
耐熱性改良ポリオレフィン微多孔膜及びその製造方法。
【課題】リチウムイオン二次電池の安全性を高めるセパレータとして有用な透気度、耐圧縮性、電解液含浸性、機械的特性、及び高温時の低収縮性に優れており、かつ表面粗さが比較的大きい耐熱性ポリオレフィン微多孔膜とその製造方法を提供する。
【解決手段】超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%とからなるポリオレフィン混合物及び必要に応じて微粒子の無機フィラーを加えて製膜用の可塑剤とを二軸押出機にて溶融混練し、ダイより押出し、冷却して得られたゲル状シート成形物を延伸した後に可塑剤を溶媒により除去し、洗浄し、再び、所定の倍率で延伸し、熱処理することにより耐熱性ポリオレフィン微多孔膜を得る。
【解決手段】超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%とからなるポリオレフィン混合物及び必要に応じて微粒子の無機フィラーを加えて製膜用の可塑剤とを二軸押出機にて溶融混練し、ダイより押出し、冷却して得られたゲル状シート成形物を延伸した後に可塑剤を溶媒により除去し、洗浄し、再び、所定の倍率で延伸し、熱処理することにより耐熱性ポリオレフィン微多孔膜を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐熱性ポリオレフィン微多孔膜及びその製造方法に関する。
具体的には、リチウムイオン二次電池の安全性を高めるセパレータとして有用な高温時の低収縮性、機械的特性、透気度に優れたポリオレフィン微多孔膜とその製造方法に関する。
【背景技術】
【0002】
ポリオレフィン微多孔膜は、電池用セパレータ、電解コンデンサー用隔膜、各種フィルタ、透湿防水衣料、逆浸透濾過膜、限外濾過膜、精密濾過膜等の各種用途に用いられている。
ポリオレフィン微多孔膜を電池用セパレータ、特にリチウムイオン二次電池用セパレータとして用いる場合、その性能は電池特性、電池生産性及び電池安全性に深く関わっている。そのため優れた透気度、機械的特性、耐熱低収縮性、シャットダウン特性、ノンメルトダウン特性等が要求される。例えば機械的強度が低いと、電池セパレータとして用いた場合に、電極の短絡により電池の電圧が低下してしまうことがある。また金属異物が電池内に混入していると電池セパレータの突き刺し強度が低い場合は電極の短絡を起して電池の異常発熱に至る。
リチウムイオン二次電池は近年、例えばノートブックパソコン、携帯電話、1体型カムコーダー等の携帯用電子機器の主電源として広範に普及している。これらの携帯用電子機器の更なる高性能化と長時間駆動の要求からリチウムイオン二次電池において、さらなる高エネルギー密度化・高容量化・高出力化のための技術開発が進められている。
一方、ハイブリッド車、電気自動車用の電源用では大型リチウムイオン二次電池の安全性の上からはセパレータの収縮更には溶融を起こして破膜による短絡を引き起こし、発煙・発火にいたることを避けなければならない。シャットダウン特性に加え、メルトダウンしない(ノンメルトダウン)特性の観点で十分な耐熱性を有することも要求されている。
【0003】
現状のリチウムイオン二次電池のセパレータにはポリエチレンを主体としたポリオレフィン微多孔膜が用いられており、電池の安全性を確保するための機能としてシャットダウン特性は備わっているが、160℃以上までメルトダウンしないように工夫することは、ポリエチレンの融点から判断して難しい。一方、ポリオレフィン微多孔膜には、電解液による劣化がほとんどない利点もある。
最近、セパレータの特性についてはリチウムイオン透過性(試験では、空気の透気度で見ることもできる)。機械的強度だけでなく、サイクル特性等の電池寿命に関わる特性や、電解液注入性等の電池生産性に関わる特性も重視される。特にリチウムイオン二次電池の電極は、充放電に伴う膨張/収縮を繰り返す。そのためセパレータに対して、その厚さ方向に加わる力の負荷/解放が繰り返される。近年の電池の高容量化に伴う電極サイズや電極密度の増大等により、電池組み立て時にセパレータに対する圧迫がより強くなる傾向にある。このような状況において電池の特性を維持するには圧迫によるセパレータの透過性変化が小さいことが求められる。セパレータが圧縮されやすいと、電池の容量低下(サイクル特性悪化)を招く恐れが高い。また上記のような電池の高容量化に伴う電極サイズの増大等により、電池への電解液注入性が低下しており、電池生産性の低下を引き起こしている。電解液注入性の改善のためにセパレータを改良することも望まれている。
【先行技術文献】
【0004】
特許文献1には、4−メチル−1−ペンテン重合体樹脂(TPX)単独を製膜用の溶剤を選択して液液相分離の方法で耐熱性ポリオレフィン微多孔膜を得ることを提案している。
特許文献2には、耐熱性樹脂を球状又は回転楕円体状の微粒子として溶融させずにポリエチレンに分散するのが好ましいとの耐熱性ポリオレフィン微多孔膜の提案がある。
特許文献3には、4−メチル−1−ペンテン重合体樹脂(TPX)単独を多孔化フィルムを製造する方法が提案されている。いずれも本発明の耐熱性微多孔膜を製造するための超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレンとの組み合わせについては、言及も示唆もない。
【特許文献】
【0005】
【特許文献1】特開2005−255876号公報
【特許文献2】特開2005−343957号公報
【特許文献3】特開昭60−255108号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
リチウムイオン二次電池の安全性を高めるセパレータとして有用な高温時の低収縮性、機械的特性、透過度に優れた耐熱性ポリオレフィン微多孔膜とその製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明者は、ポリオレフィン系エラストマー樹脂を介在させることにより、融点が大きく異なり、相溶性も必ずしも良くない超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレンと4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂とを押出内で溶融混練し、均一な樹脂混合物の溶融物を得られることを見出して本発明に到達した。
すなわち、超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%とからなるポリオレフィン混合物及び必要に応じて微粒子の無機フィラ−を加えて製膜用の可塑剤とを二軸押出機にて溶融混練し、ダイより押出し、冷却して得られたゲル状シート成形物を延伸した後に前記製膜用の可塑剤を溶媒により除去し、洗浄し、再び、所定の倍率で延伸し、熱処理することにより得られる耐熱性ポリオレフィン微多孔膜は、表面粗さが比較的大きいことから、耐圧縮性、電解液注入性、機械的特性、透気度及び高温時の低収縮性に優れていることを見出して本発明に到達した。
【発明の効果】
【0008】
本発明の製造方法により得られる耐熱性ポリオレフィン微多孔膜は、融点の大きく異なる超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレンと4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂とにポリオレフィン系エラストマー樹脂を介在させることにより、相溶性が必ずしも良くない樹脂同志を二軸押出機にて樹脂混合物と可塑剤を均一に溶融混練出来るようになり、ダイより押出し、冷却して得られたゲル状シート成形物を延伸した後に、前記製膜用の可塑剤を除去することにより得られる。
電池組み立て時に耐熱性ポリオレフィン微多孔膜が、加圧された場合の透気度変化及び膜厚変化が小さく、耐圧縮性、電解液注入性、機械的特性、透気度に優れており、特に長手方向(縦方向)(MD)及び横方向(TD)の両方向における高温時の低収縮性に優れている。
そのため本発明の耐熱性ポリオレフィン微多孔膜をリチウムイオン二次電池セパレータとして使用すると、電池の生産性が向上し、かつ優れたサイクル特性により電池が長寿命化する。本発明の均一溶融して得られた耐熱性ポリオレフィン微多孔膜は、単層膜でありながらシャットダウン温度を有し、かつ185℃以上まで破膜しないいわゆるノンメルトダウンの特性を有する。
【発明を実施するための最良の形態】
【0009】
次に本発明の耐熱性ポリオレフィン微多孔膜とその製造方法について説明する。
【0010】
[1]ポリエチレン
本発明のポリオレフィン微多孔膜を構成するポリエチレンは、極限粘度から求めた粘度平均分子量が50万から1000万の範囲にある超高分子量ポリエチレンに粘度平均分子量が15万から50万未満、好ましくは20万〜40万の範囲にある高密度ポリエチレンと併用する。50万から1000万の範囲にある超高分子量ポリエチレンを単独、ないし2種以上混合して使用される。エチレンの単独重合体のみならず、他のα−オレフィンを少量含有する共重合体も併用してもよい。エチレン以外の他のα−オレフィンとしてはプロピレン、ブテン−1、ヘキセン−1、ペンテン−1、4−メチルペンテン−1、オクテン等の炭素数3乃至30のα−オレフィンとの共重合体が挙げられる。
従来は350万以上の超高分子量ポリエチレンは、押し出し混練りが難しいとされており使用される事例があまり見られなかったが、本発明では、耐熱性が高く押し出し加工が難しいとされる4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%を含む系にもかかわらずポリオレフィン系エラストマー樹脂1−10重量%を添加し、かつ超高分子量ポリエチレンの粘度平均分子量差を300万以内にとどまるように超高分子量ポリエチレンを可塑剤と共に混合していくことにより市販の粘度平均分子量350万を超える500万以上640万までの超高分子量ポリエチレンを使用することも可能にできる。更に粘度平均分子量800万から1000万までの超高分子量ポリエチレンでも、特に15μm以下の薄膜にしても引張強度、突き刺し強度を良好に保持できることを見出した。粘度平均分子量が50万未満である高密度ポリエチレン(HDPE)に加えて中密度ポリエチレン(MDPE)及び低密度ポリエチレン(LDPE、L−LDPE)を併用することができる。
本発明には、粘度平均分子量が15万から50万未満の範囲にある高密度ポリエチレンを併用することがシャットダウン温度を明確に発現する上で好ましい。超高分子量ポリエチレン90質量%−15質量%と高密度ポリエチレン85質量%−10質量%、好ましくは超高分子量ポリエチレン85質量%−30質量%と高密度ポリエチレン10質量%−70質量%との混合比率が使用される。シャットダウン温度を顕著に示すようにするには、高密度ポリエチレン混合比率が10質量%以上、好ましくは20質量%以上である。
【0011】
粘度平均分子量は、溶剤としてデカリンを使用し、測定温度135℃にて極限粘度[η]を測定し、下記の数式により粘度平均分子量(Mv)を算出する。
【0012】
【数1】

【0013】
[2]4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂
本発明で使用されるのはポリ(4−メチル−1−ペンテン)のホモポリマーでなくメチル4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂系重合体樹脂である。4−メチル−1−ペンテンと少なくとも1種類のα−オレフィン、例えば、プロピレン、1−ブテン、1−ヘキセン、1−オクテン、1−デセン、1−ドデセン、1−テトラデセン、1−ヘキサデセン、1−オクタデセン等の炭素数3乃至30のα−オレフィンとの共重合体である。本発明の超高分子量ポリエチレンとの溶融時の混和性から粉末が好ましく、また混和性と混合後の保持される耐熱性から好ましくは、4−メチル−1−ペンテンを80モル%以上含む4−メチル−1−ペンテンを主体とした共重合体であり、4−メチル−1−ペンテンとα−オレフィンとの組成比は、DSC(示差走査型熱量計)試験に基づいて測定される融点(Tm)が、200〜250℃、好ましくは220〜240℃の範囲で調整される。
さらに、ASTM D1238に準じた荷重5kg、温度260℃の条件により測定されるメルトフローレート(MFR)は0.05〜250[g/10分]である。好ましくは1乃至100g/10分の範囲のものである。メルトフローレートが0.05g/10min未満のものは溶融粘度が高く成形性に劣り、メルトフローレートが250g/10minを超えるものは溶融粘度が低く成形性に劣り、また機械的強度も低い。
【0014】
[3]ポリオレフィン系エラストマー樹脂
本発明で用いられるポリオレフィン系エラストマー樹脂としては、プロピレン由来の構成単位と炭素数2〜30のα−オレフィン(プロピレンを除く)由来の構成単位とからなる共重合体であり、プロピレン由来の構成単位を10モル%以上(ここでプロピレン由来の構成単位と炭素数2〜30のα−オレフィン由来の構成単位の合計を100モル%とする)含んでおり、共重合成分のα−オレフィンとしては、炭素数2〜30のα−オレフィン(プロピレンを除く)としては、エチレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−オクテン、1−デセン、1−ドデセン、1−テトラデセン、1−ヘキサデセン、1−オクタデセン、1−エイコセン等が挙げられる。
【0015】
最も好ましいプロピレンとα−オレフィンからなる共重合体は、10nm〜50nmのナノオーダーレベルのらせん状の結晶部である「島」が互いに連結して網状の構造をとり非晶部全体を覆うミクロ構造を有するものである。この「網」の構造により優れた耐久性、耐熱性、柔軟性を持つことになる。一旦溶融し固形化する際も「網」の構造が残り均一に固形化すると考えられる。特に上記の網状構造を有する三井化学(株)製のノティオシリーズ(例示として「ノティオPN3560」、「ノティオPN2060」、「ノティオPN2070」)を4−メチル−1−ペンテンとα−オレフィンとの共重合体樹脂に組み合わせて使用するのが最適であり230℃のメルトフローレートが4−10g/分、密度が865−870kg/m3で低温脆化温度が−25℃から−30℃であり荷重2kg/cm2における1mmφの500μm進入時の温度(TMA)が100−140℃の範囲にあるものが良い。 また、通常結晶化度を高めて耐熱性を上げると柔軟性は下がるのが一般的であるが、当該プロピレン系エラストマー樹脂を混合した場合、結晶部の内部に非晶部をナノレベルで組み込み、それが周りを取り囲む非晶部と連結する構造をとるため耐熱性を上げても柔軟性は下がらない。
【0016】
本発明に使用されるポリオレフィン系エラストマー樹脂としてプロピレン由来の構成単位とエチレン由来の構成単位と炭素数4〜30のα−オレフィン由来の構成単位とからなる共重合体があり、プロピレン由来の構成単位と炭素数2〜30のα−オレフィン(プロピレンを除く)由来の構成単位との合計を100モル%とした場合に、プロピレン由来の構成が15モル%以上である。
プロピレン・α−オレフィンランダム共重合体(例示として三井化学(株)製の「タフマーXM−5070」)、ブテン−α−オレフィンランダム共重合体(例示として三井化学(株)製の「タフマーBL3450」、「タフマーBL3110」、「タフマーBL2481」、「タフマーBL4000」等があげられる。)、エチレン・α−オレフィンランダム共重合体も使用される。市販品として住友化学(株)製のタフセレンシリーズ(例示として「タフセレンH3522A」)、エクソンモービルケミカル社製のVISTAMAXXシリーズ、ザ・ダウ・ケミカル・カンパニー製のVERSIFYシリーズがある。
【0017】
また、完全非晶ポリプロピレン樹脂と結晶性ポリプロピレン樹脂の混合物からなるか、あるいは、上記のプロピレン・α−オレフィンランダム共重合体をポリプロピレン等に対して3重量%以上30重量%以下混合したとき、プロピレン・エチレンランダムコポリマのように非晶部を海とし、結晶部を島とした海島状に樹脂が分散した構造でもよい。
【0018】
一方、本発明の超高分子ポリエチレン並びに高密度ポリエチレン等のポリエチレンに相溶するエチレンとブテンとの共重合体の三井化学(株)製のタフマーシリーズ(例示として「タフマーDF810」、「タフマーDF710」、「タフマーDF610」、「タフマーDF605」)を混合することにより、4−メチル−1−ペンテンとα−オレフィンとの共重合体樹脂の分散性をより高めることができる。4−メチル−1−ペンテンとα−オレフィンとの共重合体樹脂との樹脂混合系において、樹脂溶融均一性が保持されて優れた耐久性、耐熱性、柔軟性を持つ耐熱性ポリオレフィン微多孔膜になると思われる。またこのことにより当該ポリオレフィン樹脂混合物は、T−ダイ出のメルトフラクチャーも全く発生することなく溶融特性の安定な均一な組成のシートを得ることができる。
【0019】
[4]ポリプロピレン樹脂
本発明で使用されるポリプロピレンの分子量は特に限定されるものではないが、粘度平均分子量10万以上粘度平均分子量30万程度の高分子量ポリプロピレンを用いると耐熱破膜性に優れた微多孔膜を得ることができる。本発明におけるポリプロピレン樹脂としては、ホモポリプロピレン(プロピレン単独重合体)、またはプロピレンとエチレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネンもしくは1−デセンなどαオレフィンとのランダム共重合体またはブロック共重合体などが挙げられる。これらは単独で用いても混合物として用いてもよい。この中でも、機械的強度の観点からホモポリプロピレンがより好ましい。また、ポリプロピレン樹脂のメルトフローレート(MFR)は特に制限されるものではないが、通常、JIS K7210に準拠して温度230℃、荷重2.16kgの条件で測定してMFRは0.1〜15g/10分であることが好ましく、0.5〜10g/10分であることがより好ましい。MFRが0.1g/10分未満では、成形加工時の樹脂の溶融粘度が高く生産性が低下する。一方、15g/10分を超えると得られる微多孔膜の機械的強度が不足するなどの実用上の問題が生じやすい。ポリプロピレン樹脂は高温時の孔径維持、並びに熱破膜温度向上のために前記ポリエチレンの1質量%以上−30質量%を置換することもできる。ポリプロピレン樹脂含量率が増えると機械的強度が低下するため20質量%以下が好ましい。
【0020】
[5]低分子量のポリエチレン系ワックス
本発明に使用出来る低分子量のポリエチレン系ワックスとしては、エチレンの単独重合体またはエチレンとα−オレフィンとの共重合体、またはそれらのブレンド物をいう。好ましくは、エチレン・プロピレンランダム共重合体、エチレン・1−ブテンランダム共重合体、エチレン・プロピレン・1−ブテン共重合体であり、ゲルパーミエーションクロマトグラフィーで測定した場合の分子量分布がきわめて狭く、ポリエチレン換算の分子量が20,000以上となる成分を出来るだけ少なくなるように、メタロセン触媒を用いて調製される。溶融温度は、85−110℃の範囲にあり、好ましくは89−102℃の融点を有するものである。溶融温度が89−102℃の範囲にある低分子量のエチレン・プロピレンランダム共重合体、エチレン・1−ブテンランダム共重合体、エチレン・プロピレン・1−ブテン共重合体から選ばれた1種以上のエチレン・α−オレフィンランダム共重合体を超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂10−30重量%、ポリオレフィン系エラストマー樹脂2.0−10重量%とからなるポリオレフィン樹脂混合物に対して0.2−5重量%添加するのが良い。好ましくは0.2−2.5重量%である。
