
耳折り装置
【課題】処理の高速化に対応しながら耳部をきれいに折り曲げる。
【解決手段】耳折り装置10は、ピロー包装体XA1の耳部を折り曲げる装置である。この耳折り装置10は、耳部を側方に向けてピロー包装体XA1を搬送する搬送用フィンガーコンベア15と、この搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1の側方において、当該ピロー包装体XA1の耳部の上方に位置し、搬送方向と平行に配置された一対のガイド片44と、これら一対のガイド片44の幅方向の外側において、ピロー包装体XA1と共に搬送方向に走行しつつ、当該ピロー包装体の耳部の下方から当該耳部を押しながらガイド片44の下端縁より上方に上昇し、ガイド片44を支点として耳部を折り曲げる曲げ動作をする耳押し部材42と、を備えている。
【解決手段】耳折り装置10は、ピロー包装体XA1の耳部を折り曲げる装置である。この耳折り装置10は、耳部を側方に向けてピロー包装体XA1を搬送する搬送用フィンガーコンベア15と、この搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1の側方において、当該ピロー包装体XA1の耳部の上方に位置し、搬送方向と平行に配置された一対のガイド片44と、これら一対のガイド片44の幅方向の外側において、ピロー包装体XA1と共に搬送方向に走行しつつ、当該ピロー包装体の耳部の下方から当該耳部を押しながらガイド片44の下端縁より上方に上昇し、ガイド片44を支点として耳部を折り曲げる曲げ動作をする耳押し部材42と、を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物品をフィルム等の包装材料で筒状に包み込み当該包装材料の前後をエンドシールしたピロー包装体の耳部を折り曲げる耳折り装置に関する。
【背景技術】
【0002】
錠剤やカプセル等の薬剤を包装するラインは、大別して、PTP包装工程と、ピロー包装工程と、箱詰め工程と、を備えている。PTP包装工程では、複数のポケットが形成されたプラスチックシートと、アルミニウム等の金属箔と、を用いてPTP包装体を成形する。具体的に、プラスチックシートにおける複数のポケットの各々に、薬剤を一錠ずつ投入してから、プラスチックシートを金属箔でシールして、PTP包装体を成形する。
【0003】
ピロー包装工程では、アルミニウム等の金属が蒸着したフィルムを用いてピロー包装体を成形する。具体的に、連続して搬送されるPTP包装体に対してフィルムを連続して供給する。そして、そのフィルムでPTP包装体を筒状に包み込んでセンターシールする。それから、フィルムを所定ピッチ毎に幅方向にエンドシールすると共にカットして、ピロー包装体を成形する。なお、ピロー包装体は、PTP包装体を一枚ずつ包装してもよいし、複数枚のPTP包装体を積層し、まとめて包装してもよい。
【0004】
箱詰め工程では、ピロー包装体の耳部(エンドシールした部分)を折り曲げてから箱詰めされる。耳部を折り曲げることで、ピロー包装体の形状が箱の形状に近付いて箱詰めが容易になると共に、ピロー包装体の形状がコンパクトな形状となって、容積の小さい箱に詰めることが可能となる等のメリットが生じる(特許文献1参照)。このようなメリットは、薬剤を包装する場合に限らず、食品や日用品等の各種物品を包装する場合に共通して生じる。
【0005】
ピロー包装体における耳部の折曲げは、耳折り装置によって行われる。例えば、特許文献2に記載の耳折り装置では、耳折りを行う作業ステーションにおいて、ピロー包装体を一時停止させる。そして、昇降する上下の折曲板で耳部を挟み込んで折り曲げる。
【0006】
特許文献3に記載の耳折り装置では、搬送方向に沿って両側に配置された折畳み棒に耳部を当接させながら半包装体を搬送することで、耳部が強制的に折り曲げられる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2007−106489号公報(段落[0003]、図3および図4参照)
【特許文献2】実開昭58−055001号のマイクロフィルム(第6図参照)
【特許文献3】特開2006−225019号公報(段落[0019]、図6および図9参照)
【発明の概要】
【発明が解決しようとする課題】
【0008】
ラインの能力を上げるために、各工程の処理速度の向上が望まれている。箱詰め工程においては、耳部の折曲げに掛かる時間の短縮が求められている。ところが、特許文献2に記載の耳折り装置の場合、ピロー包装体を一時停止させる間欠動作によって耳部を折り曲げるので、処理時間の短縮に限界がある。一方、特許文献3に記載の耳折り装置の場合、連続動作が可能であり、処理時間を短縮できる。しかしながら、特許文献3に記載の耳折り装置は、饅頭やケーキ等の軟らかく丸い形状の物品を包装するもので、物品に不要な力が掛からないことに重点をおいているため、当該構成では、フィルムにシワができる等、きれいに折り曲げられないという問題がある。
【0009】
本発明は、上記課題を鑑みてなされたものであり、処理の高速化に対応しながら耳部をきれいに折り曲げる耳折り装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
(1)本発明は、シールされている包装体の耳部を折り曲げる耳折り装置であって、前記耳部を側方に向けて前記包装体を搬送する搬送手段と、前記搬送手段によって搬送される前記包装体の側方において、該包装体の前記耳部の上方に位置し、搬送方向と平行に配置されたガイド片と、前記ガイド片の幅方向の内外いずれかの側において、前記包装体と共に搬送方向に走行しつつ、該包装体の前記耳部の下方から該耳部を押しながら前記ガイド片の下端縁より下方に上昇し、前記ガイド片を支点として前記耳部を折り曲げる曲げ動作をする耳押し部材と、を備えることを特徴とする、耳折り装置である。
【0011】
本発明によれば、耳押し部材が、搬送中の包装体に作用してガイド片を支点として耳部を折り曲げるから、包装体を一時停止させることなく、耳部を折り曲げられ、処理の高速化に対応できる。具体的には、PTP包装工程やピロー包装工程等の前工程の能力にもよるが、包装体を一時停止させる従来の手法では、毎分120個の包装体を箱詰めすること(120回転)が限界であったが、本発明の耳折り装置は、毎分200個の包装体の箱詰めを可能にする。
【0012】
また、耳押し部材が、包装体と共に搬送方向に走行しつつ包装体に作用するから、包装体を一時停止させて耳部を折り曲げる場合と同様に折り曲げられる。すなわち、処理の高速化に対応しながら耳部をきれいに折り曲げられる。特に、四角い形状の物品を包み込んだ包装体に対して曲げ動作をする場合には、耳部をよりきれいに折り曲げられる。
【0013】
(2)本発明はまた、前記耳押し部材は、搬送方向に沿って配置され循環するように走行する環状走行体に連繋されて環状の走行路に沿って周回し、前記走行路は搬送方向である往路において斜めに上昇する区間を備えることを特徴とする、上記(1)に記載の耳折り装置である。
【0014】
上記発明によれば、耳押し部材が環状走行体に連繋されて、当該環状走行体の走行に伴って周回し曲げ動作を行うため、高速化に対応することができる。
【0015】
(3)本発明はまた、前記耳押し部材の下流に、前記耳部が折り曲げられた状態を保持できる幅で配置されている左右一対の側方ガイドが設けられ、該側方ガイドの上流側先端部は、前記耳部を折り曲げる側が斜めに切り欠かれた形状に形成されていることを特徴とする、上記(1)または(2)に記載の耳折り装置である。
【0016】
上記発明によれば、側方ガイドの上流側先端部における上方側が、斜めに切り欠かれた形状に形成されているから、耳押し部材によって折り曲げられた耳部が側方ガイドに進入する際に引っ掛かることがなく、側方ガイドにスムーズに進入させることができる。
【0017】
(4)本発明はまた、前記ガイド片の高さを変更する高さ変更機構を備えることを特徴とする、上記(1)〜(3)のいずれかに記載の耳折り装置である。
【0018】
上記発明によれば、ガイド片の高さを変更することで、種々の厚さの包装体に対応できる。
【0019】
