
耐白錆性に優れたノンクロメート被覆溶融亜鉛めっき鋼板

【課題】亜鉛めっき層自体の耐錆性を高めると共に、これにノンクロメート被覆を組み合せることで、実操業面で現実的なドロス生成の問題を生じることなく、旧来のクロメート被覆に匹敵する耐白錆性を保障し得る様な防食技術を提供することにある。
【解決手段】ノンクロメート皮膜で被覆された溶融亜鉛めっき鋼板であって、溶融亜鉛めっき層は、Al:0.08〜0.70質量%とMn:0.0010〜0.008質量%を含み、残部はZnと不可避不純物からなり、該溶融亜鉛めっき層の表面にはMnを含む酸化物(好ましくはMnとAlおよび/またはFeを含む複合酸化物)が存在すると共に、その表面は、厚さ0.2〜3.0μmのノンクロメート皮膜で被覆されている、耐白錆性に優れたノンクロメート被覆溶融亜鉛めっき鋼板である。
【解決手段】ノンクロメート皮膜で被覆された溶融亜鉛めっき鋼板であって、溶融亜鉛めっき層は、Al:0.08〜0.70質量%とMn:0.0010〜0.008質量%を含み、残部はZnと不可避不純物からなり、該溶融亜鉛めっき層の表面にはMnを含む酸化物(好ましくはMnとAlおよび/またはFeを含む複合酸化物)が存在すると共に、その表面は、厚さ0.2〜3.0μmのノンクロメート皮膜で被覆されている、耐白錆性に優れたノンクロメート被覆溶融亜鉛めっき鋼板である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は耐白錆性に優れた溶融亜鉛めっき鋼板に関し、より具体的には、溶融亜鉛めっき層中に微量のAlとMnを含有させることで防錆性を高めた溶融亜鉛めっき層の表面をノンクロメート皮膜で被覆し、耐白錆性の一段と高められた表面被覆溶融亜鉛めっき鋼板に関するものである。
【背景技術】
【0002】
溶融亜鉛めっき鋼板の耐食性改善対策としては、古くからクロメート皮膜で被覆する方法が採用されてきた。これは、クロメート皮膜が有する自己修復作用によって亜鉛めっき層の腐食を防止できるからである。ところがクロメート皮膜は、水と接触すると人体に有害な6価クロムを溶出し環境汚染の原因になることから、最近ではその使用を削減しようとする動きが高まっている。
【0003】
こうした状況の下で、クロメート皮膜に代わる防食手段としてノンクロメート皮膜についても多くの研究が進められており、それなりの防食効果を得ている。しかし、性能面からするとクロメート皮膜に優る防食皮膜は開発されておらず、高度の防食性が求められる用途については依然としてクロメート皮膜が用いられている。しかし、環境汚染が社会問題化してくるにつれてクロメート処理を一掃しようとする要望も強く、クロメート処理に匹敵する耐食性を持ったノンクロメート被覆技術の開発が求められている。
【0004】
こうした状況の下で、例えば特許文献1には、亜鉛めっき層中の含有元素の種類と量を規定することによって亜鉛めっき層自体の耐食性を高め、該亜鉛めっき層をノンクロメート皮膜で被覆することで、相加的ないし相乗的作用効果により耐食性を高める技術が開示されている。
【0005】
ところがこの文献1に開示された技術では、溶融亜鉛めっき層中に添加されるFe,Co,Ni,Mn,Mg,Al,Ce,In等の元素量が多いため、溶融亜鉛めっき浴中に多量のドロスが生成し、めっき不良や外観劣化の問題を引き起こす恐れがあるばかりか、めっき後の化成処理性や上塗り塗膜の塗装性に悪影響を及ぼす懸念もあり、実用化には更なる改善が必要と思われる。
【0006】
またこの文献1では、上記金属元素に加えて、Si,Ti,V,Mo,Zrの酸化物粒子をめっき層内に存在させることで、耐白錆性が一段と高められると記載されている。しかしこの文献では、上記Fe,Co,Ni,Mn,Mg,Al,Ce,Inなどの元素については、めっき層中に酸化物として存在させることは全く意図していない。
【特許文献1】特開2004−263252号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は上記の様な事情に着目してなされたものであり、その目的は、亜鉛めっき層自体の防錆性を高めると共に、これにノンクロメート被覆を組み合せることで、実操業面で現実的なドロス生成などの問題を生じることなく、旧来のクロメート被覆に匹敵する耐白錆性を保証し得る様な防食技術を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決することのできた本発明に係る耐白錆性に優れたノンクロメート被覆溶融亜鉛めっき鋼板とは、ノンクロメート皮膜で被覆された溶融亜鉛めっき鋼板であって、溶融亜鉛めっき層は、Al:0.08〜0.70質量%とMn:0.0010〜0.008質量%を含み、残部はZnと不可避不純物からなり、該溶融亜鉛めっき層の表面にはMnを含む酸化物が存在すると共に、その表面は、厚さ0.2〜3.0μmのノンクロメート皮膜で被覆されているところに要旨が存在する。
【0009】
本発明において上記Mnを含む酸化物は、MnとAlおよび/またはFeとの複合酸化物としてめっき層表面に存在していることが好ましく、しかもMnを含む該酸化物は、めっき層の表面に、平均直径が1.0μm以上の異相として、めっき層表面の1辺が100μmの正方形領域に平均で20個以上分散していることが望ましい。
【0010】
また、めっき層の表面に被覆される上記ノンクロメート被覆中に1〜30質量%のシリカ微粒子を含有させておけば、全体としての耐白錆性が一段と高められるので好ましい。
【発明の効果】
【0011】
本発明によれば、溶融亜鉛めっき層中に微量のAlとMnを含有させることで、溶融亜鉛めっき層自体の耐食性を高め、且つ、これをノンクロメート皮膜で被覆することで、それらの相加的ないし相乗的作用効果によって、クロメート皮膜に匹敵する防錆能を与えることができ、耐白錆性が良好で環境に優しいノンクロメート被覆溶融亜鉛めっき鋼板を提供できる。
【発明を実施するための最良の形態】
【0012】
本発明では、溶融亜鉛めっき層中に微量のAlとMnを含有させると共に、それらをめっき層の表面にMnを含む酸化物、具体的にはMnとAlおよび/または(鋼板から混入してくる)Feとの複合酸化物として存在させることで耐食性を高め、更にはその表面を所定厚さのノンクロメート皮膜で被覆することで、それらの相加的乃至相乗的作用効果により、溶融亜鉛めっき鋼板全体としての耐白錆性を、クロメート皮膜に匹敵し、もしくはこれを凌駕するレベルまで高めることができる。
【0013】
