
耐食被膜形成性樹脂組成物、耐食樹脂被膜、その被膜付き金属製チューブ及び金属製缶状容器
【解決手段】 第1耐食被膜形成樹脂組成物[グリシジルエーテル型エポキシ樹脂(EPX;A)の基本成分とフェノ−ル−ホルムアルデヒド重合体(B)との樹脂成分(R)を揮発分(V)に溶解](T1)及び第2耐食被膜形成樹脂組成物[EPX(A)とメラミン−ホルムアルデヒド樹脂(C;MELMNP)又はポリイミド樹脂(D;PIP)の組合わせを揮発分(V2)に溶解](T2)とを両者中の樹脂成分比(R1/R2)が特定範囲の耐蝕被膜形成性樹脂組成物(Z)溶液、これを用いて形成される耐食樹脂被膜、並びにこの耐蝕樹脂被膜付き金属製のチューブ状又は缶状容器。
【効果】 上記の耐蝕樹脂被膜は耐薬品性、耐染毛剤性等に優れ、それが胴部内壁に形成された金属製のチューブ状又は缶状容器も各種薬品、化粧品、食品等への耐食性に富む。
【効果】 上記の耐蝕樹脂被膜は耐薬品性、耐染毛剤性等に優れ、それが胴部内壁に形成された金属製のチューブ状又は缶状容器も各種薬品、化粧品、食品等への耐食性に富む。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は耐薬品性の中でも、耐酸性(通常、pH2〜4)に優れることに加えて、耐アルカリ性(通常、pH9〜12)にも優れた耐食樹脂被膜を形成できる耐食被膜形成性樹脂組成物、この組成物から形成された耐食樹脂被膜、その耐食樹脂被膜付き金属製チューブ及び金属製缶状容器に関する。詳しくは本発明は該耐食樹脂被膜が本体部内壁面に形成された塑性変形容易な金属製チューブ及び金属製缶状容器に関する。
【0002】
【従来の技術】従来より、胴部を押圧して塑性変形させることによって内容物を外に押出す様に形成された金属製押出チューブ、例えばアルミニウム製の押出チューブがペースト状物例えば、練り歯磨、化粧用クリーム、髭剃り後クリーム、脱毛クリーム、軟膏等の清潔保持用品、美容用品、理容用品、薬品、調味料及び香辛料等の食品、接着剤又は靴クリーム等を充填する為に多用されている。
【0003】金属製押出チューブは通常、塑性変形容易な金属製胴部と、この胴部の一端が連続的に肩部及び頸部に終わる金属製本体部を備えている。この金属製押出チューブの胴部における他端は折締め等で閉塞されて尾端を形成しており、口頸部はキャップによって開放自在に閉塞されている。
【0004】この様な金属製押出チューブでは、胴部を形成する金属が内容物を変質させない様な施策に加えて、内容物が金属製胴部を腐食させない様な施策が強く望まれている。
【0005】従来より、この様な金属製押出チューブとして、口頸部が位置する端部と反対側の端部が開放された状態の金属製本体部(外筒部)内部に、それと略相補形のチューブ型樹脂製内筒を挿入し、樹脂製内筒の開放端部から内容物を充填し、次いで金属製外筒を介して加圧・加熱して内筒の開放端をヒートシール又は折締めによってシールした押出チューブ、所謂二重チューブ型押出チューブ(略称「二重チューブ」)が既に実用化されている。
【0006】しかし、この二重チューブ型の金属製押出チューブを作成するには、金属製外筒部に加えて樹脂製内筒部が必要であること、多数の製造工程を要すること、金属製外筒部と樹脂製内筒部との位置合わせ及び寸法公差の差異調整が困難なこと等の種々の改善すべき点を残していることから、製造コストの増大が避け難いという問題があった。それに加えて、この種の二重チューブは使用後の廃棄に際しても、樹脂部分と金属部分とに分離する予備作業を要する点で、作業効率に欠けるという不利な面も残している。
【0007】しかも、この種の二重チューブ(複合押出チューブ)では、内部に装着される樹脂製内筒部がその厚さ及び弾性によって元の形状に復帰しようとすることから、内容物の完全排出困難に加えて、外気引込み防止も困難であった。
【0008】また、金属製胴部内面に、樹脂成分として熱硬化性樹脂が含まれた耐食被膜形成性樹脂組成物をスプレーコーティング等で塗布(被装)し、得られた塗膜を加熱硬化させた熱硬化性耐食樹脂被膜で被装された金属製チューブが既に知られている。この耐食樹脂被膜で被装された金属製チューブは上述の二重チューブ型押出チューブと比較して、その構造及び製造が比較的簡単で低コストで済むという利点がある。その理由は別途作成の樹脂製内筒部を要しないことに求められる。
【0009】従来より、この様な耐食樹脂被膜を形成する耐食被膜形成性樹脂組成物としては例えば、エポキシ樹脂を基材として、それに同樹脂の架橋剤として作用するユリア(尿素)樹脂及びメラミン樹脂等のアミノ樹脂(アミノプラスト)、フェノール樹脂、ポリアミド樹脂、ポリアミドイミド樹脂及びポリイミド樹脂の何れか1種以上が添加された樹脂組成物が知られている。
【0010】しかしながら、従来のエポキシ樹脂/アミノ樹脂組成物又はエポキシ樹脂/フェノール樹脂組成物を用いて形成された耐食樹脂被膜は充分な耐アルカリ性を備えているものの、耐酸性に乏しいことから、酸性の内容物が充填された場合には、この被膜が酸性の内容物と反応して水素を発生しながら劣化する外に、発生する水素に起因してピンホールを生じ易いという欠点が伴った。
【0011】例えば、2剤型酸化染毛剤(ヘアダイ)は酸化によって発色する酸化染料を含むクリーム状の第1剤と、酸化剤を含むクリーム状の第2剤とで構成されることが多く、これらは使用直前に適宜混合して用いられる。
【0012】処が、この種の染毛剤の第1剤及び第2剤を各々別々に金属製チューブに収容しようとする場合に、pH約2〜4の酸性を示す第2剤用のチューブとして従来の樹脂被膜が本体胴部内壁に被装された金属製チューブを用いたのでは、上述の反応による被膜の劣化、それに伴う金属製胴部の腐食及び内容物の変質等が発生する結果、内容物を長期間保存することがで殆どきなかった。
【0013】従って、第2剤用チューブとしては、二重チューブ型押出チューブを使用する外無いのが現状である。また、金属製押出チューブ以外にも、金属製胴部を備えた金属製容器、例えば缶詰用の缶、エアゾール缶等に類する金属缶類が種々の食品、薬品、化粧品及び理容品等の収容に用いられている。この種の金属製缶状容器においても、胴部を構成する金属が内容物を劣化させたり又は内容物が金属製胴部を腐食させたりしない様な施策が望まれている。
【0014】その結果、耐薬品性、特に耐酸性に加えて耐アルカリ性にも優れた耐食樹脂被膜を形成できる耐食樹脂被膜形成性樹脂塑性物の開発に対する要請が高まって来ている。
【0015】
【発明が解決しようとする課題】本発明の目的は以上で説明された従来技術に伴う問題点を解決することにあり、耐薬品性、特に耐酸性に加えて耐アルカリ性にも優れた耐食樹脂被膜を形成できる耐食被膜形成性樹脂組成物及びこの耐食被膜形成性組成物の被装によって形成される耐食樹脂被膜並びにこの耐食樹脂被膜で被装された金属製容器類を提供することにある。
【0016】また、他の観点から言えば、本発明は前記耐食樹脂被膜で胴部内面が被装され、酸性又はアルカリ性の内容物を収容した場合でも、内容物を安定して長期間保存可能な金属製押出チューブ及び金属製缶状容器を提供することを目的としている。
【0017】
【課題を解決するための手段】本発明に係る耐食被膜形成性樹脂組成物はグリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これにフェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド重合体(C)の組合せで形成された第1耐食被膜形成性樹脂成分が添加されていることを特徴とするものである。
【0018】本発明に係る第2耐食被膜形成性樹脂組成物はグリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これにポリイミド樹脂(D)が添加されていることを特徴とするものである。
【0019】本発明に係る第1耐食被膜形成性樹脂組成物及び第2耐食被膜形成性樹脂組成物の何れにおいても、前記エポキシ樹脂(A)が二官能性のビスフェノールF型エポキシ樹脂であることが望ましい。
【0020】本発明に係る第1耐食被膜形成性樹脂組成物では、少なくとも前記グリシジルエーテル型エポキシ樹脂(A)が60〜80重量部、前記フェノール−ホルムアルデヒド重合体(B)が2〜15重量部及び前記メラミン−ホルムアルデヒド樹脂(C)が18〜30重量部(A+B+C=100重量部とする)の割合でそれぞれ含まれていることが望ましい。
【0021】また、本発明に係る第2耐食被膜形成性樹脂組成物では、前記グリシジルエーテル型エポキシ樹脂(A)が60〜80重量部及び前記ポリイミド樹脂(D)が20〜40重量部(A+D=100重量部とする)の割合でそれぞれ含まれていることが望ましい。
【0022】本発明に係る耐食樹脂被膜は前記第1耐食被膜形成性樹脂組成物と第2耐食被膜形成性樹脂組成物とから形成される組成物を被装することによって形成された塗膜を硬化させて形成されるものであることを特徴とする。
【0023】本発明の耐食性樹脂被膜付き金属製押出チューブは塑性変形容易な金属で製作された前記の金属製チューブ本体と、該金属製チューブ本体の胴部内壁面に形成された前記耐食樹脂被膜とを備えていることを特徴とする。
【0024】本発明の耐食性樹脂被膜付き金属製缶状容器は塑性変形容易な金属で製作された前記の金属製容器缶状本体と、該金属製缶状容器本体の内壁面に形成された前記耐食樹脂被膜とを備えていることを特徴とする。
【0025】
【発明の実施の形態】本発明に係る耐食被膜形成性樹脂組成物はグリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これにフェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド重合体(C)の組合せ成分又はポリイミド樹脂(D)が添加されていることを特徴とするものである。
【0026】本発明に係る第1耐食被膜形成性樹脂組成物はその樹脂内訳として、グリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これにフェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)が共存するものである。
【0027】また、本発明に係る第2耐食被膜形成性樹脂組成物はその樹脂内訳として、グリシジルエーテル型エポキシ樹脂(A)を基本成分として、これにポリイミド樹脂(D)が共存するものである。
【0028】本発明に係る第1耐食被膜形成性樹脂組成物及び第2耐食被膜形成性樹脂組成物の何れにも樹脂成分として含有されるグリシジルエーテル型エポキシ樹脂(A)は金属製チューブ又は金属製缶状容器の内壁面に耐食樹脂被膜を形成させる目的で従来より用いられているエポキシ樹脂の何れであっても良く、被装(塗布等)の際に要求される樹脂組成物の性状、形成すべき耐食樹脂被膜に要求される物性等を考慮して適宜選択して用いることができる。
【0029】この種のグリシジルエーテル型エポキシ樹脂(A)を形成するエポキシ樹脂部分として具体的には、ビスフェノールA型、ビスフェノールF型、水添ビスフェノールA型、臭素化ビスフェノールA型、ビスフェノールS型、ビスフェノールA/F型、1,1-ビス(4-ヒロドキシフェニル)エタン型(ビスフェノールAD型)、1,1-ビス(4-ヒロドキシフェニル)-1-フェニルメタン型(ビスフェノールBA型)、1,1-ビス(4-ヒロドキシフェニル)-1-フェニルエタン型(ビスフェノールAP型)、ジオキシビフェニル型(例えば、p,p'-ジオキシビフェニル型)、ジオキシナフタレン型又はジオキシフルオレン型及びテトラプロモビスフェノールA型等を例示することができる。これらエポキシ樹脂は単独で用いられても、2種以上の組合せで用いられてもよい。
【0030】これらのエポキシ樹脂の内でも好ましいものはビスフェノールF型のグリシジルエーテル型エポキシ樹脂(A1)である。その根拠は前記エポキシ樹脂(A1)を用いて形成された耐食樹脂被膜からは、近年話題となっている内分泌撹乱関係物質の溶出可能性が全く無いという観点に求められる。
【0031】また、本発明で用いられるグリシジルエーテル型エポキシ樹脂(A)は固形であっても液状であってもよいが、取扱い易さ及び工程管理等の観点から、温度25℃における粘度通常100〜5000cps、好ましくは100〜2000cpsの液状エポキシ樹脂であることが望ましい。
【0032】グリシジルエーテル型エポキシ樹脂(A)は通常、二官能性(ジグリシジルエーテル)エポキシ樹脂又は多官能性(ポリグリシジルエーテル)エポキシ樹脂の何れであってもよいが、二官能性であることが望ましい。その根拠は下記に求められる。即ち、ポリグリシジルエーテル型エポキシ樹脂を用いた場合には、グリシジルエーテル基間の結合による結合形成反応が進み過ぎて三次元網目構造を往々に生ずる結果、不溶不融物等の利用困難な重合体に到る。
【0033】さらに、グリシジルエーテル型エポキシ樹脂(A)はそのエポキシ当量(g/エポキシ基数)に特に限定を受ける訳ではないが、液状体の場合には、エポキシ当量通常150〜450、好ましくは165〜390のものであることが望ましい。