融点の大きく異なる4−メチル−1−ペンテンとα−オレフィンとの共重合体樹脂と超高分子量ポリエチレン粉末との二軸押出機への食い込みを良好にする目的とともに出来上がった耐熱性ポリオレフィン微多孔膜の温度に対する感応性が無添加の場合と比較して鋭敏にシャットダウン時、インピーダンスが上昇して185℃まで電池が温度上昇し電解液が熱分解するまで微多孔膜はメルトダウンすることなく保持できる。
【0021】
例えば融点の異なるポリオレフィン樹脂をn(ここではnは3以上の整数を表す)種類以上使用する場合、高分子量ポリエチレンの融点T1℃と使用されるポリオレフィン樹脂の融点T2℃、T3℃・・・Tn℃からなる樹脂混合物の平均融点Tを下記の式のように定義する。
【0022】
【数2】
式中、χ1+χ2+χ3・・・χn=1 χ1;超高分子ポリエチレンの重量分率、χ2〜χn;融点T2℃、T3℃、・・・Tn℃の他に使用されるポリオレフィン樹脂のそれぞれの重量分率である。ここで融点とはJISK7121に基づいて示差走査熱量測定(DSC)により求められる値を言う。
【0023】
[6]無機フィラ−
本発明に使用される無機フィラ−としては、例えば、アルミナ、水酸化アルミニウムのアスペクト比を有するナノサイズのベーマイト・アルミナ、シリカ(珪素酸化物)、ナトリウムアルミノシリケート、ナトリウムカルシウムアルミノシリケートチタニア、ジルコニア、マグネシア、セリア、イットリア、酸化亜鉛、酸化鉄などの酸化物系、シリコンカーバイド、窒化ケイ素、窒化チタン、窒化ホウ素等の窒化物系、炭酸カルシウム、硫酸アルミニウム、水酸化アルミニウム、チタン酸カリウム、タルク、カオリンクレー、カオリナイト、ハロイサイト、パイロフィライト、モンモリロナイト、セリサイト、マイカ、アメサイト、ベントナイト、アスベスト、ゼオライト、ケイ酸カルシウム、ケイ酸マグネシウム、ケイ藻土、ケイ砂等のセラミックス、ガラス繊維などが挙げられる。これらの1種を単独で、あるいは2種以上を併用することができる。好ましいのは、電気化学的に安定な、シリカ、アルミナ、チタニウムであり、特にシリカ、アルミノシリケートが好ましい。
前記無機フィラ−粉末粒子の平均粒径としては、好ましくは1nm以上、より好ましくは10nm以上であり、上限として好ましくは100nm以下である。
平均粒径を100nm以下とすることは、延伸等を施した場合でもポリオレフィン樹脂と無機フィラ−間での剥離が生じにくい傾向となり、マクロボイドの発生を抑制する観点から好ましい。
一方、平均粒径を1nm以上とすることは、溶融時の無機フィラ−粒子の分散性を確保する上で好ましい。
前記ポリオレフィン樹脂と無機フィラ−粒子との総量中に占める無機フィラ−粒子の割合が5質量%以上40質量%以下、押出機のバレル、スクリューの耐摩耗の観点から好ましくは5質量%以上20質量%以下である。無機フィラ−粒子の熱重量分析による100℃までの重量減少率が5%以下のものであることが好ましい。無機フィラ−粒子の添加により、微多孔膜の引張強度を高めたり、熱収縮率を低くすることができる。
【0024】
[7]可塑剤
本発明の微多孔膜を製造する際に使用可能な可塑剤としては、液状可塑剤及び固体可塑剤のいずれも使用できる。液状可塑剤としてはノナン、デカン、デカリン、パラキシレン、ウンデカン、ドデカン、流動パラフィン等の脂肪族又は環式の炭化水素、及び沸点がこれらに対応する鉱油留分が挙げられる。溶剤含有量が安定したゲル状成形物を得るためには、流動パラフィン、ミネラルオイルのような不揮発性の液体可塑剤を用いるのが好ましい。液体可塑剤の粘度は25℃において30〜500cStの範囲内であるのが好ましく、50〜200cStの範囲内であるのがより好ましい。液体可塑剤の25℃における粘度が30cSt未満ではポリオレフィン混合物の溶融物のダイリップからの吐出が不均一であり、かつ混練が困難である。一方500cSt超では可塑剤の除去が困難である。
【0025】
固体可塑剤は融点が80℃以下のものが好ましく、このような固体可塑剤としてパラフィンワックス、マイクロクリスタリンワックス等のワックス類、セリルアルコール、ステアリルアルコール等の高級アルコール類、ポリオキシエチレンステアリルエーテル、ポリオキシエチレンイソステアリルエーテル等のポリオキシエチレンアルキルエーテル類、ポリオキシプロピレンステアリルエーテル、ポリオキシプロピルイソステアリルエーテル等のポリオキシプロピレンアルキルエーテル、ポリオキシエチレンステアリルエステル等のポリオキシエチレンアルキルエステル類、ポリオキシプロピレンステアリルエステル等のポリオキシプロピレンアルキルエステル類が挙げられる。液体溶剤と固体溶剤を適宜混合した上で使用してもよい。
特に、ポリオキシエチレンステリルエーテル、ポリオキシエチレンイソステアリルエーテル等のポリオキシエチレンアルキルエーテルを流動パラフィンと混合することにより室温で混合物が固化するので有用である。流動パラフィン95−75重量%とポリオキシアルキレンアルキルエーテル5−25重量%、好ましくは流動パラフィン90−80重量%とポリオキシアルキレンアルキルエーテル10−20重量%の範囲で使用される。樹脂と可塑剤を両者の融点以上の温度において均一に溶融混練した後、当該混練物を任意の冷却速度にて当該混合樹脂の固化温度以下まで冷却したときに延伸可能な軟質のゲル状シート成形物を得ることが出来る。
【0026】
使用可能な可塑剤量は、相分離構造が樹脂と可塑剤の相溶性、および樹脂と可塑剤の合計重量に対する樹脂の重量比(ポリマー重量分率)によって変化させることができる。
例えば当該ポリオレフィン樹脂混合物と可塑剤との配合割合は、両者の合計を100重量部として、当該ポリオレフィン樹脂混合物が10〜46重量部、当該可塑剤90〜54重量部であり、好ましくは当該ポリオレフィン樹脂混合物が30〜44重量部である。ポリオレフィン樹脂混合物の割合が10重量部未満とすると、ポリオレフィン混合物溶融物を押し出す際にダイス出口でスウェルやネックインが大きくなり、ゲル状成形物の成形性及び自己支持性が低下する。一方ポリオレフィン混合物の割合が46質量部を超えるとゲル状シート成形物の成形性が低下し、また気孔が小さく透過性に劣る。
【0027】
本発明の耐熱性ポリオレフィン微多孔膜の製造方法は、二軸押出機にて超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%とからなるポリオレフィン樹脂混合物、必要に応じて無機フィラーを添加して、製膜用の可塑剤を注入し、溶融混練し、ダイより押出し、冷却して得られたゲル状シート成形物を延伸した後に前記製膜用の溶剤を除去することからなる。
本発明の耐熱性ポリオレフィン微多孔膜は、下記の工程を含む製造方法により好適に製造される。以下各工程を順次詳しく説明する。
(工程1)超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂10−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%からなるポリオレフィン樹脂混合物と酸化防止剤、必要に応じて無機フィラー粉末を2軸押出機に供給し、可塑剤の加熱混合液を注入し、溶融混練りする工程;
(工程2)工程1で作成した溶融混練物をTダイから押出し、ロールで冷却・圧延しゲル状シート成形物に成形する工程;
(工程3)工程2で得られたゲル状シート成形物を2軸方向(MD方向,TD方向)に延伸しながら引き取り速度を上げて厚みを薄く調製する3次元の延伸を行う工程;
(工程4)工程3で得られた薄膜から可塑剤を溶剤で抽出除去、並びに乾燥する工程;
(工程5)工程4で得られた微多孔膜を必要に応じて熱処理、再延伸、熱固定する工程;
【0028】
上記ポリオレフィン樹脂混合物の溶融混練物には必要に応じて酸化防止剤、紫外線吸収剤、アンチブロッキング剤、核剤、顔料、染料、無機充填材等の各種添加剤を本発明の効果を損なわない範囲で添加することができる。例えば孔形成剤として微粉珪酸を添加することもできる。
【0029】
溶融混練の方法は特に限定されないが、通常は二軸押出機中で均一に混練することにより行う。この方法は当該ポリオレフィン混合物の溶融物を調製するのに適する。溶融温度はポリオレフィン樹脂の平均融点+70℃〜+120℃の範囲内であるのが好ましい。
具体的に溶融温度は、押出温度ゾーンを200〜300℃の範囲で設定するのが好ましく、200〜260℃の範囲内であるのがより好ましい。可塑剤は混練開始前に添加しても、混練中に二軸押出機の途中から分割添加してもよい。
溶融混練にあたってはポリオレフィン樹脂混合物の酸化を防止するために酸化防止剤を添加するのが好ましい。
【0030】
また二軸押出機のスクリュの長さ(L)と直径(D)の比(L/D)は45〜100の範囲が好ましく、50〜70の範囲がより好ましい。L/Dを45未満にすると、溶融混練が不十分となる。特に超高分子量ポリエチレンの完全溶融が困難となる。L/Dを100超にすると、ポリオレフィン混合物溶融物と可塑剤の押出機内の滞留時間が増大し過ぎ熱劣化を招く。スクリュの形状は特に制限されないが、樹脂融点の大きく異なる成分を溶融・混練りする観点でのスクリュを選択するのが良い。二軸押出機のシリンダ内径は26〜150mmであるのが好ましい。ポリオレフィン樹脂混合物を二軸押出機に入れる際、スクリュ回転数Ns(rpm)に対するポリオレフィン樹脂混合物と可塑剤との投入量Q(kg/h)の比Q/Nsを0.1〜0.55kg/h/rpmにするのが好ましい。Q/Nsを0.1kg/h/rpm未満にすると、ポリオレフィン樹脂樹脂が過度にせん断破壊されてしまい、強度やシャットダウン温度の低下につながる。一方Q/Nsを0.55kg/h/rpm超にすると、均一に混練できない。比Q/Nsは0.2〜0.5kg/h/rpmであるのがより好ましい。スクリュ回転数Nsは120rpm以上にするのが好ましい。スクリュ回転数Nsの上限は特に制限されないが、150−500rpmが好ましい範囲である。
【0031】
ゲル状シート成形物を形成する方法としては、二軸押出機で樹脂と可塑剤を溶融混練し、ポリオレフィン樹脂混合物の溶融物を二軸押出機から直接に又は別の押出機、ギアーポンプを介してTダイより押出し、冷却することにより得る。
冷却は少なくともゲル化温度以下までは50℃/分以上の速度で行うのが好ましい。冷却は40℃以下まで行うのが好ましい。ゲル化温度以下まで50℃/分以上の速度で冷却することによりポリオレフィン樹脂混合物相が可塑剤によりミクロ相分離された相分離構造を固定化することができる。一般に冷却速度が遅いと得られるゲル状成形物の高次構造が粗くなり、それを形成する擬似細胞単位も大きなものとなるが、冷却速度が速いと密な細胞単位となる。冷却速度が50℃/分未満では結晶化度が上昇し、延伸に適したゲル状成形物となりにくい。冷却方法としては冷風、冷却水、その他の冷却媒体に直接接触させる方法、冷媒で冷却したロールに接触させる方法等を用いることができる。他にバッチ式混練機で樹脂と可塑剤を溶融混練した後、圧縮成型機を用いてシート・フィルム状にし、冷却する方法が利用できる。
【0032】
ダイリップとしては、通常は長方形の口金形状をしたシート用ダイリップを用いるが、二重円筒状の中空状ダイリップ、インフレーションダイリップ等も用いることができる。シート用ダイリップの場合、ダイリップのギャップは通常0.2〜8mmの範囲内であり、押出し時には180〜250℃の温度に加熱する。加熱溶液の押し出し速度は0.2〜50m/分の範囲内であるのが好ましい。
【0033】
延伸方法としては、フラット延伸、チューブラ延伸、ロール圧延などが利用可能である。
これらのうち、延伸均一性の観点からフラット延伸が好ましい。
延伸温度は、概ね120℃〜ポリオレフィン混合物平均融点の範囲内において選択することが好ましい。延伸温度を110℃未満とすると、過大な延伸応力による破膜を招き、また耐溶融収縮性が悪化する。延伸温度の上限は、微多孔膜を構成するポリオレフィン樹脂混合物の平均融点以下であるのが好ましい。当該樹脂混合物の平均融点温度以下であれば樹脂の融解による破膜を防ぐことが可能となる。
延伸温度が結晶融点を超えるとポリオレフィン樹脂混合物が溶融し、延伸による分子鎖の配向ができない。延伸温度は微多孔膜の熱収縮を低減させるために可能な限り高温にすることが望ましい。
【0034】
二軸延伸は、ゲル状シート成形物を加熱後、通常のテンター法、ロール法、インフレーション法、圧延法又はこれらの方法の組合せにより行う。同時二軸延伸、逐次延伸又は多段延伸(例えば同時二軸延伸及び逐次延伸の組合せ)のいずれでもよい。二軸延伸と可塑剤除去の順は任意に設定できるが、ゲル状シート成形物を二軸延伸した後可塑剤を除去するのが好ましい。但しこの順に限定する趣旨ではなく、例えばゲル状シート成形物から可塑剤を除去した後、二軸延伸したり、ゲル状シート成形物を二軸延伸した後可塑剤を除去しさらに二軸延伸したり、ゲル状シートを逐次二軸延伸する際の各一軸延伸の間に可塑剤を除去したりしてもよい。
可塑剤除去前の膜に少なくとも1回、少なくとも1方向に延伸し(可塑剤除去前延伸と称す)、更に可塑剤除去後の膜を少なくとも1回、少なくとも1方向に延伸する方法(可塑剤除去後延伸と称す)が実施可能である。少なくとも1回の延伸とは、一段延伸、多段延伸、多数回延伸を行うことを意味する。少なくとも1方向の延伸とは、縦方向1軸延伸、横方向2軸延伸、同時2軸延伸、逐次2軸延伸のことを意味する。
【0035】
ゲル状シート成形物を形成した後、二軸延伸する場合、長手方向(MD)及び横方向(TD)における延伸速度は、未延伸シートが延伸される領域において未延伸時の長手方向及び横方向の長さをそれぞれ1とし、1分間当りに伸ばされる長さの割合と定義すると、二軸延伸の長手方向及び横方向の各延伸速度をともに20倍/分以下する。長手方向又は横方向の延伸速度を20倍/分超とすると、耐溶融収縮性が悪化したりする。各方向の延伸速度を15倍/分以下とするのが好ましく、10倍/分以下とするのがより好ましい。
【0036】
延伸倍率は、総面積倍率で50倍以下とする。総面積倍率とはにおける合計延伸倍率と、TDにおける合計延伸倍率との積である。延伸倍率を総面積倍率で50倍超とすると、耐溶融収縮性が悪化したりする。延伸倍率は総面積倍率で40倍以下とするのが好ましい。長手方向(MD)及び横方向(TD)における1軸方向の倍率で3〜20倍であることが好ましく、より好ましくは4〜15倍、さらに好ましくは6〜10倍である。延伸倍率が4倍以上であれば、十分な延伸配向が与えられるために微多孔膜の強度向上が可能であり、延伸倍率が20倍以下であれば、過剰な延伸による微多孔膜の構造破壊を防ぐことが可能である。各方向の延伸下限に特に制限はないが、生産性の観点から3倍以上であるのが好ましい。機械的強度向上の観点から、MD及びTDに3倍以上とすることにより総面積倍率で9倍以上とするのが好ましく、MD及びTDに4倍以上とすることにより総面積倍率で16倍以上とするのがより好ましい。MDにおける合計延伸倍率とTDにおける合計延伸倍率の比(MDにおける合計延伸倍率)/(TDにおける合計延伸倍率)は、特に制限されないが、同時二軸延伸、逐次延伸又は段延伸のいずれの場合でも、0.5〜2であるのが好ましく、0.7〜1.3であるのがより好ましく、1であるのが最も好ましい。各方向の延伸速度は20倍以下である限り、MDとTDで互いに異なってもよいが、同じであるのが好ましい。
【0037】
所望の物性に応じて、膜厚方向に温度分布を設けて延伸してもよい。膜厚方向に温度分布を設けて延伸することにより一般的に機械的強度に優れた微多孔膜が得られる。洗浄前の延伸ゲル状成形物の少なくとも一面に熱ロールを接触させる処理(熱ロール処理)を施してもよい。加熱ロールに、延伸ゲル状成形物を接触させる。加熱ロールと延伸ゲル状成形物との接触時間は0.5秒〜1分間で良い。ロール表面に加熱オイルを保持した状態で接触させてもよい。加熱ロールとしては、平滑ロール又は吸引機能を有してもよい凹凸ロールのいずれでもよい。
【0038】
ポリオレフィン混合物樹脂相は成膜用可塑剤と相分離しているので、洗浄溶剤を用いて成膜用可塑剤を除去すると多孔質の膜が得られる。洗浄溶剤及びこれを用いた成膜用可塑剤の除去方法は公知の方法を利用することができる。
【0039】
[8]溶剤
可塑剤を除くための溶剤は、使用する樹脂に対して貧溶媒であること、かつ可塑剤に対して良溶媒であること、さらには沸点が膜の融点よりも低いことが好ましい。例えば、n−ヘキサンやシクロヘキサン等の炭化水素類、塩化メチレンや1,1−トリクロロエタン等のハロゲン化炭化水素類、エタノールやイソプロパノール等のアルコール類、ジエチルエーテルやテトラヒドロフラン等のエーテル類、アセトンや2−ブタノン等のケトン類、C6F14,C7F16等の鎖状フルオロカーボン、C4F9OCH3、C4F9OC2H5等のハイドロフルオロエーテル、C4F9OCF3、C4F9OC2F5のパーフルオロエーテル等の使用が可能である。
可塑剤・溶剤の除去時に膜の収縮を防ぐために、膜を少なくとも1方向に拘束しながら、溶剤に浸漬し、可塑剤除去後に溶剤を膜の融点以下で加熱乾燥法、風乾法等により乾燥除去する方法が好適に利用可能である。
【0040】
延伸工程後または可塑剤除去後において少なくとも1回、熱処理(熱延伸処理及び/あるいは熱固定処理及び/あるいは熱収縮処理)を行うとよい。熱処理温度は、熱処理による強度変化、透気度変化等に考慮して行う。
【0041】
熱延伸処理工程において気孔率等の物性を調整するために、通常用いられるテンター方式、ロール方式又は圧延方式により行い、少なくとも一回、少なくとも一軸方向に、一方向における延伸倍率が1.01〜2.0倍の延伸倍率で行うのが好ましく、1.02〜1.5倍の延伸倍率で行うのがより好ましい。
また、熱固定処理は、テンター方式、ロール方式又は圧延方式により行い、耐熱性ポリオレフィン微多孔膜中のポリオレフィン樹脂の結晶化を安定させる。
熱収縮処理は、テンター方式、ロール方式若しくは圧延方式により行うか、又はベルトコンベア若しくはフローティングロールを用いて行ってもよい。熱収縮処理は、少なくとも一方向に50%以下の範囲で行うのが好ましく、30%以下、更に好ましくは20%以下の範囲で行う。
【0042】
上述の熱延伸処理、熱固定処理及び熱収縮処理を多数組み合せて行ってもよい。熱ロール処理は洗浄前の延伸ゲル状成形物の少なくとも一面に熱ロールを接触させる処理(熱ロール処理)を施してもよい。ポリオレフィン樹脂混合物の結晶温度+10℃以上〜ポリオレフィン樹脂混合物の平均融点未満に温調した加熱ロールに、延伸ゲル状成形物を接触させる。
加熱ロールと延伸ゲル状成形物との接触時間は0.5秒〜1分間が好ましい。ロール表面に加熱オイルを保持した状態で接触させてもよい。加熱ロールとしては、平滑ロール又は吸引機能を有してもよい凹凸ロールのいずれでもよい。
特に熱延伸処理後に熱収縮処理を行うと、低収縮率で高強度の微多孔膜が得られるため好ましい
【0043】
本発明の好ましい実施態様による耐熱性ポリオレフィン微多孔膜の膜厚は5〜100μmであり、好ましくは6〜40μm、より好ましくは10〜25μmである。膜厚は、5μm以上であれば微多孔膜として十分な強度を有し、100μm以下であれば十分な透過性を有し、高い電解液含浸性を有する膜となる。
