
耐食性及び加工性に優れたZn系めっき鋼板及びその製造方法
【課題】耐食性及び加工性に優れたZn系めっき鋼板と、該鋼板を、めっき浴や浴内ロール等の周辺機器を交換することなく製造できる製造方法を提供する。
【解決手段】(a)鋼板表面に施されためっき層内に、溶射して形成される、粒径が平均円相当径で0.5〜50μmの、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物が、めっき層全体に対して、平均体積%で0.2〜30%の割合で分散して存在し、かつ、(b)めっき層表面に存在するクレーターの最大深さが、平均めっき層厚の20%未満であることを特徴とする耐食性及び加工性に優れたZn系めっき鋼板であって、溶融状態のめっき層に、上記金属及び/又は金属間化合物を溶射して製造する。
【解決手段】(a)鋼板表面に施されためっき層内に、溶射して形成される、粒径が平均円相当径で0.5〜50μmの、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物が、めっき層全体に対して、平均体積%で0.2〜30%の割合で分散して存在し、かつ、(b)めっき層表面に存在するクレーターの最大深さが、平均めっき層厚の20%未満であることを特徴とする耐食性及び加工性に優れたZn系めっき鋼板であって、溶融状態のめっき層に、上記金属及び/又は金属間化合物を溶射して製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車、建材、家電、その他機器・機械用の素材として使用される耐食性及び加工性に優れたZn系めっき鋼板及びその製造方法に関するものである。
【背景技術】
【0002】
ZnはFeよりも電気化学的に卑であるため、亜鉛自身が腐食してFeの腐食を防ぐ(犠牲防錆)ので、Znめっきは鉄製品の耐食性を向上させるために広く用いられている。
【0003】
このZnめっきによる犠牲防錆効果を長期間に渡り持続させるためには、Znめっきの付着量を増加させることが最も効果的であるが、Znめっきの付着量を増やすと、めっき溶接性に弊害が生じるので、実用上は好ましくない。
【0004】
この弊害を回避して、少ない付着量で耐食性を向上させるには、Zn−Al合金めっきをすることが有効で、従来のZnめっきに比較して耐食生が数段向上する。さらに、Zn−Al合金めっきに、Mg2Si(金属間化合物)を分散させると耐食性が飛躍的に向上する(特許文献1、参照)。
【0005】
Mg2Siが分散したZn−Al合金めっきを得る方法は、Al、Mg、Siを溶解・析出させたZnめっき浴中に鋼板を通して、鋼板表面にめっきを付着させることを基本とする。
【0006】
めっき中の金属間化合物の量が増加すれば、耐食性が向上するので、金属間化合物のめっき浴への溶解・析出量を増加させるため、金属間化合物粉末を、めっき浴中にガスで供給する方法や、金属間化合物粉末が分散したZn−Al系インゴットをめっき浴に供給する方法が提案されている(特許文献2、参照)。
【0007】
しかし、金属間化合物をめっき浴中に溶解・析出させる方法は、従来のZnめっきを含めて、めっきの種類毎に、めっき浴や、浴内ロール等の周辺機器を交換する必要がある。この交換には、煩雑な作業が必要であり、交換に要するコストは甚大である。
【0008】
また、めっき浴中で金属間化合物粉末を溶解・析出させる方法により、Zn−Al合金めっき層中に金属間化合物を分散させためっき製品は、めっきのマトリックス相が硬質化することに起因して、曲げ加工やプレス加工時にめっきが割れるという課題を抱えている。
【0009】
この課題を解決するめっき方法として、鋼板をめっき浴でめっきした後、金属間化合物の粒子を、ガスワイピング(めっき付着量を制御する)用のガスを用いて、凝固過程にあるめっき層中に供給し、めっきに比べて融点が高い金属間化合物を、めっき層中に溶融しない状態で分散させる方法が提案されている(特許文献3及び4、参照)。
【0010】
しかし、上記方法においては、金属間化合物の粒子を搬送するガスの速度を適正範囲に制御するのが難しく、ガス速度が速すぎるとZn(マトリックス)が飛散し、また、一方、ガス速度が遅いと上記粒子がめっき層内に入り込まず、結局、めっき層内における金属間化合物の含有量が安定しない。
【0011】
また、この方法においては、金属間化合物の粒子がめっき層内に入り込んでも、めっき層の表層部にのみ偏析し、また、金属間化合物粒子の表面に残存した酸化層がZn(マトリックス)と金属間化合物の結合を阻害し、プレス加工性を十分に向上することは困難となるという課題があった。
【0012】
また、鋼帯をメタルバスに浸漬し、引き上げてガスワイピングを施こした直後、メタルバス中のめっきとは異種の金属の溶融した微粒子を、該鋼帯表面の全体に噴霧することにより、(i)2種の溶融金属を完全に混合しためっき層、(ii)2種の溶融金属の組成を傾斜的に混合しためっき層、(iii)2種の溶融金属を2層に分離しためっき層を形成する方法及び装置が開示されている(特許文献5及び6、参照)。
【0013】
しかし、この方法では、めっきとは異種の金属を無酸素又は還元雰囲気、及び、溶融メタルの融点以上に保たれたチャンパー内でメタルポンプにより昇圧し、溶融メタルを微粒子化するための大がかりな設備を必要とするので、設備コストが増加せざるを得ず、工業的に好ましい方法とはいい難い。
【0014】
また、この方法で得られためっき製品は、めっき層は2種金属の混合めっき、傾斜めっき、2層めっきとなり、Zn(マトリックス)と異種の金属の溶融による硬化が生じ、また、めっき中に異種の金属を粒状で分散させる場合に比べて耐食性は低い。
【0015】
【特許文献1】特開平11−240947号公報
【特許文献2】特開2002−4022号公報
【特許文献3】特開2002−285312号公報
【特許文献4】特開2004−107695号公報
【特許文献5】特開平7−173599号広報
【特許文献6】特開平7−292482号広報
【発明の開示】
【発明が解決しようとする課題】
【0016】
本発明は、上記課題に鑑み、耐食性及び加工性に優れたZn系めっき鋼板と、該鋼板を、めっき浴や浴内ロール等の周辺機器を交換することなく製造できる製造方法を提供することを目的とする。
【課題を解決するための手段】
【0017】
本発明者は、めっき層の割れが、金属間化合物の表面に残存する酸化層に起因することに着目し、金属間化合物を、酸化層が極力残存しない状態で、めっき層内に均一に入れ込む手法について鋭意研究した。
【0018】
その結果、凝固過程にあるめっき層に、金属及び/又は金属間化合物を溶射する手法、即ち、上記めっき層内に、金属及び/又は金属間化合物を液滴状態で吹き付けて、分散して入れ込む手法を見いだした。
【0019】
本発明は、上記知見に基づいてなされたもので、その要旨は、以下のとおりである。
【0020】
(1) Zn系溶融めっき鋼板において、
(a)鋼板表面に施されためっき層内に、溶射して形成される、粒径が平均円相当径で0.5〜50μmの、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物が、めっき層全体に対して、平均体積%で0.2〜30%の割合で分散して存在し、かつ、
(b)めっき層表面に存在するクレーターの最大深さが、平均めっき層厚の20%未満であることを特徴とする耐食性及び加工性に優れたZn系めっき鋼板。
【0021】
(2) 前記金属が、アルカリ金属、アルカリ土類金属、希土類金属、Alの内の1種又は2種以上であることを特徴とする上記(1)に記載の耐食性及び加工性に優れたZn系めっき鋼板。
【0022】
(3) 前記金属間化合物が、Mg2Si、Ca2Si、CaSi、CaSi2の内の1種又は2種以上を含むことを特徴とする上記(1)又は(2)に記載の耐食性及び加工性に優れたZn系めっき鋼板。
【0023】
(4) 前記金属が、質量%で、Al:13〜42%、Ca:1〜5%、Zn:0〜65%を含有し、Al及びZnの合計量が42%以下であり、かつ、Al、Ca及びZnの合計量が49%以下であり、残部がMgからなるMg合金であることを特徴とする上記(1)〜(3)のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板。
【0024】