【0034】<第1耐食被膜形成性樹脂組成物>本発明に係る第1耐食被膜形成性樹脂組成物は上掲のグリシジルエーテル型エポキシ樹脂(A)、グリシジルエーテル型エポキシ樹脂(A)、フェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)の合計100重量部中にこのグリシジルエーテル型エポキシ樹脂(A)を通常60〜80重量部、好ましくは65〜75重量部、更に好ましくは68〜72重量部の量で含んでいる。
【0035】本発明に係る第1耐食被膜形成性樹脂組成物には、その樹脂成分として上記グリシジルエーテル型エポキシ樹脂(A)と共に、フェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)が含まれており、これらの(B)及び(C)はこの第1耐食被膜形成性樹脂組成物から形成された塗膜が硬化する際に架橋剤として作用する。即ち、これらの作用によって、格段に優れた硬化塗膜が形成されることになる。
【0036】本発明に係る第1耐食被膜形成性組成物中で架橋剤として作用するフェノール−ホルムアルデヒド重合体(B)としては、フェノール類とホルムアルデヒド類(パラホルムアルデヒドをも包含)とを酸触媒の存在下に縮合させて得られたノボラック型フェノール−ホルムアルデヒド重合体(処方次第ではアルコール可溶性)、フェノール類とホルムアルデヒド類(パラホルムアルデヒドをも包含)とをアルカリ触媒の存在下に縮合させたレゾール型フェノール−ホルムアルデヒド重合体(熱硬化性ではあるが液状)、フェノール類とホルムアルデヒド類(パラホルムアルデヒドをも包含)とを液状樹脂又は油の存在下に縮合させた油溶性改質フェノール樹脂等を例示できる。これらのフェノール−ホルムアルデヒド重合体(B)は単独でも、2種以上の組合わせで用いられてもよい。
【0037】本発明における「フェノール−ホルムアルデヒド重合体」を構成するフェノール類は狭義の「フェノール」に留まらず、そのアルキル1個以上の置換体である「アルキルフェノール類」及びヒドロキシ基(オキシ基)を2個以上含有する「多価フェノール類」、「ポリオキシフェノール類」に加えて、アルキル基及び2個以上のオキシ基を併有する「アルキルポリオキシフェノール類」であっても良い。
【0038】この種の化合物は例えば、下掲のものである:o-クレゾール、p-クレゾール及びm-クレゾール;1,2,3-キシレノール、1,2,4-キシレノール及び1,3,5-キシレノール;o-エチルフェノール、p-エチルフェノール及びm-エチルフェノール;カテコール(1,2-ジオキシベンゼン)、レゾルシノール(1,3-ジオキシベンゼン;レゾルシン)及びヒドロキノン(1,4-ジオキシベンゼン;ハイドロキノン)等。
【0039】本発明では、この種のフェノール−ホルムアルデヒド重合体(B)の内で、下掲のものを用いることが好ましい。その根拠及び好ましい重合体(B)も下記に例示されている:好ましいと評価される根拠はグリシジルエーテル型エポキシ樹脂(A)に配合(混合)して得られる液状物の粘度が適度の値であることが望まれるという需要に応える為には、レゾール型フェノール−ホルムアルデヒド重合体(B)が望ましいことに求められる。
【0040】本発明に係る第1耐食被膜形成性樹脂組成物はこの種のフェノール−ホルムアルデヒド重合体(B)を、グリシジルエーテル型エポキシ樹脂(A)、フェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)の合計100重量部中、通常2〜15重量部、好ましくは2〜10重量部、更に好ましくは3〜9重量部の量比で含有するものである。
【0041】上記の特定量比でフェノール−ホルムアルデヒド重合体(B)が含有されることによって、初めて本発明が期待する下掲の特段の効果が発現する:アルミニウム等から形成された金属チューブ表面に対する塗膜の接着強度(剥離強度基準)、塗膜自体及びそれと基材金属表面との間の対する性(耐水剥離強度)並びに塗膜自体の機械的強度及び電気絶縁性の何れにも優れる。
【0042】本発明に係る第1耐食被膜形成性樹脂組成物中で架橋剤として作用するメラミン−ホルムアルデヒド樹脂(C)はメラミンとホルムアルデヒド類(パラホルムアルデヒドをも包含)との反応によって生じるメチロールメラミンを重縮合させて得られ、メラミンの分子鎖上のアミノ基がホルムアルデヒド類に由来するメチレン基を介して相互に結合した重合体であり、メラミン単位が3個のアミノ基を有することから、硬化時には空間網目構造(三次元網目構造)を有している。
【0043】本発明では、このようなメラミン−ホルムアルデヒド樹脂(C)はメチロールメラミン又はエーテル化メチロールメラミンをも包含する。更に、「メラミン−ホルムアルデヒド樹脂」とは、広義には「グアナミン樹脂」をも包含する概念であることが樹脂に関する書籍に示されている。
【0044】また、本発明の第1耐食被膜形成性樹脂組成物の成分として用いられるメラミン−ホルムアルデヒド樹脂(C)は下記の優れた性状を発現する。即ち、本発明に係る第1耐食被膜形成性樹脂組成物中のメラミン−ホルムアルデヒド樹脂(グアナミン樹脂を包含;C)の含有量は前者100重量部に対して、後者通常18〜30重量部、好ましくは20〜30重量部、更に好ましくは21〜27重量部の量に選ばれれば、本発明の目的達成に通常は十分である。ここで、前記の第1耐食被膜形成性樹脂組成物はグリシジルエーテル型エポキシ樹脂(A)、フェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)で形成されたものである。
【0045】第1耐食被膜形成性樹脂組成物は上記の特定量でメラミン−ホルムアルデヒド樹脂(C)を含有することによって、下記の予想外の効果を発現する:本発明の耐食被膜は耐酸性に優れると共に、耐アルカリ性(耐塩基性)にも優れており、被膜形成性樹脂組成物の塗布に際してピンホールが殆ど発生せず、しかも、塗膜の架橋処理後にも柔軟性が温存される。
【0046】<第2耐食被膜形成性樹脂組成物>本発明に係る第2耐食被膜形成性樹脂組成物はこの種のグリシジルエーテル型エポキシ樹脂(A)を基本成分として、これにグリシジルエーテル型エポキシ樹脂(A)及びポリイミド樹脂(D)の合計100重量部に対して、エポキシ樹脂(D)が通常60〜80重量部、好ましくは68〜75重量部、更に好ましくは68〜72重量部の量比(割合)で共存することが好ましい。
【0047】本発明に係る第2耐食被膜形成性樹脂組成物は上記の特定量比でグリシジルエーテル型エポキシ樹脂(A)を含むことにより、下掲の様な各種の臨界的効果を発現することができる。
【0048】本発明に係る第2耐食被膜形成性樹脂組成物はその基本樹脂成分として上記グリシジルエーテル型エポキシ樹脂(A)と共に、ポリイミド樹脂(D)を含有しており、このポリイミド樹脂(D)は第2耐食被膜形成性樹脂組成物によって形成された塗膜の硬化に対して、架橋剤としてそれを支援する。即ち、この架橋剤(D)は格段に優れた硬化塗膜を形成させるという効果を発現する。
【0049】<<ポリイミド樹脂(D)>>本発明に係る第2耐食被膜形成性樹脂組成物中で架橋剤として作用するポリイミド樹脂(D)は好ましくは、芳香族ジアミンと芳香族ジカルボン酸アンハイドライド(酸無水物)とを反応させて形成されたポリアミン酸を重縮合させて得られる樹脂である。
【0050】本発明では、上記の種のポリイミド樹脂(D)は上記のポリアミン酸をも包含する。本発明で用いられるポリイミド樹脂(D)の好適製造原料の中でアミン側に属する芳香族ジアミンとしては、例えば下記のものを挙げることができる:フェニレンジアミン、ジアミノジフェニル、ビス(アミノフェニル)メタン及びビス(アミノフェニル)エーテル等から選ばれる1種以上であって。その中でも好ましいものはm-フェニレンジアミン、ビス(アミノフェニル)メタン及びビス(アミノフェニル)エーテルである。
【0051】本発明で用いられるポリイミド樹脂(D)の好適製造原料の中でカルボン酸側に属する芳香族ジカルボン酸アンハイドライド(無水物)としては、例えばトリメリット酸無水物及びピロメリット酸無水物を挙げることができる。これらは単一種類に限らず、両者の混合物としても用いられ得る。両者の中で実用上好ましいものはトリメリット酸無水物である。
【0052】本発明では、この様なポリイミド樹脂(D)の内で、下記の両成分で形成されたものを用いることが好ましい:・芳香族ジアミンとしてm-フェニレンジアミン、ビス(アミノフェニル)メタン及びビス(アミノフェニル)エーテルから選ばれる1種以上を用い、・芳香族ジカルボン酸アンハイドライドとしてトリメリット酸無水物を用い、両者を反応させることによって得られたポリイミド樹脂(D)を用いることが望ましい。
【0053】また、本発明で用いられる「ポリイミド樹脂(D)」は包括概念であって、単一ポリイミド樹脂(単一重合単位で形成された樹脂;D1)に加えて、ポリイミドアミド樹脂(D2)及び両者の各種比率における混合物(D3)をも包含する。
【0054】本発明に係る第2耐食被膜形成性樹脂組成物はその100重量部中に、この種のポリイミド樹脂(D)を通常20〜40重量部、好ましくは23〜38重量部、更に好ましくは27〜34重量部の量比で含有している。
【0055】本発明に係る第2耐食被膜形成性樹脂組成物は上記の量比でポリイミド樹脂(D)を含有することによって、下掲の各種効果を奏することができる:・塗膜の強度が向上することに加えて、その熱安定性が向上する。
【0056】本発明に係る第1耐食被膜形成性樹脂組成物及び第2耐食被膜形成性樹脂組成物(両者を一括して単に「耐食被膜形成性樹脂組成物」と称することがある)はそれぞれ、以上説明された必須の樹脂成分の他に、本発明の目的に反しない範囲で他の樹脂を含んでいても良い。この種の「他の樹脂」としては、例えば、ユリア樹脂等を挙げることができる。
【0057】この種の「他の樹脂」は通常、グリシジルエーテル型エポキシ樹脂(A)、フェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)の合計(A+B+C)100重量部に対して、通常5〜20重量部、好ましくは7〜16重量部の割合で用いられる。
【0058】また、本発明に係る耐食被膜形成性樹脂組成物は必要に応じて、下掲の様な硬化剤及び硬化促進剤、溶剤及び可塑剤等の粘度調整剤、乾燥促進剤及び界面活性剤等の少なくとも何れかを含んでいても良い:◆アミン系硬化剤について、・脂肪族ポリアミン系硬化剤例えば、ジエチレントリアミン、トリエチレンテトラミン、ジシアンジアミド及び有機ジカルボン酸ジヒドラジド例えば、マロン酸ジヒドラジド、コハク酸ジヒドラジド、グルタル酸ジヒドラジド、アジピン酸ジヒドラジド等から選ばれる1以上;
・芳香族アミン系硬化剤例えば、m-キシリレンジアミン、ジアミノジフェニルメタン、m-フェニレンジアミン及びジアミノジフェニルスルホン等から選ばれる1以上)等;
・脂環族アミン系硬化剤例えば、イソホロンジアミン及び1,3-ビス(アミノメチル)シクロヘキサン等から選ばれる1以上;及び◆酸無水物系硬化剤例えば、ドデセニルコハク酸無水物、ポリアゼライン酸無水物、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、メチルヘキサヒドロフタル酸無水物、メチルナジック酸無水物、トリメリット酸無水物、ベンゾフェノンテトラカルボン酸無水物及びヘット酸無水物から選ばれる1以上;
◆フェノールノボラック(ノボラック型フェノール−ホルムアルデヒド重合体)としては例えば、下掲のものを挙げることができる。この重合体の分子量は通常200〜1000程度である:フェノール単位の原料はフェノール類即ち、1個以上の水酸基が芳香核に結合した化合物であって、フェノール(石炭酸)、クレゾール類、キシレノール類、カテコール(カテキン)、レゾルシノール(レゾルシン)、ヒドロキノン(ハイドロキノン、ヒドロヒノン)等を挙げることができる。フェノール類の中でも実用性と得られる樹脂の性能のとの均衡で通常用いられるものはフェノール及びo-、p-クレゾール類である。
・ホルムアルデヒド単位の原料はその名の通りホルムアルデヒドである。ここで、ホルムアルデヒドはその三量体であるパラホルムアルデヒドを包含する。
【0059】レゾール型重合体を得るには、アルカリ性触媒が用いられる。上掲のアミン系硬化剤の使用量は耐食被膜形成性樹脂組成物を構成する各樹脂成分量の合計(A+B+C)100重量部に対して、通常20〜50重量部、好ましくは25〜40重量部の量比に選ばれる。
【0060】本発明の耐食被膜の効果を促進する手段としては、その成分に応じて紫外線照射、電子線照射、加熱等を挙げることができる。
<揮発分>本発明で「揮発分」と称される溶剤及び可塑剤等は耐食被膜形成性樹脂組成物から所望の樹脂濃度及び粘度のワニス又はクリアー等を調製する為に用いられるものであるから、濃度調整剤及び/又は粘度調整剤と称することもできる。
【0061】上記の粘度調整剤としては例えば、下掲のものを挙げることができる:◆芳香族系溶剤、具体的にはトルオール(トルエン)、キシロール(キシレン類)、ソルベントナフサ、ハイソルベンシイナフサ等、◆アルコール系溶剤:・脂肪族アルコール系溶剤、具体的にはメタノール、エタノール、ブタノール類、アミルアルコール(ペンタノール類)、オクタノール類(2-エチルヘキサノール)、ジアセトンアルコール、・脂環族アルコール類、具体的にはシクロヘキサノール及びメチルシクロヘキサノール等;・芳香族アルコール類、具体的にはベンジルアルコール及びメチルベンジルアルコール等;
