
耐熱性積層体およびそのような積層体の製造方法
本発明によれば、金属箔、織物、およびこの金属箔と織物との間の結合手段を備えるより耐熱性の積層体が提供され、ここでこの結合手段は、織物と金属箔を一緒に結合するための接着剤膜として機能するフルオロポリマー箔である。これにより、可撓性で、層間剥離することなくより高温に耐え得る不透過性の積層体が提供される。上記織物がガラス織物である場合、本発明による積層体は、550℃以下の温度を有する熱い構成要素に対して直接取り付けられ得、上記織物がセラミックである場合には、1100℃もの高温の構成要素に対して直接取り付けられ得る。この結合手段は、290℃までの温度で安定であり、そしてまた310℃というこの積層体の暴露温度の間も、より長い時間、安定で耐久性の結合を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特に伸縮継手における加熱された攻撃的な媒体に対する保護のための積層体、およびそのような積層体の製造方法に関する。
【背景技術】
【0002】
攻撃的な媒体(例えば、煙道ガスプラントにおけるチャネル構築物中の伸縮継手)に対する保護のためのカバーの分野では、フローチャネルは、260℃よりも高い温度に加熱されたガスに暴露される。この目的のために、例えば高温の煙道ガスおよびチャネル内部の他の攻撃的な媒体のような媒体を保持するための気密または流体密の連結継手を設計するために、積層された箔または織物のいくつかの層を使用することが公知である。
【0003】
これらの公知のカバータイプの欠点は、温度の視点から利用可能な最適であって、比較的流体密かつ可撓性の材料が270℃の温度上限を有するフルオロポリマー箔であり、それゆえに、この温度よりも高い温度の構築物の部分からこの箔を絶縁する必要があることである。
【0004】
代表的には、そのようなチャネル構築物のセクションにおける温度は、270℃〜700℃またはこれよりも高くに到達し得、それゆえに、270℃よりも低い最高温度限界が達成されるまで、流体蜜層の下のいくつかの層に、矜持された構成で、1つ以上のガラス織物、修飾ガラス織物などを提供することが必要である。しかし、織物のこれらの層は、透過性であり、フローチャネルからそして周囲へ逃げる所望でない媒体の漏れを防止しない。
【0005】
気密層のために、積層体材料を使用することが公知である。その気密層は薄い鋼箔であり、ガラス織物が鋼箔に固定されるように、シリコーン接着剤中間層を有している。この積層体材料は不透過性であるが、その積層体が耐え得る最大暴露温度は、250℃である。より高温の暴露により、この積層体の非常に急速な劣化が起こり、この積層体の破壊を引き起こす。
【発明の開示】
【発明が解決しようとする課題】
【0006】
この背景により、不透過性であり、より高い温度に耐え得る積層体を提供することが本発明の目的である。
【課題を解決するための手段】
【0007】
本発明によれば、この目的は、金属箔、織物、およびこの金属箔と織物との間の結合手段を含むより耐熱性の積層体により、達成される。ここで、この結合手段は、織物と金属箔とを一緒に結合するための接着剤膜として機能するフルオロポリマー箔である。
【0008】
これにより、可撓性で、層間剥離することなくより高温に耐え得る不透過性の積層体が提供される。
【0009】
上記織物がガラス織物である場合、本発明による積層体は、550℃以下の温度を有する熱い構成要素に対して直接取り付けられ得、上記織物がセラミックである場合には、1100℃もの高温の構成要素に対して直接取り付けられ得、そして単層としてであっても留まり得る。
【0010】
結合手段は、290℃までの温度で安定であり、そしてまた310℃というこの積層体の暴露温度の間も、より長い時間、安定で耐久性の結合を提供する。この安定性を得るために、例えば酸による洗浄の形態の表面処理が必要であるかも知れない。
【0011】
本発明により、上記積層体が、温度が300℃を超え、上記結合手段が、この積層体が取り付けられて作動するまで金属箔を適所に位置決めし、保持するとしてのみ機能する異なる用途における使用に適していることが実感される。これにより、ガラス織物が金属箔から外れても外れなくても、金属箔は不透過性バリアとして作用する。
【0012】
この金属箔は、好ましくはステンレス鋼箔である。しかし、アルミニウム、黄銅、銅または金属合金のような他のタイプの薄い金属箔が使用され得ることが実現される。金属箔は、厚さ0.01mm〜1mm、好ましくは厚さ0.0254mm(0.01インチ)である。
【0013】
上記織物は、好ましくは、50〜3000g/m2の基本重量(grammar weight)を有する。この織物は、好ましくは約700g/m2の基本重量を有するガラス織物である。あるいは、この織物は、好ましくは約600〜700g/m2の基本重量を有するケイ酸塩織物またはセラミック織物であり得る。
【0014】
