繊維の脱落量を抑制する点で工程通過性および耐久性に優れ、大気塵捕集効率にも優れ、集じん性能試験による初期30回後の捕集効率にも優れ、ガラス繊維混綿化による耐熱性向上効果率が最も高く優れている。
【0125】
一方、比較例1、2、3、5、7、9の大気塵捕集効率ならびに集じん率が低い原因としては、繊維経の細いガラス繊維の混綿比率が低いため、あるいはガラス繊維を混綿していないので、表面濾過が不十分となり、ダストケーキ層が形成されにくいため、長時間の運転で徐々にダストが濾材内部を浸透しているためである。また、比較例4、6、8の耐熱性向上効果率が低い原因としては、耐熱性フィルター材を構成するフッ素系繊維やポリイミド繊維ならびにメタ系アラミド繊維自身の常用使用温度がガラス繊維の常用使用温度とほとんど大差がないため、フッ素系繊維やポリイミド繊維ならびにメタ系アラミドにガラス繊維を混綿した不織布にしても、常用使用温度の低いPPS繊維ほどの耐熱性向上効果が得られないためである。さらに、比較例1〜9には織物構造体が含まれていないため、織物構造体を含む実施例1〜3よりも、耐熱寸法安定性や不織布自身の絡合性が劣る。かかる結果から、実施例1、2、3の耐熱性フィルター材の有機繊維とガラス繊維を含み、ガラス繊維の混綿比率を高くすることにより、耐熱性フィルター材の高捕集効率化および耐熱性向上化を図ることが可能であることが分かった。
【産業上の利用可能性】
【0126】
本発明は、例えばゴミ焼却炉、石炭ボイラーあるいは金属溶鉱炉などから排出される高温の排ガス中に含まれるダスト捕集用の他、例えばクリーニング用資材、保温材等の分野のダスト捕集にも適用可能である。
【図面の簡単な説明】
【0127】
【図1】本発明にかかる耐熱性フィルター材の分解断面図の一例である。
【図2】図1のものとは異なる態様の本発明にかかる耐熱性フィルター材の分解断面図の一例である。
【図3】図1〜2の本発明にかかる耐熱性フィルター材の大気塵捕集効率試験装置の概略図である。
【図4】図1〜2の本発明にかかる耐熱性フィルター材の集じん性能試験装置の概略図である。
【符号の説明】
【0128】
1a 不織布
1b 不織布
2 織物
3 フッ素樹脂製微多孔膜
4 ダスト供給機
5 パルスジェット負荷機
6 上流チャンバー
7 ダストが含まれたエアー
8 払い落としダスト捕集部
9 耐熱性フィルター材
10 下流チャンバー
11 HEPAフィルター
12 流量計
13 送風機
14 ダストが除去されたエアー
15 デジタルジ差圧計
16 大気塵エアー
17 大気塵が除去されたエアー
18 パーティクルカウンター(上流)
19 パーティクルカウンター(下流)
A エアー流入方向
【技術分野】
【0001】
本発明は、高温の排ガス中に含まれるダストを高い捕集効率にて濾過するためのフィルター材であって、かつ、ポリフェニレンサルファイド繊維100%からなる耐熱性フィルター材よりも高い運転温度領域で使用することができる、耐熱性に優れた耐熱性フィルター材およびその製造方法に関する。
【背景技術】
【0002】
従来から、空気を清浄化する濾布である耐熱性フィルター材には、内部濾過用耐熱性フィルター材と表面濾過用耐熱性フィルター材とがあり、例えば集塵機では表面濾過用耐熱性フィルター材が用いられる。ここで表面濾過とは、ダストを耐熱性フィルター材表面で捕集してダスト層を耐熱性フィルター材表面に形成させ、そのダスト層によって次々にダストを捕集し、ダスト層がある程度の厚さになったら耐熱性フィルター材表面からダスト層を除去し、再び耐熱性フィルター材表面に新しいダスト層を形成させる操作を繰り返すものである。
【0003】
この表面濾過用の耐熱性フィルター材としては、一般に不織布が利用され、例えばニードルパンチフェルトを加圧加熱(カレンダー)処理して表面を平滑にしたもの、更にはニードルパンチフェルトの表面にシリコーン樹脂やフッ素樹脂を加工、またフッ素樹脂製微多孔膜をラミネートしてダスト層の高剥離性を付与したもの、ダストの捕集効率を高めるため、濾過層を形成する繊維の直径を細くし表面積を大きくしたものなどが知られている(例えば特許文献1参照)。
【0004】
特にゴミ焼却炉、石炭ボイラー、あるいは金属溶鉱炉などから排出される排ガスは60〜200℃もの高温になり、この高温排ガスを濾過するための耐熱性フィルター材を構成する繊維としては、耐熱性および耐薬品性に優れたポリフェニレンサルファイド(以下、PPSと略す。)繊維、メタ系アラミド繊維、フッ素系繊維、ポリイミド繊維などが好適であり、これらの素材を用いてニードルパンチあるいはウォータージェットパンチなどで繊維を絡合させて一体化し、これをバグフィルターなどの形態にした耐熱性フィルター材が用いられてきた(例えば特許文献1参照)。
【0005】
一般に、これらの耐熱性フィルター材は、ゴミ焼却炉などにおける使用において、高温排ガスやその排ガス中に含まれる薬品などによる化学的な劣化と、これに加え、排ガス濾過時の圧力損失や逆洗時のパルスジェットによる摩耗や屈曲による物理的な劣化が同時に進行するものである。したがって、バグフィルターに用いられる耐熱性フィルター材には、上述したダスト捕集効率、耐熱性、耐薬品性、耐加水分解性に加え、耐摩耗性などの機械的強度が要求される。
【0006】
これらの要求特性に応える耐熱性フィルター材として、前述の特許文献1のフィルター材は、濾過層を形成する繊維の直径を細くして、ダストの捕集効率と剥離性を高める方策としてポリフェニレンンサルファイド繊維にガラス繊維を5〜50%混入した耐熱性ニードルフェルトフィルター材であるが、この方法では確かにダストの捕集効率が高く、ダストの剥離性に優れたフィルター材が得られる可能性はあるものの、ガラス繊維には他の化学合成繊維に一般的に存在するけん縮が存在しないため、PPS繊維との絡合性が弱く、十分なフェルト強度を得られるものではなかった。また、濾布表面でPPS繊維とガラス繊維同士が部分的にしか熔融していないため、繰り返しダスト払い落とし時のパルス圧等の衝撃力によって、徐々にフェルト表面に繊維の毛羽立ちが発生し、さらにはフェルトを構成している繊維が脱落するという問題があったためユーザーより脱落抑制や機械的強度の改善要望があった。
【0007】
また、他の提案として、PPS繊維とガラス転移温度が100℃以上もしくはガラス転移点を有しない繊維、例えばガラス繊維を混綿した不織布とし、繊維同士の交点が合成樹脂により拘束されていることを特徴とする耐熱性布帛およびそれからなるフィルターが提案されている(例えば、特許文献2参照)。この方法では確かに、高温下での布帛の剛性が高くプリーツ形態保持性に優れ、引張破断強力を高くすることができる点で良好なものの、ガラス繊維とPPS繊維との絡合性を解決することは提案できていないため、合成樹脂を用いることで布帛全体の強度を改善する必要性があった。一方で合成樹脂を多量に複合して布帛の強度を改善しても、樹脂による繊維同士の拘束力が強くろ布の剛性が高すぎるため、布帛が硬くなって繰り返しダスト払い落とし時のパルス圧等の衝撃力により布帛が適度に変形せず、衝撃力を吸収できないため、その部位に応力が集中しやすくなって破れが発生するという懸念があった。
【0008】
また、捲縮を有する延伸PPS繊維と未延伸PPS繊維からなる湿式不織布が提案されている(例えば、特許文献3参照)。この方法では確かに、延伸PPSがけん縮を有するので繊維同士の絡合が強いため湿潤強力を高くすることができ、従来は達成できなかった連続抄紙が可能であり、さらに未延伸PPS繊維を熱融着することで十分なシート強力を得ることができる点で良好なものの、けん縮を有さないガラス繊維を含む本発明の耐熱性フィルター材とは未延伸PPS繊維を用いる点で構成が近似しているが、けん縮を有さないガラス繊維とPPS繊維との絡合性を解決する手法について提案するものではなく、さらにまた、使用用途や要求特性が全く異なるものでもあった。
【0009】
一方、PPS繊維自体は価格も安く耐薬品性が極めて優れているにもかかわらず、耐熱性は前述のメタ系アラミド繊維、フッ素系繊維、ポリイミド繊維に比較して低く、連続190℃以上の高温下で使用されるフィルター材には適用できないという問題があった。
【特許文献1】特許2594844号(請求項1)
【特許文献2】特開2001−192953号公報(請求項1)