なお微多孔膜の厚さは用途に応じて適宜選択できるが、例えばリチウムイオン二次電池用セパレータとして使用する場合は7〜24μmが好ましく、10−18μmがより好ましい。
膜厚、JIS規格K7130に準じて測定する。
【0044】
微小孔構造領域と粗大孔構造領域の分布は特に制限されない。通常は、微多孔膜のMD方向及びTD方向のいずれの断面においても、微小孔構造領域及び粗大孔構造領域が不規則に入り組んでおり、個々の領域の大きさも不規則である。このような構造は、例えば透過型電子顕微鏡(TEM)等により観察することができ、原子間力顕微鏡(AFM)により最大高低差として測定することができる。
【0045】
上記のような粗大孔構造による比較的大きな空間と比較的大きな表面粗さとを有するので、透気度及び電解液吸収性に優れており、しかも加圧された場合の透気度変化が小さい。そのためリチウムイオン二次電池用セパレータとして用いた場合に、各々優れた電池生産性と電池サイクル特性を実現することができる。
【0046】
本発明の好ましい実施態様による耐熱性ポリオレフィン微多孔膜は、次の物性を有する。
(1)透気度(ガーレー値)は20〜350秒/100mlである。透気度がこの範囲であると、微多孔膜を電池セパレータとして用いた場合に電池容量が大きく、電池のサイクル特性も良好である。透気度が20秒/100ml/20μm未満では電池内部の温度上昇時にシャットダウンが十分に行われない。透気度は、JIS P8117に準拠のガーレー式透気度計を使用して測定する。
(2)気孔率は35〜75%であり、好ましくは40〜55%である。気孔率が35%以上であれば十分な透気度を有し、60%以下であれば十分な機械的強度を有し、電池セパレータとして用いた場合電極が短絡する危険性が小さい。気孔率は重量法により測定する。試料を5.0cm角の正方形に切り出して体積(cm3)、重量(g)を測定する。使用した樹脂密度(g/cm3)をASTM D1505に準拠して測定する。次式により計算して求める。
【0047】
【数3】
【0048】
本発明の微多孔膜の最大孔径は、好ましくは0.1〜5μm、より好ましくは0.3〜3μm、さらに好ましくは0.3〜1.5μmである。最大孔径が、0.1μ以上であればセパレータとして必要な透過性を有し、5μm以下であれば電極脱離成分による短絡を防ぐことが可能である。当該耐熱性ポリオレフィン微多孔膜の表面を走査型電子顕微鏡(SEM)で観察する。任意に孔を20点選び、これら孔の孔径を求め平均することで孔径を算出する。
(4)突刺し強度は、針先端の曲率半径0.5mm、突き刺し速度2mm/secで突刺し試験を行い、最大突刺荷重gから突刺し強度をNで表示する。
2N以上であることが望ましい。突刺し強度が2N未満では、微多孔膜を電池用セパレータとして電池に組み込んだ場合に、電極の短絡が発生する恐れがある。突刺強度は3N以上、さらに好ましくは5以上である。電極からの脱離成分によるショートが発生せず、セパレータとして十分な強度を有する。
(5)引張破断強度は、幅10mmの短冊状試験片を用いてASTM D882により測定する。引張破断強度はMD方向及びTD方向のいずれにおいても40MPa以上であることが破膜しない上で好ましい。
(6)引張破断伸度は、幅10mmの短冊状試験片を用いてASTM D882により測定する。引張破断伸度はMD方向及びTD方向のいずれにおいても20%以上であることが破膜の心配がなく好ましい。
(7)130℃の温度で1時間暴露後の熱収縮率が50mm x 50mmに切り出した試料にMD方向及びTD方向を印する。130℃に保持した熱風乾燥機内の微粉珪藻土上に1時間入れる。1時間目に、室温に冷却して縦方向、横方向の寸法変化を測定し、最初の試料片距離に対する百分率で表す熱収縮率を求める。なお、縦(MD)方向とは、微多孔膜の製造時における押出方向とし、横(TD)方向とは、微多孔膜の製造時における押出方向に直交する方向とする。熱収縮率はMD方向及びTD方向ともに25%以下であることが良い。好ましくは20%、更に好ましくはMD方向及びTD方向ともに15%以下である。熱収縮率は、当該微多孔膜を130℃で1時間暴露したときのMD方向及びTD方向の収縮率をそれぞれ3回ずつ測定し、平均値を算出することにより求める。
熱収縮率が25%を超えると、当該微多孔膜をリチウムイオン二次電池用セパレータとして用いた場合、異常発熱時にセパレータ端部が収縮し、電極の短絡が発生する可能性が高くなる。
(8)高平滑面を有する一対のステンレス板の間に膜を挟み、これをプレス機により、2.2MPa(22kgf/cm2)の圧力下、90℃で5分間加熱圧縮した後の膜厚変化率は、圧縮前の膜厚を100%として20%以下であることが望ましい。膜厚変化率が20%以下であると、当該微多孔膜をリチウムイオン二次電池セパレータとして用いた場合に、電池容量が大きく、電池のサイクル特性も良好である。膜厚は接触厚さ計(株式会社ミツトヨ製)により測定する。上記条件で加熱圧縮した後の到達透気度(ガーレー値)は600秒/100ml/20μm以下である。到達透気度が500秒/100ml/20μm以下であると、加圧された場合でも透気度変化及び膜厚変化が小さく、リチウムイオン二次電池セパレータとして用いた場合に、電池容量が大きく、透過性、機械的特性及び耐熱収縮性にも優れている。
(9)表面粗さは原子間力顕微鏡(AFM)により測定する。最大高低差で好ましい範囲は、250nm以上600nmである。更に好ましくは300nmから600nmの範囲である。250nm未満では、電解液の濡れも悪くなり、セパレータ巻き取りロールからのセパレータ離脱しにくくなる。600nmを超えるとセパレータの機械的強度が低下して好ましくない。電池用セパレータとして用いた場合の電解液との接触面積が大きく、電解液注入性に優れている。
(10)耐メルトダウン特性の評価は、45mm x 45mmの寸法に切り出したセパレータ試料に電解液(1M LiBF4/ポリプロピレンカーボネート(PC):ガンマーブチロラクトン(γ−BL)(1/1容積比))を含浸させ、20mm x 20mmのステンレス板に挟み、これを電池評価用電池容器に封入する。この電池容器を5℃/分昇温速度で加熱する電気炉内に置き、スクリュー電池容器の温度とインピーダンス値を測定する。インピーダンス値は交流法にて振幅10mV、周波数1kHzの交流を10mAの範囲内で印加し、温度に対しインピーダンス値をプロットし、インピーダンス値が上昇していく過程で1000ohm以上になる温度をシャットダウン温度とする。更に電池容器を5℃/分昇温速度で加熱を続けて、電池容器の温度とインピーダンス値を測定し、インピーダンス値が再度300ohm未満なる時の温度をメルトダウン温度とする。耐メルトダウン特性の評価は、185℃に到達しても、1分後でも破膜せず高インピーダンス値を保持している時を185℃<と表示し、優れた耐メルトダウン特性を有することを意味する。
(11)電池評価は、当該耐熱性ポリオレフィン微多孔膜からなるセパレータは、これを用いる電池の種類に特に制限はないが、特にリチウムイオン二次電池用途に好適である。本発明の微多孔膜からなるセパレータを用いたリチウムイオン二次電池には、公知の電極及び電解液を使用すればよい。また本発明の微多孔膜からなるセパレータを使用するリチウムイオン二次電池の構造も公知のものでよい。
例えば、正極活物質としてコバルト酸リチウム(LiCoO2;10ミクロン)粉末92重量部とアセチレンブラック(電気化学工業社製)粉末2重量部、微粉黒鉛(日本黒鉛社製)2重量部、ポリフッ化ビニリデン(クレハ化学工業株式会社製)の乾燥重量が4重量部となるように6重量%のポリフッ化ビニリデンのN−メチルピロリドン溶液を用い、正極剤ペーストを作製する。得られたペーストを厚さ15μmのアルミ箔上へ塗工し、乾燥後プ負極活物質の黒鉛化カーボン(日立化成製)粉末97とCMC(カルボキシメチルセルロース)(第一工業製薬社製)1部とカルボキシ変性ブタジエン系ラテックス(日本ゼオン社製)の固形分2部とからなる水溶液を用い、負極剤ペーストを作製する。得られたペーストを厚さ12μmの銅箔上へ塗工し、乾燥後プレスして負極を作製する。
上記正極を20mm×50mmのサイズに切り出しタブを付けた。また上記負極は22mm×52mmのサイズに切り出しタブを付けた。セパレータは26mm×56mmのサイズに切り出した。これら正極/セパレータ/負極と接合し、電解液を注入してアルミラミネートフィルム内に封入することでアルミラミネート外装セルを作製した。ここで電解液には1MでLiPF6をエチレンカーボネート/エチルメチルカーボネート(3/7重量比)に溶解したものを用いる。
該セルにおいて0.2Cと2Cにおける放電電気量を測定し、(2Cにおける放電電気量)/(0.2Cにおける放電電気量)×100を電池性能とした。95%以上を良好な電池性能とする。ここで、充電条件は0.2C 4.2V CC/CV8時間とし、放電条件は2.75VカットオフのCC放電とする。
【0049】
このように、本発明の耐熱性ポリオレフィン微多孔膜は、電池用セパレータ、コンデンサー用セパレータ、フィルター等として好適に使用できる。特にリチウムイオン二次電池用セパレータとして最適である。本発明の耐熱性ポリオレフィン微多孔膜の優れた耐メルトダウン特性を生かしてシャットダウン温度が125−142℃の範囲の中のいずれかの温度を有するポリエチレン系微多孔膜との貼り合せを施し、電池用多層セパレータとして使用したり、電池組み立て時に前述のポリエチレン系微多孔膜と併用することも可能である。
【実施例】
【0050】
本発明を以下の実施例によりさらに詳細に説明するが、本発明はこれらの例に限定されるものではない。
【実施例1】
【0051】
粘度平均分子量が115万の超高分子量ポリエチレン3.3重量%、粘度平均分子量が395万の超高分子量ポリエチレン3.3重量%、粘度平均分子量が580万の超高分子量ポリエチレン13.2重量%、粘度平均分子量が630万の超高分子量ポリエチレン16.5重量%、粘度平均分子量が33.4万の高密度ポリエチレン27.7重量%、粘度平均分子量が18.5万の中密度ポリエチレン13.7重量%、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)13.0重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)3.3重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.5重量%、タフマー[グレード名DF810]1.9重量%、タフマー[グレード名BL3450]0.8重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.8重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が149.5℃のポリオレフィン樹脂混合物を調製した。当該樹脂混合物37重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから63重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−210℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により110℃−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。
耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例2】
【0052】
粘度平均分子量が115万の超高分子量ポリエチレン3.3重量%、粘度平均分子量が200万の超高分子量ポリエチレン3.3重量%、粘度平均分子量が310万の超高分子量ポリエチレン4.0重量%、粘度平均分子量が395万の超高分子量ポリエチレン6.7重量%、粘度平均分子量が580万の超高分子量ポリエチレン16.9重量%、粘度平均分子量が630万の超高分子量ポリエチレン4.0重量%、粘度平均分子量が33.4万の高密度ポリエチレン19.5重量%、粘度平均分子量が18.5万の中密度ポリエチレン19.5重量%、融点ピーク232℃を持つ4−メチル−1ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)12.4重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)6.2重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.5重量%、タフマー[グレード名DF810]0.9重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.8重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が151℃のポリオレフィン樹脂混合物を調製した。当該樹脂混合物32重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから68重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−210℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により110℃−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例3】
【0053】
粘度平均分子量が109万の超高分子量ポリエチレン5.5重量%、粘度平均分子量が360万の超高分子量ポリエチレン11.5重量%、粘度平均分子量が580万の超高分子量ポリエチレン16.1重量%、粘度平均分子量が630万の超高分子量ポリエチレン4.6重量%、粘度平均分子量が33.4万の高密度ポリエチレン21.9重量%、粘度平均分子量が18.5万の中密度ポリエチレン21.9重量%、融点ピーク232℃を持つ4−メチル−1ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)7.5重量%と融点ピーク224℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 21g/10分)7.5重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.5重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]1.0重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が147℃のポリオレフィン樹脂混合物を調製した。当該樹脂混合物34重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから66重量部の流動パラフィン[68cst(40℃)]84重量%とポリオキシエチレンステアリルエーテル(HLB2)9.6 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)6.4重量%からなる可塑剤を加熱しながら供給し、240−210℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により105−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例4】
【0054】
粘度平均分子量が115万の超高分子量ポリエチレン3.0重量%、粘度平均分子量が395万の超高分子量ポリエチレン3.0重量%、粘度平均分子量が580万の超高分子量ポリエチレン11.9重量%、粘度平均分子量が630万の超高分子量ポリエチレン14.8重量%、粘度平均分子量が33.4万の高密度ポリエチレン24.9重量%、粘度平均分子量が18.5万の中密度ポリエチレン12.4重量%、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)11.7重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)2.9重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.25重量%、タフマー[グレード名DF810]1.75重量%、タフマー[グレード名BL3450]0.7重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.8重量%、無機フィラー粒子として水澤化学(株)製のナトリウムカルシュウムアルミノシリケート[グレード名シルトンJC−30]10.0重量%とからなるポリオレフィン樹脂と無機フィラーとの混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.0重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.20重量部とを、ドライブレンドする。当該樹脂混合物30重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから70重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−210℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により115−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例5】
【0055】
粘度平均分子量が115万の超高分子量ポリエチレン22.5重量%、粘度平均分子量が310万の超高分子量ポリエチレン14.4重量%、粘度平均分子量が580万の超高分子量ポリエチレン12.5重量%、粘度平均分子量が33.4万の高密度ポリエチレン25.0重量%、融点ピーク224℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 21g/10分)20.0重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]3.1重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]2.5重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が151℃のポリオレフィン樹脂混合物を調製した。当該樹脂混合物36重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから64重量部の流動パラフィン[68cst(40℃)]84重量%とポリオキシエチレンステアリルエーテル(HLB2)16重量%からなる可塑剤を加熱しながら供給し、240−210℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により115−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例6】
【0056】