(5)本発明はまた、前記ガイド片および前記耳押し部材の上流において、前記搬送手段の両側にそれぞれ、前記包装体と共に搬送方向に走行しつつ、内側に移動して前記包装体を側方から押し、前記包装体を中央に寄せる寄せ動作をする中央寄せ部材を備えることを特徴とする、上記(1)〜(4)のいずれかに記載の耳折り装置である。
【0020】
上記発明によれば、包装体が幅方向の外側に片寄っていた場合であっても、包装体を中央に寄せてセンターを合わせてから曲げ動作をするから、耳部をきれいに折り曲げることができる。
【0021】
(6)本発明はまた、前記中央寄せ部材は、搬送方向に離間して設けられ内側に傾斜した軸回りに回転する一対の回転部材の間に架け渡され、各々の回転部材に対して回転自在に取り付けられていることを特徴とする、上記(5)に記載の耳折り装置である。
【0022】
上記発明によれば、中央寄せ部材が回転部材による回転駆動であるため、高速化に対応させることができる。
【0023】
(7)本発明はまた、前記搬送手段として、前記包装体を下方から支持する搬送面を有してなる搬送用フィンガーコンベアを備えることを特徴とする、上記(1)〜(6)のいずれかに記載の耳折り装置である。
【0024】
上記発明によれば、搬送用フィンガーコンベアのフィンガーを等間隔に配置しておくことで、複数の包装体を等間隔に連続して搬送できる。複数の包装体を等間隔に連続して搬送することで、曲げ動作等、各種処理を一定の周期ででき、処理の高速化に対応する際に都合がよい。
【0025】
(8)本発明はまた、前記搬送手段の前記搬送面の上方に配置され該包装体を前記搬送面とで挟み込むベルトコンベアを備えることを特徴とする、上記(7)に記載の耳折り装置である。
【0026】
上記発明によれば、包装体を振動させることなく安定した状態に保てる。これにより、曲げ動作を確実にでき、耳部をきれいに折り曲げることができる。
【0027】
(9)本発明はまた、前記搬送手段に対して前記包装体を側方から供給する供給手段を備え、該供給手段および前記搬送手段の搬送面には落差が設けられ、前記供給手段の下流には前記搬送手段を隔ててストッパーが配置されていることを特徴とする、上記(7)または(8)に記載の耳折り装置である。
【0028】
(10)本発明はまた、前記供給手段と前記ストッパーとの間であって前記搬送手段の上方に、前記包装体が供給されたタイミングで下降する間欠駆動の押さえ部材が設けられていることを特徴とする、上記(9)に記載の耳折り装置である。
【0029】
上記発明によれば、搬送手段に供給された包装体のバタつきを、押さえ部材によってすぐさま抑えることができるため、供給後直ちに安定した搬送が可能になり、高速化が容易になる。
【0030】
(11)本発明はまた、前記供給手段として、前記搬送用フィンガーコンベアと直交するように、該搬送用フィンガーコンベアの上流に配置された供給用フィンガーコンベアを備えることを特徴とする、上記(9)または(10)に記載の耳折り装置である。
【0031】
上記発明によれば、供給用フィンガーコンベアのフィンガーを等間隔に配置しておくことで、複数の包装体のピッチずれを矯正し等間隔に修正できる。複数の包装体を等間隔に連続して搬送することで、曲げ動作等、各種処理を一定の周期ででき、処理の高速化に対応する際に都合がよい。
【発明の効果】
【0032】
本発明の上記(1)〜(11)に記載の耳折り装置によれば、高速化に対応しながら耳部をきれいに折り曲げられる。
【図面の簡単な説明】
【0033】
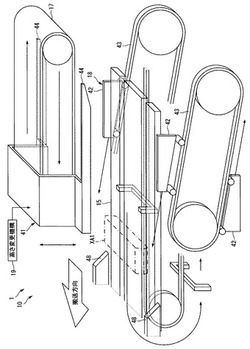
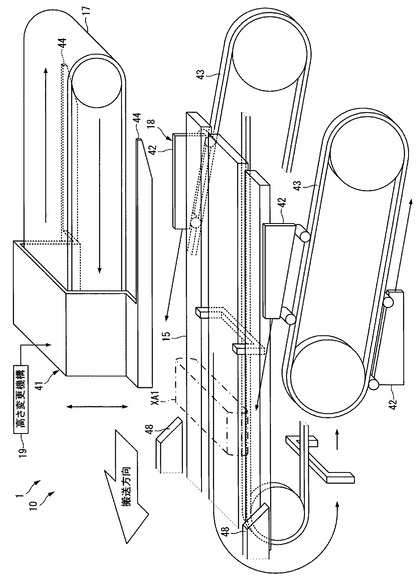
【図1】本発明の耳折り装置の上流域を示す外観斜視図である。
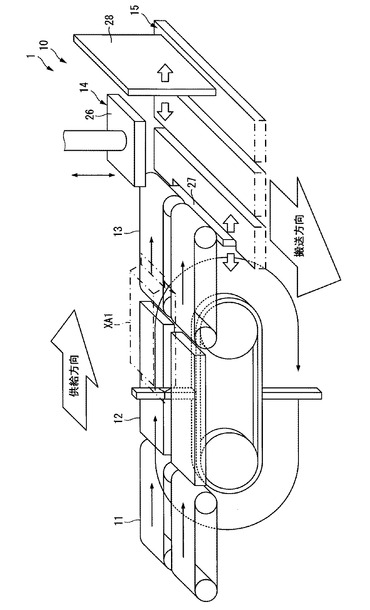
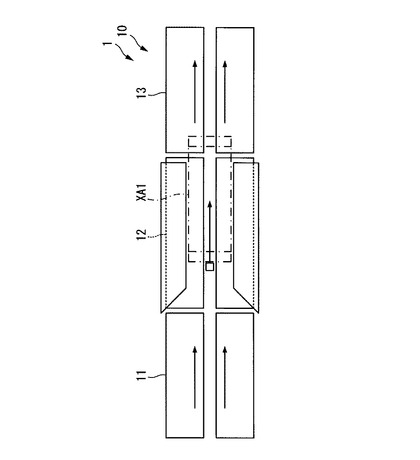
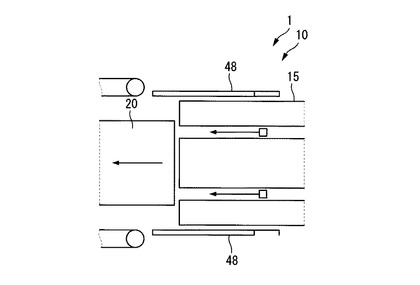
【図2】同耳折り装置の上流域を示す上面図である。
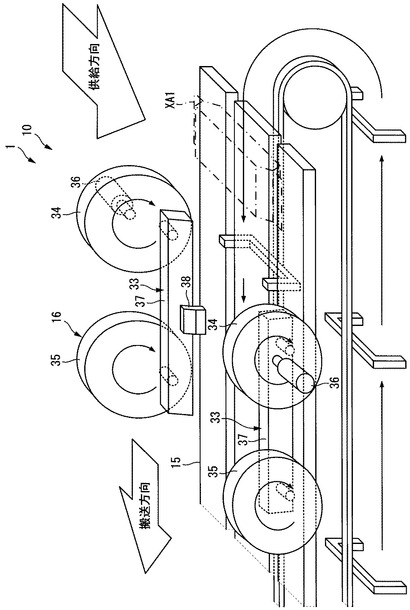
【図3】同耳折り装置の中流域を示す外観斜視図である。
【図4】同耳折り装置の下流域を示す外観斜視図である。
【図5】同耳折り装置の下流域を示す上面図である。
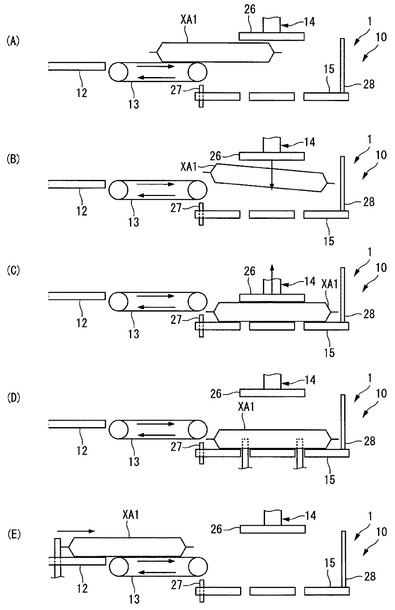
【図6】移載部の動作手順を説明する図である。
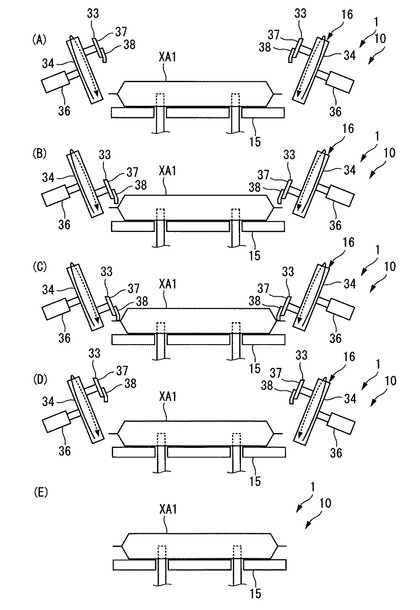
【図7】中央寄せユニットの動作手順を説明する図である。
【図8】折曲げユニットの動作手順を説明する図である。
【図9】本発明に係る別の実施形態の上流域を示す外観斜視図である。
【図10】同別の実施形態の移載部の動作手順を説明する図である。
【発明を実施するための形態】
【0034】
以下、図面を参照して、一連の動作を連続的に行う本発明に係る耳折り装置について詳細に説明する。
【0035】
まず、図1〜図5を用いて耳折り装置10の構成について説明する。図1は、耳折り装置10の上流域を示す外観斜視図である。図2は、耳折り装置10の上流域を示す上面図である。図3は、耳折り装置10の中流域を示す外観斜視図である。図4は、耳折り装置10の下流域を示す外観斜視図である。図5は、耳折り装置10の下流域を示す上面図である。なお、各図において、図面の簡略化のため、一部の構成要件の図示を適宜省略する。
【0036】
図1〜図5に示す耳折り装置10は、錠剤やカプセル等の薬剤を包装するライン1に設置される。このライン1は、PTP包装工程と、ピロー包装工程と、箱詰め工程と、等を備えている。
【0037】
PTP包装工程では、プラスチックシートにおける複数のポケットの各々に、薬剤を一錠ずつ投入してから、プラスチックシートを金属箔でシールして、PTP包装体を成形する。ピロー包装工程では、連続して搬送されるPTP包装体に対してフィルムを連続して供給する。そして、そのフィルムでPTP包装体を筒状に包み込んでセンターシールする。それから、フィルムを所定ピッチ毎に幅方向にエンドシールすると共にカットして、ピロー包装体XA1を成形する。箱詰め工程では、ピロー包装体XA1が紙製の箱に詰め込まれる。
【0038】
このようなライン1において、耳折り装置10は、ピロー包装体XA1が箱詰めされる前に、ピロー包装体XA1の耳部(エンドシールした部分)を折り曲げる。なお、本実施形態では、薬剤を包装するライン1に設置される耳折り装置10を例に説明するが、本発明の耳折り装置は、食品や日用品等の各種物品を包装するラインに設置できる。
【0039】
耳折り装置10は、供給用第1ベルトコンベア11と、供給用フィンガーコンベア12と、供給用第2ベルトコンベア13と、移載部14と、搬送用フィンガーコンベア15と、中央寄せユニット16と、上部ベルトコンベア17と、折曲げユニット18と、高さ変更機構19と、下部ベルトコンベア20と、ヒーターユニット(図示省略)と、冷却ユニット(図示省略)と、制御ユニット(図示省略)と、を備えている。
【0040】
これら耳折り装置10の各部は、制御ユニットによって統括的に制御される。制御ユニットは、CPU、RAM、およびROM等から構成され、各種制御を実行する。CPUは、いわゆる中央演算処理装置であり、各種プログラムが実行されて各種機能を実現する。RAMは、CPUの作業領域として使用される。ROMは、CPUで実行される基本OSを記憶する。
【0041】
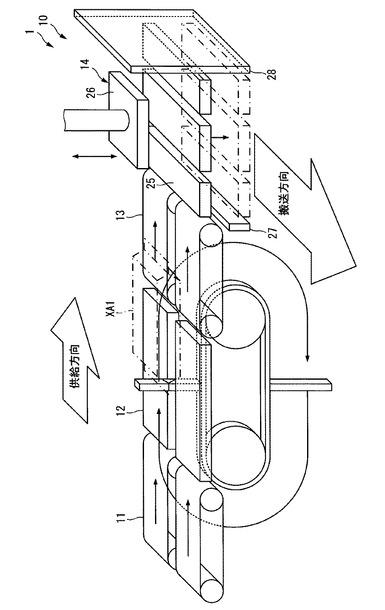
図1および図2に示す供給用第1ベルトコンベア11、供給用フィンガーコンベア12、および供給用第2ベルトコンベア13は、耳折り装置10の上流域に配置されており、これらが一体となって、中流域および下流域へピロー包装体XA1を供給する供給手段として機能する。上流域におけるピロー包装体XA1は、耳部の一方を、中流域へ供給する供給方向に向ける姿勢で配置される。すなわち、上流域におけるピロー包装体XA1は、製品の長さ方向を供給方向に一致させエンドシール部が前後に位置するよう耳部の他方を、前工程であるピロー包装工程の側に向ける姿勢で配置される。
【0042】