◆エステル系溶剤:・脂肪族エステル系溶剤、具体的には酢酸メチル、酢酸エチル、酢酸アミル、酢酸オクチル及びプロピレングリコールメチルエーテルアセテート等;・脂環族エステル系溶剤、具体的には酢酸シクロヘキシル等;・芳香族エステル系溶剤、具体的には酢酸ベンジル;
◆ケトン系溶剤:・脂肪族ケトン系溶剤、具体的にはアセトン、メチルエチルケトン(MEK)、メチル-i-ブチルケトン(MIBK);・脂環族ケトン系溶剤、具体的にはシクロヘキサノン、メチルシクロヘキサノン;・芳香族ケトン系溶剤、具体的にはアセトフェノン、プロピオフェノン及びベンゾフェノン等;
◆エーテル系溶剤、具体的にはエチレングリコールモノメチルエーテル(エチルセロソルブ)、エチレングリコールモノエチルエーテル(エチルセロソルブ)、エチレングリコールモノブチルエーテル(ブチルセロソルブ)、ジオキサン等を例示することができる。上記の溶剤の種類及び使用量等はそれらの溶剤に対する樹脂成分の溶解性等並びに得られる耐食被覆形成性樹脂組成物の溶液(ワニス又はクリアー)に要求される溶存樹脂濃度に応じて及び/又は溶液粘度等に応じて適宜選択され得るものであって、単一溶剤の形態でも、それらの2種以上の組合せ溶剤の形態でも用いられ得る。
【0062】<耐蝕樹脂被膜の形成及びその方法>本発明に係る耐食樹脂被膜は、以上で説明された原料組成物即ち、本発明に係る第1耐食被膜形成性樹脂組成物又は第2耐食被膜形成性樹脂組成物を所望の被塗布体(基材)例えば、構造体の部材等であって、中でもその腐食が特に忌避される金属製被塗布体例えば、金属製部材に塗布、噴射(スプレー;吹付け)又は電着等の手段で被装されて被膜(塗膜)を形成し、これが硬化されて完成されるものである。この「硬化」は感覚的な表現であって、その実態は種々である。即ち、硬化の実態は例えば、化学反応による硬化、紫外線その他の高エネルギー線照射による硬化、電子線等の荷電粒子線照射による硬化等に分類され得るが、化学反応による硬化の中にも、重合反応、縮合反応、架橋反応等に伴う分子量増大及び/又は網目構造形成等が複雑に絡み合っているものと解されている。
【0063】塗膜の硬化は更に具体的には、先ず本発明に係る耐食被膜形成性樹脂組成物に、所望によって上の記硬化剤、硬化促進剤、粘度調整剤及び他の添加剤の中から選ばれる少なくとも何れかを加えて所期の粘度に調整されたワニス又はクリアーを任意の従来公知の被装方法(塗布方法)例えば、スプレーコート法、刷毛塗り法、浸漬法(ディッピング法)又は電着法(アニオン電着法及びカチオン電着法の何れか最適なもの)によって被塗布体に被装して塗膜を形成させる。
【0064】被塗布体としては例えば、金属製チューブ、金属製缶状容器等を選び、この内壁に塗布して塗膜を形成させる。塗膜形成時には、塗膜が所定厚さに達するまでに少なくとも2回以上に分けて段階的に塗料の塗布を行なうことが望ましい。通常、これら複数回の塗布操作では例えば、1回の塗布操作と、塗布後のワニス又はクリアー中の溶媒の揮散除去に加えて、樹脂成分間の架橋反応を行なわせる中間乾燥操作とが繰り返して行なわれることもある。
【0065】この種の中間乾燥は「焼付け」ではないことから、温度通常80〜100℃で乾燥時間通常20〜40sec行なえば殆どの場合には十分である。上記の様に繰返して段階的に行なわれる多段被装(繰返し被装)によって、被装に伴い易い、未硬化塗膜の垂れ下がり(サグ)防止及び塗膜中にピンホールの発生防止等を、塗膜のクラック発生を伴わずに効率的に実現することができる。
【0066】塗膜形成操作後には、塗膜の硬化(焼付け)操作が行なわれる。この硬化操作は、硬化温度通常230〜300℃で、硬化時間3〜10min行なえば通常の目的には十分である。
【0067】この様な操作によって形成される本発明の耐食樹脂被膜はその耐薬品性、中でも耐アルカリ性に加えて、耐酸性にも特に優れている。本発明に係る代表的塗装品である金属製押出チューブ及び金属性缶状容器では、その胴部内壁面に本発明の耐食樹脂被膜が硬化状態で形成されている。
【0068】<図面に基づく好適態様例の説明>ここで、本発明の好適態様例として金属製押出チューブ及び金属製缶状容器の好ましい1態様について添付図面を参照して説明する。
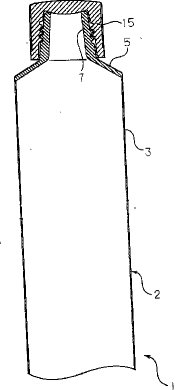
【0069】図1は本発明に係る金属製押出チューブ(容器)の好ましい1態様を示す模式的縦断面図である。同図に示されている様に、この押出チューブ1は金属製胴部3と該胴部3の一端に連続する肩部5及び口頚部7とを備えた金属製本体2及び胴部1の内壁面に形成された耐食樹脂被膜9を備え、高粘度液体又は粘稠物を収容する為に好適な容器である。
【0070】押出しチューブ1の口頚部7の外周には雄ネジが刻設され、この雄ネジは押出チューブ1に冠装されるキャップ15内壁の雌ネジと、着脱自在に係合する。この種の押出チューブ1の金属製本体2においては、その胴部3が塑性変形可能な材料及び壁厚からなっている。この様な胴部3を形成する材料としては、アルミニウム、アルミニウム合金、錫、錫合金及び鉛等から選ばれる金属塊を後方押出しによって薄層管状に塑性変形させて得られた薄膜管状体を例示できる。本好適態様では、この胴部3の一端に連続する肩部5及び口頚部7は、胴部3と同一の材料から形成されているが、本発明では肩部5及び口頚部7の材質は別段に限定されてはいない。
【0071】この様な胴部3の形成材料の内でも多くの用途においては、アルミニウム及びその合金類が好ましく、特に金属アルミニウムが多用されている。本好適態様の押出チューブ1における耐食樹脂被膜9は、通常上述の方法の何れかで形成され得るが、特には例えば、開放端から内部に挿入される棒状ノズルから胴部内側に向けてワニスまたはクリアーを噴霧するスプレーコート法によって形成され得る。
【0072】なお、耐食樹脂被膜9の厚さの選択手段としては、ワニス又はクリアーの濃度の選択、塗膜形成工程の繰返し被装回数等の選択等を挙げることができ、それらの組合せによって適宜に変更できる。従って例えば、厚肉の耐食樹脂被膜9を形成するには、重ね塗り(多段被装)を行なうか、高濃度のクリヤーを用いた被装によって或程度調整できる。一般的には、多段被装の方が被膜を大幅に厚くする手段としては優れているが、被装所要時間の点では高濃度被装に及ばない。尤も、高濃度被装は比較的に適用できる場合が限られ易い。
【0073】上記の様にして形成される耐食樹脂被膜9では、総括膜厚及び各層の層厚は特には限定されないが、総括膜厚通常3〜12μm、好ましくは5〜10μmに形成されれば通常の目的には十分である。
【0074】以上説明された耐食樹脂被膜9で被装された押出チューブ1では、その肩部5に続く口頚部7にキャップ15が冠装され、開放された他端から内容物が充填される。次に、開放端が折締められて、折締め部からの洩れ込みが遮断された本発明の押出チューブ1となる。
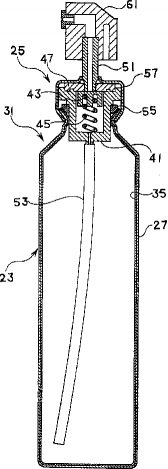
【0075】次に、本発明に係る金属製缶状容器の好適態様例について添付図面を参照しながら説明する。図2は本発明に係る金属製缶状容器の好適態様例に位置するエアゾール缶21の模式的縦断面図である。図2に示されている様に、このエアゾール缶21は基本的には金属製の缶状容器本体23とバルブアッセンブリ25とを備え、その内部に収容される溶液又は懸濁液等を同じくその内部に収容された高圧ガス又は液化ガス等の推進剤の圧力によって、バルブアッセンブリ25を介して器外へ噴霧する為の容器である。
【0076】上記の缶状容器本体23は、有底筒状の金属製胴部27と、該胴部の先端に連続する肩部31及び口頚部33とを有し、胴部27の内壁面には耐食樹脂被膜35が形成され、口頚部33にはバルブアッセンブリ25が取付けられている。
【0077】上記のバルブアッセンブリ25は、公知構成を有するものであって、バルブハウジング41と、該バルブハウジング41に収容され、かつ弁体43を上方に付勢するスプリング45と、バルブハウジング41を閉塞するステムラバー47と、該ステムラバー47を貫通し、その下端部が弁体43に当接するステム51とを備えている。このバルブハウジング41は、その下端にディップチューブ53を備え、かつその外周に装着されたパッキング55を介在させて口頚部33に挿入されている。前記のバルブアッセンブリ25は、この様な状態でバルブハウジング41及びステムラバー47を収容し、かつその底部がステム51に貫通されたキャップ状の金属製カバー57の下端を口頚部33の外側からかしめることで、固定されている。また、ステム51の上端にはスプレーヘッド61が取り付けられている。
【0078】この様なエアゾール缶の金属製の缶状容器本体23は通常、胴部27、肩部31及び口頚部33が、アルミニウム板、アルミニウム合金板、亜鉛メッキ鋼板及びスズメッキ鋼板等から選ばれる塑性加工容易な金属板で一体的に形成されている。
【0079】本発明の好適態様に位置するエアゾール缶21では、耐食樹脂被膜35は通常、上述の方法の何れか、特に例えば、缶の口頚部33から内部に挿入される棒状のスプレーヘッドに穿設された噴射ノズルから胴部内壁面に向けてワニス又はクリアーを噴霧するスプレーコート法によって形成できる。なお、耐食樹脂被膜35の平均厚さはワニス又はクリアーの濃度の選択、塗膜形成工程(多段被装工程)の繰返し回数(段数)等の選択によって適宜変更できる。従って例えば、厚肉の耐食樹脂被膜35を形成させるには、重ね塗りを行なうか又は高濃度のワニス又はクリヤーを用いれば、多くの場合に実現できる。
【0080】とはいえ、高濃度のワニス又はクリヤーは往々にして操作性に比較的狭い限界を伴い易い。従って、大幅に厚肉の被装を形成させる場合には多段被装工程による方が一般には優れている。
【0081】この様にして形成される耐食樹脂被膜35の総括膜厚及び構成各層の層厚(個別層厚)は別段に限定されないが、総括膜厚は平均値で通常3〜20μm、好ましくは5〜15μmに形成されれば、通常の目的には十分である。
【0082】エアゾール缶を作成するには、金属製缶状容器本体23の内壁面に、上述の耐食樹脂被膜35を形成させ、容器本体23の口頚部33に上述のバルブアッセンブリ25を固定し、次に容器内へ内容物となる液体薬品、化粧料、整髪料、染髪剤(ヘアダイ)、食品、塗料又は接着剤等の少なくとも何れか並びに内容液の推進剤として高圧ガス又は液化ガス等を注入する。
【0083】
【発明の効果】以上説明されている様に、本発明に係る耐食樹脂被膜は本発明に係る耐食被膜形成性樹脂組成物及び実用的要請に応じて添加される揮発分で形成され、下掲の各種の効果を発現し得る:(i)優れた耐薬品性、特に耐酸性に留まらず、耐アルカリ性(耐塩基性)にも優れた耐食樹脂被膜を形成することができる;
(ii)その塗膜が淡褐色を呈することの寄与で、塗布済か否かが明らかに目視判定可能である点が工程管理にも有利であるという付帯効果も有している。
【0084】前2項に加えて、本発明に係る第1耐食被膜形成性樹脂組成物及び第2耐食被膜形成性樹脂組成物からなる耐食性樹脂被膜付き金属製押出チューブ又は金属製缶状容器は下掲の各種用途に用いられ得る:(iii)強酸性(pH2〜4)の内容物を収容した場合であっても、安定して長期間保存可能な金属製押出チューブ及び金属製容器を提供し得る。
(iv)前項で提供される金属製押出しチューブ及び金属製缶状容器は特に染髪剤(ヘアダイ)等の強酸性液体の収容において、従来品の追随を許さない優れた耐久性及び内容物の保存性(内容物を変質させない能力)を発揮する。
【0085】上記優越効果の原因は上記耐食樹脂被膜がそれらの胴部内壁面に形成されている点に求められる。
【0086】
【実施例】以下に本発明を実施例に基づいて更に具体的に説明するが、本発明は下掲の実施例によって何等限定解釈されるものではない。
(1)本発明の効果を測定及び評価するには下掲の方法及び基準を用いた:(1-1)耐薬品性◆耐アルカリ性試験:濃度25重量%のアンモニア水溶液(pH12〜13)中に浸漬(25℃;4週間)◆耐メントール試験:試験片をメントール中に浸漬(50℃;4週間)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
◆耐ハロゲン化合物性試験:ヨウ素・ヨウ化カリウム水溶液中に浸漬(50℃;4週間)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
◆耐酸性試験:硫酸銅水溶液中に浸漬(25℃;10min)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
(1-2)耐染毛剤試験:・1剤(pH約11)中に浸漬(50℃;30日間)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
・2剤(pH約3.5)中に浸漬(50℃;30日間)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
(1-3)耐酸化性気体性:気体状過酸化水素中に曝露(50℃;30日間)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
(2)耐食性樹脂被膜特性(2-1)樹脂被膜厚さ:[測定装置]ストランドゲージ[商品名:ストランドゲージ(ストランドゲージエレクトロニクス社製)]
[測定操作]装置の測定端子間に試料片を装着し、測定された電気伝導度を電気特性電流に変換して表示された値で樹脂被膜厚さを測定した:[試料片]長さ150mm×幅75mm×厚さ0.11mm;