ここで、溶融亜鉛めっき層中のAl含量を「0.08〜0.70質量%」の範囲に定めたのは、Al含量が0.08質量%未満では、鋼板に対する溶融亜鉛めっき層の密着性が不十分となり、逆にAl含量が0.70質量%を超えて多くなり過ぎると、溶融亜鉛めっき浴中のドロス生成量が多くなって、部分的に不めっき部ができたりめっき密着性が低下したりするなど、結果的に満足のいく耐食性が得られなくなるからである。こうした観点からAlのより好ましい含有量は0.10質量%以上、0.50質量%以下、更に好ましくは0.15質量%以上、0.30質量%以下である。
【0014】
なおAlは、非合金化溶融亜鉛めっき鋼板の場合、素地鋼板と亜鉛めっき層の接合界面に濃化してバリア層を形成し、相互の拡散を抑える作用を発揮することが知られている。しかし本発明では、めっき浴中に添加する少量のMnが、該Alおよび/または鋼素地から混入してくるFeと共に複合酸化物を形成し、めっき層の表面に存在することで、亜鉛の腐食を抑制するものと考えている。
【0015】
本発明においては、溶融亜鉛めっき層中のMn含量も極めて重要であり、本発明で意図するレベルの耐白錆性を得るには、溶融亜鉛めっき層中に0.0010〜0.008質量%のMnを含有させることが不可欠の要件となる。Mn量が0.0010質量%未満では十分な耐白錆性向上効果が認められず、また0.008%を超えてMn含量が多くなり過ぎると、溶融亜鉛めっき浴中でドロスの生成量が増加し、それに起因する不めっき部が発生し易くなるからである。Mnのより好ましい含有量は0.003質量%以上、0.007質量%以下、更に好ましく0.005質量%以上、0.006質量%以下である。
【0016】
Mn添加によって耐白錆性が高められる明確なメカニズムも未だ不明であるが、Mnは酸素との親和力が強いため、めっき層表面にMn系酸化物として安定な状態で生成し、該酸化物の存在がZnの腐食を抑えていると推定される。なお、上記の様にAlも酸素との親和力が強く、酸化物を形成してめっき層表面に存在すると考えられるが、本発明者らが実験によって確認したところによると、亜鉛めっき層中にAlやFeが存在するだけでは、たとえそれらの酸化物が亜鉛めっき層中に存在していたとしても、耐白錆性は殆ど改善されず、Mnを含む酸化物の形態でめっき層の表面に存在することが必須の要件となるのである。
【0017】
但し、MnもAlと同様に酸化され易いため、亜鉛浴中に多く存在するとドロスの生成を助長することになり、不めっき部の発生やめっき密着性低下の要因となるので、上記上限値を超えて含有させることは避けるべきである。
【0018】
ところで、本発明における溶融亜鉛めっき液中のMnやAlは酸素親和力が強いため、溶融亜鉛めっき後の冷却条件をうまくコントロールすれば、鋼板表面に付着した溶融亜鉛が凝固する際に、MnやAlが鋼板から混入してくるFeと共にめっき層表面で複合酸化物を形成し、めっき層の表層に濃化してくるものと推定される。そして検討の結果、少なくともMnを含む平均直径が1μm程度以上の複合酸化物がZnマトリクス中に異相として1辺が100μmの正方形領域内に平均で20個以上存在しているときは、明らかな耐白錆性改善効果が認められた。ここで平均直径とは、該酸化物の長径と短径の和を2で割った値を意味する。
【0019】
このMnとAlおよび/またはFeとの複合酸化物が、耐白錆性を向上させる詳細なメカニズムは不明であるが、通常はノンクロメート皮膜の欠陥部から亜鉛の腐食が進行することを考慮すると、前記Mn系の複合酸化物がめっき表面に多数分散して存在することで、腐食反応の起こる亜鉛の露出を防ぐ効果を発揮しているものと推定される。こうしたMn系複合酸化物の腐食抑制効果は、めっき層表面に存在する当該複合酸化物の個数が多いほど有効に発揮されるが、実験により確認したところでは、平均直径で1μm以上のものがめっき表面の1辺が100μmの正方形領域内に平均で20個以上存在するときは、腐食抑制効果が明確に認められたことから、この個数が、亜鉛の露出を防ぐために必要な最小限の被覆状態であると考えられる。
【0020】
尚、複合酸化物のサイズを「平均直径で1μm以上」と定めたのは、前掲のAl,Mn含量を満たす亜鉛めっき浴を用いて溶融亜鉛めっきを行ったときに生成する前記複合酸化物のサイズは殆どが上記サイズ以上であり、それ未満のMn系複合酸化物の数は極めて少なく、実質的に腐食抑制に殆ど寄与していないと考えたからである。
【0021】
また、上記サイズ以上のMn系複合酸化物の個数に上限は特に存在せず、多ければ多いほど腐食抑制効果は向上する。しかし、溶融亜鉛めっき中の前記AlおよびMn含量からすると、該個数の好ましい上限は「めっき表面の1辺が100μmの正方形領域内」に100個程度と考えられ、Mn系複合酸化物の個数が100個を超える場合は、めっき浴中でのドロスの発生に伴う障害が顕著になることを確認している。
【0022】
なお、上記のMn系複合酸化物が、めっき層表面の一部に局所的に多数存在している場合、存在個数の少ない部分の耐食性は当然不十分になるので、全域に満遍なく分布していることが好ましい。しかし、以下に示す好ましい溶融亜鉛めっき法を採用した場合は、めっき浴中のAl,Mn,Fe含量に応じた個数のMn系複合酸化物が、めっき層のほぼ全域に満遍なく生成することを確認している。
【0023】
即ち、めっき層表面に上記Mn系複合酸化物を生成させるための好ましいめっき条件は、Al,Mn含量の調整された溶融亜鉛めっき浴を使用し、めっき付着量が好ましくは20〜200g/m2、より好ましくは35〜150g/m2となる様に浸漬時間とワイピング条件を調整し、めっき浴を出た後に、酸化性雰囲気中でめっき層が凝固する約420℃までを10℃/秒以下、より好ましくは5℃/秒以下の速度で徐冷する方法である。この様な条件を採用すれば、めっき液が凝固するまでの間に表面に移行してきたMnやAl,Feが逐次酸化を受けて複合酸化物を形成し、それに伴って表層側へのMnやAl,Feの拡散移行も促されるので、めっき層表面にMn系複合酸化物が濃化して生成することになる。しかも、この条件で生成するMn系複合酸化物のサイズは、平均半径で殆どが1μm以上となるのである。
【0024】
上記の様にして得られる溶融亜鉛めっき層は、表面が適量(個数)のMn系複合酸化物で覆われており、それなりに耐食性は高められているが、全面がMn系複合酸化物で覆われている訳ではないから、そのままではクロメート被覆を施したものに比べると耐白錆性が若干劣ることは否めない。そこで本発明では、該耐白錆性不足を補うため、該溶融亜鉛めっき層の表面を、ノンクロメート皮膜で被覆する。
【0025】