供給用第1ベルトコンベア11は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、定常走行(連続運転)している。これにより、供給用第1ベルトコンベア11は、前工程であるピロー包装工程から次々と流されるピロー包装体XA1を受けて、当該ピロー包装体XA1を供給用フィンガーコンベア12へ連続して搬送する。この供給用第1ベルトコンベア11は、搬送面(符号省略)を有してなり、当該搬送面がピロー包装体XA1を下方から支持する。
【0043】
供給用第1ベルトコンベア11は、2本のベルト(符号省略)が幅方向に並べて配置されている。2本のベルトの間には隙間(符号省略)が設けられ、当該隙間に、供給用フィンガーコンベア12のフィンガー(符号省略)が通される。これにより、供給用第1ベルトコンベア11と供給用フィンガーコンベア12とが連携し、ピロー包装体XA1を、供給用第1ベルトコンベア11から供給用フィンガーコンベア12に滑らかに引き継げる。
【0044】
供給用フィンガーコンベア12は、供給用第1ベルトコンベア11の下流に配置されている。この供給用フィンガーコンベア12は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、供給用第1ベルトコンベア11と同じ速度で定常走行(連続運転)している。これにより、供給用フィンガーコンベア12は、供給用第1ベルトコンベア11から次々と流されるピロー包装体XA1を受けて、当該ピロー包装体XA1を供給用第2ベルトコンベア13へ連続して搬送する。この供給用フィンガーコンベア12は、搬送面(符号省略)を有してなり、当該搬送面がピロー包装体XA1を下方から支持する。供給用フィンガーコンベア12によれば、次々と流されるピロー包装体XA1を順次フィンガーで押送することによりピッチを矯正することができ等間隔に搬送できる。
【0045】
供給用第2ベルトコンベア13は、供給用フィンガーコンベア12の下流に配置されている。この供給用第2ベルトコンベア13は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、供給用フィンガーコンベア12と同じ速度で定常走行(連続運転)している。これにより、供給用第2ベルトコンベア13は、供給用フィンガーコンベア12から次々と流されるピロー包装体XA1を受けて、当該ピロー包装体XA1を、移載部14を介して搬送用フィンガーコンベア15へ順次供給する。この供給用第2ベルトコンベア13は、搬送面(符号省略)を有してなり、当該搬送面がピロー包装体XA1を下方から支持する。
【0046】
供給用第2ベルトコンベア13は、2本のベルト(符号省略)が幅方向に並べて配置されている。2本のベルトの間には隙間(符号省略)が設けられ、当該隙間に、供給用フィンガーコンベア12のフィンガー(符号省略)が通される。これにより、供給用フィンガーコンベア12と供給用第2ベルトコンベア13とが連携し、ピロー包装体XA1を、供給用フィンガーコンベア12から供給用第2ベルトコンベア13に滑らかに引き継げる。
【0047】
なお、図2に示すように、耳折り装置10の上流域には、供給方向に沿って、ピロー包装体XA1の両側に、当該ピロー包装体XA1をガイドする一対のガイド部材(符号省略)が設けられている。この一対のガイド部材の上流端は、内幅を下流に向けて徐々に縮小したテーパ状に切り欠かれており、前工程から送り込まれたピロー包装体XA1をセンターに誘導しやすくなっている。
【0048】
図1に示す移載部14は、供給用第2ベルトコンベア13から搬送用フィンガーコンベア15への乗り継ぎ部分に設けられている。この移載部14は、供給用第2ベルトコンベア12から供給されるピロー包装体XA1を受け取り、横方向のズレを矯正すると共に当該ピロー包装体XA1のバタつきを抑えることで、高速で移動する搬送用フィンガーコンベア15のフィンガーが安定して受け取れるようにしている。
【0049】
具体的に、移載部14においては、供給用第2ベルトコンベア13と搬送用フィンガーコンベア15との間に落差を設けて、且つ供給用第2ベルトコンベア13の下流には、搬送用フィンガーコンベア15を隔ててストッパー28が配置されている。落差は供給用第2ベルトコンベア13から供給されたピロー包装体XA1がストッパー28に当たって押し戻された際に供給用第2ベルトコンベア13に乗り上げない程度に適宜設定される。例えば、落差は25mm程度に設定される。ストッパー28は搬送用フィンガーコンベア15の搬送面上を幅方向に摺動可能になっており位置を変更することができるため、供給用第2ベルトコンベア13の搬送端近傍に配置された側壁27との間隔を製品長に合わせて調整することができる。ちなみに、側壁27も幅方向の位置を変更できるようになっている。一方、搬送用フィンガーコンベア15の上方には、供給されたピロー包装体XA1を上から押さえてバタつきを抑える押さえ部材26が配置されている。
【0050】
この押さえ部材26は、板状の部材の下面にスポンジ等の弾性体が取り付けられており、当該弾性体は、ピロー包装体XA1の中央部を覆う程度の大きさに設定されている。押さえ部材26の昇降機構は、周知のエアシリンダ等により構成される。
【0051】
図3、図4または図5に示す搬送用フィンガーコンベア15、および中央寄せユニット16、上部ベルトコンベア17、折曲げユニット18、高さ変更機構19は、耳折り装置10の中流域に配置されている。このうち、搬送用フィンガーコンベア15および上部ベルトコンベア17は、一体となって、ピロー包装体XA1を連続して搬送する搬送手段として機能する。搬送手段による搬送方向は、供給手段による供給方向と直交するように設定されている。このため、中流域におけるピロー包装体XA1は、耳部を、搬送手段の幅方向に向ける横向きの姿勢で搬送される。
【0052】
搬送用フィンガーコンベア15は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、定常走行(連続運転)している。これにより、搬送用フィンガーコンベア15は、移載部14でピロー包装体XA1を受け取り、下部ベルトコンベア20へ搬送する。この搬送用フィンガーコンベア15は、搬送面(符号省略)を有してなり、当該搬送面がピロー包装体XA1を下方から支持する。
【0053】
中央寄せユニット16は、搬送用フィンガーコンベア15における上流寄りの移載部14の直後に配置されている。この中央寄せユニット16は、搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1の両側方において、当該ピロー包装体XA1を、幅方向の中央に寄せる寄せ動作をする。
【0054】
具体的に、中央寄せユニット16は、寄せ動作をする一対の中央寄せ部材33と、各中央寄せ部材33の幅方向の外側に設けられていて搬送方向に沿って並べて配置された一対の回転部材34,35と、これらの回転部材34に回転動力を与えるサーボモータ36と、を備えている。
【0055】
各中央寄せ部材33は、両端がそれぞれ、回転部材34,35の各々に回転自在に取り付けられて当該回転部材34,35の間に架け渡されているリンク部材37と、該リンク部材37に取り付けられた押し板38と、を構成要素として備える。回転部材34,35は、搬送方向と直交し、且つ、幅方向の内側に向けて仰角を有する軸回り(すなわち、幅方向の内側に傾斜した軸回り)に回転する(図7参照)。回転部材34,35は、サーボモータ36からの動力によって回転する。中央寄せ部材33は、回転部材34,35の回転に伴って、リンク部材37が搬送方向と平行を保ちながら公転し寄せ動作をする。具体的に、回転部材34,35がフィンガーの周回方向とは逆方向に回転すると、各リンク部材37が公転して搬送用フィンガーコンベア15の中心方向へと移動していく際に、各押し板38の先端部がピロー包装体XA1の側面に当接することで、ピロー包装体XA1の幅方向の位置ズレが矯正される。
【0056】
上部ベルトコンベア17は、中央寄せユニット16の下流に配置されている。この上部ベルトコンベア17は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、搬送用フィンガーコンベア15と同じ速度で定常走行(連続運転)している。これにより、上部ベルトコンベア17は、ピロー包装体XA1を搬送用フィンガーコンベア15の搬送面とで挟み込んで、搬送用フィンガーコンベア15のフィンガーと等速で走行する。これにより、折曲げユニット18が耳部を折り曲げる曲げ動作をする際に、ピロー包装体XA1が回転したり位置ズレしたり、または、振動したりすることを防止する。