フルオロポリマー箔は、好ましくは0.01〜1mmの厚さを有する。フルオロポリマー箔の材料は、PFA(ペルフルオロアルコキシ)であり得る。フルオロポリマー箔のための他の適切な材料は、MFA(ペルフルオロメチルビニルエーテル)、FEP(フッ素化エチレンプロピレン)、TFE(テトラフルオロエチレン)、ETFE(エチレンテトラフルオロエチレン)、ECTFE(エチレンクロリドトリフルオロエチレン)、TFM(変性ポリテトラフルオロエチレンまたは未使用のPTFE(ポリテトラフルオロエチレン)である。
【0015】
好ましい実施形態では、金属箔は、浮き彫り組織を備え、それによりこの箔は、その箔の少なくとも一部の上に小さいエンボスのアレイを備える。これにより、この積層体の耐久性は、顕著に改善される。予めエンボス加工された箔を使用することもまた可能であり、これはまた製品の耐久性を拡大する。
【0016】
上記積層体が伸縮継手で使用される場合、上記金属箔は、しばしば曲げられ、そしてたった数回の曲げの後で、ノッチまたは窪みが、箔に現れる。箔がこれらの窪みで曲げられ続けると、この窪みで箔は応力を受け、箔は、応力に起因する金属疲労に起因して、最終的には割れる。しかし、その箔に浮き彫り組織を提供することにより、その箔には小さくやわらかい窪み(dimple)のアレイが備えられ、応力集中が回避され、使用の間の曲げは、箔の異なる場所で起こり、いつも同じ点で起こるわけではなくなる。このことは、金属箔の磨耗を低減し、従って上記積層体の耐久性を改善する。
【0017】
別の局面では、本発明は、積層体の製造方法に関し、この方法は、金属箔の第1層を提供する工程;熱可塑性フルオロポリマーの第2層を提供する工程;織物の第3層を提供する工程;これらの第1層、第2層および第3層を組み立てる工程;この第1層および第3層を一緒に積層するために、層のアセンブリを、加熱ゾーン中で該アセンブリを、中間の第2ウェブの融点の上の温度まで加熱しながら、この第1ウェブと第3ウェブとを一緒に積層するための所定の時間、プレスする工程;ならびに冷却ゾーン中でこの積層体をプレスしつつ、この積層体を冷却する工程、を包含する。
【0018】
以下では、本発明は、添付の図面を参照して詳細に説明される。
【発明を実施するための最良の形態】
【0019】
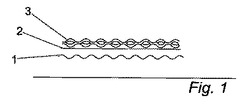
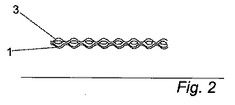
図1および2では、積層の前後での本発明による積層体が、示される。薄い金属箔、好ましくは鋼箔1(これは、このプロセスの間にエンボス加工されるか、または予めエンボス加工されている)が、薄いフルオロポリマー箔、好ましくはPFA箔2、およびガラス織物3とともに提供される。PFA箔2は、鋼箔1とガラス織物3との間の結合手段として作用する。3つの層1、2、3は、互いに対してプレスされ、同時に高温に加熱される。これにより、PFA箔2は、融解し、液体化され、そして金属薄1および織物3を一緒に結合する。積層体は、その後冷却ゾーン中で冷却される。冷却の間、積層体中の層は、互いに対してプレスされたまま維持される。
【0020】
鋼箔1およびPFA箔2は、好ましくは、0.0254cm(1ミル)の厚さである。このプロセスの間にエンボス加工されるか、または予めエンボス加工されている薄い鋼箔1は、浮き彫り組織を備え、それぞれ、可撓性および耐久性の箔、および積層体を確実にする。好ましくは、浮き彫り組織は、それが(間にPFA箔を有する)ガラス織物に対してプレスされているときに、箔に提供される。これにより、箔上の起伏が織物の表面輪郭に合致する。このことは、強固な結合および可撓性の積層体をもたらす。
【0021】
図3および4に、製造プロセスの2つの実施形態が概略的に示される。
【0022】
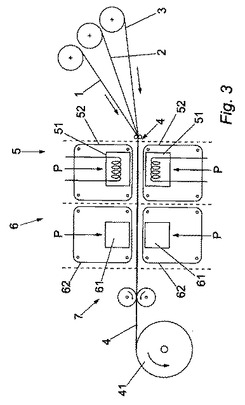
プレス装置に隣接して、3つの供給ロールが提供される。これらの供給ロールから、このプロセスの間にエンボス加工されるか、または予めエンボス加工されている鋼箔1のウェブ、熱可塑性PFA箔2、およびガラス織物3が、提供される。これら3つの層は、プレスセクションに送られ、組立てられる。このプレスセクションは、加熱ゾーン5および冷却ゾーン6を備える。加熱ゾーン5は、図3に示される第1の実施形態では、組立てられた積層体ウェブ4の各々の側に、一組のプレス部材51(例えば、プレス部材または顎)および支持ウェブ52を備える。冷却ゾーン6はまた、組立てられた材料ウェブ4のそれぞれの側に配置された協働する支持ウェブ62を有する一組のプレス部材61を備える。
【0023】
支持ウェブ52、62は、材料ウェブ1、3を、加熱ゾーン5および冷却ゾーン6中の両側から保護する。支持ウェブ52、62の遊離に幾何学的表面組織は、鋼箔1が柔らかい窪みのアレイとともに提供されるように、有利に適合され、その結果、プレス作用の間、箔1は、浮き彫り組織を提供され、このことは、積層体の頻繁な曲げ/たわみによるより長い耐久性を確実にする。
【0024】