該ノンクロメート皮膜は、クロムさえ含んでいなければ特に制限はなく、有機系もしくは無機系の防錆皮膜を使用できる。無機系防錆皮膜の具体例としては、例えばリチウムシリケートや珪酸ソーダ、リン酸化合物などが挙げられ、市販品としては、例えば日産化学社製の品番「リチウムシリケート45」や日本化学社製の品番「珪酸ソーダ3号」、米山化学社製の燐酸二水素アンモニウムなどが例示される。また有機系の防錆皮膜としては、エチレン−アクリル系樹脂、スチレン−マレイン酸系樹脂、スチレン−アクリル系樹脂、ポリウレタン系樹脂などが挙げられ、市販品としては、例えば、日本純薬社製のアクリル酸系樹脂、品番「AC−10S」、第一工業製薬社製の商品名「スーパーフレックス150」、東邦化学社製の商品名「ハイテックS−3121」、サートマー社製の商品名「SMA3000H」)、第一工業製薬社製の商品名「スーパーフレックス820」、楠本化成社/Avecia社製の商品名「BT−44」などが例示される。
【0026】
膜厚も特に制限されないが、好ましいのは0.2〜3.0μm、より好ましくは0.8〜1.5μmの範囲である。ちなみに0.2μm未満では、Mn系複合酸化物が生成し前記溶融亜鉛めっき層に不足する耐白錆性を十分に補うことができず、最終的に満足のいく耐白錆性を確保できなくなり、逆に3.0μmを超えて過度に厚くすると、防錆鋼板として実用化する際に必要となるスポット溶接性が著しく損なわれるからである。
【0027】
なお該防錆被覆中に適量のシリカ微粒子を添加すると、全体としての耐白錆性を更に高めることができるので好ましい。ここでシリカ微粒子とは、一時粒子の状態で平均粒子径が数nm1〜数百nmレベルの微粒子を言い、代表的なのはコロイダルシリカである。そして、防錆被覆中に代表的なシリカ微粒子であるコロイダルシリカを含有させると、例えば「鉄と鋼」Vol.89(2003年、株式会社神戸製鋼所より発行)の第116〜122頁「有機皮膜中シリカの亜鉛めっき鋼板に対する防錆挙動」にも記載されている如く、腐食の起点となるめっき欠陥部に防錆皮膜中のシリカが溶出し再析出することで、欠陥部の腐食を防ぎ、全体としての耐白錆性を大幅に高めるからである。こうしたコロイダルシリカの添加効果を有効に発揮させるには、防錆被覆の固形物中に占める比率で1〜30質量%の範囲で用いることが好ましい。1質量%未満では配合による上記効果が殆ど有効に発揮されず、逆に30質量%を超えて使用すると、その効果が飽和するだけでなく防錆被覆としての造膜性や密着性が劣化するからである。コロイダルシリカのより好ましい配合量は、5〜20質量%である。
【0028】
コロイダルシリカの種類も特に制限されないが、市販品としては、例えば「スノーテックス(登録商標)」シリーズ(日産化学工業社製)の「XL」、「OL」、「O」、「40」、「N」、「UP」等が好適に用いることができる。
【0029】
ノンクロメート被覆の形成法にも格別の制限はなく、スプレーリンガー方式やロールコーター方式、浸漬コート方式等いずれの方法を採用してもよい。
【0030】
本発明は以上の様に構成されており、溶融亜鉛めっき層中に含まれるMnとAl,Fe含量を特定し、該めっき層の表面にMnを含む酸化物、好ましくはMnと共にAlおよび/またはFeを含む複合酸化物を生成させると共に、その表面を特定厚さのノンクロメート皮膜で被覆して耐食性強化を図ることにより、クロメート被覆に匹敵する耐白錆性を発揮する環境に優しい耐食性鋼板を提供できることになった。
【実施例】
【0031】
以下、実験例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実験例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも可能であり、それらは何れも本発明の技術的範囲に含まれる。
【0032】
実験例
Alキルド鋼(冷延鋼板)を使用し、実験機を用いて下記の条件で溶融亜鉛めっきを行った。
めっき雰囲気 :N2−5%H2
還元処理 :850℃×30秒
Zn浴温 :460℃(侵入板温460℃):Zn浴組成は表1参照(なお表1では、Al濃度とMn濃度に関し何れもZn浴中の濃度を示している。しかし、Zn浴中のAl,Mn濃度とめっき層中のAl,Mn濃度はほぼ等しく、このことはICP発光分析によっても確認している。)
浸漬時間 :2秒(狙いめっき付着量;約100g/m2)
めっき層の凝固:上記還元性雰囲気でめっきを行った後、酸素を100ppm含む窒素ガスを送り込みながら、5℃/secまたは10℃/secで冷却してめっき層を凝固させた。
【0033】
得られた溶融亜鉛めっき鋼板のめっき層を採取して(1:1)塩酸水溶液に溶解し、ICP発光分析法によってMnおよびAlの含有量を測定した。分析には、セイコー電子社製の誘導プラズマ発光分光分析装置「SPS1500VR」を用いた。
【0034】
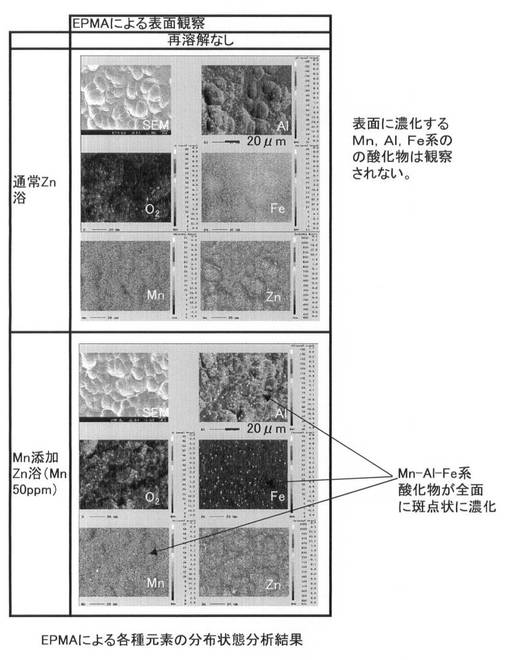
また、各溶融亜鉛めっき層の表面をEPMA(日本電子社製の商品名「JXA−8100」を使用、倍率:500倍)によって無作為に3視野を観察し、その写真画像から無作為に5箇所を選んで1辺が100μmの正方形領域内に観察される平均直径が1μm以上のMn系複合酸化物の個数をカウントし、平均個数を求めた。EPMA写真の一例は図1に示す通りであり、図1の上側の写真は、Mn添加なしの溶融亜鉛めっき浴で行っためっき鋼板、下側の写真は、本発明の代表例として実験No.4(Al含量:0.2質量%、Mn含量:0.005質量%)の溶融亜鉛めっき浴を用いためっき鋼板である。
【0035】
これらの写真を比較すれば明らかな様に、めっき浴中に適量のMnとAlを添加しためっき層では、表面のほぼ全面に複合酸化物が斑点状に満遍なく生成しているのに対し、Mn無添加のめっき層を用いたものでは、複合酸化物の生成は殆ど確認できない。これは、めっき浴中にAlやFeが存在していても、Mnが含まれていなければ本発明で意図する様な表面保護効果を示す複合酸化物が生成しないためと考えられる。
【0036】
この際、めっき工程でのめっき性(目視で不めっき部のない良好な外観が得られたものは良好:○、不めっき部が観察されたものは不良:×とした)を調べると共に、めっき表面に付着したドロスの付着量を目視観察し、ドロス生成状態の良否を評価した(Mn無添加浴でめっきを行った場合のドロス付着量と同等未満であるものは良好:○、それ以上のものは不良:×)。
【0037】
次いで、得られた溶融亜鉛めっき鋼板の表面に、下記の方法で調製したノンクロメート被覆剤を膜厚が約1μmとなる様に塗布し、200℃で10秒間乾燥することにより、本発明の耐白錆性溶融亜鉛めっき鋼板を得た。