[調整条件]温度27℃×湿度65%RH×1h;
[測定条件]温度25℃×湿度60%RH×時間2h;測定回数6回;その相加平均値を測定値とする;
(2-2)ピンホール度(厚さ10±2μm基準)試料の金属製チューブ(内壁面に被膜済み)にキャップを冠装し、この内部に高電導性の水溶液を充した後に、この金属製チューブの外面に電極を付設すると共に水溶液中にも電極を浸漬して、導通する電流値(mA)を下記の条件で測定した。この測定値はピンホールの個数自体ではなく、それと正の相関を示す導通電流値である。とはいえ、ピンホール存在率0と言える状況でも、この測定法によれば、僅かな導通電流値が観測されることを予め考慮することを要する。また、ピンホール度は被膜の厚さとは逆相関を示すことから、測定値が膜厚10±2μm基準で定義されていることにも留意すべきである。:[測定条件]
印加電圧:DC6V;水溶液:5%NaCl+1%CuSO4+0.05%CH3COOHの混合液。
(2-3)樹脂被膜強度(層間接着力)
(2-3-1)碁盤目試験樹脂被膜の面を扁平化してカッターで縦線及び横線各11本を1mm間隔で切り込むことによって、1mm×1mm目の碁盤目を作成する。この100区画の碁盤目の上に粘着テープ(セロファンテープ使用)を貼付けた後に、粘着テープを急激に引き剥がした際に生じた剥がれ箇所(剥がれ区画)の個数及び分布を測定する。
(2-3-2)クラッシャー試験被膜付きチューブを縦方向に圧縮した後に引き伸ばして、塗膜に亀裂、割れ及び剥離の有無を測定する。
(2-3-3)摩耗試験樹脂被膜表面を扁平化した後に、樹脂被膜の膜の表面をトルエン等の溶剤が含浸されたガーゼで摩擦して塗膜の状況を観察する。
(3)上記の試験結果の評価内容の説明:E:使用上全く問題無し;
G:充分に使用に耐える;
M:辛くも使える;
B:全く使用不能。
◆碁盤目試験(クロスカット試験):合格:100区画の細分正方形中の剥離された細分正方形が5個以下;
◆クラッシャー試験:合格:塗膜に亀裂、割れ及び剥離の個所及び程度は何れも皆無(何等の変化も認められない)又は目視によっては殆ど感知できない程に僅かな変化がある場合;
摩耗試験:合格:塗膜の変化を目視判定した結果、何等の変化を認めない場合。
【0087】
【実施例1】本発明における第1耐蝕樹脂被覆形成性組成物(略称「第1被覆剤」)の樹脂成分(R-11)として、グリシジルエーテル型エポキシ樹脂(A)[略称「EPX」;エポキシ価165g/eq;粘度:20ps(25℃);ビスフェノール成分:F型]70重量%及びフェノール−ホルムアルデヒド重合体(B)[略称:PhOHP;ノボラック型]30重量%で構成された樹脂成分(R-11)34重量%に対して、揮発分(V-11)[プロピレングリコールモノメチルエーテルアセテート7重量%、1-ブタノール13重量%、トルエン(トルオール)18重量%及びシンナー(商品名)28重量%からなる混合溶剤]66重量%を混合して、本発明における第1耐蝕樹脂被覆剤(略称「第1被覆剤」)(T-11)を得た。
【0088】本発明における第2耐蝕樹脂被覆形成性組成物(略称「第2被覆剤」)の樹脂成分(R-21)として、グリシジルエーテル型エポキシ樹脂(A)[略称:EPX;エポキシ価165g/eq;粘度:20ps(25℃);ビスフェノール成分:F型]73重量部及び変性アミノレジン(変性アミノプラスト;略称:変性AMNPLT)として尿素−ホルムアルデヒド重合体(B)(略称:URP)27重量%で構成された樹脂成分(R-21)30重量%に対して、揮発分(V-21)[プロピレングリコールモノメチルエーテルアセテート8重量%、ジアセトンアルコール10重量%、1-ブタノール14重量%、トルエン(トルオール)18重量%及び石油系溶剤(商品名:ソルベッソ100)20重量%からなる混合溶剤]70重量%を混合して、本発明における第2耐蝕樹脂被覆剤(T-21)を得た。
【0089】得られた第1被覆剤(T-11)と第2被覆剤(T-21)とを両者のそれぞれに含有される樹脂成分(R-11)及び(Rー21)の重量基準で前者/後者=1/9に配合して、本発明の耐蝕樹脂被覆剤(Z-1)を調製した。
【0090】押出容器用のアルミニウム製チューブの内壁面に対して、先端域に噴射ノズル付きの棒状スプレーヘッドから上記の被覆剤(Z-1)を噴射しながら噴霧塗装した。
【0091】得られた噴霧塗装体において、その内壁を覆う塗膜の各性状は下掲の通りである。なお、各試験の結果として列記される3個のデータはそれぞれ、耐食性樹脂被膜の密着性;クロスカットクラッシャー試験結果;金属製容器自体の耐食性試験結果を示す。何れの結果も使用上全く問題無い又は充分使用できるに格付けられた。その結果を表1に示す:(1-1)耐薬品性試験:・アンモニア水(濃度25wt%;pH12〜13;室温×4週間) E/E/E・メントール(50℃×4週間) E/E/E・ヨウ素・ヨウ化カリウム水溶液(強酸性;50℃×4週間) G/E/G・硫酸銅水溶液(室温;10min) E/E/E(1-2)耐染毛剤性試験:・第1剤(pH約1;50℃×30日) E/E/E・第2剤(pH約3.5;50℃×30日) E/E/E・耐酸化性気体性 過酸化水素ガス中(金属製容器対象;50℃×30日) E/E/E(2-1)樹脂被膜厚さ10±2μm、(2-2)ピンホール度(厚さ10±2μm基準)100mA、(2-3)樹脂被膜強度(層間接着力):1.30kgf/cm2(2-3-1)碁盤目試験(クロスカット試験):合格、(2-3-2)クラッシャー試験:合格、(2-3-3)摩耗試験:合格。
【0092】
【実施例2】実施例1において調製された第1被覆剤(T-12)と第2被覆剤(T-22)とを両者のそれぞれに含有される樹脂成分(R-12)と(Rー22)とをの重量基準で前者/後者=2/8に配合して、本発明の耐蝕樹脂被覆剤(Z-2)を調製した。
【0093】実施例1におけると同一寸法のアルミニウム製チューブの内壁面に上記の被覆剤(Z-2)を噴霧塗装した。得られた噴霧塗装体において、その内壁を覆う塗膜の各性状は下掲の通りであって、何れも極めて優秀に格付けられた。その結果を表1に示す:(1-1)耐薬品性試験:・アンモニア水(濃度25wt%;pH12〜13;室温×4週間) E/E/E・メントール(50℃×4週間を3回) 秀(3回共) E/E/E・ヨウ素・ヨウ化カリウム水溶液(強酸性;50℃×4週間) G/E/G・硫酸銅水溶液(室温;10min) E/E/E(1-2)耐染毛剤性試験:・第1剤(pH約1;50℃×30日) E/E/E・第2剤(pH約3.5;50℃×30日) E/E/E・耐酸化性気体性 過酸化水素気体中(金属製容器対象;50℃×30日) E/E/E(2-1)樹脂被膜厚さ10±2μm、(2-2)ピンホール度(厚さ10±2μm基準)110mA、(2-3)樹脂被膜強度(層間接着力):1.25kgf/cm2(2-3-1)碁盤目試験:合格、(2-3-2)クラッシャー試験:合格(2-3-3)摩耗試験:合格。
【0094】
【実施例3】実施例1において調製された第1被覆剤(T-13)と第2被覆剤(T-23)とを両者のそれぞれに含有される樹脂成分(R-13)及び(Rー23)の重量基準で前者/後者=3/7に配合して、本発明の耐蝕樹脂被覆剤(Z-3)を調製した。
【0095】実施例1におけると同一寸法のアルミニウム製チューブの内壁面に上記の被覆剤(Z-3)を噴霧塗装した。得られた噴霧塗装体において、その内壁を覆う塗膜の各性状は下掲の通りであって、何れも極めて優秀に格付けられた。その結果を表1に示す:(1-1)耐薬品性試験:・アンモニア水(濃度25wt%;pH12〜13;室温×4週間) E/G/G・メントール(50℃×4週間) E/E/E・ヨウ素・ヨウ化カリウム水溶液(強酸性;50℃×4週間) G/E/G・硫酸銅水溶液(室温;10min) E/E/E(1-2)耐染毛剤性試験:・第1剤(pH約1;50℃×30日) E/E/E・第2剤(pH約3.5;50℃×30日) E/E/E・耐酸化性気体性 過酸化水素気体中(金属製容器対象;50℃×30日) E/E/E(2-1)樹脂被膜厚さ10±2μm、(2-2)ピンホール度(厚さ10±2μm基準)130mA、(2-3)樹脂被膜強度(層間接着力):1.20kgf/cm2(2-3-1)碁盤目試験:合格、(2-3-2)クラッシャー試験:合格。
(2-3-3)摩耗試験:合格。
【0096】
【実施例4】実施例1において調製された第1被覆剤(T-14)と第2被覆剤(T-24)とを両者のそれぞれに含有される樹脂成分(R-14)及び(Rー24)の重量基準で前者/後者=4/6に配合して、本発明の耐蝕樹脂被覆剤(Z-4)を調製した。
【0097】実施例1におけると同一寸法のアルミニウム製チューブの内壁面に上記の被覆剤(Z-4)を噴霧塗装した。得られた噴霧塗装体の内壁を覆う塗膜の各性状は下掲の通りであって、何れも極めて優秀に格付けられた。その結果を表1に示す:(1-1)耐薬品性試験:・アンモニア水(濃度25wt%;pH12〜13;室温×4週間) G/G/E・メントール(50℃×4週間) E/G/E・ヨウ素・ヨウ化カリウム水溶液(強酸性;50℃×4週間) E/G/G・硫酸銅水溶液(室温;10min) E/E/E(1-2)耐染毛剤性試験:・第1剤(pH約1;50℃×30日) G/G/E・第2剤(pH約3.5;50℃×30日) G/G/E・耐酸化性気体性 過酸化水素気体中(金属製容器対象;50℃×30日) G/G/G(2-1)樹脂被膜厚さ10±2μm、(2-2)ピンホール度(厚さ10±2μm基準)160mA、(2-3)樹脂被膜強度(層間接着力):1.15kgf/cm2(2-3-1)碁盤目試験:合格、(2-3-2)クラッシャー試験:合格、(2-3-3)摩耗試験:合格。
【0098】
【実施例5】実施例1において調製された第1被覆剤(T-15)と第2被覆剤(T-25)とを両者のそれぞれに含有される樹脂成分(R-15)及び(Rー25)の重量基準で前者/後者=5/5に配合して、本発明の耐蝕樹脂被覆剤(Z-5)を調製した。
【0099】実施例1におけると同一寸法のアルミニウム製チューブの内壁面に上記の被覆剤(Z-5)を噴霧塗装した。得られた噴霧塗装体の内壁を覆う塗膜の各性状は下掲の通りであった。その結果を表1に示す:(1-1)耐薬品性試験:・アンモニア水(濃度25wt%;pH12〜13;室温×4週間) M/G/E・メントール(50℃×4週間) E/G/E・ヨウ素・ヨウ化カリウム水溶液(強酸性;50℃×4週間) E/G/M・硫酸銅水溶液(室温;10min) E/E/E(1-2)耐染毛剤性試験:・第1剤(pH約1;50℃×30日) G/G/G・第2剤(pH約3.5;50℃×30日) G/E/G・耐酸化性気体性 過酸化水素気体中(金属製容器対象;50℃×30日) G/E/G(2-1)樹脂被膜厚さ10±2μm、(2-2)ピンホール度(厚さ10±2μm基準)160mA、(2-3)樹脂被膜強度(層間接着力):1.15kgf/cm2(2-3-1)碁盤目試験:合格、(3-1-2)クラッシャー試験:合格。
(3-1-3)摩耗試験:合格。
【0100】
【表1】

【図面の簡単な説明】
【図1】図1は本発明に係る金属製押出チューブの好適態様例を示す模式的縦断面図である。
【図2】図2は本発明に係る金属製缶状容器の好適態様例を示す模式的縦断面図である。
【符号の説明】
1 金属製押出チューブ
2 金属製本体部
3 金属製本体の胴部
9 金属製本体内壁面の耐食樹脂被膜
21 金属製エアゾール缶
23 金属製押出しチューブ本体又は金属製缶本体部
27 金属製本体の胴部
33 金属製本体の口頸部
35 耐食樹脂被膜
【0001】
【発明の属する技術分野】本発明は耐薬品性の中でも、耐酸性(通常、pH2〜4)に優れることに加えて、耐アルカリ性(通常、pH9〜12)にも優れた耐食樹脂被膜を形成できる耐食被膜形成性樹脂組成物、この組成物から形成された耐食樹脂被膜、その耐食樹脂被膜付き金属製チューブ及び金属製缶状容器に関する。詳しくは本発明は該耐食樹脂被膜が本体部内壁面に形成された塑性変形容易な金属製チューブ及び金属製缶状容器に関する。
【0002】
【従来の技術】従来より、胴部を押圧して塑性変形させることによって内容物を外に押出す様に形成された金属製押出チューブ、例えばアルミニウム製の押出チューブがペースト状物例えば、練り歯磨、化粧用クリーム、髭剃り後クリーム、脱毛クリーム、軟膏等の清潔保持用品、美容用品、理容用品、薬品、調味料及び香辛料等の食品、接着剤又は靴クリーム等を充填する為に多用されている。
【0003】金属製押出チューブは通常、塑性変形容易な金属製胴部と、この胴部の一端が連続的に肩部及び頸部に終わる金属製本体部を備えている。この金属製押出チューブの胴部における他端は折締め等で閉塞されて尾端を形成しており、口頸部はキャップによって開放自在に閉塞されている。
【0004】この様な金属製押出チューブでは、胴部を形成する金属が内容物を変質させない様な施策に加えて、内容物が金属製胴部を腐食させない様な施策が強く望まれている。
【0005】従来より、この様な金属製押出チューブとして、口頸部が位置する端部と反対側の端部が開放された状態の金属製本体部(外筒部)内部に、それと略相補形のチューブ型樹脂製内筒を挿入し、樹脂製内筒の開放端部から内容物を充填し、次いで金属製外筒を介して加圧・加熱して内筒の開放端をヒートシール又は折締めによってシールした押出チューブ、所謂二重チューブ型押出チューブ(略称「二重チューブ」)が既に実用化されている。
