
耐食性に優れた高強度、高靭性アルミニウム合金鍛造材とその製造方法、およびサスペンション部品
【目的】従来のAl−Mg−Si系合金よりさらに改良された強度と靭性、すなわち耐力で350MPa以上の高強度とシャルピー衝撃値20J/cm2以上の高靭性を得ることができ、車両構造部材用として好適に使用し得る耐食性に優れた高強度、高靭性のAl−Mg−Si系アルミニウム合金鍛造材を提供する。
【構成】Si:0.7〜1.3%、Mg:0.55〜0.95%、Cu:0.27〜0.43%、Mn:0.17〜0.43%、Cr:0.07〜0.23%、およびZr:0.10〜0.24%を含有し、残部がAlおよび不可避的不純物からなり、かつ[Si%]×1.73−[Mg%]>0.35%を満足する組成を有し、断面の肉厚中心部は平均結晶粒10μm以下の亜結晶粒組織をそなえ、該亜結晶組織が前記断面に占める割合が70%以上であることを特徴とする。
【構成】Si:0.7〜1.3%、Mg:0.55〜0.95%、Cu:0.27〜0.43%、Mn:0.17〜0.43%、Cr:0.07〜0.23%、およびZr:0.10〜0.24%を含有し、残部がAlおよび不可避的不純物からなり、かつ[Si%]×1.73−[Mg%]>0.35%を満足する組成を有し、断面の肉厚中心部は平均結晶粒10μm以下の亜結晶粒組織をそなえ、該亜結晶組織が前記断面に占める割合が70%以上であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は耐食性に優れた高強度、高靭性アルミニウム合金鍛造材とその製造方法、およびアルミニウム合金鍛造材からなるサスペンション部品に関する。
【背景技術】
【0002】
近年、とくに輸送機器の分野において、排ガス規制や二酸化炭素の排出抑制の要求が高まっており、この要求を満たすために、軽量化による燃費向上が注目され、その手段として従来の鉄系材料に替えてアルミニウム材料の使用が検討され、一部実用化されている。
【0003】
輸送機器のうち、サスペンション部品に適用されるアルミニウム材料としては、過酷な使用環境を考慮して、強度や靭性とともに耐食性にも優れ、また生産性も良好な6000系合金、とくにJIS6061合金が使用されている。
【0004】
近年、サスペンションの形式は、サスペンションアームを複数のリンクに分け、サスペンション特性の向上を図るとともに、サスペンションのコンパクト化や高機能化を図るための配置構造の自由度向上を得るために、従来の上下にA型のサスペンションアームを有するダブルウィシュボーン式から複数のI型リンクを有するマルチリンク式に変わりつつある。
【0005】
I型サスペンションリングは、直線形状からV字、S字、複雑断面形状、小径断面になってきており、従来のJIS6061合金などの6000系アルミニウム合金を適用した場合には、強度不足のために、サスペンションリングの形状変更、サスペンション構造の変更を余儀なくされるため、サスペンションのコンパクト化や高機能化を図るためには、さらに高い強度特性を有する材料が要求されるようになっている。
【0006】
サスペンション部品のうちサスペンションアーム、とくに車両の最下位にあるロアーアームは路面からの直接的な衝撃入力と過酷な腐食環境にさらされることとなるために高強度、高靭性、高耐食性が要求され、また、サスペンションアームは、ブッシュの圧入構造やボールジョイントのカシメ構造などの使用構造があり、高強度、高靭性の材料が求められる。
【0007】
サスペンション部品として使用されているJIS6061合金は、鋳物あるいは、その押出材を熱間鍛造し、T6調質材として供給されるが、通常の組成のものを常法に従って処理した場合には、引張強さで270〜320MPa程度の強度特性しか得られず、車両構造の十分な軽量化を達成することが困難である。
【0008】
これを解決するために、Mn、Cr、Zrを積極的に添加して、かつそれらの成分範囲を規定することにより、粗大再結晶粒発生を防止するとともに、焼入れ感受性を改善した押出鍛造用Al−Mg−Si系合金(特許文献1参照)や、主要合金成分のMg、SiおよびCuの含有量を多くして強度増加を図った鍛造用Al−Mg−Si系合金(特許文献2参照)が提案されているが、靭性や耐食性が必ずしも十分でなく、とくにCuの増加は耐食性を低下させる原因となる。
【0009】
靭性の向上を目的とし、Mn、Cr、Zr等の晶出物粒径や間隔を制御したアルミニウム合金鍛造材(特許文献3参照)も提案されているが、得られるシャルピー衝撃値は13J/cm2以下であり、高強度足回り部品として使用するに十分な値とは言えない。また、亜結晶粒組織の面積率を制御して高強度、高靭性を得ることも試みられている(特許文献4参照)が、鍛造条件に関係なくシャルピー衝撃値20J/cm2以上を確保するためには、亜結晶比率を90%以上とする必要があり実生産上困難を伴う。
【0010】
車両用構造部材にアルミニウム合金材料を適用する場合には、コスト低減の観点からリサイクル性が重要な課題であり、既存の規格合金成分範囲を大きく外れた材料の使用は、他の規格合金と識別する必要性が生じるから、一般的には、添加元素の種類や含有量を多くすることはリサイクルの点で好ましくなく、車両構造部材用アルミニウム合金については、この点の配慮も必要である。
【0011】
先に、出願人らは、上記の観点を考慮して、Si:0.40〜0.8%、Mg:0.8〜1.2%、Cu:0.40%以下、Mn:0.08〜0.15%、Cr:0.10〜0.35%を含有し、残部Alおよび不可避的不純物からなる組成を有するアルミニウム合金の鍛造材で、当該鍛造材の直角断面において表層部は再結晶組織で、表層部以外の部分に直角断面の50〜95%の領域を占める平均結晶粒径10μm以下の亜結晶粒組織が存在することを特徴とするAl−Mg−Si系合金の押出・鍛造材を提案した(特許文献5参照)。
