
耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料およびその製造方法
【課題】比重の異なる酸化物系セラミックと重金属の粉末を物理的に混合してなるサーメット溶射用粉末材料を用いて溶射皮膜を形成すると、セラミックと金属とが不均等な状態で溶射皮膜中に分布するため、サーメット溶射皮膜としての機能を十分発揮することができない。
【解決手段】酸化物系セラミック粒子の表面に、無電解めっき法によってNiまたはNi−P、Ni−B合金のめっき膜を0.3〜5μmの厚さで被覆した非混合形サーメット粉末をつくり、このサーメット溶射用粉末材料を用いて溶射皮膜を形成することによって、該溶射皮膜を被成してなる部材の緻密性、密着性、耐摩耗性、耐プラズマ・エロージョン性などを向上させる。
【解決手段】酸化物系セラミック粒子の表面に、無電解めっき法によってNiまたはNi−P、Ni−B合金のめっき膜を0.3〜5μmの厚さで被覆した非混合形サーメット粉末をつくり、このサーメット溶射用粉末材料を用いて溶射皮膜を形成することによって、該溶射皮膜を被成してなる部材の緻密性、密着性、耐摩耗性、耐プラズマ・エロージョン性などを向上させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料およびその製造方法に関し、特に、半導体加工装置用部材のような、所謂、ハロゲンガスやハロゲン化合物存在下でのプラズマ処理であったり、この処理時に発生する微細なパーティクルを洗浄除去しなければならないような環境下で用いられる溶射皮膜被覆部材を得るために用いられるサーメット溶射用粉末材料とその粉末材料の製造方法についての提案である。
【背景技術】
【0002】
半導体加工プロセスあるいは液晶製造プロセスにおいて使用されているドライエッチャーやCVD、PVDなどの加工装置類は、シリコンやガラスなどの基板回路の高集積化に伴う微細加工や加工精度向上の必要性から、加工環境について一段と高い清浄性を備えることが求められている。
【0003】
その一方で、微細加工用の各種プロセスにおいては、弗化物、塩化物をはじめとする腐食性の強い有害ガスあるいは水溶液が用いられるため、これらのプロセスで使用される部材類は、腐食損耗の速度が速く、そのため、腐食生成物による二次的な環境汚染も無視できない状況になっている。
【0004】
一般に、半導体ディバイスというのは、その素材が、SiやGa、As、Pなどからなる化合物半導体を主体としたものが用いられている。そして、半導体の製造工程は、真空もしくは減圧下で処理されるいわゆるドライプロセスに属し、こうした環境の中で、成膜、不純物の注入、エッチング、アッシング、洗浄などの各処理が行なわれる作業である。
【0005】
このようなドライプロセスに用いられる装置、部品類としては、酸化炉やCVD装置、PVD装置、エピタキシャル成長装置、イオン注入装置、拡散炉、反応性イオンエッチング装置、プラズマエッチング装置およびこれらの装置に付属している配管、給排気ファン、真空ポンプ、バルブ類などがある。これらの装置類は、基本的に、BF3やPF3、PF6、NF3、WF3、HFなどの弗化物、BCl3やPCl3、PCl5、POCl3、AsCl3、SnCl4、FiCl4、SiH2Cl2、SiCl4、HCl、Cl2などの塩化物、HBrなどの臭化物、NH3、Cl3Fなどの腐食性の強い薬剤やガス存在下で使用されるものであることが知られている。
【0006】
ところで、これらのハロゲン化合物を用いるドライプロセスでは、反応の活性化と加工精度向上のため、しばしばプラズマ(低温プラズマ)が用いられる。プラズマ使用環境において、各種のハロゲン化合物は、腐食性の強い原子状またはイオン化したF、Cl、Br、Iとなって半導体素材の微細加工に大きな効果を発揮する。その一方で、プラズマ処理(特に、プラズマエッチング処理)された半導体素材の表面からは、エッチング処理によって削りとられた微細なSiO2やSi3N4、Si、Wなどのパーティクルが気相中に浮遊し、これらが加工中あるいは加工後のディバイスの表面に付着して、製品品質を著しく低下させるという問題があった。
【0007】
その対策の一つとして、被加工物表面をアルミニウム陽極酸化物(アルマイト)によって表面処理する方法がある。その他、Al2O3やAl2O3−TiO2、Y2O3などの酸化物、あるいは周期律表IIIa族金属の酸化物を、溶射法や蒸着法(CVD法、PVD法)などによって該被加工物表面を被覆したり、また焼結材として利用する技術もある。(特許文献1〜5)
【0008】
さらに最近では、Y2O3やY2O3−Al2O3の溶射皮膜表面を、レーザービームや電子ビームなどの高エネルギー照射処理して該溶射皮膜の表面を再溶融処理することによって、耐プラズマエロージョン性を向上させる技術も開発されている。(特許文献6〜9)
【0009】
また、溶射皮膜の表面を、レーザービームや電子ビームなどの高エネルギー照射処理して、皮膜表面の溶射粒子を再溶融するという技術は、その他にも特許文献10に開示されているようなものがある。即ち、この技術は、皮膜表面に存在する気孔(特に貫通気孔)を消滅させることによって腐食成分が皮膜内部へ侵入するのを防止する方法である。また、特許文献11のように、ZrO2系セラミック溶射皮膜の表面を高エネルギー照射して再溶融現象を利用し、冷却・凝固過程に再溶融部の収縮に伴って発生する縦割れを、熱衝撃時の急激な応力に対する緩衝手段として利用しようとする提案もある。
【0010】
そして、発明者らも先に、溶射熱源、特にガスプラズマの酸素分圧と水素分圧を制御することによって、酸化物セラミックの溶射皮膜の外観色を本来の白色から黒色に到るさまざまな色に変化させ、このことによって耐プラズマエロージョン性に加え熱放射特性を向上させる方法を提案し(特許文献12〜15)、さらに、これらの技術に基づき白色皮膜を黒色化したり、その逆の色変化を起こさせるという新しい技術を開発し、皮膜のカラーデザイン化による商品価値向上の方法を提案している(特許文献16、17)。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特公平6−36583号公報
【特許文献2】特開平9−69554号公報
【特許文献3】特開2001−164354号公報
【特許文献4】特開平11−80925号公報
【特許文献5】特開2007−107100号公報
【特許文献6】特開2005−256093号公報
【特許文献7】特開2005−256098号公報
【特許文献8】特開2006−118053号公報
【特許文献9】特開2007−217779号公報
【特許文献10】特開昭61−104062号公報
【特許文献11】特開平9−316624号公報
【特許文献12】特開2007−247043号公報
【特許文献13】WO2007−023971号公報
【特許文献14】WO2007−023976号公報
【特許文献15】特開2009−138231号公報
【特許文献16】特開2010−229492号公報
【特許文献17】特開2010−229491号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
上掲の従来技術、特に、半導体加工装置用部材の表面に被覆形成されている従来の溶射皮膜は、解決すべき次のような課題があった。
a.溶射法によって形成されたY2O3やA12O3などの酸化物系セラミック皮膜をはじめ、NiやNi−Cr合金などの金属皮膜は、ハロゲンによるプラズマエッチング環境において比較的良好な耐久性を示す。しかし、溶射皮膜というのは、貫通気孔が不可避に生成するため、ウェットプロセス用装置部材の洗浄処理時に致命的な欠点となるという問題があった。
【0013】
b.半導体加工装置用部材では、シリコンウェハーに代表される薄膜のプラズマエッチング加工のようなドライプロセス専用であったとしても、エッチングによって削り取られた微細なパーティクル(このパーティクルの発生源は、シリコンウェハーの精密加工時に削り取られた微細なシリコン粉をはじめ、装置内に配設されている各種の部材の表面に被覆されている耐プラズマ性の電気めっき膜、CVD膜、PVD膜、溶射皮膜および各種焼結部材である)が装置内に残り、これらが高品質半導体製品の製造を阻害することが知られている。そのために従来、該加工装置を酸やアルカリ、純水などを用いて洗浄していた。しかし、この方法の場合、装置の洗浄時に洗浄液が皮膜(トップコート)の貫通気孔を経て内部に侵入し、基材およびアンダーコートを腐食し、被覆部材の耐久性を低下させるという問題があった。
【0014】
c.こうした溶射皮膜のもつ欠点を改善するため、従来、トップコートの最表層を電子ビームやレーザービームなどの高エネルギー照射処理して溶融し、溶射成膜粒子どうしを融着させて貫通気孔を消滅させる緻密化の技術が提案されてきた。この技術によれば、皮膜表面の開気孔(含貫通気孔)を消滅させることができると共に、耐プラズマエロ一ジョン性を向上させることができるものの、高エネルギー照射面では、再溶融後の冷却過程における体積の収縮現象によって、皮膜の最表層面がひび割れを発生することが知られている。しかも、このひび割れが新しい貫通気孔の役割を果たすことになるため、ウェットプロセスや洗浄作業時に使用される各種薬液・洗浄水の皮膜内部への侵入を防止できなくなり、トップコートとしての機能が果たせないという問題があった。
d.しかも、酸化物系セラミック溶射皮膜などを高エネルギー照射処理した時に発生する上記の“ひび割れ現象”は、発生当初は微小であっても、使用中に加熱と冷却とが繰り返されると、そのひび割れが次第に大きくかつ深く成長するため、洗浄水などが皮膜内部に侵入することによる弊害が助長される。そればかりか、ひび割れ部が優先的にプラズマエッチングすることも判明してきた。
【0015】
e.さらに、高エネルギー照射処理面に発生する上記ひび割れ部分から該溶射皮膜内部へ侵入した薬液や洗浄液は、腐食損傷の原因となる一方、ドライプロセスによる半導体加工装置においては、作業環境の真空化時間を長くする必要が生じるため、生産性の低下を招くという問題もあった。
【0016】
本発明の目的は、基材表面に被覆された溶射皮膜表面の再溶融処理をせずにとも、溶射皮膜の成膜状態でも緻密で高い密着性を示すと共に、優れた耐食性や耐プラズマエロージョン性等を有するサーメット溶射用粉末材料とそれの製造方法を提案することにある。
【0017】
本発明はまた、シリコンウェハーなどの被加工物に対して自らが汚染源となるようなことのない半導体加工装置用部材の表面を覆う溶射皮膜形成のために用いられるサーメット溶射用粉末材料およびそれの製造方法を提案することにある。
【課題を解決するための手段】
【0018】
本発明は、従来技術が抱えている前記技術的課題を解決し、実用的な溶射皮膜被覆部材の表面に被覆される溶射皮膜を形成するために用いられるサーメット溶射用粉末材料と、この溶射用粉末材料とそれの有利な製造方法を提案することによって、上記の目的を達成するものである。
【0019】
即ち、本発明は、酸化物系セラミック粒子の表面が、NiまたはNi合金の無電解めっき膜にて被覆されてセラミックと金属とが一体化した非混合形サーメット粉末からなることを特徴とする耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料である。
【0020】
また、本発明は、粒径が5〜60μmの酸化物系セラミック粒子を、Niを含む金属塩水溶液中に、ヒドラジンや次亜リン酸ナトイウム、ジメチル・アミン・ボラン化合物、水素化硼素化合物のいずれか1以上の還元剤を含むめっき液中に浸漬して無電解めっき処理を施すことにより、該酸化物系セラミック粒子の表面にNiまたはNi−P合金、Ni−B合金のいずれかの無電解めっき膜を被覆し、粒径:6〜70μmの大きさの非混合形サーメット粉末を得ることを特徴とする耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法を提案する。
