
耐酸化性ポリマー物質の製造方法
【課題】超高分子量ポリエチレン(UHMWPE)を含んでなる、抗酸化剤ドープド医療用インプラントの製造方法を提供する。
【解決手段】下記の工程:a)UHMWPEと、α−トコフェロールを混合し、b)UHMWPE混合物を固化し、c)室温からUHMWPE混合物の融点より低い温度で固化UHMWPE混合物を加熱し、d)室温からUHMWPE混合物の融点より低い温度までの昇温で、加熱した固化UHMWPE混合物を電離放射線で照射し、e)工程d)による照射の前後で、固化UHMWPE混合物を機械加工し、それにより、UHMWPE混合物の外に、α−トコフェロールが浸出することを防いだ、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物を形成することを含んでなる方法によって得られる、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物。
【解決手段】下記の工程:a)UHMWPEと、α−トコフェロールを混合し、b)UHMWPE混合物を固化し、c)室温からUHMWPE混合物の融点より低い温度で固化UHMWPE混合物を加熱し、d)室温からUHMWPE混合物の融点より低い温度までの昇温で、加熱した固化UHMWPE混合物を電離放射線で照射し、e)工程d)による照射の前後で、固化UHMWPE混合物を機械加工し、それにより、UHMWPE混合物の外に、α−トコフェロールが浸出することを防いだ、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物を形成することを含んでなる方法によって得られる、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物。
【発明の詳細な説明】
【発明の分野】
【0001】
本出願は、2003年1月16日付で出願されたUS出願No.60/440,389に優先権を主張しており、その全体が参考のためここに組み込まれる。
【0002】
本発明は、ポリマー物質を含んでなる耐酸化性医療器具の製造方法に関する。ポリエチレンを抗酸化剤、例えばビタミンEでドープする方法、そこで用いられる物質も提供される。
【発明の背景】
【0003】
耐酸化性架橋ポリマー物質、例えば超高分子量ポリエチレン(UHMWPE)が医療器具で望まれており、それは器具の耐磨耗性を著しく高めるからである。好ましい架橋方法はUHMWPEを電離放射線に曝すことによる。しかしながら、電離放射線は、架橋に加えて、酸化性脆化の原因となる残留ラジカルも発生させる。結晶を除いて、残留ラジカルを互いに再結合させるために、照射後に融解が用いられる。残留ラジカルに伴う酸化ポテンシャルを下げるためにも、照射に次いで融解が用いられる。しかしながら、照射後融解はUHMWPEの結晶性を低下させ、ひいてはUHMWPEの降伏強さ、極限引張強さ、モジュラスおよび疲れ強さを減少させる。高い耐疲労性を要求するある用途では、このような(照射および融解された)高度架橋UHMWPEは適切でない;即ち、長期間におよぶ疲れ破損が医療器具の性能を損ないうるからである。したがって、融解なしに残留ラジカルまたは残留ラジカルの酸化作用を除去する必要性がある。このような方法によれば、照射UHMWPEの結晶性を保ちながら、機械的性質および耐疲労性も保てるであろう。
【0004】
固化(consolidation)前におけるポリエチレン粉末と抗酸化剤との混合がポリエチレン物質の耐酸化性を改善しうることは、通常知られている。抗酸化剤、例えばビタミンEおよびβ‐カロテンが、耐磨耗性を改善しようとする試みに際して、数名の研究者らによりUHMWPE粉末または粒子と混合された(Mori et al.p.1017,Hand-out at the 47th Annual Meeting,Orthopaedic Res Soc,February 25-28,2001,San Francisco,CA;McKellopら.WO01/80778;Schaffnerら.EP0995450;Hahn D.US5,827,904;Lidgrenら.US6,448,315参照)。Moriらは、照射が抗酸化剤ドープド(doped)ポリエチレンの耐酸化性を低下させないことも記載していた。研究者ら(McKellopら.WO01/80778;Schaffnerら.EP0995450;Hahn D.US5,827,904;Lidgrenら.US6,448,315参照)は、耐酸化性ポリエチレンを得るために、ポリエチレン粉末を抗酸化剤と混合し、次いで抗酸化剤‐粉末ミックスを固化させることを記載していた。樹脂粉末、フレークまたは粒子をビタミンEと混合してから、固化させると、ポリマー物質の色が黄色に変化する(例えば、US6,448,315参照)。加えて、照射前におけるUHMWPEへの抗酸化剤の添加は、照射に際してUHMWPEの架橋を妨げることがある。しかしながら、架橋はポリマーの耐磨耗性を増すために必要である。したがって、医療用インプラントまたはそのポリマー部材を、その固化された固体形態で、例えば原材、機械加工品または成形品で、抗酸化剤でドープすることが好ましいであろう。しかしながら、これは従来不可能であった。
【発明の要旨】
【0005】
本発明は、一般的に、1種以上のポリマー物質から構成される耐酸化性医療器具の製造方法に関する。更に詳しくは、本発明は、架橋ポリエチレン、例えば架橋超高分子量ポリエチレン(UHMWPE)を含有した抗酸化剤ドープド医療器具の製造方法、およびそこで用いられる物質に関する。更に詳しくは、本発明は、残留ラジカル含有架橋ポリエチレン、例えば照射超高分子量ポリエチレン(UHMWPE)を含有した抗酸化剤ドープド非酸化性医療器具の製造方法、およびそこで用いられる物質に関する。
【0006】
一面において、本発明は、a)電離放射線で照射された固化架橋ポリマー物質を用意し;およびb)固化架橋ポリマー物質を抗酸化剤で拡散によりドープするステップからなる、架橋ポリマー物質の製造方法を提供する。
【0007】
他面において、本発明は、a)電離放射線で照射された固化架橋ポリマー物質を用意し;b)固化架橋ポリマー物質を抗酸化剤で拡散によりドープし;およびc)固化架橋ポリマー物質の融点以下の温度まで固化架橋ポリマー物質を加熱するステップからなる、架橋ポリマー物質の製造方法を提供する。
【0008】
他面において、本発明は、架橋ポリマー物質がエタノールのようなアルコール中で約50重量%の抗酸化剤の溶液に浸され、架橋ポリマー物質がCO2のような超臨界流体中において抗酸化剤で拡散される、架橋ポリマー物質の製造方法を提供する。
【0009】
他面において、本発明は、a)固化架橋ポリマー物質を加圧室へ入れ;b)室内を抗酸化剤で、ニート形(約100%)で、または抗酸化剤およびアルコール、例えばエタノールの50%混合液のような溶液で満たし;およびc)固化架橋ポリマー物質中への抗酸化剤の拡散を高めるために室内を加圧するステップからなる、架橋ポリマー物質の製造方法を提供する。
【0010】
他面において、本発明は、a)固化ポリマー物質を抗酸化剤で拡散によりドープし;b)固化ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させ;およびc)固化架橋ポリマー物質の融点より低いまたは高い温度で固化架橋ポリマー物質をアニールするステップからなる、架橋ポリマー物質の製造方法を提供する。
【0011】
他面によると、本発明は、a)ポリマー物質を固化させ;b)ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させ;c)固化架橋ポリマー物質を抗酸化剤で拡散によりドープし;およびd)固化架橋ポリマー物質の融点以下の温度で固化架橋ポリマー物質を加熱するステップからなる、架橋ポリマー物質の製造方法を提供する。
【0012】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させ;d)固化架橋ポリマー物質を機械加工して、医療用インプラントを形成させ;およびe)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0013】
他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させ;c)固化架橋ポリマー物質を機械加工して、医療用インプラントを形成させ;およびd)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0014】
他面において、本発明は、a)固化ポリマー物質を電離放射線で照射して、架橋ポリマー物質を形成させ;b)固化架橋ポリマー物質を機械加工して、医療用インプラントを形成させ;およびc)医療用インプラントを抗酸化剤で拡散によりドープすることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0015】
他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)医療用インプラントを抗酸化剤で拡散によりドープし;およびc)医療用インプラントに照射して、架橋ポリマー物質を含有した医療用インプラントを形成することからなる、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0016】
他面において、本発明は、a)ポリマー物質を電離放射線で照射して、架橋ポリマー物質を形成させ;およびb)架橋ポリマー物質を抗酸化剤で拡散によりドープし、架橋ポリマー物質が、固化架橋ポリマー物質の融点より低いまたは融点より高い温度でアニールされることからなる、ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0017】
他面において、本発明は、a)ポリマー物質を他のピースに圧縮成形して、界面および連結(interlocked)ハイブリッド物質を形成させ;b)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させ;およびc)架橋連結ハイブリッド物質を抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0018】
他面において、本発明は、a)ポリマー物質を他のピースに圧縮成形して、界面および連結ハイブリッド物質を形成させ;b)連結ハイブリッド物質を抗酸化剤で拡散によりドープし;およびc)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0019】
他面において、本発明は、a)ポリマー物質を直接圧縮成形して、医療用インプラントを形成させ;b)ポリマー物質を架橋するために医療用インプラントに照射し;c)照射医療用インプラントを抗酸化剤で拡散によりドープし;d)照射抗酸化剤ドープド医療用インプラントをパッケージ化し;およびe)パッケージ化された照射抗酸化剤ドープド医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した無菌医療用インプラントの製造方法を提供する。
【0020】
他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)医療用インプラントに照射して、架橋ポリマー物質を含有した医療用インプラントを形成させ;c)医療用インプラントを抗酸化剤で拡散によりドープし;d)照射抗酸化剤ドープド医療用インプラントをパッケージ化し;およびe)パッケージ化された医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した無菌医療用インプラントの製造方法を提供する。
【0021】
他面において、本発明は、a)ポリマー物質を抗酸化剤で拡散によりドープし;b)ポリマー物質を他のピースに圧縮成形して、界面および連結ハイブリッド物質を形成させ;およびc)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0022】
他面において、本発明は、a)ポリマー物質を直接圧縮成形して、医療用インプラントを形成させ;b)医療用インプラントを電離放射線で照射して、固化架橋医療用インプラントを形成させ;およびc)固化架橋医療用インプラントを抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0023】
他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)医療用インプラントに照射して、架橋ポリマー物質を含有した医療用インプラントを形成させ;およびc)医療用インプラントを抗酸化剤で拡散によりドープすることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0024】
他面において、本発明は、a)ポリマー物質を直接圧縮成形して、医療用インプラントを形成させ;b)医療用インプラントを抗酸化剤で拡散によりドープし;c)医療用インプラントをパッケージ化し;およびd)パッケージ化された医療用インプラントを電離放射線で照射して、固化架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0025】
他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)医療用インプラントを抗酸化剤で拡散によりドープし;c)医療用インプラントをパッケージ化し;およびd)パッケージ化された医療用インプラントを電離放射線で照射して、固化架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0026】
他面において、本発明は、a)固化架橋ポリマー物質を加圧室へ入れ;b)室内を抗酸化剤で満たし;およびc)固化架橋ポリマー物質中への抗酸化剤の拡散を高めるために室内を加圧するステップからなる、架橋ポリマー物質の製造方法を提供する。
【0027】
他面において、本発明は、a)固化ポリマー物質からなる既製医療器具を電離放射線で照射して、固化架橋ポリマー物質を形成させ;およびb)固化架橋ポリマー物質を抗酸化剤で拡散によりドープして、抗酸化剤ドープド固化架橋ポリマー物質を形成させることからなる、架橋ポリマー物質を含有した医療器具の製造方法を提供する。
【0028】
他面において、本発明は、a)パッケージ物質を抗酸化剤で拡散によりドープし;b)パッケージ物質に医療器具を挿入し;c)医療器具を含有したパッケージ物質を密封して、パッケージ化された医療器具を形成させ;およびd)パッケージ化された医療器具を電離放射線で照射するかまたはガス殺菌することからなる、殺菌または架橋線量の電離放射線へ曝されたときに、耐酸化性である医療器具用パッケージの製造方法を提供する。
【0029】
他面において、本発明は、a)パッケージ物質を抗酸化剤で拡散によりドープし;b)パッケージ物質に医薬化合物を挿入し;c)医薬化合物を含有したパッケージ物質を密封して、パッケージ化された医薬化合物を形成させ;およびd)パッケージ化された医薬化合物を電離放射線で照射するかまたはガス殺菌することからなる、殺菌または架橋線量の電離放射線へ曝されたときに、耐酸化性である医薬化合物用パッケージの製造方法を提供する。
【0030】
更に他面において、本発明は、インプラントが、寛骨臼ライナー、肩関節窩、膝蓋骨部材、指関節部材、足首関節部材、肘関節部材、手首関節部材、足指関節部材、Bipolar型人工股関節、脛骨膝インサート、補強金属およびポリエチレンポスト入り脛骨膝インサート、椎間板、心臓弁、腱、ステントおよび人工血管を含めた医療器具であり、ポリマー物質がポリマー樹脂粉末、ポリマーフレーク、ポリマー粒子などまたはそれらの混合物である、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0031】
更に他面において、本発明は、インプラントが、バルーンカテーテル、縫合糸、チューブおよび静脈内チューブを含めた医療器具であり、ポリマー物質がポリマー樹脂粉末、ポリマーフレーク、ポリマー粒子などまたはそれらの混合物である、架橋ポリマー物質を含有した、非永久インプラントを含めた医療用インプラントの製造方法を提供する。ここで記載されているような、ポリマーバルーン、例えばポリエーテルブロックコポリアミドポリマー(PeBAXR)、ナイロンおよびポリエチレンテレフタレート(PET)バルーンは、ビタミンEでドープされて、ドーピング前、中または後に照射される。
【0032】
更に他面において、本発明は、パッケージが電離放射線殺菌またはガス殺菌に付されたときに耐酸化性である、医療器具用パッケージの製造方法を提供する。パッケージには、バリア物質、例えばブロー成形ブリスターパック、熱収縮性パッケージ、ヒートシールパッケージなどまたはそれらの混合物がある。
【0033】
他面において、本発明は、a)固化ポリマー物質を抗酸化剤で拡散によりドープし;およびb)ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0034】
一面において、無菌架橋医療用インプラントを得るために、抗酸化剤ドープド医療用インプラントがパッケージ化されて、電離放射線またはガス殺菌により殺菌される。
【0035】
他面において、本発明のポリマー物質はポリマー樹脂粉末、ポリマーフレーク、ポリマー粒子などまたはそれらの混合物であって、照射が約1%〜約22%の酸素を含有した雰囲気中で行われ、放射線量が約25kGy〜約1000kGyである。
【0036】
他面において、本発明のポリマー物質はポリマー樹脂粉末、ポリマーフレーク、ポリマー粒子などまたはそれらの混合物であって、該ポリマー物質がガス、例えば窒素、アルゴン、ヘリウム、ネオンなどまたはそれらの組合せを含有した不活性雰囲気中で固化後に照射され、放射線量が約25kGy〜約1000kGyである。
【0037】
他面において、本発明のポリマー物質は固化ポリマー物質であって、医療器具が機械加工されるスラブを形成するために、該固化が圧縮成形により行われる。
【0038】
他面において、本発明のポリマー物質は固化ポリマー物質であって、最終医療器具を形成するために、該固化が直接圧縮成形により行われる。
【0039】
更に他面において、本発明のポリマー物質は固化ポリマー物質であって、界面および連結ハイブリッド物質を形成するために、該固化が他のピースへの圧縮成形により行われる。
【0040】
更に他面において、本発明は、a)ポリマー物質を他のピースに圧縮成形して、界面および連結ハイブリッド物質を形成させ;b)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させ;およびc)架橋連結ハイブリッド物質を抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0041】
一面によると、本発明は、金属または非金属ピース、例えば金属、セラミックまたはポリマーのような他のピースへポリマー物質を圧縮成形して、界面および連結ハイブリッド物質を形成させることからなり、該界面が金属‐ポリマーまたは金属‐セラミック界面である、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0042】
更に他面によると、本発明は、a)ポリマー物質を他のピースに圧縮成形して、界面および連結ハイブリッド物質を形成させ;b)連結ハイブリッド物質を抗酸化剤、例えばビタミンEのようなα‐トコフェロールで拡散によりドープし;およびc)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0043】
本発明のもう一面は、a)ポリマー物質を圧縮成形して、医療用インプラントを形成させ;b)ポリマー物質を架橋するために医療用インプラントに照射し;c)照射医療用インプラントを抗酸化剤で拡散によりドープし;d)照射された抗酸化剤ドープド医療用インプラントをパッケージ化し;およびe)パッケージ化された照射抗酸化剤ドープド医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0044】
更に他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)ポリマー物質を架橋するために医療用インプラントに照射し;c)照射医療用インプラントを抗酸化剤で拡散によりドープし;d)照射された抗酸化剤ドープド医療用インプラントをパッケージ化し;およびe)パッケージ化された照射抗酸化剤ドープド医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0045】
他面によると、本発明は、a)ポリマー物質を他のピースに圧縮成形して、界面および連結ハイブリッド物質を形成させ;b)連結ハイブリッド物質を抗酸化剤で拡散によりドープし;およびc)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0046】
他面において、本発明は、a)ポリマー物質を直接圧縮成形して、医療用インプラントを形成させ;b)医療用インプラントを電離放射線で照射して、固化架橋医療用インプラントを形成させ;およびc)固化架橋医療用インプラントを抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0047】
更に他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)医療用インプラント電離放射線で照射することにより、固化架橋医療用インプラントを形成させ;およびc)固化架橋医療用インプラントを抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0048】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を抗酸化剤で拡散によりドープし;d)抗酸化剤ドープドポリマー物質を電離放射線で照射して、抗酸化剤ドープド架橋ポリマー物質を形成させ;およびe)架橋ポリマー物質を機械加工して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0049】
他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を抗酸化剤で拡散によりドープし;c)抗酸化剤ドープドポリマー物質を電離放射線で照射して、抗酸化剤ドープド架橋ポリマー物質を形成させ;およびd)架橋ポリマー物質を機械加工して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0050】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を抗酸化剤で拡散によりドープし;d)抗酸化剤ドープドポリマー物質を機械加工して、抗酸化剤ドープドポリマー物質を形成させ;およびe)抗酸化剤ドープド架橋ポリマー物質を電離放射線で照射して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0051】
他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を抗酸化剤で拡散によりドープし;c)抗酸化剤ドープドポリマー物質を機械加工して、抗酸化剤ドープドポリマー物質を形成させ;およびd)抗酸化剤ドープド架橋ポリマー物質を電離放射線で照射して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0052】
他面において、本発明は、a)ポリマー物質を直接圧縮成形して、医療用インプラントを形成させ;b)医療用インプラントを抗酸化剤で拡散によりドープし;c)医療用インプラントをパッケージ化し;およびd)パッケージ化された医療用インプラントを電離放射線で照射して、固化架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0053】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;d)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;e)医療用インプラントをパッケージ化し;およびf)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0054】
更に他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;c)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;d)医療用インプラントをパッケージ化し;およびe)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0055】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を抗酸化剤で拡散によりドープして、抗酸化剤ドープドポリマー物質を形成させ;d)抗酸化剤ドープドポリマー物質を機械加工して、医療用インプラントを形成させ;e)医療用インプラントをパッケージ化し;およびf)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0056】
更に他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を抗酸化剤で拡散によりドープして、抗酸化剤ドープドポリマー物質を形成させ;c)抗酸化剤ドープドポリマー物質を機械加工して、医療用インプラントを形成させ;d)医療用インプラントをパッケージ化し;およびe)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0057】