【特許文献1】特公平5−47613号公報
【特許文献2】特開平5−59477号公報
【特許文献3】特開2001−107168号公報
【特許文献4】特開2004−315938号公報
【特許文献5】特開2004−68076号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
発明者らは、先に提案された上記Al−Mg−Si系合金の押出・鍛造材における合金成分と強度、耐食性の関係についてさらに検討を重ねた結果、Mg量、Si量およびCu量を特定の関係に調整し、Mn量を多くし、Zrを必須成分として、断面組織を制御することにより、優れた強度特性と耐食性が得られることを見出した。
【0013】
本発明は、上記の知見に基づいてさらに試験、検討を行った結果としてなされたものであり、その目的は、従来のAl−Mg−Si系合金よりさらに改良された強度と靭性、すなわち耐力で350MPa以上の高強度とシャルピー衝撃値20J/cm2以上の高靭性を得ることができ、車両構造部材用として好適に使用し得る耐食性に優れた高強度、高靭性のAl−Mg−Si系アルミニウム合金鍛造材とその製造方法、およびアルミニウム合金鍛造材からなるサスペンション部品を提供することにある。
【課題を解決するための手段】
【0014】
上記の目的を達成するための請求項1による耐食性に優れた高強度、高靭性アルミニウム合金鍛造材は、Si:0.7〜1.3%、Mg:0.55〜0.95%、Cu:0.27〜0.43%、Mn:0.17〜0.43%、Cr:0.07〜0.23%、およびZr:0.10〜0.24%を含有し、残部がAlおよび不可避的不純物からなり、かつ[Si%]×1.73−[Mg%]>0.35%を満足する組成を有し、断面の肉厚中心部は平均結晶粒10μm以下の亜結晶粒組織をそなえ、該亜結晶組織が前記断面に占める割合が70%以上であることを特徴とする。
【0015】
請求項2による耐食性に優れた高強度、高靭性アルミニウム合金鍛造材の製造方法は、請求項1記載のアルミニウム合金鍛造材を製造する方法であり、請求項1記載の組成を有するアルミニウム合金押出材を、材料温度480〜550℃、金型温度100〜250℃、肉厚変化率85%以下で熱間鍛造することを特徴とする。
【0016】
請求項3による耐食性に優れた高強度、高靭性アルミニウム合金鍛造材の製造方法は、請求項1記載のアルミニウム合金鍛造材を、510〜570℃で溶体化処理し、該溶体化処理後、500℃から80℃までを50℃/秒以上の冷却速度で水冷し、その後、150〜200℃の温度で時効処理することを特徴とする。
【0017】
請求項4によるサスペンション部品は、請求項3記載のアルミニウム合金鍛造材からなることを特徴とする。
【発明の効果】
【0018】
本発明によれば、従来のAl−Mg−Si系合金よりさらに改良された強度と靭性、すなわち耐力で350MPa以上の高強度とシャルピー衝撃値20J/cm2以上の高靭性を得ることができ、車両構造部材用として好適に使用し得る耐食性に優れた高強度、高靭性のAl−Mg−Si系アルミニウム合金鍛造材とその製造方法、およびアルミニウム合金鍛造材からなるサスペンション部品が提供される。当該アルミニウム合金鍛造材は、優れた強度と靭性をそなえ、耐食性の点でも過酷な使用環境に十分に耐えることができ、サスペンションなど足回り部品として好適に使用することが可能である。
【発明を実施するための最良の形態】
【0019】
Al−Mg−Si系合金の押出材および鍛造材における合金成分と強度、耐食性の関係について詳細に検討を重ねた結果、Mg量およびSi量を特定の関係に調整し、Cu量の範囲規定し、かつ断面組織を制御することにより、高強度、高靭性を得るとともに、Cu添加による耐食性の低下を抑制することができることを見出した。具体的には、平均結晶粒径10μm以下の亜結晶粒組織を形成させ、その断面に占める割合を70%以上にすることにより、耐食性の向上を図ることができる。
【0020】
本発明における合金成分の意義および限定理由について説明すると、SiはMgと共存してマトリックス中にMg2Si粒子を析出させ強度を向上させる。また、過剰Siとして強度向上に寄与する。好ましい含有量は0.7〜1.3%の範囲であり、0.7%未満では十分な強度が得られず、1.3%を超えて含有すると、加工性が低下しかつ伸びが低下する。Siのより好ましい含有範囲は0.85〜1.2%である。
【0021】
MgはSiと共存してマトリックス中にMg2Si粒子を析出させ、合金の強度を向上させるよう機能する。好ましい含有量は0.55〜0.95%の範囲であり、0.55%未満では十分な強度が得られず、0.95%を超えて含有すると、加工性、焼入れ性を悪くする。Mgのより好ましい含有範囲は0.6〜0.9%である。
【0022】
本発明において、十分な強度を得るためには、さらにSi量、Mg量を以下の関係式を満足するよう制御することが必要である。
[Si%]×1.73−[Mg%]>0.35%
【0023】
Cuはマトリックス中に固溶して強度を向上させるよう機能する。好ましい含有量は0.27〜0.43%の範囲であり、0.27%未満ではその効果が十分でなく0.43%を超えると耐食性が低下する。Cuのより好ましい含有範囲は0.30〜0.40%である。
【0024】