【特許文献3】特開平9−67786号公報(請求項3)
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、かかる従来技術の背景に鑑み、例えばゴミ焼却炉、石炭ボイラー、あるいは金属溶鉱炉などから排出される60〜200℃もの高温の排ガス中に含まれるダストを高い捕集効率にて濾過するための耐熱性フィルター材において、フィルター材に織物を用いることでフェルトを構成する繊維、特にけん縮を有さないガラス繊維と耐熱性有機繊維との一体化の問題を解決し、また、これら繊維と織物との絡合性に優れ、フェルト全体の絡合性を高くでき、さらに熱融着部によりガラス繊維の脱落量を軽減するとともに、熱による寸法安定性に優れ、PPS繊維100%からなる従来の耐熱性フィルター材よりも高い運転温度領域で使用することができる、耐熱性に優れた耐熱性フィルター材およびその製造方法を提供せんとするものである。
【課題を解決するための手段】
【0011】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。すなわち、本発明の耐熱性フィルター材は、耐熱性有機繊維とガラス繊維とを含む耐熱性フィルター材において、該耐熱性有機繊維が、少なくとも延伸糸からなるポリフェニレンサルファイド繊維を含み、前記耐熱性フィルター材が、織物構造体を含んで構成されていることを特徴とする。
【0012】
ここで、織物構造体のカバーファクターとしては、100〜2000の範囲内のものが好ましく、剛軟度としては、50〜250mgの範囲内のものが好ましい。
ポリフェニレンサルファイド繊維は、未延伸糸を含んでいるものが良い。また、耐熱性フィルター材を構成する繊維の配合率は、ポリフェニレンサルファイド繊維が25〜75重量%の範囲内であり、ガラス繊維が25〜75重量%の範囲内であるものが好ましい。そして、耐熱性フィルター材を構成している繊維全体が、部分的に熱融着されているのが好ましい。 さらに、耐熱性フィルター材の濾過層表面に、フッ素樹脂製微多孔膜が貼り合わせられているものが好ましい。
【0013】
本発明のバグフィルターは、上記いずれかの耐熱性フィルター材を濾布として構成されてなるものである。
【0014】
本発明の耐熱性フィルター材の製造方法は、少なくとも次の工程を順次経てなる製造方法である。
【0015】
第1工程:耐熱性有機繊維25〜75重量%と、ガラス繊維25〜75重量%をそれぞれの配合率にとりわけ、一定面積のラチス上に前記繊維を積層し、開繊機にて前記繊維を混綿する混綿工程。
【0016】
第2工程:ローラーカードにて繊維方向を一定方向に引き揃えてウエブを作成し、さらに目付が125〜400g/m2の範囲内になるようにウエブを折り重ね、得られたウエブと、別に準備した耐熱性繊維からなる織物を組み合わせて、厚み方向にニードルパンチ処理を行うローラーカード/ニードルパンチ工程。
【0017】
ここで、第1工程に記載の混綿工程において、耐熱性有機繊維とガラス繊維のうち、比重の高い繊維が上になるように積層するのが好ましく、第1工程に記載の混綿方法が、一定面積のラチス上に前記それぞれの繊維をまだらに配置させるのが好ましい。
【0018】
また、第1工程の耐熱性有機繊維としてポリフェニレンサルファイド繊維を用いるとともに、更に次の第3工程を経るのが好ましい。
【0019】
第3工程:第2工程で得られた不織布の片面あるいは両面に、加熱処理を行い、前記ポリフェニレンサルファイド繊維を融着させる工程。
【0020】
また、耐熱性フィルター材の片面にフッ素樹脂製微多孔膜を積層し、熱プレスロールにて熱圧着させて一体化するのが好ましい。
【発明の効果】
【0021】
本発明によれば、フィルター材として織物構造体を用いることでフェルトを構成する繊維、特にけん縮を有さないガラス繊維と耐熱性有機繊維が、織物との絡合性に優れ、フェルト全体の絡合性を高くでき、さらに熱融着部によりガラス繊維の脱落量を軽減するとともに、熱による寸法安定性に優れ、PPS繊維100%からなる従来の耐熱性フィルター材よりも高い運転温度領域で使用することができる、耐熱性に優れた耐熱性フィルター材およびその製造方法を提供することができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明の耐熱性フィルター材およびその製造方法を実施するための最良の形態を実施例の図面を参照しながら説明する。
【0023】
図1〜2は、本発明にかかる耐熱性フィルター材の厚み方向の分解断面図、図3〜4は、本発明にかかる耐熱性フィルター材の集じん性能を試験するための試験装置の概略図である。
【0024】
図1において、本発明の耐熱性フィルター材は、不織布1と、織物2と、前記不織布1とから構成され、これらは図のように織物2の両面を不織布1がサンドイッチ状に挟んで一体に積層されたものである。
【0025】
不織布1は、本発明の耐熱性フィルター材のベースとなるもので、不織布1としては、耐熱性有機繊維とガラス繊維を含んで構成されたもので、該耐熱性有機繊維として延伸糸からなるPPS繊維が使用されている。
【0026】
本発明で言う「耐熱性有機繊維」としては、少なくとも延伸糸からなるPPS繊維を含むことが必須である。また、「PPS繊維」とは、耐熱性、耐薬品性、耐加水分解性に優れていることで知られている繊維であり、該繊維はその構成単位の90%以上が−(C6H4−S)−で構成されるフェニレンサルファイド構造単位を含有する重合体からなる繊維である。したがって、この繊維を使用すれば、耐熱性、耐薬品性、耐加水分解性に優れた耐熱性フィルター材を得ることができる。それ以外の耐熱性有機繊維としては、例えばパラ系アラミド繊維、メタ系アラミド繊維、ポリイミド繊維、フッ素系繊維および炭素繊維なども使用することができる。
【0027】
ところで、本発明において、特に延伸糸からなるPPS繊維を必須の構成要件として用いるのは、耐薬品性、耐加水分解性、捲縮率の観点からであり、延伸糸を用いると耐熱寸法安定性が格段に向上するからである。また、かかる延伸糸からなるPPS繊維にガラス繊維を混綿することにより、安価でありながら高捕集効率化を達成することが可能となるからである。「ガラス繊維」は、上述のPPS繊維に比べ耐薬品性、耐加水分解性には劣るものの、他の耐熱性有機繊維や炭素繊維に比べると、最も安価で耐熱性に優れた繊維であり、PPS繊維と繊度の細いガラス繊維を混綿することによって、フィルター表面の繊維表面積を大きくすることができ、高捕集効率の耐熱性フィルター材を提供することができる。
【0028】
なお、本発明の耐熱性フィルター材に用いる耐熱性有機繊維としては、常用使用温度が150℃以上に耐えられるものが好ましいが、たとえばポリプロピレン繊維、ポリエチレン繊維、ポリエステル繊維、ポリアミド繊維などの通常合成繊維は常用使用温度が150℃未満のため、本発明の耐熱性有機繊維としては使用されない。
【0029】
本発明の耐熱性フィルター材の捕集効率は、フィルターを構成する繊維の繊度を細くすると向上させることができるが、別の方法として、繊維の表面摩擦係数や帯電性の異なる異繊維同士を混綿することによっても、捕集効率を向上させることができる。さらにまた、帯電性の異なる繊維同士を混綿することにより、繊維間で電気的な作用が働き(トリボエレクレット効果)捕集効率を向上させることが可能となる。
【0030】
延伸糸からなるPPS繊維とガラス繊維とを組み合わせると、上述の捕集効率の向上効果のほかに、PPS繊維の常用使用温度を引き上げるという耐熱性向上効果を奏することができる。すなわち、ガラス繊維の常用使用温度は260℃であり、これに近い常用使用温度を有する耐熱性有機繊維との組み合わせでは、該常用使用温度の改善をすることはできない。したがって、たとえばフッ素系繊維やポリイミド繊維の常用使用温度は260℃であり、メタ系アラミド繊維の常用使用温度は210℃であるから、かかる耐熱性有機繊維とガラス繊維との組み合わせでは、さして大きな改善効果は期待できないのである。ところが、延伸糸からなるPPS繊維の常用使用温度は190℃と低いため、この繊維と常用使用温度260℃のガラス繊維とを混綿して構成された不織布は、常用使用温度差が大きい繊維同士の組み合わせとなるので、従来のPPS繊維100%の不織布と比べると、特筆すべき向上幅の大きい耐熱性向上効果が得られるのである。ここで常用使用温度とは、10万時間暴露で強度が半分となる温度である。