(5) 前記金属が、質量%で、Al:42〜78%、Ca:1〜5%、Zn:0〜65%を含有し、Al及びZnの合計量が78%以下であり、かつ、Al、Ca及びZnの合計量が79%以下であり、残部がMgからなるMg合金であることを特徴とする上記(1)〜(3)のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板。
【0025】
(6) Zn系溶融めっき鋼板の製造方法において、
(a)鋼板表面にめっき層を施した直後の溶融状態にあるめっき層に対し、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物を、衝突時の液滴速度が100〜300m/secとなる条件で溶射し、
(b)上記溶融状態にあるめっき層中に、溶融状態で、上記金属及び/又は該金属からなる金属間化合物を分散させて凝固せしめることを特徴とする耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【0026】
(7) 前記溶射において、溶射原料の態様が、粉末、ワイヤー、又は、溶湯中の溶融物であることを特徴とする上記(6)に記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【0027】
(8) 前記溶射を、めっき層厚を調整した後に行うことを特徴とする上記(6)又は(7)に記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【0028】
(9) 前記Zn系溶融めっき層が凝固した後、めっき層を再溶融させることを特徴とする上記(6)〜(8)のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【発明の効果】
【0029】
本発明によれば、耐食性及び加工性に優れたZn系めっき鋼板を、めっき浴や浴内ロール等の周辺機器を交換することなく、安価に製造し、提供することができる。
【発明を実施するための最良の形態】
【0030】
本発明の耐食性及び加工性に優れたZn系めっき鋼板(本発明鋼板)は、鋼板表面にめっき層を施した直後の溶融状態にあるめっき層に対し金属及び/又は金属間化合物を溶射して形成される、粒径が平均円相当径で0.5μm以上、50μm以下の、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物がめっき層内に分散して存在していることを特徴とする。
【0031】
Zn系めっきは、元々、耐食性に優れているが、溶射により、めっき層内に形成される、粒径が平均円相当径で0.5μm以上、50μm以下の、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物が、めっき層内に分散して存在することにより、従来の異種金属を固体状態で吹き付けて含有せしめためっき層に比べて加工性が格段に向上し、耐食性及び加工性もともに優れたZn系めっき鋼板(本発明鋼板)を得ることができる。
【0032】
即ち、金属及び/又は金属間化合物の粒子が分散して存在するめっき層は知られている([背景技術]の項、参照)が、本発明鋼板において、めっき層内に分散して存在する粒子は、溶射により、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物を溶融状態(液滴状態)でめっき層内に侵入せしめて固化した粒子(以下「溶射形成粒子」ということがある。)である。
【0033】
そして、めっき層内に分散して存在する粒子が溶射形成粒子であることが、優れた耐食性と加工性をともに確保する点で重要なことである。
【0034】
めっき層内に溶射形成粒子を分散せしめると、従来の異種金属分散めっき層に比べ加工性が格段に向上する理由は、次のように考えられる。
【0035】
亜鉛系めっき層内に耐食性向上のために含有させる金属及び/又は金属間化合物の粉末粒子は、通常、酸化層に覆われていて、該粉末粒子をこのまま溶融状態のめっき層内に分散させると、酸化層が、Zn系合金のマトリックス(以下Znと略す)と粉末粒子との結合を阻害して、割れの起点を形成し易い。
【0036】
これに対し、本発明鋼板の溶射形成粒子は、溶射を用いて溶融状態(液滴状態)を経てめっき層内で形成される粒子であるが、金属及び/又は金属間化合物の粉末粒子が溶融状態に至った時、表面酸化層も溶融し、結局は消失しているので、溶融状態のZnに入り込んで凝固する時、溶融状態のZnと合金化しつつ強固に結合する。
【0037】
特に、溶射する際にシールドガスとして非酸化性ガスを用いることにより、溶射粒子(液滴状態にある)と大気中の酸素とを遮断すれば、表面酸化量が極端に減少するので、溶射形成粒子とZnマトリックス間の強固結合効果は大きい。
【0038】
また、溶融状態のZnマトリックスは、同じく溶融状態の金属及び/又は金属間化合物の液滴を内包しつつ凝固するので、従来法のように溶融状態のZnマトリックスが固体状態の異種金属粉末粒子を内包しつつ凝固する場合に比べ、マトリックス内の、特に、異種金属粉末粒子の周囲に歪が蓄積し、硬化するのが抑制され、その結果、めっき鋼板の加工性は向上する。
【0039】
したがって、本発明の溶射形成粒子が分散しためっき層が施されたZn系溶融めっき鋼板は、過酷な曲げ加工やプレス加工時にも、剥離しないし、割れもせず、加工性に極めて優れたものである。
【0040】
本発明において、溶射により形成されるめっき層内の金属及び/又は金属間化合物、つまり、溶射形成粒子の粒径は、耐食性及び加工性の向上を確実なものとするため、平均円相当径で0.5μm以上、50μm以下とする。
【0041】
なお、粒子の形態は、溶射方法、溶射条件で変化するので球状に限られない。粒子の形態は、偏平粒子、楕円状粒子等、種々の形態をとり得るが、球状でない場合の粒径は、めっき厚方向の粒子の最大長さとする。
【0042】
金属及び/又は金属間化合物の溶射形成粒子の粒径が、平均円相当径で0.5μm未満になると、めっき層の耐食性向上効果を十分に確保することができないため、溶射形成粒子の粒径の下限を平均円相当径で0.5μmとした。
【0043】
一方、金属及び/又は金属間化合物の溶射形成粒子の上限が平均円相当径で50μmを超えると、溶射時の液滴粒子の質量が増加し、その運動エネルギーが過大になるため、めっき層表面に深さが大きいクレーターが形成され、又は、溶融状態のめっきマトックスが吹き飛ばされる結果、めっき鋼板の耐食性及び加工性が低下する恐れが生じる。
【0044】
このため、金属及び/又は金属間化合物の溶射形成粒子の粒径の上限は平均円相当径で50μmに限定した。
【0045】
さらに、上記溶射形成粒子の粒径がめっき層厚を超える程過大になると、溶射形成粒子がめっき層内に侵入しきれずに表面から露出する部分が多くなり、このように、溶射形成粒子は、一旦、めっき層に付着するが、この付着した溶射形成粒子がめっき層から脱離し易くなり、めっきの加工性が低下する。
【0046】
それ故、溶射形成粒子の粒径の上限は、めっき層厚未満とすることがより好ましい。
【0047】
但し、溶射形成粒子の粒径がめっき層厚を超えても、めっき層厚の1.2倍以下であれば、加熱などにより、少なくともめっき層表面から露出する溶射形成粒子を再溶融して、溶射形成粒子とめっき層表面の結合を強化し、溶射形成粒子の脱離の問題を解消することができる。
【0048】
また、本発明において、金属及び/又は金属間化合物の溶射形成粒子は、めっき鋼板の耐食性及び加工性を確実に向上せしめるため、めっき層全体に対し、平均体積%で0.2〜30%の割合でめっき層内に含有させる。
【0049】
めっき層内の金属及び/又は金属間化合物の溶射形成粒子が、めっき層全体に対する平均体積%で0.2%未満となると、めっき層の耐食性向上効果を十分に確保することができない。それ故、溶射形成粒子のめっき層全体に対する平均体積%の下限を、0.2%とする。
【0050】
一方、金属及び/又は金属間化合物の溶射形成粒子が、めっき層に対する平均体積%で30%を超えると、曲げ加工時に、めっき割れが生じ易くなり、めっき鋼板の加工性が劣化する。それ故、溶射形成粒子のめっき層全体に対する平均体積%の上限を、30%とする。
【0051】
特に、高い加工性が要求されるめっき鋼板の場合には、溶射形成粒子のめっき層全体に対する平均体積%の上限を、10%にすることが好ましい。
【0052】
また、本発明において、めっき層内に分散させ存在せしめる金属及び/又は金属間化合物は、めっき鋼板の耐食性の向上を確実なものとするために、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物とする。