【0038】
[ノンクロメート被覆剤]
有機系としてエチレン−アクリル酸系樹脂(東邦化学社製の商品名「ハイテックS−3121」)塗料、スチレン−マレイン酸共重合体(サートマー社製の商品名「SMA3000H」)塗料、ポリウレタン樹脂(第一工業製薬社製の商品名「スーパーフレックス820」)塗料、またはスチレン−アクリル共重合体(楠本化成社/Avecia社製の商品名「BT−44」)塗料を使用し、無機系としては、[シリカ系皮膜形成材(日産化学社製の商品名「スノーテックスXS」)70質量部にバインダーとしてポリウレタン樹脂水溶液(樹脂成分については下記参照)20質量部と信越化学社製のシランカップリング材「KBM403」を10質量部添加したもの]を使用し、これを、上記めっき鋼板の表面にバーコート法で表3に示す所定の膜厚となる様に塗布した後、200℃×10秒で乾燥させた。また、ノンクロメート塗布液の一部については、耐白錆性向上のためコロイダルシリカを1〜30質量%添加した。
【0039】
[ポリウレタン樹脂水溶液]
撹拌機、温度計、温度コントローラーを備えた内容量0.8リットルの容器に、ポリオール成分として保土ヶ谷化学社製のポリテトラメチレンエーテルグリコールを60g、1,4−シクロヘキサンジメタノールを14g、ジメチロールプロピオン酸を20g仕込み、更に反応溶媒としてN−メチルピロリドン30.0g加える。次いでこれに、イソシアネート成分としてトリレンジイソシアネートを104g仕込み、80〜85℃に昇温して5時間反応させる。その後、トリエチルアミン16gを加えて中和し、更にエチレンジアミン16gと水480gの混合水溶液を加えて50℃で4時間乳化し、鎖延長反応させてポリウレタン樹脂を得た。
【0040】
上記で得た各溶融亜鉛めっきとノンクロメート被覆を設けた表面被覆鋼板について、各々下記の方法で耐白錆性を評価し、結果を表2,3に併記した。
【0041】
【表1】

【0042】
【表2】
【0043】
【表3】
【0044】
これらの表より、次の様に考えることができる。
【0045】
まず表1,2において、No.1は、めっき浴中のMn濃度が低く、従ってめっき層中のMn量が規定値に達していないため、十分な耐白錆性が得られていない。No.6,11は、逆にめっき浴中のMn濃度が高すぎるため、耐白錆性は良好であるがめっき浴内で多量のドロスが発生し、めっき性が低下すると共にめっき層の外観も悪くなる。
【0046】
No.12は、めっき浴中のAl含量が不足するため、めっき密着性不足によって満足な耐白錆性が得られていない。No.15は、逆にめっき浴中のAl含量が多すぎるため、耐白錆性は良好であるがめっき浴内で多量のドロスが発生し、めっき性が低下すると共にめっき層の外観も劣悪となる。またNo.16は、ノンクロメート被覆がされていないため、従来のクロメート被覆に比べると耐白錆性が悪い。
【0047】
No.18は、溶融めっき後の冷却雰囲気を還元性(窒素に5体積%の水素を混入した混合ガスを使用)とした比較例であり、Mn含有酸化物の個数が不足するため、満足のいく耐白錆性が得られていない。なおNo.17では、表面に少数のMn含有酸化物が生成しているが、これは、めっき後の冷却速度が遅いため、めっき鋼板表面に僅かに存在している空気によって酸化が起こったためと思われる。しかし、不足気味ながら所定サイズの酸化物が生成しているため、それなりの耐白錆性を示している。
【0048】
これらに対し、本発明の前記規定要件を全て満足するNo.2〜5,7〜10,13,14は、めっき性が良好でドロスの発生による問題も起こさず、しかも優れた耐白錆性が得られている。
【0049】
また表3では、ノンクロメート被覆の厚さとシリカ含量を変えたときの耐白錆性に与える影響を確認することができ、ノンクロメート皮膜厚さが薄過ぎると耐白錆性が不足気味となり(No.18)、またノンクロメート被覆中に適量のシリカを含有させると、耐白錆性が明らかに向上することを確認できる。
【0050】
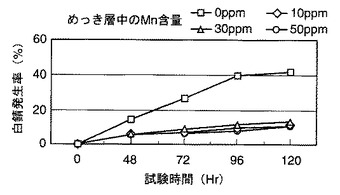
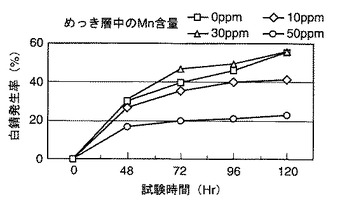
なお図2、図3は、上記表1〜3に示した実験データを含めて、めっき層中のMn含量と溶融亜鉛めっき後の徐冷時における雰囲気ガスの種類(酸化性ガス;酸素を100ppm含む窒素ガス、または還元性ガス;水素を5体積%含む窒素ガス)を変えたときの、耐白錆性に与える影響を整理して示したグラフである。この実験では、めっき後の徐冷時の雰囲気ガスを変えた以外は下記の条件で統一した。
めっき付着量:約100g/m2
ノンクロメート被覆:エチレン−アクリル系(東邦化学社製の商品名「ハイテックS−3121)、付着量1.0g/m2
試験条件:
温度25℃×湿度60%の大気雰囲気
【0051】
図2からも明らかな様に、めっき層中に適量のMnを含有させ、めっき後の徐冷雰囲気を酸化性としてめっき層表面にMn系酸化物を生成させたもの(図2のうち、Mn含量が10ppm、30ppm、50ppmのもの)は、めっき層中にMnが含まれていない比較材(Mn含量が0ppm)に比べて、明らかに優れた耐白錆性を有していることが分かる。
【0052】
また図2では、めっき後の冷却雰囲気を還元性としてMn系酸化物の生成を抑えた例であるが、めっき層中にMnが含まれていない場合は勿論のこと、適量のMnが含まれている場合でも、耐白錆性は十分でない。
【図面の簡単な説明】
【0053】
【図1】実験で得ためっき鋼板(ノンクロメート被覆前)表面のEPMA観察結果を示す写真である。
【図2】溶融亜鉛めっき後の徐冷時における雰囲気ガスを酸化性ガスとし、めっき層中のMn含量が耐白錆性に与える影響を整理して示したグラフである。
【図3】溶融亜鉛めっき後の徐冷時における雰囲気ガスを還元性ガスとし、めっき層中のMn含量が耐白錆性に与える影響を整理して示したグラフである。
【技術分野】
【0001】
本発明は耐白錆性に優れた溶融亜鉛めっき鋼板に関し、より具体的には、溶融亜鉛めっき層中に微量のAlとMnを含有させることで防錆性を高めた溶融亜鉛めっき層の表面をノンクロメート皮膜で被覆し、耐白錆性の一段と高められた表面被覆溶融亜鉛めっき鋼板に関するものである。
【背景技術】
【0002】
溶融亜鉛めっき鋼板の耐食性改善対策としては、古くからクロメート皮膜で被覆する方法が採用されてきた。これは、クロメート皮膜が有する自己修復作用によって亜鉛めっき層の腐食を防止できるからである。ところがクロメート皮膜は、水と接触すると人体に有害な6価クロムを溶出し環境汚染の原因になることから、最近ではその使用を削減しようとする動きが高まっている。