Mn、Cr、Zrは、合金マトリックス中に平均結晶粒径10μm以下の亜結晶粒組織を得るために効果的に作用する。Mn、Cr、Zrは、それぞれAl−Mn−(Si)系、Al−Cr系、Al−Zr系の微細な化合物をマトリックス中に析出させ、亜結晶粒を形成・維持する役割を果たし、これら3元素を複合的に添加することによりその効果が向上する。好ましい含有量は、Mn:0.17〜0.43%、Cr:0.07〜0.23%、Zr:0.10〜0.24%の範囲であり、それぞれの元素含有量の少なくとも1つが下限未満では亜結晶粒の形成・維持の効果が十分でなく粗大な再結晶組織となり、それぞれの元素含有量の少なくとも1つが上限を超えると巨大な金属間化合物が形成され、靭性、延性を低下させる。より好ましい含有範囲は、Mn:0.20〜0.40%、Cr:0.10〜0.20%、Zr:0.12〜0.22%である。
【0025】
本発明のアルミニウム合金鍛造材は熱間押出材を熱間鍛造する工程で製造するのが望ましく、鍛造材断面の肉厚中心部が平均結晶粒径10μm以下の亜結晶粒組織を呈し、鍛造材の断面に占める該亜結晶粒組織の割合が70%以上であることが重要である。平均結晶粒10μm以下の亜結晶粒組織は強度向上に寄与し、また耐食性の低下を抑制する。亜結晶粒組織の断面に占める割合を70%以上とすることにより、材料全体の強度を考えた場合、鍛造用素材となる押出材の表層部に再結晶組織が形成されていたとしても、そのための強度低下は問題とならず十分な強度を維持することができる。また、鍛造用素材となる押出材の表層部に形成される再結晶組織部において耐食性が低下し、粒界腐食が発生する場合があるが、上記亜結晶粒組織の存在により、材料全体の靭性低下には影響しない。
【0026】
上記の亜結晶粒組織を得るためには、アルミニウム合金鋳塊を均質化処理後、熱間押出加工を行い、得られた熱間押出材を、材料温度480〜550℃、金型温度100〜250℃で肉厚変化率85%以下の熱間鍛造を行うことが望ましい。熱間鍛造時の材料温度が480℃未満では、また、鍛造時の肉厚変化率が85%を超えると、鍛造時に塑性歪みが導入され易くなり、その結果、溶体化処理後の断面組織における亜結晶粒面積率が70%未満となり、かつ亜結晶粒の結晶粒径が10μmを超えることが懸念される。熱間鍛造時の材料温度が550℃を超えると、添加元素により生成した共晶合金の融解による割れの誘発が懸念される。金型温度を100〜250℃に規定することにより、熱間鍛造中に適度の抜熱が達成でき良好な型離れを得ることができる。熱間押出材を熱間鍛造する工程により、鋳塊を熱間鍛造することにより得られる亜結晶組織よりさらに集束度の高い亜結晶組織が得られ、その結果、高強度、高靭性が達成できる。
【0027】
本発明においては、熱間鍛造後、510〜570℃で溶体化処理し、150〜200℃で時効処理することにより所定の強度、靭性を得ることができる。溶体化処理後、500℃から80℃までの冷却を50℃/秒以上の冷却速度で水冷することが必要である。これらの処理によって、強度に寄与する合金元素が十分に溶入し、溶入した合金元素がマトリックス中に微細に析出して強度、靭性が向上する。溶体化処理温度が570℃を超えると、溶体化処理後の断面組織における亜結晶粒面積率が70%を下回るだけでなく、添加元素により生成した共晶合金の融解による割れの誘発が懸念される。
【0028】
溶体化処理後の冷却が500℃より低い温度からであったり、80℃より高い温度までであったり、50℃/秒より遅い冷却速度であったりした場合には、固溶した合金元素を微細に析出させることができず、時効処理条件にかかわらず十分な強度が得られない。時効処理温度が150℃より低い場合には固溶させた元素の微細析出量が不足し十分な強度が得られない。また、時効処理温度が200℃を超えると析出物が粗大となり十分な強度が得られない。
【実施例】
【0029】
以下、本発明の実施例を比較例と対比して説明し、本発明の効果を実証する。なお、これらに実施例は本発明の一実施態様を示すものであり、本発明はこれに限定されるものではない。
【0030】
実施例1
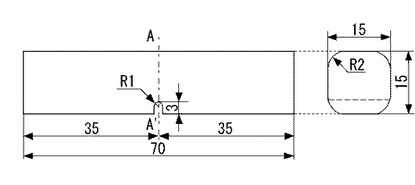
表1に示す組成のアルミニウム合金を溶解し、半連続鋳造法により、直径90mmの押出用ビレットに造塊した。得られたビレットを均質化処理後、直径20mmの丸棒に熱間押出加工し、得られた熱間押出材を図1に示す形状に熱間鍛造した。その後、溶体化処理および時効処理を施した。熱間鍛造温度、熱処理条件を表2に示す。
【0031】
得られた熱間鍛造材(図1に示す形状)を試験材として、以下の方法で、図1のA−A´断面肉厚中心部の平均結晶粒径、断面に占める亜結晶粒の割合(亜結晶粒面積率)を調査した。また、機械的性質(引張強さ:σB,耐力:σ0.2,伸び率:δ)の測定を行い、さらに靭性、耐食性を評価した。結果を表2に示す。
【0032】
平均結晶粒径の調査:調査断面を電解研磨後、偏光ミクロ観察を行い、画像解析により平均結晶粒径を算出した。
亜結晶粒面積率の調査:調査断面を苛性エッチング後、画像解析により亜結晶粒面積率を算出した。
機械的性質の測定:JIS Z 2201の4号試験片(備考2による相似形)を作製し、JIS Z 2241に準拠して行い、耐力350MPa以上を合格とした。
靭性の評価:試験材をJIS3号衝撃試験片に加工後、室温にてシャルピー衝撃試験を実施し、シャルピー衝撃値(衝撃特性)は20J/cm2以上を合格とした。なお、試験片において、ノッチ部は機械加工せず、鍛造のままとした。
耐食性評価:JIS Z 2371に基づく塩水噴霧試験を行い、試験時間1000時間後の最大腐食深さを測定し、最大腐食深さ200μm以下を合格とした。
【0033】