【0031】
次に、不織布1と不織布1の中間に積層される織物2(織物構造体)としては、カバーファクター(以下、CFという。)が100〜2000の範囲内のものであるものが好ましい。
【0032】
ここで、本発明で言う「織物構造体」とは、耐熱性フィルター材の補強用織物のことを言い、織物構造体の織組織には特に限定されない。また、「CF」とは、織物の緻密さを表すものであり、次式で表現される値である。
CF=(経糸密度(本/2.54cm))×(経糸繊度(dtex))(0.5)+(緯糸密度(本/2.54cm))×(緯糸繊度(dtex))(0.5)。
【0033】
けん縮を有さないガラス繊維、耐熱性有機繊維と、織物構造体とが十分に絡合するためには、織物は一定の緻密さを有するものが好ましい。CFが100未満であると織物構造体自身の強度が低く耐熱寸法安定性も悪くなる傾向となり、CFが2000を越える織物構造体を用いると織物が緻密になりすぎるため、絡合処理時にけん縮を有さないガラス繊維との絡合が十分に生じないため好ましくない。CFのより好ましい範囲は500〜1800である。
【0034】
用いる織物構造体の剛軟度は50〜250mgの範囲内のものが好ましい。剛軟度が50mg未満であると剛性が低くなる傾向となり、250mgを越える織物を用いると、例えばニードルパンチのような絡合処理の時にけん縮を有さないガラス繊維が絡むよりも折損する部分が多く発生し、結果的にガラス繊維と耐熱性有機繊維、織物構造体が十分に絡合しないので好ましくない。より好ましい剛軟度の範囲は120〜200mgである。
【0035】
また、織物構造体の構成繊維としては、例えば有機繊維や無機繊維などの耐熱性を有するものが好ましく、パラ系アラミド繊維、メタ系アラミド繊維、PPS繊維、ポリイミド繊維、フッ素系繊維、炭素繊維、ガラス繊維などを用いることができる。中でも耐薬品性、耐加水分解性の観点から特にPPS繊維、フッ素系繊維を用いることが好ましい。かかるフッ素系繊維は、従来公知のマトリックス紡糸法により製造されるものや、エマルジョン紡糸法またはペースト押出法などによって得られるものも差し支えなく用いることができる。PPS繊維としては、紡績糸またはマルチフィラメントを用いることが好ましい。特に、紡績糸は、繊維の表面積が多くなるため、不織布との絡合性に優れる点でより好適である。
【0036】
PPS繊維よりも高い耐熱性を有し、耐薬品性にも優れるフッ素系繊維としては、その重合体の繰り返し構造単位の90%以上が、主鎖または側鎖にフッ素原子を1個以上含むモノマーで構成された繊維であれば、いずれのものでも使用することができるが、フッ素原子数の多いモノマーで構成された繊維ほど好ましく、例えば、4フッ化エチレン−6フッ化プロピレン共重合体(FEP)、4フッ化エチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、または、エチレン−4フッ化エチレン共重合体(ETFE)、またはポリ4フッ化エチレン(PTFE)などを使用することができる。かかるフッ素系繊維としては、耐熱性、耐薬品性、また表面低摩擦性に特に優れているポリ4フッ化エチレン(PTFE)を用いることがさらに好ましい。
【0037】
かかる織物構造体を構成する繊維の繊度としては、適度な強度を有しているものであれば特に限定するものではないが、繊度が太すぎると、織条件によっては織物の目が詰まりしやすい傾向にあり、圧力損失が高くなってしまうため好ましくない。逆に、繊度が細すぎると、織り密度が低くなり、通気量は高くなるので、圧力損失は低くなる傾向が出てくるが、織物自身の強度が低下してしまい、耐熱性フィルター材の機械強度を損なう傾向がある。したがって、織物を構成する繊維の総繊度としては、好ましくは100〜1000dtex、より好ましくは300〜600dtexの範囲内にあるのが、適度な強度を有し、また、高温時の形態保持性に優れた耐熱性フィルター材を提供することができる。総繊度が100dtex未満になると、かかる織物と不織布を積層してニードルパンチ、またはウォータージェットパンチにより絡合させ、一体化させた場合でも、織物積層化による寸法安定性や引張強力の向上効果を十分に得ることができない。また、総繊度が1000dtexを超えると、寸法安定性や引張強力には優れるものの、耐熱性フィルター材の通気量が低くなる傾向が出てくるため、フィルター性能である捕集効率は良くなるが、初期の圧力損失が高くなり、これを耐熱性フィルター材でバグフィルターとした場合は、その寿命を短くしてしまうため好ましくない。
【0038】
かかる織物構造体の織組織としては、フィルター性能である圧力損失に影響しないように目の粗い織り組織にすることが好ましく、一般的な構造としては、平織り、二重織り、三重織り、綾織り、朱子織りなどが挙げられるが、特に低コストで汎用的な平織りの織物で満足した性能のものが得られるため好ましく用いられる。織目付としては、好ましくは49〜270g/m2の範囲内、さらに好ましくは100〜150g/m2の範囲内であるものが使用される。
【0039】
本発明において、ガラス繊維の混綿比率を高くする手段としては、通常、混綿する対象繊維の捲縮率を高くし、繊維同士の絡合性を良くする手段が採用されるが、しかし、極端に混綿する対象繊維の捲縮率を高くしすぎると、フェルト製布時において、ローラーカードで引き揃えられた繊維をフライコームでかき落とすことが困難となり、場合によっては、ローラーカードへの埋綿等の問題が発生し、工程通過性不良の原因となる可能性が高くなる。
【0040】
かかる場合には、未延伸糸からなるPPS繊維を少量混入し、フェルトを製布した後に熱処理加工を施し、未延伸糸を熱で部分的に溶融させ混綿する対象繊維同士を熱融着にて固定させることにより繊維同士の絡合性を高め、かつ、ガラス繊維の脱落を低減することが最も好ましい手段である。
かかる未延伸糸からなるPPS繊維としては、特に限定するものではなく、部分的に未延伸の部分を有していれば、熱融着により混綿する繊維同士の絡合性は十分に高めることが可能である。かかる上述のような熱融着により繊維同士を固定してフェルトの絡合性を高める手段としては、一般的には、低融点の熱融着繊維などを少量だけ混綿させる場合が多いが、低融点の熱融着繊維では優れた耐熱性が得られず、また耐薬品性にも劣るため、本発明においては耐熱性及び耐薬品性に優れている、未延伸糸からなるPPS繊維を用いることが好ましい。
【0041】
かかる未延伸糸からなるPPS繊維の比率は、ガラス繊維の比率を高くするほど高くする必要があるが、未延伸糸からなるPPS繊維の比率は、ガラス繊維の混綿比率に対して1〜10重量%程度混綿することにより、繊維同士の絡合性が向上し、画期的なガラス繊維脱落量低減効果を有する。
【0042】
PPS繊維とガラス繊維の混綿比率としては、それぞれ25〜75重量%、75〜25重量%の範囲内が好ましい。PPS繊維の混綿比率が25重量%未満となると、ガラス繊維の混綿比率が高くなるので、細い繊維の混綿比率が増えて捕集効率は向上するが、耐熱性フィルター材自身の耐薬品性や耐加水分解性が低下するため好ましくない。さらに、PPS繊維の混綿比率が75重量%を超えると、ガラス繊維の混綿比率が低くなるので、PPS繊維の混綿比率が増えて耐薬品性や耐加水分解性は優れるが、耐熱性フィルター材の捕集効率が大幅に低下するため好ましくない。
【0043】
耐熱性繊維からなる不織布、あるいは、該不織布と織物を絡合する手段としては、ニードルパンチおよびウォータージェットパンチから選ばれた少なくとも一方の手段が好ましい。絡合強度の上からは、前者のニードルパンチが好ましく採用されるが、要求される圧力損失や捕集性能によってはウォータージェットパンチが好ましい場合があり、また、これらの組合せ処理が施されたものが、バランス調整されたものを与える場合があるので、適宜選択して採用するのが好ましい。
【0044】