【0053】
Zn系溶融めっき層中に、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物が分散して存在すると、腐食環境下で、Znに対する犠牲防食作用により、めっき層の耐食性を高めることができる。
【0054】
特に、上記金属としては、腐食環境下でZnに対して犠牲防食作用が高い、アルカリ金属、アルカリ土類金属、希土類金属、Alの内の1種又は2種以上が好ましい。
【0055】
また、上記金属からなる金属間化合物としては、腐食環境下でZnに対して犠牲防食作用をより高めるために、上記金属とSiからなる金属間化合物の一種であるMg2Si、Ca2Si、CaSi、CaSi2の内の1種又は2種以上を含むものが好ましい。
【0056】
前記アルカリ土類金属元素のうち、下地めっき層の耐食性を顕著に向上させるためには、Mgがその効果が高く、特に好ましい。なお、Mgを、上記のSiとの金属間化合物であるMg2Siを用いて溶射する際は、爆発は発生し難いが、純MgやMg合金のような金属を用いて溶射する場合は、Mgの発火温度が融点より低くなるため、溶融前に爆発(粉塵爆発)が生じる危険性がある。
【0057】
このため、純MgやAl−Mg合金のような金属を用いて溶射する場合は、粉塵爆発を回避するために、低酸素雰囲気の環境で吹き付ける方法や、Mg合金中にCa、AlさらにはZnを添加し、Mg合金の発火点と融点を調整したMg合金を用いる方法を用いることが好ましい。
【0058】
CaはMg合金の発火温度を上昇させ、Al及びZnはMg合金の融点を下げる作用があるため、これらを、Mg合金の耐食性を損なわない範囲で添加し、Mg合金の発火点を融点に対して高くなるように調整することにより、溶射時の爆発の危険性を低減することができる。
【0059】
Mg合金によるめっき鋼板の耐食性の向上及び溶射時の防爆性の点から、Mg合金におけるCa、Al及びZnの組成は、以下のように規定するのが、より好ましい。
【0060】
組成(I);Al:13〜42質量%、Ca:1〜5質量%、Zn:0〜3質量%、Al及びZnの合計量が42%以下、Al、Ca及びZnの合計量:49質量%以下、残部:Mg
組成(II);Al: 42〜78質量%、Ca:1〜5質量%、Zn:0〜65質量%、Al及びZnの合計量:78%以下、Al、Ca及びZnの合計量:79質量%以下、残部:Mg
【0061】
上記組成(I)及び(II)のMg合金は、いずれも、Caの添加により発火点が上昇し、Al及びZnの添加により融点が低下していることにより、Mg合金の発火点が融点に対して高く維持されているため、溶射時の爆発が防止されているものである。組成(I)は、組成(II)比べてMg含有量が高いため、この組成のMg合金を溶射によりZn系溶融めっき鋼板に吹き付けた場合は、鋼板の耐食性向上効果が、組成(II)に比べて高くなる。
【0062】
また、組成(II)は、組成(I)に比べてMg含有量が低いため、組成(I)に比べると、鋼板の耐食性向上効果はやや劣る。しかし、組成(II)は、組成(I)に比べてAl及びZnの含有量が高いため、組成(I)に比べて、Mg合金の融点が低く、その発火点の融点に対する温度差が、組成(I)に比べて大きいので、溶射時に、爆発の危険は極めて少なくなる。
【0063】
また、これらの溶射形成粒子を、溶射により、溶融状態のZn系めっき層に吹きつけて、鋼板特性において、高い耐食性と良好な曲げ加工性を得るためには、Zn系めっき層と上記組成のMg合金の全体組成として、Zn付着量が20〜150g/m2、Mg付着量が0.5〜10g/m2、Ca付着量が0.05〜0.7g/m2となるように、上記組成のMg合金をZn系めっき層に溶射することが好ましい。
【0064】
それぞれの付着量が、下限値に満たないと、耐食性が劣化し、一方、上限値を超えると、曲げ加工性が劣化する。
【0065】
また、本発明において、めっき鋼板の耐食性及び加工性の向上を確実なものとするために、めっき層表面に存在するクレーターの最大深さを、平均めっき層厚に対して20%未満とする。
【0066】
なお、めっき層表面に存在するクレーターの最大深さは、めっき鋼板の切断断面を光学顕微鏡で観察し、めっき層表面に存在する各クレーターのめっき層表面からの最大深さを測定し、測定値の最大値をもって評価する。
【0067】
めっき層表面に存在するクレーターは、溶融状態のめっき層に溶射形成粒子を溶射する際に、(a)溶射原料の液滴粒子が大きい場合、(b)ガス吹き付け速度が高い場合、又は、(c)液滴速度が高い場合に生じ易い。
【0068】
めっき層表面に存在するクレーターの最大深さが、平均めっき層厚に対して20%以上の場合には、加工時にめっき割れの原因になり、さらに、このような深さが大きいクレーターが多く存在する場合には、耐食性が劣化するので好ましくない。
【0069】
この理由から、めっき層表面に存在するクレーターの最大深さを、平均めっき層厚に対して20%未満とした。
【0070】
めっき層は、Zn系めっきにより形成されるめっき層であればよく、Zn-Al合金化めっき層や、Zn−Al−Mg-(Si)合金めっき層でもよいことは当然である。
【0071】
次に、本発明の耐食性及び加工性に優れたZn系めっき鋼板の製造方法(本発明方法)について説明する。
【0072】
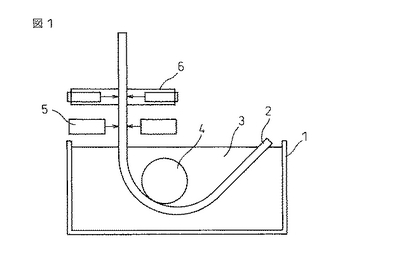
図1に、本発明方法を実施する装置の一態様を示す。
【0073】
めっき槽1内に収容されためっき浴3中に、鋼板2が浸漬され、ロール4で方向を転換された後、めっき浴3から引き上げられる。めっき浴は、Zn系のめっき浴である。
【0074】
めっき浴3から引き上げられた直後の鋼板2には、溶融状態のZ系めっき層が形成されているが、さらに、膜厚制御装置5でめっき層厚(又はめっき付着量)が調整される。
【0075】
膜厚制御装置5は、特定の装置に限定する必要はないが、鋼板2の未凝固めっき層に、例えば、不活性ガス(アルゴン、窒素等)を吹き付けて、層厚を調整する手段を備えたものが用いられる。
【0076】
めっき層厚を調整した後、まだ溶融状態にあるめっき層に、溶射装置6から、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物(溶射材料)を溶射する。
【0077】
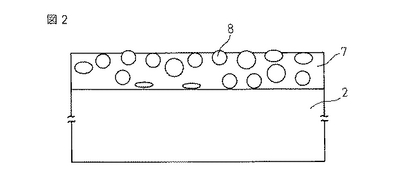
このようにして得られためっき鋼板の断面を模式的に図2に示す。
【0078】
鋼板2の下地鋼表面にZn系溶融めっき層7が形成され、このZn系溶融めっき層7内に、溶射粒子8の全部又は一部が分散して存在する。
【0079】
Zn系溶融めっき層7と溶射形成粒子8の結合性を向上させるためには、Zn系溶融めっき層内に、溶射粒子8の80%以上が存在し、めっき層表面から露出している部分が少ないことが好ましい。
【0080】
本発明において、溶射する金属及び/又は金属間化合物(溶射材料)の材料形態は、特に、特定の形態に限定されないが、粉末又はワイヤーが好ましい。また、金属及び/又は金属間化合物(溶射材料)を、溶湯中の溶融物にして吹き付けてもよい。
【0081】
なお、溶射材料として粉末状材料を用いる場合、粉末状材料の粒径が5μmより小さいと、粉末材料の粒子を供給する際に凝集してしまい、溶射時に安定した粉末材料の供給が困難となり、めっき鋼板の生産性が低下する。それ故、溶射材料として粉末状材料を用いる場合には、粉末状材料の粒径を5μm以上とするのがより好ましい。
【0082】
溶射において形成されるめっき層内の溶射形成粒子の粒径は、めっき層に衝突する際の溶射形成粒子の運動エネルギーに依存し、特に、めっき層に衝突する際の溶射形成粒子の液滴速度に、より影響される。
【0083】
溶射時に、めっき層に衝突する際の液滴の速度が100m/sec未満であると、溶融した溶射形成粒子の液滴が、溶融状態のZn系めっき層内に侵入しなくなり、溶射形成粒子によりめっき層の耐食性向上効果が十分に得られなくなるので、液滴速度の下限は100m/secとする。
【0084】
一方、溶射時の液滴速度が、300m/secを超えると、めっき層表面に深さが大きいクレーターが形成される可能性が高まり、めっき鋼板の加工時にめっき割れが生じ、加工性を劣化させる原因となるため、溶射時の液滴速度の上限は300m/secとする。
【0085】