【表1】

【0034】
【表2】
【0035】
表2にみられるように、本発明に従う試験材1〜6は機械的性質、靭性(衝撃特性)、耐食性に優れており、いずれも合格値を示した。
【0036】
実施例2
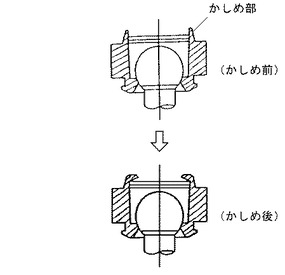
表2の試験材1(発明材)を用いてサスペンションアームを作製し、図2に示すように、ボールジョイント部(以下、B/J)のかしめを行った。かしめ荷重は17kN、かしめ時間は4秒とした。かしめ部の肉厚を変化させて、B/J抜け荷重との関係を調査し、従来材(A6061FD−T6(JIS H 4140))を用いてサスペンションアームを作製し、かしめ部の肉厚を変化させて、同様にB/Jのかしめを行ったときのB/J抜け荷重との関係を比較した。
【0037】
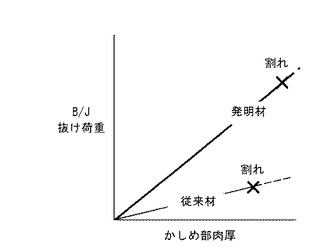
B/J抜け荷重を大きくするために、かしめ部の肉厚を大きくすると、かしめ部の応力が大きくなって、図3(かしめ部の拡大写真)に示されるように、かしめ部に割れが生じるため、従来、かしめ部の肉厚には限界があったが、かしめ部の肉厚とB/J抜け荷重との関係を示す図4にみられるように、発明材は従来材に比べて、同じ肉厚でのB/J抜け荷重が大きく、また割れを生じるかしめ部の限界厚さが大きくなる。
【0038】
比較例1
表1に示す合金の熱間押出材を熱間鍛造し、溶体化処理および時効処理を施した。熱間鍛造条件および熱処理条件を表3に示す。得られた熱間鍛造材(図1に示す形状)を試験材として、実施例1と同じ方法で肉厚中心部の平均結晶粒径、断面に占める亜結晶粒の割合(亜結晶粒面積率)を調査し、機械的性質、靭性、耐食性の評価を行った。結果を表3に示す。なお、表3において本発明の条件を外れたものには下線を付した。
【0039】
【表3】
【0040】
表3に示すように、試験材7は鍛造温度が低いため、試験材11は鍛造時の金型温度が低いため、また試験材15は溶体化処理温度が高いため、溶体化処理後の断面組織における亜結晶粒面積率が70%未満となり、耐食性が劣り、衝撃特性においても不合格となった。また、試験材12は冷却水温が高かったため冷却速度が遅くなり、機械的性質が劣るものとなった。
【0041】
試験材8は時効処理温度が低いため、試験材13は溶体化処理温度が低いため、試験材14は時効処理温度が高いため、いずれも機械的性質において不合格となっている。試験材9は各種特性は合格しているが、金型温度が高いため、鍛造時の型離れがわるく生産性が著しく劣っている。試験材10は鍛造温度が高いため、加工発熱に加えて共晶融解により鍛造時に表面層において割れが生じたため、特性評価を行うことができなかった。
【0042】
比較例2
表4に示す組成のアルミニウム合金を溶解し、半連続鋳造法により、直径90mmの押出用ビレットに造塊した。得られたビレットを熱間押出加工し、熱間押出材を熱間鍛造して、その後、溶体化処理および時効処理を施した。熱間鍛造条件および熱処理条件を表5に示す。
【0043】
得られた熱間鍛造材を試験材として、実施例1と同じ方法で肉厚中心部の平均結晶粒径、断面に占める亜結晶粒の割合(亜結晶粒面積率)を調査し、機械的性質、靭性、耐食性の評価を行った。結果を表5に示す。なお、表4、表5において本発明の条件を外れたものには下線を付した。
【0044】
【表4】
【0045】
【表5】
【0046】
表5に示すように、試験材16はSi量が低いため、試験材17は過剰Si濃度が低いため、試験材18はCu量が低いため、いずれも機械的性質が不合格となった。試験材19はCu量が高いため耐食性において不合格となった。試験材20はMn、CrおよびZr量が低いため、溶体化処理後の断面組織における亜結晶粒面積率が70%未満となり、かつ亜結晶粒の結晶粒径が10μmを超えた結果、機械的性質、耐食性、衝撃特性のいずれにおいても不合格となった。試験材21はMn、CrおよびZr量が高いため、延性が低下し衝撃特性において不合格となった。
【図面の簡単な説明】
【0047】
【図1】実施例2における鍛造材の形状を示す図(正面図、側面図)である。
【図2】実施例2において作製されたサスペンションアームのボールジョイント部(B/J)のかしめ部を示す図である。
【図3】かしめ部の拡大写真である。
【図4】実施例2において作製されたサスペンションアームのボールジョイント部(B/J)のかしめ部の、かしめ部肉厚とB/J抜け荷重の関係を示すグラフである。
【技術分野】
【0001】
本発明は耐食性に優れた高強度、高靭性アルミニウム合金鍛造材とその製造方法、およびアルミニウム合金鍛造材からなるサスペンション部品に関する。
【背景技術】
【0002】
近年、とくに輸送機器の分野において、排ガス規制や二酸化炭素の排出抑制の要求が高まっており、この要求を満たすために、軽量化による燃費向上が注目され、その手段として従来の鉄系材料に替えてアルミニウム材料の使用が検討され、一部実用化されている。
【0003】
輸送機器のうち、サスペンション部品に適用されるアルミニウム材料としては、過酷な使用環境を考慮して、強度や靭性とともに耐食性にも優れ、また生産性も良好な6000系合金、とくにJIS6061合金が使用されている。
【0004】
近年、サスペンションの形式は、サスペンションアームを複数のリンクに分け、サスペンション特性の向上を図るとともに、サスペンションのコンパクト化や高機能化を図るための配置構造の自由度向上を得るために、従来の上下にA型のサスペンションアームを有するダブルウィシュボーン式から複数のI型リンクを有するマルチリンク式に変わりつつある。