【0003】
こうした状況の下で、クロメート皮膜に代わる防食手段としてノンクロメート皮膜についても多くの研究が進められており、それなりの防食効果を得ている。しかし、性能面からするとクロメート皮膜に優る防食皮膜は開発されておらず、高度の防食性が求められる用途については依然としてクロメート皮膜が用いられている。しかし、環境汚染が社会問題化してくるにつれてクロメート処理を一掃しようとする要望も強く、クロメート処理に匹敵する耐食性を持ったノンクロメート被覆技術の開発が求められている。
【0004】
こうした状況の下で、例えば特許文献1には、亜鉛めっき層中の含有元素の種類と量を規定することによって亜鉛めっき層自体の耐食性を高め、該亜鉛めっき層をノンクロメート皮膜で被覆することで、相加的ないし相乗的作用効果により耐食性を高める技術が開示されている。
【0005】
ところがこの文献1に開示された技術では、溶融亜鉛めっき層中に添加されるFe,Co,Ni,Mn,Mg,Al,Ce,In等の元素量が多いため、溶融亜鉛めっき浴中に多量のドロスが生成し、めっき不良や外観劣化の問題を引き起こす恐れがあるばかりか、めっき後の化成処理性や上塗り塗膜の塗装性に悪影響を及ぼす懸念もあり、実用化には更なる改善が必要と思われる。
【0006】
またこの文献1では、上記金属元素に加えて、Si,Ti,V,Mo,Zrの酸化物粒子をめっき層内に存在させることで、耐白錆性が一段と高められると記載されている。しかしこの文献では、上記Fe,Co,Ni,Mn,Mg,Al,Ce,Inなどの元素については、めっき層中に酸化物として存在させることは全く意図していない。
【特許文献1】特開2004−263252号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は上記の様な事情に着目してなされたものであり、その目的は、亜鉛めっき層自体の防錆性を高めると共に、これにノンクロメート被覆を組み合せることで、実操業面で現実的なドロス生成などの問題を生じることなく、旧来のクロメート被覆に匹敵する耐白錆性を保証し得る様な防食技術を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決することのできた本発明に係る耐白錆性に優れたノンクロメート被覆溶融亜鉛めっき鋼板とは、ノンクロメート皮膜で被覆された溶融亜鉛めっき鋼板であって、溶融亜鉛めっき層は、Al:0.08〜0.70質量%とMn:0.0010〜0.008質量%を含み、残部はZnと不可避不純物からなり、該溶融亜鉛めっき層の表面にはMnを含む酸化物が存在すると共に、その表面は、厚さ0.2〜3.0μmのノンクロメート皮膜で被覆されているところに要旨が存在する。
【0009】
本発明において上記Mnを含む酸化物は、MnとAlおよび/またはFeとの複合酸化物としてめっき層表面に存在していることが好ましく、しかもMnを含む該酸化物は、めっき層の表面に、平均直径が1.0μm以上の異相として、めっき層表面の1辺が100μmの正方形領域に平均で20個以上分散していることが望ましい。
【0010】
また、めっき層の表面に被覆される上記ノンクロメート被覆中に1〜30質量%のシリカ微粒子を含有させておけば、全体としての耐白錆性が一段と高められるので好ましい。
【発明の効果】
【0011】
本発明によれば、溶融亜鉛めっき層中に微量のAlとMnを含有させることで、溶融亜鉛めっき層自体の耐食性を高め、且つ、これをノンクロメート皮膜で被覆することで、それらの相加的ないし相乗的作用効果によって、クロメート皮膜に匹敵する防錆能を与えることができ、耐白錆性が良好で環境に優しいノンクロメート被覆溶融亜鉛めっき鋼板を提供できる。
【発明を実施するための最良の形態】
【0012】
本発明では、溶融亜鉛めっき層中に微量のAlとMnを含有させると共に、それらをめっき層の表面にMnを含む酸化物、具体的にはMnとAlおよび/または(鋼板から混入してくる)Feとの複合酸化物として存在させることで耐食性を高め、更にはその表面を所定厚さのノンクロメート皮膜で被覆することで、それらの相加的乃至相乗的作用効果により、溶融亜鉛めっき鋼板全体としての耐白錆性を、クロメート皮膜に匹敵し、もしくはこれを凌駕するレベルまで高めることができる。
【0013】
ここで、溶融亜鉛めっき層中のAl含量を「0.08〜0.70質量%」の範囲に定めたのは、Al含量が0.08質量%未満では、鋼板に対する溶融亜鉛めっき層の密着性が不十分となり、逆にAl含量が0.70質量%を超えて多くなり過ぎると、溶融亜鉛めっき浴中のドロス生成量が多くなって、部分的に不めっき部ができたりめっき密着性が低下したりするなど、結果的に満足のいく耐食性が得られなくなるからである。こうした観点からAlのより好ましい含有量は0.10質量%以上、0.50質量%以下、更に好ましくは0.15質量%以上、0.30質量%以下である。
【0014】
なおAlは、非合金化溶融亜鉛めっき鋼板の場合、素地鋼板と亜鉛めっき層の接合界面に濃化してバリア層を形成し、相互の拡散を抑える作用を発揮することが知られている。しかし本発明では、めっき浴中に添加する少量のMnが、該Alおよび/または鋼素地から混入してくるFeと共に複合酸化物を形成し、めっき層の表面に存在することで、亜鉛の腐食を抑制するものと考えている。
【0015】
本発明においては、溶融亜鉛めっき層中のMn含量も極めて重要であり、本発明で意図するレベルの耐白錆性を得るには、溶融亜鉛めっき層中に0.0010〜0.008質量%のMnを含有させることが不可欠の要件となる。Mn量が0.0010質量%未満では十分な耐白錆性向上効果が認められず、また0.008%を超えてMn含量が多くなり過ぎると、溶融亜鉛めっき浴中でドロスの生成量が増加し、それに起因する不めっき部が発生し易くなるからである。Mnのより好ましい含有量は0.003質量%以上、0.007質量%以下、更に好ましく0.005質量%以上、0.006質量%以下である。
【0016】
Mn添加によって耐白錆性が高められる明確なメカニズムも未だ不明であるが、Mnは酸素との親和力が強いため、めっき層表面にMn系酸化物として安定な状態で生成し、該酸化物の存在がZnの腐食を抑えていると推定される。なお、上記の様にAlも酸素との親和力が強く、酸化物を形成してめっき層表面に存在すると考えられるが、本発明者らが実験によって確認したところによると、亜鉛めっき層中にAlやFeが存在するだけでは、たとえそれらの酸化物が亜鉛めっき層中に存在していたとしても、耐白錆性は殆ど改善されず、Mnを含む酸化物の形態でめっき層の表面に存在することが必須の要件となるのである。