粘度平均分子量が115万の超高分子量ポリエチレン6.7重量%、粘度平均分子量が395万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が580万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が630万の超高分子量ポリエチレン8.3重量%、粘度平均分子量が800万の超高分子量ポリエチレン8.3重量%、粘度平均分子量が33.4万の高密度ポリエチレン26.5、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)24.0重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)6.0重量%とポリオレフィン系エラストマー樹脂としてポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560〕3.9重量%、タフマー[グレード名DF810]1.6重量%、タフマー[グレード名BL3450]0.8重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.7重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が162℃のポリオレフィン樹脂混合物を調製する。当該樹脂混合物30重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから70重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−220℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により120−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例7】
【0057】
粘度平均分子量が115万の超高分子量ポリエチレン18.5重量%、粘度平均分子量が320万の超高分子量ポリエチレン15.9重量%、粘度平均分子量が580万の超高分子量ポリエチレン14.8重量%、粘度平均分子量が630万の超高分子量ポリエチレン14.8重量%、粘度平均分子量が33.4万の高密度ポリエチレン18.5重量%、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)10.0重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)2.5重量%とポリオレフィン系エラストマー樹脂としてポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.5重量%、タフマー[グレード名DF810]1.7重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.8重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が144℃のポリオレフィン樹脂混合物を調製する。当該樹脂混合物36重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから64重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−220℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により115−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例8】
【0058】
粘度平均分子量が24.5万のポリプロピレンホモポリマ−10.3重量%、粘度平均分子量が115万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が395万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が580万の超高分子量ポリエチレン19.9重量%、粘度平均分子量が630万の超高分子量ポリエチレン13.3重量%、粘度平均分子量が33.4万の高密度ポリエチレン22.6%、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)11.1重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)2.8重量%とポリオレフィン系エラストマー樹脂としてポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]3.2重量%、タフマー[グレード名DF810]2.1重量%、タフマー[グレード名BL3450]0.7重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.8重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が151℃のポリオレフィン樹脂混合物を調製する。当該樹脂混合物34重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから66重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−220℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機によりTD方向、MD方向に延伸(第二の延伸)し、テンター内で20秒間保持しながら熱固定処理として熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。
耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例9】
【0059】
粘度平均分子量が115万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が395万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が580万の超高分子量ポリエチレン3.3重量%、粘度平均分子量が630万の超高分子量ポリエチレン9.9重量%、粘度平均分子量が800万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が1000万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が33.4万の高密度ポリエチレン27.7重量%、粘度平均分子量が18.5万の中密度ポリエチレン10.5重量%、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)13.0重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)3.3重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.5重量%、タフマー[グレード名DF810]1.9重量%、タフマー[グレード名BL3450]0.8重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.7重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が149.5℃のポリオレフィン樹脂混合物を調製した。
当該樹脂混合物34重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから66重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−220℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。
枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メテレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄・徐液した膜を室温で風乾する。。
乾燥した延伸膜を加熱しながら、テンター延伸機により110℃−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。
耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【比較例1】
【0060】
粘度平均分子量が115万の超高分子量ポリエチレン6.7重量%、粘度平均分子量が395万の超高分子量ポリエチレン12.9重量%、粘度平均分子量が580万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が630万の超高分子量ポリエチレン16.6重量%、粘度平均分子量が33.4万の高密度ポリエチレン26.5、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)24.0重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)6.0重量%低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.7重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、ポリオレフィン樹脂混合物を調製する。当該樹脂混合物30重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから70重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−220℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し押し出し、冷却ロールで引き取ろうとしたが、切れやすく安定したゲル状シート成形物は、得られず、耐熱性ポリオレフィン微多孔膜とするには至らなかった。
【比較例2】
【0061】
粘度平均分子量が115万の超高分子量ポリエチレン22.5重量%、粘度平均分子量が310万の超高分子量ポリエチレン13.8重量%、粘度平均分子量が580万の超高分子量ポリエチレン15.0重量%、粘度平均分子量が33.4万の高密度ポリエチレン40.0重量%、融点ピーク224℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 21g/10分)5.0重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]1.2重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]2.5重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が137℃のポリオレフィン樹脂混合物を調製する。当該樹脂混合物34重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから66重量部の流動パラフィン[68cst(40℃)]83重量%とポリオキシエチレンステアリルエーテル(HLB2)17 重量%、からなる可塑剤を加熱しながら供給し、220−200℃及び160rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄・徐液した膜を室温で風乾して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。
耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し3000オーム以上を示したが、155℃付近でインピーダンス値が100オームまで低下した。
【比較例3】
【0062】
粘度平均分子量が115万の超高分子量ポリエチレン22.5重量%、粘度平均分子量が310万の超高分子量ポリエチレン15.9重量%、粘度平均分子量が580万の超高分子量ポリエチレン15.0重量%、粘度平均分子量が33.4万の高密度ポリエチレン30.0重量%、融点ピーク224℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 21g/10分)11.3重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.8重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]2.5重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が143℃のポリオレフィン樹脂混合物を調製する。当該樹脂混合物33重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D=52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから67重量部の流動パラフィン[68cst(40℃)]83重量%とポリオキシエチレンステアリルエーテル(HLB2)17重量%、からなる可塑剤を加熱しながら供給し、220−200℃及び160rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄・徐液した膜を室温で風乾して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。
耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し3000オーム以上を示したが、162℃付近でインピーダンス値が300オームまで低下した。
表1から、実施例1〜9では、透気度、突刺し強度、引張破断強度、引張破断伸度及び耐熱収縮性のバランスに優れ、加熱圧縮後の膜厚変化率が小さい、電解液吸収性にも優れる表面粗度を有する耐熱性ポリオレフィン微多孔膜が得られることが分かる。
【0063】
【表1】
【産業上の利用可能性】
【0064】
本発明によれば高エネルギー密度化・高出力化・大型化した高性能なリチウムイオン二次電池に望まれる安全性の高い耐メルトダウン特性と他の良好なセパレータ特性を兼ね備え、セパレータとして取り扱いやすく、優れたリチウムイオン二次電池用セパレータとなる耐熱性ポリオレフィン微多孔膜とその製造方法の提供が可能となる。
【図面の簡単な説明】
【0065】
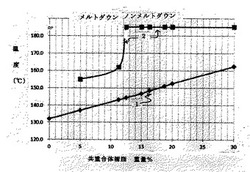
【図1】4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂重量%と耐熱性ポリオレフィン微多孔膜のノンメルトダウン挙動を示す。
【符号の説明】
【0066】
1、ポリオレフィン混合物の平均融点(℃)
2、耐熱性ポリオレフィン微多孔膜のメルトダウン温度とノンメルトダウン温度(℃)
【技術分野】
【0001】
本発明は、耐熱性ポリオレフィン微多孔膜及びその製造方法に関する。
具体的には、リチウムイオン二次電池の安全性を高めるセパレータとして有用な高温時の低収縮性、機械的特性、透気度に優れたポリオレフィン微多孔膜とその製造方法に関する。
【背景技術】
【0002】
ポリオレフィン微多孔膜は、電池用セパレータ、電解コンデンサー用隔膜、各種フィルタ、透湿防水衣料、逆浸透濾過膜、限外濾過膜、精密濾過膜等の各種用途に用いられている。
ポリオレフィン微多孔膜を電池用セパレータ、特にリチウムイオン二次電池用セパレータとして用いる場合、その性能は電池特性、電池生産性及び電池安全性に深く関わっている。そのため優れた透気度、機械的特性、耐熱低収縮性、シャットダウン特性、ノンメルトダウン特性等が要求される。例えば機械的強度が低いと、電池セパレータとして用いた場合に、電極の短絡により電池の電圧が低下してしまうことがある。また金属異物が電池内に混入していると電池セパレータの突き刺し強度が低い場合は電極の短絡を起して電池の異常発熱に至る。
リチウムイオン二次電池は近年、例えばノートブックパソコン、携帯電話、1体型カムコーダー等の携帯用電子機器の主電源として広範に普及している。これらの携帯用電子機器の更なる高性能化と長時間駆動の要求からリチウムイオン二次電池において、さらなる高エネルギー密度化・高容量化・高出力化のための技術開発が進められている。
一方、ハイブリッド車、電気自動車用の電源用では大型リチウムイオン二次電池の安全性の上からはセパレータの収縮更には溶融を起こして破膜による短絡を引き起こし、発煙・発火にいたることを避けなければならない。シャットダウン特性に加え、メルトダウンしない(ノンメルトダウン)特性の観点で十分な耐熱性を有することも要求されている。
【0003】
現状のリチウムイオン二次電池のセパレータにはポリエチレンを主体としたポリオレフィン微多孔膜が用いられており、電池の安全性を確保するための機能としてシャットダウン特性は備わっているが、160℃以上までメルトダウンしないように工夫することは、ポリエチレンの融点から判断して難しい。一方、ポリオレフィン微多孔膜には、電解液による劣化がほとんどない利点もある。
最近、セパレータの特性についてはリチウムイオン透過性(試験では、空気の透気度で見ることもできる)。機械的強度だけでなく、サイクル特性等の電池寿命に関わる特性や、電解液注入性等の電池生産性に関わる特性も重視される。特にリチウムイオン二次電池の電極は、充放電に伴う膨張/収縮を繰り返す。そのためセパレータに対して、その厚さ方向に加わる力の負荷/解放が繰り返される。近年の電池の高容量化に伴う電極サイズや電極密度の増大等により、電池組み立て時にセパレータに対する圧迫がより強くなる傾向にある。このような状況において電池の特性を維持するには圧迫によるセパレータの透過性変化が小さいことが求められる。セパレータが圧縮されやすいと、電池の容量低下(サイクル特性悪化)を招く恐れが高い。また上記のような電池の高容量化に伴う電極サイズの増大等により、電池への電解液注入性が低下しており、電池生産性の低下を引き起こしている。電解液注入性の改善のためにセパレータを改良することも望まれている。
【先行技術文献】
【0004】
特許文献1には、4−メチル−1−ペンテン重合体樹脂(TPX)単独を製膜用の溶剤を選択して液液相分離の方法で耐熱性ポリオレフィン微多孔膜を得ることを提案している。
特許文献2には、耐熱性樹脂を球状又は回転楕円体状の微粒子として溶融させずにポリエチレンに分散するのが好ましいとの耐熱性ポリオレフィン微多孔膜の提案がある。
特許文献3には、4−メチル−1−ペンテン重合体樹脂(TPX)単独を多孔化フィルムを製造する方法が提案されている。いずれも本発明の耐熱性微多孔膜を製造するための超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレンとの組み合わせについては、言及も示唆もない。
【特許文献】
【0005】
【特許文献1】特開2005−255876号公報
【特許文献2】特開2005−343957号公報
【特許文献3】特開昭60−255108号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