【0021】
なお、本発明において、
(1)前記酸化物系セラミック粒子は、粒径が5〜80μmで、その表面を覆うNiまたはNi合金無電解めっき膜は厚さが0.3〜5μmであること、
(2)前記酸化物系セラミック粒子が、Al、Y、原子番号57〜71に属するランタノイド系金属の酸化物、Y2O3−A12O3の混合体、YAGで表示されるA12O3−Y2O3の複酸化物のいずれかであること、
(3)前記Ni合金は、PまたはBをそれぞれ5mass%以下の範囲で含有し、残部がNiであること、
(4)前記無電解めっき処理は、硫酸ニッケルもしくは塩化ニッケルの水溶液中に、還元剤としてヒドラジンや次亜リン酸ナトイウム、ジメチル・アミン・ボラン化合物、水素化硼素化合物を添加してなる無電解めっき液中に、酸化物系セラミック粒子を投入して加熱する処理であること、
が好適な解決手段である。
【発明の効果】
【0022】
上述した技術手段を採用する本発明のサーメット溶射用粉末材料およびその製造方法は、次のような効果を有する。
(1)NiおよびNi合金の比重は約8.85であるのに対し、前記酸化物系セラミックの比重は約4.0〜5.0(A12O3で4.0、Y2O3で5.0)である。そのため、この両者を従来のように単に物理的に混合しただけの溶射用粉末材料としたのでは、搬送中はもとより粉末供給槽から溶射ガンへの送給時、さらには高速運動を伴う溶射熱源中において前記比重差に起因して分離してしまう。従って、従来の溶射用サーメット粉末を用いて溶射処理すると、成膜後のサーメット溶射皮膜中の金属(Niおよびその合金)とセラミックスとの分布が偏析を起して均質な皮膜の形成が阻害され、サーメットとしての本体の特性が失われることが多い。
【0023】
これに対し、本発明に係るサーメット溶射用粉末材料では、酸化物系セラミック粒子の表面を金属(Niおよびその合金)の無電解めっきで完全に被覆して一体化させてなる非混合形のものであるから、溶射皮膜の形成過程において金属とセラミックとが分離するようなことがなく、しかも、金属とセラミックとの割合が常に一定で均質なサーメット溶射皮膜を形成することができ、耐食性と耐プラズマエロージョン性に優れるサーメット溶射皮膜を形成できる。
(2)また、本発明の非混合形サーメット溶射用粉末材料によれば、プラズマなどの溶射熱源中では先ず表面のNiが先に溶融して金属特有の粘性と延性、さらには接合性を発揮するので、核粒子である酸化物系セラミック粒子同士の相互結合力が高まり、その状態で基材表面に衝突し堆積する。その結果、粉末材料同士間の隙間が極小となって、成膜される溶射皮膜の緻密性が向上すると共に、基材との密着性がセラミック粒子のみからなる溶射用粉末材料を用いて形成した溶射皮膜に比べて高くなる。
(3)また、本発明の前記粉末材料を用いて形成したサーメット溶射皮膜については、これを必要に応じて大気中や不活性ガス中、真空中などで300〜1700℃、0.5〜5時間の熱処理を行なった場合には、Niやその合金(無電解めっき膜部分)の硬さが上昇するので、溶射皮膜の耐摩耗性が向上し、この特性が必要とされる分野の部材として有効なものが得られる。
【図面の簡単な説明】
【0024】
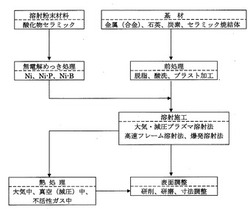
【図1】本発明方法を実施するための製造工程例である。
【図2】Niの無電解めっき膜を被覆してなるA12O3粒子の電子顕微鏡写真である。(A)は粒子の外観写真、(B)はA12O3粒子の断面写真である。
【図3】本発明の実施例5で用いた活性ハロゲンガスによる腐食試験装置の略線図である。
【発明を実施するための形態】
【0025】
本発明は、基本的に下記の着想に基づいて開発したものである。
(1)本発明では、耐食性や耐プラズマエロージョン性に優れるNiやNi合金などの金属成分と耐プラズマエロージョン特性に優れるA12O3やY2O3および原子番号57〜71の金属元素の酸化物系セラミック粒子とが一体化した非混合形のサーメット溶射用粉末材料とする。
(2)特に、金属とセラミックとを一体化させるために、本発明サーメット溶射用粉末材料は、酸化物系セラミック粒子の表面に、NiやNi合金の無電解めっき膜を被覆してセラミック粒子と金属の無電解めっき膜とが一体化した非混合形のものとすることで、セラミック粒子が外部に露出しないようにする。
(3)そして、このような非混合形サーメット溶射用粉末材料を用いて溶射することにより、金属・セラミック両成分が分離したまま溶射雰囲気中を飛行して被着面に到達することがないようにして、セラミック・金属一体形粒子の堆積層からなるサーメット溶射皮膜(以下、「セラミック・金属一体形サーメット溶射皮膜という)が得られるようにする。
(4)サーメット溶射皮膜形成のためには、大気プラズマ溶射法や減圧プラズマ溶射法、高速フレーム溶射法などを適用する。
(5)形成されるセラミック・金属一体形サーメット溶射皮膜は、必要に応じて大気中や不活性ガス中、真空中などの雰囲気中で熱処理を行なうことによって、NiやNi合金の無電解めっき膜部分の硬度を上昇させる処理を行なってもよい。
(6)前記サーメット溶射皮膜は、その表面を必要に応じて機械的に研削加工、研摩加工を行なって、サーメト溶射皮膜被覆製品の精度、品質などの向上を図ってもよい。
【0026】
図1は、本発明方法の好適な一実施形態を示す工程図である。以下、この工程順に従って本発明の構成を具体的に説明する。
【0027】
(1)溶射用粉末材料
本発明に係るサーメット溶射用粉末材料は、半導体の加工環境下で使用されるハロゲンおよびハロゲン化合物を含む気相中で発生するプラズマによるエロージョンなどに対して優れた抵抗力を示す酸化物系セラミック粒子が核粒子として用いられる。
【0028】
その酸化物系セラミックとしては、元素の周期律表IIIb族のAl、同IIIa族のY、原子番号57〜71に属するランタノイド系金属などの酸化物をはじめ、A12O3−Y2O3の混合体、YAGで表示されているA12O3とY2O3の複酸化物などが好適である。なお、原子番号57〜71の金属元素としては、ランタン(La)、セリウム(Ce)、プラセオジム(Pr)、ネオジム(Nd)、プロメチウム(Pm)、サマリウム(Sm)、ユウロビウム(Eu)、ガドリニウム(Gd)、テルビウム(Tb)、ジスプロシウム(Dy)、ホルミウム(Ho)、エルビウム(Er)、ツリウム(Tm)、イッテルビウム(Yb)、ルテチウム(Lu)の17種を挙げることができる。本発明では、これらの金属酸化物を単体もしくは2種以上の混合物として使用することができる。
【0029】
上記酸化物系セラミック粒子の大きさは、5〜80μmの粒径範囲のものがよく、特に10〜50μmの大きさのものがより好適である。その理由は、5μmよりも小さい粒径のもでは、無電解めっき処理時に、無電解めっき液中における粒子の均一分散が困難となって、粒子同士がめっき金属によって連結され、見掛け上大きな集合体(擬似粒子)となり、溶射ガンへの送給が阻害されたり、不連続化しやすいからである。また、その粒径が80μmよりも大きい場合には、溶射熱源中での軟化や溶融が困難になるからである。
【0030】
(2)サーメット溶射用粉末材料の製造方法
本発明に係るサーメット溶射用粉末材料は、前記酸化物系セラミック粒子とNi等との単なる混合粉末ではなく、該セラミック粒子の表面に、Niやその合金を無電解めっきすることによって一体化させてなる非混合形のサーメット粉末であって、5〜80μmの大きさのものである。
以下、酸化物系セラミック粒子表面にNiおよびその合金を無電解めっきする方法について説明する。
【0031】
A12O3やY2O3および原子番号57〜71の元素の酸化物セラミック粒子の表面に、Niおよびその合金を被覆して一体化させる方法として、本発明では無電解めつき技術を利用する。即ち、セラミック粒子の表面に、無電解めっき法によってNiやNi−B合金、Ni−P合金などの薄膜(≦20μm以下)を被覆形成するのである。この場合において、無電解めっき処理に当たっては、使用する還元剤の種類によって、Niのみを析出させたり、Ni−P合金やNi−B合金を析出させたりするが、PやBの析出量は、それぞれ5mass%程度以内ならば、本発明で期待する溶射用粉末材料としての性能の妨げにはならない。
【0032】
上記無電解めっき法において、Niを被覆する場合には、硫酸ニッケルおよび塩化ニッケルなどの水溶液中に、前記酸化物系セラミック粒子を投入し、60℃〜90℃、100
時間程度以下の加熱を行なう。めっき液中には還元剤を添加するが、その還元剤としてヒドラジン(NH2・NH2)を添加した場合、水溶液中のNiイオンが還元されて酸化物系セラミック粒子表面にNiのみが析出する。一方、還元剤として、次亜リン酸ナトリウム(NaH2PO2)を用いた場合には、NiとともにPが共析し、ジメチル・アミン・ボラン化合物((CH3)NHB2H)または水素化硼素化合物(NaHB4)を用いた場合には、NiとともにBが析出する。PおよびBの共折量は、それぞれの還元剤の添加量およびめっき温度を制御することによって変化させることができ、また、めっき膜の厚さは、Ni塩の量、めっき時間、めっき温度を変化させることによって調製することができる。
【0033】
なお、めっき処理は、60℃〜90℃の温度にて100時間程度以下加熱することが好ましい。また、金属塩の量は7〜65(g/L)程度とすることが好ましく、これはめっき膜の厚さに(0.3〜5μm)に応じて決定する。
【0034】
表1は、酸化物系セラミック表面に、Ni−P系合金、Ni−B系合金の無電解めっき膜を形成するための無電解めっき液の組成と温度条件例を示したものである。そして、図2は、A12O3粒子の表面に、Niの無電解めっき膜を被覆したものの外観とその断面を観察した電子顕微鏡写真であり、Niめっき膜は粒子の表面に緻密かつ均等に被覆形成されている状態が観察できる。
【0035】
かかる無電解めっき法によって、酸化物系セラミック粒子の表面に被覆形成されるめっき膜の厚さは、0.3〜5μmの範囲が好適であり、特に1〜3μmの範囲が実用的である。その理由は、0.3μm未満のめっき膜では、金属膜としての機能を発揮することができず、一方、5μm超の厚いめっき膜ではめっきに時間がかかりすぎて生産コストが上昇するほか、酸化物系セラミックスとしての作用効果を減退させる可能性があるので、好ましくない。
【0036】
【表1】

【0037】
(3)非混合形サーメット溶射用粉末材料の特徴
一般に、プラズマ溶射法や高速フレーム溶射法などの方法によってサーメット溶射皮膜を形成する場合、使用する溶射用粉末材料としては、金属粉末とセラミック粉末などの粉体を単に物理的に混合したものであったり、また、両成分が混合した状態のものを単に焼結した材料を用いるのが普通である。ただし、このような溶射用粉末材料が溶射熱源中に導入されると、比較的低融点の金属成分は飛行中に先に溶融状態となり、基材表面に衝突したときには、基材表面の衝突部位の形状に沿って、偏平形態の粒子が積み重なって皮膜を形成する。このとき、セラミック粒子は、金属より硬く耐摩耗性に優れるほか化学的に安定しているため高い耐食性を示すが、融点が高いため溶射熱源中では軟化するものの融点状態に達しないものが多い。そればかりか、皮膜中に未溶融状態の粒子が観察される他、多孔質で粒子同士の相互結合力が弱いという問題がある。本来、サーメット材料というのは、セラミックと金属の両方の特徴を生かし、単独で使用する時の欠点を相互に補い合うための材料として有効なものである。