【0005】
I型サスペンションリングは、直線形状からV字、S字、複雑断面形状、小径断面になってきており、従来のJIS6061合金などの6000系アルミニウム合金を適用した場合には、強度不足のために、サスペンションリングの形状変更、サスペンション構造の変更を余儀なくされるため、サスペンションのコンパクト化や高機能化を図るためには、さらに高い強度特性を有する材料が要求されるようになっている。
【0006】
サスペンション部品のうちサスペンションアーム、とくに車両の最下位にあるロアーアームは路面からの直接的な衝撃入力と過酷な腐食環境にさらされることとなるために高強度、高靭性、高耐食性が要求され、また、サスペンションアームは、ブッシュの圧入構造やボールジョイントのカシメ構造などの使用構造があり、高強度、高靭性の材料が求められる。
【0007】
サスペンション部品として使用されているJIS6061合金は、鋳物あるいは、その押出材を熱間鍛造し、T6調質材として供給されるが、通常の組成のものを常法に従って処理した場合には、引張強さで270〜320MPa程度の強度特性しか得られず、車両構造の十分な軽量化を達成することが困難である。
【0008】
これを解決するために、Mn、Cr、Zrを積極的に添加して、かつそれらの成分範囲を規定することにより、粗大再結晶粒発生を防止するとともに、焼入れ感受性を改善した押出鍛造用Al−Mg−Si系合金(特許文献1参照)や、主要合金成分のMg、SiおよびCuの含有量を多くして強度増加を図った鍛造用Al−Mg−Si系合金(特許文献2参照)が提案されているが、靭性や耐食性が必ずしも十分でなく、とくにCuの増加は耐食性を低下させる原因となる。
【0009】
靭性の向上を目的とし、Mn、Cr、Zr等の晶出物粒径や間隔を制御したアルミニウム合金鍛造材(特許文献3参照)も提案されているが、得られるシャルピー衝撃値は13J/cm2以下であり、高強度足回り部品として使用するに十分な値とは言えない。また、亜結晶粒組織の面積率を制御して高強度、高靭性を得ることも試みられている(特許文献4参照)が、鍛造条件に関係なくシャルピー衝撃値20J/cm2以上を確保するためには、亜結晶比率を90%以上とする必要があり実生産上困難を伴う。
【0010】
車両用構造部材にアルミニウム合金材料を適用する場合には、コスト低減の観点からリサイクル性が重要な課題であり、既存の規格合金成分範囲を大きく外れた材料の使用は、他の規格合金と識別する必要性が生じるから、一般的には、添加元素の種類や含有量を多くすることはリサイクルの点で好ましくなく、車両構造部材用アルミニウム合金については、この点の配慮も必要である。
【0011】
先に、出願人らは、上記の観点を考慮して、Si:0.40〜0.8%、Mg:0.8〜1.2%、Cu:0.40%以下、Mn:0.08〜0.15%、Cr:0.10〜0.35%を含有し、残部Alおよび不可避的不純物からなる組成を有するアルミニウム合金の鍛造材で、当該鍛造材の直角断面において表層部は再結晶組織で、表層部以外の部分に直角断面の50〜95%の領域を占める平均結晶粒径10μm以下の亜結晶粒組織が存在することを特徴とするAl−Mg−Si系合金の押出・鍛造材を提案した(特許文献5参照)。
【特許文献1】特公平5−47613号公報
【特許文献2】特開平5−59477号公報
【特許文献3】特開2001−107168号公報
【特許文献4】特開2004−315938号公報
【特許文献5】特開2004−68076号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
発明者らは、先に提案された上記Al−Mg−Si系合金の押出・鍛造材における合金成分と強度、耐食性の関係についてさらに検討を重ねた結果、Mg量、Si量およびCu量を特定の関係に調整し、Mn量を多くし、Zrを必須成分として、断面組織を制御することにより、優れた強度特性と耐食性が得られることを見出した。
【0013】
本発明は、上記の知見に基づいてさらに試験、検討を行った結果としてなされたものであり、その目的は、従来のAl−Mg−Si系合金よりさらに改良された強度と靭性、すなわち耐力で350MPa以上の高強度とシャルピー衝撃値20J/cm2以上の高靭性を得ることができ、車両構造部材用として好適に使用し得る耐食性に優れた高強度、高靭性のAl−Mg−Si系アルミニウム合金鍛造材とその製造方法、およびアルミニウム合金鍛造材からなるサスペンション部品を提供することにある。
【課題を解決するための手段】
【0014】
上記の目的を達成するための請求項1による耐食性に優れた高強度、高靭性アルミニウム合金鍛造材は、Si:0.7〜1.3%、Mg:0.55〜0.95%、Cu:0.27〜0.43%、Mn:0.17〜0.43%、Cr:0.07〜0.23%、およびZr:0.10〜0.24%を含有し、残部がAlおよび不可避的不純物からなり、かつ[Si%]×1.73−[Mg%]>0.35%を満足する組成を有し、断面の肉厚中心部は平均結晶粒10μm以下の亜結晶粒組織をそなえ、該亜結晶組織が前記断面に占める割合が70%以上であることを特徴とする。
【0015】
請求項2による耐食性に優れた高強度、高靭性アルミニウム合金鍛造材の製造方法は、請求項1記載のアルミニウム合金鍛造材を製造する方法であり、請求項1記載の組成を有するアルミニウム合金押出材を、材料温度480〜550℃、金型温度100〜250℃、肉厚変化率85%以下で熱間鍛造することを特徴とする。
【0016】