【0017】
但し、MnもAlと同様に酸化され易いため、亜鉛浴中に多く存在するとドロスの生成を助長することになり、不めっき部の発生やめっき密着性低下の要因となるので、上記上限値を超えて含有させることは避けるべきである。
【0018】
ところで、本発明における溶融亜鉛めっき液中のMnやAlは酸素親和力が強いため、溶融亜鉛めっき後の冷却条件をうまくコントロールすれば、鋼板表面に付着した溶融亜鉛が凝固する際に、MnやAlが鋼板から混入してくるFeと共にめっき層表面で複合酸化物を形成し、めっき層の表層に濃化してくるものと推定される。そして検討の結果、少なくともMnを含む平均直径が1μm程度以上の複合酸化物がZnマトリクス中に異相として1辺が100μmの正方形領域内に平均で20個以上存在しているときは、明らかな耐白錆性改善効果が認められた。ここで平均直径とは、該酸化物の長径と短径の和を2で割った値を意味する。
【0019】
このMnとAlおよび/またはFeとの複合酸化物が、耐白錆性を向上させる詳細なメカニズムは不明であるが、通常はノンクロメート皮膜の欠陥部から亜鉛の腐食が進行することを考慮すると、前記Mn系の複合酸化物がめっき表面に多数分散して存在することで、腐食反応の起こる亜鉛の露出を防ぐ効果を発揮しているものと推定される。こうしたMn系複合酸化物の腐食抑制効果は、めっき層表面に存在する当該複合酸化物の個数が多いほど有効に発揮されるが、実験により確認したところでは、平均直径で1μm以上のものがめっき表面の1辺が100μmの正方形領域内に平均で20個以上存在するときは、腐食抑制効果が明確に認められたことから、この個数が、亜鉛の露出を防ぐために必要な最小限の被覆状態であると考えられる。
【0020】
尚、複合酸化物のサイズを「平均直径で1μm以上」と定めたのは、前掲のAl,Mn含量を満たす亜鉛めっき浴を用いて溶融亜鉛めっきを行ったときに生成する前記複合酸化物のサイズは殆どが上記サイズ以上であり、それ未満のMn系複合酸化物の数は極めて少なく、実質的に腐食抑制に殆ど寄与していないと考えたからである。
【0021】
また、上記サイズ以上のMn系複合酸化物の個数に上限は特に存在せず、多ければ多いほど腐食抑制効果は向上する。しかし、溶融亜鉛めっき中の前記AlおよびMn含量からすると、該個数の好ましい上限は「めっき表面の1辺が100μmの正方形領域内」に100個程度と考えられ、Mn系複合酸化物の個数が100個を超える場合は、めっき浴中でのドロスの発生に伴う障害が顕著になることを確認している。
【0022】
なお、上記のMn系複合酸化物が、めっき層表面の一部に局所的に多数存在している場合、存在個数の少ない部分の耐食性は当然不十分になるので、全域に満遍なく分布していることが好ましい。しかし、以下に示す好ましい溶融亜鉛めっき法を採用した場合は、めっき浴中のAl,Mn,Fe含量に応じた個数のMn系複合酸化物が、めっき層のほぼ全域に満遍なく生成することを確認している。
【0023】
即ち、めっき層表面に上記Mn系複合酸化物を生成させるための好ましいめっき条件は、Al,Mn含量の調整された溶融亜鉛めっき浴を使用し、めっき付着量が好ましくは20〜200g/m2、より好ましくは35〜150g/m2となる様に浸漬時間とワイピング条件を調整し、めっき浴を出た後に、酸化性雰囲気中でめっき層が凝固する約420℃までを10℃/秒以下、より好ましくは5℃/秒以下の速度で徐冷する方法である。この様な条件を採用すれば、めっき液が凝固するまでの間に表面に移行してきたMnやAl,Feが逐次酸化を受けて複合酸化物を形成し、それに伴って表層側へのMnやAl,Feの拡散移行も促されるので、めっき層表面にMn系複合酸化物が濃化して生成することになる。しかも、この条件で生成するMn系複合酸化物のサイズは、平均半径で殆どが1μm以上となるのである。
【0024】
上記の様にして得られる溶融亜鉛めっき層は、表面が適量(個数)のMn系複合酸化物で覆われており、それなりに耐食性は高められているが、全面がMn系複合酸化物で覆われている訳ではないから、そのままではクロメート被覆を施したものに比べると耐白錆性が若干劣ることは否めない。そこで本発明では、該耐白錆性不足を補うため、該溶融亜鉛めっき層の表面を、ノンクロメート皮膜で被覆する。
【0025】
該ノンクロメート皮膜は、クロムさえ含んでいなければ特に制限はなく、有機系もしくは無機系の防錆皮膜を使用できる。無機系防錆皮膜の具体例としては、例えばリチウムシリケートや珪酸ソーダ、リン酸化合物などが挙げられ、市販品としては、例えば日産化学社製の品番「リチウムシリケート45」や日本化学社製の品番「珪酸ソーダ3号」、米山化学社製の燐酸二水素アンモニウムなどが例示される。また有機系の防錆皮膜としては、エチレン−アクリル系樹脂、スチレン−マレイン酸系樹脂、スチレン−アクリル系樹脂、ポリウレタン系樹脂などが挙げられ、市販品としては、例えば、日本純薬社製のアクリル酸系樹脂、品番「AC−10S」、第一工業製薬社製の商品名「スーパーフレックス150」、東邦化学社製の商品名「ハイテックS−3121」、サートマー社製の商品名「SMA3000H」)、第一工業製薬社製の商品名「スーパーフレックス820」、楠本化成社/Avecia社製の商品名「BT−44」などが例示される。
【0026】
膜厚も特に制限されないが、好ましいのは0.2〜3.0μm、より好ましくは0.8〜1.5μmの範囲である。ちなみに0.2μm未満では、Mn系複合酸化物が生成し前記溶融亜鉛めっき層に不足する耐白錆性を十分に補うことができず、最終的に満足のいく耐白錆性を確保できなくなり、逆に3.0μmを超えて過度に厚くすると、防錆鋼板として実用化する際に必要となるスポット溶接性が著しく損なわれるからである。
【0027】
なお該防錆被覆中に適量のシリカ微粒子を添加すると、全体としての耐白錆性を更に高めることができるので好ましい。ここでシリカ微粒子とは、一時粒子の状態で平均粒子径が数nm1〜数百nmレベルの微粒子を言い、代表的なのはコロイダルシリカである。そして、防錆被覆中に代表的なシリカ微粒子であるコロイダルシリカを含有させると、例えば「鉄と鋼」Vol.89(2003年、株式会社神戸製鋼所より発行)の第116〜122頁「有機皮膜中シリカの亜鉛めっき鋼板に対する防錆挙動」にも記載されている如く、腐食の起点となるめっき欠陥部に防錆皮膜中のシリカが溶出し再析出することで、欠陥部の腐食を防ぎ、全体としての耐白錆性を大幅に高めるからである。こうしたコロイダルシリカの添加効果を有効に発揮させるには、防錆被覆の固形物中に占める比率で1〜30質量%の範囲で用いることが好ましい。1質量%未満では配合による上記効果が殆ど有効に発揮されず、逆に30質量%を超えて使用すると、その効果が飽和するだけでなく防錆被覆としての造膜性や密着性が劣化するからである。コロイダルシリカのより好ましい配合量は、5〜20質量%である。