【0038】
しかし、例えば金属粒子とセラミック粒子とを単に物理的に混合する従来方式では、両者の比重や粒径などの相違によって、溶射装置の粉末供給槽内、溶射ガンへの供給ホース中の移動、溶射ガンからプラズマ熱源中への導入過程に加え、熱源中における飛行状態などの影響を受けて、両成分が分離する傾向が強い。そのため、成膜後のサーメット溶射皮膜中の金属とセラミック粒子との分布状況に大きな片寄りが見られるようになり、サーメット溶射皮膜本来の目的が達成できなくなることが多い。この点、金属とセラミックとを焼結したサーメット材料では、このような現象は少なくなるものの、形成される溶射皮膜の性質が十分とは云えない。
【0039】
これに対し、本発明において用いる、Niを主成分とする金属を酸化物系セラミック粒子の表面に無電解めっきしてなる非混合形サーメット溶射用粉末材料の場合、粉末の供給槽内はもとより、供給ホース中や溶射ガンへの供給および溶射熱源中であっても、常に一体化した粒子としての挙動を示すようになり、両者が分離するようなことがない。
【0040】
特に、溶射熱源中においては、セラミック粒子の表面を被覆している融点の低いNi(1450℃)が先に溶融して大きな粘性と結合力を発揮して、溶射用粉末材料同士の相互結合力の向上に寄与するようになる。このような効果は、サーメット溶射皮膜を構成する堆積粒子どうしの間隔を狭めて皮膜の緻密化を達成すると共に気孔の発生を抑制し、基材との結合力を改善する。
【0041】
このように融点の低いNi系無電解めっき膜を有する酸化物系セラミック粒子では、高融点のセラミック(例えば、A12O3の融点、2050℃)が熱源中で溶融しなくても、皮膜の形成が可能であるため、セラミックの種類、粒径の影響を受けることが少ない。
【0042】
(4)前記粉末材料を用いて溶射皮膜を形成する方法
従来のような混合形のサーメット溶射用粉末材料とは異なり、本発明では、Niなどの無電解めっき膜を被覆した一体に酸化物系セラミック粒子からなる非混合形サーメット溶射用粉末材料を用い、これを基材表面に溶射してセラミック・金属一体形サーメット溶射を形成する。このような皮膜を被成するために採用できる溶射方法としては、大気プラズマ溶射法や減圧プラズマ溶射法、高速フレーム溶射法、爆発溶射法などが用いられる。また、溶射に際しては、溶射雰囲気ガスの温度を、1000〜1500℃の範囲に低く抑えたワームスプレー、雰囲気ガスの温度を1200℃以下に制御したコールドスプレーによっても成膜することができる。
【0043】
溶射による前記サーメット溶射皮膜の形成に当たっては、基材表面に直接またはまずアンダーコートを施工し、その上にトップコートとして前記サーメット溶射皮膜を積層してもよい。そのサーメット溶射皮膜は、50〜500μmの厚さ範囲がよく、特に100〜300μmの範囲の厚さが好適である。その理由は、50μm未満の厚さでは、基材表面に均等な厚みで成膜することができず、一方、500μmを超えるような厚さの皮膜では、皮膜としての特性が飽和し、生産コストの上昇を招く。
【0044】
なお、前記サーメット溶射皮膜は、アンダーコートは必ずしも必要なものではないが、例えば300μm以上の厚膜とする場合には、皮膜の密着性を向上させるため、このアンダーコートを施工することが望ましい。そのアンダーコートとしては、基材との密着性と耐熱性を向上させる機能を優先して、Ni−Al、Ni−Cr、Ni−Cr−Al、自溶合金(JIS H8303)、Ni−Co−Cr−Al−X合金(但しXは、Y、Ce、Laなどの希土類元素)などを用いることが好ましく、その膜厚は50〜150μmの範囲がよい。特に、50〜100μmの範囲が好適である。膜厚が50μm より薄いと、アンダーコートとしての機能が十分でなく、一方、150μm超ではサンダーコートとしての効果が飽和する。
【0045】
(5)サーメット溶射皮膜の表面仕上げ
成膜後のサーメット溶射皮膜の表面粗さは、一般に、Ra:4〜10μm程度であり、そのまま使用することが多い。しかし、必要に応じて、機械的加工(研削、研摩など)を行なって、Ra:約2μm以下、Rz:約4μm以下の平滑な表面に仕上げることも有効である。
【0046】
(6)サーメット溶射皮膜の熱処理
成膜後のセラミック・金属一体形の前記サーメット溶射皮膜については、これを大気中、不活性ガス中または真空中のいずれかの雰囲気中において、300〜700℃、0.5〜5時間の熱処理を行なってもよい。その理由は、この熱処理により、該サーメット溶射皮膜の硬さが無電解めっき処理直後の溶射用粉末材料の硬さよりも、ビッカース硬さでHV250〜500程度に上昇し、耐摩耗性が向上するからである。特に、酸化物系セラミック粒子の表面に被覆されているNi−PやNi−B合金の無電解めっき膜の硬度が顕著に上がる。その原因は、無電解めっき法により析出しためっき金属膜では、アモルファス状を呈していた結晶が、この熱処理によって微細な結晶の集団となるとともに、Ni−P、Ni−Bの結晶化も硬さの上昇に寄与するものと考えられる。
【0047】
(1)基材
本発明において、溶射皮膜を被覆すべき基材は、Alおよびその合金、Tiおよびその合金、ステンレス鋼を含む各種の合金鋼、炭素鋼、Niおよびその合金などが好適である。その他、ガラス、石英、プラスチック、セラミックや炭素などの焼結体に対しても、良好な溶射皮膜の形成が可能である。
【実施例】
【0048】
(実施例1)
この実施例は、本発明に係るサーメット溶射用粉末材料の製造例を示すものである。即ち、各種のセラミック粒子に対する無電解めっき膜の被覆状況とめっき液中の還元剤の種類によるめっき膜の化学成分の変化、ならびにセラミック粒子への無電解めっき膜の付着状況を試験した結果を示す。
【0049】
(1)供試セラミック粉末:供試セラミック粒子としては、粒径:10〜50μmのA12O3、Y2O3、YAG、CeO2、Eu2O3を用いた。
(2)無電解めっき液:表1記載の無電解めっき液を用いたが、ヒドラジンを還元剤とするめっき液は、表1のNi−P液の次亜リン酸ナトリウムに代えて、ヒドラジンを5〜10ml/L添加した。めっき液の温度は、60〜95℃であり、時間は最高10時間とした。この間、金属の析出反応が低下する時には、還元剤のみを適宜追加した。
(3)試験項目:被処理セラミック粒子へのめっき膜の付着状況と、そのめっき膜の主要成分の確認
(4)試験結果:試験結果を表2に要約した。この結果から明らかなように、供試セラミック粒子の表面には、緻密な無電解めっき膜が均等な状態で付着していた。めっき膜の化学成分は、ヒドラジンを還元剤とする場合にはNiのみ、次亜リン酸ナトリウムの場合はNiとP、ボロン化合物の場合にはNiとBがそれぞれ含まれており、その内訳は、Pは1〜13mass%、Bは1〜8mass%の範囲で変化させた。即ち、これらP、Bの含有量は、無電解めっき液中の各成分中の各成分濃度を変化させることで対応した。その結果、PとBはそれぞれの還元剤の添加濃度を変えることによって、本発明の範囲に制御できることが確認できた。
【0050】
【表2】
【0051】
(実施例2)
この実施例では、本願発明に係るNi膜を被覆したセラミック粉末によって形成した溶射皮膜の気孔率と基材に対する密着力について調査した。
(1)供試皮膜:供試皮膜として、SS400鋼基材上に、A12O3粉末の表面にNiの無電解めっき膜を1μmの厚さに被覆した各種のサーメット溶射用粉末材料を大気プラズマ溶射法、減圧プラズマ溶射法、高速フレーム溶射法により、それぞれ150μm厚さの溶射皮膜を形成した。また、溶射皮膜の形成に際しては、基材上にNi−20mass%Alのアンダーコートを大気プラズマ溶射法によって、80μm厚さに施工した場合、ならびに比較例の溶射皮膜として、Al2O3のみのセラミック溶射皮膜も準備した。
【0052】
(2)試験方法:この実施例の溶射皮膜の試験方法は次の通りである。
1.気孔率試験:供試皮膜の断面を切断し、その切断部を研摩後、光学顕微鏡および画像解析装置を用いて、A12O3粒子の積層部に存在する空隙部の面積を求めた。なお、測定は1試料につき、3ヶ所測定した。
2.密着力測定:皮膜の密着力はJIS H8402規定の溶射皮膜の引張密着強さ試験方法により、1条件当り3個の試験片を用いて測定した。
【0053】
(3)試験結果:試験結果を表3に要約した。この結果から明らかなように、溶射皮膜の気孔率は、A12O3粒子のみからなる溶射用粉末材料を用いて形成した溶射皮膜(No.1、3、5、7、9、11)については、アンダーコートの有無にかかわらず、減圧プラズマ溶射皮膜が最も低く、0.2〜4.0%の範囲にあり、次いで、大気プラズマ溶射皮膜の5〜9%であり、高速フレーム溶射法で形成された皮膜は、基材との接合力とともにA12O3粒子同士の結合力も低く、実用的な皮膜とはいえない状態を示した。
【0054】
これに対して、Niの無電解めっき膜を被覆してなる非混合形サーメット溶射用粉末材料を用いた溶射皮膜(No.2、4、6、8、10、12)は、アンダーコートの有無に関係なく、減圧プラズマ溶射皮膜で0.2〜2.2%、大気プラズマ溶射皮膜では3〜6%、さらに高速ガスフレーム溶射皮膜でも正常な機能を有するサーメット溶射皮膜の外観を有し、その気孔率も4〜9%の範囲内にあることが確認された。
【0055】
以上の結果から、A12O3粉末のみの材料では、高温のプラズマ熱原中では、溶融状態となって基材面に衝突し粉末が相互に融合し合うが、高速フレーム溶射熱源の灯油など化石燃料の燃焼フレーム中では温度が低いうえ、この中を飛行するA12O3粉末の飛行速度が大きいため、十分な加熱時間が得られず溶融することなく、基材表面に堆積した結果であることがうかがえる。
【0056】
これに対して、A12O3粉末の表面にNi無電解めっき膜を被覆してなる溶射粉末材料を用いて溶射した例では、A12O3粉末自体は溶融しなくても、表面のNi無電解めっき膜が完全に溶融状態となって基材表面に衝突し、Ni無電解めっき膜の流動性、粘着性によって、比較的有効度の低い皮膜を形成したものと考えられる。
【0057】
一方、前記溶射皮膜の密着力は、A12O3粉末表面にNi無電解めっき膜を被覆してなる溶射用粉末材料を用いて形成した溶射皮膜は、大気プラズマ溶射皮膜で55〜62MPa、減圧プラズマ溶射皮膜で58〜69MPa、高速フレーム溶射皮膜でも45〜53MPaに達し、良好で、十分実用化できるほどの密着力を有することが認められた。
【0058】
これらの結果から、A12O3粉末の表面にNi無電解めっき膜を被覆した溶射用粉末材料については、成膜可能な溶射法の利用範囲が拡大できるとともに、Ni無電解めっき膜がアンダーコートとしての作用機能をも有していることが明らかとなった。
【0059】
【表3】
【0060】
(実施例3)
この実施例では、酸化物系セラミック粉末表面にNi無電解めっき膜を被覆した粉末を用いて溶射皮膜して得られた溶射皮膜の耐熱衝撃性を調べた。
(1)供試皮膜:A12O3、Y2O3、YAGなどの酸化物系セラミック粒子(粒径20〜45μm)の表面に無電解めっき法によってNiの膜を1.5μmの厚さに被覆したものを、大気プラズマ溶射法によって、SUS304鋼(寸法:幅30mm×長さ50mm×厚さ3.2mm)基材上に150μmの厚さに施工した。この際、溶射皮膜を基材の表面に直接溶射したものと、Ni−20mass%Cr合金のアンダーコート(80μm)を施工したものを準備した。
(2)熱衝撃試験:供試皮膜の熱衝撃試験は、皮膜試験片を電気炉中で500℃×20分間加熱後、炉外に取り出して送風機で、室温(25℃)まで冷却する操作を1サイクルとして計10サイクルの試験を行った。1サイクル毎に皮膜表面を目視及び拡大鏡(8倍)を用いて視察し、皮膜の割れ、剥離などの有無を調査した。