請求項3による耐食性に優れた高強度、高靭性アルミニウム合金鍛造材の製造方法は、請求項1記載のアルミニウム合金鍛造材を、510〜570℃で溶体化処理し、該溶体化処理後、500℃から80℃までを50℃/秒以上の冷却速度で水冷し、その後、150〜200℃の温度で時効処理することを特徴とする。
【0017】
請求項4によるサスペンション部品は、請求項3記載のアルミニウム合金鍛造材からなることを特徴とする。
【発明の効果】
【0018】
本発明によれば、従来のAl−Mg−Si系合金よりさらに改良された強度と靭性、すなわち耐力で350MPa以上の高強度とシャルピー衝撃値20J/cm2以上の高靭性を得ることができ、車両構造部材用として好適に使用し得る耐食性に優れた高強度、高靭性のAl−Mg−Si系アルミニウム合金鍛造材とその製造方法、およびアルミニウム合金鍛造材からなるサスペンション部品が提供される。当該アルミニウム合金鍛造材は、優れた強度と靭性をそなえ、耐食性の点でも過酷な使用環境に十分に耐えることができ、サスペンションなど足回り部品として好適に使用することが可能である。
【発明を実施するための最良の形態】
【0019】
Al−Mg−Si系合金の押出材および鍛造材における合金成分と強度、耐食性の関係について詳細に検討を重ねた結果、Mg量およびSi量を特定の関係に調整し、Cu量の範囲規定し、かつ断面組織を制御することにより、高強度、高靭性を得るとともに、Cu添加による耐食性の低下を抑制することができることを見出した。具体的には、平均結晶粒径10μm以下の亜結晶粒組織を形成させ、その断面に占める割合を70%以上にすることにより、耐食性の向上を図ることができる。
【0020】
本発明における合金成分の意義および限定理由について説明すると、SiはMgと共存してマトリックス中にMg2Si粒子を析出させ強度を向上させる。また、過剰Siとして強度向上に寄与する。好ましい含有量は0.7〜1.3%の範囲であり、0.7%未満では十分な強度が得られず、1.3%を超えて含有すると、加工性が低下しかつ伸びが低下する。Siのより好ましい含有範囲は0.85〜1.2%である。
【0021】
MgはSiと共存してマトリックス中にMg2Si粒子を析出させ、合金の強度を向上させるよう機能する。好ましい含有量は0.55〜0.95%の範囲であり、0.55%未満では十分な強度が得られず、0.95%を超えて含有すると、加工性、焼入れ性を悪くする。Mgのより好ましい含有範囲は0.6〜0.9%である。
【0022】
本発明において、十分な強度を得るためには、さらにSi量、Mg量を以下の関係式を満足するよう制御することが必要である。
[Si%]×1.73−[Mg%]>0.35%
【0023】
Cuはマトリックス中に固溶して強度を向上させるよう機能する。好ましい含有量は0.27〜0.43%の範囲であり、0.27%未満ではその効果が十分でなく0.43%を超えると耐食性が低下する。Cuのより好ましい含有範囲は0.30〜0.40%である。
【0024】
Mn、Cr、Zrは、合金マトリックス中に平均結晶粒径10μm以下の亜結晶粒組織を得るために効果的に作用する。Mn、Cr、Zrは、それぞれAl−Mn−(Si)系、Al−Cr系、Al−Zr系の微細な化合物をマトリックス中に析出させ、亜結晶粒を形成・維持する役割を果たし、これら3元素を複合的に添加することによりその効果が向上する。好ましい含有量は、Mn:0.17〜0.43%、Cr:0.07〜0.23%、Zr:0.10〜0.24%の範囲であり、それぞれの元素含有量の少なくとも1つが下限未満では亜結晶粒の形成・維持の効果が十分でなく粗大な再結晶組織となり、それぞれの元素含有量の少なくとも1つが上限を超えると巨大な金属間化合物が形成され、靭性、延性を低下させる。より好ましい含有範囲は、Mn:0.20〜0.40%、Cr:0.10〜0.20%、Zr:0.12〜0.22%である。
【0025】
本発明のアルミニウム合金鍛造材は熱間押出材を熱間鍛造する工程で製造するのが望ましく、鍛造材断面の肉厚中心部が平均結晶粒径10μm以下の亜結晶粒組織を呈し、鍛造材の断面に占める該亜結晶粒組織の割合が70%以上であることが重要である。平均結晶粒10μm以下の亜結晶粒組織は強度向上に寄与し、また耐食性の低下を抑制する。亜結晶粒組織の断面に占める割合を70%以上とすることにより、材料全体の強度を考えた場合、鍛造用素材となる押出材の表層部に再結晶組織が形成されていたとしても、そのための強度低下は問題とならず十分な強度を維持することができる。また、鍛造用素材となる押出材の表層部に形成される再結晶組織部において耐食性が低下し、粒界腐食が発生する場合があるが、上記亜結晶粒組織の存在により、材料全体の靭性低下には影響しない。
【0026】
上記の亜結晶粒組織を得るためには、アルミニウム合金鋳塊を均質化処理後、熱間押出加工を行い、得られた熱間押出材を、材料温度480〜550℃、金型温度100〜250℃で肉厚変化率85%以下の熱間鍛造を行うことが望ましい。熱間鍛造時の材料温度が480℃未満では、また、鍛造時の肉厚変化率が85%を超えると、鍛造時に塑性歪みが導入され易くなり、その結果、溶体化処理後の断面組織における亜結晶粒面積率が70%未満となり、かつ亜結晶粒の結晶粒径が10μmを超えることが懸念される。熱間鍛造時の材料温度が550℃を超えると、添加元素により生成した共晶合金の融解による割れの誘発が懸念される。金型温度を100〜250℃に規定することにより、熱間鍛造中に適度の抜熱が達成でき良好な型離れを得ることができる。熱間押出材を熱間鍛造する工程により、鋳塊を熱間鍛造することにより得られる亜結晶組織よりさらに集束度の高い亜結晶組織が得られ、その結果、高強度、高靭性が達成できる。
【0027】