他面において、本発明は、a)固化ポリマー物質に照射して、架橋ポリマー物質を形成させ;b)固化架橋ポリマー物質を機械加工して、医療用インプラントを形成させ;c)医療用インプラントを抗酸化剤で拡散によりドープし;d)照射された抗酸化剤ドープド医療用インプラントをパッケージ化し;およびe)パッケージ化された医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有している無菌医療用インプラントの製造方法を提供する。
【0058】
他面において、本発明は、a)ポリマー物質を抗酸化剤でドープし;b)抗酸化剤ドープドポリマー物質を固化させ;c)固化抗酸化剤ドープドポリマー物質を機械加工して、抗酸化剤ドープド医療用インプラントを形成させ;d)医療用インプラントに照射して、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントを形成させ;e)抗酸化剤ドープド架橋医療用インプラントをパッケージ化し;およびf)パッケージ化された医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した無菌医療用インプラントの製造方法を提供する。
【0059】
他面において、本発明は、a)ポリマー物質を抗酸化剤でドープし;b)抗酸化剤ドープドポリマー物質を固化させ;c)固化ポリマー物質に照射して、抗酸化剤ドープド架橋ポリマー物質を形成させ;d)固化架橋ポリマー物質を機械加工して、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントを形成させ;e)抗酸化剤ドープド架橋医療用インプラントをパッケージ化し;およびf)パッケージ化された医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した無菌医療用インプラントの製造方法を提供する。
【0060】
他面において、本発明は、a)ポリマー物質を抗酸化剤で拡散によりドープし;b)抗酸化剤ドープドポリマー物質を電離放射線で照射して、架橋された抗酸化剤ドープドポリマー物質を形成させ;およびc)架橋された抗酸化剤ドープドポリマー物質を他のピースに圧縮成形して、架橋連結ハイブリッド物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0061】
他面において、本発明は、a)固化ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させ;b)ポリマー物質を直接圧縮成形して、固化架橋医療用インプラントを形成させ;およびc)固化架橋医療用インプラントを抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0062】
他面において、本発明は、a)ポリマー物質を抗酸化剤でドープし;b)抗酸化剤ドープドポリマー物質を固化させ;c)固化抗酸化剤ドープドポリマー物質を機械加工して、抗酸化剤ドープド医療用インプラントを形成させ;およびd)医療用インプラントに照射して、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0063】
他面において、本発明は、a)ポリマー物質を抗酸化剤でドープし;b)抗酸化剤ドープドポリマー物質を固化させ;c)固化ポリマー物質に照射して、抗酸化剤ドープド架橋ポリマー物質を形成させ;およびd)固化架橋ポリマー物質を機械加工して、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0064】
更に他面において、本発明は、a)固化ポリマー物質を含有した既製医療器具を抗酸化剤で拡散によりドープして、抗酸化剤ドープドポリマー物質を形成させ;およびb)医療器具を電離放射線で照射して、架橋ポリマー物質を形成させることからなる、架橋ポリマー物質を含有した非永久医療器具の製造方法を提供する。
【0065】
他面において、本発明は、検出可能な残留ラジカルを含有した、非酸化性架橋ポリマー物質を提供する。
【0066】
他面において、本発明は、検出可能な残留ラジカルを含有した、永久および非永久医療器具を含めた、非酸化性架橋医療用インプラントを提供する。
【0067】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;d)医療用インプラントを電離放射線で照射して、架橋医療用インプラントを形成させ;およびe)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0068】
更に他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;c)医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋医療用インプラントを形成させ;およびd)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0069】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;d)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;e)医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0070】
更に他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;c)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;およびd)医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0071】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)ポリマー物質を電離放射線で照射して、架橋ポリマー物質を形成させ;d)ポリマー物質を抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋ポリマー物質を形成させ;およびe)ポリマー物質を機械加工して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0072】
更に他面において、本発明は、a)固化ポリマー物質を用意し;b)ポリマー物質を電離放射線で照射して、架橋ポリマー物質を形成させ;c)ポリマー物質を抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋ポリマー物質を形成させ;およびd)ポリマー物質を機械加工して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0073】
本発明のもう1つの面は、a)ポリマー物質を用意し;b)ポリマー物質を圧縮成形して、医療用インプラントを形成させ;c)界面または連結ハイブリッド物質を含有した医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;d)医療用インプラントをパッケージ化し;およびe)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。他面において、ポリマー物質は他のピースまたは医療用インプラントに圧縮成形されて、界面または連結ハイブリッド物質を形成する。
【0074】
本発明のもう1つの面は、a)医療用インプラントを形成する圧縮成形ポリマー物質を用意し;b)界面または連結ハイブリッド物質を含有した医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;c)医療用インプラントをパッケージ化し;およびd)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。他面において、ポリマー物質は他のピースまたは医療用インプラントに圧縮成形されて、界面または連結ハイブリッド物質を形成する。
【0075】
本発明のもう1つの面は、ドープドポリマー物質の融点以下でドープドポリマー物質をアニールすることにより、ドープドポリマー物質で抗酸化剤の均一性を増加させる方法を提供する。
【0076】
本発明のもう1つの面は、ドープドポリマー物質の融点以上でドープドポリマー物質をアニールすることにより、ドープドポリマー物質で抗酸化剤の均一性を増加させる方法を提供する。
【0077】
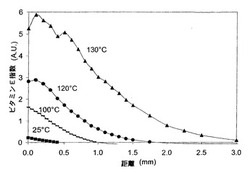
図1は、室温、100℃、120℃および130℃におけるUHMWPE中へのビタミンE拡散の浸透深さを示している。
【0078】
図2は、数試験群(TCRT群、RT1群、RT16群、TC100C16群、100C1群、TC100C1群および100C16群)の代表的エージド(aged)キューブの1つへの深さの関数として、酸化指数特性を示している。すべてのキューブは照射ポリエチレンから作製され、そのうち4種は様々な条件下においてビタミンEでドープされた。熱コントロールキューブはビタミンEで処理されなかった。ビタミンEドープドキューブは、対応熱コントロールよりも、サンプルの表面および内部において、酸化が少ないことを示している。
【0079】
図3は、後に行われた130℃でのアニール時間の関数として、130℃で96時間ドープされた未照射UHMWPE中へのビタミンEの拡散特性を示している。
【0080】
図4は、UHMWPEを加工し様々な段階でドープする順序の例を概略で示している。
【0081】
図5は、UHMWPEを加工して様々な段階でドープする順序の例を概略で示している。
【発明の詳細な説明】
【0082】
本発明は、永久および非永久器具を含めた医療器具と、ポリエチレンのようなポリマー物質製のパッケージとからなる、耐酸化性架橋医療用インプラントの製造方法を提供する。本発明は、固化ポリエチレンの架橋前、中または後に、UHMWPEのような固化ポリエチレンをドープする方法に関する。
【0083】
本発明の一面において、固化ポリエチレンのドーピングは、抗酸化剤、例えばビタミンEのようなα‐トコフェロールの拡散により行われる。本発明の一面によると、抗酸化剤の拡散は温度および/または圧力を高めることにより促進される。
【0084】
本発明の他の面によると、抗酸化剤は純粋形で、例えば純粋ビタミンEとして、または溶媒に溶解されたものを含め、様々な形で適用される。
【0085】
本発明の他の面によると、ポリエチレン中への抗酸化剤の拡散率は、抗酸化剤溶液、例えばビタミンE溶液の濃度を増すことにより高められる。
【0086】
本発明の他の面によると、ポリエチレン中への抗酸化剤の拡散率は、超臨界流体、例えば超臨界CO2(即ち、その温度は超臨界温度より高く、該温度は31.3℃であり、その圧力は超臨界圧力より高く、該圧力は73.8バールである)で固化ポリエチレンを膨潤させることにより高められる。
【0087】
一般的に、例えば、抗酸化剤としてビタミンEの場合、樹脂粉末、フレーク、粒子またはそれらの混合物をビタミンEと混合してから、固化させると、ポリマー物質の色が黄色に変化する。本発明によると、固化後のドーピングで、固化の高い温度および圧力へのビタミンEの曝露を避け、ポリマー物質の変色を防げる。本発明は、抗酸化剤に及ぼす熱作用も減らせる。熱作用は、ポリマー物質を酸化から保護するのに際して、抗酸化剤の有効性を低下させることがある。
【0088】
固化状態でのドーピングは、固化ポリマー物質中で抗酸化剤の勾配も形成させる。医療器具でポリマー物質の酸化が耐久性の面で問題となる、ある厚さの表面層をドープしうる。これは、所定温度で、所定時間にわたり、例えば純粋ビタミンEまたはビタミンEの溶液に、最終器具、例えば最終医療用インプラントを単純に浸漬するまたは浸すことにより行える。
【0089】
ここで記載された方法によると、抗酸化剤、例えばビタミンEは、照射前、中または後にポリマー物質へドープされる(例えば、図4および5参照)。
【0090】
ドープされた抗酸化剤が、使用前の貯蔵中またはインビボ使用中に、医療用インプラントまたは医療器具の作製に用いられたポリマー物質から浸出することが、起こりうるかもしれない。永久医療器具の場合、インビボ期間は患者の残余寿命ほど長くなることがあり、器具の埋め込みから患者の死まで、例えば1〜120年間の長期にわたる。抗酸化剤の浸出が問題であるならば、医療用インプラントまたは医療器具の照射、またはその一部分の照射は、抗酸化剤をドープした後で行ってもよい。これは共有結合によるホストポリマーへの抗酸化剤の架橋を請け合うことで、医療用インプラントまたは器具から抗酸化剤の喪失を防げられる。
【0091】
本発明の他の面によると、ポリマー物質、例えば樹脂粉末、フレーク、粒子またはそれらの混合物が抗酸化剤と混合され、次いでその混合物が固化される。固化された抗酸化剤ドープドポリマー物質は、医療用インプラントの部材としてまたは医療器具として用いるために、機械加工しうる。
【0092】
本発明の他の面によると、固化ポリマー物質、例えば固化された樹脂粉末、成形シート、ブローンフィルム、チューブ、バルーン、フレーク、粒子またはそれらの混合物が、抗酸化剤、例えばα‐トコフェロールの形をとるビタミンEで、拡散によりドープされる。固化ポリマー物質、例えば固化UHMWPEが、100%ビタミンEまたはアルコール、例えばエタノールまたはイソプロパノール中α‐トコフェロールの溶液に浸される。エタノール中約50重量%のα‐トコフェロール溶液が、CO2のような超臨界流体と接触しながら、UHMWPE中へ拡散するように用いられる。バルーン、例えばPeBAXR、ナイロンおよびPETバルーンはビタミンEでドープされて、ドーピング前、中または後に照射される。
【0093】
本発明は、金属ピースを含有した高度架橋ポリエチレン製の医療器具、例えばBipolar型人工股関節、補強金属およびポリエチレンポスト入り脛骨膝インサート、椎間板システム、およびガス殺菌法で容易に殺菌できない表面を有したインプラントを作製する、次の加工ステップにも関する。
【0094】
本発明の一面によると、医療用インプラントのポリエチレン部材は、金属メッシュまたはバック、非金属メッシュまたはバック、脛骨トレー、膝蓋骨トレーまたは寛骨臼シェルのような他の物質と密接しており、そこでは樹脂粉末、フレークおよび粒子のようなポリエチレンがこれらの反対面へ直接的に圧縮成形されている。例えば、ポリエチレン脛骨インサートは、脛骨トレー、金属メッシュまたはバック、あるいは非金属メッシュまたはバックへのポリエチレン樹脂粉末の圧縮成形により製造される。後者の場合、メッシュは、骨成長またはポリメチルメタクリレート(PMMA)骨セメントのような接着剤の使用で、骨との定着界面として働くように形造られる。これらの形態は、寛骨臼ライナー、全または単仕切付膝インプラント用の脛骨トレー、膝蓋骨トレーおよび関節窩部材、足首、肘または指部材を含めて、様々な形をとる。本発明の他の面は、インプラントの一部を構成する他のピース、例えば金属または非金属ピースと、成形ポリエチレンとの機械的連結に関する。
【0095】
界面幾何学形態は、ポリエチレンがその固化形状として幾何学形態をとる点において、重要である。ポリエチレンは、高密度の物理的絡み合いをもたらすその非常に高い分子量のせいで、顕著な‘形状記憶’性を有している。固化後、塑性変形で恒久的形状変化を生じて、融解されたときに好ましい高エントロピー形状に達する。元の固化形状の回復は、ポリエチレンが固化されたときに獲得した‘形状記憶’のせいである。
【0096】
残留ラジカルを除去する上でアニールに付されたときにおけるポリマー物質の回復は、高い配向度を有する医療器具でも問題となる。バルーンカテーテルは、意図した軸方向および半径方向に整列したポリマー鎖を多くの場合に有しうる。ポリエチレン製のバルーンカテーテルは、ステントと共に用いられたときに、架橋から生じる耐磨耗性の改善により効果を発揮する。加えて、薬物で被覆されたカテーテルおよびステントの使用は、一部の場合でエチレンオキシド殺菌の使用を妨げる;そのため電離放射線が用いられねばならず、バルーンカテーテルはラジカル性酸化の有害作用から防御されねばならない。融解転移温度付近におけるこれら物質のアニールは、バルク鎖運動と、それに続く各部の寸法許容差の喪失をもたらす。架橋または殺菌のための電離放射線への曝露前、中または後に、100%ビタミンEまたはアルコール、例えばエタノールまたはイソプロパノール中α‐トコフェロールの溶液をバルーンカテーテルのような医療器具中へ拡散させることにより、照射後酸化に伴う問題は熱処理の必要性なしに回避される。ここで記載されているように、バルーン、例えばPeBAXR、ナイロンおよびPETバルーンはビタミンEでドープされて、ドーピング前、中または後に照射される。
【0097】
本発明の他の面では、機械的連結で壁面(counterface)へのポリエチレンの圧縮成形後に、ハイブリッド部材が電離放射線を用いて望ましい線量レベルまで、例えば約25kGy〜約1000kGy、好ましくは約25kGy〜約150kGy、更に好ましくは約50kGy〜約100kGyで照射される。本発明の他の面では、照射ステップが残留ラジカルを生じるため、その残留ラジカルを除去する上で、後に融解ステップが取り入れられている。ポリエチレンは界面の形状に固化されて、ポリマーの‘形状記憶’を留めているため、ポリエチレンは壁面から離れないのである。
【0098】
本発明の他の面では、器具が不活性ガスまたは不活性流体のような非酸化性媒体に浸され、結晶物質を除去して、残留ラジカルを再結合/除去させるために、該媒体が照射ポリエチレン、例えばUHMWPEの融点(約137℃)以上に加熱されるという、ポリエチレンを架橋させてポリエチレンベース医療器具を作製する方法が提供される。圧縮成形ポリマーの形状記憶が機械的連結界面に留められ、該記憶が架橋ステップで強化されるため、ポリエチレンおよび壁面間の界面に著しい分離はないのである。
【0099】
本発明の他の面では、上記のラジカル除去ステップ後に、金属およびポリマー間の界面は照射に際して用いられた高放射線量レベルのせいで無菌になる。ラジカル除去ステップまたは照射ステップに際してポリエチレンの外表面上で実質的酸化が誘導される場合、器具表面は酸化表面層を除去するため更に機械加工してもよい。他面において、本発明では、インプラントの融解後機械加工の場合に、融解ステップは不活性ガスの存在下で行われる。
【0100】
本発明の他の面では、界面が無菌でありながら、部材の残部がそうでない場合に、器具がエチレンオキシド、ガスプラズマまたは他のガスで更に殺菌されるという、作製器具の殺菌方法を提供する。
【0101】
他面において、本発明は、無菌架橋医療用インプラントまたは医療器具を得るために、インプラントまたは器具が電離放射線またはガス殺菌で殺菌されるという、圧縮成形インプラントまたは器具を含む、照射された抗酸化剤ドープド医療用インプラントまたは医療器具のパッケージ化について開示している。
【0102】
定義:
“抗酸化剤”とは、次のような当業界で知られているものに関する(例えば、WO01/80778、US6,448,315参照)。α‐およびδ‐トコフェロール;没食子酸プロピル、オクチルまたはドデシル;乳酸、クエン酸、酒石酸およびそれらの塩;オルトリン酸塩、酢酸トコフェロール。好ましくはビタミンE。
【0103】
“超臨界流体”とは、当業界で知られているもの、例えば超臨界プロパン、アセチレン、二酸化炭素(CO2)に関する。これに関して、臨界温度とは、それより高いときガスが圧力単独で液化しえない温度のことである。それより低いとき物質が臨界温度で液体と平衡状態で気体として存在しうる圧力が、臨界圧力である。超臨界流体状態とは、超臨界流体、ひいては超臨界流体混合物が得られるような温度および圧力に流体が付されていることを通常意味し、その温度は超臨界温度よりも高く、該温度はCO2の場合に31.3℃であり、その圧力は超臨界圧力よりも高く、該圧力はCO2の場合に73.8バールである。更に詳しくは、超臨界状態とは、高い温度および圧力下における混合物、例えば抗酸化剤含有UHMWPEの状態に関し、超臨界流体混合物が形成されて、該混合物からCO2を蒸発させたときに、抗酸化剤でドープされたUHMWPEが得られる(例えば、US6448315およびWO02/26464参照)。
【0104】
ここで称されている“圧縮成形”という用語は、一般的に当業界で知られているものに関し、特に高温成形ポリマー物質に関し、該ポリマー物質は粉末形を含めたあらゆる物理的状態をとり、スラブ形または型の医療用インプラント、例えば脛骨インサート、寛骨臼ライナー、関節窩ライナー、膝蓋骨または単仕切付インサートに圧縮して、機械加工することができる。
【0105】
ここで称されている“直接圧縮成形”という用語は、一般的に当業界で知られているものに関し、特に、ポリエチレンベース器具、例えば、ポリエチレンが、粉末形を含めたあらゆる物理的状態で、固形支持体、例えば金属バック、金属メッシュまたは溝、切込みもしくは切欠きを有する金属表面に圧縮された医療用インプラントで適用しうる成形に関する。圧縮成形には、医療用インプラント、例えば脛骨インサート、寛骨臼ライナー、関節窩ライナー、膝蓋骨または単仕切付インサートの部材を作製するための、樹脂粉末、フレークおよび粒子を含めた様々な状態における、ポリエチレンの高温圧縮成形も含める。
【0106】
“機械的連結”という用語は、一般的に、圧縮成形、加熱および照射を含めた様々な方法で製造され、連結界面を形成して、連結ポリエチレンの‘形状記憶’をもたらすような、ポリエチレンと壁面との連結に関する。このような連結界面を有した器具の部材は、“ハイブリッド物質”と称することができる。このようなハイブリッド物質を有する医療用インプラントは、実質的に無菌の界面を有している。
【0107】
“実質的に無菌”という用語は、界面が医学的に許容しうるほど十分に無菌である、即ち感染を引き起こさずまたは修復処置を要しない対象物、例えば界面または界面を有したハイブリッド物質または医療用インプラントの状態に関する。
【0108】
“金属メッシュ”とは、様々な孔径、例えば0.1〜3mmの孔質金属表面に関する。孔質表面はいくつかの異なる方法、例えば孔質表面を残すように後で除去される結合剤と一緒にした金属粉末の焼結;直径0.1〜3mmの短金属線維の焼結;または連続開孔構造をとるように異なるサイズの金属メッシュを互いに重ね合わせた焼結により得られる。
【0109】
“骨セメント”とは、医療器具を骨へ結合させる上で用いられる接着剤として、当業界で知られているものに関する。典型的には、骨セメントはポリメチルメタクリレート(PMMA)から作られる。
【0110】
“高温圧縮成形”とは、加圧加温下で新たな幾何学形態を付与するような、各種形態、例えば樹脂粉末、フレークまたは粒子の形態をとる、ポリエチレンの圧縮成形に関する。高温(ポリエチレンの融点より高い)圧縮成形に際して、ポリエチレンはその融点以上に加熱され、望ましい形状の型へ入れて加圧されて、望ましい形状を維持するように加圧下で冷却される。
【0111】
“形状記憶”とは、融解されたときに好ましい高エントロピー形状に達する、ポリエチレン、例えばUHMWPEの性質として、当業界で知られているものに関する。好ましい高エントロピー形状は、樹脂粉末が圧縮成形で固化されたときに獲得される。
【0112】
“実質的に検出不能な残留ラジカル”という語句は、酸化分解を避けられるほど十分にラジカルが除去された、ポリエチレン部材の状態に関し、これは電子スピン共鳴(ESR)により評価しうる。“検出可能な残留ラジカル”という語句は、ESRで検出しうる最低レベルまたはそれ以上のラジカルに関する。最新機器で検出しうるラジカルの最低レベルは約1014スピン/gであり、そのため“検出可能”という用語はESRで1014スピン/gの検出限界に関する。
【0113】
多くの値および範囲に関する“約”または“おおよそ”という用語は、ここに含まれる開示から当業者に明らかなように、意図した通りに、例えば望ましい架橋度および/または望ましいラジカル欠如を有して、本発明が実施しうるような記載値または範囲に近い値または範囲に関する。これは、少くとも一部、ポリマー構造の多様性のせいである。そのため、これらの用語は系統誤差に起因するもの以外の値も包含している。
【0114】
ポリマー物質:超高分子量ポリエチレン(UHMWPE)とは、約500,000以上、好ましくは約1,000,000以上、更に好ましくは約2,000,000以上の分子量を有するエチレンの線状非分岐鎖に関する。多くの場合に、分子量は約8,000,000以上に達しうる。初期平均分子量とは、照射前におけるUHMWPE出発物質の平均分子量を意味する。US特許5,879,400、1999年7月16日付で出願されたPCT/US99/16070および1997年2月11日付で発行されたPCT/US97/02220参照。
【0115】
本発明の製品およびプロセスは、様々なタイプのポリマー物質、例えば高密度ポリエチレン、低密度ポリエチレン、線状低密度ポリエチレン、超高分子量ポリエチレン(UHMWPE)またはそれらの混合物を含めた各種ポリオレフィンに適用される。ポリマー物質は、ここで用いられているように、各種形態、例えば樹脂粉末、フレーク、粒子、粉体またはそれらの混合物、またはこれらから得られる固化形態のポリエチレンにも該当する。
【0116】
架橋ポリマー物質:ポリマー物質、例えばUHMWPEは、架橋剤(例えば、過酸化物および/またはシラン)および/または照射を用いるものを含めて、様々なアプローチで架橋される。架橋にとり好ましいアプローチでは照射を用いる。架橋UHMWPEも、US特許5,879,400、US特許6,641,617およびPCT/US97/02220の開示に従い得られる。
【0117】
固化ポリマー物質:固化ポリマー物質とは、固化させうるような、ここで記載されている各種形態、例えば樹脂粉末、フレーク、粒子またはそれらの混合物から得られる、固体の、固化棒素材、素材から機械加工された固形物質または半固形のポリマー物質に関する。固化ポリマー物質は、スラブ、ブロック、固形棒素材、機械加工部材、フィルム、チューブ、バルーン、プレフォーム、インプラントまたは最終医療器具の形をとってもよい。