(3)試験結果:試験結果を表4に要約した。この結果から明らかなように、アンダーコートがなく、また、酸化物系セラミック粒子のみからなる溶射用粉末材料を用いて形成した比較例の溶射皮膜(No.2、4、6)は、6〜7サイクルの熱衝撃試験によって皮膜の一部に割れが発生したり、剥離する現象が見られるが、セラミック粒子表面にNi膜を被覆した本発明に係るサーメット溶射用粉末材料を用いて形成された溶射皮膜(No.1、3、5)には、剥離は認められず、優れた耐熱衝撃性を発揮した。一方、アンダーコートを施工した溶射皮膜(No.7〜12)では、すべて10サイクルの熱衝撃性に耐え、皮膜の剥離は全くなかった。これらの結果から、本願発明に適合するサーメット溶射皮膜は、アンダーコートの役割りをも果たしていることが推定される。
【0061】
【表4】
【0062】
(実施例4)
この実施例では、Ni無電解めっき膜を被覆したものと被覆しないサーメット溶射用粉末材料を用いて形成した溶射皮膜の耐食性を調査した。
(1)供試皮膜:本発明に適合するものとしては、SS400鋼(寸法:幅50mm×長さ70mm×厚さ3.2mm)の基材の表面に、YAG、Y2O3、CeO2セラミック粉末の表面に無電解めっき法によって、Ni、Ni−4.9〜5.0P、Ni−4.0〜4.9B合金をそれぞれ1.3μm被覆した粉末を成膜材料として、大気プラズマ溶射法によって膜厚150μmの皮膜を形成した。また、比較例の皮膜として、Ni、Ni−20mass%Cr合金などの溶射皮膜とともに、無処理のSS400鋼を準備した。
(2)腐食試験方法:皮膜の耐食性は、JIS Z2371規定の塩水噴霧試験方法により、連続96時間の試験を行い、その表面を目視観察によって赤さびの発生状況から、皮膜の耐食性を評価した。
(3)試験結果:試験結果を表5に要約した。この結果から明らかなように、溶射用粉末材料の種類にかかわらず、セラミック粒子を用いて形成した溶射皮膜(No.4、8、12)では、すべて赤さびの発生が多く、皮膜の気孔を通じて内部へ侵入した塩水によって、基材のSS400鋼が腐食され、その腐食生成物としての赤さびが皮膜表面にまで達したものと考えられる。このような赤さびの発生は、比較例のNiやNi−Cr合金皮膜(No.13、14)にも認められた。これに対して、Ni無電解めっき膜、Ni−Cr合金無電解めっき膜を被覆してなる本発明に係るサーメット溶射用粉末材料を用いて形成した溶射皮膜(No.1〜3、5〜7、9〜11)では、赤さびは発生するものの、その発生状況は極めて小さく、点状の赤さびは1〜2点発生する程度にとどまっていた。この効果は、実施例1(表2)における溶射皮膜の気孔率の低下に起因しているものと思われる。
【0063】
【表5】
【0064】
(実施例5)
この実施例では、大気プラズマ溶射法と減圧プラズマ溶射法によって形成した各種の溶射皮膜について、活性化されたハロゲンガスに対する耐食性を調査した。
(1)供試基材:SS400鋼を寸法 幅20mm×長さ30mm×厚さ3.2mmになるように切り出し、これを基材とした。
(2)供試皮膜:セラミック粒子としてA12O3、Y2O3、YAGを用い、本発明に適合するものとしてそれぞれの粒子の表面に無電解めっき法によって、Ni無電解めっき膜を1.5μmの厚さに被覆したものを用い、大気プラズマ溶射法と減圧プラズマ溶射法によって基材表面に厚さ130μmの皮膜を形成した。なお、比較用の溶射皮膜としてセラミック粒子のみからなる溶射用粉末材料てに溶射皮膜を作製した。
(3)腐食試験方法および腐食条件
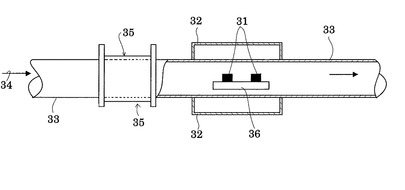
図3は、腐食試験装置の構成概略図を示すものであって、この装置は、試験片31を電気炉32の中心部を貫通するステンレス鋼製試験管33内部(試験片設置台36の上)に静置した後、腐食性のガス34を、試験管33の左側から流すようにしてなるものである。試験に際しては、試験管33途中に設けた石英放電管35に出力600Wのマイクロ波を負荷させ、前記腐食性ガスの活性化を促すようにしている。活性化した腐食性のガスは電気炉中に導かれ、試験片設置台36上に静置された試験片31を腐食した後、試験管33右側から系外に放出される。このような構成を有する腐食試験装置を用い、試験片温度120℃、腐食性ガスCF4を150ml/min、O2を75ml/minを流しつつ、10時間の腐食試験を行った。この腐食試験の特徴は、腐食性のCF4ガスがプラズマ照射によって励起されて、CF4の一部が原子状のFとなって、一段と強い腐食性ガスに変化する環境における耐食性を評価しようとするものである。上記腐食試験後の試験片を、湿度95%温度35℃の恒湿槽中において48時間放置し、皮膜表面の外観変化を観察することによって、その耐食性を評価した。
(4)試験結果:試験結果を表6に要約した。この結果から明らかなように、A12O3、Y2O3、YAGなどの酸化物系セラミックのみからなる溶射用粉末材料を用いて形成した溶射皮膜(No.2、4、6、8、10、12)は腐食量が0.5〜0.9mg/cm2の範囲にあった。一方、Niめっき膜を被覆したサーメット溶射粉末材料を用いて形成された溶射皮膜(No.1、3、5、7、9、11)では0.1〜0.2mg/cm2の腐食量を示し、優れた耐食性を発揮している状況が確認された。
【0065】
このような結果から、A12O3、Y2O3、YAGなどの粒子を溶射して得られた溶射皮膜では、酸化物系セラミック自体の耐食性は認められるものの、皮膜の気孔部から内部へ侵入した活性化ハロゲンガスによって基材が腐食されるのに対して、これらの粒子表面にNiの無電解めっき膜を被覆したサーメット溶射粉末材料によって形成された溶射皮膜では、活性化されたハロゲンガスが内部へ侵入するための気孔が少ないため溶射皮膜の保護が図られたものと考えられる。
【0066】
【表6】
【0067】
(実施例6)
この実施例では、本発明適合例として、セラミック粒子の表面にNiの無電解めっき膜を被覆してなるサーメット溶射用粉末材料を用い、比較例としてはめっき膜を有しない粉末材料を用いて形成した溶射皮膜について、それぞれの耐プラズマエロージョン性を調べた。
(1)供試皮膜:実施例4とに同じ溶射皮膜を用いたが、比較例としてB4Cセラミック溶射皮膜を追加した。
(2)プラズマエロージョン試験:供試皮膜の表面を10mm×l0mmの範囲が露出するように、他の部分をマスクし、下記条件にて20時間照射してプラズマエロージョンによる損傷量を減肉厚さとして求めた。
ガス雰囲気と流量条件
CF4、Ar、O2の混合ガスを用い1分間当たり、CF4(100cm3)/Ar(1000cm3/O210cm3)の割合で流した。
プラズマ照射出力
高周波電力:1300W、環境圧力:133.3Pa
(3)試験結果:試験結果を表7に要約した。この結果から明らかなように、大気プラズマ溶射法及び減圧プラズマ溶射法で形成された本願発明に適合する方法で形成した溶射皮膜(No.1、3、5、7、9、11)は、比較例(セラミック粒子のみを溶射)である溶射皮膜(No.2、4、6、8、10、12)に比較して遜色のない耐プラズマエロージョン性を示した。また、これらの結果から、溶射成膜時あるいは、成膜後の表面加工時に、セラミック粒子の表面に被覆したNi無電解めっき膜などが局部的に破壊されたり、機械加工によって研削されてセラミック粒子が露出した場合においても、Ni無電解めっき膜とセラミック粒子の両者が耐プラズマエロージョン性に優れているので、ハロゲン系ガス環境下における耐食性及び耐プラズマエロージョン皮膜としての機能を発揮することがわかる。
【0068】
【表7】
【産業上の利用可能性】
【0069】
酸化物系セラミック粒子の表面にNiまたはNi合金の無電解めっき膜を被覆した本発明に係る溶射用粉末材料を用いて成膜された溶射皮膜は、緻密で密着力が強く、セラミック粒子とNiが有する優れた耐食性と耐摩耗性を利用し、海水、工業用水、酸、アルカリなどの化学薬剤などを使用する分野でも広く利用することができる。また、耐プラズマエロージョン性にも卓越した性能を示すことから、半導体加工装置などのハロゲンガス、ハロゲンガス雰囲気中の耐プラズマエロージョン性皮膜として使用できる。具体的には、半導体加工条件のデポシールド、バッフルプレート、フォーカスリング、インシュレ一夕リング、シールドリング、ベローズカバー静電チャック、電極などの保護皮膜として適用可能である。
【符号の説明】
【0070】
31 試験片
32 電気炉
33 試験管
34 腐食性のガス
35 石英放電管
36 試験片設置台
【技術分野】
【0001】
本発明は、耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料およびその製造方法に関し、特に、半導体加工装置用部材のような、所謂、ハロゲンガスやハロゲン化合物存在下でのプラズマ処理であったり、この処理時に発生する微細なパーティクルを洗浄除去しなければならないような環境下で用いられる溶射皮膜被覆部材を得るために用いられるサーメット溶射用粉末材料とその粉末材料の製造方法についての提案である。
【背景技術】
【0002】
半導体加工プロセスあるいは液晶製造プロセスにおいて使用されているドライエッチャーやCVD、PVDなどの加工装置類は、シリコンやガラスなどの基板回路の高集積化に伴う微細加工や加工精度向上の必要性から、加工環境について一段と高い清浄性を備えることが求められている。
【0003】
その一方で、微細加工用の各種プロセスにおいては、弗化物、塩化物をはじめとする腐食性の強い有害ガスあるいは水溶液が用いられるため、これらのプロセスで使用される部材類は、腐食損耗の速度が速く、そのため、腐食生成物による二次的な環境汚染も無視できない状況になっている。
【0004】
一般に、半導体ディバイスというのは、その素材が、SiやGa、As、Pなどからなる化合物半導体を主体としたものが用いられている。そして、半導体の製造工程は、真空もしくは減圧下で処理されるいわゆるドライプロセスに属し、こうした環境の中で、成膜、不純物の注入、エッチング、アッシング、洗浄などの各処理が行なわれる作業である。
【0005】
このようなドライプロセスに用いられる装置、部品類としては、酸化炉やCVD装置、PVD装置、エピタキシャル成長装置、イオン注入装置、拡散炉、反応性イオンエッチング装置、プラズマエッチング装置およびこれらの装置に付属している配管、給排気ファン、真空ポンプ、バルブ類などがある。これらの装置類は、基本的に、BF3やPF3、PF6、NF3、WF3、HFなどの弗化物、BCl3やPCl3、PCl5、POCl3、AsCl3、SnCl4、FiCl4、SiH2Cl2、SiCl4、HCl、Cl2などの塩化物、HBrなどの臭化物、NH3、Cl3Fなどの腐食性の強い薬剤やガス存在下で使用されるものであることが知られている。
【0006】
ところで、これらのハロゲン化合物を用いるドライプロセスでは、反応の活性化と加工精度向上のため、しばしばプラズマ(低温プラズマ)が用いられる。プラズマ使用環境において、各種のハロゲン化合物は、腐食性の強い原子状またはイオン化したF、Cl、Br、Iとなって半導体素材の微細加工に大きな効果を発揮する。その一方で、プラズマ処理(特に、プラズマエッチング処理)された半導体素材の表面からは、エッチング処理によって削りとられた微細なSiO2やSi3N4、Si、Wなどのパーティクルが気相中に浮遊し、これらが加工中あるいは加工後のディバイスの表面に付着して、製品品質を著しく低下させるという問題があった。
【0007】
