
耐硫化腐食性高温部材及びその製造方法並びに高温部材の硫化腐食防止方法
【課題】火力発電所などで使用される優れた耐硫化腐食性を有する耐硫化腐食性高温部材及びその製造方法、並びに硫化腐食に対する高温部材の硫化腐食防止方法を提供する。
【解決手段】基材の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設ける。
チタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設ける高温部材の硫化腐食防止方法において、チタン化合物はチタン錯体とする。
【解決手段】基材の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設ける。
チタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設ける高温部材の硫化腐食防止方法において、チタン化合物はチタン錯体とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、硫化水素などによる腐食及び硫化物腐食割れなどに対して耐硫化腐食性を有する高温部材及びその製造方法、並びに硫化水素などによる腐食及び硫化物腐食割れなどに対する高温部材の硫化腐食防止方法に関する。
【背景技術】
【0002】
従来から、火力発電設備などでは、燃料を燃焼させた際に発生するガスによって、それを構成する構造材が腐食してしまうことが大きな問題となっていた。
【0003】
例えば、石炭火力発電所ボイラにおいて、バーナーゾーンから二段燃焼空気投入位置におけるボイラ水冷壁管(基材:フェライト鋼)に硫化腐食が発生し、ボイラ水冷壁管の一部の肉厚が設計で定められた下限の肉厚よりも薄くなるという問題があった。
【0004】
このような問題を解消又は回避する方法として、従来は石炭火力発電所ボイラの定期検査の際に硫化腐食した構造材の交換又は補修などを行う方法の他に、その構造材に耐硫化腐食性を有する保護被膜をコーティングして耐硫化腐食性を向上させる方法がある。この保護被膜としては、主にプラズマ溶射法を用いたニッケル・クロム被膜が用いられてきた。
【0005】
しかしながら、プラズマ溶射法を用いたニッケル・クロム被膜は高価であると共に長時間の施工作業を有するという問題があった。
【0006】
一方、その他の保護膜として、酸化チタン粒子をコーティングして酸化チタン粒子からなる保護被膜を構造材などに設けることにより、構造材の耐硫化腐食性を向上させる方法が提案されている(例えば特許文献1参照)。
【0007】
しかしながら、構造材に酸化チタン粒子からなる保護被膜を設けても、酸化チタン粒子間に硫化水素(H2S)が侵入することができるので、硫化腐食が進行し、際立った耐硫化腐食性が得られないという問題があった。また、このような酸化チタン粒子からなる保護被膜の耐硫化腐食性を向上させるためには被膜を厚くする必要があり、被膜の剥離が発生しやすいという問題や被膜形成のコストが高くなるという問題があった。
【0008】
【特許文献1】特開平9−272990号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、上述した事情に鑑み、火力発電所などで使用される優れた耐硫化腐食性を有する耐硫化腐食性高温部材及びその製造方法、並びに硫化腐食に対する高温部材の硫化腐食防止方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決する本発明の第1の態様は、基材の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設けることを特徴とする高温部材の硫化腐食防止方法にある。
【0011】
かかる第1の態様では、耐硫化腐食性を向上させることができる。
【0012】
本発明の第2の態様は、第1の態様に記載の硫化腐食防止法において、前記チタン化合物はチタン錯体であることを特徴とする高温部材の硫化腐食防止方法にある。
【0013】
かかる第2の態様では、耐硫化腐食性をより向上させることができる。
【0014】
本発明の第3の態様は、第1又は2の態様に記載の硫化腐食防止法において、前記塗布液はさらにチタン酸化物粒子を含有することを特徴とする高温部材の硫化腐食防止方法にある。
【0015】
かかる第3の態様では、加熱酸化時間を短縮させることができる。
【0016】
本発明の第4の態様は、第3の態様に記載の硫化腐食防止法において、前記チタン酸化物粒子の粒径は5nm〜1μmであることを特徴とする高温部材の硫化腐食防止方法にある。
【0017】
かかる第4の態様では、加熱酸化時間をより短縮させることができる。
【0018】
本発明の第5の態様は、第1〜4の態様の何れかに記載の硫化腐食防止法において、前記加熱酸化はアセチレンの火炎処理によるものであることを特徴とする高温部材の硫化腐食防止方法にある。
【0019】
かかる第5の態様では、耐硫化腐食性と共に耐久性(高硬度、耐スクラッチ性、耐摩耗性、耐薬品性、耐熱性)を向上させることができる。
【0020】
本発明の第6の態様は、第1〜5の態様の何れかに記載の硫化腐食防止法において、前記チタン酸化物層の厚さは0.01〜10μmであることを特徴とする高温部材の硫化腐食防止方法にある。
【0021】
かかる第6の態様では、上述した第1の態様の効果を充分に達成することができる。
【0022】
本発明の第7の態様では、第1〜6の態様の何れかに記載の硫化腐食防止法において、前記基材と前記チタン酸化物層との間で拡散反応を生じさせて中間層を設けることを特徴とする高温部材の硫化腐食防止方法にある。
【0023】
かかる第7の態様では、上述した第1の態様と同様の効果を得ることができる。
【0024】
本発明の第8の態様では、第1〜7の態様の何れかに記載の硫化腐食防止法において、前記チタン酸化物層の表面上にさらに炭素層を設けることを特徴とする高温部材の硫化腐食防止方法にある。
【0025】
かかる第8の態様では、耐硫化腐食性をより向上させることができる。
【0026】
本発明の第9の態様は、第8の態様に記載の硫化腐食防止法において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けることを特徴とする高温部材の硫化腐食防止方法にある。
【0027】
かかる第9の態様では、耐硫化腐食性をさらに向上させることができる。
【0028】
本発明の第10の態様は、第8又は第9の態様に記載の硫化腐食防止法において、少なくとも1つの炭素層とチタン酸化物層との間で拡散反応を生じさせて中間層を設けることを特徴とする高温部材の硫化腐食防止方法にある。
【0029】
かかる第10の態様では、上述した第8又は第9の態様と同様の効果が得られる。
【0030】
本発明の第11の態様は、第1〜10の態様の何れかに記載の硫化腐食防止方法が施されたボイラ水冷壁管にある。
【0031】
かかる第11の態様では、耐硫化腐食性を向上させたボイラ水冷壁管を得ることができる。
【0032】
本発明の第12の態様は、基材の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設けることを特徴とする耐硫化腐食性高温部材の製造方法にある。
【0033】
かかる第12の態様では、優れた耐硫化腐食性を有する耐硫化腐食性高温部材を製造することができる。
【0034】
本発明の第13の態様は、第12の態様に記載の耐硫化腐食性高温部材の製造方法において、前記塗布液はさらにチタン酸化物粒子を含有することを特徴とする耐硫化腐食性高温部材の製造方法にある。
【0035】
かかる第13の態様では、加熱酸化時間を短縮させることができる。
【0036】
本発明の第14の態様では、第12又は13の態様に記載の耐硫化腐食性高温部材の製造方法において、前記チタン酸化物層の表面上にさらに炭素層を設けることを特徴とする耐硫化腐食性高温部材の製造方法にある。
【0037】
かかる第14の態様では、より優れた耐硫化腐食性を有する耐硫化腐食性高温部材を製造することができる。
【0038】
本発明の第15の態様は、第14の態様に記載の耐硫化腐食性高温部材の製造方法において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けることを特徴とする耐硫化腐食性高温部材の製造方法にある。
【0039】
かかる第15の態様では、さらに優れた耐硫化腐食性を有する耐硫化腐食性高温部材を製造することができる。
【0040】
本発明の第16の態様は、第12〜15の態様の何れかに記載の耐硫化腐食性高温部材の製造方法において、前記耐硫化腐食性高温部材はボイラ水冷壁管であることを特徴とする耐硫化腐食性高温部材の製造方法にある。
【0041】
かかる第16の態様では、優れた耐硫化腐食性を有するボイラ水冷壁管を製造することができる。
【0042】
本発明の第17の態様は、基材の少なくとも表面にチタン酸化物層を設けたことを特徴とする耐硫化腐食性高温部材にある。
【0043】
かかる第17の態様では、優れた耐硫化腐食性を有する耐硫化腐食性高温部材を提供することができる。
【0044】
本発明の第18の態様は、第17の態様に記載の耐硫化腐食性高温部材において、前記チタン酸化物層の厚さは0.01〜10μmであることを特徴とする耐硫化腐食性高温部材にある。
【0045】
かかる第18の態様では、上述した第17の態様の効果を充分に達成することができる。
【0046】
本発明の第19の態様は、第17又は18の態様に記載の耐硫化腐食性高温部材において、前記基材と前記チタン酸化物層との間に拡散反応により生じた中間層を有することを特徴とする耐硫化腐食性高温部材にある。
【0047】
かかる第19の態様では、第17の態様と同様に優れた耐硫化腐食性を有する耐硫化腐食性高温部材を提供することができる。
【0048】
本発明の第20の態様は、第17〜19の態様の何れかに記載の耐硫化腐食性高温部材において、前記チタン酸化物層の表面上にさらに炭素層を設けたことを特徴とする耐硫化腐食性高温部材にある。
【0049】
かかる第20の態様では、より優れた耐硫化腐食性を有する耐硫化腐食性高温部材を提供することができる。
【0050】
本発明の第21の態様は、第20の態様に記載の耐硫化腐食性高温部材において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けたことを特徴とする耐硫化腐食性高温部材にある。
【0051】
かかる第21の態様では、さらに優れた耐硫化腐食性を有する耐硫化腐食性高温部材を提供することができる。
【0052】
本発明の第22の態様は、第20又は21の態様に記載の耐硫化腐食性高温部材において、少なくとも1つの炭素層とチタン酸化物層との間で拡散反応を生じさせて中間層を設けたことを特徴とする耐硫化腐食性高温部材にある。
【0053】
かかる第22の態様では、上述した第20又は21の態様と同様の効果が得られる。
【0054】
本発明の第23の態様は、第17〜22の態様の何れかに記載の耐硫化腐食性高温部材において、前記耐硫化腐食性高温部材はボイラ水冷壁管であることを特徴とする耐硫化腐食性高温部材にある。
【0055】
かかる第23の態様では、優れた耐硫化腐食性を有するボイラ水冷壁管を提供することができる。
【発明の効果】
【0056】
本発明に係る耐硫化腐食性高温部材及び本発明に係る製造方法で製造された耐硫化腐食性高温部材、並びに本発明に係る硫化腐食防止方法が施されたものは、優れた耐硫化腐食性を有するので、これらを使用した機器の信頼性及び耐久性を飛躍的に改善することができる。