【0118】
“非永久器具”という用語は、数ヶ月以内の期間にわたる体内への埋め込み用の器具として、当業界で知られているものに関する。一部の非永久器具は数秒間〜数分間体内に留まり、他は数日間、数週間または数ヶ月以内にわたり埋め込まれる。非永久器具には、例えばカテーテル、チューブ、静脈内チューブおよび縫合糸がある。
【0119】
ここで記載されている“医薬化合物”とは、粉末、懸濁液、乳濁液、粒子、フィルム、ケークまたは成形品の形をとる薬物に関する。薬物は独立して存在しても、または医療器具の成分として配合させてもよい。
【0120】
“加圧室”という用語は、内圧が大気圧より高いレベルに上げられる容器または室に関する。
【0121】
“パッケージ”という用語は、医療器具が入れられるおよび/または輸送される入れ物に関する。パッケージには、バッグ、ブリスターパック、熱収縮パッケージ、ボックス、アンプル、ボトル、チューブ、トレーなどまたはそれらの組合せを含めて、様々な種類の物質がある。各部材はいくつか個別タイプのパッケージに入れて輸送してもよく、例えば部材はバッグに入れ、次いでトレーに入れ、次いでボックスに入れてもよい。アセンブリー全体で殺菌および輸送してもよい。パッケージ物質として、パーチメント紙、多層ポリエチレン、ナイロン6、ポリエチレンテレフタレート(PET)、ポリ塩化ビニル‐酢酸ビニルコポリマーフィルム、ポリプロピレン、ポリスチレンおよびエチレン‐酢酸ビニル(EVA)コポリマーがあるが、それらに限定されない。
【0122】
“密封”という用語は、室またはパッケージの開口部を閉じることにより、外部雰囲気から室またはパッケージを隔離するプロセスに関する。密封は、加熱(例えば、ヒートシール)、接着剤の使用、クリンピング、冷間成形、ステープリングまたは加圧を含めて、様々な手段により行える。
【0123】
“ブリスターパック”という用語は、パッケージされた内容物を取出すために剥がすかまたは穴を開けられる蓋などを取付けた、硬質プラスチックボウルから構成されるパッケージに関する。蓋は、多くの場合、アルミニウム、またはTyvekのようなガス透過性膜製である。ブリスターパックは多くがブロー成形され、そのプロセスにおいてプラスチックはその変形温度以上に加熱され、そのとき加圧ガスがプラスチックを所要形状にする。
【0124】
“熱収縮パッケージ”という用語は、高い配向度を有するプラスチックフィルム、バッグまたはチューブに関する。加熱時に、配向鎖が縮んでパッケージが収縮し、多くの場合で医療器具の周りにぴったり貼りつく。
【0125】
“椎間板システム”という用語は、脊柱で脊骨を分ける人工板に関する。この系は1タイプの物質から構成されても、または複合構造、例えば金属端を有する架橋UHMWPEであってもよい。
【0126】
“バルーンカテーテル”という用語は、血管または類似物の内腔を広げるために用いられる器具として、当業界で知られているものに関する。バルーンカテーテルは通常膨張性チップ付の薄壁ポリマー器具であって、閉塞動脈、ステントを広げられ、または血圧を測るために用いられる。常用されるポリマーバルーンには、例えばポリエーテルブロックコポリアミドポリマー(PeBAXR)、ナイロンおよびポリエチレンテレフタレート(PET)バルーンがある。バルーンおよびカテーテルで用いられる常用ポリマー物質には、例えば、ポリエーテルおよびポリアミドのコポリマー(例えば、PeBAXR)、ポリアミド、ポリエステル(例えば、PET)、およびカテーテルの作製に用いられるエチレンビニルアルコール(EVA)がある。
【0127】
医療器具チューブ:静脈内チューブを含めて、医療器具チューブで用いられる物質には、ポリ塩化ビニル(PVC)、ポリウレタン、ポリオレフィンおよびブレンドまたは合金、例えば熱可塑性エラストマー、ポリアミド/イミド、ポリエステル、ポリカーボネートまたは様々なフルオロポリマーがある。
【0128】
“ステント”という用語は、血管のような体内管腔を広げておくために用いられる金属またはポリマーケージ様器具として、当業界で知られているものに関する。ステントは通常潰れた状態で体内へ導入され、体内の望ましい箇所でバルーンカテーテルにより拡張されて、そこにそれらが留まる。
【0129】
“融解転移温度”とは、物質中の全結晶部分が消失する最低温度に関する。
【0130】
界面:本発明で“界面”という用語は、部材が他のピース(例えば、金属または非金属部材)と接触して、ポリマーと金属または他のポリマー物質との間に界面を形成するような配置をインプラントがとったときに形成される、医療器具の隙間として定義される。例えば、ポリマー‐ポリマーまたはポリマー‐金属の界面は、整形外科用関節および人工骨部品、例えば人工股、膝、肘または足首のような医療用人工器具に存在する。
【0131】
ポリエチレンと密接する工場組立ピースを組み込んだ医療用インプラントは、界面を形成している。ほとんどの場合、界面は、ガス殺菌プロセスに際して、エチレンオキシドガスまたはガスプラズマと容易には接触しえない。
【0132】
照射:本発明の一面において、放射、好ましくは電離のタイプが用いられる。本発明の他の面によると、約25kGy〜約1000kGyの電離放射線の線量が用いられる。放射線量は、約25kGy、約50kGy、約65kGy、約75kGy、約100kGy、約150kGy、約200kGy、約300kGy、約400kGy、約500kGy、約600kGy、約700kGy、約800kGy、約900kGy、約1000kGyまたは1000kGy以上、あるいはその辺りまたはその中間の整数値である。好ましくは、放射線量は約25kGy〜約150kGyまたは約50kGy〜約100kGyである。ガンマ線および/または電子ビームを含めた、これらタイプの放射線は、界面を有した医療用インプラントを汚染する可能性のある細菌、ウイルスまたは他の微生物を殺すかまたは不活化して、製品殺菌を行う。照射は、電子またはガンマ線照射であろうと、本発明によれば、酸素を含有した空気雰囲気中で行え、該雰囲気中の酸素濃度は少くとも1%、2%、4%または約22%以内、あるいはその辺りまたはその中間の整数値である。他面において、照射は不活性雰囲気中で行ってもよく、該雰囲気は窒素、アルゴン、ヘリウム、ネオンなどまたはそれらの組合せからなる群より選択されるガスを含有している。照射は真空中でも行える。
【0133】
本発明の好ましい特徴によると、照射は増感雰囲気下で行ってもよい。これは、ポリマー中に拡散しうるほど十分に小さな分子サイズであって、照射時に多官能性グラフト部分として作用する、ガス状物質からなる。例としては、置換または非置換多不飽和炭化水素;例えば、アセチレンのようなアセチレン系炭化水素;ブタジエンおよび(メタ)アクリレートモノマーのような共役または非共役オレフィン系炭化水素があるが、クロロトリフルオロエチレン(CTFE)またはアセチレン含有の一塩化イオウが特に好ましい。“ガス状”とは、増感雰囲気が、照射温度のとき、その臨界温度以上または以下において、気相で存在することを意味する。
【0134】
金属ピース:本発明によると、ポリマー物質と界面を形成するピースは、例えば金属である。ポリエチレンと機能的な関係にある金属ピースは、本発明によると、例えばコバルトクロム合金、ステンレス鋼、チタン、チタン合金またはニッケルコバルト合金製である。
【0135】
非金属ピース:本発明によると、ポリマー物質と界面を形成するピースは、例えば非金属である。ポリエチレンと機能的な関係にある非金属ピースは、本発明によると、例えばセラミック物質製である。
【0136】
不活性雰囲気:“不活性雰囲気”という用語は、1%以下の酸素を有する環境、更に好ましくは、殺菌プロセスに際して酸化させずにポリマー物質中のラジカルで架橋を形成させるような無酸化剤条件に関する。不活性雰囲気は、UHMWPEのようなポリマー物質を含有した医療器具を酸化させてしまうようなO2を避けるために用いられる。窒素、アルゴン、ヘリウムまたはネオンのような不活性雰囲気条件が、ポリマー製医療用インプラントを電離放射線で殺菌するために用いられる。
【0137】
窒素、アルゴン、ヘリウム、ネオンまたは真空のような不活性雰囲気条件は、医療用インプラントでポリマー‐金属および/またはポリマー‐ポリマーの界面を電離放射線で殺菌するためにも用いられる。
【0138】
不活性雰囲気条件とは、不活性ガス、不活性流体または不活性液体媒体、例えば窒素ガスまたはシリコンオイルにも関する。
【0139】
無酸素環境:“無酸素環境”とは、酸素21〜22%以下、好ましくは酸素2%以下の、ガス、例えば窒素を含有した環境に関する。無酸素環境の酸素濃度は、少くとも1%、2%、4%、8%、10%、12%、14%、16%、18%、20%、または約22%以下、あるいはその辺りまたはその中間の整数値でもよい。
【0140】
真空:真空という用語は、殺菌プロセスに際して酸化させずにポリマー物質中のラジカルで架橋を形成させるほどの、検知量のガスを有しない環境に関する。真空は、UHMWPEのようなポリマー物質を含有した医療器具を酸化させてしまうようなO2を避けるために用いられる。真空条件は、ポリマー製医療用インプラントを電離放射線で殺菌するために用いうる。
【0141】
真空条件は、市販の真空ポンプを用いて作り出せる。医療用インプラントでポリマー‐金属および/またはポリマー‐ポリマーの界面を電離放射線で殺菌するときにも、真空条件は用いうる。
【0142】
残留ラジカル:“残留ラジカル”とは、ポリマーがガンマ線またはe‐ビームのような電離放射線へ曝されたときに生じるラジカルに関する。ラジカルの一部は互いに再結合して架橋を形成するが、一部は結晶部分に捕捉される。捕捉されたラジカルは、残留ラジカルとしても知られている。
【0143】
本発明の一面によると、電離放射線(例えば、ガンマ線または電子ビーム)で生じるポリマー中の残留ラジカルレベルは、好ましくは電子スピン共鳴を用いて調べられ、ラジカルを減少させるため適切に処理される。
【0144】
殺菌:本発明の一面では、架橋UHMWPEのようなポリマー物質を含有した医療用インプラントの殺菌プロセスについて開示している。該プロセスは、例えば25〜70kGyの線量レベルで、ガンマ線または電子ビームでの電離線殺菌により、あるいはエチレンオキシドまたはガスプラズマでのガス殺菌により、医療用インプラントを殺菌することからなる。
【0145】
本発明の他の面でも、架橋UHMWPEのようなポリマー物質を含有した医療用インプラントの殺菌プロセスについて開示している。該プロセスは、例えば25〜200kGyの線量レベルで、ガンマ線または電子ビームでの電離線殺菌により、医療用インプラントを殺菌することからなる。殺菌の線量レベルは、照射に用いられる標準レベルより高い。これは、殺菌に際して、医療用インプラントを架橋または更に架橋させるためである。
【0146】
他面において、本発明は、界面を電離放射線で殺菌し、照射UHMWPEの融点(約137℃)以上へ媒体を加熱して結晶部分を除去し、残留ラジカルの再結合/除去を行わせ;ガス、例えばエチレンオキシドまたはガスプラズマで医療用インプラントを殺菌することからなる、他のピースへ圧縮成形して界面および連結ハイブリッド物質を形成させることで固化されたポリマー物質を含む、他のピースと接触している、架橋UHMWPEのようなポリマー物質を含有した医療用インプラントの殺菌プロセスについて開示している。
【0147】
加熱:本発明の一面では、ポリマー物質の融点に応じた時間で加熱することによる、製造プロセス時に医療用インプラントのポリマー部材へのドーピング後に、抗酸化剤の均一性を高めるプロセスについて開示している。例えば、好ましい温度は約137℃以下である。本発明の他の面では、酸素濃度が少くとも1%、2%、4%または約22%以内、あるいはその辺りまたはその中間の整数値である、空気中、酸素を含有した雰囲気中で行われる加熱ステップについて開示している。他面において、本発明は、インプラントが該不活性雰囲気と接触しながら行われる加熱ステップについて開示しており、該不活性雰囲気は窒素、アルゴン、ヘリウム、ネオンなどまたはそれらの組合せからなる群より選択されるガスを含有している。他面において、本発明は、不活性流体媒体のような非酸化性媒体とインプラントが接触しながら行われる加熱ステップについて開示しており、該媒体は約1%以下の酸素を含有している。他面において、本発明は、インプラントが真空中に存在しながら行われる加熱ステップについて開示している。
【0148】
本発明の他面において、抗酸化剤の均一性を低下/増加させるためのインプラントの加熱方法が記載されている。UHMWPEのようなポリマー原料を含有した医療器具は、通常、抗酸化剤のドーピングステップ後に、約137℃以下の温度へ加熱される。医療器具は、抗酸化剤の望ましい均一性に達するまで、不活性媒体中で加熱され続ける。
【0149】
“融点以下”または“融解以下”という用語は、ポリエチレン、例えばUHMWPEの融点以下の温度に関する。“融点以下”または“融解以下”という用語は、ポリエチレンの融点に応じて変動する145℃以下の温度、例えば145℃、140℃または135℃に関し、これは処理されるポリエチレンの性質、例えば分子量平均および範囲、バッチ偏差などにも依存する。融解温度は、典型的には、10℃/分の加熱速度で示差走査熱量計(DSC)を用いて測定される。こうして測定されたピーク融解温度は融点と称され、例えば、ある種類のUHMWPEの場合は約137℃である。融解温度を調べて、照射およびアニール温度を求めるためには、出発ポリエチレン物質で融解試験を行うことが望ましい。
【0150】
“アニール”という用語は、ポリマーをそのピーク融点以下に加熱することをいう。アニール時間は少くとも1分間〜数週間にわたる。一面において、アニール時間は約4時間〜約48時間、好ましくは24〜48時間、更に好ましくは約24時間である。“アニール温度”とは、本発明によるアニールの熱条件に関する。
【0151】
“接触”という用語は、増感剤がその所定機能を発揮しうるように、物理的に接近していること、または触れ合うことをいう。好ましくは、ポリエチレン構造体またはプレフォームは、それが増感剤に浸漬されて、確実に接触が十分となるように、十分接触される。浸漬とは、適切な温度で十分な時間にわたり特定の環境下にサンプルを置くこと、例えば抗酸化剤の溶液中にサンプルを浸漬すること、と定義される。該環境は、室温から物質の融点以下の温度までにわたる温度へ加熱される。接触時間は少くとも約1分間〜数週間にわたり、期間は環境の温度に応じて変わる。
【0152】
“非酸化性”という用語は、空気中80℃オーブンで5週間にわたりポリマー物質をエージングした後、約0.5未満の酸化指数(A.U.)を有するポリマー物質の状態に関する。そのため、非酸化性架橋ポリマー物質は、エージング期間後、約0.5未満の酸化指数(A.U.)を通常示す。
【0153】
ドーピング:ドーピングとは、当業界で周知のプロセスに関する(例えば、US特許No.6,448,315および5,827,904参照)。これに関して、ドーピングとは、通常、ここで記載されているように、ある条件下でポリマー物質を抗酸化剤と接触させること、例えば超臨界条件下でUHMWPEを抗酸化剤でドープすることに関する。
【0154】
更に詳しくは、固化ポリマー物質は、抗酸化剤の溶液に該物質を浸すことにより、抗酸化剤でドープされる。こうして抗酸化剤をポリマー中へ拡散させる。例えば、物質は100%抗酸化剤に浸される。物質は抗酸化剤溶液に浸してもよく、抗酸化剤濃度を希釈するためにキャリア溶媒が用いうる。抗酸化剤の拡散深さを増すために、物質は高温、高圧および/または超臨界流体の存在下で、長期間にわたりドープしてもよい。
【0155】
ドーピングプロセスは、約1時間〜数日間、好ましくは約1時間〜24時間、更に好ましくは1時間〜16時間にわたる、ビタミンEのような抗酸化剤への、ポリマー物質、医療用インプラントまたは器具の浸漬からなる。抗酸化剤は室温または約160℃以下に加熱され、ドーピングは室温または約160℃以下で行われる。好ましくは、抗酸化剤が100℃に加熱され、ドーピングが100℃で行われる。
【0156】
ドーピングステップに続き、ポリマー物質、医療用インプラントまたは器具内で抗酸化剤の均一性を改善するために、空気中または無酸素環境で加熱ステップを行ってもよい。加熱はピーク融点で、またはそれ以上もしくはそれ以下で行われる。
【0157】
本発明の他の面において、医療器具はパッケージ化および殺菌前に清浄化される。
【0158】
本発明は下記例で更に説明されているが、これらは本発明を決して限定するものではない。
【例】
【0159】
ビタミンE:別記されない限り、ビタミンE(AcrosTM99%D‐α‐トコフェロール,Fisher Brand)をここで記載された実験に用いた。用いられたビタミンEは色が非常に薄い黄色で、室温で粘稠な流体である。その融点は2〜3℃である。
【0160】
例1.ビタミンEと混合されたUHMWPE樹脂の固化
ビタミンEをエタノールに溶解させて、10%(w/v)ビタミンE濃度の溶液を得た。次いで、ビタミンE‐エタノール溶液をGUR1050超高分子量ポリエチレン(UHMWPE)樹脂とドライブレンドした。2バッチを調製した:一方は0.1%(w/v)、他方は0.3%(w/v)のビタミンE濃度であった。ビタミンE濃度はエタノールの蒸発後に調べた。次いで、両バッチを空気中230℃の温度でCarver実験用ベンチプレスで固化させた。0.1%(w/v)溶液は暗黄色となり、0.3%(w/v)溶液は褐色となった。変色は固化UHMWPEブロック全体にわたり均一であった。
【0161】
変色は、酸素の存在下で加熱されたときにおける、ビタミンEの分解の結果であると考えられた。
【0162】
例2.空気中または真空中で熱に曝されたときにおけるビタミンEの変色
ビタミンE変色が高温での曝気のせいかどうか、および真空下でビタミンEを加熱することにより変色が避けられるかどうかを調べるために、実験を行った。
【0163】
ここで記載されたような1滴のビタミンE溶液を実験用ガラススライド上に置いた。次いで、ガラススライドを空気中で1時間にわたり空気対流式オーブン中で180℃に加熱した。ビタミンEはその色を暗褐色に変化させた。変色はほぼ確実にビタミンEの分解のせいであった。
【0164】
1滴のビタミンEを実験用ガラススライド上に置いた。次いで、ガラススライドを真空下で1時間にわたり真空オーブン中で180℃に加熱した。空気中で加熱する場合とは対照的に、ビタミンEは真空下で加熱後に認知可能な変色を示さなかった。したがって、空気または酸素の不在下では、ビタミンEの熱処理で認知可能な変色を呈さない。
【0165】
例3.無酸素環境下におけるUHMWPE/ビタミンEの固化
ビタミンEをエタノールに溶解させて、溶液を得る。GUR1050ポリエチレン樹脂を真空下で脱気させるか、または無酸素環境下に置いて、溶解酸素を実質的に除去する。次いで、ビタミンE‐エタノール溶液をGUR1050ポリエチレン樹脂とドライブレンドする。2バッチを調製する:一方は脱気GUR1050、他方は受け入れたままのGUR1050ポリエチレン樹脂である。次いで、ドライブレンド混合物をCarver実験用ベンチプレスで別々に固化させる。固化素材の変色を最少化するために、固化は無酸素環境下で行える。
【0166】
例4.0.1%および0.3%ビタミンEで処理されたピンのピン・オン・ディスク(POD)磨耗試験
UHMWPEの架橋効率に及ぼすビタミンEの効果を調べるために、実験を行った。ビタミンE(α‐トコフェロール)を、2種の濃度、例えば0.1%および0.3%重量/容量で、GUR1050UHMWPE粉末と混合し、固化させた。ブロックへのUHMWPEの固化は圧縮成形により行った。コントロールとして用いるために、1つの追加固化をビタミンE添加物なしで行った。3種の固化ブロックを機械で半分割し、各々の半分を真空下でパッケージ化し、ガンマ線(Steris,Northborough,MA)で100kGyまで照射した。
【0167】
円筒形ピンを、直径9mmおよび長さ13mmで、照射ブロックから切り出した。ピンを最初に空気中80℃で5週間にわたり促進エージングに付し、次いで二方向ピン・オン・ディスク(POD)で試験した。POD試験を合計200万サイクルで行い、50万サイクル毎に磨耗を重量評価した。試験は、減摩剤として牛血清の存在下、2Hzの周波数で行った。
【0168】
放射履歴およびビタミンEのないUHMWPEの典型的磨耗速度は、約8.0mg/百万サイクルである。100kGy照射ビタミンE添加ピンの磨耗速度は、各々0.1%および0.3%ビタミンE濃度の場合、2.10±0.17および5.01±0.76mg/百万サイクルであった。耐磨耗性の低下は、高いビタミンE含有率の方が少ない。
【0169】
ビタミンE含有率を増加させると、ポリエチレンの放射線起因長期酸化不安定性は減少しうる。換言すると、UHMWPEの照射後酸化に対する抵抗性の改善が、ビタミンEとのブレンドにより行いうるのである。しかしながら、高照射線量で得られるUHMWPEの架橋密度は、混合物中におけるビタミンE含有率の濃度増加に伴い減少する。
【0170】
例5.固化ポリエチレン中へのビタミンEの拡散
1滴のビタミンEを空気中で固化GUR1050UHMWPEの機械加工表面上に置いた。6時間後に、ビタミンE滴はその機械加工表面上でもはや目に見えず、それがポリエチレン中へ拡散したことを示していた。
【0171】
例6.照射ポリエチレン中へのビタミンEの拡散
100kGyの線量レベルでガンマ線を用いて、圧縮成形GUR1050UHMWPE(Perplas,Lanchashire,UK)に照射した。直径9mmおよび高さ13mmの円筒形ピン(n=10)を照射素材から機械で作製した。ピン5本(n=5)の基礎表面のうち一方をビタミンEで湿潤させた。他のピン5本はコントロールサンプルとして用いた。2群のピンを空気中室温で16時間置いた。次いで、それらを促進エージングのために空気中80℃で対流式オーブンに入れた。
【0172】
エージングされたピンを5週間後にオーブンから取り出して、酸化の程度を調べた。最初に、ピンを円筒の軸に沿い半分に切った。次いで一方のカット表面をミクロトームで切片(150〜200μm)化し、BioRad UMA 500赤外線顕微鏡を用いて、円筒の基礎表面の一方に相当する端部からの距離の関数として赤外線スペクトルを集めた。ビタミンE処理ピンの場合、酸化レベルはビタミンEで湿潤された基礎表面から定量した。
【0173】
対応ベースラインを差し引いた後、カルボニル振動(1740cm−1)域を1370cm−1のメチレン振動域に対して標準化することにより、酸化指数を計算した。
【0174】
照射ポリエチレンの表面へのビタミンEの適用により、酸化レベルは実質的に減少した。したがって、この方法は、例えばポリマー物質を含有した医療器具で、照射ポリエチレンの長期酸化安定性を改善するために用いうる。
【0175】
例7.ポリエチレン中へのビタミンEの拡散、次いで照射
圧縮成形GUR1050UHMWPE(Perplas,Lanchashire,UK)を一辺19mmのキューブ(n=4)に機械加工した。2キューブの表面をビタミンEで湿潤させ、室温で16時間置いた。残り2キューブをビタミンEの添加なしで置いた。ビタミンE添加および非添加の各群のうち1キューブを無酸素環境(例えば、約2%酸素)下でパッケージ化し、各群の残り5キューブを空気中でパッケージ化した。100kGyの線量レベルでガンマ線を用いて、各パッケージ内のキューブに照射した。
【0176】
照射キューブをパッケージから取り出し、促進エージングのために空気中80℃でオーブンに入れた。
【0177】
エージングされたキューブを5週間後にオーブンから取り出して、酸化の程度を調べた。最初に、キューブを半分に切った。次いで、カット表面の一方をミクロトームで切片(150〜200μm)化し、BioRad UMA 500赤外線顕微鏡を用いて、一端からの距離の関数として赤外線スペクトルを集めた。
【0178】
対応ベースラインを差し引いた後、カルボニル振動(1740cm−1)域を1370cm−1のメチレン振動域に対して標準化することにより、酸化指数を計算した。
【0179】
空気または無酸素環境中での照射前における、ポリエチレンの表面へのビタミンEの適用により、酸化レベルは実質的に減少した。したがって、この方法はポリエチレンの長期酸化安定性を改善するために用いられ、殺菌および/または架橋ポリマー物質、例えばポリマー物質を含有した医療器具に後で照射されることになる。
【0180】
例8.高度架橋医療器具の作製
脛骨膝インサートを圧縮成形GUR1050UHMWPEから機械で作製する。次いで、該インサートを100%ビタミンEまたはビタミンEの溶液に浸す。インサート中へのビタミンEの拡散は温度および/または圧力を高めることにより促進され、これは空気中または不活性もしくは無酸素環境中で行える。望ましいビタミンE拡散レベルに達した後、インサートを空気中または不活性もしくは無酸素環境中でパッケージ化する。次いで、パッケージ化インサートを100kGy線量まで照射する。照射は次の2目的に役立つ:(1)ポリエチレンを架橋して、耐磨耗性を改善する;および(2)インプラントを殺菌する。
【0181】
この例において、ポリエチレンインプラントは、金属のような他の物質と界面を接するものを含めて、いかなるポリエチレン医療器具であってもよい。この例は、全関節形成術で用いられるノンモジュール金属バックドポリエチレン部材である。
【0182】
例9.ポリエチレン中へのビタミンEの拡散
UHMWPE中への合成ビタミンE(DL‐α‐トコフェロール)の拡散について調べる実験を行った。固化GUR1050UHMWPE(Perplas,Lancashire,UK)を2cmのキューブに機械加工した。キューブをドーピング用のα‐トコフェロール(Fisher Scientific,Houston,TX)に浸した。ドーピングはオーブン中窒素パージ下で行った。キューブを0.5〜0.6atm窒素圧下25℃、100℃、120℃または130℃で16時間ドープしたが、これは最初にオーブンを窒素でパージし、次いで真空に付し、次いで窒素の量を調整することにより適用した(25℃を除くすべての場合で、空気中大気圧で行った)。ドーピング後、サンプルをエタノールですすいで、キューブの表面から過剰のα‐トコフェロールを除去した。赤外線顕微鏡観察を行い、自由表面からの深さの関数としてα‐トコフェロールの特徴的吸収を測定することにより、ポリエチレン中へのα‐トコフェロール拡散の程度を定量した。