組立てられた積層体ウェブ4は、加熱ゾーンの2つのプレス部材51を通って送られ、そこで10〜300秒の間、加圧下で保持され、これにより熱可塑性フルオロポリマー箔2は、327〜400℃の温度への同時の加熱に起因して、液状化する。次いで、組立てられた積層体ウェブ4は、前進手段7により前方向に引かれ、加熱された材料ウェブは4、冷却部材61の間で加圧下で保持され、通常は周囲温度まで冷却されるが、得られる積層体に対する実際の要求に依存して、0℃〜250℃への冷却が実施されるが、周囲温度(例えば、20〜30℃)が好ましい。積層体ウェブ4は、プレスセクション、すなわち加熱ゾーン5および冷却ゾーン6を通して間欠的に送られ得る。この積層体は、最後にロール41に巻かれる。
【0025】
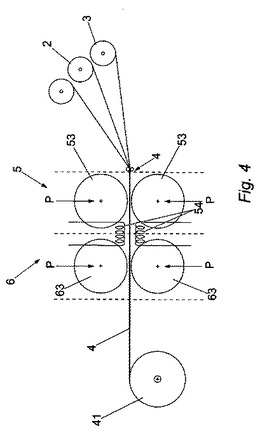
図4に示されるように、加熱ゾーン5および冷却ゾーン6中のプレス部材は、代替として、ローラー53、63を備える。この実施形態では、積層体ウェブ4は、一組の加熱された加圧ロール53を通して、その後冷却加圧ロール63を通して連続的に送られ得る。フルオロポリマーが2組の加圧ロール53、63の間で融解して留まることを確実にするために、加熱手段54が、それらの間に提供され、その結果、鋼箔1と織物3との間の必要とされる強度が達成される。
【0026】
鋼箔1は、0.01〜1mmより厚い、好ましくは0.0254mm(1ミル)の厚さの金属の非常に薄い箔であり、上記プロセスの間にエンボス加工されるか、または予めエンボス加工されている。フルオロポリマー箔は、約0.01mmと1mmとの間の厚さであり、好ましくはPFA(ペルフルオロアルコキシ)材料であり得る。フルオロポリマー箔のための他の適切な材料は、MFA(ペルフルオロメチルビニルエーテル)、FEP(フッ素化エチレンプロピレン)、TFE(テトラフルオロエチレン)、ETFE(エチレンテトラフルオロエチレン)、ECTFE(エチレンクロリドトリフルオロエチレン)、TFM(変性ポリテトラフルオロエチレンまたは未使用のPTFE(ポリテトラフルオロエチレン)である。
【0027】
上記織物は、好ましくは、50〜3000g/m2の基本重量を有する。この織物は、好ましくは約700g/m2の基本重量を有するガラス織物である。あるいは、この織物は、好ましくは約600〜700g/m2の基本重量を有するケイ酸塩織物またはセラミック織物であり得る。
【0028】
上記プロセスの間にエンボス加工されるか、または予めエンボス加工されている、他のタイプの金属の非常に薄い箔は、アルミニウム、黄銅、銅または金属合金である。しかし、PFAを結合手段として使用する場合、この材料の融点が400℃を超え、積層体の最高許容温度が積層体で使用される金属のタイプにより制限され得ることが観察されるに違いない。
【0029】
より低い融点を有する他の金属が選択された場合、FEP箔は、織物と金属箔との間の結合手段として使用され得る。これにより、約210℃というより低い作業温度が達成される。
【0030】
金属箔の浮き彫り組織という用語により、それがなければ平坦である箔の表面構造のあらゆる種類の反復的な変形構造が意味される。
【0031】
本発明により、金属箔は、積層化プロセスにおけるプレスの間に浮き彫り加工される。これにより、余分なプレス工程が回避され、結果として製造コストの低下が達成され得る。
【0032】
好ましい製造プロセスによれば、金属箔は、加熱ゾーンおよび冷却ゾーンにおけるプレスの間に、浮き彫りされた表面が提供され、その場合の圧力は、積層体で使用される金属箔に依存して、5kg/cm2と1000kg/cm2との間である。
【0033】
本発明により、浮き彫り組織における起伏または窪みが柔らかく丸い形状であらねばならないことが実感される。なぜなら、鋭いエッジは、箔における応力を高める点であり、箔/積層体の耐久性の低下をもたらすからである。鋭いエッジが発生すると、金属疲労は、急速に達成される。なぜなら、屈曲点または屈曲線は、いつも同じ線/点で再発生するからである。柔らかい起伏により、屈曲は、より大きい領域にわたって発生し、耐久性が20〜40%改善され得ることがわかる。
【図面の簡単な説明】
【0034】
【図1】図1は、積層前の、本発明による積層体の概略断面図である。
【図2】図2は、積層後の、本発明による積層体の概略断面図である。
【図3】図3は、積層体製造プロセスの第1の実施形態の概略図である。
【図4】図4は、積層体製造プロセスの第2の実施形態である。
【技術分野】
【0001】
本発明は、特に伸縮継手における加熱された攻撃的な媒体に対する保護のための積層体、およびそのような積層体の製造方法に関する。
【背景技術】
【0002】
攻撃的な媒体(例えば、煙道ガスプラントにおけるチャネル構築物中の伸縮継手)に対する保護のためのカバーの分野では、フローチャネルは、260℃よりも高い温度に加熱されたガスに暴露される。この目的のために、例えば高温の煙道ガスおよびチャネル内部の他の攻撃的な媒体のような媒体を保持するための気密または流体密の連結継手を設計するために、積層された箔または織物のいくつかの層を使用することが公知である。