その対策の一つとして、被加工物表面をアルミニウム陽極酸化物(アルマイト)によって表面処理する方法がある。その他、Al2O3やAl2O3−TiO2、Y2O3などの酸化物、あるいは周期律表IIIa族金属の酸化物を、溶射法や蒸着法(CVD法、PVD法)などによって該被加工物表面を被覆したり、また焼結材として利用する技術もある。(特許文献1〜5)
【0008】
さらに最近では、Y2O3やY2O3−Al2O3の溶射皮膜表面を、レーザービームや電子ビームなどの高エネルギー照射処理して該溶射皮膜の表面を再溶融処理することによって、耐プラズマエロージョン性を向上させる技術も開発されている。(特許文献6〜9)
【0009】
また、溶射皮膜の表面を、レーザービームや電子ビームなどの高エネルギー照射処理して、皮膜表面の溶射粒子を再溶融するという技術は、その他にも特許文献10に開示されているようなものがある。即ち、この技術は、皮膜表面に存在する気孔(特に貫通気孔)を消滅させることによって腐食成分が皮膜内部へ侵入するのを防止する方法である。また、特許文献11のように、ZrO2系セラミック溶射皮膜の表面を高エネルギー照射して再溶融現象を利用し、冷却・凝固過程に再溶融部の収縮に伴って発生する縦割れを、熱衝撃時の急激な応力に対する緩衝手段として利用しようとする提案もある。
【0010】
そして、発明者らも先に、溶射熱源、特にガスプラズマの酸素分圧と水素分圧を制御することによって、酸化物セラミックの溶射皮膜の外観色を本来の白色から黒色に到るさまざまな色に変化させ、このことによって耐プラズマエロージョン性に加え熱放射特性を向上させる方法を提案し(特許文献12〜15)、さらに、これらの技術に基づき白色皮膜を黒色化したり、その逆の色変化を起こさせるという新しい技術を開発し、皮膜のカラーデザイン化による商品価値向上の方法を提案している(特許文献16、17)。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特公平6−36583号公報
【特許文献2】特開平9−69554号公報
【特許文献3】特開2001−164354号公報
【特許文献4】特開平11−80925号公報
【特許文献5】特開2007−107100号公報
【特許文献6】特開2005−256093号公報
【特許文献7】特開2005−256098号公報
【特許文献8】特開2006−118053号公報
【特許文献9】特開2007−217779号公報
【特許文献10】特開昭61−104062号公報
【特許文献11】特開平9−316624号公報
【特許文献12】特開2007−247043号公報
【特許文献13】WO2007−023971号公報
【特許文献14】WO2007−023976号公報
【特許文献15】特開2009−138231号公報
【特許文献16】特開2010−229492号公報
【特許文献17】特開2010−229491号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
上掲の従来技術、特に、半導体加工装置用部材の表面に被覆形成されている従来の溶射皮膜は、解決すべき次のような課題があった。
a.溶射法によって形成されたY2O3やA12O3などの酸化物系セラミック皮膜をはじめ、NiやNi−Cr合金などの金属皮膜は、ハロゲンによるプラズマエッチング環境において比較的良好な耐久性を示す。しかし、溶射皮膜というのは、貫通気孔が不可避に生成するため、ウェットプロセス用装置部材の洗浄処理時に致命的な欠点となるという問題があった。
【0013】
b.半導体加工装置用部材では、シリコンウェハーに代表される薄膜のプラズマエッチング加工のようなドライプロセス専用であったとしても、エッチングによって削り取られた微細なパーティクル(このパーティクルの発生源は、シリコンウェハーの精密加工時に削り取られた微細なシリコン粉をはじめ、装置内に配設されている各種の部材の表面に被覆されている耐プラズマ性の電気めっき膜、CVD膜、PVD膜、溶射皮膜および各種焼結部材である)が装置内に残り、これらが高品質半導体製品の製造を阻害することが知られている。そのために従来、該加工装置を酸やアルカリ、純水などを用いて洗浄していた。しかし、この方法の場合、装置の洗浄時に洗浄液が皮膜(トップコート)の貫通気孔を経て内部に侵入し、基材およびアンダーコートを腐食し、被覆部材の耐久性を低下させるという問題があった。
【0014】
c.こうした溶射皮膜のもつ欠点を改善するため、従来、トップコートの最表層を電子ビームやレーザービームなどの高エネルギー照射処理して溶融し、溶射成膜粒子どうしを融着させて貫通気孔を消滅させる緻密化の技術が提案されてきた。この技術によれば、皮膜表面の開気孔(含貫通気孔)を消滅させることができると共に、耐プラズマエロ一ジョン性を向上させることができるものの、高エネルギー照射面では、再溶融後の冷却過程における体積の収縮現象によって、皮膜の最表層面がひび割れを発生することが知られている。しかも、このひび割れが新しい貫通気孔の役割を果たすことになるため、ウェットプロセスや洗浄作業時に使用される各種薬液・洗浄水の皮膜内部への侵入を防止できなくなり、トップコートとしての機能が果たせないという問題があった。
d.しかも、酸化物系セラミック溶射皮膜などを高エネルギー照射処理した時に発生する上記の“ひび割れ現象”は、発生当初は微小であっても、使用中に加熱と冷却とが繰り返されると、そのひび割れが次第に大きくかつ深く成長するため、洗浄水などが皮膜内部に侵入することによる弊害が助長される。そればかりか、ひび割れ部が優先的にプラズマエッチングすることも判明してきた。
【0015】
e.さらに、高エネルギー照射処理面に発生する上記ひび割れ部分から該溶射皮膜内部へ侵入した薬液や洗浄液は、腐食損傷の原因となる一方、ドライプロセスによる半導体加工装置においては、作業環境の真空化時間を長くする必要が生じるため、生産性の低下を招くという問題もあった。
【0016】
本発明の目的は、基材表面に被覆された溶射皮膜表面の再溶融処理をせずにとも、溶射皮膜の成膜状態でも緻密で高い密着性を示すと共に、優れた耐食性や耐プラズマエロージョン性等を有するサーメット溶射用粉末材料とそれの製造方法を提案することにある。
【0017】
本発明はまた、シリコンウェハーなどの被加工物に対して自らが汚染源となるようなことのない半導体加工装置用部材の表面を覆う溶射皮膜形成のために用いられるサーメット溶射用粉末材料およびそれの製造方法を提案することにある。
【課題を解決するための手段】
【0018】
本発明は、従来技術が抱えている前記技術的課題を解決し、実用的な溶射皮膜被覆部材の表面に被覆される溶射皮膜を形成するために用いられるサーメット溶射用粉末材料と、この溶射用粉末材料とそれの有利な製造方法を提案することによって、上記の目的を達成するものである。
【0019】
即ち、本発明は、酸化物系セラミック粒子の表面が、NiまたはNi合金の無電解めっき膜にて被覆されてセラミックと金属とが一体化した非混合形サーメット粉末からなることを特徴とする耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料である。
【0020】
また、本発明は、粒径が5〜60μmの酸化物系セラミック粒子を、Niを含む金属塩水溶液中に、ヒドラジンや次亜リン酸ナトイウム、ジメチル・アミン・ボラン化合物、水素化硼素化合物のいずれか1以上の還元剤を含むめっき液中に浸漬して無電解めっき処理を施すことにより、該酸化物系セラミック粒子の表面にNiまたはNi−P合金、Ni−B合金のいずれかの無電解めっき膜を被覆し、粒径:6〜70μmの大きさの非混合形サーメット粉末を得ることを特徴とする耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法を提案する。
【0021】
なお、本発明において、
(1)前記酸化物系セラミック粒子は、粒径が5〜80μmで、その表面を覆うNiまたはNi合金無電解めっき膜は厚さが0.3〜5μmであること、
(2)前記酸化物系セラミック粒子が、Al、Y、原子番号57〜71に属するランタノイド系金属の酸化物、Y2O3−A12O3の混合体、YAGで表示されるA12O3−Y2O3の複酸化物のいずれかであること、
(3)前記Ni合金は、PまたはBをそれぞれ5mass%以下の範囲で含有し、残部がNiであること、
(4)前記無電解めっき処理は、硫酸ニッケルもしくは塩化ニッケルの水溶液中に、還元剤としてヒドラジンや次亜リン酸ナトイウム、ジメチル・アミン・ボラン化合物、水素化硼素化合物を添加してなる無電解めっき液中に、酸化物系セラミック粒子を投入して加熱する処理であること、
が好適な解決手段である。
【発明の効果】
【0022】
上述した技術手段を採用する本発明のサーメット溶射用粉末材料およびその製造方法は、次のような効果を有する。
(1)NiおよびNi合金の比重は約8.85であるのに対し、前記酸化物系セラミックの比重は約4.0〜5.0(A12O3で4.0、Y2O3で5.0)である。そのため、この両者を従来のように単に物理的に混合しただけの溶射用粉末材料としたのでは、搬送中はもとより粉末供給槽から溶射ガンへの送給時、さらには高速運動を伴う溶射熱源中において前記比重差に起因して分離してしまう。従って、従来の溶射用サーメット粉末を用いて溶射処理すると、成膜後のサーメット溶射皮膜中の金属(Niおよびその合金)とセラミックスとの分布が偏析を起して均質な皮膜の形成が阻害され、サーメットとしての本体の特性が失われることが多い。
【0023】
これに対し、本発明に係るサーメット溶射用粉末材料では、酸化物系セラミック粒子の表面を金属(Niおよびその合金)の無電解めっきで完全に被覆して一体化させてなる非混合形のものであるから、溶射皮膜の形成過程において金属とセラミックとが分離するようなことがなく、しかも、金属とセラミックとの割合が常に一定で均質なサーメット溶射皮膜を形成することができ、耐食性と耐プラズマエロージョン性に優れるサーメット溶射皮膜を形成できる。
(2)また、本発明の非混合形サーメット溶射用粉末材料によれば、プラズマなどの溶射熱源中では先ず表面のNiが先に溶融して金属特有の粘性と延性、さらには接合性を発揮するので、核粒子である酸化物系セラミック粒子同士の相互結合力が高まり、その状態で基材表面に衝突し堆積する。その結果、粉末材料同士間の隙間が極小となって、成膜される溶射皮膜の緻密性が向上すると共に、基材との密着性がセラミック粒子のみからなる溶射用粉末材料を用いて形成した溶射皮膜に比べて高くなる。
(3)また、本発明の前記粉末材料を用いて形成したサーメット溶射皮膜については、これを必要に応じて大気中や不活性ガス中、真空中などで300〜1700℃、0.5〜5時間の熱処理を行なった場合には、Niやその合金(無電解めっき膜部分)の硬さが上昇するので、溶射皮膜の耐摩耗性が向上し、この特性が必要とされる分野の部材として有効なものが得られる。
【図面の簡単な説明】
【0024】
【図1】本発明方法を実施するための製造工程例である。
【図2】Niの無電解めっき膜を被覆してなるA12O3粒子の電子顕微鏡写真である。(A)は粒子の外観写真、(B)はA12O3粒子の断面写真である。
【図3】本発明の実施例5で用いた活性ハロゲンガスによる腐食試験装置の略線図である。
【発明を実施するための形態】
【0025】
本発明は、基本的に下記の着想に基づいて開発したものである。
(1)本発明では、耐食性や耐プラズマエロージョン性に優れるNiやNi合金などの金属成分と耐プラズマエロージョン特性に優れるA12O3やY2O3および原子番号57〜71の金属元素の酸化物系セラミック粒子とが一体化した非混合形のサーメット溶射用粉末材料とする。