【0183】
α‐トコフェロールでドープされたキューブを機械で半分割し、LKB Sledge Microtome(Sweden)を用いて切片(約100μm薄片)化した。BioRad UMA 500赤外線顕微鏡(Natick,MA)を用いてこの切片を分析した。キューブの自由表面側の一端からの深さの関数として、50×50μmの孔径で赤外線スペクトルを集めた。典型的にはビタミンEで生じる吸光度、即ち1226〜1275cm−1波数の吸光度を定量することにより、スペクトルを分析した。吸光度下の面積を積分し、1850〜1985cm−1の対照吸光度ピークに対して標準化した。ビタミンE吸光度および対照吸光度双方の積分では、各ベースラインを除外した。標準化された値がビタミンE指数と称される。
【0184】
図1は、4つの異なる温度(25℃、100℃、120℃および130℃)でドープされたポリエチレンキューブの拡散特性を示している。ポリエチレン中α‐トコフェロール拡散の深さは、大気圧下において、25℃の400μmから130℃の3mmまで、温度に伴い増加した。
【0185】
抗酸化剤の拡散深さおよび均一性は、ビタミンEのこの例の場合において、ドーピング温度を変えることにより変化させうる。
【0186】
例10.ビタミンE含有および非含有UHMWPEの人工エージング
照射UHMWPEの熱酸化安定性に及ぼすビタミンEの効果について調べる実験を行った。2個の同一円筒形ピン(直径9mmおよび高さ13mm)を、ガンマ線で100kGyまで照射されたUHMWPEブロックから機械で作製した。一方の円筒形ピンの一底面を天然ビタミンE(DL‐α‐トコフェロール)で被覆し、他のピンは無処理のままにしておいた。次いで、双方のピンをオーブン中80℃で空気中5週間にわたり促進エージングに付した。エージング後に、ピンをミクロトームに付し、円筒底面の双方に対して垂直に200μm薄片を作製した。次いで、ミクロトーム切片(各200μm)をBioRad UMA 500赤外線顕微鏡で分析した。ビタミンE曝露円筒底面に相当するミクロトーム切片の端部からの深さの関数として、赤外線スペクトルを集めた。1680〜1780cm−1波数のカルボニル吸収度を定量することにより、スペクトルを分析した。吸光度下の面積を積分し、1330〜1390cm−1の対照吸光度ピーク下の面積に対して標準化した。カルボニル吸光度および対照吸光度双方の積分では、各ベースラインを除外した。標準化された値が酸化指数と称される。
【0187】
無処理UHMWPEピンサンプルは、ビタミンE処理ピンの場合より約6倍高い酸化指数を示した。
【0188】
例11.ビタミンEドーピングで改善された耐酸化性
圧縮成形GUR1050UHMWPEブロック(Perplas Ltd.,Lancashire,UK)(直径3インチ)を真空中で111kGyの線量までガンマ線照射した(Steris Isomedix,Northborough,MA)。照射ブロックを寸法約2cm×2cm×1cmの半キューブに機械加工した。
【0189】
4群の半キューブをドーピング用のα‐トコフェロール(α‐D,L‐T,Fischer Scientific,Houston,TX)に浸した。RT1群の半キューブは室温で1時間浸した。RT16群の半キューブは室温で16時間浸した。100C1群の半キューブは100℃で1時間浸した。100C16群の半キューブは100℃で16時間浸した。各群で半キューブは合計3個であった。加えて、3群の熱コントロールを各群3個の半キューブで作製した。TCRT群は、照射ブロックの1つから機械加工された半キューブであった。TC100C1群は、空気中で100℃に1時間加熱された半キューブであった。TC100C16群は、空気中で100℃に16時間加熱された半キューブであった。
【0190】
次いで、上記の浸漬および熱コントロール半キューブを皿洗い機でクリーニングした。クリーニングは、ポータブルKenmore皿洗い機(Sears Inc.,Hoffman Estates,IL)により、すすぎおよび熱乾燥付きの標準サイクルで行った。クリーニング中、すべての半キューブ試験サンプルを直径2インチの円筒形非弾性ポリエチレンメッシュに入れ、末端で閉じた。こうして、サンプルが動き回らずに、クリーニング液が行き渡ることを確かにした。ElectrasolTM(Reckitt Benckiser Inc.,Berkshire,UK)をクリーニング剤として用いた。
【0191】
クリーニング後、サンプルを促進エージングに付して、照射UHMWPEの酸化安定性に及ぼす、異なる条件下でのトコフェロールドーピングの効果を調べた。サンプルをオーブン中80℃で空気中5週間置くことにより、促進エージングを行った。
【0192】
エージング後、半キューブを半分に切り、ミクロトームに付し、一方の2cm×2cm表面に対して垂直に200μm薄片を作製した。次いで、ミクロトーム切片(各200μm)をBioRad UMA 500赤外線顕微鏡で分析した。トコフェロールに浸され、更にエージング中空気に曝された表面に相当するミクロトーム切片の端部からの深さの関数として、赤外線スペクトルを集めた。1680〜1780cm−1波数のカルボニル吸収度を定量することにより、スペクトルを分析した。吸光度下の面積を積分し、1330〜1390cm−1の対照吸光度ピーク下の面積に対して標準化した。カルボニル吸光度および対照吸光度双方の積分では、各ベースラインを除外した。標準化された値が酸化指数と称される。
【0193】
各ミクロトーム切片の最大酸化値を計算し、上記各群から3切片の平均が表1で示されている。室温にてトコフェロールでドープされたUHMWPEで111kGy照射、クリーニングおよびエージングされたサンプルに関する熱コントロールが、高レベルの酸化を示した。1時間および16時間かけた、照射、トコフェロールドープ、クリーニングおよびエージングされたサンプルの平均最大酸化レベルは、ドープされなかったが、同様の熱履歴を有する各熱コントロールより低かった。
【0194】
これらの結果は、洗浄および乾燥によるクリーニングがUHMWPE中へ拡散したトコフェロールを除去したりせず、トコフェロールが強エージング条件下で高線量照射UHMWPEの酸化から防御したことを示している。
【0195】
【表1】

【0196】
100℃で1時間にわたりトコフェロールでドープされたUHMWPEで111kGy照射、クリーニングおよびエージングされたサンプルに関する熱コントロール(TC100C1群)は、対応トコフェロールドープド試験サンプル(100C1群)より高い酸化レベルを示した。同様に、100℃で16時間にわたりトコフェロールでドープされたUHMWPEで111kGy照射、クリーニングおよびエージングされたサンプルに関する熱コントロール(TC100C16群)は、トコフェロールドープド試験サンプル(100C16群)より高い酸化レベルを示した。熱コントロールと試験サンプルの酸化レベルは、1時間および16時間の浸漬時間で有意差を示さなかった。100℃のドープドサンプルに関する酸化レベルは、室温でドープされたものより低かった。
【0197】
図2は、各試験群(TCRT群、RT1群、RT16群、TC100C16群、100C1群、TC100C1群および100C16群)の代表的エージドキューブの1つへの深さの関数として、酸化指数特性を示している。
【0198】
例12:バルーンカテーテルの電離線殺菌
バルーンおよびステントで薬物コーティングの使用が増しているが、その使用は多くの場合でエチレンオキシド殺菌の使用を妨げている。加えて、磨耗性の改善が、金属ステントを拡張させるために用いられるバルーンで望まれている。ポリエチレンバルーンを室温圧力下で16時間にわたりビタミンEに浸す。次いで、バルーンを25〜100kGyの線量レベルで電離放射線に曝す。放射線は薬物に影響を与えることなく部材を殺菌し、磨耗性を改善するようにポリエチレンを架橋する。残留ラジカルに起因する酸化は、ビタミンEの存在により最少化させうる。
【0199】
例13:パッケージ化物質の耐酸化性改善
ポリエチレンフィルム製のパッケージを室温でビタミンEに浸し、圧力下で16時間保つ。次いで、パッケージを線量25〜40kGyで電離放射線により殺菌する。パッケージは、パッケージの機械的一体および気体遮断性の双方に影響を与えうる酸化性脆化から防御されている。
【0200】
例14:UHMWPEの照射およびドーピング
次のように処理された:(1)65kGyまでガンマ線照射された、(2)100kGyまでガンマ線照射された、および(3)未照射のGUR1050UHMWPE製の3種の異なる棒素材から、キューブ(一辺20mm)を機械で作製した。該キューブを室温で16時間にわたりビタミンE(DL‐α‐トコフェロール)へ浸すことでドープした。一方は65kGyおよび他方は100kGy照射素材から機械で作製された2群のキューブをビタミンEでドーピング後にパッケージ化し、殺菌のため線量レベル25〜40kGyのガンマ線で再び照射した。未照射素材から機械で作製された残り1群のキューブは、ビタミンEでドーピング後にパッケージ化し、架橋および殺菌のため線量レベル125〜140kGyのガンマ線で再び照射した。
【0201】
例15:エージング前および後における照射およびビタミンEドープドUHMWPEのピン・オン・ディスク(POD)磨耗性
固化GUR1050UHMWPE棒素材に65kGyおよび100kGyでガンマ線照射した。POD磨耗試験用の円筒形ピン(直径9mmおよび高さ13mm)サンプルを照射棒素材から機械で作製した。サンプルを空気中室温で16時間にわたりビタミンE(α‐トコフェロール)でドープした。ドーピング後に、サンプルを27kGyの線量で更にガンマ線殺菌した。これら2群は、各々92kGyおよび127kGyの総放射線量であるため、α‐T‐92およびα‐T‐127と称される。
【0202】
円筒形サンプルの半分を空気中80℃で5週間にわたり促進エージングに付した。未エージドおよびエージドサンプル双方をPOD磨耗試験に付した。ピンの磨耗性は、矩形磨耗路でインプラント仕上コバルト‐クロム壁面へピンを擦り付けることにより、2Hzの周波数で特注二方向ピン・オン・ディスク磨耗試験機で試験した(Muratoglu et al.,Biomaterials,20(16):1463-1470,1999)。ピーク接触応力は試験に際して6MPaであった。子牛血清を減摩剤として用い、50万サイクル毎に磨耗を重量で定量した。最初に、ピンを200,000サイクルのPOD試験に付して、表面の拡散または粗さとは無関係の定常状態磨耗速度に到達させた。次いで、各群のうちピン3本を合計200万サイクルで試験した。磨耗速度を磨耗vs.20万〜200万サイクルのサイクル数の直線回帰として計算した。ドーピングおよびエージングされた架橋ポリエチレンの磨耗速度が表2で示されている。
【0203】
【表2】
【0204】
ドープドサンプルの磨耗性はエージング前後で同等であり、拡散により取込まれた抗酸化剤の存在が照射ポリエチレンを酸化から防御し、こうしてエージング後における磨耗増加を防ぐことを示していた。典型的には、100kGy照射UHMWPEの磨耗速度は約1mg/百万サイクルである(Muratoglu et al.,Biomaterials,20(16):1463-1470,1999)。105kGy照射UHMWPEのエージングは、その磨耗速度を20mg/サイクル以上に増加させうる(Muratoglu et al.,Clinical Orthopaedics & Related Research,417:253-262,2003)。
【0205】
例16:ポリエーテルブロックコポリアミドバルーンの酸化安定性
ポリエーテルブロックコポリアミドポリマー(PeBAXR)製のバルーンをパッケージ化後にガンマ線または電子ビームで殺菌する。ラジカル生成のせいでこれらの物質に酸化脆化の心配があるため、ラジカルの消滅は長期保存寿命(例えば、3年保存寿命)を確保する上で必須である。高温へ曝されたときに高度整列ポリマー鎖が弛緩して、半径方向および軸方向収縮することを考えると、これらの物質は照射後に熱処理できないのである。
【0206】
ポリエーテルブロックコポリアミドバルーンをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。バルーンをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、望ましくない架橋も減らせる。
【0207】
例17:ナイロンバルーンの酸化安定性
ナイロンポリマー製のバルーンをパッケージ化後にガンマ線または電子ビームで殺菌する。ラジカル生成のせいでこれらの物質に酸化脆化の心配があるため、ラジカルの消滅は3年保存寿命を確保する上で必須である。高温へ曝されたときに高度整列ポリマー鎖が弛緩して、半径方向および軸方向収縮することを考えると、これらの物質は照射後に熱処理できないのである。
【0208】
ナイロンバルーンをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。バルーンをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、望ましくない架橋も減らせる。
【0209】
例18:ポリエチレンテレフタレートバルーンの酸化安定性
ポリエチレンテレフタレート(PET)ポリマー製のバルーンをパッケージ化後にガンマ線または電子ビームで殺菌する。ラジカル生成のせいでこれらの物質に酸化脆化の心配があるため、ラジカルの消滅は長期保存寿命(例えば、3年保存寿命)を確保する上で必須である。高温へ曝されたときに高度整列ポリマー鎖が弛緩して、半径方向および軸方向収縮することを考えると、これらの物質は照射後に熱処理できないのである。
【0210】
PETバルーンをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。バルーンをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、望ましくない架橋も減らせる。
【0211】
例19:複合材バルーンの酸化安定性
ポリエチレン、PET、ポリエーテルブロックコポリアミド、ポリ酢酸ビニルおよびナイロンを含むポリマーの組合せから作製された複合材バルーンを、パッケージ化後にガンマ線または電子ビームで殺菌する。ラジカル生成のせいでこれらの物質に酸化脆化の心配があるため、ラジカルの消滅は長期保存寿命(例えば、3年保存寿命)を確保する上で必須である。高温へ曝されたときに高度整列ポリマー鎖が弛緩して、半径方向および軸方向収縮することを考えると、これらの物質は照射後に熱処理できないのである。
【0212】
これらの複合材バルーンをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。バルーンをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、望ましくない架橋も減らせる。
【0213】
例20:ポリプロピレン製医療器具の殺菌
ポリプロピレンは、多くの場合射出成形で、シリンジ、バイアルおよび他の多くの器具を作製するために、医療産業で広く用いられている。ポリプロピレンは、ガンマ線または電子ビームによる電離線殺菌あるいはエチレンオキシドまたはガスプラズマによるガス殺菌へ付されたときに、酸化分解を示すことが知られている。
【0214】
ポリプロピレン製シリンジをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。シリンジをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、望ましくない架橋も減らせる。
【0215】
例21:軟質ポリ塩化ビニル製チューブの殺菌
チューブを含む様々な医療器具で軟質ポリ塩化ビニル(PVC)が用いられている。エチレンオキシドで予め殺菌されていても、多くの製造業者はガンマ線または電子ビームを用いて殺菌している。電離放射線への曝露で、これらの物質はしばしば褐変および黄変するが、これは酸化のせいであると考えられている(Medical Plastics and Biomaterials Magazine,March,1996,Douglas W.Luther and Leonard A.Linsky)。抗酸化剤がメカニカルミキサーまたは押出機でPVC中に配合されると、黄変は減る。
【0216】
PVCチューブをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。チューブをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、PVC材の色安定化および保存寿命の改善をもたらす。
【0217】
例22:ドーピング後のアニール
ドーピング後は、より均一な抗酸化剤分布を得るためにアニールが行える。未照射UHMWPEキューブを130℃で96時間にわたり未希釈α‐トコフェノールへ浸すことによりドープした。キューブ1個を機械で半分割し、ミクロトームに付した。例9で記載されたように、赤外線顕微鏡を用いてミクロトーム切片を分析し、ドーピング中に自由であった表面側からの深さの関数としてビタミンE指数を調べた。ドーピング後に、他のドープドキューブを130℃で様々な時間にわたりアニールした。赤外線顕微鏡を用いて、ドープおよびアニールされたキューブも分析し、アニール時間の関数としてビタミンE指数特性の変化を調べた。図3は、ドープされた並びにドープおよびアニールされたキューブで調べられた拡散特性を示している。アニールされなかったサンプルで、表面濃度は内部よりかなり高かったが、同温度で100時間アニールされたサンプルはほぼ均一な特性を示した。したがって、ドーピング後のアニールは、ホストポリマー全体で抗酸化剤分布の均一性を増すために用いうるのである。アニールの温度および時間は、ここで記載されたようにパラメーター分析を行うことにより調整しうる。
【0218】
例23:UHMWPEの加工順序
UHMWPEは、例えば図4および5で略記されているように、様々な段階において抗酸化剤でドープしうる。
【0219】
記載、具体例およびデータは、例示態様を示しているが、説明のためであって、本発明を限定するものではない、と理解すべきである。本発明内における様々な変更および修正が、ここに含まれる考察、開示およびデータから当業者に明らかとなるであろうが、これらも本発明の一部と考えられる。
【図面の簡単な説明】
【0220】
【図1】図1は、室温、100℃、120℃および130℃におけるUHMWPE中へのビタミンE拡散の浸透深さを示す。
【図2】図2は、数試験群(TCRT群、RT1群、RT16群、TC100C16群、100C1群、TC100C1群および100C16群)の代表的エージド(aged)キューブの1つへの深さの関数として、酸化指数特性を示す。
【図3】図3は、後に行われた130℃でのアニール時間の関数として、130℃で96時間ドープされた未照射UHMWPE中へのビタミンEの拡散特性を示す。
【図4】図4は、UHMWPEを加工し様々な段階でドープする順序の例を概略で示す。
【図5】図5は、UHMWPEを加工して様々な段階でドープする順序の例を概略で示す。
【発明の分野】
【0001】
本出願は、2003年1月16日付で出願されたUS出願No.60/440,389に優先権を主張しており、その全体が参考のためここに組み込まれる。
【0002】
本発明は、ポリマー物質を含んでなる耐酸化性医療器具の製造方法に関する。ポリエチレンを抗酸化剤、例えばビタミンEでドープする方法、そこで用いられる物質も提供される。
【発明の背景】
【0003】
耐酸化性架橋ポリマー物質、例えば超高分子量ポリエチレン(UHMWPE)が医療器具で望まれており、それは器具の耐磨耗性を著しく高めるからである。好ましい架橋方法はUHMWPEを電離放射線に曝すことによる。しかしながら、電離放射線は、架橋に加えて、酸化性脆化の原因となる残留ラジカルも発生させる。結晶を除いて、残留ラジカルを互いに再結合させるために、照射後に融解が用いられる。残留ラジカルに伴う酸化ポテンシャルを下げるためにも、照射に次いで融解が用いられる。しかしながら、照射後融解はUHMWPEの結晶性を低下させ、ひいてはUHMWPEの降伏強さ、極限引張強さ、モジュラスおよび疲れ強さを減少させる。高い耐疲労性を要求するある用途では、このような(照射および融解された)高度架橋UHMWPEは適切でない;即ち、長期間におよぶ疲れ破損が医療器具の性能を損ないうるからである。したがって、融解なしに残留ラジカルまたは残留ラジカルの酸化作用を除去する必要性がある。このような方法によれば、照射UHMWPEの結晶性を保ちながら、機械的性質および耐疲労性も保てるであろう。
【0004】
固化(consolidation)前におけるポリエチレン粉末と抗酸化剤との混合がポリエチレン物質の耐酸化性を改善しうることは、通常知られている。抗酸化剤、例えばビタミンEおよびβ‐カロテンが、耐磨耗性を改善しようとする試みに際して、数名の研究者らによりUHMWPE粉末または粒子と混合された(Mori et al.p.1017,Hand-out at the 47th Annual Meeting,Orthopaedic Res Soc,February 25-28,2001,San Francisco,CA;McKellopら.WO01/80778;Schaffnerら.EP0995450;Hahn D.US5,827,904;Lidgrenら.US6,448,315参照)。Moriらは、照射が抗酸化剤ドープド(doped)ポリエチレンの耐酸化性を低下させないことも記載していた。研究者ら(McKellopら.WO01/80778;Schaffnerら.EP0995450;Hahn D.US5,827,904;Lidgrenら.US6,448,315参照)は、耐酸化性ポリエチレンを得るために、ポリエチレン粉末を抗酸化剤と混合し、次いで抗酸化剤‐粉末ミックスを固化させることを記載していた。樹脂粉末、フレークまたは粒子をビタミンEと混合してから、固化させると、ポリマー物質の色が黄色に変化する(例えば、US6,448,315参照)。加えて、照射前におけるUHMWPEへの抗酸化剤の添加は、照射に際してUHMWPEの架橋を妨げることがある。しかしながら、架橋はポリマーの耐磨耗性を増すために必要である。したがって、医療用インプラントまたはそのポリマー部材を、その固化された固体形態で、例えば原材、機械加工品または成形品で、抗酸化剤でドープすることが好ましいであろう。しかしながら、これは従来不可能であった。
【発明の要旨】
【0005】
本発明は、一般的に、1種以上のポリマー物質から構成される耐酸化性医療器具の製造方法に関する。更に詳しくは、本発明は、架橋ポリエチレン、例えば架橋超高分子量ポリエチレン(UHMWPE)を含有した抗酸化剤ドープド医療器具の製造方法、およびそこで用いられる物質に関する。更に詳しくは、本発明は、残留ラジカル含有架橋ポリエチレン、例えば照射超高分子量ポリエチレン(UHMWPE)を含有した抗酸化剤ドープド非酸化性医療器具の製造方法、およびそこで用いられる物質に関する。
【0006】
一面において、本発明は、a)電離放射線で照射された固化架橋ポリマー物質を用意し;およびb)固化架橋ポリマー物質を抗酸化剤で拡散によりドープするステップからなる、架橋ポリマー物質の製造方法を提供する。
【0007】
他面において、本発明は、a)電離放射線で照射された固化架橋ポリマー物質を用意し;b)固化架橋ポリマー物質を抗酸化剤で拡散によりドープし;およびc)固化架橋ポリマー物質の融点以下の温度まで固化架橋ポリマー物質を加熱するステップからなる、架橋ポリマー物質の製造方法を提供する。
【0008】
他面において、本発明は、架橋ポリマー物質がエタノールのようなアルコール中で約50重量%の抗酸化剤の溶液に浸され、架橋ポリマー物質がCO2のような超臨界流体中において抗酸化剤で拡散される、架橋ポリマー物質の製造方法を提供する。
【0009】
他面において、本発明は、a)固化架橋ポリマー物質を加圧室へ入れ;b)室内を抗酸化剤で、ニート形(約100%)で、または抗酸化剤およびアルコール、例えばエタノールの50%混合液のような溶液で満たし;およびc)固化架橋ポリマー物質中への抗酸化剤の拡散を高めるために室内を加圧するステップからなる、架橋ポリマー物質の製造方法を提供する。
【0010】
他面において、本発明は、a)固化ポリマー物質を抗酸化剤で拡散によりドープし;b)固化ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させ;およびc)固化架橋ポリマー物質の融点より低いまたは高い温度で固化架橋ポリマー物質をアニールするステップからなる、架橋ポリマー物質の製造方法を提供する。
【0011】
他面によると、本発明は、a)ポリマー物質を固化させ;b)ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させ;c)固化架橋ポリマー物質を抗酸化剤で拡散によりドープし;およびd)固化架橋ポリマー物質の融点以下の温度で固化架橋ポリマー物質を加熱するステップからなる、架橋ポリマー物質の製造方法を提供する。
【0012】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させ;d)固化架橋ポリマー物質を機械加工して、医療用インプラントを形成させ;およびe)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0013】