リチウムイオン二次電池の安全性を高めるセパレータとして有用な高温時の低収縮性、機械的特性、透過度に優れた耐熱性ポリオレフィン微多孔膜とその製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明者は、ポリオレフィン系エラストマー樹脂を介在させることにより、融点が大きく異なり、相溶性も必ずしも良くない超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレンと4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂とを押出内で溶融混練し、均一な樹脂混合物の溶融物を得られることを見出して本発明に到達した。
すなわち、超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%とからなるポリオレフィン混合物及び必要に応じて微粒子の無機フィラ−を加えて製膜用の可塑剤とを二軸押出機にて溶融混練し、ダイより押出し、冷却して得られたゲル状シート成形物を延伸した後に前記製膜用の可塑剤を溶媒により除去し、洗浄し、再び、所定の倍率で延伸し、熱処理することにより得られる耐熱性ポリオレフィン微多孔膜は、表面粗さが比較的大きいことから、耐圧縮性、電解液注入性、機械的特性、透気度及び高温時の低収縮性に優れていることを見出して本発明に到達した。
【発明の効果】
【0008】
本発明の製造方法により得られる耐熱性ポリオレフィン微多孔膜は、融点の大きく異なる超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレンと4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂とにポリオレフィン系エラストマー樹脂を介在させることにより、相溶性が必ずしも良くない樹脂同志を二軸押出機にて樹脂混合物と可塑剤を均一に溶融混練出来るようになり、ダイより押出し、冷却して得られたゲル状シート成形物を延伸した後に、前記製膜用の可塑剤を除去することにより得られる。
電池組み立て時に耐熱性ポリオレフィン微多孔膜が、加圧された場合の透気度変化及び膜厚変化が小さく、耐圧縮性、電解液注入性、機械的特性、透気度に優れており、特に長手方向(縦方向)(MD)及び横方向(TD)の両方向における高温時の低収縮性に優れている。
そのため本発明の耐熱性ポリオレフィン微多孔膜をリチウムイオン二次電池セパレータとして使用すると、電池の生産性が向上し、かつ優れたサイクル特性により電池が長寿命化する。本発明の均一溶融して得られた耐熱性ポリオレフィン微多孔膜は、単層膜でありながらシャットダウン温度を有し、かつ185℃以上まで破膜しないいわゆるノンメルトダウンの特性を有する。
【発明を実施するための最良の形態】
【0009】
次に本発明の耐熱性ポリオレフィン微多孔膜とその製造方法について説明する。
【0010】
[1]ポリエチレン
本発明のポリオレフィン微多孔膜を構成するポリエチレンは、極限粘度から求めた粘度平均分子量が50万から1000万の範囲にある超高分子量ポリエチレンに粘度平均分子量が15万から50万未満、好ましくは20万〜40万の範囲にある高密度ポリエチレンと併用する。50万から1000万の範囲にある超高分子量ポリエチレンを単独、ないし2種以上混合して使用される。エチレンの単独重合体のみならず、他のα−オレフィンを少量含有する共重合体も併用してもよい。エチレン以外の他のα−オレフィンとしてはプロピレン、ブテン−1、ヘキセン−1、ペンテン−1、4−メチルペンテン−1、オクテン等の炭素数3乃至30のα−オレフィンとの共重合体が挙げられる。
従来は350万以上の超高分子量ポリエチレンは、押し出し混練りが難しいとされており使用される事例があまり見られなかったが、本発明では、耐熱性が高く押し出し加工が難しいとされる4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%を含む系にもかかわらずポリオレフィン系エラストマー樹脂1−10重量%を添加し、かつ超高分子量ポリエチレンの粘度平均分子量差を300万以内にとどまるように超高分子量ポリエチレンを可塑剤と共に混合していくことにより市販の粘度平均分子量350万を超える500万以上640万までの超高分子量ポリエチレンを使用することも可能にできる。更に粘度平均分子量800万から1000万までの超高分子量ポリエチレンでも、特に15μm以下の薄膜にしても引張強度、突き刺し強度を良好に保持できることを見出した。粘度平均分子量が50万未満である高密度ポリエチレン(HDPE)に加えて中密度ポリエチレン(MDPE)及び低密度ポリエチレン(LDPE、L−LDPE)を併用することができる。
本発明には、粘度平均分子量が15万から50万未満の範囲にある高密度ポリエチレンを併用することがシャットダウン温度を明確に発現する上で好ましい。超高分子量ポリエチレン90質量%−15質量%と高密度ポリエチレン85質量%−10質量%、好ましくは超高分子量ポリエチレン85質量%−30質量%と高密度ポリエチレン10質量%−70質量%との混合比率が使用される。シャットダウン温度を顕著に示すようにするには、高密度ポリエチレン混合比率が10質量%以上、好ましくは20質量%以上である。
【0011】
粘度平均分子量は、溶剤としてデカリンを使用し、測定温度135℃にて極限粘度[η]を測定し、下記の数式により粘度平均分子量(Mv)を算出する。
【0012】
【数1】
【0013】
[2]4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂
本発明で使用されるのはポリ(4−メチル−1−ペンテン)のホモポリマーでなくメチル4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂系重合体樹脂である。4−メチル−1−ペンテンと少なくとも1種類のα−オレフィン、例えば、プロピレン、1−ブテン、1−ヘキセン、1−オクテン、1−デセン、1−ドデセン、1−テトラデセン、1−ヘキサデセン、1−オクタデセン等の炭素数3乃至30のα−オレフィンとの共重合体である。本発明の超高分子量ポリエチレンとの溶融時の混和性から粉末が好ましく、また混和性と混合後の保持される耐熱性から好ましくは、4−メチル−1−ペンテンを80モル%以上含む4−メチル−1−ペンテンを主体とした共重合体であり、4−メチル−1−ペンテンとα−オレフィンとの組成比は、DSC(示差走査型熱量計)試験に基づいて測定される融点(Tm)が、200〜250℃、好ましくは220〜240℃の範囲で調整される。
さらに、ASTM D1238に準じた荷重5kg、温度260℃の条件により測定されるメルトフローレート(MFR)は0.05〜250[g/10分]である。好ましくは1乃至100g/10分の範囲のものである。メルトフローレートが0.05g/10min未満のものは溶融粘度が高く成形性に劣り、メルトフローレートが250g/10minを超えるものは溶融粘度が低く成形性に劣り、また機械的強度も低い。
【0014】
[3]ポリオレフィン系エラストマー樹脂
本発明で用いられるポリオレフィン系エラストマー樹脂としては、プロピレン由来の構成単位と炭素数2〜30のα−オレフィン(プロピレンを除く)由来の構成単位とからなる共重合体であり、プロピレン由来の構成単位を10モル%以上(ここでプロピレン由来の構成単位と炭素数2〜30のα−オレフィン由来の構成単位の合計を100モル%とする)含んでおり、共重合成分のα−オレフィンとしては、炭素数2〜30のα−オレフィン(プロピレンを除く)としては、エチレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−オクテン、1−デセン、1−ドデセン、1−テトラデセン、1−ヘキサデセン、1−オクタデセン、1−エイコセン等が挙げられる。
【0015】
最も好ましいプロピレンとα−オレフィンからなる共重合体は、10nm〜50nmのナノオーダーレベルのらせん状の結晶部である「島」が互いに連結して網状の構造をとり非晶部全体を覆うミクロ構造を有するものである。この「網」の構造により優れた耐久性、耐熱性、柔軟性を持つことになる。一旦溶融し固形化する際も「網」の構造が残り均一に固形化すると考えられる。特に上記の網状構造を有する三井化学(株)製のノティオシリーズ(例示として「ノティオPN3560」、「ノティオPN2060」、「ノティオPN2070」)を4−メチル−1−ペンテンとα−オレフィンとの共重合体樹脂に組み合わせて使用するのが最適であり230℃のメルトフローレートが4−10g/分、密度が865−870kg/m3で低温脆化温度が−25℃から−30℃であり荷重2kg/cm2における1mmφの500μm進入時の温度(TMA)が100−140℃の範囲にあるものが良い。 また、通常結晶化度を高めて耐熱性を上げると柔軟性は下がるのが一般的であるが、当該プロピレン系エラストマー樹脂を混合した場合、結晶部の内部に非晶部をナノレベルで組み込み、それが周りを取り囲む非晶部と連結する構造をとるため耐熱性を上げても柔軟性は下がらない。
【0016】
本発明に使用されるポリオレフィン系エラストマー樹脂としてプロピレン由来の構成単位とエチレン由来の構成単位と炭素数4〜30のα−オレフィン由来の構成単位とからなる共重合体があり、プロピレン由来の構成単位と炭素数2〜30のα−オレフィン(プロピレンを除く)由来の構成単位との合計を100モル%とした場合に、プロピレン由来の構成が15モル%以上である。
プロピレン・α−オレフィンランダム共重合体(例示として三井化学(株)製の「タフマーXM−5070」)、ブテン−α−オレフィンランダム共重合体(例示として三井化学(株)製の「タフマーBL3450」、「タフマーBL3110」、「タフマーBL2481」、「タフマーBL4000」等があげられる。)、エチレン・α−オレフィンランダム共重合体も使用される。市販品として住友化学(株)製のタフセレンシリーズ(例示として「タフセレンH3522A」)、エクソンモービルケミカル社製のVISTAMAXXシリーズ、ザ・ダウ・ケミカル・カンパニー製のVERSIFYシリーズがある。
【0017】
また、完全非晶ポリプロピレン樹脂と結晶性ポリプロピレン樹脂の混合物からなるか、あるいは、上記のプロピレン・α−オレフィンランダム共重合体をポリプロピレン等に対して3重量%以上30重量%以下混合したとき、プロピレン・エチレンランダムコポリマのように非晶部を海とし、結晶部を島とした海島状に樹脂が分散した構造でもよい。
【0018】
一方、本発明の超高分子ポリエチレン並びに高密度ポリエチレン等のポリエチレンに相溶するエチレンとブテンとの共重合体の三井化学(株)製のタフマーシリーズ(例示として「タフマーDF810」、「タフマーDF710」、「タフマーDF610」、「タフマーDF605」)を混合することにより、4−メチル−1−ペンテンとα−オレフィンとの共重合体樹脂の分散性をより高めることができる。4−メチル−1−ペンテンとα−オレフィンとの共重合体樹脂との樹脂混合系において、樹脂溶融均一性が保持されて優れた耐久性、耐熱性、柔軟性を持つ耐熱性ポリオレフィン微多孔膜になると思われる。またこのことにより当該ポリオレフィン樹脂混合物は、T−ダイ出のメルトフラクチャーも全く発生することなく溶融特性の安定な均一な組成のシートを得ることができる。
【0019】
[4]ポリプロピレン樹脂
本発明で使用されるポリプロピレンの分子量は特に限定されるものではないが、粘度平均分子量10万以上粘度平均分子量30万程度の高分子量ポリプロピレンを用いると耐熱破膜性に優れた微多孔膜を得ることができる。本発明におけるポリプロピレン樹脂としては、ホモポリプロピレン(プロピレン単独重合体)、またはプロピレンとエチレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネンもしくは1−デセンなどαオレフィンとのランダム共重合体またはブロック共重合体などが挙げられる。これらは単独で用いても混合物として用いてもよい。この中でも、機械的強度の観点からホモポリプロピレンがより好ましい。また、ポリプロピレン樹脂のメルトフローレート(MFR)は特に制限されるものではないが、通常、JIS K7210に準拠して温度230℃、荷重2.16kgの条件で測定してMFRは0.1〜15g/10分であることが好ましく、0.5〜10g/10分であることがより好ましい。MFRが0.1g/10分未満では、成形加工時の樹脂の溶融粘度が高く生産性が低下する。一方、15g/10分を超えると得られる微多孔膜の機械的強度が不足するなどの実用上の問題が生じやすい。ポリプロピレン樹脂は高温時の孔径維持、並びに熱破膜温度向上のために前記ポリエチレンの1質量%以上−30質量%を置換することもできる。ポリプロピレン樹脂含量率が増えると機械的強度が低下するため20質量%以下が好ましい。
【0020】
[5]低分子量のポリエチレン系ワックス
本発明に使用出来る低分子量のポリエチレン系ワックスとしては、エチレンの単独重合体またはエチレンとα−オレフィンとの共重合体、またはそれらのブレンド物をいう。好ましくは、エチレン・プロピレンランダム共重合体、エチレン・1−ブテンランダム共重合体、エチレン・プロピレン・1−ブテン共重合体であり、ゲルパーミエーションクロマトグラフィーで測定した場合の分子量分布がきわめて狭く、ポリエチレン換算の分子量が20,000以上となる成分を出来るだけ少なくなるように、メタロセン触媒を用いて調製される。溶融温度は、85−110℃の範囲にあり、好ましくは89−102℃の融点を有するものである。溶融温度が89−102℃の範囲にある低分子量のエチレン・プロピレンランダム共重合体、エチレン・1−ブテンランダム共重合体、エチレン・プロピレン・1−ブテン共重合体から選ばれた1種以上のエチレン・α−オレフィンランダム共重合体を超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂10−30重量%、ポリオレフィン系エラストマー樹脂2.0−10重量%とからなるポリオレフィン樹脂混合物に対して0.2−5重量%添加するのが良い。好ましくは0.2−2.5重量%である。
融点の大きく異なる4−メチル−1−ペンテンとα−オレフィンとの共重合体樹脂と超高分子量ポリエチレン粉末との二軸押出機への食い込みを良好にする目的とともに出来上がった耐熱性ポリオレフィン微多孔膜の温度に対する感応性が無添加の場合と比較して鋭敏にシャットダウン時、インピーダンスが上昇して185℃まで電池が温度上昇し電解液が熱分解するまで微多孔膜はメルトダウンすることなく保持できる。
【0021】
例えば融点の異なるポリオレフィン樹脂をn(ここではnは3以上の整数を表す)種類以上使用する場合、高分子量ポリエチレンの融点T1℃と使用されるポリオレフィン樹脂の融点T2℃、T3℃・・・Tn℃からなる樹脂混合物の平均融点Tを下記の式のように定義する。
【0022】
【数2】
式中、χ1+χ2+χ3・・・χn=1 χ1;超高分子ポリエチレンの重量分率、χ2〜χn;融点T2℃、T3℃、・・・Tn℃の他に使用されるポリオレフィン樹脂のそれぞれの重量分率である。ここで融点とはJISK7121に基づいて示差走査熱量測定(DSC)により求められる値を言う。
【0023】
[6]無機フィラ−
本発明に使用される無機フィラ−としては、例えば、アルミナ、水酸化アルミニウムのアスペクト比を有するナノサイズのベーマイト・アルミナ、シリカ(珪素酸化物)、ナトリウムアルミノシリケート、ナトリウムカルシウムアルミノシリケートチタニア、ジルコニア、マグネシア、セリア、イットリア、酸化亜鉛、酸化鉄などの酸化物系、シリコンカーバイド、窒化ケイ素、窒化チタン、窒化ホウ素等の窒化物系、炭酸カルシウム、硫酸アルミニウム、水酸化アルミニウム、チタン酸カリウム、タルク、カオリンクレー、カオリナイト、ハロイサイト、パイロフィライト、モンモリロナイト、セリサイト、マイカ、アメサイト、ベントナイト、アスベスト、ゼオライト、ケイ酸カルシウム、ケイ酸マグネシウム、ケイ藻土、ケイ砂等のセラミックス、ガラス繊維などが挙げられる。これらの1種を単独で、あるいは2種以上を併用することができる。好ましいのは、電気化学的に安定な、シリカ、アルミナ、チタニウムであり、特にシリカ、アルミノシリケートが好ましい。
前記無機フィラ−粉末粒子の平均粒径としては、好ましくは1nm以上、より好ましくは10nm以上であり、上限として好ましくは100nm以下である。
平均粒径を100nm以下とすることは、延伸等を施した場合でもポリオレフィン樹脂と無機フィラ−間での剥離が生じにくい傾向となり、マクロボイドの発生を抑制する観点から好ましい。
一方、平均粒径を1nm以上とすることは、溶融時の無機フィラ−粒子の分散性を確保する上で好ましい。
前記ポリオレフィン樹脂と無機フィラ−粒子との総量中に占める無機フィラ−粒子の割合が5質量%以上40質量%以下、押出機のバレル、スクリューの耐摩耗の観点から好ましくは5質量%以上20質量%以下である。無機フィラ−粒子の熱重量分析による100℃までの重量減少率が5%以下のものであることが好ましい。無機フィラ−粒子の添加により、微多孔膜の引張強度を高めたり、熱収縮率を低くすることができる。
【0024】
[7]可塑剤
本発明の微多孔膜を製造する際に使用可能な可塑剤としては、液状可塑剤及び固体可塑剤のいずれも使用できる。液状可塑剤としてはノナン、デカン、デカリン、パラキシレン、ウンデカン、ドデカン、流動パラフィン等の脂肪族又は環式の炭化水素、及び沸点がこれらに対応する鉱油留分が挙げられる。溶剤含有量が安定したゲル状成形物を得るためには、流動パラフィン、ミネラルオイルのような不揮発性の液体可塑剤を用いるのが好ましい。液体可塑剤の粘度は25℃において30〜500cStの範囲内であるのが好ましく、50〜200cStの範囲内であるのがより好ましい。液体可塑剤の25℃における粘度が30cSt未満ではポリオレフィン混合物の溶融物のダイリップからの吐出が不均一であり、かつ混練が困難である。一方500cSt超では可塑剤の除去が困難である。
【0025】
固体可塑剤は融点が80℃以下のものが好ましく、このような固体可塑剤としてパラフィンワックス、マイクロクリスタリンワックス等のワックス類、セリルアルコール、ステアリルアルコール等の高級アルコール類、ポリオキシエチレンステアリルエーテル、ポリオキシエチレンイソステアリルエーテル等のポリオキシエチレンアルキルエーテル類、ポリオキシプロピレンステアリルエーテル、ポリオキシプロピルイソステアリルエーテル等のポリオキシプロピレンアルキルエーテル、ポリオキシエチレンステアリルエステル等のポリオキシエチレンアルキルエステル類、ポリオキシプロピレンステアリルエステル等のポリオキシプロピレンアルキルエステル類が挙げられる。液体溶剤と固体溶剤を適宜混合した上で使用してもよい。
特に、ポリオキシエチレンステリルエーテル、ポリオキシエチレンイソステアリルエーテル等のポリオキシエチレンアルキルエーテルを流動パラフィンと混合することにより室温で混合物が固化するので有用である。流動パラフィン95−75重量%とポリオキシアルキレンアルキルエーテル5−25重量%、好ましくは流動パラフィン90−80重量%とポリオキシアルキレンアルキルエーテル10−20重量%の範囲で使用される。樹脂と可塑剤を両者の融点以上の温度において均一に溶融混練した後、当該混練物を任意の冷却速度にて当該混合樹脂の固化温度以下まで冷却したときに延伸可能な軟質のゲル状シート成形物を得ることが出来る。
【0026】
使用可能な可塑剤量は、相分離構造が樹脂と可塑剤の相溶性、および樹脂と可塑剤の合計重量に対する樹脂の重量比(ポリマー重量分率)によって変化させることができる。