【0003】
これらの公知のカバータイプの欠点は、温度の視点から利用可能な最適であって、比較的流体密かつ可撓性の材料が270℃の温度上限を有するフルオロポリマー箔であり、それゆえに、この温度よりも高い温度の構築物の部分からこの箔を絶縁する必要があることである。
【0004】
代表的には、そのようなチャネル構築物のセクションにおける温度は、270℃〜700℃またはこれよりも高くに到達し得、それゆえに、270℃よりも低い最高温度限界が達成されるまで、流体蜜層の下のいくつかの層に、矜持された構成で、1つ以上のガラス織物、修飾ガラス織物などを提供することが必要である。しかし、織物のこれらの層は、透過性であり、フローチャネルからそして周囲へ逃げる所望でない媒体の漏れを防止しない。
【0005】
気密層のために、積層体材料を使用することが公知である。その気密層は薄い鋼箔であり、ガラス織物が鋼箔に固定されるように、シリコーン接着剤中間層を有している。この積層体材料は不透過性であるが、その積層体が耐え得る最大暴露温度は、250℃である。より高温の暴露により、この積層体の非常に急速な劣化が起こり、この積層体の破壊を引き起こす。
【発明の開示】
【発明が解決しようとする課題】
【0006】
この背景により、不透過性であり、より高い温度に耐え得る積層体を提供することが本発明の目的である。
【課題を解決するための手段】
【0007】
本発明によれば、この目的は、金属箔、織物、およびこの金属箔と織物との間の結合手段を含むより耐熱性の積層体により、達成される。ここで、この結合手段は、織物と金属箔とを一緒に結合するための接着剤膜として機能するフルオロポリマー箔である。
【0008】
これにより、可撓性で、層間剥離することなくより高温に耐え得る不透過性の積層体が提供される。
【0009】
上記織物がガラス織物である場合、本発明による積層体は、550℃以下の温度を有する熱い構成要素に対して直接取り付けられ得、上記織物がセラミックである場合には、1100℃もの高温の構成要素に対して直接取り付けられ得、そして単層としてであっても留まり得る。
【0010】
結合手段は、290℃までの温度で安定であり、そしてまた310℃というこの積層体の暴露温度の間も、より長い時間、安定で耐久性の結合を提供する。この安定性を得るために、例えば酸による洗浄の形態の表面処理が必要であるかも知れない。
【0011】
本発明により、上記積層体が、温度が300℃を超え、上記結合手段が、この積層体が取り付けられて作動するまで金属箔を適所に位置決めし、保持するとしてのみ機能する異なる用途における使用に適していることが実感される。これにより、ガラス織物が金属箔から外れても外れなくても、金属箔は不透過性バリアとして作用する。
【0012】
この金属箔は、好ましくはステンレス鋼箔である。しかし、アルミニウム、黄銅、銅または金属合金のような他のタイプの薄い金属箔が使用され得ることが実現される。金属箔は、厚さ0.01mm〜1mm、好ましくは厚さ0.0254mm(0.01インチ)である。
【0013】
上記織物は、好ましくは、50〜3000g/m2の基本重量(grammar weight)を有する。この織物は、好ましくは約700g/m2の基本重量を有するガラス織物である。あるいは、この織物は、好ましくは約600〜700g/m2の基本重量を有するケイ酸塩織物またはセラミック織物であり得る。
【0014】
フルオロポリマー箔は、好ましくは0.01〜1mmの厚さを有する。フルオロポリマー箔の材料は、PFA(ペルフルオロアルコキシ)であり得る。フルオロポリマー箔のための他の適切な材料は、MFA(ペルフルオロメチルビニルエーテル)、FEP(フッ素化エチレンプロピレン)、TFE(テトラフルオロエチレン)、ETFE(エチレンテトラフルオロエチレン)、ECTFE(エチレンクロリドトリフルオロエチレン)、TFM(変性ポリテトラフルオロエチレンまたは未使用のPTFE(ポリテトラフルオロエチレン)である。
【0015】
好ましい実施形態では、金属箔は、浮き彫り組織を備え、それによりこの箔は、その箔の少なくとも一部の上に小さいエンボスのアレイを備える。これにより、この積層体の耐久性は、顕著に改善される。予めエンボス加工された箔を使用することもまた可能であり、これはまた製品の耐久性を拡大する。
【0016】
上記積層体が伸縮継手で使用される場合、上記金属箔は、しばしば曲げられ、そしてたった数回の曲げの後で、ノッチまたは窪みが、箔に現れる。箔がこれらの窪みで曲げられ続けると、この窪みで箔は応力を受け、箔は、応力に起因する金属疲労に起因して、最終的には割れる。しかし、その箔に浮き彫り組織を提供することにより、その箔には小さくやわらかい窪み(dimple)のアレイが備えられ、応力集中が回避され、使用の間の曲げは、箔の異なる場所で起こり、いつも同じ点で起こるわけではなくなる。このことは、金属箔の磨耗を低減し、従って上記積層体の耐久性を改善する。