【0057】
この上部ベルトコンベア17は、昇降可能に設けられている。これにより、製品高さに応じた位置調整や、上部ベルトコンベア17は、不使用時に搬送用フィンガーコンベア15から遠ざけることで、掃除やメンテナンスが容易となる。
【0058】
折曲げユニット18は、搬送用フィンガーコンベア15における下流寄りに、すなわち、中央寄せユニット16の下流に配置されている。この折曲げユニット18は、搬送用フィンガーコンベア15と同じ速度で定常動作しており、搬送用フィンガーコンベア15によって順次搬送されてくるピロー包装体XA1の耳部を折り曲げる曲げ動作を連続して行う。
【0059】
具体的に、折曲げユニット18は、搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1をガイドするガイド部材41と、このガイド部材41を支点として耳部を折り曲げる左右一対の耳押し部材42と、これらの耳押し部材42を各々動作させるタイミングベルト43と、を備えている。
【0060】
ガイド部材41は、ピロー包装体XA1の両側方において、当該ピロー包装体XA1の耳部の上方に搬送方向に沿って配置される左右一対のガイド片44を備えている。
【0061】
耳押し部材42は、ガイド片44の幅方向の外側に配置されるプレートである。この耳押し部材42は、耳部と平行な当接部(符号省略)を有し、環状の走行路に沿って周回する仕組みになっており、ピロー包装体XA1と共に搬送方向に走行しつつ、当該ピロー包装体XA1の耳部の下方からガイド片44の下端縁より上方に上昇して耳部を下方から押し(図8(A)および図8(B)参照)、ガイド片44を支点として耳部を折り曲げる(図8(C)参照)。このような耳押し部材42はそれぞれ、タイミングベルト43に等間隔を置いて連繋されており、本実施形態では2枚取り付けられている。そして、当該タイミングベルト43が走行するのに伴って、走行路を周回するようになっている。なお、耳押し部材42の搬送方向成分の速度は、搬送用フィンガーコンベア15におけるフィンガーの速度と等しくなっている。
【0062】
タイミングベルト43は、搬送用フィンガーコンベア15の両側方に搬送方向と平行な鉛直面内を回転するように配置されている。また、タイミングベルト43が掛け回されている一対のプーリ(符号省略)のうち下流側のプーリの位置を高くしているため、タイミングベルト43は搬送方向の往路において、斜めに上昇する走行路を備える。これら一対のタイミングベルト43は、それぞれ、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで循環するように走行する。すなわち、これら一対のタイミングベルト43は、循環走行体として機能する。
【0063】
高さ変更機構19は、周知のリンク機構およびサーボモータ等により構成され、上部ベルトコンベア17およびガイド部材41を一体的に上下に移動させ、これらの高さを変更する。
【0064】
図5に示す下部ベルトコンベア20は、搬送用フィンガーコンベア15の下流に配置されている。この下部ベルトコンベア20は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、搬送用フィンガーコンベア15と同じ速度で定常走行している。これにより、下部ベルトコンベア20は、搬送用フィンガーコンベア15から順次搬送されてくるピロー包装体XA1を引き受けて、当該ピロー包装体XA1を、後工程である箱詰め装置(図示省略)へ連続して搬送する。この下部ベルトコンベア20は、搬送面(符号省略)を有してなり、当該搬送面がピロー包装体XA1を下方から支持する。
【0065】
下部ベルトコンベア20の両側には、後述するヒーターユニットから延設された側方ガイド48が、その上流側先端部が耳押し部材42の軌跡の一部にラップするように設けられている。側方ガイド48の内幅は、耳押し部材42の外幅よりも若干広くなるように設けられており、耳押し部材42で折り曲げられた状態が保持できるようになっている。また、側方ガイド48の上流側先端部は上方側が斜めに切り欠かれた形状に形成されており、折り曲げられた耳部が側方ガイド48に進入する際に引っ掛かりにくくなっている。
【0066】
ヒーターユニット(図示省略)は、下部ベルトコンベア20における上流寄りに配置されている。このヒーターユニットは、折曲げユニット18の曲げ動作によって折り曲げられた耳部を加熱して、耳部が元に戻りにくくするため癖付けを行う。
【0067】
具体的に、ヒーターユニットは、下部ベルトコンベア20の両側方に沿って配置された一対のサイドベルトと、各サイドベルト内に配置されたヒートパネルと、ヒートパネルを加熱する加熱ユニットと、等を備えている。サイドベルトは、下部ベルトコンベア20によって搬送されるピロー包装体XA1をガイドする。ヒートパネルは、電気によって適温に加熱されている。このヒートパネルは、下部ベルトコンベア20によって搬送されるピロー包装体XA1の耳部を加熱する。
【0068】
冷却ユニット(図示省略)は、下部ベルトコンベア20における下流寄りに、すなわち、ヒーターユニットの下流に配置されている。この冷却ユニットは、ヒーターユニットによって加熱された耳部を冷却する。
【0069】
具体的に、冷却ユニットは、下部ベルトコンベア20の両側方に沿って配置された一対のサイドベルトと、これら一対のサイドベルト内に配置された一対の冷却パネルと、これら一対の冷却パネルに水を送り込むホースと、等を備えている。この冷却ユニットは、周知の水冷式のものであるが、これに限定されず、空冷式のものであってもよい。
【0070】
次に、耳折り装置10の動作手順について、図6〜図8に基づいて説明する。図6は、移載部14の動作手順を説明する図である。図7は、中央寄せユニット16の動作手順を説明する図である。図8は、折曲げユニット18の動作手順を説明する図である。
【0071】
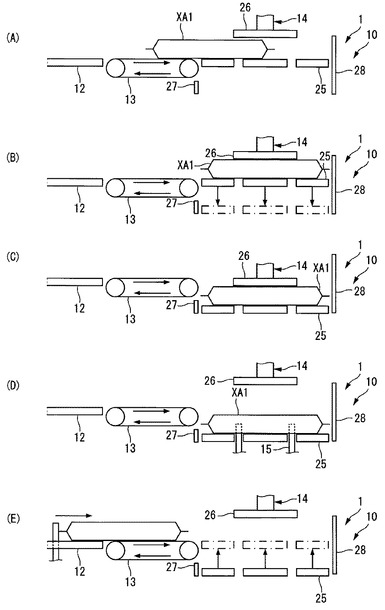
まず、図6に基づいて、移載部14の動作手順について説明する。まず、図6(A)に示すように、供給用第2ベルトコンベア13によって供給されたピロー包装体XA1はストッパー28に当接し押し戻す力が作用するものの、供給用第2ベルトコンベア13および搬送用フィンガーコンベア15の搬送面に落差を設けたことで、側壁27に当接し、横方向の位置が矯正される。さらに、図6(B)および図6(C)に示すように、押さえ部材26が下降してピロー包装体XA1を上方から押さえてバタつきを抑える。その後、図6(D)に示すように、押さえ部材26が上方に復帰する。そして、図6(E)に示すように、搬送用フィンガーコンベア15のフィンガーによって、耳部を側方に向けた横向きの状態で搬送する。
【0072】
次に、図7に基づいて、中央寄せユニット16の動作手順について説明する。図7(A)〜図7(D)に示すように、中央寄せユニット16は、搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1の両側方において、左右の回転部材34,35(35は図示省略)を定常回転させる。左右の回転部材34,35の定常回転によって、中央寄せ部材33は、ピロー包装体XA1と共に搬送方向(図7における奥側から手前側の方向)に走行しつつ、図7(A)〜図7(C)に示すように、下降しながら幅方向の外側から内側に移動する。これにより、図7(B)および図7(C)に示すように、ピロー包装体XA1の側方に当接し幅方向の位置ずれを矯正する。そして、ピロー包装体XA1は、図7(E)に示すように、中央寄せユニット16の下流に搬送される。
【0073】
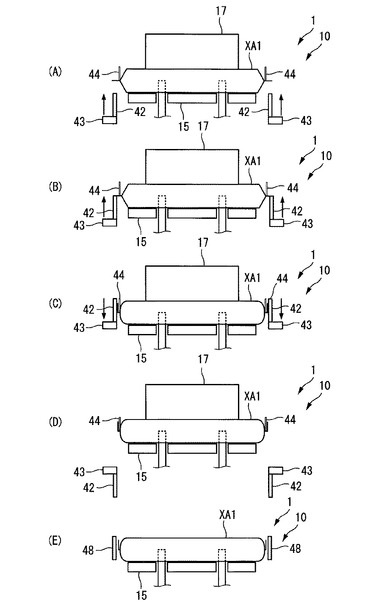