(2)特に、金属とセラミックとを一体化させるために、本発明サーメット溶射用粉末材料は、酸化物系セラミック粒子の表面に、NiやNi合金の無電解めっき膜を被覆してセラミック粒子と金属の無電解めっき膜とが一体化した非混合形のものとすることで、セラミック粒子が外部に露出しないようにする。
(3)そして、このような非混合形サーメット溶射用粉末材料を用いて溶射することにより、金属・セラミック両成分が分離したまま溶射雰囲気中を飛行して被着面に到達することがないようにして、セラミック・金属一体形粒子の堆積層からなるサーメット溶射皮膜(以下、「セラミック・金属一体形サーメット溶射皮膜という)が得られるようにする。
(4)サーメット溶射皮膜形成のためには、大気プラズマ溶射法や減圧プラズマ溶射法、高速フレーム溶射法などを適用する。
(5)形成されるセラミック・金属一体形サーメット溶射皮膜は、必要に応じて大気中や不活性ガス中、真空中などの雰囲気中で熱処理を行なうことによって、NiやNi合金の無電解めっき膜部分の硬度を上昇させる処理を行なってもよい。
(6)前記サーメット溶射皮膜は、その表面を必要に応じて機械的に研削加工、研摩加工を行なって、サーメト溶射皮膜被覆製品の精度、品質などの向上を図ってもよい。
【0026】
図1は、本発明方法の好適な一実施形態を示す工程図である。以下、この工程順に従って本発明の構成を具体的に説明する。
【0027】
(1)溶射用粉末材料
本発明に係るサーメット溶射用粉末材料は、半導体の加工環境下で使用されるハロゲンおよびハロゲン化合物を含む気相中で発生するプラズマによるエロージョンなどに対して優れた抵抗力を示す酸化物系セラミック粒子が核粒子として用いられる。
【0028】
その酸化物系セラミックとしては、元素の周期律表IIIb族のAl、同IIIa族のY、原子番号57〜71に属するランタノイド系金属などの酸化物をはじめ、A12O3−Y2O3の混合体、YAGで表示されているA12O3とY2O3の複酸化物などが好適である。なお、原子番号57〜71の金属元素としては、ランタン(La)、セリウム(Ce)、プラセオジム(Pr)、ネオジム(Nd)、プロメチウム(Pm)、サマリウム(Sm)、ユウロビウム(Eu)、ガドリニウム(Gd)、テルビウム(Tb)、ジスプロシウム(Dy)、ホルミウム(Ho)、エルビウム(Er)、ツリウム(Tm)、イッテルビウム(Yb)、ルテチウム(Lu)の17種を挙げることができる。本発明では、これらの金属酸化物を単体もしくは2種以上の混合物として使用することができる。
【0029】
上記酸化物系セラミック粒子の大きさは、5〜80μmの粒径範囲のものがよく、特に10〜50μmの大きさのものがより好適である。その理由は、5μmよりも小さい粒径のもでは、無電解めっき処理時に、無電解めっき液中における粒子の均一分散が困難となって、粒子同士がめっき金属によって連結され、見掛け上大きな集合体(擬似粒子)となり、溶射ガンへの送給が阻害されたり、不連続化しやすいからである。また、その粒径が80μmよりも大きい場合には、溶射熱源中での軟化や溶融が困難になるからである。
【0030】
(2)サーメット溶射用粉末材料の製造方法
本発明に係るサーメット溶射用粉末材料は、前記酸化物系セラミック粒子とNi等との単なる混合粉末ではなく、該セラミック粒子の表面に、Niやその合金を無電解めっきすることによって一体化させてなる非混合形のサーメット粉末であって、5〜80μmの大きさのものである。
以下、酸化物系セラミック粒子表面にNiおよびその合金を無電解めっきする方法について説明する。
【0031】
A12O3やY2O3および原子番号57〜71の元素の酸化物セラミック粒子の表面に、Niおよびその合金を被覆して一体化させる方法として、本発明では無電解めつき技術を利用する。即ち、セラミック粒子の表面に、無電解めっき法によってNiやNi−B合金、Ni−P合金などの薄膜(≦20μm以下)を被覆形成するのである。この場合において、無電解めっき処理に当たっては、使用する還元剤の種類によって、Niのみを析出させたり、Ni−P合金やNi−B合金を析出させたりするが、PやBの析出量は、それぞれ5mass%程度以内ならば、本発明で期待する溶射用粉末材料としての性能の妨げにはならない。
【0032】
上記無電解めっき法において、Niを被覆する場合には、硫酸ニッケルおよび塩化ニッケルなどの水溶液中に、前記酸化物系セラミック粒子を投入し、60℃〜90℃、100
時間程度以下の加熱を行なう。めっき液中には還元剤を添加するが、その還元剤としてヒドラジン(NH2・NH2)を添加した場合、水溶液中のNiイオンが還元されて酸化物系セラミック粒子表面にNiのみが析出する。一方、還元剤として、次亜リン酸ナトリウム(NaH2PO2)を用いた場合には、NiとともにPが共析し、ジメチル・アミン・ボラン化合物((CH3)NHB2H)または水素化硼素化合物(NaHB4)を用いた場合には、NiとともにBが析出する。PおよびBの共折量は、それぞれの還元剤の添加量およびめっき温度を制御することによって変化させることができ、また、めっき膜の厚さは、Ni塩の量、めっき時間、めっき温度を変化させることによって調製することができる。
【0033】
なお、めっき処理は、60℃〜90℃の温度にて100時間程度以下加熱することが好ましい。また、金属塩の量は7〜65(g/L)程度とすることが好ましく、これはめっき膜の厚さに(0.3〜5μm)に応じて決定する。
【0034】
表1は、酸化物系セラミック表面に、Ni−P系合金、Ni−B系合金の無電解めっき膜を形成するための無電解めっき液の組成と温度条件例を示したものである。そして、図2は、A12O3粒子の表面に、Niの無電解めっき膜を被覆したものの外観とその断面を観察した電子顕微鏡写真であり、Niめっき膜は粒子の表面に緻密かつ均等に被覆形成されている状態が観察できる。
【0035】
かかる無電解めっき法によって、酸化物系セラミック粒子の表面に被覆形成されるめっき膜の厚さは、0.3〜5μmの範囲が好適であり、特に1〜3μmの範囲が実用的である。その理由は、0.3μm未満のめっき膜では、金属膜としての機能を発揮することができず、一方、5μm超の厚いめっき膜ではめっきに時間がかかりすぎて生産コストが上昇するほか、酸化物系セラミックスとしての作用効果を減退させる可能性があるので、好ましくない。
【0036】
【表1】
【0037】
(3)非混合形サーメット溶射用粉末材料の特徴
一般に、プラズマ溶射法や高速フレーム溶射法などの方法によってサーメット溶射皮膜を形成する場合、使用する溶射用粉末材料としては、金属粉末とセラミック粉末などの粉体を単に物理的に混合したものであったり、また、両成分が混合した状態のものを単に焼結した材料を用いるのが普通である。ただし、このような溶射用粉末材料が溶射熱源中に導入されると、比較的低融点の金属成分は飛行中に先に溶融状態となり、基材表面に衝突したときには、基材表面の衝突部位の形状に沿って、偏平形態の粒子が積み重なって皮膜を形成する。このとき、セラミック粒子は、金属より硬く耐摩耗性に優れるほか化学的に安定しているため高い耐食性を示すが、融点が高いため溶射熱源中では軟化するものの融点状態に達しないものが多い。そればかりか、皮膜中に未溶融状態の粒子が観察される他、多孔質で粒子同士の相互結合力が弱いという問題がある。本来、サーメット材料というのは、セラミックと金属の両方の特徴を生かし、単独で使用する時の欠点を相互に補い合うための材料として有効なものである。
【0038】
しかし、例えば金属粒子とセラミック粒子とを単に物理的に混合する従来方式では、両者の比重や粒径などの相違によって、溶射装置の粉末供給槽内、溶射ガンへの供給ホース中の移動、溶射ガンからプラズマ熱源中への導入過程に加え、熱源中における飛行状態などの影響を受けて、両成分が分離する傾向が強い。そのため、成膜後のサーメット溶射皮膜中の金属とセラミック粒子との分布状況に大きな片寄りが見られるようになり、サーメット溶射皮膜本来の目的が達成できなくなることが多い。この点、金属とセラミックとを焼結したサーメット材料では、このような現象は少なくなるものの、形成される溶射皮膜の性質が十分とは云えない。
【0039】
これに対し、本発明において用いる、Niを主成分とする金属を酸化物系セラミック粒子の表面に無電解めっきしてなる非混合形サーメット溶射用粉末材料の場合、粉末の供給槽内はもとより、供給ホース中や溶射ガンへの供給および溶射熱源中であっても、常に一体化した粒子としての挙動を示すようになり、両者が分離するようなことがない。
【0040】
特に、溶射熱源中においては、セラミック粒子の表面を被覆している融点の低いNi(1450℃)が先に溶融して大きな粘性と結合力を発揮して、溶射用粉末材料同士の相互結合力の向上に寄与するようになる。このような効果は、サーメット溶射皮膜を構成する堆積粒子どうしの間隔を狭めて皮膜の緻密化を達成すると共に気孔の発生を抑制し、基材との結合力を改善する。
【0041】
このように融点の低いNi系無電解めっき膜を有する酸化物系セラミック粒子では、高融点のセラミック(例えば、A12O3の融点、2050℃)が熱源中で溶融しなくても、皮膜の形成が可能であるため、セラミックの種類、粒径の影響を受けることが少ない。
【0042】
(4)前記粉末材料を用いて溶射皮膜を形成する方法
従来のような混合形のサーメット溶射用粉末材料とは異なり、本発明では、Niなどの無電解めっき膜を被覆した一体に酸化物系セラミック粒子からなる非混合形サーメット溶射用粉末材料を用い、これを基材表面に溶射してセラミック・金属一体形サーメット溶射を形成する。このような皮膜を被成するために採用できる溶射方法としては、大気プラズマ溶射法や減圧プラズマ溶射法、高速フレーム溶射法、爆発溶射法などが用いられる。また、溶射に際しては、溶射雰囲気ガスの温度を、1000〜1500℃の範囲に低く抑えたワームスプレー、雰囲気ガスの温度を1200℃以下に制御したコールドスプレーによっても成膜することができる。
【0043】
溶射による前記サーメット溶射皮膜の形成に当たっては、基材表面に直接またはまずアンダーコートを施工し、その上にトップコートとして前記サーメット溶射皮膜を積層してもよい。そのサーメット溶射皮膜は、50〜500μmの厚さ範囲がよく、特に100〜300μmの範囲の厚さが好適である。その理由は、50μm未満の厚さでは、基材表面に均等な厚みで成膜することができず、一方、500μmを超えるような厚さの皮膜では、皮膜としての特性が飽和し、生産コストの上昇を招く。
【0044】
なお、前記サーメット溶射皮膜は、アンダーコートは必ずしも必要なものではないが、例えば300μm以上の厚膜とする場合には、皮膜の密着性を向上させるため、このアンダーコートを施工することが望ましい。そのアンダーコートとしては、基材との密着性と耐熱性を向上させる機能を優先して、Ni−Al、Ni−Cr、Ni−Cr−Al、自溶合金(JIS H8303)、Ni−Co−Cr−Al−X合金(但しXは、Y、Ce、Laなどの希土類元素)などを用いることが好ましく、その膜厚は50〜150μmの範囲がよい。特に、50〜100μmの範囲が好適である。膜厚が50μm より薄いと、アンダーコートとしての機能が十分でなく、一方、150μm超ではサンダーコートとしての効果が飽和する。
【0045】
(5)サーメット溶射皮膜の表面仕上げ
成膜後のサーメット溶射皮膜の表面粗さは、一般に、Ra:4〜10μm程度であり、そのまま使用することが多い。しかし、必要に応じて、機械的加工(研削、研摩など)を行なって、Ra:約2μm以下、Rz:約4μm以下の平滑な表面に仕上げることも有効である。
【0046】
(6)サーメット溶射皮膜の熱処理