本発明の耐熱性フィルター材は、不織布の片面あるいは両面に加熱処理を行い、不織布を構成するポリフェニレンサルファイド繊維を融着させることにより、フェルトの絡合性に優れるとともに、ダストが堆積するエアー流入面の濾過層の繊維の一部も融着させるため、さらにダスト剥離性能や捕集性能を高めることができる。かかる融着方法としては、毛焼処理やミラー加工などの方法を用いることができる。特にダスト捕集効率の高いものが要求される場合は、両面とも処理を施したものが好ましく使用されるが、具体的には、耐熱性フィルター材の濾過面に、バーナー炎あるいは赤外線ヒーターなどによる毛焼き処理を行ったり、熱ロールでプレスするものである。かかる処理を施すことによって、濾布表面ならびにフェルトを構成している繊維全体を部分的に熱融着したり、目詰めしたり、さらに両方の手段でカレンダー加工することにより、捕集性能を向上させることができる。
【0045】
さらに、本発明の耐熱性フィルター材においては、図3に示すようにそのエアー流入面にフッ素樹脂製微多孔膜3を貼り合わせることにより、ダスト剥離性能や捕集性能を向上させることができる。かかるフッ素樹脂製微多孔膜3としては、優れた耐熱性と化学安定性をもつポリテトラフルオロエチレン(PTFE) 樹脂からなるものが好ましい。かかるフッ素樹脂製微多孔膜を用いることにより、ほとんどのアルカリ、酸、溶剤に対して安定で耐薬品性に優れ、低摩擦抵抗のためダストの剥離性に優れる。また、均一な孔径を有していることから、耐熱性フィルター材の表面にラミネートした場合でも、場所による通気性のバラツキ等も少なくダスト捕集効率に優れた耐熱性フィルター材を提供することができる。かかるフッ素樹脂製微多孔膜3の孔径としては、1〜20μmの範囲が、膜厚としては1〜100μmの範囲内が、目付としては1〜30g/m2の範囲内が、耐熱性フィルター材の圧力損失の上から好ましい。
【0046】
かかるフッ素樹脂製微多孔膜3の通気量としては、1〜20cc/cm2/secの範囲内が好ましい。通気量が1cc/cm2/sec未満だと、初期の圧力損失が高くなるため、集塵機の運転状態によっては、パルスジェットの頻度が多くなり、バグフィルターの寿命が短くなる可能性が高くなる。逆に20cc/cm2/secを越えると、圧力損失が低くなり、パルスジェットの頻度は軽減するが、フッ素樹脂製微多孔膜ラミネート化によるダスト剥離性や捕集性能が十分高くすることができず、該微多孔膜と不織布(フェルト基材)の間にダストが進入する可能性が高くなり、差圧が異常上昇し、最悪の場合はフィルターが破損することがあるので好ましくない。
【0047】
次に、本発明の耐熱性フィルター材の製造方法の一例を前述の図面を参照しながら、以下工程別に説明する。なお、次の1〜4までの工程は本発明の製造方法に必須の工程であるが、その他の工程は所望により行われる。
【0048】
1.不織布原綿の混綿工程
この工程では、不織布1のウェブの構成繊維である耐熱性有機繊維の原綿とガラス繊維の原綿とを混綿する。まず、耐熱性有機繊維とガラス繊維をそれぞれが25〜75重量%と、ガラス繊維25〜75重量%の範囲内の配合率になるようにとりわけ、一定面積のラチス上に各繊維を積層し、無数の針の付いた回転ドラムからなる開繊機にて均一になるまで混綿する。
【0049】
2.カード工程
次に得られた混綿した原綿を用いて不織布1のウェブを製造する。まず、上記混綿した原綿を一定の方向に引きそろえる為に無数の針の付いた回転ドラム、シリンダーの中に投入し、カーディングして繊維を一定方向に引きそろえる。得られたウエブをクロスラッパーによりラチス上に一定の振幅で折り重ね、不織布1とする。最終的に仕上がるフェルトの目付としては、この時の原綿投入量とライン速度で決める。当然、原綿投入量が多くライン速度が遅ければ目付は高く、原綿投入量が少なくライン速度が早ければ目付は低くなる。
【0050】
3.織物構造体の製造工程
この工程では、耐熱性繊維を用いて織物構造体2を製織する。まず耐熱性繊維を上述と同様に一定方向に引き揃えて束上とし、徐々に細く引延ばし撚りをかけて紡績糸とする。次に、紡績糸をタテとヨコ方向それぞれ所定本数で製織するが、織物が緻密になりすぎると不織布との絡合性が不十分となるため、CFは100〜2000の範囲となるように製織する。
【0051】
4.不織布と織物構造体のニードルパンチ工程
図1に示すように、前工程で予め得られた耐熱性繊維からなる織物構造体2の片面に、エアー流入面の濾過層を形成する不織布1aを積層し、もう一方の面にエアー排出面の濾過層を形成する不織布1bを積層し少なくとも3層構造の不織布とする。得られた積層体は、全体を押さえロールによって軽く圧縮をかけラップ状態にしてから、ニードルパンチにより各積層体同士を厚み方向で絡合処理して、各層の構成繊維を一体化させ、織物構造体2を含んだ本発明の耐熱性フィルター材とする。なお、本発明におけるエアー流入面とは、表面濾過用耐熱性フィルター材において、ダストが含まれたエアーが最初に耐熱性フィルター材と接触する面のことを示し、ダストを耐熱性フィルター材表面で捕集しダスト層を形成させる面のことを表す。また、その裏面側でダストが除去されたエアーが排出される面のことをエアー排出面と定義する。
【0052】
かかる絡合処理のニードルパンチの針密度としては、耐熱性フィルター材の強度や見かけ密度、また通気量の点から300本/cm2以上であることが好ましい。かかる針密度は、少なすぎると繊維同士の絡合性が弱く、耐熱性フィルター材の強度が低くなってしまい、また見かけ密度も低くなる傾向があり、得られるフェルトの目も粗く、通気量も高くなりすぎてしまうため、ダストの捕集性能が悪くなる傾向があり好ましくない。逆に、針密度が多くなり過ぎた場合、ニードルによって繊維や織物(骨材)が傷つけられるため、耐熱性フィルター材の強度は低くなる場合があり好ましくない。また耐熱性フィルター材の収縮傾向が強くなるため、見かけ密度が上がって、ダスト捕集性能は良くなるが、通気量が低くなるため、使用初期の状態から圧力損失が高くなってしまい、短寿命化につながるため好ましくない。従って好ましい針密度は300〜900本/cm2、より好ましくは450〜800本/cm2の範囲内である。
【0053】
上述のことから、耐熱性フィルター材の見掛け密度としては、適宜ニードルパンチ条件を調整して、0.1〜1.5g/cm3の範囲内にすることが好ましく、さらには0.1〜0.6g/cm3の範囲内にすることが好ましい。また通気量についても、適宜ニードルパンチ条件を調整して、10〜80cc/cm2/secの範囲内が好ましい。不織布の目付としては、好ましくは250〜800g/m2の範囲内、さらに好ましくは500〜700g/m2の範囲内であるものが使用される。
【0054】
5.加熱、表面処理工程
次に、必要により、不織布の片面あるいは両面に加熱処理を行い、ポリフェニレンサルファイド繊維を融着させ、一体化させる。
【0055】
すなわち、加熱、表面処理の方法として、以下のA〜Cの方法を適宜選択して実施することが好ましい。
【0056】
A.得られた耐熱性フィルター材の片面、あるいは両面側からバーナー炎により毛焼き処理を行い、フィルター材の表面繊維の毛羽立ち部分を溶融して除去することによりダストの払い落とし性を良好にすると同時に、フィルター材を構成している各種繊維同士を部分的に熱融着させることにより、フィルター材の絡合性を向上させる表面処理工程。
【0057】
B.得られた耐熱性フィルター材の片面、あるいは両面側から赤外線ヒーターにより加熱処理を行い上述の毛焼き処理と同様にダスト払い落とし性、フィルター材の絡合性を向上させる表面処理工程。
【0058】
C.得られた耐熱性フィルター材の片面、あるいは両面側に熱ロールで加熱プレス処理を行い上述の毛焼き処理、あるいは赤外線ヒータによる過熱処理と同様にダスト払い落とし性、フィルター材の絡合性を向上させる表面処理工程。
【0059】
6. ラミネート工程
本発明の耐熱性フィルター材のダスト剥離性を向上させるには、さらには、図3に示すように、図1の不織布1の毛焼き処理面側(エアー流入方向A)にフッ素樹脂製微多孔膜3を積層し、熱プレスまたは熱プレスロール加工などにより圧着、融着といったラミネート加工法により貼り合わせをしてもよい。ラミネート加工時の熱プレスまたは熱プレスロール処理温度は、特に限定するものではないが、耐熱性有機繊維を基材とした耐熱性フィルター材を構成する繊維の種類により、処理温度は、該耐熱性有機繊維の融点もしくは分解点以下とすることが熱による強度劣化の影響がなく好ましく、例えば、設定温度は150〜500℃の範囲内とすることが好ましい。また、ラミネート加工時のプレス圧力も特に限定するものではないが、必要以上に高圧でプレス加工を施すと、フッ素樹脂製微多孔膜3の均一な孔径が損なわれる可能性があり、耐熱性フィルター材自体の通気量が低下するため、プレス圧力の設定としては、ラミネート加工後の通気量に影響が出ないことが好ましく、例えば、98〜980kPaの範囲内とすることが好ましい。