【発明を実施するための最良の形態】
【0057】
以下、本発明を実施するための最良の形態について説明する。なお、本実施形態の説明は例示であり、本発明は以下の説明に限定されない。
【0058】
(実施形態1)
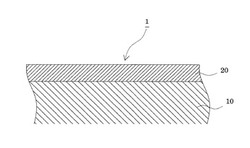
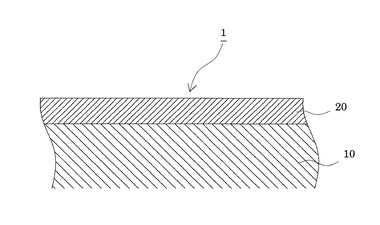
図1は、本発明の実施形態1に係る耐硫化腐食性高温部材を示す概略図である。図1に示すように、本実施形態に係る耐硫化腐食性高温部材1は、基材10の表面上にチタン酸化物層20を設けたものである。チタン酸化物層20は耐硫化腐食性と耐熱性を有することから、かかる構造の高温部材は、優れた耐硫化腐食性及び耐熱性を有することになる。
【0059】
チタン酸化物層20は、基材10の表面上に緻密に形成できるものであれば特に限定されない。チタン酸化物層20を構成するチタン酸化物としては、例えば、TiO、Ti2O3、TiO2、Ti2O5、TiO3、又はこれらの混合状態などが挙げられる。また、チタン酸化物層20の厚さは特に限定されないが、0.01〜10μmの範囲が好ましく、0.01〜5μmの範囲がより好ましく、特に0.01〜1μmの範囲が好ましい。この範囲の厚さのチタン酸化物層20は容易に設けることができ、かつ、基材10の硫化腐食を充分に防止することができる。
【0060】
基材10は、その耐硫化腐食性高温部材1が使用される温度に対して充分な耐熱性を有し、その表面にチタン酸化物層20を設けることができるものであれば特に限定されない。例えば、基材10の表面に付着物が付着していないものであってもよいし、付着物が付着しているものであってもよい。ここで付着物とは、例えば石炭を燃焼させた際に発生する灰(主成分:SiO2、Al2O3)や石油を燃焼させた際に発生する灰などが挙げられる。このような付着物が付着した基材10を用いて耐硫化腐食性高温部材1を構成しても、付着物が付着していない基材10を用いて構成された耐硫化腐食性高温部材1と同様の効果が得られる。このような基材10を構成する物質としては、例えばフェライト鋼、オーステナイト鋼、マルテンサイト鋼などの耐熱構造材が挙げられる。
【0061】
なお、本実施形態の耐硫化腐食性高温部材1は、基材10とチタン酸化物層20との間に拡散反応により生じた中間層を有するものであってもよい。その中間層を有するものであっても、上述した効果と同様の効果が得られる。
【0062】
次に、本実施形態に係る耐硫化腐食性高温部材1の製造方法について説明する。本実施形態に係る耐硫化腐食性高温部材1は、基材10の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層20を設けることによって得られる。ここで、塗布液とは、チタン金属又はチタン化合物が溶解した溶液や、チタン金属又はチタン化合物が分散した分散液などを含むものをいう。なお、チタン金属とはチタンのみからなる物質をいい、例えばチタンの微粉末を必要に応じて分散助剤などの添加剤と共に媒体に分散させることにより塗布液とすることができる。また、チタン化合物としては、例えばチタンテトラエトキシド(Ti(C2H5O)4)、チタン(IV)メトキシド(Ti(OCH3)4)、ほう化チタン(TiB2)、三塩化チタン(TiCl3)、硫酸チタン(IV)(Ti(SO4)2)、硫酸チタン(III)(Ti2(SO4)3)、リン酸チタンリチウム(LiTi2P3O12)、しゅう酸チタンカリウム(K2TiO(C2O4)2)、臭化チタン(IV)(TiBr4)、ふっ化チタン(IV)ナトリウム(Na2TiF6)、ふっ化チタン(IV)(TiF4)、ふっ化チタン(IV)アンモニウム((NH4)2TiF6)、ふっ化チタン(IV)カリウム(K2TiF6)、ペルオキソチタン酸(Ti(OOH)(OH)3)、四塩化チタン(TiCl4)、オキシ硫酸チタン(IV)(TiOSO4)、チタンアルコキシド(チタンテトライソプロポキシド(TTIP:Ti((CH3)2CHO)4)など)、チタニウムブトキシド(TNBT:Ti(OC4H9)4)などが挙げられるが、ペルオキソチタン酸、四塩化チタン、オキシ硫酸チタン(IV)、チタンアルコキシド、チタニウムブトキシドが好ましい。
【0063】
基材10の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布する方法は特に限定されない。例えば、スプレーを用いてチタン金属又はチタン化合物を含有したスラリー状の塗布液を基材10に吹き付ける、いわゆるスプレーコーティング法、チタン金属又はチタン化合物を含有した塗布液で満たされた槽に基材10を浸漬する方法、ハケなどを用いてチタン金属又はチタン化合物を含有した塗布液を基材10に塗布する方法などが挙げられる。
【0064】
チタン金属又はチタン化合物を含有した塗布液は、基材10の表面上に塗布された後、加熱酸化された際に基材10の表面上に不純物を残存させず、基材10の表面上にチタン酸化物層20を形成することができるものであれば特に限定されないが、チタン金属を含有した塗布液が好ましい。チタン金属又はチタン化合物を含有した塗布液としては、具体的には、PTA−85(株式会社鯤コーポレーション社製)、PTA−170(株式会社鯤コーポレーション社製)、PSA−015(株式会社光触媒研究所製)、PSA−02(株式会社光触媒研究所製)、PSO−306(株式会社光触媒研究所製)、AT−01(株式会社光触媒研究所製)、AT−03(株式会社光触媒研究所製)、ペルオキソチタン酸(Ti(OOH)(OH)3)、四塩化チタン(TiCl4)、オキシ硫酸チタン(IV)(TiOSO4)、チタンアルコキシド(チタンテトライソプロポキシド(TTIP:Ti((CH3)2CHO)4)など)、チタニウムブトキシド(TNBT:Ti(OC4H9)4)などが挙げられる。
【0065】
加熱酸化してチタン酸化物層20を形成する方法は特に限定されない。ここで、加熱酸化とは、基材10の表面に塗布されたチタン金属又はチタン化合物を含有した塗布液を直接加熱酸化してチタン酸化物層20を形成してもよいし、基材10の表面に塗布されたチタン金属又はチタン化合物を含有した塗布液を乾燥させた後に加熱酸化してチタン酸化物層20を形成してもよい。加熱酸化の具体的な方法としては、例えば、チタン金属又はチタン化合物を含有した塗布液が塗布された基材10をバーナーなどで火炎処理してその塗布液に含まれる溶媒を蒸発させると共にその塗布液に含まれるチタン金属又はチタン化合物を加熱酸化する方法、基材10の表面に塗布されたチタン金属又はチタン化合物を含有した塗布液を乾燥させた後にバーナーなどで火炎処理して基材10の表面に残ったチタン金属又はチタン化合物を加熱酸化させる方法、ハロゲンランプ又は赤外線ランプなどを用いて基材10の表面に塗布されたチタン金属又はチタン化合物を含有した塗布液を蒸発させると共にその塗布液に含まれるチタン金属又はチタン化合物を加熱酸化する方法、チタン金属又はチタン化合物を含有した塗布液が塗布された基材10をボイラなどに取り付けて加熱酸化する方法などが挙げられる。なお、基材10の表面に多孔質の灰などが付着している場合には、塗布されたチタン金属又はチタン化合物を含有した塗布液を乾燥させる前に、例えば吸引装置(掃除機などを改良したもの)などにより、多孔質の灰などに含まれる気体(空気など)を取り除くことが好ましい。多孔質の灰などに含まれる気体を取り除くことにより、より緻密なチタン酸化物層20を形成することができる。
【0066】
また、火炎処理に用いられる燃料ガスは特に限定されないが、アセチレンが好ましい。アセチレンの火炎処理により加熱酸化すると、耐久性(高硬度、耐スクラッチ性、耐摩耗性、耐薬品性、耐熱性)に優れた、炭素がドープされたチタン酸化物層20を得ることができる。
【0067】
なお、本実施形態では、塗布液として、チタン金属又はチタン化合物を含有したものを用いたが、塗布液として、上述した塗布液にさらにチタン酸化物粒子を含有させたものを用いてもよい。塗布液にチタン酸化物粒子を含有させることにより、加熱酸化時間を短縮させることができる。ここで、チタン酸化物粒子とは、TiO、Ti2O3、TiO2、Ti2O5、TiO3、又はこれらの混合状態からなる粒子である。そして、チタン酸化物粒子の粒径は特に限定されないが、5nm〜1μmの範囲が好ましく、特に5〜60nmの範囲が好ましい。
【0068】
なお、チタン酸化物粒子が含有された塗布液は、塗布液にチタン酸化物粒子を混入し、その混合液を攪拌することにより得られる。
【0069】
(実施形態2)
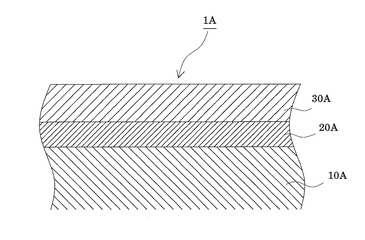
図2は、本実施形態の耐硫化腐食性高温部材を示す概略図である。実施形態1の耐硫化腐食性高温部材1は、図1に示すように、基材10の表面上にチタン酸化物層20を設けるものであるが、本実施形態の耐硫化腐食性高温部材1Aは、図2に示すように、チタン酸化物層20の表面上に炭素層30をさらに設けたものである。すなわち、本実施形態の耐硫化腐食性高温部材1Aは、基材10の表面上にチタン酸化物層20を設け、そのチタン酸化物層20の表面上に炭素層30をさらに設けた三層構造を有するものである。かかる構造の耐硫化腐食性高温部材1Aは、チタン酸化物層20の表面に炭素層30を設けることにより、拡散反応によって基材10を構成するFeなどが耐硫化腐食性高温部材1Aの表面へ拡散することを防止することができるので、実施形態1に係る耐硫化腐食性高温部材1よりも優れた耐硫化腐食性を有するという効果を奏する。
【0070】
また、炭素層30を設けることにより、表面が平滑化されるので、石炭を燃焼させた際に発生する灰(主成分:SiO2、Al2O3)や石油を燃焼させた際に発生する灰などが付着し難くなり、熱伝導率が低下するのを防止することができるという効果を奏する。
【0071】
炭素層30は、チタン酸化物層20の表面に設けることができるのであれば特に限定されない。また、炭素層30の厚さは特に限定されないが、10〜20μmの範囲が好ましい。この範囲の厚さの炭素層30は容易に設けることができ、上述した効果を充分に達成することができる。なお、その他の構成要素は上述した耐硫化腐食性高温部材1と同様であるため、同一の符号を付して説明を省略する。
【0072】
また、本実施形態の耐硫化腐食性高温部材1Aは、基材10とチタン酸化物層20との間、及びチタン酸化物層20と炭素層30との間のそれぞれに拡散反応により生じた中間層を有するものであってもよいし、どちらか一方に中間層を有するものであってもよい。それらの中間層を有するものであっても、上述した効果と同様の効果が得られる。
【0073】
次に、本実施形態に係る耐硫化腐食性高温部材1Aの製造方法について説明する。本実施形態に係る耐硫化腐食性高温部材1Aは、基材10の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層20を設け、そのチタン酸化物層20の表面上にさらに炭素層30を設けることによって得られる。
【0074】
基材10の表面上にチタン酸化物層20を設ける方法は、実施形態1で説明した方法と同様である。
【0075】