【0006】しかし、この二重チューブ型の金属製押出チューブを作成するには、金属製外筒部に加えて樹脂製内筒部が必要であること、多数の製造工程を要すること、金属製外筒部と樹脂製内筒部との位置合わせ及び寸法公差の差異調整が困難なこと等の種々の改善すべき点を残していることから、製造コストの増大が避け難いという問題があった。それに加えて、この種の二重チューブは使用後の廃棄に際しても、樹脂部分と金属部分とに分離する予備作業を要する点で、作業効率に欠けるという不利な面も残している。
【0007】しかも、この種の二重チューブ(複合押出チューブ)では、内部に装着される樹脂製内筒部がその厚さ及び弾性によって元の形状に復帰しようとすることから、内容物の完全排出困難に加えて、外気引込み防止も困難であった。
【0008】また、金属製胴部内面に、樹脂成分として熱硬化性樹脂が含まれた耐食被膜形成性樹脂組成物をスプレーコーティング等で塗布(被装)し、得られた塗膜を加熱硬化させた熱硬化性耐食樹脂被膜で被装された金属製チューブが既に知られている。この耐食樹脂被膜で被装された金属製チューブは上述の二重チューブ型押出チューブと比較して、その構造及び製造が比較的簡単で低コストで済むという利点がある。その理由は別途作成の樹脂製内筒部を要しないことに求められる。
【0009】従来より、この様な耐食樹脂被膜を形成する耐食被膜形成性樹脂組成物としては例えば、エポキシ樹脂を基材として、それに同樹脂の架橋剤として作用するユリア(尿素)樹脂及びメラミン樹脂等のアミノ樹脂(アミノプラスト)、フェノール樹脂、ポリアミド樹脂、ポリアミドイミド樹脂及びポリイミド樹脂の何れか1種以上が添加された樹脂組成物が知られている。
【0010】しかしながら、従来のエポキシ樹脂/アミノ樹脂組成物又はエポキシ樹脂/フェノール樹脂組成物を用いて形成された耐食樹脂被膜は充分な耐アルカリ性を備えているものの、耐酸性に乏しいことから、酸性の内容物が充填された場合には、この被膜が酸性の内容物と反応して水素を発生しながら劣化する外に、発生する水素に起因してピンホールを生じ易いという欠点が伴った。
【0011】例えば、2剤型酸化染毛剤(ヘアダイ)は酸化によって発色する酸化染料を含むクリーム状の第1剤と、酸化剤を含むクリーム状の第2剤とで構成されることが多く、これらは使用直前に適宜混合して用いられる。
【0012】処が、この種の染毛剤の第1剤及び第2剤を各々別々に金属製チューブに収容しようとする場合に、pH約2〜4の酸性を示す第2剤用のチューブとして従来の樹脂被膜が本体胴部内壁に被装された金属製チューブを用いたのでは、上述の反応による被膜の劣化、それに伴う金属製胴部の腐食及び内容物の変質等が発生する結果、内容物を長期間保存することがで殆どきなかった。
【0013】従って、第2剤用チューブとしては、二重チューブ型押出チューブを使用する外無いのが現状である。また、金属製押出チューブ以外にも、金属製胴部を備えた金属製容器、例えば缶詰用の缶、エアゾール缶等に類する金属缶類が種々の食品、薬品、化粧品及び理容品等の収容に用いられている。この種の金属製缶状容器においても、胴部を構成する金属が内容物を劣化させたり又は内容物が金属製胴部を腐食させたりしない様な施策が望まれている。
【0014】その結果、耐薬品性、特に耐酸性に加えて耐アルカリ性にも優れた耐食樹脂被膜を形成できる耐食樹脂被膜形成性樹脂塑性物の開発に対する要請が高まって来ている。
【0015】
【発明が解決しようとする課題】本発明の目的は以上で説明された従来技術に伴う問題点を解決することにあり、耐薬品性、特に耐酸性に加えて耐アルカリ性にも優れた耐食樹脂被膜を形成できる耐食被膜形成性樹脂組成物及びこの耐食被膜形成性組成物の被装によって形成される耐食樹脂被膜並びにこの耐食樹脂被膜で被装された金属製容器類を提供することにある。
【0016】また、他の観点から言えば、本発明は前記耐食樹脂被膜で胴部内面が被装され、酸性又はアルカリ性の内容物を収容した場合でも、内容物を安定して長期間保存可能な金属製押出チューブ及び金属製缶状容器を提供することを目的としている。
【0017】
【課題を解決するための手段】本発明に係る耐食被膜形成性樹脂組成物はグリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これにフェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド重合体(C)の組合せで形成された第1耐食被膜形成性樹脂成分が添加されていることを特徴とするものである。
【0018】本発明に係る第2耐食被膜形成性樹脂組成物はグリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これにポリイミド樹脂(D)が添加されていることを特徴とするものである。
【0019】本発明に係る第1耐食被膜形成性樹脂組成物及び第2耐食被膜形成性樹脂組成物の何れにおいても、前記エポキシ樹脂(A)が二官能性のビスフェノールF型エポキシ樹脂であることが望ましい。
【0020】本発明に係る第1耐食被膜形成性樹脂組成物では、少なくとも前記グリシジルエーテル型エポキシ樹脂(A)が60〜80重量部、前記フェノール−ホルムアルデヒド重合体(B)が2〜15重量部及び前記メラミン−ホルムアルデヒド樹脂(C)が18〜30重量部(A+B+C=100重量部とする)の割合でそれぞれ含まれていることが望ましい。
【0021】また、本発明に係る第2耐食被膜形成性樹脂組成物では、前記グリシジルエーテル型エポキシ樹脂(A)が60〜80重量部及び前記ポリイミド樹脂(D)が20〜40重量部(A+D=100重量部とする)の割合でそれぞれ含まれていることが望ましい。
【0022】本発明に係る耐食樹脂被膜は前記第1耐食被膜形成性樹脂組成物と第2耐食被膜形成性樹脂組成物とから形成される組成物を被装することによって形成された塗膜を硬化させて形成されるものであることを特徴とする。
【0023】本発明の耐食性樹脂被膜付き金属製押出チューブは塑性変形容易な金属で製作された前記の金属製チューブ本体と、該金属製チューブ本体の胴部内壁面に形成された前記耐食樹脂被膜とを備えていることを特徴とする。
【0024】本発明の耐食性樹脂被膜付き金属製缶状容器は塑性変形容易な金属で製作された前記の金属製容器缶状本体と、該金属製缶状容器本体の内壁面に形成された前記耐食樹脂被膜とを備えていることを特徴とする。
【0025】
【発明の実施の形態】本発明に係る耐食被膜形成性樹脂組成物はグリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これにフェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド重合体(C)の組合せ成分又はポリイミド樹脂(D)が添加されていることを特徴とするものである。
【0026】本発明に係る第1耐食被膜形成性樹脂組成物はその樹脂内訳として、グリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これにフェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)が共存するものである。
【0027】また、本発明に係る第2耐食被膜形成性樹脂組成物はその樹脂内訳として、グリシジルエーテル型エポキシ樹脂(A)を基本成分として、これにポリイミド樹脂(D)が共存するものである。
【0028】本発明に係る第1耐食被膜形成性樹脂組成物及び第2耐食被膜形成性樹脂組成物の何れにも樹脂成分として含有されるグリシジルエーテル型エポキシ樹脂(A)は金属製チューブ又は金属製缶状容器の内壁面に耐食樹脂被膜を形成させる目的で従来より用いられているエポキシ樹脂の何れであっても良く、被装(塗布等)の際に要求される樹脂組成物の性状、形成すべき耐食樹脂被膜に要求される物性等を考慮して適宜選択して用いることができる。
【0029】この種のグリシジルエーテル型エポキシ樹脂(A)を形成するエポキシ樹脂部分として具体的には、ビスフェノールA型、ビスフェノールF型、水添ビスフェノールA型、臭素化ビスフェノールA型、ビスフェノールS型、ビスフェノールA/F型、1,1-ビス(4-ヒロドキシフェニル)エタン型(ビスフェノールAD型)、1,1-ビス(4-ヒロドキシフェニル)-1-フェニルメタン型(ビスフェノールBA型)、1,1-ビス(4-ヒロドキシフェニル)-1-フェニルエタン型(ビスフェノールAP型)、ジオキシビフェニル型(例えば、p,p'-ジオキシビフェニル型)、ジオキシナフタレン型又はジオキシフルオレン型及びテトラプロモビスフェノールA型等を例示することができる。これらエポキシ樹脂は単独で用いられても、2種以上の組合せで用いられてもよい。
【0030】これらのエポキシ樹脂の内でも好ましいものはビスフェノールF型のグリシジルエーテル型エポキシ樹脂(A1)である。その根拠は前記エポキシ樹脂(A1)を用いて形成された耐食樹脂被膜からは、近年話題となっている内分泌撹乱関係物質の溶出可能性が全く無いという観点に求められる。
【0031】また、本発明で用いられるグリシジルエーテル型エポキシ樹脂(A)は固形であっても液状であってもよいが、取扱い易さ及び工程管理等の観点から、温度25℃における粘度通常100〜5000cps、好ましくは100〜2000cpsの液状エポキシ樹脂であることが望ましい。
【0032】グリシジルエーテル型エポキシ樹脂(A)は通常、二官能性(ジグリシジルエーテル)エポキシ樹脂又は多官能性(ポリグリシジルエーテル)エポキシ樹脂の何れであってもよいが、二官能性であることが望ましい。その根拠は下記に求められる。即ち、ポリグリシジルエーテル型エポキシ樹脂を用いた場合には、グリシジルエーテル基間の結合による結合形成反応が進み過ぎて三次元網目構造を往々に生ずる結果、不溶不融物等の利用困難な重合体に到る。
【0033】さらに、グリシジルエーテル型エポキシ樹脂(A)はそのエポキシ当量(g/エポキシ基数)に特に限定を受ける訳ではないが、液状体の場合には、エポキシ当量通常150〜450、好ましくは165〜390のものであることが望ましい。
【0034】<第1耐食被膜形成性樹脂組成物>本発明に係る第1耐食被膜形成性樹脂組成物は上掲のグリシジルエーテル型エポキシ樹脂(A)、グリシジルエーテル型エポキシ樹脂(A)、フェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)の合計100重量部中にこのグリシジルエーテル型エポキシ樹脂(A)を通常60〜80重量部、好ましくは65〜75重量部、更に好ましくは68〜72重量部の量で含んでいる。
【0035】本発明に係る第1耐食被膜形成性樹脂組成物には、その樹脂成分として上記グリシジルエーテル型エポキシ樹脂(A)と共に、フェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)が含まれており、これらの(B)及び(C)はこの第1耐食被膜形成性樹脂組成物から形成された塗膜が硬化する際に架橋剤として作用する。即ち、これらの作用によって、格段に優れた硬化塗膜が形成されることになる。
【0036】本発明に係る第1耐食被膜形成性組成物中で架橋剤として作用するフェノール−ホルムアルデヒド重合体(B)としては、フェノール類とホルムアルデヒド類(パラホルムアルデヒドをも包含)とを酸触媒の存在下に縮合させて得られたノボラック型フェノール−ホルムアルデヒド重合体(処方次第ではアルコール可溶性)、フェノール類とホルムアルデヒド類(パラホルムアルデヒドをも包含)とをアルカリ触媒の存在下に縮合させたレゾール型フェノール−ホルムアルデヒド重合体(熱硬化性ではあるが液状)、フェノール類とホルムアルデヒド類(パラホルムアルデヒドをも包含)とを液状樹脂又は油の存在下に縮合させた油溶性改質フェノール樹脂等を例示できる。これらのフェノール−ホルムアルデヒド重合体(B)は単独でも、2種以上の組合わせで用いられてもよい。
【0037】本発明における「フェノール−ホルムアルデヒド重合体」を構成するフェノール類は狭義の「フェノール」に留まらず、そのアルキル1個以上の置換体である「アルキルフェノール類」及びヒドロキシ基(オキシ基)を2個以上含有する「多価フェノール類」、「ポリオキシフェノール類」に加えて、アルキル基及び2個以上のオキシ基を併有する「アルキルポリオキシフェノール類」であっても良い。
【0038】この種の化合物は例えば、下掲のものである:o-クレゾール、p-クレゾール及びm-クレゾール;1,2,3-キシレノール、1,2,4-キシレノール及び1,3,5-キシレノール;o-エチルフェノール、p-エチルフェノール及びm-エチルフェノール;カテコール(1,2-ジオキシベンゼン)、レゾルシノール(1,3-ジオキシベンゼン;レゾルシン)及びヒドロキノン(1,4-ジオキシベンゼン;ハイドロキノン)等。
【0039】本発明では、この種のフェノール−ホルムアルデヒド重合体(B)の内で、下掲のものを用いることが好ましい。その根拠及び好ましい重合体(B)も下記に例示されている:好ましいと評価される根拠はグリシジルエーテル型エポキシ樹脂(A)に配合(混合)して得られる液状物の粘度が適度の値であることが望まれるという需要に応える為には、レゾール型フェノール−ホルムアルデヒド重合体(B)が望ましいことに求められる。