【0060】
以上に述べた本発明の製造方法において、さらに各工程を次の様にしても良い。すなわち、第1工程の不織布原綿の混綿工程においては、一定面積のラチス上に各種繊維を積層する際は、好ましくは、比重の高い繊維が上になるように積層した方が繊維の飛散が少なく均一に混綿できるので好ましい。かかる積層方法として、比重の低い繊維を上に積層した場合、積層した各種繊維の高さが嵩高になるため、ラチスによる搬送工程中に繊維が飛散してしまうため、所要の配合率になるように各種繊維を計量しても正しい混綿比率の不織布が得られなくなるので好ましくない。また、同様に開繊機による各種繊維の開繊工程においても、回転ドラムにより発生する風圧により、比重の低い繊維は飛散してしまため、同様に正しい混綿比率の不織布が得られなくなるので好ましくない。上述のことから、第1工程の各種繊維の配合方法においては、一定面積のラチス上に各種繊維を積層する際は、比重の高い繊維が上になるように各種繊維の間で傾斜をつけることにより、比重の高い繊維が比重の低い繊維を押さえるようなかたちとなり、繊維の飛散を抑制し積層した際の各種繊維の高さも低減できるため好ましい。
【0061】
次に、上述の第1工程における各種繊維の混綿方法においては、好ましくは一定面積のラチス上に各種繊維をまだらに配置させることが均一に混綿できる点で好ましい。かかる混綿方法として、ラチス上で各種繊維をまだらにしない場合、開繊機のみでは部分的に開繊が不十分な箇所があるため好ましくない。上述のことから、第1工程の各種繊維の混綿方法においては、一定面積のラチス上に各種繊維をある程度まだらに配置させることにより、部分的に開繊が不十分な箇所がなく各種繊維の混綿状態が良好となるため好ましい。
【0062】
このようにして得られた本発明の耐熱性フィルター材は、袋状に縫製し、耐熱性の要求されるゴミ焼却炉や石炭ボイラー、もしくは金属溶鉱炉などの排ガスを集塵するバグフィルターとして好適に使用される。この縫製に使用される縫糸としては、該耐熱性フィルター材やそれを構成する織物に使用した繊維と同様の、耐薬品性、耐熱性を有する繊維素材で構成された糸を使用するのが好ましく、たとえばPPS繊維やフッ素系繊維などを使用するのがよい。
【0063】
かかるバグフィルターを縫製する際は、フィルター材の表面処理面側あるいはフッ素樹脂製微多孔膜側が濾過面となるように縫製するのが、ダストの払い落とし性に優れるため好ましく、さらにはリテーナーとの摩耗から回避できるため好ましい。
【実施例】
【0064】
以下、本発明の実施例を具体的に説明する。
【0065】
なお、本発明の耐熱性フィルター材の各物性の測定方法は以下の通りとした。
【0066】
[目付]
耐熱性フィルター材を400mm角にカットして、その重量から算出した。
【0067】
[厚み]
シックネスダイヤルゲージ(押し圧力3.5N)にて測定した。測定箇所は無作為に6点選んで測定した。
【0068】
[通気量]
JIS L 1096(1990)に規定されるフラジール形法に基づいて測定した。測定箇所は、無作為に6点選んで測定した。
【0069】
[繊維の脱落量]
図4の集じん性能試験装置(JIS Z8908−1−2005)を用いて、本発明のフィルター材に対し繰り返しパルス負荷後のフェルト重量変化率の測定を行った。
【0070】
図4の集じん性能試験機を説明すると、図において、4はダスト供給機、5はパルスジェット負荷機、6は上流チャンバー、7はダストが含まれたエアー、8は払い落としダスト捕集部、9は本発明の耐熱性フィルター材、10は下流チャンバー、11はHEPAフィルター、12は流量計、13は送風機、14はダストが除去されたエアー、15はデジタルジ差圧計である。
【0071】
まず、本発明の耐熱性フィルター材9(濾過面積0.9m2)の下流側に設置された送風機13と流量計12により耐熱性フィルター材9に対し、濾過風速2.0m/minの気流を与え、一方耐熱性フィルター材9のエアー流入面側には、JIS10種ダストをダスト供給機4にてダスト供給量10g/hr(ダスト濃度1g/m3)に調整したダストを耐熱性フィルター材9に負荷した。そして、耐熱性フィルター材9の下流方向にあるパルスジェット負荷機5によりパルスジェット圧力500kPa(50msec)の条件で装置を運転させ、5秒間隔毎にパルスジェットを50,000回負荷し、パルス負荷前後のフェルト重量を計測し、次式から重量変化率を以下の計算式にて求めた。
重量変化率(%)=(1−(パルス負荷後フェルト重量÷パルス負荷前フェルト重量)×100
(注)パルス負荷前後フェルト重量の単位はgである。
【0072】
繊維の脱落量の判定基準は、重量変化率5%未満を○(マル)、5%以上10%未満を△(サンカク)、10%以上を×(バツ)とした。
【0073】
[大気塵捕集効率試験]
図3の装置(JIS B9908−1991に準拠)を用いて大気塵計数法による捕集効率の測定を行った。
【0074】
図3の大気塵捕集効率試験機において、9は本発明の耐熱性フィルター材、13は送風機、18、19はパーティクルカウンターである。
【0075】
すなわち、耐熱性フィルター材9(φ170mm)の下流側に設置された送風機13により耐熱性フィルター材9に対し、濾過風速1m/minの気流を5分間通気させた後、耐熱性フィルター材9の上流側の大気塵(粒径:0.3〜5μm)個数Aをリオン株式会社製パーティクルカウンター18によって測定し、同時に耐熱性フィルター材9の下流側の大気塵(粒径:0.3〜5μm)個数Bを同社製パーティクルカウンター19によって測定した。測定試料はn=3で行った。
【0076】
該大気塵個数から次式によって捕集効率を求めたものである。
大気塵捕集効率(%)=(1−(B÷A))×100
A:上流側大気塵個数
B:下流側大気塵個数
なお、大気塵捕集効率の判定基準は、粒径1μm未満のダスト捕集効率が50%以上を○(マル)、45%以上50%未満を△(サンカク)、45%未満を×(バツ)とした。
【0077】
[集じん性能試験]
図4の集じん性能試験装置(JIS Z8908−1−2005)を用いて繰り返しダスト払い落とし後の集じん率の測定を行った。
【0078】
耐熱性フィルター材9(濾過面積0.9m2)の下流側に設置された送風機13と流量計12により耐熱性フィルター材9に対し、濾過風速2.0m/minの気流を与え、耐熱性フィルター材9のエアー流入面側に、JIS10種ダストをダスト供給機4にてダスト供給量54g/hr(ダスト濃度5g/m3)に調整したダストを耐熱性フィルター材9に負荷した。そして、耐熱性フィルター材9の下流方向にあるパルスジェット負荷機5によりパルスジェット圧力500kPa(50msec)の条件で装置を運転させ、圧力損失が1.0kPaまで上昇する毎にパルスジェットを初期30回打ち、圧力損失の推移をデジタル差圧計15で連続モニターリングした。
【0079】
また、耐熱性フィルター材9の下流側にHEPAフィルター11を設置し、耐熱性フィルター材9から漏れ出たダストを捕集させ、ダストの供給量とダストの漏れ量から集じん率を以下の計算式にて求めた。
集じん率(%)=(ダスト供給量−ダスト漏れ量)÷ダスト供給量×100
(注)ダスト供給量とダスト漏れ量の単位はgである。
【0080】
なお、集じん性能試験の判定基準は、集じん率が99.9900%以上を○(マル)、99.9400%以上99.9900%未満を△(サンカク)、99.9400%未満を×(バツ)と評価した。
【0081】
[長期耐熱処理後のテーバ型磨耗試験(耐熱性向上効果率)]
JIS L 1096(1990)のテーバ型磨耗試験に準じて測定した。試験片サイズはφ130mm、試験数5枚、磨耗輪No.CS−17、荷重9.81N、磨耗回数500回の磨耗を付与し、試験前後の試験片重量から重量変化率を以下の計算式にて求めた。
【0082】