【0017】
別の局面では、本発明は、積層体の製造方法に関し、この方法は、金属箔の第1層を提供する工程;熱可塑性フルオロポリマーの第2層を提供する工程;織物の第3層を提供する工程;これらの第1層、第2層および第3層を組み立てる工程;この第1層および第3層を一緒に積層するために、層のアセンブリを、加熱ゾーン中で該アセンブリを、中間の第2ウェブの融点の上の温度まで加熱しながら、この第1ウェブと第3ウェブとを一緒に積層するための所定の時間、プレスする工程;ならびに冷却ゾーン中でこの積層体をプレスしつつ、この積層体を冷却する工程、を包含する。
【0018】
以下では、本発明は、添付の図面を参照して詳細に説明される。
【発明を実施するための最良の形態】
【0019】
図1および2では、積層の前後での本発明による積層体が、示される。薄い金属箔、好ましくは鋼箔1(これは、このプロセスの間にエンボス加工されるか、または予めエンボス加工されている)が、薄いフルオロポリマー箔、好ましくはPFA箔2、およびガラス織物3とともに提供される。PFA箔2は、鋼箔1とガラス織物3との間の結合手段として作用する。3つの層1、2、3は、互いに対してプレスされ、同時に高温に加熱される。これにより、PFA箔2は、融解し、液体化され、そして金属薄1および織物3を一緒に結合する。積層体は、その後冷却ゾーン中で冷却される。冷却の間、積層体中の層は、互いに対してプレスされたまま維持される。
【0020】
鋼箔1およびPFA箔2は、好ましくは、0.0254cm(1ミル)の厚さである。このプロセスの間にエンボス加工されるか、または予めエンボス加工されている薄い鋼箔1は、浮き彫り組織を備え、それぞれ、可撓性および耐久性の箔、および積層体を確実にする。好ましくは、浮き彫り組織は、それが(間にPFA箔を有する)ガラス織物に対してプレスされているときに、箔に提供される。これにより、箔上の起伏が織物の表面輪郭に合致する。このことは、強固な結合および可撓性の積層体をもたらす。
【0021】
図3および4に、製造プロセスの2つの実施形態が概略的に示される。
【0022】
プレス装置に隣接して、3つの供給ロールが提供される。これらの供給ロールから、このプロセスの間にエンボス加工されるか、または予めエンボス加工されている鋼箔1のウェブ、熱可塑性PFA箔2、およびガラス織物3が、提供される。これら3つの層は、プレスセクションに送られ、組立てられる。このプレスセクションは、加熱ゾーン5および冷却ゾーン6を備える。加熱ゾーン5は、図3に示される第1の実施形態では、組立てられた積層体ウェブ4の各々の側に、一組のプレス部材51(例えば、プレス部材または顎)および支持ウェブ52を備える。冷却ゾーン6はまた、組立てられた材料ウェブ4のそれぞれの側に配置された協働する支持ウェブ62を有する一組のプレス部材61を備える。
【0023】
支持ウェブ52、62は、材料ウェブ1、3を、加熱ゾーン5および冷却ゾーン6中の両側から保護する。支持ウェブ52、62の遊離に幾何学的表面組織は、鋼箔1が柔らかい窪みのアレイとともに提供されるように、有利に適合され、その結果、プレス作用の間、箔1は、浮き彫り組織を提供され、このことは、積層体の頻繁な曲げ/たわみによるより長い耐久性を確実にする。
【0024】
組立てられた積層体ウェブ4は、加熱ゾーンの2つのプレス部材51を通って送られ、そこで10〜300秒の間、加圧下で保持され、これにより熱可塑性フルオロポリマー箔2は、327〜400℃の温度への同時の加熱に起因して、液状化する。次いで、組立てられた積層体ウェブ4は、前進手段7により前方向に引かれ、加熱された材料ウェブは4、冷却部材61の間で加圧下で保持され、通常は周囲温度まで冷却されるが、得られる積層体に対する実際の要求に依存して、0℃〜250℃への冷却が実施されるが、周囲温度(例えば、20〜30℃)が好ましい。積層体ウェブ4は、プレスセクション、すなわち加熱ゾーン5および冷却ゾーン6を通して間欠的に送られ得る。この積層体は、最後にロール41に巻かれる。
【0025】
図4に示されるように、加熱ゾーン5および冷却ゾーン6中のプレス部材は、代替として、ローラー53、63を備える。この実施形態では、積層体ウェブ4は、一組の加熱された加圧ロール53を通して、その後冷却加圧ロール63を通して連続的に送られ得る。フルオロポリマーが2組の加圧ロール53、63の間で融解して留まることを確実にするために、加熱手段54が、それらの間に提供され、その結果、鋼箔1と織物3との間の必要とされる強度が達成される。
【0026】