チタン酸化物層20の表面に炭素層30を設ける方法は特に限定されない。例えば、チタン酸化物層20が設けられた基材10をH2、CO、CO2、N2、及びH2Oからなる雰囲気下で加熱する方法が挙げられる。この方法によると、チタン酸化物層20の表面が触媒として作用し、チタン酸化物層20の表面に選択的に炭素が析出して炭素層30を形成することができる。その他の方法としては、例えばShintron D−4807(神東塗料株式社製)、スーパーカーボンコート(東北カーボン株式会社製)などの炭素系塗料をチタン酸化物層20が設けられた基材10に吹き付けるスプレーコーティング法、それらの炭素系塗料で満たされた槽にチタン酸化物層20が設けられた基材10を浸漬する方法、ハケなどを用いてそれらの炭素系塗料をチタン酸化物層20が設けられた基材10に塗布する方法などが挙げられる。
【0076】
(実施形態3)
図3は、本実施形態の耐硫化腐食性高温部材を示す概略図である。実施形態2の耐硫化腐食性高温部材1Aは、図2に示すように、基材10の表面上にチタン酸化物層20を設け、そのチタン酸化物層20の表面上に炭素層30をさらに設けた三層構造を有するものであるが、本実施形態の耐硫化腐食性高温部材1Bは、図3に示すように、炭素層30の表面上に、チタン酸化物層40と、そのチタン酸化物層40の表面上に炭素層50とを設け、さらにその炭素層50の表面上にチタン酸化物層60を設けたものである。すなわち、基材10の表面上に、第1のチタン酸化物層20、第1の炭素層30、第2のチタン酸化物層40、第2の炭素層50、第3のチタン酸化物層60をこの順序で設けた六層構造を有するものである。かかる耐硫化腐食性高温部材1Bは、第1の炭素層30の表面上に、第2のチタン酸化物層40、第2の炭素層50、第3のチタン酸化物層60をさらに設けることによって、基材10を構成するFeなどが拡散反応によって耐硫化腐食性高温部材1Bの表面へ拡散することをさらに防止することができるので、実施形態2に係る耐硫化腐食性高温部材1Aよりもさらに優れた耐硫化腐食性を有するという効果を奏する。
【0077】
また、炭素層を複数層設けることにより、表面がさらに平滑化されるので、石炭を燃焼させた際に発生する灰(主成分:SiO2、Al2O3)や石油を燃焼させた際に発生する灰などがより付着し難くなり、耐硫化腐食性高温部材1Bの熱伝導率が低下するのをより防止することができるという効果を奏する。
【0078】
なお、本実施形態の耐硫化腐食性高温部材1Bは、基材10と第1のチタン酸化物層20との間、第1のチタン酸化物層20と第1の炭素層30との間、第1の炭素層30と第2のチタン酸化物層40との間、第2のチタン酸化物層40と第2の炭素層50との間、及び第2の炭素層50と第3のチタン酸化物層60との間のそれぞれに拡散反応により生じた中間層を有するものであってもよいし、少なくとも何れかの層間の1つに中間層を有するものであってもよい。それらの中間層を有するものであっても、上述した効果と同様の効果が得られる。
【0079】
また、本実施形態では、第1の炭素層30の表面上に第2のチタン酸化物層40、第2の炭素層50、第3のチタン酸化物層60を設けたが、第3のチタン酸化物層60の表面上にさらに炭素層とチタン酸化物層を交互に設けてもよい。より多くの炭素層及びチタン酸化物層を設けることにより、耐硫化腐食性をより向上させることができる。なお、このように炭素層とチタン酸化物層とを交互に設けて多層膜を形成する場合には、その最表面は炭素層及びチタン酸化物層のいずれであってもよいが、チタン酸化物層である方が好ましい。チタン酸化物層を最表面に形成することにより、硫化水素(H2S)が耐硫化腐食性高温部材内に侵入することをより防止することができる。以下、各層について具体的に説明する。
【0080】
第2のチタン酸化物層40は、第1の炭素層30の表面に設けることができるのであれば特に限定されない。第2のチタン酸化物層40を構成するチタン酸化物としては、第1のチタン酸化物層20と同様に、例えば、TiO、Ti2O3、TiO2、Ti2O5、TiO3、又はこれらの混合状態などが挙げられる。また、第2のチタン酸化物層40の厚さは特に限定されないが、0.01〜10μmの範囲が好ましく、0.01〜5μmの範囲がより好ましく、特に0.01〜1μmの範囲が好ましい。
【0081】
第2の炭素層50は、第1の炭素層30と同様に、第2のチタン酸化物層40の表面に設けることができるのであれば特に限定されない。なお、炭素層50の厚さは特に限定されないが、10〜20μmの範囲が好ましい。
【0082】
第3のチタン酸化物層60は、第2のチタン酸化物層と同様に、第2の炭素層50の表面に設けることができるものであれば特に限定されない。なお、第3のチタン酸化物層60は第2のチタン酸化物層40と同様であるため、説明を省略する。また、その他の構成要素についても、上述した耐硫化腐食性高温部材1Aと同様であるため、同一の符号を付して説明を省略する。
【0083】
次に、本実施形態に係る耐硫化腐食性高温部材1Bの製造方法について説明する。本実施形態に係る耐硫化腐食性高温部材1Bは、基材10の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させて第1のチタン酸化物層20を設け、第1のチタン酸化物層20の表面上にさらに第1の炭素層30を設けると共に、第1の炭素層30の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させて第2のチタン酸化物層40を設け、第2のチタン酸化物層40の表面上に第2の炭素層50を設け、その後さらに第2の炭素層50の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させて第3のチタン酸化物層60を設けることによって得られる。
【0084】
基材10の表面上に第1のチタン酸化物層20を設け、第1のチタン酸化物層20の表面上にさらに第1の炭素層30を設ける方法は、実施形態1及び実施形態2で説明した方法と同様である。
【0085】
第1の炭素層30の表面上に第2のチタン酸化物層40を設ける方法は、実施形態1で基材10の表面上に第1のチタン酸化物層20を設ける方法と同様である。
【0086】
第2のチタン酸化物層40の表面上に第2の炭素層50を設ける方法は、実施形態2で第1のチタン酸化物層20の表面上に第1の炭素層30を設ける方法と同様である。
【0087】
第2の炭素層50の表面上に第3のチタン酸化物層60を設ける方法は、実施形態1で基材10の表面上に第1のチタン酸化物層20を設ける方法と同様である。
【0088】
また、本実施形態においても、実施形態1と同様に、塗布液として、塗布液にさらにチタン酸化物粒子を含有させたものを用いてもよい。塗布液にチタン酸化物粒子を含有させることにより、加熱酸化時間を短縮させることができる。なお、チタン酸化物粒子及びそのチタン酸化物粒子が含有された塗布液の製造方法は、実施形態1で説明したものと同じであるので説明を省略する。
【0089】
(実施形態4)
上述した実施形態1〜3では、硫化腐食されていない基材の表面上にチタン酸化物層を設けていた。しかしながら、本発明はそれに限定されず、硫化腐食したものを基材として用いてもよい。例えば、一部が硫化腐食した高温部材を基材として用いてもよい。すなわち、一度ボイラなどで使用された高温部材を基材として、実施形態1〜3と同様にして、その基材の表面上にチタン酸化物層、チタン酸化物層及び炭素層、又は第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層を設けてもよい。このような基材は、ボイラなどで燃料を燃焼させた際に発生する硫化水素(H2S)などによって一部が硫化腐食している。しかしながら、このような基材の表面上にチタン酸化物層、チタン酸化物層及び炭素層、又は第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層を設けることにより、実施形態1〜3の何れかと同様の効果が得られるので、耐硫化腐食性を向上させ、基材の硫化腐食の進行を防止することができる。
【0090】
また、表面に付着物が付着し、かつ硫化腐食したものを基材として用いてもよい。ここで付着物とは、上述したものと同様に、例えば石炭を燃焼させた際に発生する灰(主成分SiO2、Al2O3)や石油を燃焼させた際に発生する灰などである。このような基材の表面上にチタン酸化物層、チタン酸化物層及び炭素層、又は第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層を設けることにより、同様にして、耐硫化腐食性を向上させて基材の硫化腐食の進行を防止することができる。
【0091】
<実施例1>
Feを主成分とするフェライト鋼からなる基材の表面上にチタン酸化物層を形成した。この基材の大きさは、1mm厚×15mm長×10mm幅とした。チタン金属又はチタン化合物を含有する塗布液としてPSO−306(株式会社光触媒研究所製)を用いた。
【0092】
この基材の表面をアセトンで脱脂し、乾燥させた。その後、基材をPSO−306で満たされた槽に浸漬してから取り出し、乾燥させた。
【0093】
次に、バーナーを用いて基材を加熱することによって、PSO−306に含まれる溶剤を蒸発させると共にチタン金属を酸化させ、基材の表面にチタン酸化物層を形成して、チタン酸化物の厚さが約0.5μmの板状試験片Aを得た。ここで、チタン酸化物層の原料となるチタン金属は、PSO−306中においてはアモルファス状又はチタン錯体状に存在しており、加熱酸化することによってチタン金属をチタン酸化物に変換させている。
【0094】
<実施例2>
チタン金属又はチタン化合物を含有する塗布液としてPSA−015(株式会社光触媒研究所製)を用いて、実施例1と同様にして板状試験片を作成した。そして、この板状試験片を表1に示す雰囲気中、500℃で40時間加熱して、基材の表面上に設けられたチタン酸化物層の表面上に、さらに炭素層を形成して、チタン酸化物層の厚さが約0.5μmで炭素層の厚さが約1μmの板状試験片Bを得た。ここで、板状試験片Bの表面に形成されたチタン酸化物層は、反応式
2CO=C+CO2
に示す反応において触媒として作用するので、チタン酸化物層の表面上に選択的に炭素が析出して炭素層が形成されると考えられる。
【0095】
【表1】

【0096】
<実施例3>
塗布液として、PSA−015にTiO2粒子(粒径5〜20nm)を含有させたものを用いたこと以外は、実施例2と同様にして、チタン酸化物層の厚さが約0.5μmで炭素層の厚さが約1μmの板状試験片Cを得た。
【0097】
<実施例4>
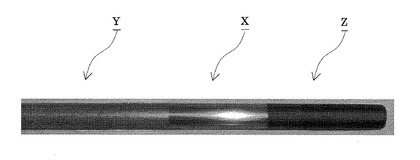
クロムモリブデン鋼鋼管(STBA24)からなる筒状の暴露試験用プローブDの一部分の表面上に第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層である耐硫化腐食層をこの順序で形成すると共に、他の一部分の表面上にチタン酸化物層のみを形成した。すなわち、図4に示すように、表面に何ら処理を施していない部分Xと、チタン酸化物層のみを形成した部分Yと、第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層である耐硫化腐食層を形成した部分Zとからなる暴露試験用プローブDを得た。この暴露試験用プローブDの大きさは、1200mm長さ×20mmφ(試験部:先端から250mmまでの範囲)とした。
【0098】