溶射時の液滴速度は、溶射材料の形態に応じて、主に、溶射材料を搬送するためのガス流の速度を調整することで、調整することができる。
【0086】
溶射時のガス流の速度や、金属及び/又は金属間化合物(溶射材料)の液滴の大きさ、溶射温度は、特に限定されるものではなく、溶射時にガス流の速度、液滴の大きさ、溶射温度によって溶射時の液滴速度を上記範囲に調整することにより、溶融状態のZn系めっき層内に溶射形成粒子を均一に分散させ、めっき層表面の深さの大きいクレーターの発生を防止することができる。
【0087】
また、溶射時の溶射材料の供給速度も特に限定する必要はなく、溶射方法や溶射材料の形態に応じて、本発明で規定する、金属及び/又は金属間化合物の溶射形成粒子のめっき層に対する平均体積%の範囲になるように調整する。
【0088】
このように、本発明によれば、めっき浴や周辺機器等を変えることなく、溶射する金属及び/又は金属間化合物の種類や、溶射条件を変えて、種々の鋼板の表面に、耐食性と加工性に優れた所望組成のめっき層を形成することができる。
【実施例】
【0089】
次に、本発明の実施例について説明するが、実施例の条件は、本発明の実施可能性及び効果を確認するために採用した一条件例であり、本発明は、この一条件例に限定されるものではない。本発明は、本発明の要旨を逸脱せず、本発明の目的を達成する限りにおいて、種々の条件を採用し得るものである。
【0090】
Znめっき浴から引き上げた鋼板の溶融状態のZnめっき層(GI:Zn、SD:Zn−5Al、Zn−55Al、SD:Zn-11Al−3Mg−0.5Si)に、表1に示す溶射方法及び溶射条件で溶射材料を溶射し、めっき鋼板を製造した。また、一部、比較例として金属の低温吹き付けを行った。
【0091】
得られためっき鋼板について、表2(表1の続き)に示すめっき層表面のクレーターの最大深さ、めっき層内の溶射形成粒子の粒子径及び体積率を、それぞれ測定するとともに、めっき鋼板の耐食性及び加工性の評価を行った。
【0092】
クレーターの最大深さは、めっき鋼板の切断断面を光学顕微鏡で観察し、めっき層表面に存在する各クレーターのめっき層表面からの最大深さを測定し、平均めっき層厚に対して最大深さが20%以上のクレーターが存在しない場合を○、存在した場合を×とした。
【0093】
また、めっき層内の溶射形成粒子の体積率は、めっき層の断面写真20枚から測定して得られた溶射形成粒子の面積率を体積率に換算した。
【0094】
耐食性評価は、塩水噴霧試験100時間後の腐食量から算出し、加工性は、得られためっき鋼板の3R曲げ試験結果より判定した(下地鋼の板厚は1.6mm)。なお、耐食性と加工性は、評点4以上を良好とした。
【0095】
【表1】

【0096】
【表2】
【0097】
表1及び表2のNo.1〜17に示す発明例においては、溶射法及び条件が、本発明の規定範囲内を満足し、鋼板表面に施されためっき層も、条件が本発明の規定範囲内を満足しているため、耐食性及び加工性がともに優れためっき鋼板が得られている。
【0098】
一方、表1及び表2のNo.18〜25に示す比較例は、溶射法及び条件、及び、得られためっき層が、本発明の規定範囲を外れる比較例である。
【0099】
No.18では、衝突時の液滴速度が本発明の規定範囲から高く、溶融状態のZnめっきが飛散し、かつ、めっき層表面に、最大深さが本発明の規定範囲から高く外れたクレーターが形成されたため、耐食性及び加工性が不良となった。
【0100】
No.19では、衝突時の液滴速度が本発明の規定範囲より低く、液滴が溶融状態のめっきに入り込めず、溶射形成粒子がめっき層内に十分に分散せきないため、耐食性が不良となった。
【0101】
No.20では、衝突時の液滴速度が本発明の規定範囲より高く、溶融状態のZnめっきが飛散し、かつ、めっき層表面に最大深さが、本発明の規定範囲から高く外れたクレーターが形成されたため、耐食性及び加工性が不良となった。
【0102】
No.21では、衝突時の液適が大きくなったことにより、溶融状態のZnめっきが飛散し、めっき層内の溶射形成粒子径が本発明の規定範囲より大きくなり、めっき層表面に、最大深さが本発明の定範囲から高く外れたクレーターが形成された結果、めっき鋼板の耐食性及び加工性が不良となった。
【0103】
No.22では、溶射に使用した粉末材料が、Znに比べてイオン化傾向が低いNiであったため、めっき鋼板の耐食性が不十分であった。
【0104】
No.23では、No.5と同じ溶射方法を用いて溶射した例であるが、溶射時の溶射材料の供給速度が高過ぎたため、めっき層内の溶射形成粒子の体積%が、本発明の規定範囲より高くなり、めっきの加工性が低くなった。
【0105】
No.24では、溶射時に粉末溶射材料の粒径が低いために粉末粒子の供給性が劣り、かつ、溶融状態のめっき層内に十分に入り込めず、めっき層内の溶射形成粒子径が本発明の規定範囲より低くなった結果、耐食性が低い結果となった。
【0106】
No.25では、溶射を用いず、低温吹き付けで金属をめっき層内に吹き付けたため、溶射形成粒子とZnめっきとの結合力が不足し、めっき鋼板の加工性が不良となった。
【産業上の利用可能性】
【0107】
前述したように、本発明によれば、耐食性及び加工性に優れたZn系めっき鋼板を、めっき浴や浴内ロール等の周辺機器を交換することなく製造し、提供することができる。
【0108】
したがって、本発明は、Zn系めっき鋼板の自動車、建材、家電、その他機器・機械用の素材としての用途を拡大するもので、産業上の利用可能性が大きいものである。
【図面の簡単な説明】
【0109】
【図1】本発明方法を実施する装置の一態様を示す図である。
【図2】本発明のめっき鋼板の断面構造を模式的に示す図である。
【符号の説明】
【0110】
1 めっき槽
2 鋼板
3 めっき浴
4 ロール
5 膜厚制御装置
6 溶射装置
7 Zn系溶融めっき層
8 溶射形成粒子
【技術分野】
【0001】
本発明は、自動車、建材、家電、その他機器・機械用の素材として使用される耐食性及び加工性に優れたZn系めっき鋼板及びその製造方法に関するものである。
【背景技術】
【0002】
ZnはFeよりも電気化学的に卑であるため、亜鉛自身が腐食してFeの腐食を防ぐ(犠牲防錆)ので、Znめっきは鉄製品の耐食性を向上させるために広く用いられている。
【0003】
このZnめっきによる犠牲防錆効果を長期間に渡り持続させるためには、Znめっきの付着量を増加させることが最も効果的であるが、Znめっきの付着量を増やすと、めっき溶接性に弊害が生じるので、実用上は好ましくない。
【0004】
この弊害を回避して、少ない付着量で耐食性を向上させるには、Zn−Al合金めっきをすることが有効で、従来のZnめっきに比較して耐食生が数段向上する。さらに、Zn−Al合金めっきに、Mg2Si(金属間化合物)を分散させると耐食性が飛躍的に向上する(特許文献1、参照)。
【0005】
Mg2Siが分散したZn−Al合金めっきを得る方法は、Al、Mg、Siを溶解・析出させたZnめっき浴中に鋼板を通して、鋼板表面にめっきを付着させることを基本とする。
【0006】
めっき中の金属間化合物の量が増加すれば、耐食性が向上するので、金属間化合物のめっき浴への溶解・析出量を増加させるため、金属間化合物粉末を、めっき浴中にガスで供給する方法や、金属間化合物粉末が分散したZn−Al系インゴットをめっき浴に供給する方法が提案されている(特許文献2、参照)。
【0007】
しかし、金属間化合物をめっき浴中に溶解・析出させる方法は、従来のZnめっきを含めて、めっきの種類毎に、めっき浴や、浴内ロール等の周辺機器を交換する必要がある。この交換には、煩雑な作業が必要であり、交換に要するコストは甚大である。
【0008】
また、めっき浴中で金属間化合物粉末を溶解・析出させる方法により、Zn−Al合金めっき層中に金属間化合物を分散させためっき製品は、めっきのマトリックス相が硬質化することに起因して、曲げ加工やプレス加工時にめっきが割れるという課題を抱えている。
【0009】
この課題を解決するめっき方法として、鋼板をめっき浴でめっきした後、金属間化合物の粒子を、ガスワイピング(めっき付着量を制御する)用のガスを用いて、凝固過程にあるめっき層中に供給し、めっきに比べて融点が高い金属間化合物を、めっき層中に溶融しない状態で分散させる方法が提案されている(特許文献3及び4、参照)。
【0010】