最後に、図8に基づいて、折曲げユニット18の動作手順について説明する。図8(A)〜図8(D)に示すように、一対のガイド片44は、搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1の両側方において、耳部の上方に沿って配置される。耳押し部材42は、タイミングベルト43によって、ピロー包装体XA1と共に搬送方向(図8における奥側から手前側の方向)に走行しつつ、図8(A)および図8(B)に示すように、上昇して耳部の下面に当接する。このまま、耳押し部材42は、ピロー包装体XA1と共に搬送方向への走行を継続しつつ、図8(C)に示すように、引き続き上昇する。これにより、耳部はガイド片44を支点として上方へ折り曲げられる。その後、耳押し部材42は、しばらくピロー包装体XA1と共に搬送方向への走行を継続した後に反転し、図8(D)に示すように、下降して耳部から退避する。そして、ピロー包装体XA1は、図8(E)に示すように、耳部が折り曲げられた状態のまま側方ガイド48に案内されつつ搬送される。
【0074】
このように、耳折り装置10によれば、耳押し部材42が、搬送中のピロー包装体XA1に作用してガイド片44を支点として耳部を折り曲げるから、ピロー包装体XA1を一時停止させることなく、耳部を折り曲げられ、処理の高速化に対応できる。具体的には、PTP包装工程やピロー包装工程等の前工程の能力にもよるが、ピロー包装体XA1を一時停止させる従来の手法では、毎分120個のピロー包装体XA1を箱詰めすること(120回転)が限界であったが、耳折り装置10は、毎分200個のピロー包装体XA1の箱詰めを可能にする。
【0075】
そして、耳押し部材42が、ピロー包装体XA1と共に搬送方向に走行しつつピロー包装体XA1に作用するから、ピロー包装体XA1を一時停止させて耳部を折り曲げる場合と同様に折り曲げられる。すなわち、処理の高速化に対応しながら耳部をきれいに折り曲げられる。特に、本実施形態のピロー包装体XA1のように、四角い形状の物品を包み込んだピロー包装体に対して曲げ動作をする場合には、耳部をよりきれいに折り曲げられる。
【0076】
また、耳押し部材42がタイミングベルト43に連繋されて、当該タイミングベルト43の走行に伴って周回しながら曲げ動作を行うため、高速化に対応することができる。
【0077】
さらに、側方ガイド48の上流側先端部における上方側が、斜めに切り欠かれた形状に形成されているから、耳押し部材42によって折り曲げられた耳部が側方ガイド48に進入する際に引っ掛かることがなく、側方ガイド48にスムーズに進入させることができる。
【0078】
次いで、高さ変更機構19を備えているから、ガイド片44の高さを変更することで、種々の厚さのピロー包装体XA1に対応できる。
【0079】
そして、中央寄せユニット16を備えているから、ピロー包装体XA1を中央に寄せてセンターを合わせてから曲げ動作をすることができ、ひいては両耳部を均等且つきれいに折り曲げることができる。
【0080】
また、中央寄せ部材33が回転部材34,35による回転駆動であるため、高速化に対応させることができる。
【0081】
さらに、搬送用フィンガーコンベア15のフィンガーが等間隔に配置されているから、複数のピロー包装体XA1を等間隔に連続して搬送できる。複数のピロー包装体XA1を等間隔に連続して搬送することで、曲げ動作等、各種処理を一定の周期ででき、処理の高速化に対応する際に都合がよい。
【0082】
次いで、上部ベルトコンベア17を備えているから、ピロー包装体XA1を振動させることなく安定した状態に保てる。これにより、曲げ動作を確実にでき、耳部をきれいに折り曲げることができる。
【0083】
そして、供給用フィンガーコンベア12のフィンガーが等間隔に配置されているから、複数のピロー包装体XA1のピッチずれを矯正し等間隔に修正することができる。複数のピロー包装体XA1を等間隔に連続して搬送することで、曲げ動作等、各種処理を一定の周期ででき、処理の高速化に対応する際に都合がよい。
【0084】
本発明は、上記実施形態に限られるものではなく、その趣旨および技術思想を逸脱しない範囲で種々の変形が可能である。例えば、耳押し部材42とガイド片44とが上下逆の配置でも良いし、耳押し部材42の幅をガイド片44の幅より小さくし、耳部を下向きに折り曲げる構成とすることもできる。
【0085】
また、上記実施形態において、移載部14として、図9に示すように、ピロー包装体XA1を収容する収容位置から、当該ピロー包装体XA1を排出する位置に下降する下降面25と、この下降面25を昇降させる昇降機構(図示省略)と、等を備えるようにしてもよい。
【0086】
具体的に、下降面25は、収容位置において、供給用第2ベルトコンベア13の搬送面(符号省略)に連続して、供給用第2ベルトコンベア13から流されるピロー包装体XA1を受ける。この下降面25は、収容位置から下方の排出位置において、搬送用フィンガーコンベア15の搬送面(符号省略)に連続して、搬送用フィンガーコンベア15にピロー包装体XA1を供給する。収容位置と排出位置との落差は、供給用第2ベルトコンベア13の搬送面と、搬送用フィンガーコンベア15の搬送面と、の落差と一致するように設定されている。この落差は、ピロー包装体XA1の厚みによって異なるが、25mm程度であることが好ましい。
【0087】
下降面25は、3枚の板(符号省略)が搬送用フィンガーコンベア15の幅方向に並べて配置されている。3枚の板の間にはそれぞれ、合計で2本の隙間(符号省略)が設けられ、当該2本の隙間に、搬送用フィンガーコンベア15のフィンガー(符号省略)が通される。これにより、移載部14と搬送用フィンガーコンベア15とが連携し、ピロー包装体XA1を、移載部14から搬送用フィンガーコンベア15に引き継げる。
【0088】
次に、図10に基づいて、この実施形態に係る移載部14の動作手順について説明する。まず、図10(A)に示すように、供給用第2ベルトコンベア13によって搬送されるピロー包装体XA1は、収容位置における下降面25および押さえ部材26の間に供給される。そして、図10(B)に示すように、ピロー包装体XA1の下降面25への供給が終了するタイミングに、押さえ部材26が下降を開始する。これにより、ピロー包装体XA1が下降面25および押さえ部材26の間に挟まれる。押さえ部材26の下降開始に僅かに遅れて下降面25が下降を開始する。これにより、図10(C)に示すように、押さえ部材26と共に下降面25が排出位置まで下降する。その後、図10(D)に示すように、押さえ部材26が収容位置まで上昇すると共に、ピロー包装体XA1が、搬送用フィンガーコンベア15のフィンガーによって下降面25から排出される。そして、図10(E)に示すように、下降面25が収容位置まで上昇する。移載部14は、図10(A)〜図10(E)に示す一連の動作を、一定の周期で繰り返す。
【0089】
このように、この実施形態に係る耳折り装置10によれば、収容位置から排出位置への下降を一定の周期でする下降面25を備えているから、供給用第2ベルトコンベア13から搬送用フィンガーコンベア15へのピロー包装体XA1の供給を、一定の周期でできる。
【0090】
そして、下降面25と共に搬送方向に沿った溝を構成する側壁27およびストッパー28を備えているから、ピロー包装体XA1が溝に収まるように下降面25と共に下降する。ピロー包装体XA1が溝に収まることで、搬送用フィンガーコンベア15は、ピロー包装体XA1を幅方向の中心に保った状態で搬送できる。これにより、耳部をきれいに折り曲げられる。
【符号の説明】
【0091】
10 耳折り装置
11 供給用第1ベルトコンベア(供給手段)
12 供給用フィンガーコンベア(供給手段)
13 供給用第2ベルトコンベア(供給手段)
15 搬送用フィンガーコンベア(搬送手段)
17 上部ベルトコンベア(搬送手段)
19 高さ変更機構
25 下降面
26 押さえ部材
27,28 側壁
33 中央寄せ部材
34,35 回転部材
42 耳押し部材
43 タイミングベルト(環状走行体)
44 ガイド片
48 側方ガイド
XA1 ピロー包装体
【技術分野】
【0001】
本発明は、物品をフィルム等の包装材料で筒状に包み込み当該包装材料の前後をエンドシールしたピロー包装体の耳部を折り曲げる耳折り装置に関する。
【背景技術】
【0002】
錠剤やカプセル等の薬剤を包装するラインは、大別して、PTP包装工程と、ピロー包装工程と、箱詰め工程と、を備えている。PTP包装工程では、複数のポケットが形成されたプラスチックシートと、アルミニウム等の金属箔と、を用いてPTP包装体を成形する。具体的に、プラスチックシートにおける複数のポケットの各々に、薬剤を一錠ずつ投入してから、プラスチックシートを金属箔でシールして、PTP包装体を成形する。