【0040】本発明に係る第1耐食被膜形成性樹脂組成物はこの種のフェノール−ホルムアルデヒド重合体(B)を、グリシジルエーテル型エポキシ樹脂(A)、フェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)の合計100重量部中、通常2〜15重量部、好ましくは2〜10重量部、更に好ましくは3〜9重量部の量比で含有するものである。
【0041】上記の特定量比でフェノール−ホルムアルデヒド重合体(B)が含有されることによって、初めて本発明が期待する下掲の特段の効果が発現する:アルミニウム等から形成された金属チューブ表面に対する塗膜の接着強度(剥離強度基準)、塗膜自体及びそれと基材金属表面との間の対する性(耐水剥離強度)並びに塗膜自体の機械的強度及び電気絶縁性の何れにも優れる。
【0042】本発明に係る第1耐食被膜形成性樹脂組成物中で架橋剤として作用するメラミン−ホルムアルデヒド樹脂(C)はメラミンとホルムアルデヒド類(パラホルムアルデヒドをも包含)との反応によって生じるメチロールメラミンを重縮合させて得られ、メラミンの分子鎖上のアミノ基がホルムアルデヒド類に由来するメチレン基を介して相互に結合した重合体であり、メラミン単位が3個のアミノ基を有することから、硬化時には空間網目構造(三次元網目構造)を有している。
【0043】本発明では、このようなメラミン−ホルムアルデヒド樹脂(C)はメチロールメラミン又はエーテル化メチロールメラミンをも包含する。更に、「メラミン−ホルムアルデヒド樹脂」とは、広義には「グアナミン樹脂」をも包含する概念であることが樹脂に関する書籍に示されている。
【0044】また、本発明の第1耐食被膜形成性樹脂組成物の成分として用いられるメラミン−ホルムアルデヒド樹脂(C)は下記の優れた性状を発現する。即ち、本発明に係る第1耐食被膜形成性樹脂組成物中のメラミン−ホルムアルデヒド樹脂(グアナミン樹脂を包含;C)の含有量は前者100重量部に対して、後者通常18〜30重量部、好ましくは20〜30重量部、更に好ましくは21〜27重量部の量に選ばれれば、本発明の目的達成に通常は十分である。ここで、前記の第1耐食被膜形成性樹脂組成物はグリシジルエーテル型エポキシ樹脂(A)、フェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)で形成されたものである。
【0045】第1耐食被膜形成性樹脂組成物は上記の特定量でメラミン−ホルムアルデヒド樹脂(C)を含有することによって、下記の予想外の効果を発現する:本発明の耐食被膜は耐酸性に優れると共に、耐アルカリ性(耐塩基性)にも優れており、被膜形成性樹脂組成物の塗布に際してピンホールが殆ど発生せず、しかも、塗膜の架橋処理後にも柔軟性が温存される。
【0046】<第2耐食被膜形成性樹脂組成物>本発明に係る第2耐食被膜形成性樹脂組成物はこの種のグリシジルエーテル型エポキシ樹脂(A)を基本成分として、これにグリシジルエーテル型エポキシ樹脂(A)及びポリイミド樹脂(D)の合計100重量部に対して、エポキシ樹脂(D)が通常60〜80重量部、好ましくは68〜75重量部、更に好ましくは68〜72重量部の量比(割合)で共存することが好ましい。
【0047】本発明に係る第2耐食被膜形成性樹脂組成物は上記の特定量比でグリシジルエーテル型エポキシ樹脂(A)を含むことにより、下掲の様な各種の臨界的効果を発現することができる。
【0048】本発明に係る第2耐食被膜形成性樹脂組成物はその基本樹脂成分として上記グリシジルエーテル型エポキシ樹脂(A)と共に、ポリイミド樹脂(D)を含有しており、このポリイミド樹脂(D)は第2耐食被膜形成性樹脂組成物によって形成された塗膜の硬化に対して、架橋剤としてそれを支援する。即ち、この架橋剤(D)は格段に優れた硬化塗膜を形成させるという効果を発現する。
【0049】<<ポリイミド樹脂(D)>>本発明に係る第2耐食被膜形成性樹脂組成物中で架橋剤として作用するポリイミド樹脂(D)は好ましくは、芳香族ジアミンと芳香族ジカルボン酸アンハイドライド(酸無水物)とを反応させて形成されたポリアミン酸を重縮合させて得られる樹脂である。
【0050】本発明では、上記の種のポリイミド樹脂(D)は上記のポリアミン酸をも包含する。本発明で用いられるポリイミド樹脂(D)の好適製造原料の中でアミン側に属する芳香族ジアミンとしては、例えば下記のものを挙げることができる:フェニレンジアミン、ジアミノジフェニル、ビス(アミノフェニル)メタン及びビス(アミノフェニル)エーテル等から選ばれる1種以上であって。その中でも好ましいものはm-フェニレンジアミン、ビス(アミノフェニル)メタン及びビス(アミノフェニル)エーテルである。
【0051】本発明で用いられるポリイミド樹脂(D)の好適製造原料の中でカルボン酸側に属する芳香族ジカルボン酸アンハイドライド(無水物)としては、例えばトリメリット酸無水物及びピロメリット酸無水物を挙げることができる。これらは単一種類に限らず、両者の混合物としても用いられ得る。両者の中で実用上好ましいものはトリメリット酸無水物である。
【0052】本発明では、この様なポリイミド樹脂(D)の内で、下記の両成分で形成されたものを用いることが好ましい:・芳香族ジアミンとしてm-フェニレンジアミン、ビス(アミノフェニル)メタン及びビス(アミノフェニル)エーテルから選ばれる1種以上を用い、・芳香族ジカルボン酸アンハイドライドとしてトリメリット酸無水物を用い、両者を反応させることによって得られたポリイミド樹脂(D)を用いることが望ましい。
【0053】また、本発明で用いられる「ポリイミド樹脂(D)」は包括概念であって、単一ポリイミド樹脂(単一重合単位で形成された樹脂;D1)に加えて、ポリイミドアミド樹脂(D2)及び両者の各種比率における混合物(D3)をも包含する。
【0054】本発明に係る第2耐食被膜形成性樹脂組成物はその100重量部中に、この種のポリイミド樹脂(D)を通常20〜40重量部、好ましくは23〜38重量部、更に好ましくは27〜34重量部の量比で含有している。
【0055】本発明に係る第2耐食被膜形成性樹脂組成物は上記の量比でポリイミド樹脂(D)を含有することによって、下掲の各種効果を奏することができる:・塗膜の強度が向上することに加えて、その熱安定性が向上する。
【0056】本発明に係る第1耐食被膜形成性樹脂組成物及び第2耐食被膜形成性樹脂組成物(両者を一括して単に「耐食被膜形成性樹脂組成物」と称することがある)はそれぞれ、以上説明された必須の樹脂成分の他に、本発明の目的に反しない範囲で他の樹脂を含んでいても良い。この種の「他の樹脂」としては、例えば、ユリア樹脂等を挙げることができる。
【0057】この種の「他の樹脂」は通常、グリシジルエーテル型エポキシ樹脂(A)、フェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)の合計(A+B+C)100重量部に対して、通常5〜20重量部、好ましくは7〜16重量部の割合で用いられる。
【0058】また、本発明に係る耐食被膜形成性樹脂組成物は必要に応じて、下掲の様な硬化剤及び硬化促進剤、溶剤及び可塑剤等の粘度調整剤、乾燥促進剤及び界面活性剤等の少なくとも何れかを含んでいても良い:◆アミン系硬化剤について、・脂肪族ポリアミン系硬化剤例えば、ジエチレントリアミン、トリエチレンテトラミン、ジシアンジアミド及び有機ジカルボン酸ジヒドラジド例えば、マロン酸ジヒドラジド、コハク酸ジヒドラジド、グルタル酸ジヒドラジド、アジピン酸ジヒドラジド等から選ばれる1以上;
・芳香族アミン系硬化剤例えば、m-キシリレンジアミン、ジアミノジフェニルメタン、m-フェニレンジアミン及びジアミノジフェニルスルホン等から選ばれる1以上)等;
・脂環族アミン系硬化剤例えば、イソホロンジアミン及び1,3-ビス(アミノメチル)シクロヘキサン等から選ばれる1以上;及び◆酸無水物系硬化剤例えば、ドデセニルコハク酸無水物、ポリアゼライン酸無水物、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、メチルヘキサヒドロフタル酸無水物、メチルナジック酸無水物、トリメリット酸無水物、ベンゾフェノンテトラカルボン酸無水物及びヘット酸無水物から選ばれる1以上;
◆フェノールノボラック(ノボラック型フェノール−ホルムアルデヒド重合体)としては例えば、下掲のものを挙げることができる。この重合体の分子量は通常200〜1000程度である:フェノール単位の原料はフェノール類即ち、1個以上の水酸基が芳香核に結合した化合物であって、フェノール(石炭酸)、クレゾール類、キシレノール類、カテコール(カテキン)、レゾルシノール(レゾルシン)、ヒドロキノン(ハイドロキノン、ヒドロヒノン)等を挙げることができる。フェノール類の中でも実用性と得られる樹脂の性能のとの均衡で通常用いられるものはフェノール及びo-、p-クレゾール類である。
・ホルムアルデヒド単位の原料はその名の通りホルムアルデヒドである。ここで、ホルムアルデヒドはその三量体であるパラホルムアルデヒドを包含する。
【0059】レゾール型重合体を得るには、アルカリ性触媒が用いられる。上掲のアミン系硬化剤の使用量は耐食被膜形成性樹脂組成物を構成する各樹脂成分量の合計(A+B+C)100重量部に対して、通常20〜50重量部、好ましくは25〜40重量部の量比に選ばれる。
【0060】本発明の耐食被膜の効果を促進する手段としては、その成分に応じて紫外線照射、電子線照射、加熱等を挙げることができる。
<揮発分>本発明で「揮発分」と称される溶剤及び可塑剤等は耐食被膜形成性樹脂組成物から所望の樹脂濃度及び粘度のワニス又はクリアー等を調製する為に用いられるものであるから、濃度調整剤及び/又は粘度調整剤と称することもできる。
【0061】上記の粘度調整剤としては例えば、下掲のものを挙げることができる:◆芳香族系溶剤、具体的にはトルオール(トルエン)、キシロール(キシレン類)、ソルベントナフサ、ハイソルベンシイナフサ等、◆アルコール系溶剤:・脂肪族アルコール系溶剤、具体的にはメタノール、エタノール、ブタノール類、アミルアルコール(ペンタノール類)、オクタノール類(2-エチルヘキサノール)、ジアセトンアルコール、・脂環族アルコール類、具体的にはシクロヘキサノール及びメチルシクロヘキサノール等;・芳香族アルコール類、具体的にはベンジルアルコール及びメチルベンジルアルコール等;
◆エステル系溶剤:・脂肪族エステル系溶剤、具体的には酢酸メチル、酢酸エチル、酢酸アミル、酢酸オクチル及びプロピレングリコールメチルエーテルアセテート等;・脂環族エステル系溶剤、具体的には酢酸シクロヘキシル等;・芳香族エステル系溶剤、具体的には酢酸ベンジル;
◆ケトン系溶剤:・脂肪族ケトン系溶剤、具体的にはアセトン、メチルエチルケトン(MEK)、メチル-i-ブチルケトン(MIBK);・脂環族ケトン系溶剤、具体的にはシクロヘキサノン、メチルシクロヘキサノン;・芳香族ケトン系溶剤、具体的にはアセトフェノン、プロピオフェノン及びベンゾフェノン等;
◆エーテル系溶剤、具体的にはエチレングリコールモノメチルエーテル(エチルセロソルブ)、エチレングリコールモノエチルエーテル(エチルセロソルブ)、エチレングリコールモノブチルエーテル(ブチルセロソルブ)、ジオキサン等を例示することができる。上記の溶剤の種類及び使用量等はそれらの溶剤に対する樹脂成分の溶解性等並びに得られる耐食被覆形成性樹脂組成物の溶液(ワニス又はクリアー)に要求される溶存樹脂濃度に応じて及び/又は溶液粘度等に応じて適宜選択され得るものであって、単一溶剤の形態でも、それらの2種以上の組合せ溶剤の形態でも用いられ得る。
【0062】<耐蝕樹脂被膜の形成及びその方法>本発明に係る耐食樹脂被膜は、以上で説明された原料組成物即ち、本発明に係る第1耐食被膜形成性樹脂組成物又は第2耐食被膜形成性樹脂組成物を所望の被塗布体(基材)例えば、構造体の部材等であって、中でもその腐食が特に忌避される金属製被塗布体例えば、金属製部材に塗布、噴射(スプレー;吹付け)又は電着等の手段で被装されて被膜(塗膜)を形成し、これが硬化されて完成されるものである。この「硬化」は感覚的な表現であって、その実態は種々である。即ち、硬化の実態は例えば、化学反応による硬化、紫外線その他の高エネルギー線照射による硬化、電子線等の荷電粒子線照射による硬化等に分類され得るが、化学反応による硬化の中にも、重合反応、縮合反応、架橋反応等に伴う分子量増大及び/又は網目構造形成等が複雑に絡み合っているものと解されている。
【0063】塗膜の硬化は更に具体的には、先ず本発明に係る耐食被膜形成性樹脂組成物に、所望によって上の記硬化剤、硬化促進剤、粘度調整剤及び他の添加剤の中から選ばれる少なくとも何れかを加えて所期の粘度に調整されたワニス又はクリアーを任意の従来公知の被装方法(塗布方法)例えば、スプレーコート法、刷毛塗り法、浸漬法(ディッピング法)又は電着法(アニオン電着法及びカチオン電着法の何れか最適なもの)によって被塗布体に被装して塗膜を形成させる。
【0064】被塗布体としては例えば、金属製チューブ、金属製缶状容器等を選び、この内壁に塗布して塗膜を形成させる。塗膜形成時には、塗膜が所定厚さに達するまでに少なくとも2回以上に分けて段階的に塗料の塗布を行なうことが望ましい。通常、これら複数回の塗布操作では例えば、1回の塗布操作と、塗布後のワニス又はクリアー中の溶媒の揮散除去に加えて、樹脂成分間の架橋反応を行なわせる中間乾燥操作とが繰り返して行なわれることもある。