しかし、上記方法においては、金属間化合物の粒子を搬送するガスの速度を適正範囲に制御するのが難しく、ガス速度が速すぎるとZn(マトリックス)が飛散し、また、一方、ガス速度が遅いと上記粒子がめっき層内に入り込まず、結局、めっき層内における金属間化合物の含有量が安定しない。
【0011】
また、この方法においては、金属間化合物の粒子がめっき層内に入り込んでも、めっき層の表層部にのみ偏析し、また、金属間化合物粒子の表面に残存した酸化層がZn(マトリックス)と金属間化合物の結合を阻害し、プレス加工性を十分に向上することは困難となるという課題があった。
【0012】
また、鋼帯をメタルバスに浸漬し、引き上げてガスワイピングを施こした直後、メタルバス中のめっきとは異種の金属の溶融した微粒子を、該鋼帯表面の全体に噴霧することにより、(i)2種の溶融金属を完全に混合しためっき層、(ii)2種の溶融金属の組成を傾斜的に混合しためっき層、(iii)2種の溶融金属を2層に分離しためっき層を形成する方法及び装置が開示されている(特許文献5及び6、参照)。
【0013】
しかし、この方法では、めっきとは異種の金属を無酸素又は還元雰囲気、及び、溶融メタルの融点以上に保たれたチャンパー内でメタルポンプにより昇圧し、溶融メタルを微粒子化するための大がかりな設備を必要とするので、設備コストが増加せざるを得ず、工業的に好ましい方法とはいい難い。
【0014】
また、この方法で得られためっき製品は、めっき層は2種金属の混合めっき、傾斜めっき、2層めっきとなり、Zn(マトリックス)と異種の金属の溶融による硬化が生じ、また、めっき中に異種の金属を粒状で分散させる場合に比べて耐食性は低い。
【0015】
【特許文献1】特開平11−240947号公報
【特許文献2】特開2002−4022号公報
【特許文献3】特開2002−285312号公報
【特許文献4】特開2004−107695号公報
【特許文献5】特開平7−173599号広報
【特許文献6】特開平7−292482号広報
【発明の開示】
【発明が解決しようとする課題】
【0016】
本発明は、上記課題に鑑み、耐食性及び加工性に優れたZn系めっき鋼板と、該鋼板を、めっき浴や浴内ロール等の周辺機器を交換することなく製造できる製造方法を提供することを目的とする。
【課題を解決するための手段】
【0017】
本発明者は、めっき層の割れが、金属間化合物の表面に残存する酸化層に起因することに着目し、金属間化合物を、酸化層が極力残存しない状態で、めっき層内に均一に入れ込む手法について鋭意研究した。
【0018】
その結果、凝固過程にあるめっき層に、金属及び/又は金属間化合物を溶射する手法、即ち、上記めっき層内に、金属及び/又は金属間化合物を液滴状態で吹き付けて、分散して入れ込む手法を見いだした。
【0019】
本発明は、上記知見に基づいてなされたもので、その要旨は、以下のとおりである。
【0020】
(1) Zn系溶融めっき鋼板において、
(a)鋼板表面に施されためっき層内に、溶射して形成される、粒径が平均円相当径で0.5〜50μmの、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物が、めっき層全体に対して、平均体積%で0.2〜30%の割合で分散して存在し、かつ、
(b)めっき層表面に存在するクレーターの最大深さが、平均めっき層厚の20%未満であることを特徴とする耐食性及び加工性に優れたZn系めっき鋼板。
【0021】
(2) 前記金属が、アルカリ金属、アルカリ土類金属、希土類金属、Alの内の1種又は2種以上であることを特徴とする上記(1)に記載の耐食性及び加工性に優れたZn系めっき鋼板。
【0022】
(3) 前記金属間化合物が、Mg2Si、Ca2Si、CaSi、CaSi2の内の1種又は2種以上を含むことを特徴とする上記(1)又は(2)に記載の耐食性及び加工性に優れたZn系めっき鋼板。
【0023】
(4) 前記金属が、質量%で、Al:13〜42%、Ca:1〜5%、Zn:0〜65%を含有し、Al及びZnの合計量が42%以下であり、かつ、Al、Ca及びZnの合計量が49%以下であり、残部がMgからなるMg合金であることを特徴とする上記(1)〜(3)のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板。
【0024】
(5) 前記金属が、質量%で、Al:42〜78%、Ca:1〜5%、Zn:0〜65%を含有し、Al及びZnの合計量が78%以下であり、かつ、Al、Ca及びZnの合計量が79%以下であり、残部がMgからなるMg合金であることを特徴とする上記(1)〜(3)のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板。
【0025】
(6) Zn系溶融めっき鋼板の製造方法において、
(a)鋼板表面にめっき層を施した直後の溶融状態にあるめっき層に対し、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物を、衝突時の液滴速度が100〜300m/secとなる条件で溶射し、
(b)上記溶融状態にあるめっき層中に、溶融状態で、上記金属及び/又は該金属からなる金属間化合物を分散させて凝固せしめることを特徴とする耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【0026】
(7) 前記溶射において、溶射原料の態様が、粉末、ワイヤー、又は、溶湯中の溶融物であることを特徴とする上記(6)に記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【0027】
(8) 前記溶射を、めっき層厚を調整した後に行うことを特徴とする上記(6)又は(7)に記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【0028】
(9) 前記Zn系溶融めっき層が凝固した後、めっき層を再溶融させることを特徴とする上記(6)〜(8)のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【発明の効果】
【0029】
本発明によれば、耐食性及び加工性に優れたZn系めっき鋼板を、めっき浴や浴内ロール等の周辺機器を交換することなく、安価に製造し、提供することができる。
【発明を実施するための最良の形態】
【0030】
本発明の耐食性及び加工性に優れたZn系めっき鋼板(本発明鋼板)は、鋼板表面にめっき層を施した直後の溶融状態にあるめっき層に対し金属及び/又は金属間化合物を溶射して形成される、粒径が平均円相当径で0.5μm以上、50μm以下の、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物がめっき層内に分散して存在していることを特徴とする。
【0031】
Zn系めっきは、元々、耐食性に優れているが、溶射により、めっき層内に形成される、粒径が平均円相当径で0.5μm以上、50μm以下の、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物が、めっき層内に分散して存在することにより、従来の異種金属を固体状態で吹き付けて含有せしめためっき層に比べて加工性が格段に向上し、耐食性及び加工性もともに優れたZn系めっき鋼板(本発明鋼板)を得ることができる。
【0032】
即ち、金属及び/又は金属間化合物の粒子が分散して存在するめっき層は知られている([背景技術]の項、参照)が、本発明鋼板において、めっき層内に分散して存在する粒子は、溶射により、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物を溶融状態(液滴状態)でめっき層内に侵入せしめて固化した粒子(以下「溶射形成粒子」ということがある。)である。
【0033】
そして、めっき層内に分散して存在する粒子が溶射形成粒子であることが、優れた耐食性と加工性をともに確保する点で重要なことである。
【0034】
めっき層内に溶射形成粒子を分散せしめると、従来の異種金属分散めっき層に比べ加工性が格段に向上する理由は、次のように考えられる。
【0035】
亜鉛系めっき層内に耐食性向上のために含有させる金属及び/又は金属間化合物の粉末粒子は、通常、酸化層に覆われていて、該粉末粒子をこのまま溶融状態のめっき層内に分散させると、酸化層が、Zn系合金のマトリックス(以下Znと略す)と粉末粒子との結合を阻害して、割れの起点を形成し易い。
【0036】