他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させ;c)固化架橋ポリマー物質を機械加工して、医療用インプラントを形成させ;およびd)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0014】
他面において、本発明は、a)固化ポリマー物質を電離放射線で照射して、架橋ポリマー物質を形成させ;b)固化架橋ポリマー物質を機械加工して、医療用インプラントを形成させ;およびc)医療用インプラントを抗酸化剤で拡散によりドープすることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0015】
他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)医療用インプラントを抗酸化剤で拡散によりドープし;およびc)医療用インプラントに照射して、架橋ポリマー物質を含有した医療用インプラントを形成することからなる、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0016】
他面において、本発明は、a)ポリマー物質を電離放射線で照射して、架橋ポリマー物質を形成させ;およびb)架橋ポリマー物質を抗酸化剤で拡散によりドープし、架橋ポリマー物質が、固化架橋ポリマー物質の融点より低いまたは融点より高い温度でアニールされることからなる、ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0017】
他面において、本発明は、a)ポリマー物質を他のピースに圧縮成形して、界面および連結(interlocked)ハイブリッド物質を形成させ;b)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させ;およびc)架橋連結ハイブリッド物質を抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0018】
他面において、本発明は、a)ポリマー物質を他のピースに圧縮成形して、界面および連結ハイブリッド物質を形成させ;b)連結ハイブリッド物質を抗酸化剤で拡散によりドープし;およびc)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0019】
他面において、本発明は、a)ポリマー物質を直接圧縮成形して、医療用インプラントを形成させ;b)ポリマー物質を架橋するために医療用インプラントに照射し;c)照射医療用インプラントを抗酸化剤で拡散によりドープし;d)照射抗酸化剤ドープド医療用インプラントをパッケージ化し;およびe)パッケージ化された照射抗酸化剤ドープド医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した無菌医療用インプラントの製造方法を提供する。
【0020】
他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)医療用インプラントに照射して、架橋ポリマー物質を含有した医療用インプラントを形成させ;c)医療用インプラントを抗酸化剤で拡散によりドープし;d)照射抗酸化剤ドープド医療用インプラントをパッケージ化し;およびe)パッケージ化された医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した無菌医療用インプラントの製造方法を提供する。
【0021】
他面において、本発明は、a)ポリマー物質を抗酸化剤で拡散によりドープし;b)ポリマー物質を他のピースに圧縮成形して、界面および連結ハイブリッド物質を形成させ;およびc)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0022】
他面において、本発明は、a)ポリマー物質を直接圧縮成形して、医療用インプラントを形成させ;b)医療用インプラントを電離放射線で照射して、固化架橋医療用インプラントを形成させ;およびc)固化架橋医療用インプラントを抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0023】
他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)医療用インプラントに照射して、架橋ポリマー物質を含有した医療用インプラントを形成させ;およびc)医療用インプラントを抗酸化剤で拡散によりドープすることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0024】
他面において、本発明は、a)ポリマー物質を直接圧縮成形して、医療用インプラントを形成させ;b)医療用インプラントを抗酸化剤で拡散によりドープし;c)医療用インプラントをパッケージ化し;およびd)パッケージ化された医療用インプラントを電離放射線で照射して、固化架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0025】
他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)医療用インプラントを抗酸化剤で拡散によりドープし;c)医療用インプラントをパッケージ化し;およびd)パッケージ化された医療用インプラントを電離放射線で照射して、固化架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0026】
他面において、本発明は、a)固化架橋ポリマー物質を加圧室へ入れ;b)室内を抗酸化剤で満たし;およびc)固化架橋ポリマー物質中への抗酸化剤の拡散を高めるために室内を加圧するステップからなる、架橋ポリマー物質の製造方法を提供する。
【0027】
他面において、本発明は、a)固化ポリマー物質からなる既製医療器具を電離放射線で照射して、固化架橋ポリマー物質を形成させ;およびb)固化架橋ポリマー物質を抗酸化剤で拡散によりドープして、抗酸化剤ドープド固化架橋ポリマー物質を形成させることからなる、架橋ポリマー物質を含有した医療器具の製造方法を提供する。
【0028】
他面において、本発明は、a)パッケージ物質を抗酸化剤で拡散によりドープし;b)パッケージ物質に医療器具を挿入し;c)医療器具を含有したパッケージ物質を密封して、パッケージ化された医療器具を形成させ;およびd)パッケージ化された医療器具を電離放射線で照射するかまたはガス殺菌することからなる、殺菌または架橋線量の電離放射線へ曝されたときに、耐酸化性である医療器具用パッケージの製造方法を提供する。
【0029】
他面において、本発明は、a)パッケージ物質を抗酸化剤で拡散によりドープし;b)パッケージ物質に医薬化合物を挿入し;c)医薬化合物を含有したパッケージ物質を密封して、パッケージ化された医薬化合物を形成させ;およびd)パッケージ化された医薬化合物を電離放射線で照射するかまたはガス殺菌することからなる、殺菌または架橋線量の電離放射線へ曝されたときに、耐酸化性である医薬化合物用パッケージの製造方法を提供する。
【0030】
更に他面において、本発明は、インプラントが、寛骨臼ライナー、肩関節窩、膝蓋骨部材、指関節部材、足首関節部材、肘関節部材、手首関節部材、足指関節部材、Bipolar型人工股関節、脛骨膝インサート、補強金属およびポリエチレンポスト入り脛骨膝インサート、椎間板、心臓弁、腱、ステントおよび人工血管を含めた医療器具であり、ポリマー物質がポリマー樹脂粉末、ポリマーフレーク、ポリマー粒子などまたはそれらの混合物である、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0031】
更に他面において、本発明は、インプラントが、バルーンカテーテル、縫合糸、チューブおよび静脈内チューブを含めた医療器具であり、ポリマー物質がポリマー樹脂粉末、ポリマーフレーク、ポリマー粒子などまたはそれらの混合物である、架橋ポリマー物質を含有した、非永久インプラントを含めた医療用インプラントの製造方法を提供する。ここで記載されているような、ポリマーバルーン、例えばポリエーテルブロックコポリアミドポリマー(PeBAXR)、ナイロンおよびポリエチレンテレフタレート(PET)バルーンは、ビタミンEでドープされて、ドーピング前、中または後に照射される。
【0032】
更に他面において、本発明は、パッケージが電離放射線殺菌またはガス殺菌に付されたときに耐酸化性である、医療器具用パッケージの製造方法を提供する。パッケージには、バリア物質、例えばブロー成形ブリスターパック、熱収縮性パッケージ、ヒートシールパッケージなどまたはそれらの混合物がある。
【0033】
他面において、本発明は、a)固化ポリマー物質を抗酸化剤で拡散によりドープし;およびb)ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0034】
一面において、無菌架橋医療用インプラントを得るために、抗酸化剤ドープド医療用インプラントがパッケージ化されて、電離放射線またはガス殺菌により殺菌される。
【0035】
他面において、本発明のポリマー物質はポリマー樹脂粉末、ポリマーフレーク、ポリマー粒子などまたはそれらの混合物であって、照射が約1%〜約22%の酸素を含有した雰囲気中で行われ、放射線量が約25kGy〜約1000kGyである。
【0036】
他面において、本発明のポリマー物質はポリマー樹脂粉末、ポリマーフレーク、ポリマー粒子などまたはそれらの混合物であって、該ポリマー物質がガス、例えば窒素、アルゴン、ヘリウム、ネオンなどまたはそれらの組合せを含有した不活性雰囲気中で固化後に照射され、放射線量が約25kGy〜約1000kGyである。
【0037】
他面において、本発明のポリマー物質は固化ポリマー物質であって、医療器具が機械加工されるスラブを形成するために、該固化が圧縮成形により行われる。
【0038】
他面において、本発明のポリマー物質は固化ポリマー物質であって、最終医療器具を形成するために、該固化が直接圧縮成形により行われる。
【0039】
更に他面において、本発明のポリマー物質は固化ポリマー物質であって、界面および連結ハイブリッド物質を形成するために、該固化が他のピースへの圧縮成形により行われる。
【0040】
更に他面において、本発明は、a)ポリマー物質を他のピースに圧縮成形して、界面および連結ハイブリッド物質を形成させ;b)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させ;およびc)架橋連結ハイブリッド物質を抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0041】
一面によると、本発明は、金属または非金属ピース、例えば金属、セラミックまたはポリマーのような他のピースへポリマー物質を圧縮成形して、界面および連結ハイブリッド物質を形成させることからなり、該界面が金属‐ポリマーまたは金属‐セラミック界面である、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0042】
更に他面によると、本発明は、a)ポリマー物質を他のピースに圧縮成形して、界面および連結ハイブリッド物質を形成させ;b)連結ハイブリッド物質を抗酸化剤、例えばビタミンEのようなα‐トコフェロールで拡散によりドープし;およびc)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0043】
本発明のもう一面は、a)ポリマー物質を圧縮成形して、医療用インプラントを形成させ;b)ポリマー物質を架橋するために医療用インプラントに照射し;c)照射医療用インプラントを抗酸化剤で拡散によりドープし;d)照射された抗酸化剤ドープド医療用インプラントをパッケージ化し;およびe)パッケージ化された照射抗酸化剤ドープド医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0044】
更に他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)ポリマー物質を架橋するために医療用インプラントに照射し;c)照射医療用インプラントを抗酸化剤で拡散によりドープし;d)照射された抗酸化剤ドープド医療用インプラントをパッケージ化し;およびe)パッケージ化された照射抗酸化剤ドープド医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0045】
他面によると、本発明は、a)ポリマー物質を他のピースに圧縮成形して、界面および連結ハイブリッド物質を形成させ;b)連結ハイブリッド物質を抗酸化剤で拡散によりドープし;およびc)連結ハイブリッド物質を電離放射線で照射して、架橋連結ハイブリッド物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0046】
他面において、本発明は、a)ポリマー物質を直接圧縮成形して、医療用インプラントを形成させ;b)医療用インプラントを電離放射線で照射して、固化架橋医療用インプラントを形成させ;およびc)固化架橋医療用インプラントを抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0047】
更に他面において、本発明は、a)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;b)医療用インプラント電離放射線で照射することにより、固化架橋医療用インプラントを形成させ;およびc)固化架橋医療用インプラントを抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0048】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を抗酸化剤で拡散によりドープし;d)抗酸化剤ドープドポリマー物質を電離放射線で照射して、抗酸化剤ドープド架橋ポリマー物質を形成させ;およびe)架橋ポリマー物質を機械加工して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0049】
他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を抗酸化剤で拡散によりドープし;c)抗酸化剤ドープドポリマー物質を電離放射線で照射して、抗酸化剤ドープド架橋ポリマー物質を形成させ;およびd)架橋ポリマー物質を機械加工して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0050】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を抗酸化剤で拡散によりドープし;d)抗酸化剤ドープドポリマー物質を機械加工して、抗酸化剤ドープドポリマー物質を形成させ;およびe)抗酸化剤ドープド架橋ポリマー物質を電離放射線で照射して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0051】
他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を抗酸化剤で拡散によりドープし;c)抗酸化剤ドープドポリマー物質を機械加工して、抗酸化剤ドープドポリマー物質を形成させ;およびd)抗酸化剤ドープド架橋ポリマー物質を電離放射線で照射して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0052】
他面において、本発明は、a)ポリマー物質を直接圧縮成形して、医療用インプラントを形成させ;b)医療用インプラントを抗酸化剤で拡散によりドープし;c)医療用インプラントをパッケージ化し;およびd)パッケージ化された医療用インプラントを電離放射線で照射して、固化架橋無菌医療用インプラントを形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0053】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;d)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;e)医療用インプラントをパッケージ化し;およびf)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0054】
更に他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;c)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;d)医療用インプラントをパッケージ化し;およびe)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0055】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を抗酸化剤で拡散によりドープして、抗酸化剤ドープドポリマー物質を形成させ;d)抗酸化剤ドープドポリマー物質を機械加工して、医療用インプラントを形成させ;e)医療用インプラントをパッケージ化し;およびf)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0056】
更に他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を抗酸化剤で拡散によりドープして、抗酸化剤ドープドポリマー物質を形成させ;c)抗酸化剤ドープドポリマー物質を機械加工して、医療用インプラントを形成させ;d)医療用インプラントをパッケージ化し;およびe)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0057】
他面において、本発明は、a)固化ポリマー物質に照射して、架橋ポリマー物質を形成させ;b)固化架橋ポリマー物質を機械加工して、医療用インプラントを形成させ;c)医療用インプラントを抗酸化剤で拡散によりドープし;d)照射された抗酸化剤ドープド医療用インプラントをパッケージ化し;およびe)パッケージ化された医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有している無菌医療用インプラントの製造方法を提供する。
【0058】
他面において、本発明は、a)ポリマー物質を抗酸化剤でドープし;b)抗酸化剤ドープドポリマー物質を固化させ;c)固化抗酸化剤ドープドポリマー物質を機械加工して、抗酸化剤ドープド医療用インプラントを形成させ;d)医療用インプラントに照射して、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントを形成させ;e)抗酸化剤ドープド架橋医療用インプラントをパッケージ化し;およびf)パッケージ化された医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した無菌医療用インプラントの製造方法を提供する。
【0059】
他面において、本発明は、a)ポリマー物質を抗酸化剤でドープし;b)抗酸化剤ドープドポリマー物質を固化させ;c)固化ポリマー物質に照射して、抗酸化剤ドープド架橋ポリマー物質を形成させ;d)固化架橋ポリマー物質を機械加工して、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントを形成させ;e)抗酸化剤ドープド架橋医療用インプラントをパッケージ化し;およびf)パッケージ化された医療用インプラントを電離放射線またはガス殺菌により殺菌して、架橋無菌医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した無菌医療用インプラントの製造方法を提供する。
【0060】
他面において、本発明は、a)ポリマー物質を抗酸化剤で拡散によりドープし;b)抗酸化剤ドープドポリマー物質を電離放射線で照射して、架橋された抗酸化剤ドープドポリマー物質を形成させ;およびc)架橋された抗酸化剤ドープドポリマー物質を他のピースに圧縮成形して、架橋連結ハイブリッド物質を形成させることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0061】
他面において、本発明は、a)固化ポリマー物質を電離放射線で照射して、固化架橋ポリマー物質を形成させ;b)ポリマー物質を直接圧縮成形して、固化架橋医療用インプラントを形成させ;およびc)固化架橋医療用インプラントを抗酸化剤で拡散によりドープすることからなる、架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0062】
他面において、本発明は、a)ポリマー物質を抗酸化剤でドープし;b)抗酸化剤ドープドポリマー物質を固化させ;c)固化抗酸化剤ドープドポリマー物質を機械加工して、抗酸化剤ドープド医療用インプラントを形成させ;およびd)医療用インプラントに照射して、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0063】
他面において、本発明は、a)ポリマー物質を抗酸化剤でドープし;b)抗酸化剤ドープドポリマー物質を固化させ;c)固化ポリマー物質に照射して、抗酸化剤ドープド架橋ポリマー物質を形成させ;およびd)固化架橋ポリマー物質を機械加工して、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントを形成させることからなる、抗酸化剤ドープド架橋ポリマー物質を含有した医療用インプラントの製造方法を提供する。
【0064】
更に他面において、本発明は、a)固化ポリマー物質を含有した既製医療器具を抗酸化剤で拡散によりドープして、抗酸化剤ドープドポリマー物質を形成させ;およびb)医療器具を電離放射線で照射して、架橋ポリマー物質を形成させることからなる、架橋ポリマー物質を含有した非永久医療器具の製造方法を提供する。
【0065】
他面において、本発明は、検出可能な残留ラジカルを含有した、非酸化性架橋ポリマー物質を提供する。
【0066】
他面において、本発明は、検出可能な残留ラジカルを含有した、永久および非永久医療器具を含めた、非酸化性架橋医療用インプラントを提供する。
【0067】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;d)医療用インプラントを電離放射線で照射して、架橋医療用インプラントを形成させ;およびe)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0068】
更に他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;c)医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋医療用インプラントを形成させ;およびd)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0069】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;d)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;e)医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0070】
更に他面において、本発明は、a)固化ポリマー物質を用意し;b)固化ポリマー物質を機械加工して、医療用インプラントを形成させ;c)医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;およびd)医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0071】
他面において、本発明は、a)ポリマー物質を用意し;b)ポリマー物質を固化させ;c)ポリマー物質を電離放射線で照射して、架橋ポリマー物質を形成させ;d)ポリマー物質を抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋ポリマー物質を形成させ;およびe)ポリマー物質を機械加工して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0072】
更に他面において、本発明は、a)固化ポリマー物質を用意し;b)ポリマー物質を電離放射線で照射して、架橋ポリマー物質を形成させ;c)ポリマー物質を抗酸化剤で拡散によりドープして、抗酸化剤ドープド架橋ポリマー物質を形成させ;およびd)ポリマー物質を機械加工して、抗酸化剤ドープド架橋医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。
【0073】
本発明のもう1つの面は、a)ポリマー物質を用意し;b)ポリマー物質を圧縮成形して、医療用インプラントを形成させ;c)界面または連結ハイブリッド物質を含有した医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;d)医療用インプラントをパッケージ化し;およびe)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。他面において、ポリマー物質は他のピースまたは医療用インプラントに圧縮成形されて、界面または連結ハイブリッド物質を形成する。
【0074】
本発明のもう1つの面は、a)医療用インプラントを形成する圧縮成形ポリマー物質を用意し;b)界面または連結ハイブリッド物質を含有した医療用インプラントを抗酸化剤で拡散によりドープして、抗酸化剤ドープド医療用インプラントを形成させ;c)医療用インプラントをパッケージ化し;およびd)パッケージ化された医療用インプラントを電離放射線で照射して、抗酸化剤ドープド架橋無菌医療用インプラントを形成させることからなる、医療用インプラントの製造方法を提供する。他面において、ポリマー物質は他のピースまたは医療用インプラントに圧縮成形されて、界面または連結ハイブリッド物質を形成する。