【0065】この種の中間乾燥は「焼付け」ではないことから、温度通常80〜100℃で乾燥時間通常20〜40sec行なえば殆どの場合には十分である。上記の様に繰返して段階的に行なわれる多段被装(繰返し被装)によって、被装に伴い易い、未硬化塗膜の垂れ下がり(サグ)防止及び塗膜中にピンホールの発生防止等を、塗膜のクラック発生を伴わずに効率的に実現することができる。
【0066】塗膜形成操作後には、塗膜の硬化(焼付け)操作が行なわれる。この硬化操作は、硬化温度通常230〜300℃で、硬化時間3〜10min行なえば通常の目的には十分である。
【0067】この様な操作によって形成される本発明の耐食樹脂被膜はその耐薬品性、中でも耐アルカリ性に加えて、耐酸性にも特に優れている。本発明に係る代表的塗装品である金属製押出チューブ及び金属性缶状容器では、その胴部内壁面に本発明の耐食樹脂被膜が硬化状態で形成されている。
【0068】<図面に基づく好適態様例の説明>ここで、本発明の好適態様例として金属製押出チューブ及び金属製缶状容器の好ましい1態様について添付図面を参照して説明する。
【0069】図1は本発明に係る金属製押出チューブ(容器)の好ましい1態様を示す模式的縦断面図である。同図に示されている様に、この押出チューブ1は金属製胴部3と該胴部3の一端に連続する肩部5及び口頚部7とを備えた金属製本体2及び胴部1の内壁面に形成された耐食樹脂被膜9を備え、高粘度液体又は粘稠物を収容する為に好適な容器である。
【0070】押出しチューブ1の口頚部7の外周には雄ネジが刻設され、この雄ネジは押出チューブ1に冠装されるキャップ15内壁の雌ネジと、着脱自在に係合する。この種の押出チューブ1の金属製本体2においては、その胴部3が塑性変形可能な材料及び壁厚からなっている。この様な胴部3を形成する材料としては、アルミニウム、アルミニウム合金、錫、錫合金及び鉛等から選ばれる金属塊を後方押出しによって薄層管状に塑性変形させて得られた薄膜管状体を例示できる。本好適態様では、この胴部3の一端に連続する肩部5及び口頚部7は、胴部3と同一の材料から形成されているが、本発明では肩部5及び口頚部7の材質は別段に限定されてはいない。
【0071】この様な胴部3の形成材料の内でも多くの用途においては、アルミニウム及びその合金類が好ましく、特に金属アルミニウムが多用されている。本好適態様の押出チューブ1における耐食樹脂被膜9は、通常上述の方法の何れかで形成され得るが、特には例えば、開放端から内部に挿入される棒状ノズルから胴部内側に向けてワニスまたはクリアーを噴霧するスプレーコート法によって形成され得る。
【0072】なお、耐食樹脂被膜9の厚さの選択手段としては、ワニス又はクリアーの濃度の選択、塗膜形成工程の繰返し被装回数等の選択等を挙げることができ、それらの組合せによって適宜に変更できる。従って例えば、厚肉の耐食樹脂被膜9を形成するには、重ね塗り(多段被装)を行なうか、高濃度のクリヤーを用いた被装によって或程度調整できる。一般的には、多段被装の方が被膜を大幅に厚くする手段としては優れているが、被装所要時間の点では高濃度被装に及ばない。尤も、高濃度被装は比較的に適用できる場合が限られ易い。
【0073】上記の様にして形成される耐食樹脂被膜9では、総括膜厚及び各層の層厚は特には限定されないが、総括膜厚通常3〜12μm、好ましくは5〜10μmに形成されれば通常の目的には十分である。
【0074】以上説明された耐食樹脂被膜9で被装された押出チューブ1では、その肩部5に続く口頚部7にキャップ15が冠装され、開放された他端から内容物が充填される。次に、開放端が折締められて、折締め部からの洩れ込みが遮断された本発明の押出チューブ1となる。
【0075】次に、本発明に係る金属製缶状容器の好適態様例について添付図面を参照しながら説明する。図2は本発明に係る金属製缶状容器の好適態様例に位置するエアゾール缶21の模式的縦断面図である。図2に示されている様に、このエアゾール缶21は基本的には金属製の缶状容器本体23とバルブアッセンブリ25とを備え、その内部に収容される溶液又は懸濁液等を同じくその内部に収容された高圧ガス又は液化ガス等の推進剤の圧力によって、バルブアッセンブリ25を介して器外へ噴霧する為の容器である。
【0076】上記の缶状容器本体23は、有底筒状の金属製胴部27と、該胴部の先端に連続する肩部31及び口頚部33とを有し、胴部27の内壁面には耐食樹脂被膜35が形成され、口頚部33にはバルブアッセンブリ25が取付けられている。
【0077】上記のバルブアッセンブリ25は、公知構成を有するものであって、バルブハウジング41と、該バルブハウジング41に収容され、かつ弁体43を上方に付勢するスプリング45と、バルブハウジング41を閉塞するステムラバー47と、該ステムラバー47を貫通し、その下端部が弁体43に当接するステム51とを備えている。このバルブハウジング41は、その下端にディップチューブ53を備え、かつその外周に装着されたパッキング55を介在させて口頚部33に挿入されている。前記のバルブアッセンブリ25は、この様な状態でバルブハウジング41及びステムラバー47を収容し、かつその底部がステム51に貫通されたキャップ状の金属製カバー57の下端を口頚部33の外側からかしめることで、固定されている。また、ステム51の上端にはスプレーヘッド61が取り付けられている。
【0078】この様なエアゾール缶の金属製の缶状容器本体23は通常、胴部27、肩部31及び口頚部33が、アルミニウム板、アルミニウム合金板、亜鉛メッキ鋼板及びスズメッキ鋼板等から選ばれる塑性加工容易な金属板で一体的に形成されている。
【0079】本発明の好適態様に位置するエアゾール缶21では、耐食樹脂被膜35は通常、上述の方法の何れか、特に例えば、缶の口頚部33から内部に挿入される棒状のスプレーヘッドに穿設された噴射ノズルから胴部内壁面に向けてワニス又はクリアーを噴霧するスプレーコート法によって形成できる。なお、耐食樹脂被膜35の平均厚さはワニス又はクリアーの濃度の選択、塗膜形成工程(多段被装工程)の繰返し回数(段数)等の選択によって適宜変更できる。従って例えば、厚肉の耐食樹脂被膜35を形成させるには、重ね塗りを行なうか又は高濃度のワニス又はクリヤーを用いれば、多くの場合に実現できる。
【0080】とはいえ、高濃度のワニス又はクリヤーは往々にして操作性に比較的狭い限界を伴い易い。従って、大幅に厚肉の被装を形成させる場合には多段被装工程による方が一般には優れている。
【0081】この様にして形成される耐食樹脂被膜35の総括膜厚及び構成各層の層厚(個別層厚)は別段に限定されないが、総括膜厚は平均値で通常3〜20μm、好ましくは5〜15μmに形成されれば、通常の目的には十分である。
【0082】エアゾール缶を作成するには、金属製缶状容器本体23の内壁面に、上述の耐食樹脂被膜35を形成させ、容器本体23の口頚部33に上述のバルブアッセンブリ25を固定し、次に容器内へ内容物となる液体薬品、化粧料、整髪料、染髪剤(ヘアダイ)、食品、塗料又は接着剤等の少なくとも何れか並びに内容液の推進剤として高圧ガス又は液化ガス等を注入する。
【0083】
【発明の効果】以上説明されている様に、本発明に係る耐食樹脂被膜は本発明に係る耐食被膜形成性樹脂組成物及び実用的要請に応じて添加される揮発分で形成され、下掲の各種の効果を発現し得る:(i)優れた耐薬品性、特に耐酸性に留まらず、耐アルカリ性(耐塩基性)にも優れた耐食樹脂被膜を形成することができる;
(ii)その塗膜が淡褐色を呈することの寄与で、塗布済か否かが明らかに目視判定可能である点が工程管理にも有利であるという付帯効果も有している。
【0084】前2項に加えて、本発明に係る第1耐食被膜形成性樹脂組成物及び第2耐食被膜形成性樹脂組成物からなる耐食性樹脂被膜付き金属製押出チューブ又は金属製缶状容器は下掲の各種用途に用いられ得る:(iii)強酸性(pH2〜4)の内容物を収容した場合であっても、安定して長期間保存可能な金属製押出チューブ及び金属製容器を提供し得る。
(iv)前項で提供される金属製押出しチューブ及び金属製缶状容器は特に染髪剤(ヘアダイ)等の強酸性液体の収容において、従来品の追随を許さない優れた耐久性及び内容物の保存性(内容物を変質させない能力)を発揮する。
【0085】上記優越効果の原因は上記耐食樹脂被膜がそれらの胴部内壁面に形成されている点に求められる。
【0086】
【実施例】以下に本発明を実施例に基づいて更に具体的に説明するが、本発明は下掲の実施例によって何等限定解釈されるものではない。
(1)本発明の効果を測定及び評価するには下掲の方法及び基準を用いた:(1-1)耐薬品性◆耐アルカリ性試験:濃度25重量%のアンモニア水溶液(pH12〜13)中に浸漬(25℃;4週間)◆耐メントール試験:試験片をメントール中に浸漬(50℃;4週間)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
◆耐ハロゲン化合物性試験:ヨウ素・ヨウ化カリウム水溶液中に浸漬(50℃;4週間)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
◆耐酸性試験:硫酸銅水溶液中に浸漬(25℃;10min)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
(1-2)耐染毛剤試験:・1剤(pH約11)中に浸漬(50℃;30日間)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
・2剤(pH約3.5)中に浸漬(50℃;30日間)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
(1-3)耐酸化性気体性:気体状過酸化水素中に曝露(50℃;30日間)後に、試験片を取出して付着液を濾紙で拭き取り、クロスカット(縦横共に1mm間隔で安全剃刀の刃で被覆に切目を刻設)し、セロファン粘着テープを貼付けて、瞬間的に引剥がす。
(2)耐食性樹脂被膜特性(2-1)樹脂被膜厚さ:[測定装置]ストランドゲージ[商品名:ストランドゲージ(ストランドゲージエレクトロニクス社製)]
[測定操作]装置の測定端子間に試料片を装着し、測定された電気伝導度を電気特性電流に変換して表示された値で樹脂被膜厚さを測定した:[試料片]長さ150mm×幅75mm×厚さ0.11mm;
[調整条件]温度27℃×湿度65%RH×1h;
[測定条件]温度25℃×湿度60%RH×時間2h;測定回数6回;その相加平均値を測定値とする;
(2-2)ピンホール度(厚さ10±2μm基準)試料の金属製チューブ(内壁面に被膜済み)にキャップを冠装し、この内部に高電導性の水溶液を充した後に、この金属製チューブの外面に電極を付設すると共に水溶液中にも電極を浸漬して、導通する電流値(mA)を下記の条件で測定した。この測定値はピンホールの個数自体ではなく、それと正の相関を示す導通電流値である。とはいえ、ピンホール存在率0と言える状況でも、この測定法によれば、僅かな導通電流値が観測されることを予め考慮することを要する。また、ピンホール度は被膜の厚さとは逆相関を示すことから、測定値が膜厚10±2μm基準で定義されていることにも留意すべきである。:[測定条件]
印加電圧:DC6V;水溶液:5%NaCl+1%CuSO4+0.05%CH3COOHの混合液。
(2-3)樹脂被膜強度(層間接着力)
(2-3-1)碁盤目試験樹脂被膜の面を扁平化してカッターで縦線及び横線各11本を1mm間隔で切り込むことによって、1mm×1mm目の碁盤目を作成する。この100区画の碁盤目の上に粘着テープ(セロファンテープ使用)を貼付けた後に、粘着テープを急激に引き剥がした際に生じた剥がれ箇所(剥がれ区画)の個数及び分布を測定する。
(2-3-2)クラッシャー試験被膜付きチューブを縦方向に圧縮した後に引き伸ばして、塗膜に亀裂、割れ及び剥離の有無を測定する。
(2-3-3)摩耗試験樹脂被膜表面を扁平化した後に、樹脂被膜の膜の表面をトルエン等の溶剤が含浸されたガーゼで摩擦して塗膜の状況を観察する。
(3)上記の試験結果の評価内容の説明:E:使用上全く問題無し;
G:充分に使用に耐える;
M:辛くも使える;
B:全く使用不能。
◆碁盤目試験(クロスカット試験):合格:100区画の細分正方形中の剥離された細分正方形が5個以下;
◆クラッシャー試験:合格:塗膜に亀裂、割れ及び剥離の個所及び程度は何れも皆無(何等の変化も認められない)又は目視によっては殆ど感知できない程に僅かな変化がある場合;
摩耗試験:合格:塗膜の変化を目視判定した結果、何等の変化を認めない場合。
【0087】
【実施例1】本発明における第1耐蝕樹脂被覆形成性組成物(略称「第1被覆剤」)の樹脂成分(R-11)として、グリシジルエーテル型エポキシ樹脂(A)[略称「EPX」;エポキシ価165g/eq;粘度:20ps(25℃);ビスフェノール成分:F型]70重量%及びフェノール−ホルムアルデヒド重合体(B)[略称:PhOHP;ノボラック型]30重量%で構成された樹脂成分(R-11)34重量%に対して、揮発分(V-11)[プロピレングリコールモノメチルエーテルアセテート7重量%、1-ブタノール13重量%、トルエン(トルオール)18重量%及びシンナー(商品名)28重量%からなる混合溶剤]66重量%を混合して、本発明における第1耐蝕樹脂被覆剤(略称「第1被覆剤」)(T-11)を得た。