【0028】
コロイダルシリカの種類も特に制限されないが、市販品としては、例えば「スノーテックス(登録商標)」シリーズ(日産化学工業社製)の「XL」、「OL」、「O」、「40」、「N」、「UP」等が好適に用いることができる。
【0029】
ノンクロメート被覆の形成法にも格別の制限はなく、スプレーリンガー方式やロールコーター方式、浸漬コート方式等いずれの方法を採用してもよい。
【0030】
本発明は以上の様に構成されており、溶融亜鉛めっき層中に含まれるMnとAl,Fe含量を特定し、該めっき層の表面にMnを含む酸化物、好ましくはMnと共にAlおよび/またはFeを含む複合酸化物を生成させると共に、その表面を特定厚さのノンクロメート皮膜で被覆して耐食性強化を図ることにより、クロメート被覆に匹敵する耐白錆性を発揮する環境に優しい耐食性鋼板を提供できることになった。
【実施例】
【0031】
以下、実験例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実験例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも可能であり、それらは何れも本発明の技術的範囲に含まれる。
【0032】
実験例
Alキルド鋼(冷延鋼板)を使用し、実験機を用いて下記の条件で溶融亜鉛めっきを行った。
めっき雰囲気 :N2−5%H2
還元処理 :850℃×30秒
Zn浴温 :460℃(侵入板温460℃):Zn浴組成は表1参照(なお表1では、Al濃度とMn濃度に関し何れもZn浴中の濃度を示している。しかし、Zn浴中のAl,Mn濃度とめっき層中のAl,Mn濃度はほぼ等しく、このことはICP発光分析によっても確認している。)
浸漬時間 :2秒(狙いめっき付着量;約100g/m2)
めっき層の凝固:上記還元性雰囲気でめっきを行った後、酸素を100ppm含む窒素ガスを送り込みながら、5℃/secまたは10℃/secで冷却してめっき層を凝固させた。
【0033】
得られた溶融亜鉛めっき鋼板のめっき層を採取して(1:1)塩酸水溶液に溶解し、ICP発光分析法によってMnおよびAlの含有量を測定した。分析には、セイコー電子社製の誘導プラズマ発光分光分析装置「SPS1500VR」を用いた。
【0034】
また、各溶融亜鉛めっき層の表面をEPMA(日本電子社製の商品名「JXA−8100」を使用、倍率:500倍)によって無作為に3視野を観察し、その写真画像から無作為に5箇所を選んで1辺が100μmの正方形領域内に観察される平均直径が1μm以上のMn系複合酸化物の個数をカウントし、平均個数を求めた。EPMA写真の一例は図1に示す通りであり、図1の上側の写真は、Mn添加なしの溶融亜鉛めっき浴で行っためっき鋼板、下側の写真は、本発明の代表例として実験No.4(Al含量:0.2質量%、Mn含量:0.005質量%)の溶融亜鉛めっき浴を用いためっき鋼板である。
【0035】
これらの写真を比較すれば明らかな様に、めっき浴中に適量のMnとAlを添加しためっき層では、表面のほぼ全面に複合酸化物が斑点状に満遍なく生成しているのに対し、Mn無添加のめっき層を用いたものでは、複合酸化物の生成は殆ど確認できない。これは、めっき浴中にAlやFeが存在していても、Mnが含まれていなければ本発明で意図する様な表面保護効果を示す複合酸化物が生成しないためと考えられる。
【0036】
この際、めっき工程でのめっき性(目視で不めっき部のない良好な外観が得られたものは良好:○、不めっき部が観察されたものは不良:×とした)を調べると共に、めっき表面に付着したドロスの付着量を目視観察し、ドロス生成状態の良否を評価した(Mn無添加浴でめっきを行った場合のドロス付着量と同等未満であるものは良好:○、それ以上のものは不良:×)。
【0037】
次いで、得られた溶融亜鉛めっき鋼板の表面に、下記の方法で調製したノンクロメート被覆剤を膜厚が約1μmとなる様に塗布し、200℃で10秒間乾燥することにより、本発明の耐白錆性溶融亜鉛めっき鋼板を得た。
【0038】
[ノンクロメート被覆剤]
有機系としてエチレン−アクリル酸系樹脂(東邦化学社製の商品名「ハイテックS−3121」)塗料、スチレン−マレイン酸共重合体(サートマー社製の商品名「SMA3000H」)塗料、ポリウレタン樹脂(第一工業製薬社製の商品名「スーパーフレックス820」)塗料、またはスチレン−アクリル共重合体(楠本化成社/Avecia社製の商品名「BT−44」)塗料を使用し、無機系としては、[シリカ系皮膜形成材(日産化学社製の商品名「スノーテックスXS」)70質量部にバインダーとしてポリウレタン樹脂水溶液(樹脂成分については下記参照)20質量部と信越化学社製のシランカップリング材「KBM403」を10質量部添加したもの]を使用し、これを、上記めっき鋼板の表面にバーコート法で表3に示す所定の膜厚となる様に塗布した後、200℃×10秒で乾燥させた。また、ノンクロメート塗布液の一部については、耐白錆性向上のためコロイダルシリカを1〜30質量%添加した。
【0039】
[ポリウレタン樹脂水溶液]
撹拌機、温度計、温度コントローラーを備えた内容量0.8リットルの容器に、ポリオール成分として保土ヶ谷化学社製のポリテトラメチレンエーテルグリコールを60g、1,4−シクロヘキサンジメタノールを14g、ジメチロールプロピオン酸を20g仕込み、更に反応溶媒としてN−メチルピロリドン30.0g加える。次いでこれに、イソシアネート成分としてトリレンジイソシアネートを104g仕込み、80〜85℃に昇温して5時間反応させる。その後、トリエチルアミン16gを加えて中和し、更にエチレンジアミン16gと水480gの混合水溶液を加えて50℃で4時間乳化し、鎖延長反応させてポリウレタン樹脂を得た。
【0040】
上記で得た各溶融亜鉛めっきとノンクロメート被覆を設けた表面被覆鋼板について、各々下記の方法で耐白錆性を評価し、結果を表2,3に併記した。
【0041】
【表1】
【0042】
【表2】
【0043】
【表3】
【0044】
これらの表より、次の様に考えることができる。
【0045】