【0075】
本発明のもう1つの面は、ドープドポリマー物質の融点以下でドープドポリマー物質をアニールすることにより、ドープドポリマー物質で抗酸化剤の均一性を増加させる方法を提供する。
【0076】
本発明のもう1つの面は、ドープドポリマー物質の融点以上でドープドポリマー物質をアニールすることにより、ドープドポリマー物質で抗酸化剤の均一性を増加させる方法を提供する。
【0077】
図1は、室温、100℃、120℃および130℃におけるUHMWPE中へのビタミンE拡散の浸透深さを示している。
【0078】
図2は、数試験群(TCRT群、RT1群、RT16群、TC100C16群、100C1群、TC100C1群および100C16群)の代表的エージド(aged)キューブの1つへの深さの関数として、酸化指数特性を示している。すべてのキューブは照射ポリエチレンから作製され、そのうち4種は様々な条件下においてビタミンEでドープされた。熱コントロールキューブはビタミンEで処理されなかった。ビタミンEドープドキューブは、対応熱コントロールよりも、サンプルの表面および内部において、酸化が少ないことを示している。
【0079】
図3は、後に行われた130℃でのアニール時間の関数として、130℃で96時間ドープされた未照射UHMWPE中へのビタミンEの拡散特性を示している。
【0080】
図4は、UHMWPEを加工し様々な段階でドープする順序の例を概略で示している。
【0081】
図5は、UHMWPEを加工して様々な段階でドープする順序の例を概略で示している。
【発明の詳細な説明】
【0082】
本発明は、永久および非永久器具を含めた医療器具と、ポリエチレンのようなポリマー物質製のパッケージとからなる、耐酸化性架橋医療用インプラントの製造方法を提供する。本発明は、固化ポリエチレンの架橋前、中または後に、UHMWPEのような固化ポリエチレンをドープする方法に関する。
【0083】
本発明の一面において、固化ポリエチレンのドーピングは、抗酸化剤、例えばビタミンEのようなα‐トコフェロールの拡散により行われる。本発明の一面によると、抗酸化剤の拡散は温度および/または圧力を高めることにより促進される。
【0084】
本発明の他の面によると、抗酸化剤は純粋形で、例えば純粋ビタミンEとして、または溶媒に溶解されたものを含め、様々な形で適用される。
【0085】
本発明の他の面によると、ポリエチレン中への抗酸化剤の拡散率は、抗酸化剤溶液、例えばビタミンE溶液の濃度を増すことにより高められる。
【0086】
本発明の他の面によると、ポリエチレン中への抗酸化剤の拡散率は、超臨界流体、例えば超臨界CO2(即ち、その温度は超臨界温度より高く、該温度は31.3℃であり、その圧力は超臨界圧力より高く、該圧力は73.8バールである)で固化ポリエチレンを膨潤させることにより高められる。
【0087】
一般的に、例えば、抗酸化剤としてビタミンEの場合、樹脂粉末、フレーク、粒子またはそれらの混合物をビタミンEと混合してから、固化させると、ポリマー物質の色が黄色に変化する。本発明によると、固化後のドーピングで、固化の高い温度および圧力へのビタミンEの曝露を避け、ポリマー物質の変色を防げる。本発明は、抗酸化剤に及ぼす熱作用も減らせる。熱作用は、ポリマー物質を酸化から保護するのに際して、抗酸化剤の有効性を低下させることがある。
【0088】
固化状態でのドーピングは、固化ポリマー物質中で抗酸化剤の勾配も形成させる。医療器具でポリマー物質の酸化が耐久性の面で問題となる、ある厚さの表面層をドープしうる。これは、所定温度で、所定時間にわたり、例えば純粋ビタミンEまたはビタミンEの溶液に、最終器具、例えば最終医療用インプラントを単純に浸漬するまたは浸すことにより行える。
【0089】
ここで記載された方法によると、抗酸化剤、例えばビタミンEは、照射前、中または後にポリマー物質へドープされる(例えば、図4および5参照)。
【0090】
ドープされた抗酸化剤が、使用前の貯蔵中またはインビボ使用中に、医療用インプラントまたは医療器具の作製に用いられたポリマー物質から浸出することが、起こりうるかもしれない。永久医療器具の場合、インビボ期間は患者の残余寿命ほど長くなることがあり、器具の埋め込みから患者の死まで、例えば1〜120年間の長期にわたる。抗酸化剤の浸出が問題であるならば、医療用インプラントまたは医療器具の照射、またはその一部分の照射は、抗酸化剤をドープした後で行ってもよい。これは共有結合によるホストポリマーへの抗酸化剤の架橋を請け合うことで、医療用インプラントまたは器具から抗酸化剤の喪失を防げられる。
【0091】
本発明の他の面によると、ポリマー物質、例えば樹脂粉末、フレーク、粒子またはそれらの混合物が抗酸化剤と混合され、次いでその混合物が固化される。固化された抗酸化剤ドープドポリマー物質は、医療用インプラントの部材としてまたは医療器具として用いるために、機械加工しうる。
【0092】
本発明の他の面によると、固化ポリマー物質、例えば固化された樹脂粉末、成形シート、ブローンフィルム、チューブ、バルーン、フレーク、粒子またはそれらの混合物が、抗酸化剤、例えばα‐トコフェロールの形をとるビタミンEで、拡散によりドープされる。固化ポリマー物質、例えば固化UHMWPEが、100%ビタミンEまたはアルコール、例えばエタノールまたはイソプロパノール中α‐トコフェロールの溶液に浸される。エタノール中約50重量%のα‐トコフェロール溶液が、CO2のような超臨界流体と接触しながら、UHMWPE中へ拡散するように用いられる。バルーン、例えばPeBAXR、ナイロンおよびPETバルーンはビタミンEでドープされて、ドーピング前、中または後に照射される。
【0093】
本発明は、金属ピースを含有した高度架橋ポリエチレン製の医療器具、例えばBipolar型人工股関節、補強金属およびポリエチレンポスト入り脛骨膝インサート、椎間板システム、およびガス殺菌法で容易に殺菌できない表面を有したインプラントを作製する、次の加工ステップにも関する。
【0094】
本発明の一面によると、医療用インプラントのポリエチレン部材は、金属メッシュまたはバック、非金属メッシュまたはバック、脛骨トレー、膝蓋骨トレーまたは寛骨臼シェルのような他の物質と密接しており、そこでは樹脂粉末、フレークおよび粒子のようなポリエチレンがこれらの反対面へ直接的に圧縮成形されている。例えば、ポリエチレン脛骨インサートは、脛骨トレー、金属メッシュまたはバック、あるいは非金属メッシュまたはバックへのポリエチレン樹脂粉末の圧縮成形により製造される。後者の場合、メッシュは、骨成長またはポリメチルメタクリレート(PMMA)骨セメントのような接着剤の使用で、骨との定着界面として働くように形造られる。これらの形態は、寛骨臼ライナー、全または単仕切付膝インプラント用の脛骨トレー、膝蓋骨トレーおよび関節窩部材、足首、肘または指部材を含めて、様々な形をとる。本発明の他の面は、インプラントの一部を構成する他のピース、例えば金属または非金属ピースと、成形ポリエチレンとの機械的連結に関する。
【0095】
界面幾何学形態は、ポリエチレンがその固化形状として幾何学形態をとる点において、重要である。ポリエチレンは、高密度の物理的絡み合いをもたらすその非常に高い分子量のせいで、顕著な‘形状記憶’性を有している。固化後、塑性変形で恒久的形状変化を生じて、融解されたときに好ましい高エントロピー形状に達する。元の固化形状の回復は、ポリエチレンが固化されたときに獲得した‘形状記憶’のせいである。
【0096】
残留ラジカルを除去する上でアニールに付されたときにおけるポリマー物質の回復は、高い配向度を有する医療器具でも問題となる。バルーンカテーテルは、意図した軸方向および半径方向に整列したポリマー鎖を多くの場合に有しうる。ポリエチレン製のバルーンカテーテルは、ステントと共に用いられたときに、架橋から生じる耐磨耗性の改善により効果を発揮する。加えて、薬物で被覆されたカテーテルおよびステントの使用は、一部の場合でエチレンオキシド殺菌の使用を妨げる;そのため電離放射線が用いられねばならず、バルーンカテーテルはラジカル性酸化の有害作用から防御されねばならない。融解転移温度付近におけるこれら物質のアニールは、バルク鎖運動と、それに続く各部の寸法許容差の喪失をもたらす。架橋または殺菌のための電離放射線への曝露前、中または後に、100%ビタミンEまたはアルコール、例えばエタノールまたはイソプロパノール中α‐トコフェロールの溶液をバルーンカテーテルのような医療器具中へ拡散させることにより、照射後酸化に伴う問題は熱処理の必要性なしに回避される。ここで記載されているように、バルーン、例えばPeBAXR、ナイロンおよびPETバルーンはビタミンEでドープされて、ドーピング前、中または後に照射される。
【0097】
本発明の他の面では、機械的連結で壁面(counterface)へのポリエチレンの圧縮成形後に、ハイブリッド部材が電離放射線を用いて望ましい線量レベルまで、例えば約25kGy〜約1000kGy、好ましくは約25kGy〜約150kGy、更に好ましくは約50kGy〜約100kGyで照射される。本発明の他の面では、照射ステップが残留ラジカルを生じるため、その残留ラジカルを除去する上で、後に融解ステップが取り入れられている。ポリエチレンは界面の形状に固化されて、ポリマーの‘形状記憶’を留めているため、ポリエチレンは壁面から離れないのである。
【0098】
本発明の他の面では、器具が不活性ガスまたは不活性流体のような非酸化性媒体に浸され、結晶物質を除去して、残留ラジカルを再結合/除去させるために、該媒体が照射ポリエチレン、例えばUHMWPEの融点(約137℃)以上に加熱されるという、ポリエチレンを架橋させてポリエチレンベース医療器具を作製する方法が提供される。圧縮成形ポリマーの形状記憶が機械的連結界面に留められ、該記憶が架橋ステップで強化されるため、ポリエチレンおよび壁面間の界面に著しい分離はないのである。
【0099】
本発明の他の面では、上記のラジカル除去ステップ後に、金属およびポリマー間の界面は照射に際して用いられた高放射線量レベルのせいで無菌になる。ラジカル除去ステップまたは照射ステップに際してポリエチレンの外表面上で実質的酸化が誘導される場合、器具表面は酸化表面層を除去するため更に機械加工してもよい。他面において、本発明では、インプラントの融解後機械加工の場合に、融解ステップは不活性ガスの存在下で行われる。
【0100】
本発明の他の面では、界面が無菌でありながら、部材の残部がそうでない場合に、器具がエチレンオキシド、ガスプラズマまたは他のガスで更に殺菌されるという、作製器具の殺菌方法を提供する。
【0101】
他面において、本発明は、無菌架橋医療用インプラントまたは医療器具を得るために、インプラントまたは器具が電離放射線またはガス殺菌で殺菌されるという、圧縮成形インプラントまたは器具を含む、照射された抗酸化剤ドープド医療用インプラントまたは医療器具のパッケージ化について開示している。
【0102】
定義:
“抗酸化剤”とは、次のような当業界で知られているものに関する(例えば、WO01/80778、US6,448,315参照)。α‐およびδ‐トコフェロール;没食子酸プロピル、オクチルまたはドデシル;乳酸、クエン酸、酒石酸およびそれらの塩;オルトリン酸塩、酢酸トコフェロール。好ましくはビタミンE。
【0103】
“超臨界流体”とは、当業界で知られているもの、例えば超臨界プロパン、アセチレン、二酸化炭素(CO2)に関する。これに関して、臨界温度とは、それより高いときガスが圧力単独で液化しえない温度のことである。それより低いとき物質が臨界温度で液体と平衡状態で気体として存在しうる圧力が、臨界圧力である。超臨界流体状態とは、超臨界流体、ひいては超臨界流体混合物が得られるような温度および圧力に流体が付されていることを通常意味し、その温度は超臨界温度よりも高く、該温度はCO2の場合に31.3℃であり、その圧力は超臨界圧力よりも高く、該圧力はCO2の場合に73.8バールである。更に詳しくは、超臨界状態とは、高い温度および圧力下における混合物、例えば抗酸化剤含有UHMWPEの状態に関し、超臨界流体混合物が形成されて、該混合物からCO2を蒸発させたときに、抗酸化剤でドープされたUHMWPEが得られる(例えば、US6448315およびWO02/26464参照)。
【0104】
ここで称されている“圧縮成形”という用語は、一般的に当業界で知られているものに関し、特に高温成形ポリマー物質に関し、該ポリマー物質は粉末形を含めたあらゆる物理的状態をとり、スラブ形または型の医療用インプラント、例えば脛骨インサート、寛骨臼ライナー、関節窩ライナー、膝蓋骨または単仕切付インサートに圧縮して、機械加工することができる。
【0105】
ここで称されている“直接圧縮成形”という用語は、一般的に当業界で知られているものに関し、特に、ポリエチレンベース器具、例えば、ポリエチレンが、粉末形を含めたあらゆる物理的状態で、固形支持体、例えば金属バック、金属メッシュまたは溝、切込みもしくは切欠きを有する金属表面に圧縮された医療用インプラントで適用しうる成形に関する。圧縮成形には、医療用インプラント、例えば脛骨インサート、寛骨臼ライナー、関節窩ライナー、膝蓋骨または単仕切付インサートの部材を作製するための、樹脂粉末、フレークおよび粒子を含めた様々な状態における、ポリエチレンの高温圧縮成形も含める。
【0106】
“機械的連結”という用語は、一般的に、圧縮成形、加熱および照射を含めた様々な方法で製造され、連結界面を形成して、連結ポリエチレンの‘形状記憶’をもたらすような、ポリエチレンと壁面との連結に関する。このような連結界面を有した器具の部材は、“ハイブリッド物質”と称することができる。このようなハイブリッド物質を有する医療用インプラントは、実質的に無菌の界面を有している。
【0107】
“実質的に無菌”という用語は、界面が医学的に許容しうるほど十分に無菌である、即ち感染を引き起こさずまたは修復処置を要しない対象物、例えば界面または界面を有したハイブリッド物質または医療用インプラントの状態に関する。
【0108】
“金属メッシュ”とは、様々な孔径、例えば0.1〜3mmの孔質金属表面に関する。孔質表面はいくつかの異なる方法、例えば孔質表面を残すように後で除去される結合剤と一緒にした金属粉末の焼結;直径0.1〜3mmの短金属線維の焼結;または連続開孔構造をとるように異なるサイズの金属メッシュを互いに重ね合わせた焼結により得られる。
【0109】
“骨セメント”とは、医療器具を骨へ結合させる上で用いられる接着剤として、当業界で知られているものに関する。典型的には、骨セメントはポリメチルメタクリレート(PMMA)から作られる。
【0110】
“高温圧縮成形”とは、加圧加温下で新たな幾何学形態を付与するような、各種形態、例えば樹脂粉末、フレークまたは粒子の形態をとる、ポリエチレンの圧縮成形に関する。高温(ポリエチレンの融点より高い)圧縮成形に際して、ポリエチレンはその融点以上に加熱され、望ましい形状の型へ入れて加圧されて、望ましい形状を維持するように加圧下で冷却される。
【0111】
“形状記憶”とは、融解されたときに好ましい高エントロピー形状に達する、ポリエチレン、例えばUHMWPEの性質として、当業界で知られているものに関する。好ましい高エントロピー形状は、樹脂粉末が圧縮成形で固化されたときに獲得される。
【0112】
“実質的に検出不能な残留ラジカル”という語句は、酸化分解を避けられるほど十分にラジカルが除去された、ポリエチレン部材の状態に関し、これは電子スピン共鳴(ESR)により評価しうる。“検出可能な残留ラジカル”という語句は、ESRで検出しうる最低レベルまたはそれ以上のラジカルに関する。最新機器で検出しうるラジカルの最低レベルは約1014スピン/gであり、そのため“検出可能”という用語はESRで1014スピン/gの検出限界に関する。
【0113】
多くの値および範囲に関する“約”または“おおよそ”という用語は、ここに含まれる開示から当業者に明らかなように、意図した通りに、例えば望ましい架橋度および/または望ましいラジカル欠如を有して、本発明が実施しうるような記載値または範囲に近い値または範囲に関する。これは、少くとも一部、ポリマー構造の多様性のせいである。そのため、これらの用語は系統誤差に起因するもの以外の値も包含している。
【0114】
ポリマー物質:超高分子量ポリエチレン(UHMWPE)とは、約500,000以上、好ましくは約1,000,000以上、更に好ましくは約2,000,000以上の分子量を有するエチレンの線状非分岐鎖に関する。多くの場合に、分子量は約8,000,000以上に達しうる。初期平均分子量とは、照射前におけるUHMWPE出発物質の平均分子量を意味する。US特許5,879,400、1999年7月16日付で出願されたPCT/US99/16070および1997年2月11日付で発行されたPCT/US97/02220参照。
【0115】
本発明の製品およびプロセスは、様々なタイプのポリマー物質、例えば高密度ポリエチレン、低密度ポリエチレン、線状低密度ポリエチレン、超高分子量ポリエチレン(UHMWPE)またはそれらの混合物を含めた各種ポリオレフィンに適用される。ポリマー物質は、ここで用いられているように、各種形態、例えば樹脂粉末、フレーク、粒子、粉体またはそれらの混合物、またはこれらから得られる固化形態のポリエチレンにも該当する。
【0116】
架橋ポリマー物質:ポリマー物質、例えばUHMWPEは、架橋剤(例えば、過酸化物および/またはシラン)および/または照射を用いるものを含めて、様々なアプローチで架橋される。架橋にとり好ましいアプローチでは照射を用いる。架橋UHMWPEも、US特許5,879,400、US特許6,641,617およびPCT/US97/02220の開示に従い得られる。
【0117】
固化ポリマー物質:固化ポリマー物質とは、固化させうるような、ここで記載されている各種形態、例えば樹脂粉末、フレーク、粒子またはそれらの混合物から得られる、固体の、固化棒素材、素材から機械加工された固形物質または半固形のポリマー物質に関する。固化ポリマー物質は、スラブ、ブロック、固形棒素材、機械加工部材、フィルム、チューブ、バルーン、プレフォーム、インプラントまたは最終医療器具の形をとってもよい。
【0118】
“非永久器具”という用語は、数ヶ月以内の期間にわたる体内への埋め込み用の器具として、当業界で知られているものに関する。一部の非永久器具は数秒間〜数分間体内に留まり、他は数日間、数週間または数ヶ月以内にわたり埋め込まれる。非永久器具には、例えばカテーテル、チューブ、静脈内チューブおよび縫合糸がある。
【0119】
ここで記載されている“医薬化合物”とは、粉末、懸濁液、乳濁液、粒子、フィルム、ケークまたは成形品の形をとる薬物に関する。薬物は独立して存在しても、または医療器具の成分として配合させてもよい。
【0120】
“加圧室”という用語は、内圧が大気圧より高いレベルに上げられる容器または室に関する。
【0121】
“パッケージ”という用語は、医療器具が入れられるおよび/または輸送される入れ物に関する。パッケージには、バッグ、ブリスターパック、熱収縮パッケージ、ボックス、アンプル、ボトル、チューブ、トレーなどまたはそれらの組合せを含めて、様々な種類の物質がある。各部材はいくつか個別タイプのパッケージに入れて輸送してもよく、例えば部材はバッグに入れ、次いでトレーに入れ、次いでボックスに入れてもよい。アセンブリー全体で殺菌および輸送してもよい。パッケージ物質として、パーチメント紙、多層ポリエチレン、ナイロン6、ポリエチレンテレフタレート(PET)、ポリ塩化ビニル‐酢酸ビニルコポリマーフィルム、ポリプロピレン、ポリスチレンおよびエチレン‐酢酸ビニル(EVA)コポリマーがあるが、それらに限定されない。
【0122】
“密封”という用語は、室またはパッケージの開口部を閉じることにより、外部雰囲気から室またはパッケージを隔離するプロセスに関する。密封は、加熱(例えば、ヒートシール)、接着剤の使用、クリンピング、冷間成形、ステープリングまたは加圧を含めて、様々な手段により行える。
【0123】
“ブリスターパック”という用語は、パッケージされた内容物を取出すために剥がすかまたは穴を開けられる蓋などを取付けた、硬質プラスチックボウルから構成されるパッケージに関する。蓋は、多くの場合、アルミニウム、またはTyvekのようなガス透過性膜製である。ブリスターパックは多くがブロー成形され、そのプロセスにおいてプラスチックはその変形温度以上に加熱され、そのとき加圧ガスがプラスチックを所要形状にする。
【0124】
“熱収縮パッケージ”という用語は、高い配向度を有するプラスチックフィルム、バッグまたはチューブに関する。加熱時に、配向鎖が縮んでパッケージが収縮し、多くの場合で医療器具の周りにぴったり貼りつく。
【0125】
“椎間板システム”という用語は、脊柱で脊骨を分ける人工板に関する。この系は1タイプの物質から構成されても、または複合構造、例えば金属端を有する架橋UHMWPEであってもよい。
【0126】
“バルーンカテーテル”という用語は、血管または類似物の内腔を広げるために用いられる器具として、当業界で知られているものに関する。バルーンカテーテルは通常膨張性チップ付の薄壁ポリマー器具であって、閉塞動脈、ステントを広げられ、または血圧を測るために用いられる。常用されるポリマーバルーンには、例えばポリエーテルブロックコポリアミドポリマー(PeBAXR)、ナイロンおよびポリエチレンテレフタレート(PET)バルーンがある。バルーンおよびカテーテルで用いられる常用ポリマー物質には、例えば、ポリエーテルおよびポリアミドのコポリマー(例えば、PeBAXR)、ポリアミド、ポリエステル(例えば、PET)、およびカテーテルの作製に用いられるエチレンビニルアルコール(EVA)がある。
【0127】
医療器具チューブ:静脈内チューブを含めて、医療器具チューブで用いられる物質には、ポリ塩化ビニル(PVC)、ポリウレタン、ポリオレフィンおよびブレンドまたは合金、例えば熱可塑性エラストマー、ポリアミド/イミド、ポリエステル、ポリカーボネートまたは様々なフルオロポリマーがある。
【0128】
“ステント”という用語は、血管のような体内管腔を広げておくために用いられる金属またはポリマーケージ様器具として、当業界で知られているものに関する。ステントは通常潰れた状態で体内へ導入され、体内の望ましい箇所でバルーンカテーテルにより拡張されて、そこにそれらが留まる。
【0129】
“融解転移温度”とは、物質中の全結晶部分が消失する最低温度に関する。
【0130】
界面:本発明で“界面”という用語は、部材が他のピース(例えば、金属または非金属部材)と接触して、ポリマーと金属または他のポリマー物質との間に界面を形成するような配置をインプラントがとったときに形成される、医療器具の隙間として定義される。例えば、ポリマー‐ポリマーまたはポリマー‐金属の界面は、整形外科用関節および人工骨部品、例えば人工股、膝、肘または足首のような医療用人工器具に存在する。
【0131】
ポリエチレンと密接する工場組立ピースを組み込んだ医療用インプラントは、界面を形成している。ほとんどの場合、界面は、ガス殺菌プロセスに際して、エチレンオキシドガスまたはガスプラズマと容易には接触しえない。
【0132】
照射:本発明の一面において、放射、好ましくは電離のタイプが用いられる。本発明の他の面によると、約25kGy〜約1000kGyの電離放射線の線量が用いられる。放射線量は、約25kGy、約50kGy、約65kGy、約75kGy、約100kGy、約150kGy、約200kGy、約300kGy、約400kGy、約500kGy、約600kGy、約700kGy、約800kGy、約900kGy、約1000kGyまたは1000kGy以上、あるいはその辺りまたはその中間の整数値である。好ましくは、放射線量は約25kGy〜約150kGyまたは約50kGy〜約100kGyである。ガンマ線および/または電子ビームを含めた、これらタイプの放射線は、界面を有した医療用インプラントを汚染する可能性のある細菌、ウイルスまたは他の微生物を殺すかまたは不活化して、製品殺菌を行う。照射は、電子またはガンマ線照射であろうと、本発明によれば、酸素を含有した空気雰囲気中で行え、該雰囲気中の酸素濃度は少くとも1%、2%、4%または約22%以内、あるいはその辺りまたはその中間の整数値である。他面において、照射は不活性雰囲気中で行ってもよく、該雰囲気は窒素、アルゴン、ヘリウム、ネオンなどまたはそれらの組合せからなる群より選択されるガスを含有している。照射は真空中でも行える。
【0133】
本発明の好ましい特徴によると、照射は増感雰囲気下で行ってもよい。これは、ポリマー中に拡散しうるほど十分に小さな分子サイズであって、照射時に多官能性グラフト部分として作用する、ガス状物質からなる。例としては、置換または非置換多不飽和炭化水素;例えば、アセチレンのようなアセチレン系炭化水素;ブタジエンおよび(メタ)アクリレートモノマーのような共役または非共役オレフィン系炭化水素があるが、クロロトリフルオロエチレン(CTFE)またはアセチレン含有の一塩化イオウが特に好ましい。“ガス状”とは、増感雰囲気が、照射温度のとき、その臨界温度以上または以下において、気相で存在することを意味する。
【0134】
金属ピース:本発明によると、ポリマー物質と界面を形成するピースは、例えば金属である。ポリエチレンと機能的な関係にある金属ピースは、本発明によると、例えばコバルトクロム合金、ステンレス鋼、チタン、チタン合金またはニッケルコバルト合金製である。
【0135】
非金属ピース:本発明によると、ポリマー物質と界面を形成するピースは、例えば非金属である。ポリエチレンと機能的な関係にある非金属ピースは、本発明によると、例えばセラミック物質製である。
【0136】
不活性雰囲気:“不活性雰囲気”という用語は、1%以下の酸素を有する環境、更に好ましくは、殺菌プロセスに際して酸化させずにポリマー物質中のラジカルで架橋を形成させるような無酸化剤条件に関する。不活性雰囲気は、UHMWPEのようなポリマー物質を含有した医療器具を酸化させてしまうようなO2を避けるために用いられる。窒素、アルゴン、ヘリウムまたはネオンのような不活性雰囲気条件が、ポリマー製医療用インプラントを電離放射線で殺菌するために用いられる。