これに対し、本発明鋼板の溶射形成粒子は、溶射を用いて溶融状態(液滴状態)を経てめっき層内で形成される粒子であるが、金属及び/又は金属間化合物の粉末粒子が溶融状態に至った時、表面酸化層も溶融し、結局は消失しているので、溶融状態のZnに入り込んで凝固する時、溶融状態のZnと合金化しつつ強固に結合する。
【0037】
特に、溶射する際にシールドガスとして非酸化性ガスを用いることにより、溶射粒子(液滴状態にある)と大気中の酸素とを遮断すれば、表面酸化量が極端に減少するので、溶射形成粒子とZnマトリックス間の強固結合効果は大きい。
【0038】
また、溶融状態のZnマトリックスは、同じく溶融状態の金属及び/又は金属間化合物の液滴を内包しつつ凝固するので、従来法のように溶融状態のZnマトリックスが固体状態の異種金属粉末粒子を内包しつつ凝固する場合に比べ、マトリックス内の、特に、異種金属粉末粒子の周囲に歪が蓄積し、硬化するのが抑制され、その結果、めっき鋼板の加工性は向上する。
【0039】
したがって、本発明の溶射形成粒子が分散しためっき層が施されたZn系溶融めっき鋼板は、過酷な曲げ加工やプレス加工時にも、剥離しないし、割れもせず、加工性に極めて優れたものである。
【0040】
本発明において、溶射により形成されるめっき層内の金属及び/又は金属間化合物、つまり、溶射形成粒子の粒径は、耐食性及び加工性の向上を確実なものとするため、平均円相当径で0.5μm以上、50μm以下とする。
【0041】
なお、粒子の形態は、溶射方法、溶射条件で変化するので球状に限られない。粒子の形態は、偏平粒子、楕円状粒子等、種々の形態をとり得るが、球状でない場合の粒径は、めっき厚方向の粒子の最大長さとする。
【0042】
金属及び/又は金属間化合物の溶射形成粒子の粒径が、平均円相当径で0.5μm未満になると、めっき層の耐食性向上効果を十分に確保することができないため、溶射形成粒子の粒径の下限を平均円相当径で0.5μmとした。
【0043】
一方、金属及び/又は金属間化合物の溶射形成粒子の上限が平均円相当径で50μmを超えると、溶射時の液滴粒子の質量が増加し、その運動エネルギーが過大になるため、めっき層表面に深さが大きいクレーターが形成され、又は、溶融状態のめっきマトックスが吹き飛ばされる結果、めっき鋼板の耐食性及び加工性が低下する恐れが生じる。
【0044】
このため、金属及び/又は金属間化合物の溶射形成粒子の粒径の上限は平均円相当径で50μmに限定した。
【0045】
さらに、上記溶射形成粒子の粒径がめっき層厚を超える程過大になると、溶射形成粒子がめっき層内に侵入しきれずに表面から露出する部分が多くなり、このように、溶射形成粒子は、一旦、めっき層に付着するが、この付着した溶射形成粒子がめっき層から脱離し易くなり、めっきの加工性が低下する。
【0046】
それ故、溶射形成粒子の粒径の上限は、めっき層厚未満とすることがより好ましい。
【0047】
但し、溶射形成粒子の粒径がめっき層厚を超えても、めっき層厚の1.2倍以下であれば、加熱などにより、少なくともめっき層表面から露出する溶射形成粒子を再溶融して、溶射形成粒子とめっき層表面の結合を強化し、溶射形成粒子の脱離の問題を解消することができる。
【0048】
また、本発明において、金属及び/又は金属間化合物の溶射形成粒子は、めっき鋼板の耐食性及び加工性を確実に向上せしめるため、めっき層全体に対し、平均体積%で0.2〜30%の割合でめっき層内に含有させる。
【0049】
めっき層内の金属及び/又は金属間化合物の溶射形成粒子が、めっき層全体に対する平均体積%で0.2%未満となると、めっき層の耐食性向上効果を十分に確保することができない。それ故、溶射形成粒子のめっき層全体に対する平均体積%の下限を、0.2%とする。
【0050】
一方、金属及び/又は金属間化合物の溶射形成粒子が、めっき層に対する平均体積%で30%を超えると、曲げ加工時に、めっき割れが生じ易くなり、めっき鋼板の加工性が劣化する。それ故、溶射形成粒子のめっき層全体に対する平均体積%の上限を、30%とする。
【0051】
特に、高い加工性が要求されるめっき鋼板の場合には、溶射形成粒子のめっき層全体に対する平均体積%の上限を、10%にすることが好ましい。
【0052】
また、本発明において、めっき層内に分散させ存在せしめる金属及び/又は金属間化合物は、めっき鋼板の耐食性の向上を確実なものとするために、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物とする。
【0053】
Zn系溶融めっき層中に、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物が分散して存在すると、腐食環境下で、Znに対する犠牲防食作用により、めっき層の耐食性を高めることができる。
【0054】
特に、上記金属としては、腐食環境下でZnに対して犠牲防食作用が高い、アルカリ金属、アルカリ土類金属、希土類金属、Alの内の1種又は2種以上が好ましい。
【0055】
また、上記金属からなる金属間化合物としては、腐食環境下でZnに対して犠牲防食作用をより高めるために、上記金属とSiからなる金属間化合物の一種であるMg2Si、Ca2Si、CaSi、CaSi2の内の1種又は2種以上を含むものが好ましい。
【0056】
前記アルカリ土類金属元素のうち、下地めっき層の耐食性を顕著に向上させるためには、Mgがその効果が高く、特に好ましい。なお、Mgを、上記のSiとの金属間化合物であるMg2Siを用いて溶射する際は、爆発は発生し難いが、純MgやMg合金のような金属を用いて溶射する場合は、Mgの発火温度が融点より低くなるため、溶融前に爆発(粉塵爆発)が生じる危険性がある。
【0057】
このため、純MgやAl−Mg合金のような金属を用いて溶射する場合は、粉塵爆発を回避するために、低酸素雰囲気の環境で吹き付ける方法や、Mg合金中にCa、AlさらにはZnを添加し、Mg合金の発火点と融点を調整したMg合金を用いる方法を用いることが好ましい。
【0058】
CaはMg合金の発火温度を上昇させ、Al及びZnはMg合金の融点を下げる作用があるため、これらを、Mg合金の耐食性を損なわない範囲で添加し、Mg合金の発火点を融点に対して高くなるように調整することにより、溶射時の爆発の危険性を低減することができる。
【0059】
Mg合金によるめっき鋼板の耐食性の向上及び溶射時の防爆性の点から、Mg合金におけるCa、Al及びZnの組成は、以下のように規定するのが、より好ましい。
【0060】
組成(I);Al:13〜42質量%、Ca:1〜5質量%、Zn:0〜3質量%、Al及びZnの合計量が42%以下、Al、Ca及びZnの合計量:49質量%以下、残部:Mg
組成(II);Al: 42〜78質量%、Ca:1〜5質量%、Zn:0〜65質量%、Al及びZnの合計量:78%以下、Al、Ca及びZnの合計量:79質量%以下、残部:Mg
【0061】
上記組成(I)及び(II)のMg合金は、いずれも、Caの添加により発火点が上昇し、Al及びZnの添加により融点が低下していることにより、Mg合金の発火点が融点に対して高く維持されているため、溶射時の爆発が防止されているものである。組成(I)は、組成(II)比べてMg含有量が高いため、この組成のMg合金を溶射によりZn系溶融めっき鋼板に吹き付けた場合は、鋼板の耐食性向上効果が、組成(II)に比べて高くなる。
【0062】
また、組成(II)は、組成(I)に比べてMg含有量が低いため、組成(I)に比べると、鋼板の耐食性向上効果はやや劣る。しかし、組成(II)は、組成(I)に比べてAl及びZnの含有量が高いため、組成(I)に比べて、Mg合金の融点が低く、その発火点の融点に対する温度差が、組成(I)に比べて大きいので、溶射時に、爆発の危険は極めて少なくなる。
【0063】
また、これらの溶射形成粒子を、溶射により、溶融状態のZn系めっき層に吹きつけて、鋼板特性において、高い耐食性と良好な曲げ加工性を得るためには、Zn系めっき層と上記組成のMg合金の全体組成として、Zn付着量が20〜150g/m2、Mg付着量が0.5〜10g/m2、Ca付着量が0.05〜0.7g/m2となるように、上記組成のMg合金をZn系めっき層に溶射することが好ましい。
【0064】
それぞれの付着量が、下限値に満たないと、耐食性が劣化し、一方、上限値を超えると、曲げ加工性が劣化する。
【0065】
また、本発明において、めっき鋼板の耐食性及び加工性の向上を確実なものとするために、めっき層表面に存在するクレーターの最大深さを、平均めっき層厚に対して20%未満とする。
【0066】