鋼箔1は、0.01〜1mmより厚い、好ましくは0.0254mm(1ミル)の厚さの金属の非常に薄い箔であり、上記プロセスの間にエンボス加工されるか、または予めエンボス加工されている。フルオロポリマー箔は、約0.01mmと1mmとの間の厚さであり、好ましくはPFA(ペルフルオロアルコキシ)材料であり得る。フルオロポリマー箔のための他の適切な材料は、MFA(ペルフルオロメチルビニルエーテル)、FEP(フッ素化エチレンプロピレン)、TFE(テトラフルオロエチレン)、ETFE(エチレンテトラフルオロエチレン)、ECTFE(エチレンクロリドトリフルオロエチレン)、TFM(変性ポリテトラフルオロエチレンまたは未使用のPTFE(ポリテトラフルオロエチレン)である。
【0027】
上記織物は、好ましくは、50〜3000g/m2の基本重量を有する。この織物は、好ましくは約700g/m2の基本重量を有するガラス織物である。あるいは、この織物は、好ましくは約600〜700g/m2の基本重量を有するケイ酸塩織物またはセラミック織物であり得る。
【0028】
上記プロセスの間にエンボス加工されるか、または予めエンボス加工されている、他のタイプの金属の非常に薄い箔は、アルミニウム、黄銅、銅または金属合金である。しかし、PFAを結合手段として使用する場合、この材料の融点が400℃を超え、積層体の最高許容温度が積層体で使用される金属のタイプにより制限され得ることが観察されるに違いない。
【0029】
より低い融点を有する他の金属が選択された場合、FEP箔は、織物と金属箔との間の結合手段として使用され得る。これにより、約210℃というより低い作業温度が達成される。
【0030】
金属箔の浮き彫り組織という用語により、それがなければ平坦である箔の表面構造のあらゆる種類の反復的な変形構造が意味される。
【0031】
本発明により、金属箔は、積層化プロセスにおけるプレスの間に浮き彫り加工される。これにより、余分なプレス工程が回避され、結果として製造コストの低下が達成され得る。
【0032】
好ましい製造プロセスによれば、金属箔は、加熱ゾーンおよび冷却ゾーンにおけるプレスの間に、浮き彫りされた表面が提供され、その場合の圧力は、積層体で使用される金属箔に依存して、5kg/cm2と1000kg/cm2との間である。
【0033】
本発明により、浮き彫り組織における起伏または窪みが柔らかく丸い形状であらねばならないことが実感される。なぜなら、鋭いエッジは、箔における応力を高める点であり、箔/積層体の耐久性の低下をもたらすからである。鋭いエッジが発生すると、金属疲労は、急速に達成される。なぜなら、屈曲点または屈曲線は、いつも同じ線/点で再発生するからである。柔らかい起伏により、屈曲は、より大きい領域にわたって発生し、耐久性が20〜40%改善され得ることがわかる。
【図面の簡単な説明】
【0034】
【図1】図1は、積層前の、本発明による積層体の概略断面図である。
【図2】図2は、積層後の、本発明による積層体の概略断面図である。
【図3】図3は、積層体製造プロセスの第1の実施形態の概略図である。
【図4】図4は、積層体製造プロセスの第2の実施形態である。
【特許請求の範囲】
【請求項1】
耐熱性積層体であって、
金属箔;
織物;
該金属箔と該織物とを結合する手段であって、該結合手段は、該織物と該金属箔とを一緒に結合するフルオロポリマー箔である、手段、
を備え、該金属箔は、エンボス模様を備え、それにより該箔が、該箔の少なくとも一部の上に小さいエンボスのアレイを備えることを特徴とする、耐熱性積層体。
【請求項2】
請求項1に記載の積層体であって、前記金属箔が、ステンレス鋼箔である、積層体。
【請求項3】
請求項1または2に記載の積層体であって、前記金属箔が、厚さ0.01〜1mmであり、好ましくは厚さ0.0254mm(0.01インチ)である、積層体。
【請求項4】
請求項1〜3のいずれか1項に記載の積層体であって、前記金属箔が、加工の間、該箔の少なくとも一部の上に小さいエンボス加工のアレイを備えるとき、該金属箔がエンボス模様を備え、かつ予めエンボス加工されている、積層体。
【請求項5】
請求項1〜4のいずれか1項に記載の積層体であって、前記織物が50〜3000g/m2の基本重量を有する、積層体。
【請求項6】
請求項5に記載の積層体であって、前記織物が、ガラス織物であり、好ましくは約700の基本重量を有する、積層体。
【請求項7】
請求項1〜4のいずれか1項に記載の積層体であって、前記織物が、ケイ酸塩織物またはセラミック織物であり、好ましくは600g/m2の基本重量を有する、積層体。
【請求項8】
請求項1〜7のいずれか1項に記載の積層体であって、前記フルオロポリマー箔の材料が、PFA(ペルフルオロアルコキシ)である、積層体。
【請求項9】
請求項1〜7のいずれか1項に記載の積層体であって、前記フルオロポリマー箔の材料が、MFA(ペルフルオロメチルビニルエーテル)、FEP(フッ素化エチレンプロピレン)、TFE(テトラフルオロエチレン)、ETFE(エチレンテトラフルオロエチレン)、ECTFE(エチレンクロリドトリフルオロエチレン)、TFM(変性ポリテトラフルオロエチレンまたは未使用のPTFE(ポリテトラフルオロエチレン)である、積層体。
【請求項10】
請求項1〜9のいずれか1項に記載の積層体であって、前記フルオロポリマーの箔が、厚さ0.01〜1mmの範囲内にある、積層体。