第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層である耐硫化腐食層を形成した部分Zは以下に説明するようにして形成した。まず、実施例2と同様にして、基材の表面上に第1のチタン酸化物層と第1の炭素層を形成すると共に、第1の炭素層の表面上に、実施例2と同様の操作を行い、第2のチタン酸化物層と第2の炭素層とを形成し、さらに実施例2のチタン酸化物層を形成する際の操作と同様の操作を行い、第3のチタン酸化物層である耐硫化腐食層を形成した。暴露試験用プローブDのかかる部分Xに設けられた第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層である耐硫化腐食層の厚さは、それぞれ約0.5μm、約2.0μm、約0.5μm、約2.0μm、約0.5μmであった。
【0099】
また、チタン酸化物層のみを形成した部分Yは、実施例2のチタン酸化物層と同様にして、厚さ約0.6μmのチタン酸化物層を形成した。
【0100】
<実施例5>
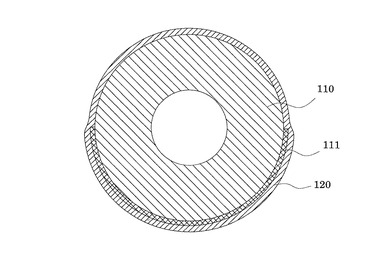
石炭火力発電所で使用されたボイラ水冷壁管片を基材として、その表面にチタン酸化物層を形成した。この基材は図5に示すような形状をしており、その大きさは、10mm厚×外径33mm×内径19mmである。なお、この基材110の一部は硫化腐食しており、この基材110の火炎に晒される外径の表面の部分には石炭を燃焼させた際に発生する多孔質の灰111(主成分:SiO2、Al2O3)が付着していた。チタン金属又はチタン化合物を含有する塗布液としてPSO−306(株式会社光触媒研究所製)を用いた。
【0101】
この基材110の表面をアセトンで脱脂し、乾燥させた。その後、基材110をPSO−306で満たされた槽に浸漬してから取り出し、乾燥させた。
【0102】
次に、バーナーを用いて、表面にPSO−306が塗布された基材110を加熱することによって、PSO−306に含まれる溶剤を蒸発させると共にチタン金属を酸化させ、図6に示すように基材110の表面にチタン酸化物層120を形成して、チタン酸化物層120の厚さが0.5μmのボイラ水冷壁管片Eを得た。
【0103】
<実施例6>
実施例5と同様に石炭火力発電所で使用されたボイラ水冷壁管片を基材として、この基材をPSO−306(株式会社光触媒研究所製)で満たされた槽に浸漬してから取り出し、乾燥させた。
【0104】
次に、この基材を表2に示す石炭火力発電所のボイラ内と同一雰囲気中、500℃で1時間加熱することにより、基材の表面にチタン酸化物層を形成して、チタン酸化物層の厚さが0.5μmのボイラ水冷壁管片Fを得た。
【0105】
【表2】
【0106】
<比較例1>
実施例1〜3で用いたFeを主成分とするフェライト鋼からなる基材をそのまま板状試験片Gとした。
【0107】
<比較例2>
実施例5及び6で用いたボイラ水冷壁管片をそのままボイラ水冷壁管片Hとした。
【0108】
(硫化腐食試験1)
実施例1の板状試験片A、実施例2の板状試験片B、実施例3の板状試験片C、及び比較例1の板状試験片Gを用いて硫化腐食試験1を行った。
【0109】
硫化腐食試験1は、各板状試験片を硫化水素(H2S)が400ppm含まれた表3に示す雰囲気中、500℃で200時間加熱することにより行った。
【0110】
【表3】
【0111】
実施例1の板状試験片Aの実験結果を図7に、実施例2の板状試験片Bの実験結果を図8に、実施例3の板状試験片Cの実験結果を図9に、比較例1の板状試験片Gの実験結果を図10に示す。図7〜図10に示すように、実施例1の板状試験片A、実施例2の板状試験片B、及び実施例3の板状試験片Cでは、腐食や腐食による表面の剥離が発生しておらず、表面が健全に保たれていることが確認された。なお、図7と、図8及び図9とを比較すると、実施例2の板状試験片B及び実施例3の板状試験片Cの方が実施例1の板状試験片Aよりも表面がより清浄に保たれていることが確認された。また、実施例2の板状試験片Bの表面状態と実施例3の板状試験片Cの表面状態とは、ほぼ同様であることが確認された。
【0112】
一方、比較例1の板状試験片Gでは、腐食による赤茶けた部分が確認されると共に、腐食によって表面の一部が剥離していることが確認された。
【0113】
(硫化腐食試験2)
硫化腐食試験2は、実施例4の暴露試験用プローブDを石炭燃焼特性実証試験装置内に挿入すると共に暴露試験用プローブDの内部に水を流して水冷し、ガス温度が約1000〜1300℃、暴露試験用プローブDの表面温度が約400〜550℃になるように加熱することにより行った。ここで、石炭燃焼特性実証試験装置とは、実際の石炭火力発電所と同様に、複数のバーナ(100kg/h×3本)を備えた竪型炉、触媒式の脱硝装置、電器集じん機および石灰−石膏式の脱硫装置から構成されている。したがって実際の石炭火力発電所とほぼ同一の条件で、石炭の燃焼から排煙処理について検討を行うことができる。
【0114】
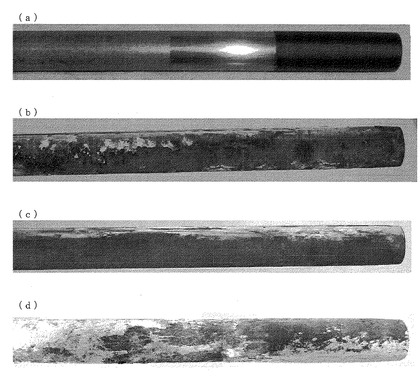
図11(a)に、石炭燃焼特性実証試験装置で加熱する前の暴露試験用プローブD、図11(b)〜図11(d)にマリーン炉内で7時間、20時間、及び29時間加熱した際の暴露試験用プローブDの実験結果を示す。図11(a)〜図11(d)に示すように、表面に何ら処理を施していない部分Xは、腐食や腐食による表面の剥離が発生しているが、チタン酸化物層のみを形成した部分Y及び第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層である耐硫化腐食層を形成した部分Zは、表面が健全に保たれていることが確認された。特に、部分Zについては、部分Yと比較して表面がより健全に保たれていることが確認された。
【0115】
(硫化腐食試験3)
実施例5のボイラ水冷壁管片E、実施例6のボイラ水冷壁管片F、及び比較例2のボイラ水冷壁管片Hを用いて硫化腐食試験3を行った。
【0116】
硫化腐食試験3は、各ボイラ水冷壁管片E、F、Hを硫化水素(H2S)が300ppm含まれた表4に示す雰囲気中、500℃で200時間加熱することにより行った。
【0117】
【表4】
【0118】
この硫化腐食試験3の結果によると、実施例5のボイラ水冷壁管片E及び実施例6のボイラ水冷壁管片Fでは、腐食や腐食による表面の剥離が発生しておらず、表面が健全に保たれていることが確認された。すなわち、基材として用いたボイラ水冷壁管片の硫化腐食の進行を防止できることが確認された。
【0119】
一方、比較例2のボイラ水冷壁管片Hでは、腐食による赤茶けた部分が確認されると共に、腐食によって表面の一部が剥離し、腐食が進行していることが確認された。
【図面の簡単な説明】
【0120】
【図1】実施形態1に係る耐硫化腐食性高温部材を示す概略図である。
【図2】実施形態2に係る耐硫化腐食性高温部材を示す概略図である。
【図3】実施形態3に係る耐硫化腐食性高温部材を示す概略図である。
【図4】実施例3の暴露試験用プローブを示す図である。
【図5】ボイラ水冷壁管片を示す概略断面図である。
【図6】表面にチタン酸化物層が設けられたボイラ水冷壁管片を示す概略断面図である。
【図7】硫化腐食試験1における実施例1の板状試験片の実験結果を示す図である。
【図8】硫化腐食試験1における実施例2の板状試験片の実験結果を示す図である。
【図9】硫化腐食試験1における実施例3の板状試験片の実験結果を示す図である。
【図10】硫化腐食試験1における比較例1の板状試験片の実験結果を示す図である。
【図11】硫化腐食試験2における暴露プローブの実験結果を示す図である。
【符号の説明】
【0121】
1、1A、1B 耐硫化腐食性高温部材
10、110 基材
20、40、60、120 チタン酸化物層
30、50 炭素層
100 ボイラ水冷壁管片
111 灰
【技術分野】
【0001】
本発明は、硫化水素などによる腐食及び硫化物腐食割れなどに対して耐硫化腐食性を有する高温部材及びその製造方法、並びに硫化水素などによる腐食及び硫化物腐食割れなどに対する高温部材の硫化腐食防止方法に関する。
【背景技術】
【0002】
従来から、火力発電設備などでは、燃料を燃焼させた際に発生するガスによって、それを構成する構造材が腐食してしまうことが大きな問題となっていた。
【0003】
例えば、石炭火力発電所ボイラにおいて、バーナーゾーンから二段燃焼空気投入位置におけるボイラ水冷壁管(基材:フェライト鋼)に硫化腐食が発生し、ボイラ水冷壁管の一部の肉厚が設計で定められた下限の肉厚よりも薄くなるという問題があった。
【0004】
このような問題を解消又は回避する方法として、従来は石炭火力発電所ボイラの定期検査の際に硫化腐食した構造材の交換又は補修などを行う方法の他に、その構造材に耐硫化腐食性を有する保護被膜をコーティングして耐硫化腐食性を向上させる方法がある。この保護被膜としては、主にプラズマ溶射法を用いたニッケル・クロム被膜が用いられてきた。
【0005】
しかしながら、プラズマ溶射法を用いたニッケル・クロム被膜は高価であると共に長時間の施工作業を有するという問題があった。
【0006】
一方、その他の保護膜として、酸化チタン粒子をコーティングして酸化チタン粒子からなる保護被膜を構造材などに設けることにより、構造材の耐硫化腐食性を向上させる方法が提案されている(例えば特許文献1参照)。
【0007】
しかしながら、構造材に酸化チタン粒子からなる保護被膜を設けても、酸化チタン粒子間に硫化水素(H2S)が侵入することができるので、硫化腐食が進行し、際立った耐硫化腐食性が得られないという問題があった。また、このような酸化チタン粒子からなる保護被膜の耐硫化腐食性を向上させるためには被膜を厚くする必要があり、被膜の剥離が発生しやすいという問題や被膜形成のコストが高くなるという問題があった。
【0008】
【特許文献1】特開平9−272990号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、上述した事情に鑑み、火力発電所などで使用される優れた耐硫化腐食性を有する耐硫化腐食性高温部材及びその製造方法、並びに硫化腐食に対する高温部材の硫化腐食防止方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決する本発明の第1の態様は、基材の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設けることを特徴とする高温部材の硫化腐食防止方法にある。
【0011】
かかる第1の態様では、耐硫化腐食性を向上させることができる。
【0012】
本発明の第2の態様は、第1の態様に記載の硫化腐食防止法において、前記チタン化合物はチタン錯体であることを特徴とする高温部材の硫化腐食防止方法にある。
【0013】
かかる第2の態様では、耐硫化腐食性をより向上させることができる。
【0014】
本発明の第3の態様は、第1又は2の態様に記載の硫化腐食防止法において、前記塗布液はさらにチタン酸化物粒子を含有することを特徴とする高温部材の硫化腐食防止方法にある。
【0015】
かかる第3の態様では、加熱酸化時間を短縮させることができる。
【0016】
本発明の第4の態様は、第3の態様に記載の硫化腐食防止法において、前記チタン酸化物粒子の粒径は5nm〜1μmであることを特徴とする高温部材の硫化腐食防止方法にある。
【0017】
かかる第4の態様では、加熱酸化時間をより短縮させることができる。
【0018】
本発明の第5の態様は、第1〜4の態様の何れかに記載の硫化腐食防止法において、前記加熱酸化はアセチレンの火炎処理によるものであることを特徴とする高温部材の硫化腐食防止方法にある。
【0019】
かかる第5の態様では、耐硫化腐食性と共に耐久性(高硬度、耐スクラッチ性、耐摩耗性、耐薬品性、耐熱性)を向上させることができる。