例えば当該ポリオレフィン樹脂混合物と可塑剤との配合割合は、両者の合計を100重量部として、当該ポリオレフィン樹脂混合物が10〜46重量部、当該可塑剤90〜54重量部であり、好ましくは当該ポリオレフィン樹脂混合物が30〜44重量部である。ポリオレフィン樹脂混合物の割合が10重量部未満とすると、ポリオレフィン混合物溶融物を押し出す際にダイス出口でスウェルやネックインが大きくなり、ゲル状成形物の成形性及び自己支持性が低下する。一方ポリオレフィン混合物の割合が46質量部を超えるとゲル状シート成形物の成形性が低下し、また気孔が小さく透過性に劣る。
【0027】
本発明の耐熱性ポリオレフィン微多孔膜の製造方法は、二軸押出機にて超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%とからなるポリオレフィン樹脂混合物、必要に応じて無機フィラーを添加して、製膜用の可塑剤を注入し、溶融混練し、ダイより押出し、冷却して得られたゲル状シート成形物を延伸した後に前記製膜用の溶剤を除去することからなる。
本発明の耐熱性ポリオレフィン微多孔膜は、下記の工程を含む製造方法により好適に製造される。以下各工程を順次詳しく説明する。
(工程1)超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂10−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%からなるポリオレフィン樹脂混合物と酸化防止剤、必要に応じて無機フィラー粉末を2軸押出機に供給し、可塑剤の加熱混合液を注入し、溶融混練りする工程;
(工程2)工程1で作成した溶融混練物をTダイから押出し、ロールで冷却・圧延しゲル状シート成形物に成形する工程;
(工程3)工程2で得られたゲル状シート成形物を2軸方向(MD方向,TD方向)に延伸しながら引き取り速度を上げて厚みを薄く調製する3次元の延伸を行う工程;
(工程4)工程3で得られた薄膜から可塑剤を溶剤で抽出除去、並びに乾燥する工程;
(工程5)工程4で得られた微多孔膜を必要に応じて熱処理、再延伸、熱固定する工程;
【0028】
上記ポリオレフィン樹脂混合物の溶融混練物には必要に応じて酸化防止剤、紫外線吸収剤、アンチブロッキング剤、核剤、顔料、染料、無機充填材等の各種添加剤を本発明の効果を損なわない範囲で添加することができる。例えば孔形成剤として微粉珪酸を添加することもできる。
【0029】
溶融混練の方法は特に限定されないが、通常は二軸押出機中で均一に混練することにより行う。この方法は当該ポリオレフィン混合物の溶融物を調製するのに適する。溶融温度はポリオレフィン樹脂の平均融点+70℃〜+120℃の範囲内であるのが好ましい。
具体的に溶融温度は、押出温度ゾーンを200〜300℃の範囲で設定するのが好ましく、200〜260℃の範囲内であるのがより好ましい。可塑剤は混練開始前に添加しても、混練中に二軸押出機の途中から分割添加してもよい。
溶融混練にあたってはポリオレフィン樹脂混合物の酸化を防止するために酸化防止剤を添加するのが好ましい。
【0030】
また二軸押出機のスクリュの長さ(L)と直径(D)の比(L/D)は45〜100の範囲が好ましく、50〜70の範囲がより好ましい。L/Dを45未満にすると、溶融混練が不十分となる。特に超高分子量ポリエチレンの完全溶融が困難となる。L/Dを100超にすると、ポリオレフィン混合物溶融物と可塑剤の押出機内の滞留時間が増大し過ぎ熱劣化を招く。スクリュの形状は特に制限されないが、樹脂融点の大きく異なる成分を溶融・混練りする観点でのスクリュを選択するのが良い。二軸押出機のシリンダ内径は26〜150mmであるのが好ましい。ポリオレフィン樹脂混合物を二軸押出機に入れる際、スクリュ回転数Ns(rpm)に対するポリオレフィン樹脂混合物と可塑剤との投入量Q(kg/h)の比Q/Nsを0.1〜0.55kg/h/rpmにするのが好ましい。Q/Nsを0.1kg/h/rpm未満にすると、ポリオレフィン樹脂樹脂が過度にせん断破壊されてしまい、強度やシャットダウン温度の低下につながる。一方Q/Nsを0.55kg/h/rpm超にすると、均一に混練できない。比Q/Nsは0.2〜0.5kg/h/rpmであるのがより好ましい。スクリュ回転数Nsは120rpm以上にするのが好ましい。スクリュ回転数Nsの上限は特に制限されないが、150−500rpmが好ましい範囲である。
【0031】
ゲル状シート成形物を形成する方法としては、二軸押出機で樹脂と可塑剤を溶融混練し、ポリオレフィン樹脂混合物の溶融物を二軸押出機から直接に又は別の押出機、ギアーポンプを介してTダイより押出し、冷却することにより得る。
冷却は少なくともゲル化温度以下までは50℃/分以上の速度で行うのが好ましい。冷却は40℃以下まで行うのが好ましい。ゲル化温度以下まで50℃/分以上の速度で冷却することによりポリオレフィン樹脂混合物相が可塑剤によりミクロ相分離された相分離構造を固定化することができる。一般に冷却速度が遅いと得られるゲル状成形物の高次構造が粗くなり、それを形成する擬似細胞単位も大きなものとなるが、冷却速度が速いと密な細胞単位となる。冷却速度が50℃/分未満では結晶化度が上昇し、延伸に適したゲル状成形物となりにくい。冷却方法としては冷風、冷却水、その他の冷却媒体に直接接触させる方法、冷媒で冷却したロールに接触させる方法等を用いることができる。他にバッチ式混練機で樹脂と可塑剤を溶融混練した後、圧縮成型機を用いてシート・フィルム状にし、冷却する方法が利用できる。
【0032】
ダイリップとしては、通常は長方形の口金形状をしたシート用ダイリップを用いるが、二重円筒状の中空状ダイリップ、インフレーションダイリップ等も用いることができる。シート用ダイリップの場合、ダイリップのギャップは通常0.2〜8mmの範囲内であり、押出し時には180〜250℃の温度に加熱する。加熱溶液の押し出し速度は0.2〜50m/分の範囲内であるのが好ましい。
【0033】
延伸方法としては、フラット延伸、チューブラ延伸、ロール圧延などが利用可能である。
これらのうち、延伸均一性の観点からフラット延伸が好ましい。
延伸温度は、概ね120℃〜ポリオレフィン混合物平均融点の範囲内において選択することが好ましい。延伸温度を110℃未満とすると、過大な延伸応力による破膜を招き、また耐溶融収縮性が悪化する。延伸温度の上限は、微多孔膜を構成するポリオレフィン樹脂混合物の平均融点以下であるのが好ましい。当該樹脂混合物の平均融点温度以下であれば樹脂の融解による破膜を防ぐことが可能となる。
延伸温度が結晶融点を超えるとポリオレフィン樹脂混合物が溶融し、延伸による分子鎖の配向ができない。延伸温度は微多孔膜の熱収縮を低減させるために可能な限り高温にすることが望ましい。
【0034】
二軸延伸は、ゲル状シート成形物を加熱後、通常のテンター法、ロール法、インフレーション法、圧延法又はこれらの方法の組合せにより行う。同時二軸延伸、逐次延伸又は多段延伸(例えば同時二軸延伸及び逐次延伸の組合せ)のいずれでもよい。二軸延伸と可塑剤除去の順は任意に設定できるが、ゲル状シート成形物を二軸延伸した後可塑剤を除去するのが好ましい。但しこの順に限定する趣旨ではなく、例えばゲル状シート成形物から可塑剤を除去した後、二軸延伸したり、ゲル状シート成形物を二軸延伸した後可塑剤を除去しさらに二軸延伸したり、ゲル状シートを逐次二軸延伸する際の各一軸延伸の間に可塑剤を除去したりしてもよい。
可塑剤除去前の膜に少なくとも1回、少なくとも1方向に延伸し(可塑剤除去前延伸と称す)、更に可塑剤除去後の膜を少なくとも1回、少なくとも1方向に延伸する方法(可塑剤除去後延伸と称す)が実施可能である。少なくとも1回の延伸とは、一段延伸、多段延伸、多数回延伸を行うことを意味する。少なくとも1方向の延伸とは、縦方向1軸延伸、横方向2軸延伸、同時2軸延伸、逐次2軸延伸のことを意味する。
【0035】
ゲル状シート成形物を形成した後、二軸延伸する場合、長手方向(MD)及び横方向(TD)における延伸速度は、未延伸シートが延伸される領域において未延伸時の長手方向及び横方向の長さをそれぞれ1とし、1分間当りに伸ばされる長さの割合と定義すると、二軸延伸の長手方向及び横方向の各延伸速度をともに20倍/分以下する。長手方向又は横方向の延伸速度を20倍/分超とすると、耐溶融収縮性が悪化したりする。各方向の延伸速度を15倍/分以下とするのが好ましく、10倍/分以下とするのがより好ましい。
【0036】
延伸倍率は、総面積倍率で50倍以下とする。総面積倍率とはにおける合計延伸倍率と、TDにおける合計延伸倍率との積である。延伸倍率を総面積倍率で50倍超とすると、耐溶融収縮性が悪化したりする。延伸倍率は総面積倍率で40倍以下とするのが好ましい。長手方向(MD)及び横方向(TD)における1軸方向の倍率で3〜20倍であることが好ましく、より好ましくは4〜15倍、さらに好ましくは6〜10倍である。延伸倍率が4倍以上であれば、十分な延伸配向が与えられるために微多孔膜の強度向上が可能であり、延伸倍率が20倍以下であれば、過剰な延伸による微多孔膜の構造破壊を防ぐことが可能である。各方向の延伸下限に特に制限はないが、生産性の観点から3倍以上であるのが好ましい。機械的強度向上の観点から、MD及びTDに3倍以上とすることにより総面積倍率で9倍以上とするのが好ましく、MD及びTDに4倍以上とすることにより総面積倍率で16倍以上とするのがより好ましい。MDにおける合計延伸倍率とTDにおける合計延伸倍率の比(MDにおける合計延伸倍率)/(TDにおける合計延伸倍率)は、特に制限されないが、同時二軸延伸、逐次延伸又は段延伸のいずれの場合でも、0.5〜2であるのが好ましく、0.7〜1.3であるのがより好ましく、1であるのが最も好ましい。各方向の延伸速度は20倍以下である限り、MDとTDで互いに異なってもよいが、同じであるのが好ましい。
【0037】
所望の物性に応じて、膜厚方向に温度分布を設けて延伸してもよい。膜厚方向に温度分布を設けて延伸することにより一般的に機械的強度に優れた微多孔膜が得られる。洗浄前の延伸ゲル状成形物の少なくとも一面に熱ロールを接触させる処理(熱ロール処理)を施してもよい。加熱ロールに、延伸ゲル状成形物を接触させる。加熱ロールと延伸ゲル状成形物との接触時間は0.5秒〜1分間で良い。ロール表面に加熱オイルを保持した状態で接触させてもよい。加熱ロールとしては、平滑ロール又は吸引機能を有してもよい凹凸ロールのいずれでもよい。
【0038】
ポリオレフィン混合物樹脂相は成膜用可塑剤と相分離しているので、洗浄溶剤を用いて成膜用可塑剤を除去すると多孔質の膜が得られる。洗浄溶剤及びこれを用いた成膜用可塑剤の除去方法は公知の方法を利用することができる。
【0039】
[8]溶剤
可塑剤を除くための溶剤は、使用する樹脂に対して貧溶媒であること、かつ可塑剤に対して良溶媒であること、さらには沸点が膜の融点よりも低いことが好ましい。例えば、n−ヘキサンやシクロヘキサン等の炭化水素類、塩化メチレンや1,1−トリクロロエタン等のハロゲン化炭化水素類、エタノールやイソプロパノール等のアルコール類、ジエチルエーテルやテトラヒドロフラン等のエーテル類、アセトンや2−ブタノン等のケトン類、C6F14,C7F16等の鎖状フルオロカーボン、C4F9OCH3、C4F9OC2H5等のハイドロフルオロエーテル、C4F9OCF3、C4F9OC2F5のパーフルオロエーテル等の使用が可能である。
可塑剤・溶剤の除去時に膜の収縮を防ぐために、膜を少なくとも1方向に拘束しながら、溶剤に浸漬し、可塑剤除去後に溶剤を膜の融点以下で加熱乾燥法、風乾法等により乾燥除去する方法が好適に利用可能である。
【0040】
延伸工程後または可塑剤除去後において少なくとも1回、熱処理(熱延伸処理及び/あるいは熱固定処理及び/あるいは熱収縮処理)を行うとよい。熱処理温度は、熱処理による強度変化、透気度変化等に考慮して行う。
【0041】
熱延伸処理工程において気孔率等の物性を調整するために、通常用いられるテンター方式、ロール方式又は圧延方式により行い、少なくとも一回、少なくとも一軸方向に、一方向における延伸倍率が1.01〜2.0倍の延伸倍率で行うのが好ましく、1.02〜1.5倍の延伸倍率で行うのがより好ましい。
また、熱固定処理は、テンター方式、ロール方式又は圧延方式により行い、耐熱性ポリオレフィン微多孔膜中のポリオレフィン樹脂の結晶化を安定させる。
熱収縮処理は、テンター方式、ロール方式若しくは圧延方式により行うか、又はベルトコンベア若しくはフローティングロールを用いて行ってもよい。熱収縮処理は、少なくとも一方向に50%以下の範囲で行うのが好ましく、30%以下、更に好ましくは20%以下の範囲で行う。
【0042】
上述の熱延伸処理、熱固定処理及び熱収縮処理を多数組み合せて行ってもよい。熱ロール処理は洗浄前の延伸ゲル状成形物の少なくとも一面に熱ロールを接触させる処理(熱ロール処理)を施してもよい。ポリオレフィン樹脂混合物の結晶温度+10℃以上〜ポリオレフィン樹脂混合物の平均融点未満に温調した加熱ロールに、延伸ゲル状成形物を接触させる。
加熱ロールと延伸ゲル状成形物との接触時間は0.5秒〜1分間が好ましい。ロール表面に加熱オイルを保持した状態で接触させてもよい。加熱ロールとしては、平滑ロール又は吸引機能を有してもよい凹凸ロールのいずれでもよい。
特に熱延伸処理後に熱収縮処理を行うと、低収縮率で高強度の微多孔膜が得られるため好ましい
【0043】
本発明の好ましい実施態様による耐熱性ポリオレフィン微多孔膜の膜厚は5〜100μmであり、好ましくは6〜40μm、より好ましくは10〜25μmである。膜厚は、5μm以上であれば微多孔膜として十分な強度を有し、100μm以下であれば十分な透過性を有し、高い電解液含浸性を有する膜となる。
なお微多孔膜の厚さは用途に応じて適宜選択できるが、例えばリチウムイオン二次電池用セパレータとして使用する場合は7〜24μmが好ましく、10−18μmがより好ましい。
膜厚、JIS規格K7130に準じて測定する。
【0044】
微小孔構造領域と粗大孔構造領域の分布は特に制限されない。通常は、微多孔膜のMD方向及びTD方向のいずれの断面においても、微小孔構造領域及び粗大孔構造領域が不規則に入り組んでおり、個々の領域の大きさも不規則である。このような構造は、例えば透過型電子顕微鏡(TEM)等により観察することができ、原子間力顕微鏡(AFM)により最大高低差として測定することができる。
【0045】
上記のような粗大孔構造による比較的大きな空間と比較的大きな表面粗さとを有するので、透気度及び電解液吸収性に優れており、しかも加圧された場合の透気度変化が小さい。そのためリチウムイオン二次電池用セパレータとして用いた場合に、各々優れた電池生産性と電池サイクル特性を実現することができる。
【0046】
本発明の好ましい実施態様による耐熱性ポリオレフィン微多孔膜は、次の物性を有する。
(1)透気度(ガーレー値)は20〜350秒/100mlである。透気度がこの範囲であると、微多孔膜を電池セパレータとして用いた場合に電池容量が大きく、電池のサイクル特性も良好である。透気度が20秒/100ml/20μm未満では電池内部の温度上昇時にシャットダウンが十分に行われない。透気度は、JIS P8117に準拠のガーレー式透気度計を使用して測定する。
(2)気孔率は35〜75%であり、好ましくは40〜55%である。気孔率が35%以上であれば十分な透気度を有し、60%以下であれば十分な機械的強度を有し、電池セパレータとして用いた場合電極が短絡する危険性が小さい。気孔率は重量法により測定する。試料を5.0cm角の正方形に切り出して体積(cm3)、重量(g)を測定する。使用した樹脂密度(g/cm3)をASTM D1505に準拠して測定する。次式により計算して求める。
【0047】
【数3】
【0048】
本発明の微多孔膜の最大孔径は、好ましくは0.1〜5μm、より好ましくは0.3〜3μm、さらに好ましくは0.3〜1.5μmである。最大孔径が、0.1μ以上であればセパレータとして必要な透過性を有し、5μm以下であれば電極脱離成分による短絡を防ぐことが可能である。当該耐熱性ポリオレフィン微多孔膜の表面を走査型電子顕微鏡(SEM)で観察する。任意に孔を20点選び、これら孔の孔径を求め平均することで孔径を算出する。
(4)突刺し強度は、針先端の曲率半径0.5mm、突き刺し速度2mm/secで突刺し試験を行い、最大突刺荷重gから突刺し強度をNで表示する。
2N以上であることが望ましい。突刺し強度が2N未満では、微多孔膜を電池用セパレータとして電池に組み込んだ場合に、電極の短絡が発生する恐れがある。突刺強度は3N以上、さらに好ましくは5以上である。電極からの脱離成分によるショートが発生せず、セパレータとして十分な強度を有する。
(5)引張破断強度は、幅10mmの短冊状試験片を用いてASTM D882により測定する。引張破断強度はMD方向及びTD方向のいずれにおいても40MPa以上であることが破膜しない上で好ましい。
(6)引張破断伸度は、幅10mmの短冊状試験片を用いてASTM D882により測定する。引張破断伸度はMD方向及びTD方向のいずれにおいても20%以上であることが破膜の心配がなく好ましい。
(7)130℃の温度で1時間暴露後の熱収縮率が50mm x 50mmに切り出した試料にMD方向及びTD方向を印する。130℃に保持した熱風乾燥機内の微粉珪藻土上に1時間入れる。1時間目に、室温に冷却して縦方向、横方向の寸法変化を測定し、最初の試料片距離に対する百分率で表す熱収縮率を求める。なお、縦(MD)方向とは、微多孔膜の製造時における押出方向とし、横(TD)方向とは、微多孔膜の製造時における押出方向に直交する方向とする。熱収縮率はMD方向及びTD方向ともに25%以下であることが良い。好ましくは20%、更に好ましくはMD方向及びTD方向ともに15%以下である。熱収縮率は、当該微多孔膜を130℃で1時間暴露したときのMD方向及びTD方向の収縮率をそれぞれ3回ずつ測定し、平均値を算出することにより求める。
熱収縮率が25%を超えると、当該微多孔膜をリチウムイオン二次電池用セパレータとして用いた場合、異常発熱時にセパレータ端部が収縮し、電極の短絡が発生する可能性が高くなる。
(8)高平滑面を有する一対のステンレス板の間に膜を挟み、これをプレス機により、2.2MPa(22kgf/cm2)の圧力下、90℃で5分間加熱圧縮した後の膜厚変化率は、圧縮前の膜厚を100%として20%以下であることが望ましい。膜厚変化率が20%以下であると、当該微多孔膜をリチウムイオン二次電池セパレータとして用いた場合に、電池容量が大きく、電池のサイクル特性も良好である。膜厚は接触厚さ計(株式会社ミツトヨ製)により測定する。上記条件で加熱圧縮した後の到達透気度(ガーレー値)は600秒/100ml/20μm以下である。到達透気度が500秒/100ml/20μm以下であると、加圧された場合でも透気度変化及び膜厚変化が小さく、リチウムイオン二次電池セパレータとして用いた場合に、電池容量が大きく、透過性、機械的特性及び耐熱収縮性にも優れている。
(9)表面粗さは原子間力顕微鏡(AFM)により測定する。最大高低差で好ましい範囲は、250nm以上600nmである。更に好ましくは300nmから600nmの範囲である。250nm未満では、電解液の濡れも悪くなり、セパレータ巻き取りロールからのセパレータ離脱しにくくなる。600nmを超えるとセパレータの機械的強度が低下して好ましくない。電池用セパレータとして用いた場合の電解液との接触面積が大きく、電解液注入性に優れている。