なお、テーバ型磨耗試験に供する試験片は事前に高温処理を施すこととし、処理温度条件は各種耐熱性フィルター材を構成する有機繊維の常用使用温度+30℃とし、処理期間は365日間とした。
重量変化率(%)=(試験前重量−試験後重量)÷試験前重量×100
(注)試験前後の重量の単位はgである。
【0083】
また、ガラス繊維混綿化による耐熱性向上効果率を以下の計算式にて求めた。
耐熱性向上効果率(%)=(有機繊維100%フェルトの重量変化率÷有機繊維50%とガラス繊維50%フェルトの重量変化率)×100
(例)有機繊維がPPSの場合
(PPS100%フェルトの重量変化率÷PPS50%とガラス繊維50%フェルトの重量変化率)×100
なお、長期耐熱処理後のテーバ型磨耗試験の判定基準としては、耐熱性向上効果率が150%以上を○(マル)、125%以上150%未満を△(サンカク)、125%未満を×(バツ)と評価した。
【0084】
[総合判定]
総合判定の判定基準は、フェルト重量の変化率、大気塵捕集効率、集じん率、耐熱性向上効果率の判定で全項目が○(マル)の耐熱性フィルター材を○(マル)、△(サンカク)が3ヶ未満あるいは×(バツ)が2ヶ未満の耐熱性フィルター材を△(サンカク)、△(サンカク)が3ヶ以上あるいは×(バツ)が2ヶ以上の耐熱性フィルター材を×(バツ)とした。
【0085】
実施例1
まず、繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mmのPPS短繊維(東レ(株)製“トルコン”(R)S301(レギュラー)−2.2T51mm)を用い、単糸番手20s、合糸本数2本の紡績糸(総繊度600dtex)を得た。これを平織りとし経糸密度28本/2.54cm、緯糸密度18本/2.54cm、カバーファクターが1127、ガーレ剛軟度158mgのPPS紡績糸からなる図1の織物2を得た。
【0086】
次に、繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mmのPPS短繊維(東レ(株)製“トルコン”(R)S301(レギュラー)−2.2T51mm、比重1.34)40%と、繊度6.0dtex(繊維径23.9μm)、カット長51mm、捲縮数12.3個/25mm、比重1.34のPPS短繊維(東レ(株)製“トルコン”(R)S101(未延伸糸)−6.0T51mm)10%と、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))50%とを、ガラス繊維/PPS繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が213g/m2と219g/m2の2種類を作成した。
【0087】
そして、図1に示すように、それぞれの不織布1a、1bで織物2をサンドイッチし、さらにニードルパンチ加工により織物2と、上述の不織布1a、1bとを絡合させ、目付が602g/m2、総刺針密度が300本/cm2の耐熱性フィルター材を得た。なお、ここで得られた耐熱性フィルター材は、ニードルパンチ処理により収縮して理論上より目付が高くなっている傾向がみられた。
【0088】
さらに、耐熱性フィルター材のエアー流入面Aとエアー排出面の両側に、バーナー炎にて毛焼き処理、熱プレス加工を行いフィルター材の構成繊維を部分的に熱融着させ、目付が612g/m2、厚みが3.1mm、通気量が20.3cc/cm2/secの本発明の耐熱性フィルター材を得た。そして、このフィルター材に対し、上述した厚み、目付け、通気量等を測定の上、集塵性能を評価した。
【0089】
得られた耐熱性フィルター材の性能を後述の表1に示した。
【0090】
実施例2
今度は、開繊機処理工程のみ各種繊維をラチス上にまだらに配置させて開繊処理を行い、その他は実施例1と同様の方法で耐熱性フィルター材を作成し、目付624g/m2、厚みが3.1mm、通気量が21.9cc/cm2/secの耐熱性フィルター材を得た。
【0091】
得られた耐熱性フィルター材の性能を表1に示した。
【0092】
実施例3
実施例1と同様の方法で耐熱性フィルター材を作成し、目付634g/m2、厚みが3.2mm、通気量が21.2cc/cm2/secの耐熱性フィルター材を得た。さらに、その片面の毛焼き処理面に厚さ30μm、孔径15μmの図2のフッ素樹脂製微多孔膜3(住友電工ファインポリマー(株)製“ポアフロン(R)メンブレン”AP1500−30)を積層し、60TON熱プレスにて温度200℃、プレス圧力5kPa、加圧時間30秒でラミネート加工を行い目付643g/m2、厚みが3.3mm、通気量が4.9cc/cm2/secの耐熱性フィルター材を得た。
【0093】
得られた耐熱性フィルター材の性能を表1に示した。
【0094】
比較例1
繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mm、比重1.34のPPS短繊維(東レ(株)製“トルコン”(R)S301(レギュラー)−2.2T51mm)75%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))25%をPPS繊維/ガラス繊維の順にラチスに積層し、開繊機にて開繊処理をし、ローラーカード装置、クロスラッパーにてカーディング処理を行い、刺針密度40本/cm2で仮ニードルパンチした不織布1として、目付が225g/m2と238g/m2の2種類を作成し、それぞれを重ね合わせた状態でさらにニードルパンチ加工により不織布を絡合させ、織物構造体を含まない状態の目付が560g/m2、厚みが2.9mm、通気量が30.2cc/cm2/secの耐熱性フィルター材を得た。
【0095】
比較例1のフィルター材は、開繊機による繊維の開繊方法とフィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。
【0096】
得られた耐熱性フィルター材の性能を表1に示した。
【0097】
比較例2
繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mm、比重1.34のPPS短繊維(東レ(株)製“トルコン”(R)S301−2.2T51mm)をオープナー、カーディング処理して刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が210g/m2と223g/m2の2種類を作成した。
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が529g/m2、厚みが2.4mm、通気量が33.6cc/cm2/secのガラス繊維を含まない耐熱性フィルター材を得た。
【0098】
比較例2のフィルター材は、フィルター材にガラス繊維および織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。得られた耐熱性フィルター材の性能を表1に示した。
【0099】
比較例3
繊度7.4dtex(繊維径13.5μm)、カット長70mm、捲縮数11.6個/25mm、比重2.3のPTFE短繊維(東レ(株)製“トヨフロン”(R)T201−7.4T70mm)をオープナー、カーディング処理して刺針密度40本/cm2で仮ニードルパンチした不織布1として、目付が217g/m2と225g/m2の2種類を作成した。
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が561g/m2、厚みが2.1mm、通気量が34.6cc/cm2/secの耐熱性フィルター材を得た。
比較例3のフィルター材は、フィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。
【0100】
得られた耐熱性フィルター材の性能を表1に示した。
【0101】
比較例4
繊度7.4dtex(繊維径13.5μm)、カット長70mm、捲縮数11.6個/25mm、比重2.3のPTFE短繊維(東レ(株)製“トヨフロン”(R)T201−7.4T70mm)50%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))50%をPTFE繊維/ガラス繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が223g/m2と217g/m2の2種類を作成した。