【0020】
本発明の第6の態様は、第1〜5の態様の何れかに記載の硫化腐食防止法において、前記チタン酸化物層の厚さは0.01〜10μmであることを特徴とする高温部材の硫化腐食防止方法にある。
【0021】
かかる第6の態様では、上述した第1の態様の効果を充分に達成することができる。
【0022】
本発明の第7の態様では、第1〜6の態様の何れかに記載の硫化腐食防止法において、前記基材と前記チタン酸化物層との間で拡散反応を生じさせて中間層を設けることを特徴とする高温部材の硫化腐食防止方法にある。
【0023】
かかる第7の態様では、上述した第1の態様と同様の効果を得ることができる。
【0024】
本発明の第8の態様では、第1〜7の態様の何れかに記載の硫化腐食防止法において、前記チタン酸化物層の表面上にさらに炭素層を設けることを特徴とする高温部材の硫化腐食防止方法にある。
【0025】
かかる第8の態様では、耐硫化腐食性をより向上させることができる。
【0026】
本発明の第9の態様は、第8の態様に記載の硫化腐食防止法において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けることを特徴とする高温部材の硫化腐食防止方法にある。
【0027】
かかる第9の態様では、耐硫化腐食性をさらに向上させることができる。
【0028】
本発明の第10の態様は、第8又は第9の態様に記載の硫化腐食防止法において、少なくとも1つの炭素層とチタン酸化物層との間で拡散反応を生じさせて中間層を設けることを特徴とする高温部材の硫化腐食防止方法にある。
【0029】
かかる第10の態様では、上述した第8又は第9の態様と同様の効果が得られる。
【0030】
本発明の第11の態様は、第1〜10の態様の何れかに記載の硫化腐食防止方法が施されたボイラ水冷壁管にある。
【0031】
かかる第11の態様では、耐硫化腐食性を向上させたボイラ水冷壁管を得ることができる。
【0032】
本発明の第12の態様は、基材の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設けることを特徴とする耐硫化腐食性高温部材の製造方法にある。
【0033】
かかる第12の態様では、優れた耐硫化腐食性を有する耐硫化腐食性高温部材を製造することができる。
【0034】
本発明の第13の態様は、第12の態様に記載の耐硫化腐食性高温部材の製造方法において、前記塗布液はさらにチタン酸化物粒子を含有することを特徴とする耐硫化腐食性高温部材の製造方法にある。
【0035】
かかる第13の態様では、加熱酸化時間を短縮させることができる。
【0036】
本発明の第14の態様では、第12又は13の態様に記載の耐硫化腐食性高温部材の製造方法において、前記チタン酸化物層の表面上にさらに炭素層を設けることを特徴とする耐硫化腐食性高温部材の製造方法にある。
【0037】
かかる第14の態様では、より優れた耐硫化腐食性を有する耐硫化腐食性高温部材を製造することができる。
【0038】
本発明の第15の態様は、第14の態様に記載の耐硫化腐食性高温部材の製造方法において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けることを特徴とする耐硫化腐食性高温部材の製造方法にある。
【0039】
かかる第15の態様では、さらに優れた耐硫化腐食性を有する耐硫化腐食性高温部材を製造することができる。
【0040】
本発明の第16の態様は、第12〜15の態様の何れかに記載の耐硫化腐食性高温部材の製造方法において、前記耐硫化腐食性高温部材はボイラ水冷壁管であることを特徴とする耐硫化腐食性高温部材の製造方法にある。
【0041】
かかる第16の態様では、優れた耐硫化腐食性を有するボイラ水冷壁管を製造することができる。
【0042】
本発明の第17の態様は、基材の少なくとも表面にチタン酸化物層を設けたことを特徴とする耐硫化腐食性高温部材にある。
【0043】
かかる第17の態様では、優れた耐硫化腐食性を有する耐硫化腐食性高温部材を提供することができる。
【0044】
本発明の第18の態様は、第17の態様に記載の耐硫化腐食性高温部材において、前記チタン酸化物層の厚さは0.01〜10μmであることを特徴とする耐硫化腐食性高温部材にある。
【0045】
かかる第18の態様では、上述した第17の態様の効果を充分に達成することができる。
【0046】
本発明の第19の態様は、第17又は18の態様に記載の耐硫化腐食性高温部材において、前記基材と前記チタン酸化物層との間に拡散反応により生じた中間層を有することを特徴とする耐硫化腐食性高温部材にある。
【0047】
かかる第19の態様では、第17の態様と同様に優れた耐硫化腐食性を有する耐硫化腐食性高温部材を提供することができる。
【0048】
本発明の第20の態様は、第17〜19の態様の何れかに記載の耐硫化腐食性高温部材において、前記チタン酸化物層の表面上にさらに炭素層を設けたことを特徴とする耐硫化腐食性高温部材にある。
【0049】
かかる第20の態様では、より優れた耐硫化腐食性を有する耐硫化腐食性高温部材を提供することができる。
【0050】
本発明の第21の態様は、第20の態様に記載の耐硫化腐食性高温部材において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けたことを特徴とする耐硫化腐食性高温部材にある。
【0051】
かかる第21の態様では、さらに優れた耐硫化腐食性を有する耐硫化腐食性高温部材を提供することができる。
【0052】
本発明の第22の態様は、第20又は21の態様に記載の耐硫化腐食性高温部材において、少なくとも1つの炭素層とチタン酸化物層との間で拡散反応を生じさせて中間層を設けたことを特徴とする耐硫化腐食性高温部材にある。
【0053】
かかる第22の態様では、上述した第20又は21の態様と同様の効果が得られる。
【0054】
本発明の第23の態様は、第17〜22の態様の何れかに記載の耐硫化腐食性高温部材において、前記耐硫化腐食性高温部材はボイラ水冷壁管であることを特徴とする耐硫化腐食性高温部材にある。
【0055】
かかる第23の態様では、優れた耐硫化腐食性を有するボイラ水冷壁管を提供することができる。
【発明の効果】
【0056】
本発明に係る耐硫化腐食性高温部材及び本発明に係る製造方法で製造された耐硫化腐食性高温部材、並びに本発明に係る硫化腐食防止方法が施されたものは、優れた耐硫化腐食性を有するので、これらを使用した機器の信頼性及び耐久性を飛躍的に改善することができる。
【発明を実施するための最良の形態】
【0057】
以下、本発明を実施するための最良の形態について説明する。なお、本実施形態の説明は例示であり、本発明は以下の説明に限定されない。
【0058】
(実施形態1)
図1は、本発明の実施形態1に係る耐硫化腐食性高温部材を示す概略図である。図1に示すように、本実施形態に係る耐硫化腐食性高温部材1は、基材10の表面上にチタン酸化物層20を設けたものである。チタン酸化物層20は耐硫化腐食性と耐熱性を有することから、かかる構造の高温部材は、優れた耐硫化腐食性及び耐熱性を有することになる。
【0059】
チタン酸化物層20は、基材10の表面上に緻密に形成できるものであれば特に限定されない。チタン酸化物層20を構成するチタン酸化物としては、例えば、TiO、Ti2O3、TiO2、Ti2O5、TiO3、又はこれらの混合状態などが挙げられる。また、チタン酸化物層20の厚さは特に限定されないが、0.01〜10μmの範囲が好ましく、0.01〜5μmの範囲がより好ましく、特に0.01〜1μmの範囲が好ましい。この範囲の厚さのチタン酸化物層20は容易に設けることができ、かつ、基材10の硫化腐食を充分に防止することができる。
【0060】
基材10は、その耐硫化腐食性高温部材1が使用される温度に対して充分な耐熱性を有し、その表面にチタン酸化物層20を設けることができるものであれば特に限定されない。例えば、基材10の表面に付着物が付着していないものであってもよいし、付着物が付着しているものであってもよい。ここで付着物とは、例えば石炭を燃焼させた際に発生する灰(主成分:SiO2、Al2O3)や石油を燃焼させた際に発生する灰などが挙げられる。このような付着物が付着した基材10を用いて耐硫化腐食性高温部材1を構成しても、付着物が付着していない基材10を用いて構成された耐硫化腐食性高温部材1と同様の効果が得られる。このような基材10を構成する物質としては、例えばフェライト鋼、オーステナイト鋼、マルテンサイト鋼などの耐熱構造材が挙げられる。
【0061】
なお、本実施形態の耐硫化腐食性高温部材1は、基材10とチタン酸化物層20との間に拡散反応により生じた中間層を有するものであってもよい。その中間層を有するものであっても、上述した効果と同様の効果が得られる。
【0062】
次に、本実施形態に係る耐硫化腐食性高温部材1の製造方法について説明する。本実施形態に係る耐硫化腐食性高温部材1は、基材10の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層20を設けることによって得られる。ここで、塗布液とは、チタン金属又はチタン化合物が溶解した溶液や、チタン金属又はチタン化合物が分散した分散液などを含むものをいう。なお、チタン金属とはチタンのみからなる物質をいい、例えばチタンの微粉末を必要に応じて分散助剤などの添加剤と共に媒体に分散させることにより塗布液とすることができる。また、チタン化合物としては、例えばチタンテトラエトキシド(Ti(C2H5O)4)、チタン(IV)メトキシド(Ti(OCH3)4)、ほう化チタン(TiB2)、三塩化チタン(TiCl3)、硫酸チタン(IV)(Ti(SO4)2)、硫酸チタン(III)(Ti2(SO4)3)、リン酸チタンリチウム(LiTi2P3O12)、しゅう酸チタンカリウム(K2TiO(C2O4)2)、臭化チタン(IV)(TiBr4)、ふっ化チタン(IV)ナトリウム(Na2TiF6)、ふっ化チタン(IV)(TiF4)、ふっ化チタン(IV)アンモニウム((NH4)2TiF6)、ふっ化チタン(IV)カリウム(K2TiF6)、ペルオキソチタン酸(Ti(OOH)(OH)3)、四塩化チタン(TiCl4)、オキシ硫酸チタン(IV)(TiOSO4)、チタンアルコキシド(チタンテトライソプロポキシド(TTIP:Ti((CH3)2CHO)4)など)、チタニウムブトキシド(TNBT:Ti(OC4H9)4)などが挙げられるが、ペルオキソチタン酸、四塩化チタン、オキシ硫酸チタン(IV)、チタンアルコキシド、チタニウムブトキシドが好ましい。
【0063】
基材10の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布する方法は特に限定されない。例えば、スプレーを用いてチタン金属又はチタン化合物を含有したスラリー状の塗布液を基材10に吹き付ける、いわゆるスプレーコーティング法、チタン金属又はチタン化合物を含有した塗布液で満たされた槽に基材10を浸漬する方法、ハケなどを用いてチタン金属又はチタン化合物を含有した塗布液を基材10に塗布する方法などが挙げられる。
【0064】