(10)耐メルトダウン特性の評価は、45mm x 45mmの寸法に切り出したセパレータ試料に電解液(1M LiBF4/ポリプロピレンカーボネート(PC):ガンマーブチロラクトン(γ−BL)(1/1容積比))を含浸させ、20mm x 20mmのステンレス板に挟み、これを電池評価用電池容器に封入する。この電池容器を5℃/分昇温速度で加熱する電気炉内に置き、スクリュー電池容器の温度とインピーダンス値を測定する。インピーダンス値は交流法にて振幅10mV、周波数1kHzの交流を10mAの範囲内で印加し、温度に対しインピーダンス値をプロットし、インピーダンス値が上昇していく過程で1000ohm以上になる温度をシャットダウン温度とする。更に電池容器を5℃/分昇温速度で加熱を続けて、電池容器の温度とインピーダンス値を測定し、インピーダンス値が再度300ohm未満なる時の温度をメルトダウン温度とする。耐メルトダウン特性の評価は、185℃に到達しても、1分後でも破膜せず高インピーダンス値を保持している時を185℃<と表示し、優れた耐メルトダウン特性を有することを意味する。
(11)電池評価は、当該耐熱性ポリオレフィン微多孔膜からなるセパレータは、これを用いる電池の種類に特に制限はないが、特にリチウムイオン二次電池用途に好適である。本発明の微多孔膜からなるセパレータを用いたリチウムイオン二次電池には、公知の電極及び電解液を使用すればよい。また本発明の微多孔膜からなるセパレータを使用するリチウムイオン二次電池の構造も公知のものでよい。
例えば、正極活物質としてコバルト酸リチウム(LiCoO2;10ミクロン)粉末92重量部とアセチレンブラック(電気化学工業社製)粉末2重量部、微粉黒鉛(日本黒鉛社製)2重量部、ポリフッ化ビニリデン(クレハ化学工業株式会社製)の乾燥重量が4重量部となるように6重量%のポリフッ化ビニリデンのN−メチルピロリドン溶液を用い、正極剤ペーストを作製する。得られたペーストを厚さ15μmのアルミ箔上へ塗工し、乾燥後プ負極活物質の黒鉛化カーボン(日立化成製)粉末97とCMC(カルボキシメチルセルロース)(第一工業製薬社製)1部とカルボキシ変性ブタジエン系ラテックス(日本ゼオン社製)の固形分2部とからなる水溶液を用い、負極剤ペーストを作製する。得られたペーストを厚さ12μmの銅箔上へ塗工し、乾燥後プレスして負極を作製する。
上記正極を20mm×50mmのサイズに切り出しタブを付けた。また上記負極は22mm×52mmのサイズに切り出しタブを付けた。セパレータは26mm×56mmのサイズに切り出した。これら正極/セパレータ/負極と接合し、電解液を注入してアルミラミネートフィルム内に封入することでアルミラミネート外装セルを作製した。ここで電解液には1MでLiPF6をエチレンカーボネート/エチルメチルカーボネート(3/7重量比)に溶解したものを用いる。
該セルにおいて0.2Cと2Cにおける放電電気量を測定し、(2Cにおける放電電気量)/(0.2Cにおける放電電気量)×100を電池性能とした。95%以上を良好な電池性能とする。ここで、充電条件は0.2C 4.2V CC/CV8時間とし、放電条件は2.75VカットオフのCC放電とする。
【0049】
このように、本発明の耐熱性ポリオレフィン微多孔膜は、電池用セパレータ、コンデンサー用セパレータ、フィルター等として好適に使用できる。特にリチウムイオン二次電池用セパレータとして最適である。本発明の耐熱性ポリオレフィン微多孔膜の優れた耐メルトダウン特性を生かしてシャットダウン温度が125−142℃の範囲の中のいずれかの温度を有するポリエチレン系微多孔膜との貼り合せを施し、電池用多層セパレータとして使用したり、電池組み立て時に前述のポリエチレン系微多孔膜と併用することも可能である。
【実施例】
【0050】
本発明を以下の実施例によりさらに詳細に説明するが、本発明はこれらの例に限定されるものではない。
【実施例1】
【0051】
粘度平均分子量が115万の超高分子量ポリエチレン3.3重量%、粘度平均分子量が395万の超高分子量ポリエチレン3.3重量%、粘度平均分子量が580万の超高分子量ポリエチレン13.2重量%、粘度平均分子量が630万の超高分子量ポリエチレン16.5重量%、粘度平均分子量が33.4万の高密度ポリエチレン27.7重量%、粘度平均分子量が18.5万の中密度ポリエチレン13.7重量%、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)13.0重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)3.3重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.5重量%、タフマー[グレード名DF810]1.9重量%、タフマー[グレード名BL3450]0.8重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.8重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が149.5℃のポリオレフィン樹脂混合物を調製した。当該樹脂混合物37重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから63重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−210℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により110℃−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。
耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例2】
【0052】
粘度平均分子量が115万の超高分子量ポリエチレン3.3重量%、粘度平均分子量が200万の超高分子量ポリエチレン3.3重量%、粘度平均分子量が310万の超高分子量ポリエチレン4.0重量%、粘度平均分子量が395万の超高分子量ポリエチレン6.7重量%、粘度平均分子量が580万の超高分子量ポリエチレン16.9重量%、粘度平均分子量が630万の超高分子量ポリエチレン4.0重量%、粘度平均分子量が33.4万の高密度ポリエチレン19.5重量%、粘度平均分子量が18.5万の中密度ポリエチレン19.5重量%、融点ピーク232℃を持つ4−メチル−1ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)12.4重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)6.2重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.5重量%、タフマー[グレード名DF810]0.9重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.8重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が151℃のポリオレフィン樹脂混合物を調製した。当該樹脂混合物32重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから68重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−210℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により110℃−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例3】
【0053】
粘度平均分子量が109万の超高分子量ポリエチレン5.5重量%、粘度平均分子量が360万の超高分子量ポリエチレン11.5重量%、粘度平均分子量が580万の超高分子量ポリエチレン16.1重量%、粘度平均分子量が630万の超高分子量ポリエチレン4.6重量%、粘度平均分子量が33.4万の高密度ポリエチレン21.9重量%、粘度平均分子量が18.5万の中密度ポリエチレン21.9重量%、融点ピーク232℃を持つ4−メチル−1ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)7.5重量%と融点ピーク224℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 21g/10分)7.5重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.5重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]1.0重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が147℃のポリオレフィン樹脂混合物を調製した。当該樹脂混合物34重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから66重量部の流動パラフィン[68cst(40℃)]84重量%とポリオキシエチレンステアリルエーテル(HLB2)9.6 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)6.4重量%からなる可塑剤を加熱しながら供給し、240−210℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により105−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例4】
【0054】
粘度平均分子量が115万の超高分子量ポリエチレン3.0重量%、粘度平均分子量が395万の超高分子量ポリエチレン3.0重量%、粘度平均分子量が580万の超高分子量ポリエチレン11.9重量%、粘度平均分子量が630万の超高分子量ポリエチレン14.8重量%、粘度平均分子量が33.4万の高密度ポリエチレン24.9重量%、粘度平均分子量が18.5万の中密度ポリエチレン12.4重量%、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)11.7重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)2.9重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.25重量%、タフマー[グレード名DF810]1.75重量%、タフマー[グレード名BL3450]0.7重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.8重量%、無機フィラー粒子として水澤化学(株)製のナトリウムカルシュウムアルミノシリケート[グレード名シルトンJC−30]10.0重量%とからなるポリオレフィン樹脂と無機フィラーとの混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.0重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.20重量部とを、ドライブレンドする。当該樹脂混合物30重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから70重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−210℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により115−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例5】
【0055】
粘度平均分子量が115万の超高分子量ポリエチレン22.5重量%、粘度平均分子量が310万の超高分子量ポリエチレン14.4重量%、粘度平均分子量が580万の超高分子量ポリエチレン12.5重量%、粘度平均分子量が33.4万の高密度ポリエチレン25.0重量%、融点ピーク224℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 21g/10分)20.0重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]3.1重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]2.5重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が151℃のポリオレフィン樹脂混合物を調製した。当該樹脂混合物36重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから64重量部の流動パラフィン[68cst(40℃)]84重量%とポリオキシエチレンステアリルエーテル(HLB2)16重量%からなる可塑剤を加熱しながら供給し、240−210℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により115−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例6】
【0056】
粘度平均分子量が115万の超高分子量ポリエチレン6.7重量%、粘度平均分子量が395万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が580万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が630万の超高分子量ポリエチレン8.3重量%、粘度平均分子量が800万の超高分子量ポリエチレン8.3重量%、粘度平均分子量が33.4万の高密度ポリエチレン26.5、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)24.0重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)6.0重量%とポリオレフィン系エラストマー樹脂としてポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560〕3.9重量%、タフマー[グレード名DF810]1.6重量%、タフマー[グレード名BL3450]0.8重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.7重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が162℃のポリオレフィン樹脂混合物を調製する。当該樹脂混合物30重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから70重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−220℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により120−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例7】
【0057】
粘度平均分子量が115万の超高分子量ポリエチレン18.5重量%、粘度平均分子量が320万の超高分子量ポリエチレン15.9重量%、粘度平均分子量が580万の超高分子量ポリエチレン14.8重量%、粘度平均分子量が630万の超高分子量ポリエチレン14.8重量%、粘度平均分子量が33.4万の高密度ポリエチレン18.5重量%、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)10.0重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)2.5重量%とポリオレフィン系エラストマー樹脂としてポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.5重量%、タフマー[グレード名DF810]1.7重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.8重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が144℃のポリオレフィン樹脂混合物を調製する。当該樹脂混合物36重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから64重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−220℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機により115−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例8】
【0058】
粘度平均分子量が24.5万のポリプロピレンホモポリマ−10.3重量%、粘度平均分子量が115万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が395万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が580万の超高分子量ポリエチレン19.9重量%、粘度平均分子量が630万の超高分子量ポリエチレン13.3重量%、粘度平均分子量が33.4万の高密度ポリエチレン22.6%、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)11.1重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)2.8重量%とポリオレフィン系エラストマー樹脂としてポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]3.2重量%、タフマー[グレード名DF810]2.1重量%、タフマー[グレード名BL3450]0.7重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.8重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が151℃のポリオレフィン樹脂混合物を調製する。当該樹脂混合物34重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから66重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−220℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄し・徐液した膜を室温で風乾する。乾燥した延伸膜を加熱しながら、テンター延伸機によりTD方向、MD方向に延伸(第二の延伸)し、テンター内で20秒間保持しながら熱固定処理として熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。
耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【実施例9】
【0059】