【請求項11】
積層体を製造する方法であって、以下の工程:
エンボス組織を備えた金属箔の第1層を提供し、それにより該箔が、該箔の少なくとも一部の上に小さいエンボスのアレイを備える工程;
熱可塑性フルオロポリマーの第2層を提供する工程;
織物の第3層を提供する工程;
該第1層、第2層および第3層を組み立てる工程;
層のアセンブリを、加熱ゾーン中で該アセンブリを中間の第2ウェブの融点よりも上の温度まで加熱しながら、該第1ウェブと第3ウェブとを一緒に積層するための所定の時間、プレスする工程;ならびに
冷却ゾーン中で該積層体をプレスしつつ、該積層体を冷却する工程、
を包含する、方法。
【請求項12】
積層体を製造する方法であって、以下の工程:
金属箔の第1層を提供する工程;
熱可塑性フルオロポリマーの第2層を提供する工程;
織物の第3層を提供する工程;
該第1層、第2層および第3層を組み立てる工程;
該第1層および第3層を一緒に積層するために、層のアセンブリを、加熱ゾーン中で該アセンブリを、中間の第2ウェブの融点の上の温度まで加熱しながら、該第1ウェブと第3ウェブとを一緒に積層するための所定の時間、プレスする工程であって、それにより該金属箔の第1層は、プレス作用の間に浮き彫り組織を提供される工程;ならびに
冷却ゾーン中で該積層体をプレスしつつ、該積層体を冷却する工程、
を包含する、方法。
【請求項13】
請求項12に記載の方法であって、前記金属箔の第1層が、前記加熱ゾーン中でのプレスの間に浮き彫り組織を提供される、方法。
【請求項14】
請求項12または13に記載の方法であって、前記プレス作用の間、前記金属箔に浮き彫り組織を提供するために、前記支持する織物が、予め形成されたエンボスのアレイを提供される、方法。
【請求項15】
請求項12〜14のいずれか1項に記載の方法であって、前記金属箔が、プレス作用の間に、前記第3層の織物組織に対応する浮き彫り組織を提供される、方法。
【請求項16】
請求項15に記載の方法であって、前記金属箔が、予めエンボス加工され、かつまたプレス作用の間に、前記第3層の織物の組織に対応する浮き彫り組織を提供される、方法。
【請求項17】
請求項11〜16のいずれか1項に記載の方法であって、前記プレスが、前記層のアセンブリの各々の側面から互いに対してプレスされるプレス部材によって、所定の時間、実施され、そして該部材が、少なくとも380℃、好ましくは327℃〜400℃の範囲内の温度に加熱される、方法。
【請求項18】
請求項11〜17のいずれか1項に記載の方法であって、支持織物が前記組立てられたウェブの各々の側面に提供され、前記加熱ゾーン中で前記層が保護される、方法。
【請求項19】
請求項11〜18のいずれか1項に記載の方法であって、使用される金属箔に依存して、前記プレス時間が10秒と300秒との間であり、前記圧力が10N/cm2〜1000N/cm2の範囲内である、方法。
【請求項20】
請求項11〜19のいずれか1項に記載の方法であって、前記冷却が、前記積層体に対してプレスされ、かつ0℃と250℃との間の温度、好ましくは約20〜30℃にに該積層体を冷却するための冷却手段を備えた冷却部材により実施される、方法。
【請求項21】
請求項11〜20のいずれか1項に記載の方法であって、支持織物が前記組立てられたウェブの各々の側面に提供され、前記冷却ゾーン中で前記ウェブが保護される、方法。
【請求項1】
耐熱性積層体であって、
金属箔;
織物;
該金属箔と該織物とを結合する手段であって、該結合手段は、該織物と該金属箔とを一緒に結合するフルオロポリマー箔である、手段、
を備え、該金属箔は、エンボス模様を備え、それにより該箔が、該箔の少なくとも一部の上に小さいエンボスのアレイを備えることを特徴とする、耐熱性積層体。
【請求項2】
請求項1に記載の積層体であって、前記金属箔が、ステンレス鋼箔である、積層体。
【請求項3】
請求項1または2に記載の積層体であって、前記金属箔が、厚さ0.01〜1mmであり、好ましくは厚さ0.0254mm(0.01インチ)である、積層体。
【請求項4】
請求項1〜3のいずれか1項に記載の積層体であって、前記金属箔が、加工の間、該箔の少なくとも一部の上に小さいエンボス加工のアレイを備えるとき、該金属箔がエンボス模様を備え、かつ予めエンボス加工されている、積層体。
【請求項5】
請求項1〜4のいずれか1項に記載の積層体であって、前記織物が50〜3000g/m2の基本重量を有する、積層体。
【請求項6】
請求項5に記載の積層体であって、前記織物が、ガラス織物であり、好ましくは約700の基本重量を有する、積層体。
【請求項7】
請求項1〜4のいずれか1項に記載の積層体であって、前記織物が、ケイ酸塩織物またはセラミック織物であり、好ましくは600g/m2の基本重量を有する、積層体。
【請求項8】
請求項1〜7のいずれか1項に記載の積層体であって、前記フルオロポリマー箔の材料が、PFA(ペルフルオロアルコキシ)である、積層体。
【請求項9】