チタン金属又はチタン化合物を含有した塗布液は、基材10の表面上に塗布された後、加熱酸化された際に基材10の表面上に不純物を残存させず、基材10の表面上にチタン酸化物層20を形成することができるものであれば特に限定されないが、チタン金属を含有した塗布液が好ましい。チタン金属又はチタン化合物を含有した塗布液としては、具体的には、PTA−85(株式会社鯤コーポレーション社製)、PTA−170(株式会社鯤コーポレーション社製)、PSA−015(株式会社光触媒研究所製)、PSA−02(株式会社光触媒研究所製)、PSO−306(株式会社光触媒研究所製)、AT−01(株式会社光触媒研究所製)、AT−03(株式会社光触媒研究所製)、ペルオキソチタン酸(Ti(OOH)(OH)3)、四塩化チタン(TiCl4)、オキシ硫酸チタン(IV)(TiOSO4)、チタンアルコキシド(チタンテトライソプロポキシド(TTIP:Ti((CH3)2CHO)4)など)、チタニウムブトキシド(TNBT:Ti(OC4H9)4)などが挙げられる。
【0065】
加熱酸化してチタン酸化物層20を形成する方法は特に限定されない。ここで、加熱酸化とは、基材10の表面に塗布されたチタン金属又はチタン化合物を含有した塗布液を直接加熱酸化してチタン酸化物層20を形成してもよいし、基材10の表面に塗布されたチタン金属又はチタン化合物を含有した塗布液を乾燥させた後に加熱酸化してチタン酸化物層20を形成してもよい。加熱酸化の具体的な方法としては、例えば、チタン金属又はチタン化合物を含有した塗布液が塗布された基材10をバーナーなどで火炎処理してその塗布液に含まれる溶媒を蒸発させると共にその塗布液に含まれるチタン金属又はチタン化合物を加熱酸化する方法、基材10の表面に塗布されたチタン金属又はチタン化合物を含有した塗布液を乾燥させた後にバーナーなどで火炎処理して基材10の表面に残ったチタン金属又はチタン化合物を加熱酸化させる方法、ハロゲンランプ又は赤外線ランプなどを用いて基材10の表面に塗布されたチタン金属又はチタン化合物を含有した塗布液を蒸発させると共にその塗布液に含まれるチタン金属又はチタン化合物を加熱酸化する方法、チタン金属又はチタン化合物を含有した塗布液が塗布された基材10をボイラなどに取り付けて加熱酸化する方法などが挙げられる。なお、基材10の表面に多孔質の灰などが付着している場合には、塗布されたチタン金属又はチタン化合物を含有した塗布液を乾燥させる前に、例えば吸引装置(掃除機などを改良したもの)などにより、多孔質の灰などに含まれる気体(空気など)を取り除くことが好ましい。多孔質の灰などに含まれる気体を取り除くことにより、より緻密なチタン酸化物層20を形成することができる。
【0066】
また、火炎処理に用いられる燃料ガスは特に限定されないが、アセチレンが好ましい。アセチレンの火炎処理により加熱酸化すると、耐久性(高硬度、耐スクラッチ性、耐摩耗性、耐薬品性、耐熱性)に優れた、炭素がドープされたチタン酸化物層20を得ることができる。
【0067】
なお、本実施形態では、塗布液として、チタン金属又はチタン化合物を含有したものを用いたが、塗布液として、上述した塗布液にさらにチタン酸化物粒子を含有させたものを用いてもよい。塗布液にチタン酸化物粒子を含有させることにより、加熱酸化時間を短縮させることができる。ここで、チタン酸化物粒子とは、TiO、Ti2O3、TiO2、Ti2O5、TiO3、又はこれらの混合状態からなる粒子である。そして、チタン酸化物粒子の粒径は特に限定されないが、5nm〜1μmの範囲が好ましく、特に5〜60nmの範囲が好ましい。
【0068】
なお、チタン酸化物粒子が含有された塗布液は、塗布液にチタン酸化物粒子を混入し、その混合液を攪拌することにより得られる。
【0069】
(実施形態2)
図2は、本実施形態の耐硫化腐食性高温部材を示す概略図である。実施形態1の耐硫化腐食性高温部材1は、図1に示すように、基材10の表面上にチタン酸化物層20を設けるものであるが、本実施形態の耐硫化腐食性高温部材1Aは、図2に示すように、チタン酸化物層20の表面上に炭素層30をさらに設けたものである。すなわち、本実施形態の耐硫化腐食性高温部材1Aは、基材10の表面上にチタン酸化物層20を設け、そのチタン酸化物層20の表面上に炭素層30をさらに設けた三層構造を有するものである。かかる構造の耐硫化腐食性高温部材1Aは、チタン酸化物層20の表面に炭素層30を設けることにより、拡散反応によって基材10を構成するFeなどが耐硫化腐食性高温部材1Aの表面へ拡散することを防止することができるので、実施形態1に係る耐硫化腐食性高温部材1よりも優れた耐硫化腐食性を有するという効果を奏する。
【0070】
また、炭素層30を設けることにより、表面が平滑化されるので、石炭を燃焼させた際に発生する灰(主成分:SiO2、Al2O3)や石油を燃焼させた際に発生する灰などが付着し難くなり、熱伝導率が低下するのを防止することができるという効果を奏する。
【0071】
炭素層30は、チタン酸化物層20の表面に設けることができるのであれば特に限定されない。また、炭素層30の厚さは特に限定されないが、10〜20μmの範囲が好ましい。この範囲の厚さの炭素層30は容易に設けることができ、上述した効果を充分に達成することができる。なお、その他の構成要素は上述した耐硫化腐食性高温部材1と同様であるため、同一の符号を付して説明を省略する。
【0072】
また、本実施形態の耐硫化腐食性高温部材1Aは、基材10とチタン酸化物層20との間、及びチタン酸化物層20と炭素層30との間のそれぞれに拡散反応により生じた中間層を有するものであってもよいし、どちらか一方に中間層を有するものであってもよい。それらの中間層を有するものであっても、上述した効果と同様の効果が得られる。
【0073】
次に、本実施形態に係る耐硫化腐食性高温部材1Aの製造方法について説明する。本実施形態に係る耐硫化腐食性高温部材1Aは、基材10の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層20を設け、そのチタン酸化物層20の表面上にさらに炭素層30を設けることによって得られる。
【0074】
基材10の表面上にチタン酸化物層20を設ける方法は、実施形態1で説明した方法と同様である。
【0075】
チタン酸化物層20の表面に炭素層30を設ける方法は特に限定されない。例えば、チタン酸化物層20が設けられた基材10をH2、CO、CO2、N2、及びH2Oからなる雰囲気下で加熱する方法が挙げられる。この方法によると、チタン酸化物層20の表面が触媒として作用し、チタン酸化物層20の表面に選択的に炭素が析出して炭素層30を形成することができる。その他の方法としては、例えばShintron D−4807(神東塗料株式社製)、スーパーカーボンコート(東北カーボン株式会社製)などの炭素系塗料をチタン酸化物層20が設けられた基材10に吹き付けるスプレーコーティング法、それらの炭素系塗料で満たされた槽にチタン酸化物層20が設けられた基材10を浸漬する方法、ハケなどを用いてそれらの炭素系塗料をチタン酸化物層20が設けられた基材10に塗布する方法などが挙げられる。
【0076】
(実施形態3)
図3は、本実施形態の耐硫化腐食性高温部材を示す概略図である。実施形態2の耐硫化腐食性高温部材1Aは、図2に示すように、基材10の表面上にチタン酸化物層20を設け、そのチタン酸化物層20の表面上に炭素層30をさらに設けた三層構造を有するものであるが、本実施形態の耐硫化腐食性高温部材1Bは、図3に示すように、炭素層30の表面上に、チタン酸化物層40と、そのチタン酸化物層40の表面上に炭素層50とを設け、さらにその炭素層50の表面上にチタン酸化物層60を設けたものである。すなわち、基材10の表面上に、第1のチタン酸化物層20、第1の炭素層30、第2のチタン酸化物層40、第2の炭素層50、第3のチタン酸化物層60をこの順序で設けた六層構造を有するものである。かかる耐硫化腐食性高温部材1Bは、第1の炭素層30の表面上に、第2のチタン酸化物層40、第2の炭素層50、第3のチタン酸化物層60をさらに設けることによって、基材10を構成するFeなどが拡散反応によって耐硫化腐食性高温部材1Bの表面へ拡散することをさらに防止することができるので、実施形態2に係る耐硫化腐食性高温部材1Aよりもさらに優れた耐硫化腐食性を有するという効果を奏する。
【0077】
また、炭素層を複数層設けることにより、表面がさらに平滑化されるので、石炭を燃焼させた際に発生する灰(主成分:SiO2、Al2O3)や石油を燃焼させた際に発生する灰などがより付着し難くなり、耐硫化腐食性高温部材1Bの熱伝導率が低下するのをより防止することができるという効果を奏する。
【0078】
なお、本実施形態の耐硫化腐食性高温部材1Bは、基材10と第1のチタン酸化物層20との間、第1のチタン酸化物層20と第1の炭素層30との間、第1の炭素層30と第2のチタン酸化物層40との間、第2のチタン酸化物層40と第2の炭素層50との間、及び第2の炭素層50と第3のチタン酸化物層60との間のそれぞれに拡散反応により生じた中間層を有するものであってもよいし、少なくとも何れかの層間の1つに中間層を有するものであってもよい。それらの中間層を有するものであっても、上述した効果と同様の効果が得られる。
【0079】
また、本実施形態では、第1の炭素層30の表面上に第2のチタン酸化物層40、第2の炭素層50、第3のチタン酸化物層60を設けたが、第3のチタン酸化物層60の表面上にさらに炭素層とチタン酸化物層を交互に設けてもよい。より多くの炭素層及びチタン酸化物層を設けることにより、耐硫化腐食性をより向上させることができる。なお、このように炭素層とチタン酸化物層とを交互に設けて多層膜を形成する場合には、その最表面は炭素層及びチタン酸化物層のいずれであってもよいが、チタン酸化物層である方が好ましい。チタン酸化物層を最表面に形成することにより、硫化水素(H2S)が耐硫化腐食性高温部材内に侵入することをより防止することができる。以下、各層について具体的に説明する。
【0080】
第2のチタン酸化物層40は、第1の炭素層30の表面に設けることができるのであれば特に限定されない。第2のチタン酸化物層40を構成するチタン酸化物としては、第1のチタン酸化物層20と同様に、例えば、TiO、Ti2O3、TiO2、Ti2O5、TiO3、又はこれらの混合状態などが挙げられる。また、第2のチタン酸化物層40の厚さは特に限定されないが、0.01〜10μmの範囲が好ましく、0.01〜5μmの範囲がより好ましく、特に0.01〜1μmの範囲が好ましい。
【0081】
第2の炭素層50は、第1の炭素層30と同様に、第2のチタン酸化物層40の表面に設けることができるのであれば特に限定されない。なお、炭素層50の厚さは特に限定されないが、10〜20μmの範囲が好ましい。
【0082】
第3のチタン酸化物層60は、第2のチタン酸化物層と同様に、第2の炭素層50の表面に設けることができるものであれば特に限定されない。なお、第3のチタン酸化物層60は第2のチタン酸化物層40と同様であるため、説明を省略する。また、その他の構成要素についても、上述した耐硫化腐食性高温部材1Aと同様であるため、同一の符号を付して説明を省略する。
【0083】
次に、本実施形態に係る耐硫化腐食性高温部材1Bの製造方法について説明する。本実施形態に係る耐硫化腐食性高温部材1Bは、基材10の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させて第1のチタン酸化物層20を設け、第1のチタン酸化物層20の表面上にさらに第1の炭素層30を設けると共に、第1の炭素層30の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させて第2のチタン酸化物層40を設け、第2のチタン酸化物層40の表面上に第2の炭素層50を設け、その後さらに第2の炭素層50の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させて第3のチタン酸化物層60を設けることによって得られる。