成膜後のセラミック・金属一体形の前記サーメット溶射皮膜については、これを大気中、不活性ガス中または真空中のいずれかの雰囲気中において、300〜700℃、0.5〜5時間の熱処理を行なってもよい。その理由は、この熱処理により、該サーメット溶射皮膜の硬さが無電解めっき処理直後の溶射用粉末材料の硬さよりも、ビッカース硬さでHV250〜500程度に上昇し、耐摩耗性が向上するからである。特に、酸化物系セラミック粒子の表面に被覆されているNi−PやNi−B合金の無電解めっき膜の硬度が顕著に上がる。その原因は、無電解めっき法により析出しためっき金属膜では、アモルファス状を呈していた結晶が、この熱処理によって微細な結晶の集団となるとともに、Ni−P、Ni−Bの結晶化も硬さの上昇に寄与するものと考えられる。
【0047】
(1)基材
本発明において、溶射皮膜を被覆すべき基材は、Alおよびその合金、Tiおよびその合金、ステンレス鋼を含む各種の合金鋼、炭素鋼、Niおよびその合金などが好適である。その他、ガラス、石英、プラスチック、セラミックや炭素などの焼結体に対しても、良好な溶射皮膜の形成が可能である。
【実施例】
【0048】
(実施例1)
この実施例は、本発明に係るサーメット溶射用粉末材料の製造例を示すものである。即ち、各種のセラミック粒子に対する無電解めっき膜の被覆状況とめっき液中の還元剤の種類によるめっき膜の化学成分の変化、ならびにセラミック粒子への無電解めっき膜の付着状況を試験した結果を示す。
【0049】
(1)供試セラミック粉末:供試セラミック粒子としては、粒径:10〜50μmのA12O3、Y2O3、YAG、CeO2、Eu2O3を用いた。
(2)無電解めっき液:表1記載の無電解めっき液を用いたが、ヒドラジンを還元剤とするめっき液は、表1のNi−P液の次亜リン酸ナトリウムに代えて、ヒドラジンを5〜10ml/L添加した。めっき液の温度は、60〜95℃であり、時間は最高10時間とした。この間、金属の析出反応が低下する時には、還元剤のみを適宜追加した。
(3)試験項目:被処理セラミック粒子へのめっき膜の付着状況と、そのめっき膜の主要成分の確認
(4)試験結果:試験結果を表2に要約した。この結果から明らかなように、供試セラミック粒子の表面には、緻密な無電解めっき膜が均等な状態で付着していた。めっき膜の化学成分は、ヒドラジンを還元剤とする場合にはNiのみ、次亜リン酸ナトリウムの場合はNiとP、ボロン化合物の場合にはNiとBがそれぞれ含まれており、その内訳は、Pは1〜13mass%、Bは1〜8mass%の範囲で変化させた。即ち、これらP、Bの含有量は、無電解めっき液中の各成分中の各成分濃度を変化させることで対応した。その結果、PとBはそれぞれの還元剤の添加濃度を変えることによって、本発明の範囲に制御できることが確認できた。
【0050】
【表2】
【0051】
(実施例2)
この実施例では、本願発明に係るNi膜を被覆したセラミック粉末によって形成した溶射皮膜の気孔率と基材に対する密着力について調査した。
(1)供試皮膜:供試皮膜として、SS400鋼基材上に、A12O3粉末の表面にNiの無電解めっき膜を1μmの厚さに被覆した各種のサーメット溶射用粉末材料を大気プラズマ溶射法、減圧プラズマ溶射法、高速フレーム溶射法により、それぞれ150μm厚さの溶射皮膜を形成した。また、溶射皮膜の形成に際しては、基材上にNi−20mass%Alのアンダーコートを大気プラズマ溶射法によって、80μm厚さに施工した場合、ならびに比較例の溶射皮膜として、Al2O3のみのセラミック溶射皮膜も準備した。
【0052】
(2)試験方法:この実施例の溶射皮膜の試験方法は次の通りである。
1.気孔率試験:供試皮膜の断面を切断し、その切断部を研摩後、光学顕微鏡および画像解析装置を用いて、A12O3粒子の積層部に存在する空隙部の面積を求めた。なお、測定は1試料につき、3ヶ所測定した。
2.密着力測定:皮膜の密着力はJIS H8402規定の溶射皮膜の引張密着強さ試験方法により、1条件当り3個の試験片を用いて測定した。
【0053】
(3)試験結果:試験結果を表3に要約した。この結果から明らかなように、溶射皮膜の気孔率は、A12O3粒子のみからなる溶射用粉末材料を用いて形成した溶射皮膜(No.1、3、5、7、9、11)については、アンダーコートの有無にかかわらず、減圧プラズマ溶射皮膜が最も低く、0.2〜4.0%の範囲にあり、次いで、大気プラズマ溶射皮膜の5〜9%であり、高速フレーム溶射法で形成された皮膜は、基材との接合力とともにA12O3粒子同士の結合力も低く、実用的な皮膜とはいえない状態を示した。
【0054】
これに対して、Niの無電解めっき膜を被覆してなる非混合形サーメット溶射用粉末材料を用いた溶射皮膜(No.2、4、6、8、10、12)は、アンダーコートの有無に関係なく、減圧プラズマ溶射皮膜で0.2〜2.2%、大気プラズマ溶射皮膜では3〜6%、さらに高速ガスフレーム溶射皮膜でも正常な機能を有するサーメット溶射皮膜の外観を有し、その気孔率も4〜9%の範囲内にあることが確認された。
【0055】
以上の結果から、A12O3粉末のみの材料では、高温のプラズマ熱原中では、溶融状態となって基材面に衝突し粉末が相互に融合し合うが、高速フレーム溶射熱源の灯油など化石燃料の燃焼フレーム中では温度が低いうえ、この中を飛行するA12O3粉末の飛行速度が大きいため、十分な加熱時間が得られず溶融することなく、基材表面に堆積した結果であることがうかがえる。
【0056】
これに対して、A12O3粉末の表面にNi無電解めっき膜を被覆してなる溶射粉末材料を用いて溶射した例では、A12O3粉末自体は溶融しなくても、表面のNi無電解めっき膜が完全に溶融状態となって基材表面に衝突し、Ni無電解めっき膜の流動性、粘着性によって、比較的有効度の低い皮膜を形成したものと考えられる。
【0057】
一方、前記溶射皮膜の密着力は、A12O3粉末表面にNi無電解めっき膜を被覆してなる溶射用粉末材料を用いて形成した溶射皮膜は、大気プラズマ溶射皮膜で55〜62MPa、減圧プラズマ溶射皮膜で58〜69MPa、高速フレーム溶射皮膜でも45〜53MPaに達し、良好で、十分実用化できるほどの密着力を有することが認められた。
【0058】
これらの結果から、A12O3粉末の表面にNi無電解めっき膜を被覆した溶射用粉末材料については、成膜可能な溶射法の利用範囲が拡大できるとともに、Ni無電解めっき膜がアンダーコートとしての作用機能をも有していることが明らかとなった。
【0059】
【表3】
【0060】
(実施例3)
この実施例では、酸化物系セラミック粉末表面にNi無電解めっき膜を被覆した粉末を用いて溶射皮膜して得られた溶射皮膜の耐熱衝撃性を調べた。
(1)供試皮膜:A12O3、Y2O3、YAGなどの酸化物系セラミック粒子(粒径20〜45μm)の表面に無電解めっき法によってNiの膜を1.5μmの厚さに被覆したものを、大気プラズマ溶射法によって、SUS304鋼(寸法:幅30mm×長さ50mm×厚さ3.2mm)基材上に150μmの厚さに施工した。この際、溶射皮膜を基材の表面に直接溶射したものと、Ni−20mass%Cr合金のアンダーコート(80μm)を施工したものを準備した。
(2)熱衝撃試験:供試皮膜の熱衝撃試験は、皮膜試験片を電気炉中で500℃×20分間加熱後、炉外に取り出して送風機で、室温(25℃)まで冷却する操作を1サイクルとして計10サイクルの試験を行った。1サイクル毎に皮膜表面を目視及び拡大鏡(8倍)を用いて視察し、皮膜の割れ、剥離などの有無を調査した。
(3)試験結果:試験結果を表4に要約した。この結果から明らかなように、アンダーコートがなく、また、酸化物系セラミック粒子のみからなる溶射用粉末材料を用いて形成した比較例の溶射皮膜(No.2、4、6)は、6〜7サイクルの熱衝撃試験によって皮膜の一部に割れが発生したり、剥離する現象が見られるが、セラミック粒子表面にNi膜を被覆した本発明に係るサーメット溶射用粉末材料を用いて形成された溶射皮膜(No.1、3、5)には、剥離は認められず、優れた耐熱衝撃性を発揮した。一方、アンダーコートを施工した溶射皮膜(No.7〜12)では、すべて10サイクルの熱衝撃性に耐え、皮膜の剥離は全くなかった。これらの結果から、本願発明に適合するサーメット溶射皮膜は、アンダーコートの役割りをも果たしていることが推定される。
【0061】
【表4】
【0062】
(実施例4)
この実施例では、Ni無電解めっき膜を被覆したものと被覆しないサーメット溶射用粉末材料を用いて形成した溶射皮膜の耐食性を調査した。
(1)供試皮膜:本発明に適合するものとしては、SS400鋼(寸法:幅50mm×長さ70mm×厚さ3.2mm)の基材の表面に、YAG、Y2O3、CeO2セラミック粉末の表面に無電解めっき法によって、Ni、Ni−4.9〜5.0P、Ni−4.0〜4.9B合金をそれぞれ1.3μm被覆した粉末を成膜材料として、大気プラズマ溶射法によって膜厚150μmの皮膜を形成した。また、比較例の皮膜として、Ni、Ni−20mass%Cr合金などの溶射皮膜とともに、無処理のSS400鋼を準備した。
(2)腐食試験方法:皮膜の耐食性は、JIS Z2371規定の塩水噴霧試験方法により、連続96時間の試験を行い、その表面を目視観察によって赤さびの発生状況から、皮膜の耐食性を評価した。
(3)試験結果:試験結果を表5に要約した。この結果から明らかなように、溶射用粉末材料の種類にかかわらず、セラミック粒子を用いて形成した溶射皮膜(No.4、8、12)では、すべて赤さびの発生が多く、皮膜の気孔を通じて内部へ侵入した塩水によって、基材のSS400鋼が腐食され、その腐食生成物としての赤さびが皮膜表面にまで達したものと考えられる。このような赤さびの発生は、比較例のNiやNi−Cr合金皮膜(No.13、14)にも認められた。これに対して、Ni無電解めっき膜、Ni−Cr合金無電解めっき膜を被覆してなる本発明に係るサーメット溶射用粉末材料を用いて形成した溶射皮膜(No.1〜3、5〜7、9〜11)では、赤さびは発生するものの、その発生状況は極めて小さく、点状の赤さびは1〜2点発生する程度にとどまっていた。この効果は、実施例1(表2)における溶射皮膜の気孔率の低下に起因しているものと思われる。
【0063】
【表5】
【0064】
(実施例5)
この実施例では、大気プラズマ溶射法と減圧プラズマ溶射法によって形成した各種の溶射皮膜について、活性化されたハロゲンガスに対する耐食性を調査した。
(1)供試基材:SS400鋼を寸法 幅20mm×長さ30mm×厚さ3.2mmになるように切り出し、これを基材とした。
(2)供試皮膜:セラミック粒子としてA12O3、Y2O3、YAGを用い、本発明に適合するものとしてそれぞれの粒子の表面に無電解めっき法によって、Ni無電解めっき膜を1.5μmの厚さに被覆したものを用い、大気プラズマ溶射法と減圧プラズマ溶射法によって基材表面に厚さ130μmの皮膜を形成した。なお、比較用の溶射皮膜としてセラミック粒子のみからなる溶射用粉末材料てに溶射皮膜を作製した。
(3)腐食試験方法および腐食条件
図3は、腐食試験装置の構成概略図を示すものであって、この装置は、試験片31を電気炉32の中心部を貫通するステンレス鋼製試験管33内部(試験片設置台36の上)に静置した後、腐食性のガス34を、試験管33の左側から流すようにしてなるものである。試験に際しては、試験管33途中に設けた石英放電管35に出力600Wのマイクロ波を負荷させ、前記腐食性ガスの活性化を促すようにしている。活性化した腐食性のガスは電気炉中に導かれ、試験片設置台36上に静置された試験片31を腐食した後、試験管33右側から系外に放出される。このような構成を有する腐食試験装置を用い、試験片温度120℃、腐食性ガスCF4を150ml/min、O2を75ml/minを流しつつ、10時間の腐食試験を行った。この腐食試験の特徴は、腐食性のCF4ガスがプラズマ照射によって励起されて、CF4の一部が原子状のFとなって、一段と強い腐食性ガスに変化する環境における耐食性を評価しようとするものである。上記腐食試験後の試験片を、湿度95%温度35℃の恒湿槽中において48時間放置し、皮膜表面の外観変化を観察することによって、その耐食性を評価した。