請求項1〜7のいずれか1項に記載の積層体であって、前記フルオロポリマー箔の材料が、MFA(ペルフルオロメチルビニルエーテル)、FEP(フッ素化エチレンプロピレン)、TFE(テトラフルオロエチレン)、ETFE(エチレンテトラフルオロエチレン)、ECTFE(エチレンクロリドトリフルオロエチレン)、TFM(変性ポリテトラフルオロエチレンまたは未使用のPTFE(ポリテトラフルオロエチレン)である、積層体。
【請求項10】
請求項1〜9のいずれか1項に記載の積層体であって、前記フルオロポリマーの箔が、厚さ0.01〜1mmの範囲内にある、積層体。
【請求項11】
積層体を製造する方法であって、以下の工程:
エンボス組織を備えた金属箔の第1層を提供し、それにより該箔が、該箔の少なくとも一部の上に小さいエンボスのアレイを備える工程;
熱可塑性フルオロポリマーの第2層を提供する工程;
織物の第3層を提供する工程;
該第1層、第2層および第3層を組み立てる工程;
層のアセンブリを、加熱ゾーン中で該アセンブリを中間の第2ウェブの融点よりも上の温度まで加熱しながら、該第1ウェブと第3ウェブとを一緒に積層するための所定の時間、プレスする工程;ならびに
冷却ゾーン中で該積層体をプレスしつつ、該積層体を冷却する工程、
を包含する、方法。
【請求項12】
積層体を製造する方法であって、以下の工程:
金属箔の第1層を提供する工程;
熱可塑性フルオロポリマーの第2層を提供する工程;
織物の第3層を提供する工程;
該第1層、第2層および第3層を組み立てる工程;
該第1層および第3層を一緒に積層するために、層のアセンブリを、加熱ゾーン中で該アセンブリを、中間の第2ウェブの融点の上の温度まで加熱しながら、該第1ウェブと第3ウェブとを一緒に積層するための所定の時間、プレスする工程であって、それにより該金属箔の第1層は、プレス作用の間に浮き彫り組織を提供される工程;ならびに
冷却ゾーン中で該積層体をプレスしつつ、該積層体を冷却する工程、
を包含する、方法。
【請求項13】
請求項12に記載の方法であって、前記金属箔の第1層が、前記加熱ゾーン中でのプレスの間に浮き彫り組織を提供される、方法。
【請求項14】
請求項12または13に記載の方法であって、前記プレス作用の間、前記金属箔に浮き彫り組織を提供するために、前記支持する織物が、予め形成されたエンボスのアレイを提供される、方法。
【請求項15】
請求項12〜14のいずれか1項に記載の方法であって、前記金属箔が、プレス作用の間に、前記第3層の織物組織に対応する浮き彫り組織を提供される、方法。
【請求項16】
請求項15に記載の方法であって、前記金属箔が、予めエンボス加工され、かつまたプレス作用の間に、前記第3層の織物の組織に対応する浮き彫り組織を提供される、方法。
【請求項17】
請求項11〜16のいずれか1項に記載の方法であって、前記プレスが、前記層のアセンブリの各々の側面から互いに対してプレスされるプレス部材によって、所定の時間、実施され、そして該部材が、少なくとも380℃、好ましくは327℃〜400℃の範囲内の温度に加熱される、方法。
【請求項18】
請求項11〜17のいずれか1項に記載の方法であって、支持織物が前記組立てられたウェブの各々の側面に提供され、前記加熱ゾーン中で前記層が保護される、方法。
【請求項19】
請求項11〜18のいずれか1項に記載の方法であって、使用される金属箔に依存して、前記プレス時間が10秒と300秒との間であり、前記圧力が10N/cm2〜1000N/cm2の範囲内である、方法。
【請求項20】
請求項11〜19のいずれか1項に記載の方法であって、前記冷却が、前記積層体に対してプレスされ、かつ0℃と250℃との間の温度、好ましくは約20〜30℃にに該積層体を冷却するための冷却手段を備えた冷却部材により実施される、方法。
【請求項21】
請求項11〜20のいずれか1項に記載の方法であって、支持織物が前記組立てられたウェブの各々の側面に提供され、前記冷却ゾーン中で前記ウェブが保護される、方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2008−500912(P2008−500912A)
【公表日】平成20年1月17日(2008.1.17)
【国際特許分類】
【出願番号】特願2007−513681(P2007−513681)
【出願日】平成17年5月24日(2005.5.24)
【国際出願番号】PCT/DK2005/000340
【国際公開番号】WO2005/118283
【国際公開日】平成17年12月15日(2005.12.15)
【出願人】(506387443)
【Fターム(参考)】
【公表日】平成20年1月17日(2008.1.17)
【国際特許分類】
【出願日】平成17年5月24日(2005.5.24)
【国際出願番号】PCT/DK2005/000340
【国際公開番号】WO2005/118283
【国際公開日】平成17年12月15日(2005.12.15)
【出願人】(506387443)
【Fターム(参考)】
[ Back to top ]