【0137】
窒素、アルゴン、ヘリウム、ネオンまたは真空のような不活性雰囲気条件は、医療用インプラントでポリマー‐金属および/またはポリマー‐ポリマーの界面を電離放射線で殺菌するためにも用いられる。
【0138】
不活性雰囲気条件とは、不活性ガス、不活性流体または不活性液体媒体、例えば窒素ガスまたはシリコンオイルにも関する。
【0139】
無酸素環境:“無酸素環境”とは、酸素21〜22%以下、好ましくは酸素2%以下の、ガス、例えば窒素を含有した環境に関する。無酸素環境の酸素濃度は、少くとも1%、2%、4%、8%、10%、12%、14%、16%、18%、20%、または約22%以下、あるいはその辺りまたはその中間の整数値でもよい。
【0140】
真空:真空という用語は、殺菌プロセスに際して酸化させずにポリマー物質中のラジカルで架橋を形成させるほどの、検知量のガスを有しない環境に関する。真空は、UHMWPEのようなポリマー物質を含有した医療器具を酸化させてしまうようなO2を避けるために用いられる。真空条件は、ポリマー製医療用インプラントを電離放射線で殺菌するために用いうる。
【0141】
真空条件は、市販の真空ポンプを用いて作り出せる。医療用インプラントでポリマー‐金属および/またはポリマー‐ポリマーの界面を電離放射線で殺菌するときにも、真空条件は用いうる。
【0142】
残留ラジカル:“残留ラジカル”とは、ポリマーがガンマ線またはe‐ビームのような電離放射線へ曝されたときに生じるラジカルに関する。ラジカルの一部は互いに再結合して架橋を形成するが、一部は結晶部分に捕捉される。捕捉されたラジカルは、残留ラジカルとしても知られている。
【0143】
本発明の一面によると、電離放射線(例えば、ガンマ線または電子ビーム)で生じるポリマー中の残留ラジカルレベルは、好ましくは電子スピン共鳴を用いて調べられ、ラジカルを減少させるため適切に処理される。
【0144】
殺菌:本発明の一面では、架橋UHMWPEのようなポリマー物質を含有した医療用インプラントの殺菌プロセスについて開示している。該プロセスは、例えば25〜70kGyの線量レベルで、ガンマ線または電子ビームでの電離線殺菌により、あるいはエチレンオキシドまたはガスプラズマでのガス殺菌により、医療用インプラントを殺菌することからなる。
【0145】
本発明の他の面でも、架橋UHMWPEのようなポリマー物質を含有した医療用インプラントの殺菌プロセスについて開示している。該プロセスは、例えば25〜200kGyの線量レベルで、ガンマ線または電子ビームでの電離線殺菌により、医療用インプラントを殺菌することからなる。殺菌の線量レベルは、照射に用いられる標準レベルより高い。これは、殺菌に際して、医療用インプラントを架橋または更に架橋させるためである。
【0146】
他面において、本発明は、界面を電離放射線で殺菌し、照射UHMWPEの融点(約137℃)以上へ媒体を加熱して結晶部分を除去し、残留ラジカルの再結合/除去を行わせ;ガス、例えばエチレンオキシドまたはガスプラズマで医療用インプラントを殺菌することからなる、他のピースへ圧縮成形して界面および連結ハイブリッド物質を形成させることで固化されたポリマー物質を含む、他のピースと接触している、架橋UHMWPEのようなポリマー物質を含有した医療用インプラントの殺菌プロセスについて開示している。
【0147】
加熱:本発明の一面では、ポリマー物質の融点に応じた時間で加熱することによる、製造プロセス時に医療用インプラントのポリマー部材へのドーピング後に、抗酸化剤の均一性を高めるプロセスについて開示している。例えば、好ましい温度は約137℃以下である。本発明の他の面では、酸素濃度が少くとも1%、2%、4%または約22%以内、あるいはその辺りまたはその中間の整数値である、空気中、酸素を含有した雰囲気中で行われる加熱ステップについて開示している。他面において、本発明は、インプラントが該不活性雰囲気と接触しながら行われる加熱ステップについて開示しており、該不活性雰囲気は窒素、アルゴン、ヘリウム、ネオンなどまたはそれらの組合せからなる群より選択されるガスを含有している。他面において、本発明は、不活性流体媒体のような非酸化性媒体とインプラントが接触しながら行われる加熱ステップについて開示しており、該媒体は約1%以下の酸素を含有している。他面において、本発明は、インプラントが真空中に存在しながら行われる加熱ステップについて開示している。
【0148】
本発明の他面において、抗酸化剤の均一性を低下/増加させるためのインプラントの加熱方法が記載されている。UHMWPEのようなポリマー原料を含有した医療器具は、通常、抗酸化剤のドーピングステップ後に、約137℃以下の温度へ加熱される。医療器具は、抗酸化剤の望ましい均一性に達するまで、不活性媒体中で加熱され続ける。
【0149】
“融点以下”または“融解以下”という用語は、ポリエチレン、例えばUHMWPEの融点以下の温度に関する。“融点以下”または“融解以下”という用語は、ポリエチレンの融点に応じて変動する145℃以下の温度、例えば145℃、140℃または135℃に関し、これは処理されるポリエチレンの性質、例えば分子量平均および範囲、バッチ偏差などにも依存する。融解温度は、典型的には、10℃/分の加熱速度で示差走査熱量計(DSC)を用いて測定される。こうして測定されたピーク融解温度は融点と称され、例えば、ある種類のUHMWPEの場合は約137℃である。融解温度を調べて、照射およびアニール温度を求めるためには、出発ポリエチレン物質で融解試験を行うことが望ましい。
【0150】
“アニール”という用語は、ポリマーをそのピーク融点以下に加熱することをいう。アニール時間は少くとも1分間〜数週間にわたる。一面において、アニール時間は約4時間〜約48時間、好ましくは24〜48時間、更に好ましくは約24時間である。“アニール温度”とは、本発明によるアニールの熱条件に関する。
【0151】
“接触”という用語は、増感剤がその所定機能を発揮しうるように、物理的に接近していること、または触れ合うことをいう。好ましくは、ポリエチレン構造体またはプレフォームは、それが増感剤に浸漬されて、確実に接触が十分となるように、十分接触される。浸漬とは、適切な温度で十分な時間にわたり特定の環境下にサンプルを置くこと、例えば抗酸化剤の溶液中にサンプルを浸漬すること、と定義される。該環境は、室温から物質の融点以下の温度までにわたる温度へ加熱される。接触時間は少くとも約1分間〜数週間にわたり、期間は環境の温度に応じて変わる。
【0152】
“非酸化性”という用語は、空気中80℃オーブンで5週間にわたりポリマー物質をエージングした後、約0.5未満の酸化指数(A.U.)を有するポリマー物質の状態に関する。そのため、非酸化性架橋ポリマー物質は、エージング期間後、約0.5未満の酸化指数(A.U.)を通常示す。
【0153】
ドーピング:ドーピングとは、当業界で周知のプロセスに関する(例えば、US特許No.6,448,315および5,827,904参照)。これに関して、ドーピングとは、通常、ここで記載されているように、ある条件下でポリマー物質を抗酸化剤と接触させること、例えば超臨界条件下でUHMWPEを抗酸化剤でドープすることに関する。
【0154】
更に詳しくは、固化ポリマー物質は、抗酸化剤の溶液に該物質を浸すことにより、抗酸化剤でドープされる。こうして抗酸化剤をポリマー中へ拡散させる。例えば、物質は100%抗酸化剤に浸される。物質は抗酸化剤溶液に浸してもよく、抗酸化剤濃度を希釈するためにキャリア溶媒が用いうる。抗酸化剤の拡散深さを増すために、物質は高温、高圧および/または超臨界流体の存在下で、長期間にわたりドープしてもよい。
【0155】
ドーピングプロセスは、約1時間〜数日間、好ましくは約1時間〜24時間、更に好ましくは1時間〜16時間にわたる、ビタミンEのような抗酸化剤への、ポリマー物質、医療用インプラントまたは器具の浸漬からなる。抗酸化剤は室温または約160℃以下に加熱され、ドーピングは室温または約160℃以下で行われる。好ましくは、抗酸化剤が100℃に加熱され、ドーピングが100℃で行われる。
【0156】
ドーピングステップに続き、ポリマー物質、医療用インプラントまたは器具内で抗酸化剤の均一性を改善するために、空気中または無酸素環境で加熱ステップを行ってもよい。加熱はピーク融点で、またはそれ以上もしくはそれ以下で行われる。
【0157】
本発明の他の面において、医療器具はパッケージ化および殺菌前に清浄化される。
【0158】
本発明は下記例で更に説明されているが、これらは本発明を決して限定するものではない。
【例】
【0159】
ビタミンE:別記されない限り、ビタミンE(AcrosTM99%D‐α‐トコフェロール,Fisher Brand)をここで記載された実験に用いた。用いられたビタミンEは色が非常に薄い黄色で、室温で粘稠な流体である。その融点は2〜3℃である。
【0160】
例1.ビタミンEと混合されたUHMWPE樹脂の固化
ビタミンEをエタノールに溶解させて、10%(w/v)ビタミンE濃度の溶液を得た。次いで、ビタミンE‐エタノール溶液をGUR1050超高分子量ポリエチレン(UHMWPE)樹脂とドライブレンドした。2バッチを調製した:一方は0.1%(w/v)、他方は0.3%(w/v)のビタミンE濃度であった。ビタミンE濃度はエタノールの蒸発後に調べた。次いで、両バッチを空気中230℃の温度でCarver実験用ベンチプレスで固化させた。0.1%(w/v)溶液は暗黄色となり、0.3%(w/v)溶液は褐色となった。変色は固化UHMWPEブロック全体にわたり均一であった。
【0161】
変色は、酸素の存在下で加熱されたときにおける、ビタミンEの分解の結果であると考えられた。
【0162】
例2.空気中または真空中で熱に曝されたときにおけるビタミンEの変色
ビタミンE変色が高温での曝気のせいかどうか、および真空下でビタミンEを加熱することにより変色が避けられるかどうかを調べるために、実験を行った。
【0163】
ここで記載されたような1滴のビタミンE溶液を実験用ガラススライド上に置いた。次いで、ガラススライドを空気中で1時間にわたり空気対流式オーブン中で180℃に加熱した。ビタミンEはその色を暗褐色に変化させた。変色はほぼ確実にビタミンEの分解のせいであった。
【0164】
1滴のビタミンEを実験用ガラススライド上に置いた。次いで、ガラススライドを真空下で1時間にわたり真空オーブン中で180℃に加熱した。空気中で加熱する場合とは対照的に、ビタミンEは真空下で加熱後に認知可能な変色を示さなかった。したがって、空気または酸素の不在下では、ビタミンEの熱処理で認知可能な変色を呈さない。
【0165】
例3.無酸素環境下におけるUHMWPE/ビタミンEの固化
ビタミンEをエタノールに溶解させて、溶液を得る。GUR1050ポリエチレン樹脂を真空下で脱気させるか、または無酸素環境下に置いて、溶解酸素を実質的に除去する。次いで、ビタミンE‐エタノール溶液をGUR1050ポリエチレン樹脂とドライブレンドする。2バッチを調製する:一方は脱気GUR1050、他方は受け入れたままのGUR1050ポリエチレン樹脂である。次いで、ドライブレンド混合物をCarver実験用ベンチプレスで別々に固化させる。固化素材の変色を最少化するために、固化は無酸素環境下で行える。
【0166】
例4.0.1%および0.3%ビタミンEで処理されたピンのピン・オン・ディスク(POD)磨耗試験
UHMWPEの架橋効率に及ぼすビタミンEの効果を調べるために、実験を行った。ビタミンE(α‐トコフェロール)を、2種の濃度、例えば0.1%および0.3%重量/容量で、GUR1050UHMWPE粉末と混合し、固化させた。ブロックへのUHMWPEの固化は圧縮成形により行った。コントロールとして用いるために、1つの追加固化をビタミンE添加物なしで行った。3種の固化ブロックを機械で半分割し、各々の半分を真空下でパッケージ化し、ガンマ線(Steris,Northborough,MA)で100kGyまで照射した。
【0167】
円筒形ピンを、直径9mmおよび長さ13mmで、照射ブロックから切り出した。ピンを最初に空気中80℃で5週間にわたり促進エージングに付し、次いで二方向ピン・オン・ディスク(POD)で試験した。POD試験を合計200万サイクルで行い、50万サイクル毎に磨耗を重量評価した。試験は、減摩剤として牛血清の存在下、2Hzの周波数で行った。
【0168】
放射履歴およびビタミンEのないUHMWPEの典型的磨耗速度は、約8.0mg/百万サイクルである。100kGy照射ビタミンE添加ピンの磨耗速度は、各々0.1%および0.3%ビタミンE濃度の場合、2.10±0.17および5.01±0.76mg/百万サイクルであった。耐磨耗性の低下は、高いビタミンE含有率の方が少ない。
【0169】
ビタミンE含有率を増加させると、ポリエチレンの放射線起因長期酸化不安定性は減少しうる。換言すると、UHMWPEの照射後酸化に対する抵抗性の改善が、ビタミンEとのブレンドにより行いうるのである。しかしながら、高照射線量で得られるUHMWPEの架橋密度は、混合物中におけるビタミンE含有率の濃度増加に伴い減少する。
【0170】
例5.固化ポリエチレン中へのビタミンEの拡散
1滴のビタミンEを空気中で固化GUR1050UHMWPEの機械加工表面上に置いた。6時間後に、ビタミンE滴はその機械加工表面上でもはや目に見えず、それがポリエチレン中へ拡散したことを示していた。
【0171】
例6.照射ポリエチレン中へのビタミンEの拡散
100kGyの線量レベルでガンマ線を用いて、圧縮成形GUR1050UHMWPE(Perplas,Lanchashire,UK)に照射した。直径9mmおよび高さ13mmの円筒形ピン(n=10)を照射素材から機械で作製した。ピン5本(n=5)の基礎表面のうち一方をビタミンEで湿潤させた。他のピン5本はコントロールサンプルとして用いた。2群のピンを空気中室温で16時間置いた。次いで、それらを促進エージングのために空気中80℃で対流式オーブンに入れた。
【0172】
エージングされたピンを5週間後にオーブンから取り出して、酸化の程度を調べた。最初に、ピンを円筒の軸に沿い半分に切った。次いで一方のカット表面をミクロトームで切片(150〜200μm)化し、BioRad UMA 500赤外線顕微鏡を用いて、円筒の基礎表面の一方に相当する端部からの距離の関数として赤外線スペクトルを集めた。ビタミンE処理ピンの場合、酸化レベルはビタミンEで湿潤された基礎表面から定量した。
【0173】
対応ベースラインを差し引いた後、カルボニル振動(1740cm−1)域を1370cm−1のメチレン振動域に対して標準化することにより、酸化指数を計算した。
【0174】
照射ポリエチレンの表面へのビタミンEの適用により、酸化レベルは実質的に減少した。したがって、この方法は、例えばポリマー物質を含有した医療器具で、照射ポリエチレンの長期酸化安定性を改善するために用いうる。
【0175】
例7.ポリエチレン中へのビタミンEの拡散、次いで照射
圧縮成形GUR1050UHMWPE(Perplas,Lanchashire,UK)を一辺19mmのキューブ(n=4)に機械加工した。2キューブの表面をビタミンEで湿潤させ、室温で16時間置いた。残り2キューブをビタミンEの添加なしで置いた。ビタミンE添加および非添加の各群のうち1キューブを無酸素環境(例えば、約2%酸素)下でパッケージ化し、各群の残り5キューブを空気中でパッケージ化した。100kGyの線量レベルでガンマ線を用いて、各パッケージ内のキューブに照射した。
【0176】
照射キューブをパッケージから取り出し、促進エージングのために空気中80℃でオーブンに入れた。
【0177】
エージングされたキューブを5週間後にオーブンから取り出して、酸化の程度を調べた。最初に、キューブを半分に切った。次いで、カット表面の一方をミクロトームで切片(150〜200μm)化し、BioRad UMA 500赤外線顕微鏡を用いて、一端からの距離の関数として赤外線スペクトルを集めた。
【0178】
対応ベースラインを差し引いた後、カルボニル振動(1740cm−1)域を1370cm−1のメチレン振動域に対して標準化することにより、酸化指数を計算した。
【0179】
空気または無酸素環境中での照射前における、ポリエチレンの表面へのビタミンEの適用により、酸化レベルは実質的に減少した。したがって、この方法はポリエチレンの長期酸化安定性を改善するために用いられ、殺菌および/または架橋ポリマー物質、例えばポリマー物質を含有した医療器具に後で照射されることになる。
【0180】
例8.高度架橋医療器具の作製
脛骨膝インサートを圧縮成形GUR1050UHMWPEから機械で作製する。次いで、該インサートを100%ビタミンEまたはビタミンEの溶液に浸す。インサート中へのビタミンEの拡散は温度および/または圧力を高めることにより促進され、これは空気中または不活性もしくは無酸素環境中で行える。望ましいビタミンE拡散レベルに達した後、インサートを空気中または不活性もしくは無酸素環境中でパッケージ化する。次いで、パッケージ化インサートを100kGy線量まで照射する。照射は次の2目的に役立つ:(1)ポリエチレンを架橋して、耐磨耗性を改善する;および(2)インプラントを殺菌する。
【0181】
この例において、ポリエチレンインプラントは、金属のような他の物質と界面を接するものを含めて、いかなるポリエチレン医療器具であってもよい。この例は、全関節形成術で用いられるノンモジュール金属バックドポリエチレン部材である。
【0182】
例9.ポリエチレン中へのビタミンEの拡散
UHMWPE中への合成ビタミンE(DL‐α‐トコフェロール)の拡散について調べる実験を行った。固化GUR1050UHMWPE(Perplas,Lancashire,UK)を2cmのキューブに機械加工した。キューブをドーピング用のα‐トコフェロール(Fisher Scientific,Houston,TX)に浸した。ドーピングはオーブン中窒素パージ下で行った。キューブを0.5〜0.6atm窒素圧下25℃、100℃、120℃または130℃で16時間ドープしたが、これは最初にオーブンを窒素でパージし、次いで真空に付し、次いで窒素の量を調整することにより適用した(25℃を除くすべての場合で、空気中大気圧で行った)。ドーピング後、サンプルをエタノールですすいで、キューブの表面から過剰のα‐トコフェロールを除去した。赤外線顕微鏡観察を行い、自由表面からの深さの関数としてα‐トコフェロールの特徴的吸収を測定することにより、ポリエチレン中へのα‐トコフェロール拡散の程度を定量した。
【0183】
α‐トコフェロールでドープされたキューブを機械で半分割し、LKB Sledge Microtome(Sweden)を用いて切片(約100μm薄片)化した。BioRad UMA 500赤外線顕微鏡(Natick,MA)を用いてこの切片を分析した。キューブの自由表面側の一端からの深さの関数として、50×50μmの孔径で赤外線スペクトルを集めた。典型的にはビタミンEで生じる吸光度、即ち1226〜1275cm−1波数の吸光度を定量することにより、スペクトルを分析した。吸光度下の面積を積分し、1850〜1985cm−1の対照吸光度ピークに対して標準化した。ビタミンE吸光度および対照吸光度双方の積分では、各ベースラインを除外した。標準化された値がビタミンE指数と称される。
【0184】
図1は、4つの異なる温度(25℃、100℃、120℃および130℃)でドープされたポリエチレンキューブの拡散特性を示している。ポリエチレン中α‐トコフェロール拡散の深さは、大気圧下において、25℃の400μmから130℃の3mmまで、温度に伴い増加した。
【0185】
抗酸化剤の拡散深さおよび均一性は、ビタミンEのこの例の場合において、ドーピング温度を変えることにより変化させうる。
【0186】
例10.ビタミンE含有および非含有UHMWPEの人工エージング
照射UHMWPEの熱酸化安定性に及ぼすビタミンEの効果について調べる実験を行った。2個の同一円筒形ピン(直径9mmおよび高さ13mm)を、ガンマ線で100kGyまで照射されたUHMWPEブロックから機械で作製した。一方の円筒形ピンの一底面を天然ビタミンE(DL‐α‐トコフェロール)で被覆し、他のピンは無処理のままにしておいた。次いで、双方のピンをオーブン中80℃で空気中5週間にわたり促進エージングに付した。エージング後に、ピンをミクロトームに付し、円筒底面の双方に対して垂直に200μm薄片を作製した。次いで、ミクロトーム切片(各200μm)をBioRad UMA 500赤外線顕微鏡で分析した。ビタミンE曝露円筒底面に相当するミクロトーム切片の端部からの深さの関数として、赤外線スペクトルを集めた。1680〜1780cm−1波数のカルボニル吸収度を定量することにより、スペクトルを分析した。吸光度下の面積を積分し、1330〜1390cm−1の対照吸光度ピーク下の面積に対して標準化した。カルボニル吸光度および対照吸光度双方の積分では、各ベースラインを除外した。標準化された値が酸化指数と称される。
【0187】
無処理UHMWPEピンサンプルは、ビタミンE処理ピンの場合より約6倍高い酸化指数を示した。
【0188】
例11.ビタミンEドーピングで改善された耐酸化性
圧縮成形GUR1050UHMWPEブロック(Perplas Ltd.,Lancashire,UK)(直径3インチ)を真空中で111kGyの線量までガンマ線照射した(Steris Isomedix,Northborough,MA)。照射ブロックを寸法約2cm×2cm×1cmの半キューブに機械加工した。
【0189】
4群の半キューブをドーピング用のα‐トコフェロール(α‐D,L‐T,Fischer Scientific,Houston,TX)に浸した。RT1群の半キューブは室温で1時間浸した。RT16群の半キューブは室温で16時間浸した。100C1群の半キューブは100℃で1時間浸した。100C16群の半キューブは100℃で16時間浸した。各群で半キューブは合計3個であった。加えて、3群の熱コントロールを各群3個の半キューブで作製した。TCRT群は、照射ブロックの1つから機械加工された半キューブであった。TC100C1群は、空気中で100℃に1時間加熱された半キューブであった。TC100C16群は、空気中で100℃に16時間加熱された半キューブであった。
【0190】
次いで、上記の浸漬および熱コントロール半キューブを皿洗い機でクリーニングした。クリーニングは、ポータブルKenmore皿洗い機(Sears Inc.,Hoffman Estates,IL)により、すすぎおよび熱乾燥付きの標準サイクルで行った。クリーニング中、すべての半キューブ試験サンプルを直径2インチの円筒形非弾性ポリエチレンメッシュに入れ、末端で閉じた。こうして、サンプルが動き回らずに、クリーニング液が行き渡ることを確かにした。ElectrasolTM(Reckitt Benckiser Inc.,Berkshire,UK)をクリーニング剤として用いた。
【0191】
クリーニング後、サンプルを促進エージングに付して、照射UHMWPEの酸化安定性に及ぼす、異なる条件下でのトコフェロールドーピングの効果を調べた。サンプルをオーブン中80℃で空気中5週間置くことにより、促進エージングを行った。
【0192】
エージング後、半キューブを半分に切り、ミクロトームに付し、一方の2cm×2cm表面に対して垂直に200μm薄片を作製した。次いで、ミクロトーム切片(各200μm)をBioRad UMA 500赤外線顕微鏡で分析した。トコフェロールに浸され、更にエージング中空気に曝された表面に相当するミクロトーム切片の端部からの深さの関数として、赤外線スペクトルを集めた。1680〜1780cm−1波数のカルボニル吸収度を定量することにより、スペクトルを分析した。吸光度下の面積を積分し、1330〜1390cm−1の対照吸光度ピーク下の面積に対して標準化した。カルボニル吸光度および対照吸光度双方の積分では、各ベースラインを除外した。標準化された値が酸化指数と称される。
【0193】
各ミクロトーム切片の最大酸化値を計算し、上記各群から3切片の平均が表1で示されている。室温にてトコフェロールでドープされたUHMWPEで111kGy照射、クリーニングおよびエージングされたサンプルに関する熱コントロールが、高レベルの酸化を示した。1時間および16時間かけた、照射、トコフェロールドープ、クリーニングおよびエージングされたサンプルの平均最大酸化レベルは、ドープされなかったが、同様の熱履歴を有する各熱コントロールより低かった。
【0194】
これらの結果は、洗浄および乾燥によるクリーニングがUHMWPE中へ拡散したトコフェロールを除去したりせず、トコフェロールが強エージング条件下で高線量照射UHMWPEの酸化から防御したことを示している。
【0195】
【表1】
【0196】
100℃で1時間にわたりトコフェロールでドープされたUHMWPEで111kGy照射、クリーニングおよびエージングされたサンプルに関する熱コントロール(TC100C1群)は、対応トコフェロールドープド試験サンプル(100C1群)より高い酸化レベルを示した。同様に、100℃で16時間にわたりトコフェロールでドープされたUHMWPEで111kGy照射、クリーニングおよびエージングされたサンプルに関する熱コントロール(TC100C16群)は、トコフェロールドープド試験サンプル(100C16群)より高い酸化レベルを示した。熱コントロールと試験サンプルの酸化レベルは、1時間および16時間の浸漬時間で有意差を示さなかった。100℃のドープドサンプルに関する酸化レベルは、室温でドープされたものより低かった。
【0197】
図2は、各試験群(TCRT群、RT1群、RT16群、TC100C16群、100C1群、TC100C1群および100C16群)の代表的エージドキューブの1つへの深さの関数として、酸化指数特性を示している。
【0198】
例12:バルーンカテーテルの電離線殺菌