【0102】
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が582g/m2、厚みが2.0mm、通気量が33.4cc/cm2/secの耐熱性フィルター材を得た。
【0103】
比較例4のフィルター材も、開繊機による繊維の開繊方法とフィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。得られた耐熱性フィルター材の性能を表1に示した。
【0104】
比較例5
繊度2.2dtex(異型断面)、カット長55mm、捲縮数10.0個/25mm、比重1.4のポリイミド短繊維(INSPEC FIBRES Inc“P84”(R)をオープナー、カーディング処理して刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が207g/m2と204g/m2の2種類を作成した。
【0105】
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が533g/m2、厚みが2.9mm、通気量が28.6cc/cm2/secの耐熱性フィルター材を得た。
比較例5のフィルター材は、フィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。
【0106】
得られた耐熱性フィルター材の性能を表2に示した。
【0107】
比較例6
繊度2.2dtex(異型断面)、カット長55mm、捲縮数10.0個/25mm、比重1.4のポリイミド短繊維(INSPEC FIBRES Inc“P84”(R))50%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))50%をポリイミド短繊維/ガラス繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチした不織布1として、目付が211g/m2と223g/m2の2種類を作成した。
【0108】
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が544g/m2、厚みが2.7mm、通気量が29.4cc/cm2/secの耐熱性フィルター材を得た。
比較例6のフィルター材は、開繊機による繊維の開繊方法とフィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。
【0109】
得られた耐熱性フィルター材の性能を表2に示した。
【0110】
比較例7
繊度2.2dtex(繊維径14.2μm)、カット長40mm、捲縮数12.3個/25mm、比重1.38のメタ系アラミド短繊維(デュポン(株)製“ノーメックス”(R))をオープナー、カーディング処理して刺針密度40本/cm2で仮ニードルパンチした不織布1として、目付が211g/m2と206g/m2の2種類を作成した。
【0111】
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が581g/m2、厚みが3.0mm、通気量が27.6cc/cm2/secの耐熱性フィルター材を得た。
【0112】
比較例7のフィルター材は、フィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。得られた耐熱性フィルター材の性能を表2に示した。
【0113】
比較例8
繊度2.2dtex(繊維径14.2μm)、カット長51mm、捲縮数12.3個/25mm、比重1.38のメタ系アラミド短繊維(デュポン(株)製“ノーメックス”(R))50%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))50%をメタ系アラミド短繊維/ガラス繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が217g/m2と225g/m2の2種類を作成した。
【0114】
それ以外は比較例1と同様の方法で耐熱性フィルター材を作成し、目付が552g/m2、厚みが2.9mm、通気量が29.4cc/cm2/secの耐熱性フィルター材を得た。
比較例8のフィルター材は、開繊機による繊維の開繊方法とフィルター材に織物構造体を含まない点で実施例のフィルター材とは大きく異なるものである。
【0115】
得られた耐熱性フィルター材の性能を表2に示した。
【0116】
比較例9
繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mm、比重1.34のPPS短繊維(東レ(株)製“トルコン”(R)S301−2.2T51mm)80%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))20%をガラス繊維/PPS繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチした不織布1a、1bとして、目付が213g/m2と217g/m2の2種類を作成した。
【0117】
それ以外は実施例1と同様の方法で耐熱性フィルター材を作成し、目付が599g/m2、厚みが3.0mm、通気量が23.4cc/cm2/secの耐熱性フィルター材を得た。
【0118】
比較例9のフィルター材は、PPS繊維とガラス繊維の配合率が請求項の範囲外という点で実施例のフィルター材とは大きく異なるものである。
【0119】
得られた耐熱性フィルター材の性能を表2に示した。
【0120】
比較例10
繊度2.2dtex(繊維径14.5μm)、カット長51mm、捲縮数12.3個/25mm、比重1.34のPPS短繊維(東レ(株)製“トルコン”(R)S301−2.2T51mm)20%、繊度0.75dtex(繊維経6μm)、カット長50mm、捲縮数0個/25mm、比重2.54の非捲縮性ガラス繊維(ADVANCED GLASSFIBER YARNS LLC“DE GLASS”(R))80%をガラス繊維/PPS繊維の順にラチスに積層し、開繊機にて開繊処理を行い、ローラーカード装置、クロスラッパーにてカーディング処理をし、刺針密度40本/cm2で仮ニードルパンチしたが、不織布として形態を保持したものが得られなかった。比較例10のフィルター材は、PPS繊維とガラス繊維の配合率が請求項の範囲外という点で実施例のフィルター材とは大きく異なるものである。
【0121】
以上の実施例と比較例のフィルター材の試作および評価結果を表1、2に纏めて示した。
【0122】
【表1】
【0123】
【表2】
【0124】
表の評価結果から明らかなように、実施例1〜3の耐熱性フィルター材は、フィルター性能の全試験項目が○(マル)の判定であり、比較例1〜10の耐熱性フィルター材に比べ、フェルト製布および使用時における各種繊維の脱落量を抑制する点で工程通過性および耐久性に優れ、大気塵捕集効率にも優れ、集じん性能試験による初期30回後の捕集効率にも優れ、ガラス繊維混綿化による耐熱性向上効果率が最も高く優れている。
【0125】
一方、比較例1、2、3、5、7、9の大気塵捕集効率ならびに集じん率が低い原因としては、繊維経の細いガラス繊維の混綿比率が低いため、あるいはガラス繊維を混綿していないので、表面濾過が不十分となり、ダストケーキ層が形成されにくいため、長時間の運転で徐々にダストが濾材内部を浸透しているためである。また、比較例4、6、8の耐熱性向上効果率が低い原因としては、耐熱性フィルター材を構成するフッ素系繊維やポリイミド繊維ならびにメタ系アラミド繊維自身の常用使用温度がガラス繊維の常用使用温度とほとんど大差がないため、フッ素系繊維やポリイミド繊維ならびにメタ系アラミドにガラス繊維を混綿した不織布にしても、常用使用温度の低いPPS繊維ほどの耐熱性向上効果が得られないためである。さらに、比較例1〜9には織物構造体が含まれていないため、織物構造体を含む実施例1〜3よりも、耐熱寸法安定性や不織布自身の絡合性が劣る。かかる結果から、実施例1、2、3の耐熱性フィルター材の有機繊維とガラス繊維を含み、ガラス繊維の混綿比率を高くすることにより、耐熱性フィルター材の高捕集効率化および耐熱性向上化を図ることが可能であることが分かった。