なお、めっき層表面に存在するクレーターの最大深さは、めっき鋼板の切断断面を光学顕微鏡で観察し、めっき層表面に存在する各クレーターのめっき層表面からの最大深さを測定し、測定値の最大値をもって評価する。
【0067】
めっき層表面に存在するクレーターは、溶融状態のめっき層に溶射形成粒子を溶射する際に、(a)溶射原料の液滴粒子が大きい場合、(b)ガス吹き付け速度が高い場合、又は、(c)液滴速度が高い場合に生じ易い。
【0068】
めっき層表面に存在するクレーターの最大深さが、平均めっき層厚に対して20%以上の場合には、加工時にめっき割れの原因になり、さらに、このような深さが大きいクレーターが多く存在する場合には、耐食性が劣化するので好ましくない。
【0069】
この理由から、めっき層表面に存在するクレーターの最大深さを、平均めっき層厚に対して20%未満とした。
【0070】
めっき層は、Zn系めっきにより形成されるめっき層であればよく、Zn-Al合金化めっき層や、Zn−Al−Mg-(Si)合金めっき層でもよいことは当然である。
【0071】
次に、本発明の耐食性及び加工性に優れたZn系めっき鋼板の製造方法(本発明方法)について説明する。
【0072】
図1に、本発明方法を実施する装置の一態様を示す。
【0073】
めっき槽1内に収容されためっき浴3中に、鋼板2が浸漬され、ロール4で方向を転換された後、めっき浴3から引き上げられる。めっき浴は、Zn系のめっき浴である。
【0074】
めっき浴3から引き上げられた直後の鋼板2には、溶融状態のZ系めっき層が形成されているが、さらに、膜厚制御装置5でめっき層厚(又はめっき付着量)が調整される。
【0075】
膜厚制御装置5は、特定の装置に限定する必要はないが、鋼板2の未凝固めっき層に、例えば、不活性ガス(アルゴン、窒素等)を吹き付けて、層厚を調整する手段を備えたものが用いられる。
【0076】
めっき層厚を調整した後、まだ溶融状態にあるめっき層に、溶射装置6から、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物(溶射材料)を溶射する。
【0077】
このようにして得られためっき鋼板の断面を模式的に図2に示す。
【0078】
鋼板2の下地鋼表面にZn系溶融めっき層7が形成され、このZn系溶融めっき層7内に、溶射粒子8の全部又は一部が分散して存在する。
【0079】
Zn系溶融めっき層7と溶射形成粒子8の結合性を向上させるためには、Zn系溶融めっき層内に、溶射粒子8の80%以上が存在し、めっき層表面から露出している部分が少ないことが好ましい。
【0080】
本発明において、溶射する金属及び/又は金属間化合物(溶射材料)の材料形態は、特に、特定の形態に限定されないが、粉末又はワイヤーが好ましい。また、金属及び/又は金属間化合物(溶射材料)を、溶湯中の溶融物にして吹き付けてもよい。
【0081】
なお、溶射材料として粉末状材料を用いる場合、粉末状材料の粒径が5μmより小さいと、粉末材料の粒子を供給する際に凝集してしまい、溶射時に安定した粉末材料の供給が困難となり、めっき鋼板の生産性が低下する。それ故、溶射材料として粉末状材料を用いる場合には、粉末状材料の粒径を5μm以上とするのがより好ましい。
【0082】
溶射において形成されるめっき層内の溶射形成粒子の粒径は、めっき層に衝突する際の溶射形成粒子の運動エネルギーに依存し、特に、めっき層に衝突する際の溶射形成粒子の液滴速度に、より影響される。
【0083】
溶射時に、めっき層に衝突する際の液滴の速度が100m/sec未満であると、溶融した溶射形成粒子の液滴が、溶融状態のZn系めっき層内に侵入しなくなり、溶射形成粒子によりめっき層の耐食性向上効果が十分に得られなくなるので、液滴速度の下限は100m/secとする。
【0084】
一方、溶射時の液滴速度が、300m/secを超えると、めっき層表面に深さが大きいクレーターが形成される可能性が高まり、めっき鋼板の加工時にめっき割れが生じ、加工性を劣化させる原因となるため、溶射時の液滴速度の上限は300m/secとする。
【0085】
溶射時の液滴速度は、溶射材料の形態に応じて、主に、溶射材料を搬送するためのガス流の速度を調整することで、調整することができる。
【0086】
溶射時のガス流の速度や、金属及び/又は金属間化合物(溶射材料)の液滴の大きさ、溶射温度は、特に限定されるものではなく、溶射時にガス流の速度、液滴の大きさ、溶射温度によって溶射時の液滴速度を上記範囲に調整することにより、溶融状態のZn系めっき層内に溶射形成粒子を均一に分散させ、めっき層表面の深さの大きいクレーターの発生を防止することができる。
【0087】
また、溶射時の溶射材料の供給速度も特に限定する必要はなく、溶射方法や溶射材料の形態に応じて、本発明で規定する、金属及び/又は金属間化合物の溶射形成粒子のめっき層に対する平均体積%の範囲になるように調整する。
【0088】
このように、本発明によれば、めっき浴や周辺機器等を変えることなく、溶射する金属及び/又は金属間化合物の種類や、溶射条件を変えて、種々の鋼板の表面に、耐食性と加工性に優れた所望組成のめっき層を形成することができる。
【実施例】
【0089】
次に、本発明の実施例について説明するが、実施例の条件は、本発明の実施可能性及び効果を確認するために採用した一条件例であり、本発明は、この一条件例に限定されるものではない。本発明は、本発明の要旨を逸脱せず、本発明の目的を達成する限りにおいて、種々の条件を採用し得るものである。
【0090】
Znめっき浴から引き上げた鋼板の溶融状態のZnめっき層(GI:Zn、SD:Zn−5Al、Zn−55Al、SD:Zn-11Al−3Mg−0.5Si)に、表1に示す溶射方法及び溶射条件で溶射材料を溶射し、めっき鋼板を製造した。また、一部、比較例として金属の低温吹き付けを行った。
【0091】
得られためっき鋼板について、表2(表1の続き)に示すめっき層表面のクレーターの最大深さ、めっき層内の溶射形成粒子の粒子径及び体積率を、それぞれ測定するとともに、めっき鋼板の耐食性及び加工性の評価を行った。
【0092】
クレーターの最大深さは、めっき鋼板の切断断面を光学顕微鏡で観察し、めっき層表面に存在する各クレーターのめっき層表面からの最大深さを測定し、平均めっき層厚に対して最大深さが20%以上のクレーターが存在しない場合を○、存在した場合を×とした。
【0093】
また、めっき層内の溶射形成粒子の体積率は、めっき層の断面写真20枚から測定して得られた溶射形成粒子の面積率を体積率に換算した。
【0094】
耐食性評価は、塩水噴霧試験100時間後の腐食量から算出し、加工性は、得られためっき鋼板の3R曲げ試験結果より判定した(下地鋼の板厚は1.6mm)。なお、耐食性と加工性は、評点4以上を良好とした。
【0095】
【表1】
【0096】
【表2】
【0097】
表1及び表2のNo.1〜17に示す発明例においては、溶射法及び条件が、本発明の規定範囲内を満足し、鋼板表面に施されためっき層も、条件が本発明の規定範囲内を満足しているため、耐食性及び加工性がともに優れためっき鋼板が得られている。
【0098】
一方、表1及び表2のNo.18〜25に示す比較例は、溶射法及び条件、及び、得られためっき層が、本発明の規定範囲を外れる比較例である。
【0099】
No.18では、衝突時の液滴速度が本発明の規定範囲から高く、溶融状態のZnめっきが飛散し、かつ、めっき層表面に、最大深さが本発明の規定範囲から高く外れたクレーターが形成されたため、耐食性及び加工性が不良となった。
【0100】
No.19では、衝突時の液滴速度が本発明の規定範囲より低く、液滴が溶融状態のめっきに入り込めず、溶射形成粒子がめっき層内に十分に分散せきないため、耐食性が不良となった。
【0101】
No.20では、衝突時の液滴速度が本発明の規定範囲より高く、溶融状態のZnめっきが飛散し、かつ、めっき層表面に最大深さが、本発明の規定範囲から高く外れたクレーターが形成されたため、耐食性及び加工性が不良となった。
【0102】
No.21では、衝突時の液適が大きくなったことにより、溶融状態のZnめっきが飛散し、めっき層内の溶射形成粒子径が本発明の規定範囲より大きくなり、めっき層表面に、最大深さが本発明の定範囲から高く外れたクレーターが形成された結果、めっき鋼板の耐食性及び加工性が不良となった。
【0103】
No.22では、溶射に使用した粉末材料が、Znに比べてイオン化傾向が低いNiであったため、めっき鋼板の耐食性が不十分であった。