本発明においては、熱間鍛造後、510〜570℃で溶体化処理し、150〜200℃で時効処理することにより所定の強度、靭性を得ることができる。溶体化処理後、500℃から80℃までの冷却を50℃/秒以上の冷却速度で水冷することが必要である。これらの処理によって、強度に寄与する合金元素が十分に溶入し、溶入した合金元素がマトリックス中に微細に析出して強度、靭性が向上する。溶体化処理温度が570℃を超えると、溶体化処理後の断面組織における亜結晶粒面積率が70%を下回るだけでなく、添加元素により生成した共晶合金の融解による割れの誘発が懸念される。
【0028】
溶体化処理後の冷却が500℃より低い温度からであったり、80℃より高い温度までであったり、50℃/秒より遅い冷却速度であったりした場合には、固溶した合金元素を微細に析出させることができず、時効処理条件にかかわらず十分な強度が得られない。時効処理温度が150℃より低い場合には固溶させた元素の微細析出量が不足し十分な強度が得られない。また、時効処理温度が200℃を超えると析出物が粗大となり十分な強度が得られない。
【実施例】
【0029】
以下、本発明の実施例を比較例と対比して説明し、本発明の効果を実証する。なお、これらに実施例は本発明の一実施態様を示すものであり、本発明はこれに限定されるものではない。
【0030】
実施例1
表1に示す組成のアルミニウム合金を溶解し、半連続鋳造法により、直径90mmの押出用ビレットに造塊した。得られたビレットを均質化処理後、直径20mmの丸棒に熱間押出加工し、得られた熱間押出材を図1に示す形状に熱間鍛造した。その後、溶体化処理および時効処理を施した。熱間鍛造温度、熱処理条件を表2に示す。
【0031】
得られた熱間鍛造材(図1に示す形状)を試験材として、以下の方法で、図1のA−A´断面肉厚中心部の平均結晶粒径、断面に占める亜結晶粒の割合(亜結晶粒面積率)を調査した。また、機械的性質(引張強さ:σB,耐力:σ0.2,伸び率:δ)の測定を行い、さらに靭性、耐食性を評価した。結果を表2に示す。
【0032】
平均結晶粒径の調査:調査断面を電解研磨後、偏光ミクロ観察を行い、画像解析により平均結晶粒径を算出した。
亜結晶粒面積率の調査:調査断面を苛性エッチング後、画像解析により亜結晶粒面積率を算出した。
機械的性質の測定:JIS Z 2201の4号試験片(備考2による相似形)を作製し、JIS Z 2241に準拠して行い、耐力350MPa以上を合格とした。
靭性の評価:試験材をJIS3号衝撃試験片に加工後、室温にてシャルピー衝撃試験を実施し、シャルピー衝撃値(衝撃特性)は20J/cm2以上を合格とした。なお、試験片において、ノッチ部は機械加工せず、鍛造のままとした。
耐食性評価:JIS Z 2371に基づく塩水噴霧試験を行い、試験時間1000時間後の最大腐食深さを測定し、最大腐食深さ200μm以下を合格とした。
【0033】
【表1】
【0034】
【表2】
【0035】
表2にみられるように、本発明に従う試験材1〜6は機械的性質、靭性(衝撃特性)、耐食性に優れており、いずれも合格値を示した。
【0036】
実施例2
表2の試験材1(発明材)を用いてサスペンションアームを作製し、図2に示すように、ボールジョイント部(以下、B/J)のかしめを行った。かしめ荷重は17kN、かしめ時間は4秒とした。かしめ部の肉厚を変化させて、B/J抜け荷重との関係を調査し、従来材(A6061FD−T6(JIS H 4140))を用いてサスペンションアームを作製し、かしめ部の肉厚を変化させて、同様にB/Jのかしめを行ったときのB/J抜け荷重との関係を比較した。
【0037】
B/J抜け荷重を大きくするために、かしめ部の肉厚を大きくすると、かしめ部の応力が大きくなって、図3(かしめ部の拡大写真)に示されるように、かしめ部に割れが生じるため、従来、かしめ部の肉厚には限界があったが、かしめ部の肉厚とB/J抜け荷重との関係を示す図4にみられるように、発明材は従来材に比べて、同じ肉厚でのB/J抜け荷重が大きく、また割れを生じるかしめ部の限界厚さが大きくなる。
【0038】
比較例1
表1に示す合金の熱間押出材を熱間鍛造し、溶体化処理および時効処理を施した。熱間鍛造条件および熱処理条件を表3に示す。得られた熱間鍛造材(図1に示す形状)を試験材として、実施例1と同じ方法で肉厚中心部の平均結晶粒径、断面に占める亜結晶粒の割合(亜結晶粒面積率)を調査し、機械的性質、靭性、耐食性の評価を行った。結果を表3に示す。なお、表3において本発明の条件を外れたものには下線を付した。
【0039】
【表3】
【0040】
表3に示すように、試験材7は鍛造温度が低いため、試験材11は鍛造時の金型温度が低いため、また試験材15は溶体化処理温度が高いため、溶体化処理後の断面組織における亜結晶粒面積率が70%未満となり、耐食性が劣り、衝撃特性においても不合格となった。また、試験材12は冷却水温が高かったため冷却速度が遅くなり、機械的性質が劣るものとなった。
【0041】
試験材8は時効処理温度が低いため、試験材13は溶体化処理温度が低いため、試験材14は時効処理温度が高いため、いずれも機械的性質において不合格となっている。試験材9は各種特性は合格しているが、金型温度が高いため、鍛造時の型離れがわるく生産性が著しく劣っている。試験材10は鍛造温度が高いため、加工発熱に加えて共晶融解により鍛造時に表面層において割れが生じたため、特性評価を行うことができなかった。
【0042】
比較例2
表4に示す組成のアルミニウム合金を溶解し、半連続鋳造法により、直径90mmの押出用ビレットに造塊した。得られたビレットを熱間押出加工し、熱間押出材を熱間鍛造して、その後、溶体化処理および時効処理を施した。熱間鍛造条件および熱処理条件を表5に示す。