【産業上の利用可能性】
【0126】
本発明は、例えばゴミ焼却炉、石炭ボイラーあるいは金属溶鉱炉などから排出される高温の排ガス中に含まれるダスト捕集用の他、例えばクリーニング用資材、保温材等の分野のダスト捕集にも適用可能である。
【図面の簡単な説明】
【0127】
【図1】本発明にかかる耐熱性フィルター材の分解断面図の一例である。
【図2】図1のものとは異なる態様の本発明にかかる耐熱性フィルター材の分解断面図の一例である。
【図3】図1〜2の本発明にかかる耐熱性フィルター材の大気塵捕集効率試験装置の概略図である。
【図4】図1〜2の本発明にかかる耐熱性フィルター材の集じん性能試験装置の概略図である。
【符号の説明】
【0128】
1a 不織布
1b 不織布
2 織物
3 フッ素樹脂製微多孔膜
4 ダスト供給機
5 パルスジェット負荷機
6 上流チャンバー
7 ダストが含まれたエアー
8 払い落としダスト捕集部
9 耐熱性フィルター材
10 下流チャンバー
11 HEPAフィルター
12 流量計
13 送風機
14 ダストが除去されたエアー
15 デジタルジ差圧計
16 大気塵エアー
17 大気塵が除去されたエアー
18 パーティクルカウンター(上流)
19 パーティクルカウンター(下流)
A エアー流入方向
【特許請求の範囲】
【請求項1】
耐熱性有機繊維とガラス繊維とを含む耐熱性フィルター材において、該耐熱性有機繊維が、少なくとも延伸糸からなるポリフェニレンサルファイド繊維を含み、前記耐熱性フィルター材が、織物構造体を含んで構成されていることを特徴とする耐熱性フィルター材。
【請求項2】
織物構造体のカバーファクターが、100〜2000の範囲内であることを特徴とする、請求項1に記載の耐熱性フィルター材。
【請求項3】
織物構造体の剛軟度が、50〜250mgの範囲内であることを特徴とする、請求項1または2に記載の耐熱性フィルター材。
【請求項4】
ポリフェニレンサルファイド繊維が、未延伸糸を含んで構成されていることを特徴とする、請求項1から3のいずれかに記載の耐熱性フィルター材。
【請求項5】
耐熱性フィルター材を構成する繊維の配合率は、ポリフェニレンサルファイド繊維が25〜75重量%の範囲内であり、ガラス繊維が25〜75重量%の範囲内である、請求項1〜4のいずれかに記載の耐熱性フィルター材。
【請求項6】
耐熱性フィルター材を構成している繊維全体が、部分的に熱融着されていることを特徴とする、請求項1〜5のいずれかに記載の耐熱性フィルター材。
【請求項7】
耐熱性フィルター材の濾過層表面に、フッ素樹脂製微多孔膜が貼り合わせられていることを特徴とする、請求項1〜6のいずれかに記載の耐熱性フィルター材。
【請求項8】
請求項1〜7のいずれかに記載の耐熱性フィルター材を濾布として構成されてなることを特徴とするバグフィルター。
【請求項9】
少なくとも次の工程を順次経てなる耐熱性フィルター材の製造方法。
第1工程:耐熱性有機繊維25〜75重量%と、ガラス繊維25〜75重量%をそれぞれの配合率にとりわけ、一定面積のラチス上に前記繊維を積層し、開繊機にて前記繊維を混綿する混綿工程。
第2工程:ローラーカードにて繊維方向を一定方向に引き揃えてウエブを作成し、さらに目付が125〜400g/m2の範囲内になるようにウエブを折り重ね、得られたウエブと、別に準備した耐熱性繊維からなる織物を組み合わせて、厚み方向にニードルパンチ処理を行うローラーカード/ニードルパンチ工程。
【請求項10】
第1工程に記載の混綿工程において、耐熱性有機繊維とガラス繊維のうち、比重の高い繊維が上になるように積層したことを特徴とする、請求項9に記載の耐熱性フィルター材の製造方法。
【請求項11】
第1工程に記載の混綿方法が、一定面積のラチス上に前記それぞれの繊維をまだらに配置させることを特徴とする、請求項9に記載の耐熱性フィルター材の製造方法。
【請求項12】
第1工程の耐熱性有機繊維としてポリフェニレンサルファイド繊維を用いるとともに、更に次の第3工程を経ることを特徴とする、請求項9に記載の耐熱性フィルター材の製造方法。
第3工程:第2工程で得られた不織布の片面あるいは両面に、加熱処理を行い、前記ポリフェニレンサルファイド繊維を融着させる工程。
【請求項13】
耐熱性フィルター材の片面にフッ素樹脂製微多孔膜を積層し、熱プレスロールにて熱圧着させて一体化することを特徴とする、請求項9〜11のいずれかに記載の耐熱性フィルター材の製造方法。
【請求項1】
耐熱性有機繊維とガラス繊維とを含む耐熱性フィルター材において、該耐熱性有機繊維が、少なくとも延伸糸からなるポリフェニレンサルファイド繊維を含み、前記耐熱性フィルター材が、織物構造体を含んで構成されていることを特徴とする耐熱性フィルター材。
【請求項2】
織物構造体のカバーファクターが、100〜2000の範囲内であることを特徴とする、請求項1に記載の耐熱性フィルター材。
【請求項3】
織物構造体の剛軟度が、50〜250mgの範囲内であることを特徴とする、請求項1または2に記載の耐熱性フィルター材。
【請求項4】
ポリフェニレンサルファイド繊維が、未延伸糸を含んで構成されていることを特徴とする、請求項1から3のいずれかに記載の耐熱性フィルター材。
【請求項5】
耐熱性フィルター材を構成する繊維の配合率は、ポリフェニレンサルファイド繊維が25〜75重量%の範囲内であり、ガラス繊維が25〜75重量%の範囲内である、請求項1〜4のいずれかに記載の耐熱性フィルター材。
【請求項6】
耐熱性フィルター材を構成している繊維全体が、部分的に熱融着されていることを特徴とする、請求項1〜5のいずれかに記載の耐熱性フィルター材。
【請求項7】
耐熱性フィルター材の濾過層表面に、フッ素樹脂製微多孔膜が貼り合わせられていることを特徴とする、請求項1〜6のいずれかに記載の耐熱性フィルター材。
【請求項8】
請求項1〜7のいずれかに記載の耐熱性フィルター材を濾布として構成されてなることを特徴とするバグフィルター。
【請求項9】
少なくとも次の工程を順次経てなる耐熱性フィルター材の製造方法。
第1工程:耐熱性有機繊維25〜75重量%と、ガラス繊維25〜75重量%をそれぞれの配合率にとりわけ、一定面積のラチス上に前記繊維を積層し、開繊機にて前記繊維を混綿する混綿工程。
第2工程:ローラーカードにて繊維方向を一定方向に引き揃えてウエブを作成し、さらに目付が125〜400g/m2の範囲内になるようにウエブを折り重ね、得られたウエブと、別に準備した耐熱性繊維からなる織物を組み合わせて、厚み方向にニードルパンチ処理を行うローラーカード/ニードルパンチ工程。
【請求項10】
第1工程に記載の混綿工程において、耐熱性有機繊維とガラス繊維のうち、比重の高い繊維が上になるように積層したことを特徴とする、請求項9に記載の耐熱性フィルター材の製造方法。
【請求項11】
第1工程に記載の混綿方法が、一定面積のラチス上に前記それぞれの繊維をまだらに配置させることを特徴とする、請求項9に記載の耐熱性フィルター材の製造方法。
【請求項12】
第1工程の耐熱性有機繊維としてポリフェニレンサルファイド繊維を用いるとともに、更に次の第3工程を経ることを特徴とする、請求項9に記載の耐熱性フィルター材の製造方法。
第3工程:第2工程で得られた不織布の片面あるいは両面に、加熱処理を行い、前記ポリフェニレンサルファイド繊維を融着させる工程。
【請求項13】
耐熱性フィルター材の片面にフッ素樹脂製微多孔膜を積層し、熱プレスロールにて熱圧着させて一体化することを特徴とする、請求項9〜11のいずれかに記載の耐熱性フィルター材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−175567(P2007−175567A)
【公開日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願番号】特願2005−374074(P2005−374074)
【出願日】平成17年12月27日(2005.12.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願日】平成17年12月27日(2005.12.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]