【0104】
No.23では、No.5と同じ溶射方法を用いて溶射した例であるが、溶射時の溶射材料の供給速度が高過ぎたため、めっき層内の溶射形成粒子の体積%が、本発明の規定範囲より高くなり、めっきの加工性が低くなった。
【0105】
No.24では、溶射時に粉末溶射材料の粒径が低いために粉末粒子の供給性が劣り、かつ、溶融状態のめっき層内に十分に入り込めず、めっき層内の溶射形成粒子径が本発明の規定範囲より低くなった結果、耐食性が低い結果となった。
【0106】
No.25では、溶射を用いず、低温吹き付けで金属をめっき層内に吹き付けたため、溶射形成粒子とZnめっきとの結合力が不足し、めっき鋼板の加工性が不良となった。
【産業上の利用可能性】
【0107】
前述したように、本発明によれば、耐食性及び加工性に優れたZn系めっき鋼板を、めっき浴や浴内ロール等の周辺機器を交換することなく製造し、提供することができる。
【0108】
したがって、本発明は、Zn系めっき鋼板の自動車、建材、家電、その他機器・機械用の素材としての用途を拡大するもので、産業上の利用可能性が大きいものである。
【図面の簡単な説明】
【0109】
【図1】本発明方法を実施する装置の一態様を示す図である。
【図2】本発明のめっき鋼板の断面構造を模式的に示す図である。
【符号の説明】
【0110】
1 めっき槽
2 鋼板
3 めっき浴
4 ロール
5 膜厚制御装置
6 溶射装置
7 Zn系溶融めっき層
8 溶射形成粒子
【特許請求の範囲】
【請求項1】
Zn系溶融めっき鋼板において、
(a)鋼板表面に施されためっき層内に、溶射して形成される、粒径が平均円相当径で0.5〜50μmの、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物が、めっき層全体に対して、平均体積%で0.2〜30%の割合で分散して存在し、かつ、
(b)めっき層表面に存在するクレーターの最大深さが、平均めっき層厚の20%未満であることを特徴とする耐食性及び加工性に優れたZn系めっき鋼板。
【請求項2】
前記金属が、アルカリ金属、アルカリ土類金属、希土類金属、Alの内の1種又は2種以上であることを特徴とする請求項1に記載の耐食性及び加工性に優れたZn系めっき鋼板。
【請求項3】
前記金属間化合物が、Mg2Si、Ca2Si、CaSi、CaSi2の内の1種又は2種以上を含むことを特徴とする請求項1又は2に記載の耐食性及び加工性に優れたZn系めっき鋼板。
【請求項4】
前記金属が、質量%で、Al:13〜42%、Ca:1〜5%、Zn:0〜65%を含有し、Al及びZnの合計量が42%以下であり、かつ、Al、Ca及びZnの合計量が49%以下であり、残部がMgからなるMg合金であることを特徴とする請求項1〜3のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板。
【請求項5】
前記金属が、質量%で、Al:42〜78%、Ca:1〜5%、Zn:0〜65%を含有し、Al及びZnの合計量が78%以下であり、かつ、Al、Ca及びZnの合計量が79%以下であり、残部がMgからなるMg合金であることを特徴とする請求項1〜3のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板。
【請求項6】
Zn系溶融めっき鋼板の製造方法において、
(a)鋼板表面にめっき層を施した直後の溶融状態にあるめっき層に対し、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物を、衝突時の液滴速度が100〜300m/secとなる条件で溶射し、
(b)上記溶融状態にあるめっき層中に、溶融状態で、上記金属及び/又は該金属からなる金属間化合物を分散させて凝固せしめることを特徴とする耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【請求項7】
前記溶射において、溶射原料の態様が、粉末、ワイヤー、又は、溶湯中の溶融物であることを特徴とする請求項6に記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【請求項8】
前記溶射を、めっき層厚を調整した後に行うことを特徴とする請求項6又は7に記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【請求項9】
前記Zn系溶融めっき層が凝固した後、めっき層を再溶融させることを特徴とする請求項6〜8のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【請求項1】
Zn系溶融めっき鋼板において、
(a)鋼板表面に施されためっき層内に、溶射して形成される、粒径が平均円相当径で0.5〜50μmの、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物が、めっき層全体に対して、平均体積%で0.2〜30%の割合で分散して存在し、かつ、
(b)めっき層表面に存在するクレーターの最大深さが、平均めっき層厚の20%未満であることを特徴とする耐食性及び加工性に優れたZn系めっき鋼板。
【請求項2】
前記金属が、アルカリ金属、アルカリ土類金属、希土類金属、Alの内の1種又は2種以上であることを特徴とする請求項1に記載の耐食性及び加工性に優れたZn系めっき鋼板。
【請求項3】
前記金属間化合物が、Mg2Si、Ca2Si、CaSi、CaSi2の内の1種又は2種以上を含むことを特徴とする請求項1又は2に記載の耐食性及び加工性に優れたZn系めっき鋼板。
【請求項4】
前記金属が、質量%で、Al:13〜42%、Ca:1〜5%、Zn:0〜65%を含有し、Al及びZnの合計量が42%以下であり、かつ、Al、Ca及びZnの合計量が49%以下であり、残部がMgからなるMg合金であることを特徴とする請求項1〜3のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板。
【請求項5】
前記金属が、質量%で、Al:42〜78%、Ca:1〜5%、Zn:0〜65%を含有し、Al及びZnの合計量が78%以下であり、かつ、Al、Ca及びZnの合計量が79%以下であり、残部がMgからなるMg合金であることを特徴とする請求項1〜3のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板。
【請求項6】
Zn系溶融めっき鋼板の製造方法において、
(a)鋼板表面にめっき層を施した直後の溶融状態にあるめっき層に対し、Znに比べてイオン化傾向の高い金属及び/又は該金属からなる金属間化合物を、衝突時の液滴速度が100〜300m/secとなる条件で溶射し、
(b)上記溶融状態にあるめっき層中に、溶融状態で、上記金属及び/又は該金属からなる金属間化合物を分散させて凝固せしめることを特徴とする耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【請求項7】
前記溶射において、溶射原料の態様が、粉末、ワイヤー、又は、溶湯中の溶融物であることを特徴とする請求項6に記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【請求項8】
前記溶射を、めっき層厚を調整した後に行うことを特徴とする請求項6又は7に記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【請求項9】
前記Zn系溶融めっき層が凝固した後、めっき層を再溶融させることを特徴とする請求項6〜8のいずれかに記載の耐食性及び加工性に優れたZn系めっき鋼板の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2006−283188(P2006−283188A)
【公開日】平成18年10月19日(2006.10.19)
【国際特許分類】
【出願番号】特願2006−58422(P2006−58422)
【出願日】平成18年3月3日(2006.3.3)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成18年10月19日(2006.10.19)
【国際特許分類】
【出願日】平成18年3月3日(2006.3.3)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]