粘度平均分子量が115万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が395万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が580万の超高分子量ポリエチレン3.3重量%、粘度平均分子量が630万の超高分子量ポリエチレン9.9重量%、粘度平均分子量が800万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が1000万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が33.4万の高密度ポリエチレン27.7重量%、粘度平均分子量が18.5万の中密度ポリエチレン10.5重量%、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)13.0重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)3.3重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.5重量%、タフマー[グレード名DF810]1.9重量%、タフマー[グレード名BL3450]0.8重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.7重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が149.5℃のポリオレフィン樹脂混合物を調製した。
当該樹脂混合物34重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから66重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−220℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。
枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メテレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄・徐液した膜を室温で風乾する。。
乾燥した延伸膜を加熱しながら、テンター延伸機により110℃−80℃でTD方向、MD方向に延伸(第二の延伸)し、テンター内で30秒間保持しながら熱固定処理し、熱収縮処理を施して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。
耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し5000オーム以上を示し、185℃に到達してもインピーダンス値がの低下はなく、185℃<であった。
【比較例1】
【0060】
粘度平均分子量が115万の超高分子量ポリエチレン6.7重量%、粘度平均分子量が395万の超高分子量ポリエチレン12.9重量%、粘度平均分子量が580万の超高分子量ポリエチレン6.6重量%、粘度平均分子量が630万の超高分子量ポリエチレン16.6重量%、粘度平均分子量が33.4万の高密度ポリエチレン26.5、融点ピーク232℃を持つ4−メチル−1−ペンテン−1−デセン−1共重合体(MFR 260℃ 5kg荷重 9g/10分)24.0重量%と融点ピーク228℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 25g/10分)6.0重量%低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]0.7重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、ポリオレフィン樹脂混合物を調製する。当該樹脂混合物30重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから70重量部の流動パラフィン[68cst(40℃)]90重量%とポリオキシエチレンステアリルエーテル(HLB2)7 重量%、ポリオキシエチレンイソステアリルエーテル(HLB2)3重量%からなる可塑剤を加熱しながら供給し、240−220℃及び200rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し押し出し、冷却ロールで引き取ろうとしたが、切れやすく安定したゲル状シート成形物は、得られず、耐熱性ポリオレフィン微多孔膜とするには至らなかった。
【比較例2】
【0061】
粘度平均分子量が115万の超高分子量ポリエチレン22.5重量%、粘度平均分子量が310万の超高分子量ポリエチレン13.8重量%、粘度平均分子量が580万の超高分子量ポリエチレン15.0重量%、粘度平均分子量が33.4万の高密度ポリエチレン40.0重量%、融点ピーク224℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 21g/10分)5.0重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]1.2重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]2.5重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が137℃のポリオレフィン樹脂混合物を調製する。当該樹脂混合物34重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D:52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから66重量部の流動パラフィン[68cst(40℃)]83重量%とポリオキシエチレンステアリルエーテル(HLB2)17 重量%、からなる可塑剤を加熱しながら供給し、220−200℃及び160rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄・徐液した膜を室温で風乾して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。
耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し3000オーム以上を示したが、155℃付近でインピーダンス値が100オームまで低下した。
【比較例3】
【0062】
粘度平均分子量が115万の超高分子量ポリエチレン22.5重量%、粘度平均分子量が310万の超高分子量ポリエチレン15.9重量%、粘度平均分子量が580万の超高分子量ポリエチレン15.0重量%、粘度平均分子量が33.4万の高密度ポリエチレン30.0重量%、融点ピーク224℃を持つ4−メチル−1−ペンテン−1−ヘキサデセン−1−オクタデセン共重合体(MFR 260℃ 5kg荷重 21g/10分)11.3重量%とポリオレフィン系エラストマー樹脂として三井化学(株)社製のノティオ[グレード名PN3560]2.8重量%、低分子量エチレン・ブテン共重合物として三井化学(株)社製のエクセレックス[グレード名48070B]2.5重量%とからなるポリオレフィン樹脂混合物100.0重量部に対して酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタン2.5重量部と3,9−ビス(2,6−ジターシャリーブチル−4−メチルフェノキシ)−2,4,8,10−テトラオキサ−3,9−ジホスファピ[5,5]ウンデカンロニルヒドロキシフェニル)−プロピオネート]メタン0.25重量部とを、ドライブレンドし、計算による平均融点が143℃のポリオレフィン樹脂混合物を調製する。当該樹脂混合物33重量部を二軸押出機(シリンダ径:69mm、スクリュの長さ(L)と直径(D)の比L/D=52.5、強混練タイプスクリュ使用)に投入し、この二軸押出機のサイドフィーダーから67重量部の流動パラフィン[68cst(40℃)]83重量%とポリオキシエチレンステアリルエーテル(HLB2)17重量%、からなる可塑剤を加熱しながら供給し、220−200℃及び160rpmの条件でポリオレフィン・可塑剤混合溶融物を調製する。これを二軸押出機の先端に設置されたギアーポンプを介してTダイから押し出し、冷却ロールで引き取りながら、ゲル状シート成形物を形成する。得らるゲル状シート成形物に対して、テンター延伸機を用いて、二軸延伸を施す。次いでステンレス製の枠板[サイズ:20cm×30cm、(以下の実施例および比較例は同じ)]に固定し、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、再度室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら洗浄する。枠ごと取り出し垂直において塩化メチレンを取り除き、室温の塩化メチレンの洗浄槽中に浸漬し、3分間揺動させながら三度目の洗浄をする。洗浄・徐液した膜を室温で風乾して耐熱性ポリオレフィン微多孔膜を得る。その特性を表1に示す。
耐メルトダウン特性の評価試験結果、シャットダウン温度は、130℃付近で急激なインピーダンス値の上昇を示し3000オーム以上を示したが、162℃付近でインピーダンス値が300オームまで低下した。
表1から、実施例1〜9では、透気度、突刺し強度、引張破断強度、引張破断伸度及び耐熱収縮性のバランスに優れ、加熱圧縮後の膜厚変化率が小さい、電解液吸収性にも優れる表面粗度を有する耐熱性ポリオレフィン微多孔膜が得られることが分かる。
【0063】
【表1】
【産業上の利用可能性】
【0064】
本発明によれば高エネルギー密度化・高出力化・大型化した高性能なリチウムイオン二次電池に望まれる安全性の高い耐メルトダウン特性と他の良好なセパレータ特性を兼ね備え、セパレータとして取り扱いやすく、優れたリチウムイオン二次電池用セパレータとなる耐熱性ポリオレフィン微多孔膜とその製造方法の提供が可能となる。
【図面の簡単な説明】
【0065】
【図1】4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂重量%と耐熱性ポリオレフィン微多孔膜のノンメルトダウン挙動を示す。
【符号の説明】
【0066】
1、ポリオレフィン混合物の平均融点(℃)
2、耐熱性ポリオレフィン微多孔膜のメルトダウン温度とノンメルトダウン温度(℃)
【特許請求の範囲】
【請求項1】
超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%とからなることを特徴とする耐熱性ポリオレフィン微多孔膜。
【請求項2】
超高分子量ポリエチレンのうち溶液平均分子量(Mv)が650万以上1000万が超高分子量ポリエチレンのうち1重量%−50重量%の範囲で含むことを特徴とする請求項1の耐熱性ポリオレフィン微多孔膜。
【請求項3】
請求項1〜2のいずれかに記載の耐熱性ポリオレフィン微多孔膜を製造するにあたり、二軸押出機にて超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%とからなるポリオレフィン樹脂混合物及び製膜用の可塑剤とを溶融混練し、ダイより押出し、冷却して得られたゲル状シート成形物を延伸した後に前記製膜用の溶剤を除去することをことを特徴とする耐熱性ポリオレフィン微多孔膜の製造方法。
【請求項4】
請求項1〜3のいずれかに記載の耐熱性ポリオレフィン微多孔膜において低分子量のポリエチレン系ワックスとしてメタロセン触媒を用いて調製された溶融温度が89−102℃の範囲にある低分子量のエチレン・プロピレンランダム共重合体、エチレン・1−ブテンランダム共重合体、エチレン・プロピレン・1−ブテン共重合体から選ばれた1種以上のエチレン・α−オレフィンランダム共重合体を当該ポリオレフィン樹脂混合物に0.2−5重量%添加することを特徴とするポリオレフィン微多孔膜。
【請求項5】
請求項1〜4に記載の耐熱性ポリオレフィン微多孔膜において、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂が、4−メチル−1−ペンテンを80モル%以上含む4−メチル−1−ペンテンと炭素数3乃至30のα−オレフィンとの共重合体であり、DSC(示差走査型熱量計)試験に基づいて測定される融点(Tm)が、220〜240℃の範囲にあることを特徴とするポリオレフィン微多孔膜。
【請求項6】
請求項1〜5に記載の耐熱性ポリオレフィン微多孔膜において、ポリオレフィン系エラストマー樹脂が特定の構造を有するプロピレンとα−オレフィンとの共重合体であり、プロピレン由来の構成単位と炭素数2〜30のα−オレフィン(プロピレンを除く)由来の構成単位とからなり、10nm〜50nmのナノオーダーのらせん状の結晶部である「島」が互いに連結して網状の構造をとり非晶部全体を覆うミクロ構造を有するものであることを特徴とするポリオレフィン微多孔膜。
【請求項7】
請求項1〜6に記載の耐熱性ポリオレフィン微多孔膜において、ポリオレフィン系エラストマー樹脂がエチレンと炭素数3〜30のα−オレフィン(ブテンを除く)由来の構成単位とからなる共重合体、ブテンと炭素数2〜30のα−オレフィン(ブテンを除く)由来の構成単位とからなる共重合体、プロピレンと炭素数2〜30のα−オレフィン(プロピレンを除く)由来の構成単位とからなる共重合体、1種または2種以上であり、融点49−110℃を有することを特徴とするポリオレフィン微多孔膜。
【請求項8】
請求項1〜7に記載の耐熱性ポリオレフィン微多孔膜に前記ポリオレフィン樹脂と無機フィラ−粒子との総量中に占める無機フィラ−粒子の割合が5質量%以上40質量%以下であり、無機粒子が熱重量分析による100℃までの重量減少率が5%以下、平均粒径が1nm以上100nm以下であることを特徴とする耐熱性ポリオレフィン微多孔膜。
【請求項9】
請求項1〜8に記載の耐熱性ポリオレフィン微多孔膜を製造するに当たり製膜用の可塑剤に流動パラフィン90−80重量%とポリオキシアルキレンアルキルエーテル10−20重量%からなる混合物を使用することを特徴とする耐熱性ポリオレフィン微多孔膜。
【請求項10】
請求項1〜9に記載の特徴とする耐熱性ポリオレフィン微多孔膜を製造するに当たり前記ポリエチレンを置換するポリプロピレン樹脂の割合が1質量%以上20質量%以下であることを特徴とする耐熱性ポリオレフィン微多孔膜。
【請求項11】
請求項1〜10に記載の特徴とする耐熱性ポリオレフィン微多孔膜であることを特徴とするリチウムイオン二次電池用セパレータ。
【請求項1】
超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%とからなることを特徴とする耐熱性ポリオレフィン微多孔膜。
【請求項2】
超高分子量ポリエチレンのうち溶液平均分子量(Mv)が650万以上1000万が超高分子量ポリエチレンのうち1重量%−50重量%の範囲で含むことを特徴とする請求項1の耐熱性ポリオレフィン微多孔膜。
【請求項3】
請求項1〜2のいずれかに記載の耐熱性ポリオレフィン微多孔膜を製造するにあたり、二軸押出機にて超高分子量ポリエチレンと高密度ポリエチレンとを含むポリエチレン50−85重量%、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂12.5−30重量%、ポリオレフィン系エラストマー樹脂1−10重量%とからなるポリオレフィン樹脂混合物及び製膜用の可塑剤とを溶融混練し、ダイより押出し、冷却して得られたゲル状シート成形物を延伸した後に前記製膜用の溶剤を除去することをことを特徴とする耐熱性ポリオレフィン微多孔膜の製造方法。
【請求項4】
請求項1〜3のいずれかに記載の耐熱性ポリオレフィン微多孔膜において低分子量のポリエチレン系ワックスとしてメタロセン触媒を用いて調製された溶融温度が89−102℃の範囲にある低分子量のエチレン・プロピレンランダム共重合体、エチレン・1−ブテンランダム共重合体、エチレン・プロピレン・1−ブテン共重合体から選ばれた1種以上のエチレン・α−オレフィンランダム共重合体を当該ポリオレフィン樹脂混合物に0.2−5重量%添加することを特徴とするポリオレフィン微多孔膜。
【請求項5】
請求項1〜4に記載の耐熱性ポリオレフィン微多孔膜において、4−メチル−1−ペンテンと炭素数3以上のα−オレフィンとの共重合体樹脂が、4−メチル−1−ペンテンを80モル%以上含む4−メチル−1−ペンテンと炭素数3乃至30のα−オレフィンとの共重合体であり、DSC(示差走査型熱量計)試験に基づいて測定される融点(Tm)が、220〜240℃の範囲にあることを特徴とするポリオレフィン微多孔膜。
【請求項6】
請求項1〜5に記載の耐熱性ポリオレフィン微多孔膜において、ポリオレフィン系エラストマー樹脂が特定の構造を有するプロピレンとα−オレフィンとの共重合体であり、プロピレン由来の構成単位と炭素数2〜30のα−オレフィン(プロピレンを除く)由来の構成単位とからなり、10nm〜50nmのナノオーダーのらせん状の結晶部である「島」が互いに連結して網状の構造をとり非晶部全体を覆うミクロ構造を有するものであることを特徴とするポリオレフィン微多孔膜。
【請求項7】
請求項1〜6に記載の耐熱性ポリオレフィン微多孔膜において、ポリオレフィン系エラストマー樹脂がエチレンと炭素数3〜30のα−オレフィン(ブテンを除く)由来の構成単位とからなる共重合体、ブテンと炭素数2〜30のα−オレフィン(ブテンを除く)由来の構成単位とからなる共重合体、プロピレンと炭素数2〜30のα−オレフィン(プロピレンを除く)由来の構成単位とからなる共重合体、1種または2種以上であり、融点49−110℃を有することを特徴とするポリオレフィン微多孔膜。
【請求項8】
請求項1〜7に記載の耐熱性ポリオレフィン微多孔膜に前記ポリオレフィン樹脂と無機フィラ−粒子との総量中に占める無機フィラ−粒子の割合が5質量%以上40質量%以下であり、無機粒子が熱重量分析による100℃までの重量減少率が5%以下、平均粒径が1nm以上100nm以下であることを特徴とする耐熱性ポリオレフィン微多孔膜。
【請求項9】
請求項1〜8に記載の耐熱性ポリオレフィン微多孔膜を製造するに当たり製膜用の可塑剤に流動パラフィン90−80重量%とポリオキシアルキレンアルキルエーテル10−20重量%からなる混合物を使用することを特徴とする耐熱性ポリオレフィン微多孔膜。
【請求項10】
請求項1〜9に記載の特徴とする耐熱性ポリオレフィン微多孔膜を製造するに当たり前記ポリエチレンを置換するポリプロピレン樹脂の割合が1質量%以上20質量%以下であることを特徴とする耐熱性ポリオレフィン微多孔膜。
【請求項11】
請求項1〜10に記載の特徴とする耐熱性ポリオレフィン微多孔膜であることを特徴とするリチウムイオン二次電池用セパレータ。
【図1】

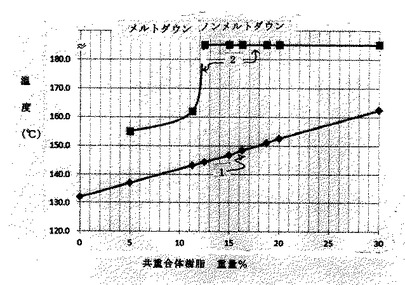
【公開番号】特開2013−57045(P2013−57045A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−208058(P2011−208058)
【出願日】平成23年9月6日(2011.9.6)
【出願人】(599019719)有限会社ケー・イー・イー (8)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月6日(2011.9.6)
【出願人】(599019719)有限会社ケー・イー・イー (8)
【Fターム(参考)】
[ Back to top ]