【0043】
得られた熱間鍛造材を試験材として、実施例1と同じ方法で肉厚中心部の平均結晶粒径、断面に占める亜結晶粒の割合(亜結晶粒面積率)を調査し、機械的性質、靭性、耐食性の評価を行った。結果を表5に示す。なお、表4、表5において本発明の条件を外れたものには下線を付した。
【0044】
【表4】
【0045】
【表5】
【0046】
表5に示すように、試験材16はSi量が低いため、試験材17は過剰Si濃度が低いため、試験材18はCu量が低いため、いずれも機械的性質が不合格となった。試験材19はCu量が高いため耐食性において不合格となった。試験材20はMn、CrおよびZr量が低いため、溶体化処理後の断面組織における亜結晶粒面積率が70%未満となり、かつ亜結晶粒の結晶粒径が10μmを超えた結果、機械的性質、耐食性、衝撃特性のいずれにおいても不合格となった。試験材21はMn、CrおよびZr量が高いため、延性が低下し衝撃特性において不合格となった。
【図面の簡単な説明】
【0047】
【図1】実施例2における鍛造材の形状を示す図(正面図、側面図)である。
【図2】実施例2において作製されたサスペンションアームのボールジョイント部(B/J)のかしめ部を示す図である。
【図3】かしめ部の拡大写真である。
【図4】実施例2において作製されたサスペンションアームのボールジョイント部(B/J)のかしめ部の、かしめ部肉厚とB/J抜け荷重の関係を示すグラフである。
【特許請求の範囲】
【請求項1】
Si:0.7〜1.3%(質量%、以下同じ)、Mg:0.55〜0.95%、Cu:0.27〜0.43%、Mn:0.17〜0.43%、Cr:0.07〜0.23%、およびZr:0.10〜0.24%を含有し、残部がAlおよび不可避的不純物からなり、かつ[Si%]×1.73−[Mg%]>0.35%を満足する組成を有し、断面の肉厚中心部は平均結晶粒10μm以下の亜結晶粒組織をそなえ、該亜結晶組織が前記断面に占める割合が70%以上であることを特徴とする耐食性に優れた高強度、高靭性アルミニウム合金鍛造材。
【請求項2】
請求項1記載の組成を有するアルミニウム合金押出材を、材料温度480〜550℃、金型温度100〜250℃、肉厚変化率85%以下で熱間鍛造することを特徴とする請求項1記載の耐食性に優れた高強度、高靭性アルミニウム合金鍛造材の製造方法。
【請求項3】
請求項1記載のアルミニウム合金鍛造材を、510〜570℃で溶体化処理し、該溶体化処理後、500℃から80℃までを50℃/秒以上の冷却速度で水冷し、その後、150〜200℃の温度で時効処理することを特徴とする耐食性に優れた高強度、高靭性アルミニウム合金鍛造材の製造方法。
【請求項4】
請求項3記載のアルミニウム合金鍛造材からなることを特徴とするサスペンション部品。
【請求項1】
Si:0.7〜1.3%(質量%、以下同じ)、Mg:0.55〜0.95%、Cu:0.27〜0.43%、Mn:0.17〜0.43%、Cr:0.07〜0.23%、およびZr:0.10〜0.24%を含有し、残部がAlおよび不可避的不純物からなり、かつ[Si%]×1.73−[Mg%]>0.35%を満足する組成を有し、断面の肉厚中心部は平均結晶粒10μm以下の亜結晶粒組織をそなえ、該亜結晶組織が前記断面に占める割合が70%以上であることを特徴とする耐食性に優れた高強度、高靭性アルミニウム合金鍛造材。
【請求項2】
請求項1記載の組成を有するアルミニウム合金押出材を、材料温度480〜550℃、金型温度100〜250℃、肉厚変化率85%以下で熱間鍛造することを特徴とする請求項1記載の耐食性に優れた高強度、高靭性アルミニウム合金鍛造材の製造方法。
【請求項3】
請求項1記載のアルミニウム合金鍛造材を、510〜570℃で溶体化処理し、該溶体化処理後、500℃から80℃までを50℃/秒以上の冷却速度で水冷し、その後、150〜200℃の温度で時効処理することを特徴とする耐食性に優れた高強度、高靭性アルミニウム合金鍛造材の製造方法。
【請求項4】
請求項3記載のアルミニウム合金鍛造材からなることを特徴とするサスペンション部品。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−76167(P2013−76167A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2012−258200(P2012−258200)
【出願日】平成24年11月27日(2012.11.27)
【分割の表示】特願2005−367555(P2005−367555)の分割
【原出願日】平成17年12月21日(2005.12.21)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000198271)株式会社ソミック石川 (91)
【出願人】(510132510)株式会社住軽テクノ (4)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成24年11月27日(2012.11.27)
【分割の表示】特願2005−367555(P2005−367555)の分割
【原出願日】平成17年12月21日(2005.12.21)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000198271)株式会社ソミック石川 (91)
【出願人】(510132510)株式会社住軽テクノ (4)
[ Back to top ]