【0003】
ピロー包装工程では、アルミニウム等の金属が蒸着したフィルムを用いてピロー包装体を成形する。具体的に、連続して搬送されるPTP包装体に対してフィルムを連続して供給する。そして、そのフィルムでPTP包装体を筒状に包み込んでセンターシールする。それから、フィルムを所定ピッチ毎に幅方向にエンドシールすると共にカットして、ピロー包装体を成形する。なお、ピロー包装体は、PTP包装体を一枚ずつ包装してもよいし、複数枚のPTP包装体を積層し、まとめて包装してもよい。
【0004】
箱詰め工程では、ピロー包装体の耳部(エンドシールした部分)を折り曲げてから箱詰めされる。耳部を折り曲げることで、ピロー包装体の形状が箱の形状に近付いて箱詰めが容易になると共に、ピロー包装体の形状がコンパクトな形状となって、容積の小さい箱に詰めることが可能となる等のメリットが生じる(特許文献1参照)。このようなメリットは、薬剤を包装する場合に限らず、食品や日用品等の各種物品を包装する場合に共通して生じる。
【0005】
ピロー包装体における耳部の折曲げは、耳折り装置によって行われる。例えば、特許文献2に記載の耳折り装置では、耳折りを行う作業ステーションにおいて、ピロー包装体を一時停止させる。そして、昇降する上下の折曲板で耳部を挟み込んで折り曲げる。
【0006】
特許文献3に記載の耳折り装置では、搬送方向に沿って両側に配置された折畳み棒に耳部を当接させながら半包装体を搬送することで、耳部が強制的に折り曲げられる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2007−106489号公報(段落[0003]、図3および図4参照)
【特許文献2】実開昭58−055001号のマイクロフィルム(第6図参照)
【特許文献3】特開2006−225019号公報(段落[0019]、図6および図9参照)
【発明の概要】
【発明が解決しようとする課題】
【0008】
ラインの能力を上げるために、各工程の処理速度の向上が望まれている。箱詰め工程においては、耳部の折曲げに掛かる時間の短縮が求められている。ところが、特許文献2に記載の耳折り装置の場合、ピロー包装体を一時停止させる間欠動作によって耳部を折り曲げるので、処理時間の短縮に限界がある。一方、特許文献3に記載の耳折り装置の場合、連続動作が可能であり、処理時間を短縮できる。しかしながら、特許文献3に記載の耳折り装置は、饅頭やケーキ等の軟らかく丸い形状の物品を包装するもので、物品に不要な力が掛からないことに重点をおいているため、当該構成では、フィルムにシワができる等、きれいに折り曲げられないという問題がある。
【0009】
本発明は、上記課題を鑑みてなされたものであり、処理の高速化に対応しながら耳部をきれいに折り曲げる耳折り装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
(1)本発明は、シールされている包装体の耳部を折り曲げる耳折り装置であって、前記耳部を側方に向けて前記包装体を搬送する搬送手段と、前記搬送手段によって搬送される前記包装体の側方において、該包装体の前記耳部の上方に位置し、搬送方向と平行に配置されたガイド片と、前記ガイド片の幅方向の内外いずれかの側において、前記包装体と共に搬送方向に走行しつつ、該包装体の前記耳部の下方から該耳部を押しながら前記ガイド片の下端縁より下方に上昇し、前記ガイド片を支点として前記耳部を折り曲げる曲げ動作をする耳押し部材と、を備えることを特徴とする、耳折り装置である。
【0011】
本発明によれば、耳押し部材が、搬送中の包装体に作用してガイド片を支点として耳部を折り曲げるから、包装体を一時停止させることなく、耳部を折り曲げられ、処理の高速化に対応できる。具体的には、PTP包装工程やピロー包装工程等の前工程の能力にもよるが、包装体を一時停止させる従来の手法では、毎分120個の包装体を箱詰めすること(120回転)が限界であったが、本発明の耳折り装置は、毎分200個の包装体の箱詰めを可能にする。
【0012】
また、耳押し部材が、包装体と共に搬送方向に走行しつつ包装体に作用するから、包装体を一時停止させて耳部を折り曲げる場合と同様に折り曲げられる。すなわち、処理の高速化に対応しながら耳部をきれいに折り曲げられる。特に、四角い形状の物品を包み込んだ包装体に対して曲げ動作をする場合には、耳部をよりきれいに折り曲げられる。
【0013】
(2)本発明はまた、前記耳押し部材は、搬送方向に沿って配置され循環するように走行する環状走行体に連繋されて環状の走行路に沿って周回し、前記走行路は搬送方向である往路において斜めに上昇する区間を備えることを特徴とする、上記(1)に記載の耳折り装置である。
【0014】
上記発明によれば、耳押し部材が環状走行体に連繋されて、当該環状走行体の走行に伴って周回し曲げ動作を行うため、高速化に対応することができる。
【0015】
(3)本発明はまた、前記耳押し部材の下流に、前記耳部が折り曲げられた状態を保持できる幅で配置されている左右一対の側方ガイドが設けられ、該側方ガイドの上流側先端部は、前記耳部を折り曲げる側が斜めに切り欠かれた形状に形成されていることを特徴とする、上記(1)または(2)に記載の耳折り装置である。
【0016】
上記発明によれば、側方ガイドの上流側先端部における上方側が、斜めに切り欠かれた形状に形成されているから、耳押し部材によって折り曲げられた耳部が側方ガイドに進入する際に引っ掛かることがなく、側方ガイドにスムーズに進入させることができる。
【0017】
(4)本発明はまた、前記ガイド片の高さを変更する高さ変更機構を備えることを特徴とする、上記(1)〜(3)のいずれかに記載の耳折り装置である。
【0018】
上記発明によれば、ガイド片の高さを変更することで、種々の厚さの包装体に対応できる。
【0019】
(5)本発明はまた、前記ガイド片および前記耳押し部材の上流において、前記搬送手段の両側にそれぞれ、前記包装体と共に搬送方向に走行しつつ、内側に移動して前記包装体を側方から押し、前記包装体を中央に寄せる寄せ動作をする中央寄せ部材を備えることを特徴とする、上記(1)〜(4)のいずれかに記載の耳折り装置である。
【0020】
上記発明によれば、包装体が幅方向の外側に片寄っていた場合であっても、包装体を中央に寄せてセンターを合わせてから曲げ動作をするから、耳部をきれいに折り曲げることができる。
【0021】
(6)本発明はまた、前記中央寄せ部材は、搬送方向に離間して設けられ内側に傾斜した軸回りに回転する一対の回転部材の間に架け渡され、各々の回転部材に対して回転自在に取り付けられていることを特徴とする、上記(5)に記載の耳折り装置である。
【0022】
上記発明によれば、中央寄せ部材が回転部材による回転駆動であるため、高速化に対応させることができる。
【0023】
(7)本発明はまた、前記搬送手段として、前記包装体を下方から支持する搬送面を有してなる搬送用フィンガーコンベアを備えることを特徴とする、上記(1)〜(6)のいずれかに記載の耳折り装置である。
【0024】
上記発明によれば、搬送用フィンガーコンベアのフィンガーを等間隔に配置しておくことで、複数の包装体を等間隔に連続して搬送できる。複数の包装体を等間隔に連続して搬送することで、曲げ動作等、各種処理を一定の周期ででき、処理の高速化に対応する際に都合がよい。
【0025】
(8)本発明はまた、前記搬送手段の前記搬送面の上方に配置され該包装体を前記搬送面とで挟み込むベルトコンベアを備えることを特徴とする、上記(7)に記載の耳折り装置である。
【0026】
上記発明によれば、包装体を振動させることなく安定した状態に保てる。これにより、曲げ動作を確実にでき、耳部をきれいに折り曲げることができる。
【0027】
(9)本発明はまた、前記搬送手段に対して前記包装体を側方から供給する供給手段を備え、該供給手段および前記搬送手段の搬送面には落差が設けられ、前記供給手段の下流には前記搬送手段を隔ててストッパーが配置されていることを特徴とする、上記(7)または(8)に記載の耳折り装置である。
【0028】