【0084】
基材10の表面上に第1のチタン酸化物層20を設け、第1のチタン酸化物層20の表面上にさらに第1の炭素層30を設ける方法は、実施形態1及び実施形態2で説明した方法と同様である。
【0085】
第1の炭素層30の表面上に第2のチタン酸化物層40を設ける方法は、実施形態1で基材10の表面上に第1のチタン酸化物層20を設ける方法と同様である。
【0086】
第2のチタン酸化物層40の表面上に第2の炭素層50を設ける方法は、実施形態2で第1のチタン酸化物層20の表面上に第1の炭素層30を設ける方法と同様である。
【0087】
第2の炭素層50の表面上に第3のチタン酸化物層60を設ける方法は、実施形態1で基材10の表面上に第1のチタン酸化物層20を設ける方法と同様である。
【0088】
また、本実施形態においても、実施形態1と同様に、塗布液として、塗布液にさらにチタン酸化物粒子を含有させたものを用いてもよい。塗布液にチタン酸化物粒子を含有させることにより、加熱酸化時間を短縮させることができる。なお、チタン酸化物粒子及びそのチタン酸化物粒子が含有された塗布液の製造方法は、実施形態1で説明したものと同じであるので説明を省略する。
【0089】
(実施形態4)
上述した実施形態1〜3では、硫化腐食されていない基材の表面上にチタン酸化物層を設けていた。しかしながら、本発明はそれに限定されず、硫化腐食したものを基材として用いてもよい。例えば、一部が硫化腐食した高温部材を基材として用いてもよい。すなわち、一度ボイラなどで使用された高温部材を基材として、実施形態1〜3と同様にして、その基材の表面上にチタン酸化物層、チタン酸化物層及び炭素層、又は第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層を設けてもよい。このような基材は、ボイラなどで燃料を燃焼させた際に発生する硫化水素(H2S)などによって一部が硫化腐食している。しかしながら、このような基材の表面上にチタン酸化物層、チタン酸化物層及び炭素層、又は第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層を設けることにより、実施形態1〜3の何れかと同様の効果が得られるので、耐硫化腐食性を向上させ、基材の硫化腐食の進行を防止することができる。
【0090】
また、表面に付着物が付着し、かつ硫化腐食したものを基材として用いてもよい。ここで付着物とは、上述したものと同様に、例えば石炭を燃焼させた際に発生する灰(主成分SiO2、Al2O3)や石油を燃焼させた際に発生する灰などである。このような基材の表面上にチタン酸化物層、チタン酸化物層及び炭素層、又は第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層を設けることにより、同様にして、耐硫化腐食性を向上させて基材の硫化腐食の進行を防止することができる。
【0091】
<実施例1>
Feを主成分とするフェライト鋼からなる基材の表面上にチタン酸化物層を形成した。この基材の大きさは、1mm厚×15mm長×10mm幅とした。チタン金属又はチタン化合物を含有する塗布液としてPSO−306(株式会社光触媒研究所製)を用いた。
【0092】
この基材の表面をアセトンで脱脂し、乾燥させた。その後、基材をPSO−306で満たされた槽に浸漬してから取り出し、乾燥させた。
【0093】
次に、バーナーを用いて基材を加熱することによって、PSO−306に含まれる溶剤を蒸発させると共にチタン金属を酸化させ、基材の表面にチタン酸化物層を形成して、チタン酸化物の厚さが約0.5μmの板状試験片Aを得た。ここで、チタン酸化物層の原料となるチタン金属は、PSO−306中においてはアモルファス状又はチタン錯体状に存在しており、加熱酸化することによってチタン金属をチタン酸化物に変換させている。
【0094】
<実施例2>
チタン金属又はチタン化合物を含有する塗布液としてPSA−015(株式会社光触媒研究所製)を用いて、実施例1と同様にして板状試験片を作成した。そして、この板状試験片を表1に示す雰囲気中、500℃で40時間加熱して、基材の表面上に設けられたチタン酸化物層の表面上に、さらに炭素層を形成して、チタン酸化物層の厚さが約0.5μmで炭素層の厚さが約1μmの板状試験片Bを得た。ここで、板状試験片Bの表面に形成されたチタン酸化物層は、反応式
2CO=C+CO2
に示す反応において触媒として作用するので、チタン酸化物層の表面上に選択的に炭素が析出して炭素層が形成されると考えられる。
【0095】
【表1】
【0096】
<実施例3>
塗布液として、PSA−015にTiO2粒子(粒径5〜20nm)を含有させたものを用いたこと以外は、実施例2と同様にして、チタン酸化物層の厚さが約0.5μmで炭素層の厚さが約1μmの板状試験片Cを得た。
【0097】
<実施例4>
クロムモリブデン鋼鋼管(STBA24)からなる筒状の暴露試験用プローブDの一部分の表面上に第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層である耐硫化腐食層をこの順序で形成すると共に、他の一部分の表面上にチタン酸化物層のみを形成した。すなわち、図4に示すように、表面に何ら処理を施していない部分Xと、チタン酸化物層のみを形成した部分Yと、第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層である耐硫化腐食層を形成した部分Zとからなる暴露試験用プローブDを得た。この暴露試験用プローブDの大きさは、1200mm長さ×20mmφ(試験部:先端から250mmまでの範囲)とした。
【0098】
第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層である耐硫化腐食層を形成した部分Zは以下に説明するようにして形成した。まず、実施例2と同様にして、基材の表面上に第1のチタン酸化物層と第1の炭素層を形成すると共に、第1の炭素層の表面上に、実施例2と同様の操作を行い、第2のチタン酸化物層と第2の炭素層とを形成し、さらに実施例2のチタン酸化物層を形成する際の操作と同様の操作を行い、第3のチタン酸化物層である耐硫化腐食層を形成した。暴露試験用プローブDのかかる部分Xに設けられた第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層である耐硫化腐食層の厚さは、それぞれ約0.5μm、約2.0μm、約0.5μm、約2.0μm、約0.5μmであった。
【0099】
また、チタン酸化物層のみを形成した部分Yは、実施例2のチタン酸化物層と同様にして、厚さ約0.6μmのチタン酸化物層を形成した。
【0100】
<実施例5>
石炭火力発電所で使用されたボイラ水冷壁管片を基材として、その表面にチタン酸化物層を形成した。この基材は図5に示すような形状をしており、その大きさは、10mm厚×外径33mm×内径19mmである。なお、この基材110の一部は硫化腐食しており、この基材110の火炎に晒される外径の表面の部分には石炭を燃焼させた際に発生する多孔質の灰111(主成分:SiO2、Al2O3)が付着していた。チタン金属又はチタン化合物を含有する塗布液としてPSO−306(株式会社光触媒研究所製)を用いた。
【0101】
この基材110の表面をアセトンで脱脂し、乾燥させた。その後、基材110をPSO−306で満たされた槽に浸漬してから取り出し、乾燥させた。
【0102】
次に、バーナーを用いて、表面にPSO−306が塗布された基材110を加熱することによって、PSO−306に含まれる溶剤を蒸発させると共にチタン金属を酸化させ、図6に示すように基材110の表面にチタン酸化物層120を形成して、チタン酸化物層120の厚さが0.5μmのボイラ水冷壁管片Eを得た。
【0103】
<実施例6>
実施例5と同様に石炭火力発電所で使用されたボイラ水冷壁管片を基材として、この基材をPSO−306(株式会社光触媒研究所製)で満たされた槽に浸漬してから取り出し、乾燥させた。
【0104】
次に、この基材を表2に示す石炭火力発電所のボイラ内と同一雰囲気中、500℃で1時間加熱することにより、基材の表面にチタン酸化物層を形成して、チタン酸化物層の厚さが0.5μmのボイラ水冷壁管片Fを得た。
【0105】
【表2】
【0106】
<比較例1>
実施例1〜3で用いたFeを主成分とするフェライト鋼からなる基材をそのまま板状試験片Gとした。
【0107】
<比較例2>
実施例5及び6で用いたボイラ水冷壁管片をそのままボイラ水冷壁管片Hとした。
【0108】
(硫化腐食試験1)
実施例1の板状試験片A、実施例2の板状試験片B、実施例3の板状試験片C、及び比較例1の板状試験片Gを用いて硫化腐食試験1を行った。
【0109】
硫化腐食試験1は、各板状試験片を硫化水素(H2S)が400ppm含まれた表3に示す雰囲気中、500℃で200時間加熱することにより行った。
【0110】
【表3】
【0111】
実施例1の板状試験片Aの実験結果を図7に、実施例2の板状試験片Bの実験結果を図8に、実施例3の板状試験片Cの実験結果を図9に、比較例1の板状試験片Gの実験結果を図10に示す。図7〜図10に示すように、実施例1の板状試験片A、実施例2の板状試験片B、及び実施例3の板状試験片Cでは、腐食や腐食による表面の剥離が発生しておらず、表面が健全に保たれていることが確認された。なお、図7と、図8及び図9とを比較すると、実施例2の板状試験片B及び実施例3の板状試験片Cの方が実施例1の板状試験片Aよりも表面がより清浄に保たれていることが確認された。また、実施例2の板状試験片Bの表面状態と実施例3の板状試験片Cの表面状態とは、ほぼ同様であることが確認された。
【0112】
一方、比較例1の板状試験片Gでは、腐食による赤茶けた部分が確認されると共に、腐食によって表面の一部が剥離していることが確認された。
【0113】
(硫化腐食試験2)
硫化腐食試験2は、実施例4の暴露試験用プローブDを石炭燃焼特性実証試験装置内に挿入すると共に暴露試験用プローブDの内部に水を流して水冷し、ガス温度が約1000〜1300℃、暴露試験用プローブDの表面温度が約400〜550℃になるように加熱することにより行った。ここで、石炭燃焼特性実証試験装置とは、実際の石炭火力発電所と同様に、複数のバーナ(100kg/h×3本)を備えた竪型炉、触媒式の脱硝装置、電器集じん機および石灰−石膏式の脱硫装置から構成されている。したがって実際の石炭火力発電所とほぼ同一の条件で、石炭の燃焼から排煙処理について検討を行うことができる。
【0114】
図11(a)に、石炭燃焼特性実証試験装置で加熱する前の暴露試験用プローブD、図11(b)〜図11(d)にマリーン炉内で7時間、20時間、及び29時間加熱した際の暴露試験用プローブDの実験結果を示す。図11(a)〜図11(d)に示すように、表面に何ら処理を施していない部分Xは、腐食や腐食による表面の剥離が発生しているが、チタン酸化物層のみを形成した部分Y及び第1のチタン酸化物層、第1の炭素層、第2のチタン酸化物層、第2の炭素層、第3のチタン酸化物層である耐硫化腐食層を形成した部分Zは、表面が健全に保たれていることが確認された。特に、部分Zについては、部分Yと比較して表面がより健全に保たれていることが確認された。
【0115】
(硫化腐食試験3)