まず表1,2において、No.1は、めっき浴中のMn濃度が低く、従ってめっき層中のMn量が規定値に達していないため、十分な耐白錆性が得られていない。No.6,11は、逆にめっき浴中のMn濃度が高すぎるため、耐白錆性は良好であるがめっき浴内で多量のドロスが発生し、めっき性が低下すると共にめっき層の外観も悪くなる。
【0046】
No.12は、めっき浴中のAl含量が不足するため、めっき密着性不足によって満足な耐白錆性が得られていない。No.15は、逆にめっき浴中のAl含量が多すぎるため、耐白錆性は良好であるがめっき浴内で多量のドロスが発生し、めっき性が低下すると共にめっき層の外観も劣悪となる。またNo.16は、ノンクロメート被覆がされていないため、従来のクロメート被覆に比べると耐白錆性が悪い。
【0047】
No.18は、溶融めっき後の冷却雰囲気を還元性(窒素に5体積%の水素を混入した混合ガスを使用)とした比較例であり、Mn含有酸化物の個数が不足するため、満足のいく耐白錆性が得られていない。なおNo.17では、表面に少数のMn含有酸化物が生成しているが、これは、めっき後の冷却速度が遅いため、めっき鋼板表面に僅かに存在している空気によって酸化が起こったためと思われる。しかし、不足気味ながら所定サイズの酸化物が生成しているため、それなりの耐白錆性を示している。
【0048】
これらに対し、本発明の前記規定要件を全て満足するNo.2〜5,7〜10,13,14は、めっき性が良好でドロスの発生による問題も起こさず、しかも優れた耐白錆性が得られている。
【0049】
また表3では、ノンクロメート被覆の厚さとシリカ含量を変えたときの耐白錆性に与える影響を確認することができ、ノンクロメート皮膜厚さが薄過ぎると耐白錆性が不足気味となり(No.18)、またノンクロメート被覆中に適量のシリカを含有させると、耐白錆性が明らかに向上することを確認できる。
【0050】
なお図2、図3は、上記表1〜3に示した実験データを含めて、めっき層中のMn含量と溶融亜鉛めっき後の徐冷時における雰囲気ガスの種類(酸化性ガス;酸素を100ppm含む窒素ガス、または還元性ガス;水素を5体積%含む窒素ガス)を変えたときの、耐白錆性に与える影響を整理して示したグラフである。この実験では、めっき後の徐冷時の雰囲気ガスを変えた以外は下記の条件で統一した。
めっき付着量:約100g/m2
ノンクロメート被覆:エチレン−アクリル系(東邦化学社製の商品名「ハイテックS−3121)、付着量1.0g/m2
試験条件:
温度25℃×湿度60%の大気雰囲気
【0051】
図2からも明らかな様に、めっき層中に適量のMnを含有させ、めっき後の徐冷雰囲気を酸化性としてめっき層表面にMn系酸化物を生成させたもの(図2のうち、Mn含量が10ppm、30ppm、50ppmのもの)は、めっき層中にMnが含まれていない比較材(Mn含量が0ppm)に比べて、明らかに優れた耐白錆性を有していることが分かる。
【0052】
また図2では、めっき後の冷却雰囲気を還元性としてMn系酸化物の生成を抑えた例であるが、めっき層中にMnが含まれていない場合は勿論のこと、適量のMnが含まれている場合でも、耐白錆性は十分でない。
【図面の簡単な説明】
【0053】
【図1】実験で得ためっき鋼板(ノンクロメート被覆前)表面のEPMA観察結果を示す写真である。
【図2】溶融亜鉛めっき後の徐冷時における雰囲気ガスを酸化性ガスとし、めっき層中のMn含量が耐白錆性に与える影響を整理して示したグラフである。
【図3】溶融亜鉛めっき後の徐冷時における雰囲気ガスを還元性ガスとし、めっき層中のMn含量が耐白錆性に与える影響を整理して示したグラフである。
【特許請求の範囲】
【請求項1】
ノンクロメート皮膜で被覆された溶融亜鉛めっき鋼板であって、溶融亜鉛めっき層は、Al:0.08〜0.70質量%とMn:0.0010〜0.008質量%を含み、残部はZnと不可避不純物からなり、該溶融亜鉛めっき層の表面にはMnを含む酸化物が存在すると共に、その表面は、厚さ0.2〜3.0μmのノンクロメート皮膜で被覆されていることを特徴とする、耐白錆性に優れたノンクロメート被覆溶融亜鉛めっき鋼板。
【請求項2】
前記Mnを含む酸化物は、めっき層表面に、MnとAlおよび/またはFeとの複合酸化物として存在する請求項1に記載のノンクロメート被覆溶融亜鉛めっき鋼板。
【請求項3】
前記Mnを含む酸化物は、めっき層表面に、平均直径が1.0μm以上の異相として、めっき層表面の1片が100μmの正方形領域内に平均で20個以上分散している請求項1または2に記載のノンクロメート被覆溶融亜鉛めっき鋼板。
【請求項4】
前記ノンクロメート被覆中には、1〜30質量%のシリカ微粒子が含まれている請求項1〜3のいずれかに記載のノンクロメート被覆溶融亜鉛めっき鋼板。
【請求項1】
ノンクロメート皮膜で被覆された溶融亜鉛めっき鋼板であって、溶融亜鉛めっき層は、Al:0.08〜0.70質量%とMn:0.0010〜0.008質量%を含み、残部はZnと不可避不純物からなり、該溶融亜鉛めっき層の表面にはMnを含む酸化物が存在すると共に、その表面は、厚さ0.2〜3.0μmのノンクロメート皮膜で被覆されていることを特徴とする、耐白錆性に優れたノンクロメート被覆溶融亜鉛めっき鋼板。
【請求項2】
前記Mnを含む酸化物は、めっき層表面に、MnとAlおよび/またはFeとの複合酸化物として存在する請求項1に記載のノンクロメート被覆溶融亜鉛めっき鋼板。
【請求項3】
前記Mnを含む酸化物は、めっき層表面に、平均直径が1.0μm以上の異相として、めっき層表面の1片が100μmの正方形領域内に平均で20個以上分散している請求項1または2に記載のノンクロメート被覆溶融亜鉛めっき鋼板。
【請求項4】
前記ノンクロメート被覆中には、1〜30質量%のシリカ微粒子が含まれている請求項1〜3のいずれかに記載のノンクロメート被覆溶融亜鉛めっき鋼板。
【図2】

【図3】
【図1】
【図3】
【図1】
【公開番号】特開2007−314831(P2007−314831A)
【公開日】平成19年12月6日(2007.12.6)
【国際特許分類】
【出願番号】特願2006−144596(P2006−144596)
【出願日】平成18年5月24日(2006.5.24)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成19年12月6日(2007.12.6)
【国際特許分類】
【出願日】平成18年5月24日(2006.5.24)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]