(10)本発明はまた、前記供給手段と前記ストッパーとの間であって前記搬送手段の上方に、前記包装体が供給されたタイミングで下降する間欠駆動の押さえ部材が設けられていることを特徴とする、上記(9)に記載の耳折り装置である。
【0029】
上記発明によれば、搬送手段に供給された包装体のバタつきを、押さえ部材によってすぐさま抑えることができるため、供給後直ちに安定した搬送が可能になり、高速化が容易になる。
【0030】
(11)本発明はまた、前記供給手段として、前記搬送用フィンガーコンベアと直交するように、該搬送用フィンガーコンベアの上流に配置された供給用フィンガーコンベアを備えることを特徴とする、上記(9)または(10)に記載の耳折り装置である。
【0031】
上記発明によれば、供給用フィンガーコンベアのフィンガーを等間隔に配置しておくことで、複数の包装体のピッチずれを矯正し等間隔に修正できる。複数の包装体を等間隔に連続して搬送することで、曲げ動作等、各種処理を一定の周期ででき、処理の高速化に対応する際に都合がよい。
【発明の効果】
【0032】
本発明の上記(1)〜(11)に記載の耳折り装置によれば、高速化に対応しながら耳部をきれいに折り曲げられる。
【図面の簡単な説明】
【0033】
【図1】本発明の耳折り装置の上流域を示す外観斜視図である。
【図2】同耳折り装置の上流域を示す上面図である。
【図3】同耳折り装置の中流域を示す外観斜視図である。
【図4】同耳折り装置の下流域を示す外観斜視図である。
【図5】同耳折り装置の下流域を示す上面図である。
【図6】移載部の動作手順を説明する図である。
【図7】中央寄せユニットの動作手順を説明する図である。
【図8】折曲げユニットの動作手順を説明する図である。
【図9】本発明に係る別の実施形態の上流域を示す外観斜視図である。
【図10】同別の実施形態の移載部の動作手順を説明する図である。
【発明を実施するための形態】
【0034】
以下、図面を参照して、一連の動作を連続的に行う本発明に係る耳折り装置について詳細に説明する。
【0035】
まず、図1〜図5を用いて耳折り装置10の構成について説明する。図1は、耳折り装置10の上流域を示す外観斜視図である。図2は、耳折り装置10の上流域を示す上面図である。図3は、耳折り装置10の中流域を示す外観斜視図である。図4は、耳折り装置10の下流域を示す外観斜視図である。図5は、耳折り装置10の下流域を示す上面図である。なお、各図において、図面の簡略化のため、一部の構成要件の図示を適宜省略する。
【0036】
図1〜図5に示す耳折り装置10は、錠剤やカプセル等の薬剤を包装するライン1に設置される。このライン1は、PTP包装工程と、ピロー包装工程と、箱詰め工程と、等を備えている。
【0037】
PTP包装工程では、プラスチックシートにおける複数のポケットの各々に、薬剤を一錠ずつ投入してから、プラスチックシートを金属箔でシールして、PTP包装体を成形する。ピロー包装工程では、連続して搬送されるPTP包装体に対してフィルムを連続して供給する。そして、そのフィルムでPTP包装体を筒状に包み込んでセンターシールする。それから、フィルムを所定ピッチ毎に幅方向にエンドシールすると共にカットして、ピロー包装体XA1を成形する。箱詰め工程では、ピロー包装体XA1が紙製の箱に詰め込まれる。
【0038】
このようなライン1において、耳折り装置10は、ピロー包装体XA1が箱詰めされる前に、ピロー包装体XA1の耳部(エンドシールした部分)を折り曲げる。なお、本実施形態では、薬剤を包装するライン1に設置される耳折り装置10を例に説明するが、本発明の耳折り装置は、食品や日用品等の各種物品を包装するラインに設置できる。
【0039】
耳折り装置10は、供給用第1ベルトコンベア11と、供給用フィンガーコンベア12と、供給用第2ベルトコンベア13と、移載部14と、搬送用フィンガーコンベア15と、中央寄せユニット16と、上部ベルトコンベア17と、折曲げユニット18と、高さ変更機構19と、下部ベルトコンベア20と、ヒーターユニット(図示省略)と、冷却ユニット(図示省略)と、制御ユニット(図示省略)と、を備えている。
【0040】
これら耳折り装置10の各部は、制御ユニットによって統括的に制御される。制御ユニットは、CPU、RAM、およびROM等から構成され、各種制御を実行する。CPUは、いわゆる中央演算処理装置であり、各種プログラムが実行されて各種機能を実現する。RAMは、CPUの作業領域として使用される。ROMは、CPUで実行される基本OSを記憶する。
【0041】
図1および図2に示す供給用第1ベルトコンベア11、供給用フィンガーコンベア12、および供給用第2ベルトコンベア13は、耳折り装置10の上流域に配置されており、これらが一体となって、中流域および下流域へピロー包装体XA1を供給する供給手段として機能する。上流域におけるピロー包装体XA1は、耳部の一方を、中流域へ供給する供給方向に向ける姿勢で配置される。すなわち、上流域におけるピロー包装体XA1は、製品の長さ方向を供給方向に一致させエンドシール部が前後に位置するよう耳部の他方を、前工程であるピロー包装工程の側に向ける姿勢で配置される。
【0042】
供給用第1ベルトコンベア11は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、定常走行(連続運転)している。これにより、供給用第1ベルトコンベア11は、前工程であるピロー包装工程から次々と流されるピロー包装体XA1を受けて、当該ピロー包装体XA1を供給用フィンガーコンベア12へ連続して搬送する。この供給用第1ベルトコンベア11は、搬送面(符号省略)を有してなり、当該搬送面がピロー包装体XA1を下方から支持する。
【0043】
供給用第1ベルトコンベア11は、2本のベルト(符号省略)が幅方向に並べて配置されている。2本のベルトの間には隙間(符号省略)が設けられ、当該隙間に、供給用フィンガーコンベア12のフィンガー(符号省略)が通される。これにより、供給用第1ベルトコンベア11と供給用フィンガーコンベア12とが連携し、ピロー包装体XA1を、供給用第1ベルトコンベア11から供給用フィンガーコンベア12に滑らかに引き継げる。
【0044】
供給用フィンガーコンベア12は、供給用第1ベルトコンベア11の下流に配置されている。この供給用フィンガーコンベア12は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、供給用第1ベルトコンベア11と同じ速度で定常走行(連続運転)している。これにより、供給用フィンガーコンベア12は、供給用第1ベルトコンベア11から次々と流されるピロー包装体XA1を受けて、当該ピロー包装体XA1を供給用第2ベルトコンベア13へ連続して搬送する。この供給用フィンガーコンベア12は、搬送面(符号省略)を有してなり、当該搬送面がピロー包装体XA1を下方から支持する。供給用フィンガーコンベア12によれば、次々と流されるピロー包装体XA1を順次フィンガーで押送することによりピッチを矯正することができ等間隔に搬送できる。
【0045】
供給用第2ベルトコンベア13は、供給用フィンガーコンベア12の下流に配置されている。この供給用第2ベルトコンベア13は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、供給用フィンガーコンベア12と同じ速度で定常走行(連続運転)している。これにより、供給用第2ベルトコンベア13は、供給用フィンガーコンベア12から次々と流されるピロー包装体XA1を受けて、当該ピロー包装体XA1を、移載部14を介して搬送用フィンガーコンベア15へ順次供給する。この供給用第2ベルトコンベア13は、搬送面(符号省略)を有してなり、当該搬送面がピロー包装体XA1を下方から支持する。
【0046】
供給用第2ベルトコンベア13は、2本のベルト(符号省略)が幅方向に並べて配置されている。2本のベルトの間には隙間(符号省略)が設けられ、当該隙間に、供給用フィンガーコンベア12のフィンガー(符号省略)が通される。これにより、供給用フィンガーコンベア12と供給用第2ベルトコンベア13とが連携し、ピロー包装体XA1を、供給用フィンガーコンベア12から供給用第2ベルトコンベア13に滑らかに引き継げる。
【0047】