実施例5のボイラ水冷壁管片E、実施例6のボイラ水冷壁管片F、及び比較例2のボイラ水冷壁管片Hを用いて硫化腐食試験3を行った。
【0116】
硫化腐食試験3は、各ボイラ水冷壁管片E、F、Hを硫化水素(H2S)が300ppm含まれた表4に示す雰囲気中、500℃で200時間加熱することにより行った。
【0117】
【表4】
【0118】
この硫化腐食試験3の結果によると、実施例5のボイラ水冷壁管片E及び実施例6のボイラ水冷壁管片Fでは、腐食や腐食による表面の剥離が発生しておらず、表面が健全に保たれていることが確認された。すなわち、基材として用いたボイラ水冷壁管片の硫化腐食の進行を防止できることが確認された。
【0119】
一方、比較例2のボイラ水冷壁管片Hでは、腐食による赤茶けた部分が確認されると共に、腐食によって表面の一部が剥離し、腐食が進行していることが確認された。
【図面の簡単な説明】
【0120】
【図1】実施形態1に係る耐硫化腐食性高温部材を示す概略図である。
【図2】実施形態2に係る耐硫化腐食性高温部材を示す概略図である。
【図3】実施形態3に係る耐硫化腐食性高温部材を示す概略図である。
【図4】実施例3の暴露試験用プローブを示す図である。
【図5】ボイラ水冷壁管片を示す概略断面図である。
【図6】表面にチタン酸化物層が設けられたボイラ水冷壁管片を示す概略断面図である。
【図7】硫化腐食試験1における実施例1の板状試験片の実験結果を示す図である。
【図8】硫化腐食試験1における実施例2の板状試験片の実験結果を示す図である。
【図9】硫化腐食試験1における実施例3の板状試験片の実験結果を示す図である。
【図10】硫化腐食試験1における比較例1の板状試験片の実験結果を示す図である。
【図11】硫化腐食試験2における暴露プローブの実験結果を示す図である。
【符号の説明】
【0121】
1、1A、1B 耐硫化腐食性高温部材
10、110 基材
20、40、60、120 チタン酸化物層
30、50 炭素層
100 ボイラ水冷壁管片
111 灰
【特許請求の範囲】
【請求項1】
基材の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設けることを特徴とする高温部材の硫化腐食防止方法。
【請求項2】
請求項1に記載の硫化腐食防止法において、前記チタン化合物はチタン錯体であることを特徴とする高温部材の硫化腐食防止方法。
【請求項3】
請求項1又は2に記載の硫化腐食防止法において、前記塗布液はさらにチタン酸化物粒子を含有することを特徴とする高温部材の硫化腐食防止方法。
【請求項4】
請求項3に記載の硫化腐食防止法において、前記チタン酸化物粒子の粒径は5nm〜1μmであることを特徴とする高温部材の硫化腐食防止方法。
【請求項5】
請求項1〜4の何れかに記載の硫化腐食防止法において、前記加熱酸化はアセチレンの火炎処理によるものであることを特徴とする高温部材の硫化腐食防止方法。
【請求項6】
請求項1〜5の何れかに記載の硫化腐食防止法において、前記チタン酸化物層の厚さは0.01〜10μmであることを特徴とする高温部材の硫化腐食防止方法。
【請求項7】
請求項1〜6の何れかに記載の硫化腐食防止法において、前記基材と前記チタン酸化物層との間で拡散反応を生じさせて中間層を設けることを特徴とする高温部材の硫化腐食防止方法。
【請求項8】
請求項1〜7の何れかに記載の硫化腐食防止法において、前記チタン酸化物層の表面上にさらに炭素層を設けることを特徴とする高温部材の硫化腐食防止方法。
【請求項9】
請求項8に記載の硫化腐食防止法において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けることを特徴とする高温部材の硫化腐食防止方法。
【請求項10】
請求項8又は9に記載の硫化腐食防止法において、少なくとも1つの炭素層とチタン酸化物層との間で拡散反応を生じさせて中間層を設けることを特徴とする高温部材の硫化腐食防止方法。
【請求項11】
請求項1〜10の何れかに記載の硫化腐食防止方法が施されたボイラ水冷壁管。
【請求項12】
基材の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設けることを特徴とする耐硫化腐食性高温部材の製造方法。
【請求項13】
請求項12に記載の耐硫化腐食性高温部材の製造方法において、前記塗布液はさらにチタン酸化物粒子を含有することを特徴とする耐硫化腐食性高温部材の製造方法。
【請求項14】
請求項12又は13に記載の耐硫化腐食性高温部材の製造方法において、前記チタン酸化物層の表面上にさらに炭素層を設けることを特徴とする耐硫化腐食性高温部材の製造方法。
【請求項15】
請求項14に記載の耐硫化腐食性高温部材の製造方法において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けることを特徴とする耐硫化腐食性高温部材の製造方法。
【請求項16】
請求項12〜15の何れかに記載の耐硫化腐食性高温部材の製造方法において、前記耐硫化腐食性高温部材はボイラ水冷壁管であることを特徴とする耐硫化腐食性高温部材の製造方法。
【請求項17】
基材の少なくとも表面にチタン酸化物層を設けたことを特徴とする耐硫化腐食性高温部材。
【請求項18】
請求項17に記載の耐硫化腐食性高温部材において、前記チタン酸化物層の厚さは0.01〜10μmであることを特徴とする耐硫化腐食性高温部材。
【請求項19】
請求項17又は18に記載の耐硫化腐食性高温部材において、前記基材と前記チタン酸化物層との間に拡散反応により生じた中間層を有することを特徴とする耐硫化腐食性高温部材。
【請求項20】
請求項17〜19の何れかに記載の耐硫化腐食性高温部材において、前記チタン酸化物層の表面上にさらに炭素層を設けたことを特徴とする耐硫化腐食性高温部材。
【請求項21】
請求項20に記載の耐硫化腐食性高温部材において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けたことを特徴とする耐硫化腐食性高温部材。
【請求項22】
請求項20又は21に記載の耐硫化腐食性高温部材において、少なくとも1つの炭素層とチタン酸化物層との間で拡散反応を生じさせて中間層を設けたことを特徴とする耐硫化腐食性高温部材。
【請求項23】
請求項17〜22の何れかに記載の耐硫化腐食性高温部材において、前記耐硫化腐食性高温部材はボイラ水冷壁管であることを特徴とする耐硫化腐食性高温部材。
【請求項1】
基材の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設けることを特徴とする高温部材の硫化腐食防止方法。
【請求項2】
請求項1に記載の硫化腐食防止法において、前記チタン化合物はチタン錯体であることを特徴とする高温部材の硫化腐食防止方法。
【請求項3】
請求項1又は2に記載の硫化腐食防止法において、前記塗布液はさらにチタン酸化物粒子を含有することを特徴とする高温部材の硫化腐食防止方法。
【請求項4】
請求項3に記載の硫化腐食防止法において、前記チタン酸化物粒子の粒径は5nm〜1μmであることを特徴とする高温部材の硫化腐食防止方法。
【請求項5】
請求項1〜4の何れかに記載の硫化腐食防止法において、前記加熱酸化はアセチレンの火炎処理によるものであることを特徴とする高温部材の硫化腐食防止方法。
【請求項6】
請求項1〜5の何れかに記載の硫化腐食防止法において、前記チタン酸化物層の厚さは0.01〜10μmであることを特徴とする高温部材の硫化腐食防止方法。
【請求項7】
請求項1〜6の何れかに記載の硫化腐食防止法において、前記基材と前記チタン酸化物層との間で拡散反応を生じさせて中間層を設けることを特徴とする高温部材の硫化腐食防止方法。
【請求項8】
請求項1〜7の何れかに記載の硫化腐食防止法において、前記チタン酸化物層の表面上にさらに炭素層を設けることを特徴とする高温部材の硫化腐食防止方法。
【請求項9】
請求項8に記載の硫化腐食防止法において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けることを特徴とする高温部材の硫化腐食防止方法。
【請求項10】
請求項8又は9に記載の硫化腐食防止法において、少なくとも1つの炭素層とチタン酸化物層との間で拡散反応を生じさせて中間層を設けることを特徴とする高温部材の硫化腐食防止方法。
【請求項11】
請求項1〜10の何れかに記載の硫化腐食防止方法が施されたボイラ水冷壁管。
【請求項12】
基材の表面上にチタン金属又はチタン化合物を含有した塗布液を塗布し、加熱酸化させてチタン酸化物層を設けることを特徴とする耐硫化腐食性高温部材の製造方法。
【請求項13】
請求項12に記載の耐硫化腐食性高温部材の製造方法において、前記塗布液はさらにチタン酸化物粒子を含有することを特徴とする耐硫化腐食性高温部材の製造方法。
【請求項14】
請求項12又は13に記載の耐硫化腐食性高温部材の製造方法において、前記チタン酸化物層の表面上にさらに炭素層を設けることを特徴とする耐硫化腐食性高温部材の製造方法。
【請求項15】
請求項14に記載の耐硫化腐食性高温部材の製造方法において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けることを特徴とする耐硫化腐食性高温部材の製造方法。
【請求項16】
請求項12〜15の何れかに記載の耐硫化腐食性高温部材の製造方法において、前記耐硫化腐食性高温部材はボイラ水冷壁管であることを特徴とする耐硫化腐食性高温部材の製造方法。
【請求項17】
基材の少なくとも表面にチタン酸化物層を設けたことを特徴とする耐硫化腐食性高温部材。
【請求項18】
請求項17に記載の耐硫化腐食性高温部材において、前記チタン酸化物層の厚さは0.01〜10μmであることを特徴とする耐硫化腐食性高温部材。
【請求項19】
請求項17又は18に記載の耐硫化腐食性高温部材において、前記基材と前記チタン酸化物層との間に拡散反応により生じた中間層を有することを特徴とする耐硫化腐食性高温部材。
【請求項20】
請求項17〜19の何れかに記載の耐硫化腐食性高温部材において、前記チタン酸化物層の表面上にさらに炭素層を設けたことを特徴とする耐硫化腐食性高温部材。
【請求項21】
請求項20に記載の耐硫化腐食性高温部材において、前記炭素層の表面上に、チタン酸化物層と炭素層とを交互に2層以上設けたことを特徴とする耐硫化腐食性高温部材。
【請求項22】
請求項20又は21に記載の耐硫化腐食性高温部材において、少なくとも1つの炭素層とチタン酸化物層との間で拡散反応を生じさせて中間層を設けたことを特徴とする耐硫化腐食性高温部材。
【請求項23】
請求項17〜22の何れかに記載の耐硫化腐食性高温部材において、前記耐硫化腐食性高温部材はボイラ水冷壁管であることを特徴とする耐硫化腐食性高温部材。
【図1】

【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2007−9315(P2007−9315A)
【公開日】平成19年1月18日(2007.1.18)
【国際特許分類】
【出願番号】特願2005−289760(P2005−289760)
【出願日】平成17年10月3日(2005.10.3)
【出願人】(000173809)財団法人電力中央研究所 (1,040)
【Fターム(参考)】
【公開日】平成19年1月18日(2007.1.18)
【国際特許分類】
【出願日】平成17年10月3日(2005.10.3)
【出願人】(000173809)財団法人電力中央研究所 (1,040)
【Fターム(参考)】
[ Back to top ]