バルーンおよびステントで薬物コーティングの使用が増しているが、その使用は多くの場合でエチレンオキシド殺菌の使用を妨げている。加えて、磨耗性の改善が、金属ステントを拡張させるために用いられるバルーンで望まれている。ポリエチレンバルーンを室温圧力下で16時間にわたりビタミンEに浸す。次いで、バルーンを25〜100kGyの線量レベルで電離放射線に曝す。放射線は薬物に影響を与えることなく部材を殺菌し、磨耗性を改善するようにポリエチレンを架橋する。残留ラジカルに起因する酸化は、ビタミンEの存在により最少化させうる。
【0199】
例13:パッケージ化物質の耐酸化性改善
ポリエチレンフィルム製のパッケージを室温でビタミンEに浸し、圧力下で16時間保つ。次いで、パッケージを線量25〜40kGyで電離放射線により殺菌する。パッケージは、パッケージの機械的一体および気体遮断性の双方に影響を与えうる酸化性脆化から防御されている。
【0200】
例14:UHMWPEの照射およびドーピング
次のように処理された:(1)65kGyまでガンマ線照射された、(2)100kGyまでガンマ線照射された、および(3)未照射のGUR1050UHMWPE製の3種の異なる棒素材から、キューブ(一辺20mm)を機械で作製した。該キューブを室温で16時間にわたりビタミンE(DL‐α‐トコフェロール)へ浸すことでドープした。一方は65kGyおよび他方は100kGy照射素材から機械で作製された2群のキューブをビタミンEでドーピング後にパッケージ化し、殺菌のため線量レベル25〜40kGyのガンマ線で再び照射した。未照射素材から機械で作製された残り1群のキューブは、ビタミンEでドーピング後にパッケージ化し、架橋および殺菌のため線量レベル125〜140kGyのガンマ線で再び照射した。
【0201】
例15:エージング前および後における照射およびビタミンEドープドUHMWPEのピン・オン・ディスク(POD)磨耗性
固化GUR1050UHMWPE棒素材に65kGyおよび100kGyでガンマ線照射した。POD磨耗試験用の円筒形ピン(直径9mmおよび高さ13mm)サンプルを照射棒素材から機械で作製した。サンプルを空気中室温で16時間にわたりビタミンE(α‐トコフェロール)でドープした。ドーピング後に、サンプルを27kGyの線量で更にガンマ線殺菌した。これら2群は、各々92kGyおよび127kGyの総放射線量であるため、α‐T‐92およびα‐T‐127と称される。
【0202】
円筒形サンプルの半分を空気中80℃で5週間にわたり促進エージングに付した。未エージドおよびエージドサンプル双方をPOD磨耗試験に付した。ピンの磨耗性は、矩形磨耗路でインプラント仕上コバルト‐クロム壁面へピンを擦り付けることにより、2Hzの周波数で特注二方向ピン・オン・ディスク磨耗試験機で試験した(Muratoglu et al.,Biomaterials,20(16):1463-1470,1999)。ピーク接触応力は試験に際して6MPaであった。子牛血清を減摩剤として用い、50万サイクル毎に磨耗を重量で定量した。最初に、ピンを200,000サイクルのPOD試験に付して、表面の拡散または粗さとは無関係の定常状態磨耗速度に到達させた。次いで、各群のうちピン3本を合計200万サイクルで試験した。磨耗速度を磨耗vs.20万〜200万サイクルのサイクル数の直線回帰として計算した。ドーピングおよびエージングされた架橋ポリエチレンの磨耗速度が表2で示されている。
【0203】
【表2】
【0204】
ドープドサンプルの磨耗性はエージング前後で同等であり、拡散により取込まれた抗酸化剤の存在が照射ポリエチレンを酸化から防御し、こうしてエージング後における磨耗増加を防ぐことを示していた。典型的には、100kGy照射UHMWPEの磨耗速度は約1mg/百万サイクルである(Muratoglu et al.,Biomaterials,20(16):1463-1470,1999)。105kGy照射UHMWPEのエージングは、その磨耗速度を20mg/サイクル以上に増加させうる(Muratoglu et al.,Clinical Orthopaedics & Related Research,417:253-262,2003)。
【0205】
例16:ポリエーテルブロックコポリアミドバルーンの酸化安定性
ポリエーテルブロックコポリアミドポリマー(PeBAXR)製のバルーンをパッケージ化後にガンマ線または電子ビームで殺菌する。ラジカル生成のせいでこれらの物質に酸化脆化の心配があるため、ラジカルの消滅は長期保存寿命(例えば、3年保存寿命)を確保する上で必須である。高温へ曝されたときに高度整列ポリマー鎖が弛緩して、半径方向および軸方向収縮することを考えると、これらの物質は照射後に熱処理できないのである。
【0206】
ポリエーテルブロックコポリアミドバルーンをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。バルーンをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、望ましくない架橋も減らせる。
【0207】
例17:ナイロンバルーンの酸化安定性
ナイロンポリマー製のバルーンをパッケージ化後にガンマ線または電子ビームで殺菌する。ラジカル生成のせいでこれらの物質に酸化脆化の心配があるため、ラジカルの消滅は3年保存寿命を確保する上で必須である。高温へ曝されたときに高度整列ポリマー鎖が弛緩して、半径方向および軸方向収縮することを考えると、これらの物質は照射後に熱処理できないのである。
【0208】
ナイロンバルーンをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。バルーンをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、望ましくない架橋も減らせる。
【0209】
例18:ポリエチレンテレフタレートバルーンの酸化安定性
ポリエチレンテレフタレート(PET)ポリマー製のバルーンをパッケージ化後にガンマ線または電子ビームで殺菌する。ラジカル生成のせいでこれらの物質に酸化脆化の心配があるため、ラジカルの消滅は長期保存寿命(例えば、3年保存寿命)を確保する上で必須である。高温へ曝されたときに高度整列ポリマー鎖が弛緩して、半径方向および軸方向収縮することを考えると、これらの物質は照射後に熱処理できないのである。
【0210】
PETバルーンをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。バルーンをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、望ましくない架橋も減らせる。
【0211】
例19:複合材バルーンの酸化安定性
ポリエチレン、PET、ポリエーテルブロックコポリアミド、ポリ酢酸ビニルおよびナイロンを含むポリマーの組合せから作製された複合材バルーンを、パッケージ化後にガンマ線または電子ビームで殺菌する。ラジカル生成のせいでこれらの物質に酸化脆化の心配があるため、ラジカルの消滅は長期保存寿命(例えば、3年保存寿命)を確保する上で必須である。高温へ曝されたときに高度整列ポリマー鎖が弛緩して、半径方向および軸方向収縮することを考えると、これらの物質は照射後に熱処理できないのである。
【0212】
これらの複合材バルーンをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。バルーンをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、望ましくない架橋も減らせる。
【0213】
例20:ポリプロピレン製医療器具の殺菌
ポリプロピレンは、多くの場合射出成形で、シリンジ、バイアルおよび他の多くの器具を作製するために、医療産業で広く用いられている。ポリプロピレンは、ガンマ線または電子ビームによる電離線殺菌あるいはエチレンオキシドまたはガスプラズマによるガス殺菌へ付されたときに、酸化分解を示すことが知られている。
【0214】
ポリプロピレン製シリンジをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。シリンジをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、望ましくない架橋も減らせる。
【0215】
例21:軟質ポリ塩化ビニル製チューブの殺菌
チューブを含む様々な医療器具で軟質ポリ塩化ビニル(PVC)が用いられている。エチレンオキシドで予め殺菌されていても、多くの製造業者はガンマ線または電子ビームを用いて殺菌している。電離放射線への曝露で、これらの物質はしばしば褐変および黄変するが、これは酸化のせいであると考えられている(Medical Plastics and Biomaterials Magazine,March,1996,Douglas W.Luther and Leonard A.Linsky)。抗酸化剤がメカニカルミキサーまたは押出機でPVC中に配合されると、黄変は減る。
【0216】
PVCチューブをビタミンEまたはビタミンEとアルコールのような溶媒の溶液に浸す。チューブをパッケージ化し、次いで25〜70kGyの殺菌線量に曝す。高い放射線量は2倍の殺菌線量のせいである。殺菌は空気中または低酸素雰囲気中で行える。ビタミンEは殺菌プロセスで生じた残留ラジカルの酸化作用を最少化し、PVC材の色安定化および保存寿命の改善をもたらす。
【0217】
例22:ドーピング後のアニール
ドーピング後は、より均一な抗酸化剤分布を得るためにアニールが行える。未照射UHMWPEキューブを130℃で96時間にわたり未希釈α‐トコフェノールへ浸すことによりドープした。キューブ1個を機械で半分割し、ミクロトームに付した。例9で記載されたように、赤外線顕微鏡を用いてミクロトーム切片を分析し、ドーピング中に自由であった表面側からの深さの関数としてビタミンE指数を調べた。ドーピング後に、他のドープドキューブを130℃で様々な時間にわたりアニールした。赤外線顕微鏡を用いて、ドープおよびアニールされたキューブも分析し、アニール時間の関数としてビタミンE指数特性の変化を調べた。図3は、ドープされた並びにドープおよびアニールされたキューブで調べられた拡散特性を示している。アニールされなかったサンプルで、表面濃度は内部よりかなり高かったが、同温度で100時間アニールされたサンプルはほぼ均一な特性を示した。したがって、ドーピング後のアニールは、ホストポリマー全体で抗酸化剤分布の均一性を増すために用いうるのである。アニールの温度および時間は、ここで記載されたようにパラメーター分析を行うことにより調整しうる。
【0218】
例23:UHMWPEの加工順序
UHMWPEは、例えば図4および5で略記されているように、様々な段階において抗酸化剤でドープしうる。
【0219】
記載、具体例およびデータは、例示態様を示しているが、説明のためであって、本発明を限定するものではない、と理解すべきである。本発明内における様々な変更および修正が、ここに含まれる考察、開示およびデータから当業者に明らかとなるであろうが、これらも本発明の一部と考えられる。
【図面の簡単な説明】
【0220】
【図1】図1は、室温、100℃、120℃および130℃におけるUHMWPE中へのビタミンE拡散の浸透深さを示す。
【図2】図2は、数試験群(TCRT群、RT1群、RT16群、TC100C16群、100C1群、TC100C1群および100C16群)の代表的エージド(aged)キューブの1つへの深さの関数として、酸化指数特性を示す。
【図3】図3は、後に行われた130℃でのアニール時間の関数として、130℃で96時間ドープされた未照射UHMWPE中へのビタミンEの拡散特性を示す。
【図4】図4は、UHMWPEを加工し様々な段階でドープする順序の例を概略で示す。
【図5】図5は、UHMWPEを加工して様々な段階でドープする順序の例を概略で示す。
【特許請求の範囲】
【請求項1】
医療用インプラントのための耐摩耗性非酸化性架橋超高分子量ポリエチレン(ultra-high molecular weight polyethylene : UHMWPE)混合物であって、
下記の工程:
a)UHMWPE物質と、α−トコフェロール(ビタミンE)を混合し、
b)UHMWPE混合物を固化し、
c)室温からUHMWPE混合物の融点より低い温度で固化UHMWPE混合物を加熱し、
d)室温からUHMWPE混合物の融点より低い温度までの昇温で、加熱した固化UHMWPE混合物を電離放射線で照射し、
e)工程d)による照射の前後で、固化UHMWPE混合物を機械加工し、それにより、
UHMWPE混合物の外に、α−トコフェロール(ビタミンE) が浸出することを防いだ、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物を形成することを含んでなる方法によって得られる、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物。
【請求項2】
UHMWPEが、UHMWPE樹脂粉末、UHMWPEフレーク、UHMWPE粒子またはそれらの混合物である、請求項1に記載のUHMWPE混合物。
【請求項3】
照射が、1%〜22%の酸素を含有した雰囲気中で行われる、請求項1に記載のUHMWPE混合物。
【請求項4】
照射が不活性雰囲気中で行われてなり、
該不活性雰囲気が、窒素、アルゴン、ヘリウム、ネオンまたはそれらの組合せからなる群より選択されるガスを含有している、請求項1に記載のUHMWPE混合物。
【請求項5】
UHMWPE混合物が照射により架橋されてなり、照射が真空中で行われてなる、請求項1に記載のUHMWPE混合物。
【請求項6】
UHMWPE混合物が照射により架橋されてなり、架橋UHMWPE混合物が、1%〜22%の酸素を含有した雰囲気中で加熱されてなる、請求項1に記載のUHMWPE混合物。
【請求項7】
UHMWPE混合物が照射により架橋されてなり、放射線量が25〜1000kGyである、請求項1に記載のUHMWPE混合物。
【請求項8】
UHMWPE混合物が照射により架橋されてなり、放射線量が65kGy、75kGy、100kGy、125kGy、又は200kGyである、請求項1に記載のUHMWPE混合物。
【請求項9】
UHMWPE混合物がガンマ線照射により架橋されてなる、請求項1に記載のUHMWPE混合物。
【請求項10】
UHMWPE混合物が電子ビーム照射により架橋されてなる、請求項1に記載のUHMWPE混合物。
【請求項11】
UHMWPE混合物が、エタノール中で50重量%のα−トコフェロール(ビタミンE)の溶液に浸される、請求項1に記載のUHMWPE混合物。
【請求項12】
UHMWPE混合物が、20℃から135℃の温度において照射されてなる、請求項1に記載のUHMWPE混合物。
【請求項13】
UHMWPE混合物が、20℃から135℃の温度において加熱されてなる、請求項1に記載のUHMWPE混合物。
【請求項14】
工程d)による照射の前に、固化UHMWPE混合物を機械加工してなる、請求項1に記載のUHMWPE混合物。
【請求項15】
工程d)による照射の後に、固化UHMWPE混合物を機械加工してなる、請求項1に記載のUHMWPE混合物。
【請求項16】
工程b)における固化UHMWPE混合物を、室温からUHMWPE混合物の融点より低い温度までの昇温で照射する前に、加熱するものである、請求項1に記載のUHMWPE混合物。
【請求項17】
医療用インプラント用の耐摩耗性非酸化性架橋超高分子量ポリエチレン(ultra-high molecular weight polyethylene : UHMWPE)混合物であって、
下記の工程:
a)一又は二以上のα−トコフェロール(ビタミンE)を含有するUHMWPE物質の混合物を含んでなるUHMWPE混合物を固化し、
b)室温からUHMWPE混合物の融点より低い温度で固化UHMWPE混合物を加熱し、
c)室温からUHMWPE混合物の融点より低い温度までの昇温で、加熱した固化UHMWPE混合物を電離放射線で照射し、
d)工程c)による照射の前後で、固化UHMWPE混合物を機械加工し、それにより、
UHMWPE混合物の外に、α−トコフェロール(ビタミンE) が浸出することを防いだ、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物を形成することを含んでなる方法によって得られる、医療用インプラント用の耐摩耗性非酸化性架橋UHMWPE混合物。
【請求項18】
工程c)による照射の前に、固化UHMWPE混合物を機械加工してなる、請求項17に記載のUHMWPE混合物。
【請求項19】
工程c)による照射の後に、固化UHMWPE混合物を機械加工してなる、請求項17に記載のUHMWPE混合物。
【請求項20】
医療用インプラント用の耐摩耗性非酸化性架橋超高分子量ポリエチレン(ultra-high molecular weight polyethylene : UHMWPE)混合物であって、
下記の工程:
a)一又は二以上のα−トコフェロール(ビタミンE)を含有するUHMWPE物質の固化混合物を室温からUHMWPE混合物の融点より低い温度で加熱し、
b)室温からUHMWPE混合物の融点より低い温度までの昇温で、加熱した固化UHMWPE混合物を電離放射線で照射し、
c)工程b)による照射の前後で、固化UHMWPE混合物を機械加工し、それにより、
UHMWPE混合物の外に、α−トコフェロール(ビタミンE) が浸出することを防いだ、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物を形成することを含んでなる方法によって得られる、医療用インプラント用の耐水性非酸化性架橋UHMWPE混合物。
【請求項21】
工程b)による照射の前に、固化UHMWPE混合物を機械加工してなる、請求項20に記載のUHMWPE混合物。
【請求項22】
工程b)による照射の後に、固化UHMWPE混合物を機械加工してなる、請求項20に記載のUHMWPE混合物。
【請求項1】
医療用インプラントのための耐摩耗性非酸化性架橋超高分子量ポリエチレン(ultra-high molecular weight polyethylene : UHMWPE)混合物であって、
下記の工程:
a)UHMWPE物質と、α−トコフェロール(ビタミンE)を混合し、
b)UHMWPE混合物を固化し、
c)室温からUHMWPE混合物の融点より低い温度で固化UHMWPE混合物を加熱し、
d)室温からUHMWPE混合物の融点より低い温度までの昇温で、加熱した固化UHMWPE混合物を電離放射線で照射し、
e)工程d)による照射の前後で、固化UHMWPE混合物を機械加工し、それにより、
UHMWPE混合物の外に、α−トコフェロール(ビタミンE) が浸出することを防いだ、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物を形成することを含んでなる方法によって得られる、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物。
【請求項2】
UHMWPEが、UHMWPE樹脂粉末、UHMWPEフレーク、UHMWPE粒子またはそれらの混合物である、請求項1に記載のUHMWPE混合物。
【請求項3】
照射が、1%〜22%の酸素を含有した雰囲気中で行われる、請求項1に記載のUHMWPE混合物。
【請求項4】
照射が不活性雰囲気中で行われてなり、
該不活性雰囲気が、窒素、アルゴン、ヘリウム、ネオンまたはそれらの組合せからなる群より選択されるガスを含有している、請求項1に記載のUHMWPE混合物。
【請求項5】
UHMWPE混合物が照射により架橋されてなり、照射が真空中で行われてなる、請求項1に記載のUHMWPE混合物。
【請求項6】
UHMWPE混合物が照射により架橋されてなり、架橋UHMWPE混合物が、1%〜22%の酸素を含有した雰囲気中で加熱されてなる、請求項1に記載のUHMWPE混合物。
【請求項7】
UHMWPE混合物が照射により架橋されてなり、放射線量が25〜1000kGyである、請求項1に記載のUHMWPE混合物。
【請求項8】
UHMWPE混合物が照射により架橋されてなり、放射線量が65kGy、75kGy、100kGy、125kGy、又は200kGyである、請求項1に記載のUHMWPE混合物。
【請求項9】
UHMWPE混合物がガンマ線照射により架橋されてなる、請求項1に記載のUHMWPE混合物。
【請求項10】
UHMWPE混合物が電子ビーム照射により架橋されてなる、請求項1に記載のUHMWPE混合物。
【請求項11】
UHMWPE混合物が、エタノール中で50重量%のα−トコフェロール(ビタミンE)の溶液に浸される、請求項1に記載のUHMWPE混合物。
【請求項12】
UHMWPE混合物が、20℃から135℃の温度において照射されてなる、請求項1に記載のUHMWPE混合物。
【請求項13】
UHMWPE混合物が、20℃から135℃の温度において加熱されてなる、請求項1に記載のUHMWPE混合物。
【請求項14】
工程d)による照射の前に、固化UHMWPE混合物を機械加工してなる、請求項1に記載のUHMWPE混合物。
【請求項15】
工程d)による照射の後に、固化UHMWPE混合物を機械加工してなる、請求項1に記載のUHMWPE混合物。
【請求項16】
工程b)における固化UHMWPE混合物を、室温からUHMWPE混合物の融点より低い温度までの昇温で照射する前に、加熱するものである、請求項1に記載のUHMWPE混合物。
【請求項17】
医療用インプラント用の耐摩耗性非酸化性架橋超高分子量ポリエチレン(ultra-high molecular weight polyethylene : UHMWPE)混合物であって、
下記の工程:
a)一又は二以上のα−トコフェロール(ビタミンE)を含有するUHMWPE物質の混合物を含んでなるUHMWPE混合物を固化し、
b)室温からUHMWPE混合物の融点より低い温度で固化UHMWPE混合物を加熱し、
c)室温からUHMWPE混合物の融点より低い温度までの昇温で、加熱した固化UHMWPE混合物を電離放射線で照射し、
d)工程c)による照射の前後で、固化UHMWPE混合物を機械加工し、それにより、
UHMWPE混合物の外に、α−トコフェロール(ビタミンE) が浸出することを防いだ、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物を形成することを含んでなる方法によって得られる、医療用インプラント用の耐摩耗性非酸化性架橋UHMWPE混合物。
【請求項18】
工程c)による照射の前に、固化UHMWPE混合物を機械加工してなる、請求項17に記載のUHMWPE混合物。
【請求項19】
工程c)による照射の後に、固化UHMWPE混合物を機械加工してなる、請求項17に記載のUHMWPE混合物。
【請求項20】
医療用インプラント用の耐摩耗性非酸化性架橋超高分子量ポリエチレン(ultra-high molecular weight polyethylene : UHMWPE)混合物であって、
下記の工程:
a)一又は二以上のα−トコフェロール(ビタミンE)を含有するUHMWPE物質の固化混合物を室温からUHMWPE混合物の融点より低い温度で加熱し、
b)室温からUHMWPE混合物の融点より低い温度までの昇温で、加熱した固化UHMWPE混合物を電離放射線で照射し、
c)工程b)による照射の前後で、固化UHMWPE混合物を機械加工し、それにより、
UHMWPE混合物の外に、α−トコフェロール(ビタミンE) が浸出することを防いだ、医療用インプラントのための耐摩耗性非酸化性架橋UHMWPE混合物を形成することを含んでなる方法によって得られる、医療用インプラント用の耐水性非酸化性架橋UHMWPE混合物。
【請求項21】
工程b)による照射の前に、固化UHMWPE混合物を機械加工してなる、請求項20に記載のUHMWPE混合物。
【請求項22】
工程b)による照射の後に、固化UHMWPE混合物を機械加工してなる、請求項20に記載のUHMWPE混合物。
【図1】

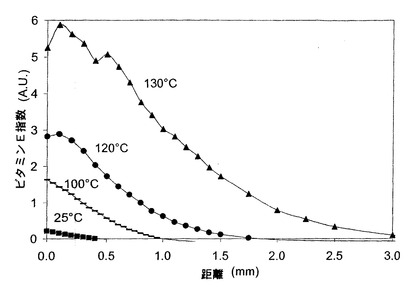
【図2】
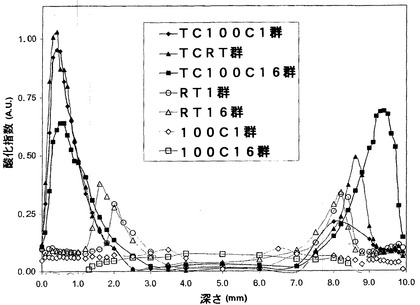
【図3】
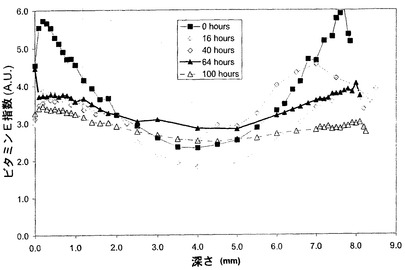
【図4】
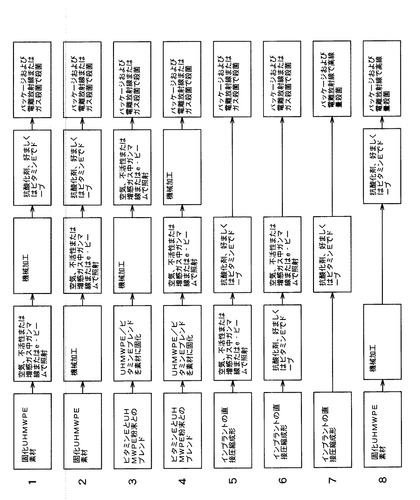
【図5】
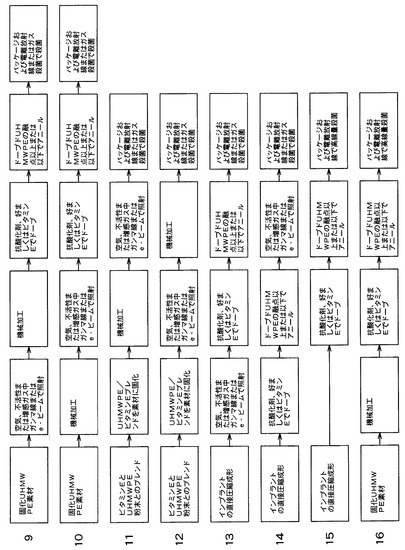
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−120855(P2012−120855A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2012−16768(P2012−16768)
【出願日】平成24年1月30日(2012.1.30)
【分割の表示】特願2006−500941(P2006−500941)の分割
【原出願日】平成16年1月15日(2004.1.15)
【出願人】(392015468)ザ・ジェネラル・ホスピタル・コーポレイション (14)
【氏名又は名称原語表記】THE GENERAL HOSPITAL CORPORATION
【出願人】(505271116)ケンブリッジ、ポリマー、グループ、インコーポレイテッド (10)
【氏名又は名称原語表記】CAMBRIDGE POLYMER GROUP, INC.
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成24年1月30日(2012.1.30)
【分割の表示】特願2006−500941(P2006−500941)の分割
【原出願日】平成16年1月15日(2004.1.15)
【出願人】(392015468)ザ・ジェネラル・ホスピタル・コーポレイション (14)
【氏名又は名称原語表記】THE GENERAL HOSPITAL CORPORATION
【出願人】(505271116)ケンブリッジ、ポリマー、グループ、インコーポレイテッド (10)
【氏名又は名称原語表記】CAMBRIDGE POLYMER GROUP, INC.
【Fターム(参考)】
[ Back to top ]