【0088】本発明における第2耐蝕樹脂被覆形成性組成物(略称「第2被覆剤」)の樹脂成分(R-21)として、グリシジルエーテル型エポキシ樹脂(A)[略称:EPX;エポキシ価165g/eq;粘度:20ps(25℃);ビスフェノール成分:F型]73重量部及び変性アミノレジン(変性アミノプラスト;略称:変性AMNPLT)として尿素−ホルムアルデヒド重合体(B)(略称:URP)27重量%で構成された樹脂成分(R-21)30重量%に対して、揮発分(V-21)[プロピレングリコールモノメチルエーテルアセテート8重量%、ジアセトンアルコール10重量%、1-ブタノール14重量%、トルエン(トルオール)18重量%及び石油系溶剤(商品名:ソルベッソ100)20重量%からなる混合溶剤]70重量%を混合して、本発明における第2耐蝕樹脂被覆剤(T-21)を得た。
【0089】得られた第1被覆剤(T-11)と第2被覆剤(T-21)とを両者のそれぞれに含有される樹脂成分(R-11)及び(Rー21)の重量基準で前者/後者=1/9に配合して、本発明の耐蝕樹脂被覆剤(Z-1)を調製した。
【0090】押出容器用のアルミニウム製チューブの内壁面に対して、先端域に噴射ノズル付きの棒状スプレーヘッドから上記の被覆剤(Z-1)を噴射しながら噴霧塗装した。
【0091】得られた噴霧塗装体において、その内壁を覆う塗膜の各性状は下掲の通りである。なお、各試験の結果として列記される3個のデータはそれぞれ、耐食性樹脂被膜の密着性;クロスカットクラッシャー試験結果;金属製容器自体の耐食性試験結果を示す。何れの結果も使用上全く問題無い又は充分使用できるに格付けられた。その結果を表1に示す:(1-1)耐薬品性試験:・アンモニア水(濃度25wt%;pH12〜13;室温×4週間) E/E/E・メントール(50℃×4週間) E/E/E・ヨウ素・ヨウ化カリウム水溶液(強酸性;50℃×4週間) G/E/G・硫酸銅水溶液(室温;10min) E/E/E(1-2)耐染毛剤性試験:・第1剤(pH約1;50℃×30日) E/E/E・第2剤(pH約3.5;50℃×30日) E/E/E・耐酸化性気体性 過酸化水素ガス中(金属製容器対象;50℃×30日) E/E/E(2-1)樹脂被膜厚さ10±2μm、(2-2)ピンホール度(厚さ10±2μm基準)100mA、(2-3)樹脂被膜強度(層間接着力):1.30kgf/cm2(2-3-1)碁盤目試験(クロスカット試験):合格、(2-3-2)クラッシャー試験:合格、(2-3-3)摩耗試験:合格。
【0092】
【実施例2】実施例1において調製された第1被覆剤(T-12)と第2被覆剤(T-22)とを両者のそれぞれに含有される樹脂成分(R-12)と(Rー22)とをの重量基準で前者/後者=2/8に配合して、本発明の耐蝕樹脂被覆剤(Z-2)を調製した。
【0093】実施例1におけると同一寸法のアルミニウム製チューブの内壁面に上記の被覆剤(Z-2)を噴霧塗装した。得られた噴霧塗装体において、その内壁を覆う塗膜の各性状は下掲の通りであって、何れも極めて優秀に格付けられた。その結果を表1に示す:(1-1)耐薬品性試験:・アンモニア水(濃度25wt%;pH12〜13;室温×4週間) E/E/E・メントール(50℃×4週間を3回) 秀(3回共) E/E/E・ヨウ素・ヨウ化カリウム水溶液(強酸性;50℃×4週間) G/E/G・硫酸銅水溶液(室温;10min) E/E/E(1-2)耐染毛剤性試験:・第1剤(pH約1;50℃×30日) E/E/E・第2剤(pH約3.5;50℃×30日) E/E/E・耐酸化性気体性 過酸化水素気体中(金属製容器対象;50℃×30日) E/E/E(2-1)樹脂被膜厚さ10±2μm、(2-2)ピンホール度(厚さ10±2μm基準)110mA、(2-3)樹脂被膜強度(層間接着力):1.25kgf/cm2(2-3-1)碁盤目試験:合格、(2-3-2)クラッシャー試験:合格(2-3-3)摩耗試験:合格。
【0094】
【実施例3】実施例1において調製された第1被覆剤(T-13)と第2被覆剤(T-23)とを両者のそれぞれに含有される樹脂成分(R-13)及び(Rー23)の重量基準で前者/後者=3/7に配合して、本発明の耐蝕樹脂被覆剤(Z-3)を調製した。
【0095】実施例1におけると同一寸法のアルミニウム製チューブの内壁面に上記の被覆剤(Z-3)を噴霧塗装した。得られた噴霧塗装体において、その内壁を覆う塗膜の各性状は下掲の通りであって、何れも極めて優秀に格付けられた。その結果を表1に示す:(1-1)耐薬品性試験:・アンモニア水(濃度25wt%;pH12〜13;室温×4週間) E/G/G・メントール(50℃×4週間) E/E/E・ヨウ素・ヨウ化カリウム水溶液(強酸性;50℃×4週間) G/E/G・硫酸銅水溶液(室温;10min) E/E/E(1-2)耐染毛剤性試験:・第1剤(pH約1;50℃×30日) E/E/E・第2剤(pH約3.5;50℃×30日) E/E/E・耐酸化性気体性 過酸化水素気体中(金属製容器対象;50℃×30日) E/E/E(2-1)樹脂被膜厚さ10±2μm、(2-2)ピンホール度(厚さ10±2μm基準)130mA、(2-3)樹脂被膜強度(層間接着力):1.20kgf/cm2(2-3-1)碁盤目試験:合格、(2-3-2)クラッシャー試験:合格。
(2-3-3)摩耗試験:合格。
【0096】
【実施例4】実施例1において調製された第1被覆剤(T-14)と第2被覆剤(T-24)とを両者のそれぞれに含有される樹脂成分(R-14)及び(Rー24)の重量基準で前者/後者=4/6に配合して、本発明の耐蝕樹脂被覆剤(Z-4)を調製した。
【0097】実施例1におけると同一寸法のアルミニウム製チューブの内壁面に上記の被覆剤(Z-4)を噴霧塗装した。得られた噴霧塗装体の内壁を覆う塗膜の各性状は下掲の通りであって、何れも極めて優秀に格付けられた。その結果を表1に示す:(1-1)耐薬品性試験:・アンモニア水(濃度25wt%;pH12〜13;室温×4週間) G/G/E・メントール(50℃×4週間) E/G/E・ヨウ素・ヨウ化カリウム水溶液(強酸性;50℃×4週間) E/G/G・硫酸銅水溶液(室温;10min) E/E/E(1-2)耐染毛剤性試験:・第1剤(pH約1;50℃×30日) G/G/E・第2剤(pH約3.5;50℃×30日) G/G/E・耐酸化性気体性 過酸化水素気体中(金属製容器対象;50℃×30日) G/G/G(2-1)樹脂被膜厚さ10±2μm、(2-2)ピンホール度(厚さ10±2μm基準)160mA、(2-3)樹脂被膜強度(層間接着力):1.15kgf/cm2(2-3-1)碁盤目試験:合格、(2-3-2)クラッシャー試験:合格、(2-3-3)摩耗試験:合格。
【0098】
【実施例5】実施例1において調製された第1被覆剤(T-15)と第2被覆剤(T-25)とを両者のそれぞれに含有される樹脂成分(R-15)及び(Rー25)の重量基準で前者/後者=5/5に配合して、本発明の耐蝕樹脂被覆剤(Z-5)を調製した。
【0099】実施例1におけると同一寸法のアルミニウム製チューブの内壁面に上記の被覆剤(Z-5)を噴霧塗装した。得られた噴霧塗装体の内壁を覆う塗膜の各性状は下掲の通りであった。その結果を表1に示す:(1-1)耐薬品性試験:・アンモニア水(濃度25wt%;pH12〜13;室温×4週間) M/G/E・メントール(50℃×4週間) E/G/E・ヨウ素・ヨウ化カリウム水溶液(強酸性;50℃×4週間) E/G/M・硫酸銅水溶液(室温;10min) E/E/E(1-2)耐染毛剤性試験:・第1剤(pH約1;50℃×30日) G/G/G・第2剤(pH約3.5;50℃×30日) G/E/G・耐酸化性気体性 過酸化水素気体中(金属製容器対象;50℃×30日) G/E/G(2-1)樹脂被膜厚さ10±2μm、(2-2)ピンホール度(厚さ10±2μm基準)160mA、(2-3)樹脂被膜強度(層間接着力):1.15kgf/cm2(2-3-1)碁盤目試験:合格、(3-1-2)クラッシャー試験:合格。
(3-1-3)摩耗試験:合格。
【0100】
【表1】
【図面の簡単な説明】
【図1】図1は本発明に係る金属製押出チューブの好適態様例を示す模式的縦断面図である。
【図2】図2は本発明に係る金属製缶状容器の好適態様例を示す模式的縦断面図である。
【符号の説明】
1 金属製押出チューブ
2 金属製本体部
3 金属製本体の胴部
9 金属製本体内壁面の耐食樹脂被膜
21 金属製エアゾール缶
23 金属製押出しチューブ本体又は金属製缶本体部
27 金属製本体の胴部
33 金属製本体の口頸部
35 耐食樹脂被膜
【特許請求の範囲】
【請求項1】 グリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これにフェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)の組合せである第1耐食被膜形成性樹脂成分並びにグリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これに更にポリイミド樹脂(D)が添加された第2耐食被膜形成性樹脂成分で形成された耐食被膜形成性樹脂組成物。
【請求項2】 前記グリシジルエーテル型エポキシ樹脂(A)が二官能性のビスフェノールF型エポキシ樹脂(A1)である請求項1に記載の第1耐食被膜形成性樹脂組成物。
【請求項3】 前記グリシジルエーテル型エポキシ樹脂(A)を60〜80重量部、前記フェノールホルムアルデヒド重合体(B)を2〜15重量部及び前記メラミン−ホルムアルデヒド樹脂(C)を18〜30重量部の量でそれぞれ含有する請求項1又は2に記載の第1耐食被膜形成性樹脂組成物。
【請求項4】 前記グリシジルエーテル型エポキシ樹脂(A)が二官能性のビスフェノールF型エポキシ樹脂(A1)である請求項1〜3の何れかに記載の第2耐食被膜形成性樹脂組成物。
【請求項5】 前記グリシジルエーテル型エポキシ樹脂(A)を60〜80重量部及び前記ポリイミド樹脂(D)を20〜40重量部の量で含有する請求項1〜4の何れかに記載の第2耐食被膜形成性樹脂組成物。
【請求項6】 請求項1〜5の何れか1項に記載の耐食被膜形成性樹脂組成物を基体表面に被装することによって形成された塗膜を硬化させてなる耐食樹脂被膜。
【請求項7】 塑性変形容易な金属で形成された金属製チューブ本体と、該金属製チューブ本体の内壁面に形成された請求項6に記載の耐食樹脂被膜とを備えることを特徴とする耐食樹脂被膜付き金属製チューブ。
【請求項8】 塑性変形容易な金属で形成された金属製の缶状容器本体と、該缶状容器本体内壁面に形成された請求項6に記載の耐食樹脂被膜とを備えることを特徴とする耐食樹脂被膜付き金属製缶状容器。
【請求項1】 グリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これにフェノール−ホルムアルデヒド重合体(B)及びメラミン−ホルムアルデヒド樹脂(C)の組合せである第1耐食被膜形成性樹脂成分並びにグリシジルエーテル型エポキシ樹脂(A)を基本成分とし、これに更にポリイミド樹脂(D)が添加された第2耐食被膜形成性樹脂成分で形成された耐食被膜形成性樹脂組成物。
【請求項2】 前記グリシジルエーテル型エポキシ樹脂(A)が二官能性のビスフェノールF型エポキシ樹脂(A1)である請求項1に記載の第1耐食被膜形成性樹脂組成物。
【請求項3】 前記グリシジルエーテル型エポキシ樹脂(A)を60〜80重量部、前記フェノールホルムアルデヒド重合体(B)を2〜15重量部及び前記メラミン−ホルムアルデヒド樹脂(C)を18〜30重量部の量でそれぞれ含有する請求項1又は2に記載の第1耐食被膜形成性樹脂組成物。
【請求項4】 前記グリシジルエーテル型エポキシ樹脂(A)が二官能性のビスフェノールF型エポキシ樹脂(A1)である請求項1〜3の何れかに記載の第2耐食被膜形成性樹脂組成物。
【請求項5】 前記グリシジルエーテル型エポキシ樹脂(A)を60〜80重量部及び前記ポリイミド樹脂(D)を20〜40重量部の量で含有する請求項1〜4の何れかに記載の第2耐食被膜形成性樹脂組成物。
【請求項6】 請求項1〜5の何れか1項に記載の耐食被膜形成性樹脂組成物を基体表面に被装することによって形成された塗膜を硬化させてなる耐食樹脂被膜。
【請求項7】 塑性変形容易な金属で形成された金属製チューブ本体と、該金属製チューブ本体の内壁面に形成された請求項6に記載の耐食樹脂被膜とを備えることを特徴とする耐食樹脂被膜付き金属製チューブ。
【請求項8】 塑性変形容易な金属で形成された金属製の缶状容器本体と、該缶状容器本体内壁面に形成された請求項6に記載の耐食樹脂被膜とを備えることを特徴とする耐食樹脂被膜付き金属製缶状容器。
【図1】

【図2】
【図2】
【公開番号】特開2000−104013(P2000−104013A)
【公開日】平成12年4月11日(2000.4.11)
【国際特許分類】
【出願番号】特願平10−293091
【出願日】平成10年9月30日(1998.9.30)
【出願人】(000206185)大成化工株式会社 (83)
【Fターム(参考)】
【公開日】平成12年4月11日(2000.4.11)
【国際特許分類】
【出願日】平成10年9月30日(1998.9.30)
【出願人】(000206185)大成化工株式会社 (83)
【Fターム(参考)】
[ Back to top ]