(4)試験結果:試験結果を表6に要約した。この結果から明らかなように、A12O3、Y2O3、YAGなどの酸化物系セラミックのみからなる溶射用粉末材料を用いて形成した溶射皮膜(No.2、4、6、8、10、12)は腐食量が0.5〜0.9mg/cm2の範囲にあった。一方、Niめっき膜を被覆したサーメット溶射粉末材料を用いて形成された溶射皮膜(No.1、3、5、7、9、11)では0.1〜0.2mg/cm2の腐食量を示し、優れた耐食性を発揮している状況が確認された。
【0065】
このような結果から、A12O3、Y2O3、YAGなどの粒子を溶射して得られた溶射皮膜では、酸化物系セラミック自体の耐食性は認められるものの、皮膜の気孔部から内部へ侵入した活性化ハロゲンガスによって基材が腐食されるのに対して、これらの粒子表面にNiの無電解めっき膜を被覆したサーメット溶射粉末材料によって形成された溶射皮膜では、活性化されたハロゲンガスが内部へ侵入するための気孔が少ないため溶射皮膜の保護が図られたものと考えられる。
【0066】
【表6】
【0067】
(実施例6)
この実施例では、本発明適合例として、セラミック粒子の表面にNiの無電解めっき膜を被覆してなるサーメット溶射用粉末材料を用い、比較例としてはめっき膜を有しない粉末材料を用いて形成した溶射皮膜について、それぞれの耐プラズマエロージョン性を調べた。
(1)供試皮膜:実施例4とに同じ溶射皮膜を用いたが、比較例としてB4Cセラミック溶射皮膜を追加した。
(2)プラズマエロージョン試験:供試皮膜の表面を10mm×l0mmの範囲が露出するように、他の部分をマスクし、下記条件にて20時間照射してプラズマエロージョンによる損傷量を減肉厚さとして求めた。
ガス雰囲気と流量条件
CF4、Ar、O2の混合ガスを用い1分間当たり、CF4(100cm3)/Ar(1000cm3/O210cm3)の割合で流した。
プラズマ照射出力
高周波電力:1300W、環境圧力:133.3Pa
(3)試験結果:試験結果を表7に要約した。この結果から明らかなように、大気プラズマ溶射法及び減圧プラズマ溶射法で形成された本願発明に適合する方法で形成した溶射皮膜(No.1、3、5、7、9、11)は、比較例(セラミック粒子のみを溶射)である溶射皮膜(No.2、4、6、8、10、12)に比較して遜色のない耐プラズマエロージョン性を示した。また、これらの結果から、溶射成膜時あるいは、成膜後の表面加工時に、セラミック粒子の表面に被覆したNi無電解めっき膜などが局部的に破壊されたり、機械加工によって研削されてセラミック粒子が露出した場合においても、Ni無電解めっき膜とセラミック粒子の両者が耐プラズマエロージョン性に優れているので、ハロゲン系ガス環境下における耐食性及び耐プラズマエロージョン皮膜としての機能を発揮することがわかる。
【0068】
【表7】
【産業上の利用可能性】
【0069】
酸化物系セラミック粒子の表面にNiまたはNi合金の無電解めっき膜を被覆した本発明に係る溶射用粉末材料を用いて成膜された溶射皮膜は、緻密で密着力が強く、セラミック粒子とNiが有する優れた耐食性と耐摩耗性を利用し、海水、工業用水、酸、アルカリなどの化学薬剤などを使用する分野でも広く利用することができる。また、耐プラズマエロージョン性にも卓越した性能を示すことから、半導体加工装置などのハロゲンガス、ハロゲンガス雰囲気中の耐プラズマエロージョン性皮膜として使用できる。具体的には、半導体加工条件のデポシールド、バッフルプレート、フォーカスリング、インシュレ一夕リング、シールドリング、ベローズカバー静電チャック、電極などの保護皮膜として適用可能である。
【符号の説明】
【0070】
31 試験片
32 電気炉
33 試験管
34 腐食性のガス
35 石英放電管
36 試験片設置台
【特許請求の範囲】
【請求項1】
酸化物系セラミック粒子の表面が、NiまたはNi合金の無電解めっき膜にて被覆されてセラミックと金属とが一体化した非混合形サーメット粉末からなることを特徴とする耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料。
【請求項2】
前記酸化物系セラミック粒子は、粒径が5〜80μmで、その表面を覆うNiまたはNi合金無電解めっき膜は厚さが0.3〜5μmであることを特徴とする請求項1に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料。
【請求項3】
前記酸化物系セラミック粒子が、Al、Y、原子番号57〜71に属するランタノイド系金属の酸化物、Y2O3−A12O3の混合体、YAGで表示されるA12O3−Y2O3の複酸化物のいずれかであることを特徴とする請求項1または2に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料。
【請求項4】
前記Ni合金は、PまたはBをそれぞれ5mass%以下の範囲で含有し、残部がNiであることを特徴とする請求項1〜3のいずれか1に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料。
【請求項5】
粒径が5〜60μmの酸化物系セラミック粒子を、Niを含む金属塩水溶液中に、ヒドラジンや次亜リン酸ナトイウム、ジメチル・アミン・ボラン化合物、水素化硼素化合物のいずれか1以上の還元剤を含むめっき液中に浸漬して無電解めっき処理を施すことにより、該酸化物系セラミック粒子の表面にNiまたはNi−P合金、Ni−B合金のいずれかの無電解めっき膜を被覆し、粒径:6〜70μmの大きさの非混合形サーメット粉末を得ることを特徴とする耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法。
【請求項6】
前記無電解めっき処理は、硫酸ニッケルもしくは塩化ニッケルの水溶液中に、還元剤としてヒドラジンや次亜リン酸ナトイウム、ジメチル・アミン・ボラン化合物、水素化硼素化合物を添加してなる無電解めっき液中に、酸化物系セラミック粒子を投入して加熱する処理であることを特徴とする請求項5に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法。
【請求項7】
前記酸化物系セラミック粒子は、粒径が5〜80μmで、その表面を覆うNiまたはNi合金無電解めっき膜は厚さが0.3〜5μmであることを特徴とする請求項5または6に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法。
【請求項8】
前記酸化物系セラミック粒子は、Al、Y、原子番号57〜71に属するランタノイド系金属の酸化物、Y2O3−A12O3の混合体、YAGで表示されるA12O3−Y2O3の複酸化物のうちから選ばれるいずれかであること特徴とする請求項5〜7のいずれか1に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法。
【請求項9】
前記Ni合金は、PまたはBをそれぞれ5mass%以下の範囲で含有し、残部がNiであることを特徴とする請求項5〜8のいずれか1に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法。
【請求項1】
酸化物系セラミック粒子の表面が、NiまたはNi合金の無電解めっき膜にて被覆されてセラミックと金属とが一体化した非混合形サーメット粉末からなることを特徴とする耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料。
【請求項2】
前記酸化物系セラミック粒子は、粒径が5〜80μmで、その表面を覆うNiまたはNi合金無電解めっき膜は厚さが0.3〜5μmであることを特徴とする請求項1に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料。
【請求項3】
前記酸化物系セラミック粒子が、Al、Y、原子番号57〜71に属するランタノイド系金属の酸化物、Y2O3−A12O3の混合体、YAGで表示されるA12O3−Y2O3の複酸化物のいずれかであることを特徴とする請求項1または2に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料。
【請求項4】
前記Ni合金は、PまたはBをそれぞれ5mass%以下の範囲で含有し、残部がNiであることを特徴とする請求項1〜3のいずれか1に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料。
【請求項5】
粒径が5〜60μmの酸化物系セラミック粒子を、Niを含む金属塩水溶液中に、ヒドラジンや次亜リン酸ナトイウム、ジメチル・アミン・ボラン化合物、水素化硼素化合物のいずれか1以上の還元剤を含むめっき液中に浸漬して無電解めっき処理を施すことにより、該酸化物系セラミック粒子の表面にNiまたはNi−P合金、Ni−B合金のいずれかの無電解めっき膜を被覆し、粒径:6〜70μmの大きさの非混合形サーメット粉末を得ることを特徴とする耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法。
【請求項6】
前記無電解めっき処理は、硫酸ニッケルもしくは塩化ニッケルの水溶液中に、還元剤としてヒドラジンや次亜リン酸ナトイウム、ジメチル・アミン・ボラン化合物、水素化硼素化合物を添加してなる無電解めっき液中に、酸化物系セラミック粒子を投入して加熱する処理であることを特徴とする請求項5に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法。
【請求項7】
前記酸化物系セラミック粒子は、粒径が5〜80μmで、その表面を覆うNiまたはNi合金無電解めっき膜は厚さが0.3〜5μmであることを特徴とする請求項5または6に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法。
【請求項8】
前記酸化物系セラミック粒子は、Al、Y、原子番号57〜71に属するランタノイド系金属の酸化物、Y2O3−A12O3の混合体、YAGで表示されるA12O3−Y2O3の複酸化物のうちから選ばれるいずれかであること特徴とする請求項5〜7のいずれか1に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法。
【請求項9】
前記Ni合金は、PまたはBをそれぞれ5mass%以下の範囲で含有し、残部がNiであることを特徴とする請求項5〜8のいずれか1に記載の耐食性や耐プラズマエロージョン性に優れるサーメット溶射用粉末材料の製造方法。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2013−10986(P2013−10986A)
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2011−143646(P2011−143646)
【出願日】平成23年6月29日(2011.6.29)
【出願人】(000109875)トーカロ株式会社 (127)
【Fターム(参考)】
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願日】平成23年6月29日(2011.6.29)
【出願人】(000109875)トーカロ株式会社 (127)
【Fターム(参考)】
[ Back to top ]