なお、図2に示すように、耳折り装置10の上流域には、供給方向に沿って、ピロー包装体XA1の両側に、当該ピロー包装体XA1をガイドする一対のガイド部材(符号省略)が設けられている。この一対のガイド部材の上流端は、内幅を下流に向けて徐々に縮小したテーパ状に切り欠かれており、前工程から送り込まれたピロー包装体XA1をセンターに誘導しやすくなっている。
【0048】
図1に示す移載部14は、供給用第2ベルトコンベア13から搬送用フィンガーコンベア15への乗り継ぎ部分に設けられている。この移載部14は、供給用第2ベルトコンベア12から供給されるピロー包装体XA1を受け取り、横方向のズレを矯正すると共に当該ピロー包装体XA1のバタつきを抑えることで、高速で移動する搬送用フィンガーコンベア15のフィンガーが安定して受け取れるようにしている。
【0049】
具体的に、移載部14においては、供給用第2ベルトコンベア13と搬送用フィンガーコンベア15との間に落差を設けて、且つ供給用第2ベルトコンベア13の下流には、搬送用フィンガーコンベア15を隔ててストッパー28が配置されている。落差は供給用第2ベルトコンベア13から供給されたピロー包装体XA1がストッパー28に当たって押し戻された際に供給用第2ベルトコンベア13に乗り上げない程度に適宜設定される。例えば、落差は25mm程度に設定される。ストッパー28は搬送用フィンガーコンベア15の搬送面上を幅方向に摺動可能になっており位置を変更することができるため、供給用第2ベルトコンベア13の搬送端近傍に配置された側壁27との間隔を製品長に合わせて調整することができる。ちなみに、側壁27も幅方向の位置を変更できるようになっている。一方、搬送用フィンガーコンベア15の上方には、供給されたピロー包装体XA1を上から押さえてバタつきを抑える押さえ部材26が配置されている。
【0050】
この押さえ部材26は、板状の部材の下面にスポンジ等の弾性体が取り付けられており、当該弾性体は、ピロー包装体XA1の中央部を覆う程度の大きさに設定されている。押さえ部材26の昇降機構は、周知のエアシリンダ等により構成される。
【0051】
図3、図4または図5に示す搬送用フィンガーコンベア15、および中央寄せユニット16、上部ベルトコンベア17、折曲げユニット18、高さ変更機構19は、耳折り装置10の中流域に配置されている。このうち、搬送用フィンガーコンベア15および上部ベルトコンベア17は、一体となって、ピロー包装体XA1を連続して搬送する搬送手段として機能する。搬送手段による搬送方向は、供給手段による供給方向と直交するように設定されている。このため、中流域におけるピロー包装体XA1は、耳部を、搬送手段の幅方向に向ける横向きの姿勢で搬送される。
【0052】
搬送用フィンガーコンベア15は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、定常走行(連続運転)している。これにより、搬送用フィンガーコンベア15は、移載部14でピロー包装体XA1を受け取り、下部ベルトコンベア20へ搬送する。この搬送用フィンガーコンベア15は、搬送面(符号省略)を有してなり、当該搬送面がピロー包装体XA1を下方から支持する。
【0053】
中央寄せユニット16は、搬送用フィンガーコンベア15における上流寄りの移載部14の直後に配置されている。この中央寄せユニット16は、搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1の両側方において、当該ピロー包装体XA1を、幅方向の中央に寄せる寄せ動作をする。
【0054】
具体的に、中央寄せユニット16は、寄せ動作をする一対の中央寄せ部材33と、各中央寄せ部材33の幅方向の外側に設けられていて搬送方向に沿って並べて配置された一対の回転部材34,35と、これらの回転部材34に回転動力を与えるサーボモータ36と、を備えている。
【0055】
各中央寄せ部材33は、両端がそれぞれ、回転部材34,35の各々に回転自在に取り付けられて当該回転部材34,35の間に架け渡されているリンク部材37と、該リンク部材37に取り付けられた押し板38と、を構成要素として備える。回転部材34,35は、搬送方向と直交し、且つ、幅方向の内側に向けて仰角を有する軸回り(すなわち、幅方向の内側に傾斜した軸回り)に回転する(図7参照)。回転部材34,35は、サーボモータ36からの動力によって回転する。中央寄せ部材33は、回転部材34,35の回転に伴って、リンク部材37が搬送方向と平行を保ちながら公転し寄せ動作をする。具体的に、回転部材34,35がフィンガーの周回方向とは逆方向に回転すると、各リンク部材37が公転して搬送用フィンガーコンベア15の中心方向へと移動していく際に、各押し板38の先端部がピロー包装体XA1の側面に当接することで、ピロー包装体XA1の幅方向の位置ズレが矯正される。
【0056】
上部ベルトコンベア17は、中央寄せユニット16の下流に配置されている。この上部ベルトコンベア17は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、搬送用フィンガーコンベア15と同じ速度で定常走行(連続運転)している。これにより、上部ベルトコンベア17は、ピロー包装体XA1を搬送用フィンガーコンベア15の搬送面とで挟み込んで、搬送用フィンガーコンベア15のフィンガーと等速で走行する。これにより、折曲げユニット18が耳部を折り曲げる曲げ動作をする際に、ピロー包装体XA1が回転したり位置ズレしたり、または、振動したりすることを防止する。
【0057】
この上部ベルトコンベア17は、昇降可能に設けられている。これにより、製品高さに応じた位置調整や、上部ベルトコンベア17は、不使用時に搬送用フィンガーコンベア15から遠ざけることで、掃除やメンテナンスが容易となる。
【0058】
折曲げユニット18は、搬送用フィンガーコンベア15における下流寄りに、すなわち、中央寄せユニット16の下流に配置されている。この折曲げユニット18は、搬送用フィンガーコンベア15と同じ速度で定常動作しており、搬送用フィンガーコンベア15によって順次搬送されてくるピロー包装体XA1の耳部を折り曲げる曲げ動作を連続して行う。
【0059】
具体的に、折曲げユニット18は、搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1をガイドするガイド部材41と、このガイド部材41を支点として耳部を折り曲げる左右一対の耳押し部材42と、これらの耳押し部材42を各々動作させるタイミングベルト43と、を備えている。
【0060】
ガイド部材41は、ピロー包装体XA1の両側方において、当該ピロー包装体XA1の耳部の上方に搬送方向に沿って配置される左右一対のガイド片44を備えている。
【0061】
耳押し部材42は、ガイド片44の幅方向の外側に配置されるプレートである。この耳押し部材42は、耳部と平行な当接部(符号省略)を有し、環状の走行路に沿って周回する仕組みになっており、ピロー包装体XA1と共に搬送方向に走行しつつ、当該ピロー包装体XA1の耳部の下方からガイド片44の下端縁より上方に上昇して耳部を下方から押し(図8(A)および図8(B)参照)、ガイド片44を支点として耳部を折り曲げる(図8(C)参照)。このような耳押し部材42はそれぞれ、タイミングベルト43に等間隔を置いて連繋されており、本実施形態では2枚取り付けられている。そして、当該タイミングベルト43が走行するのに伴って、走行路を周回するようになっている。なお、耳押し部材42の搬送方向成分の速度は、搬送用フィンガーコンベア15におけるフィンガーの速度と等しくなっている。
【0062】
タイミングベルト43は、搬送用フィンガーコンベア15の両側方に搬送方向と平行な鉛直面内を回転するように配置されている。また、タイミングベルト43が掛け回されている一対のプーリ(符号省略)のうち下流側のプーリの位置を高くしているため、タイミングベルト43は搬送方向の往路において、斜めに上昇する走行路を備える。これら一対のタイミングベルト43は、それぞれ、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで循環するように走行する。すなわち、これら一対のタイミングベルト43は、循環走行体として機能する。
【0063】
高さ変更機構19は、周知のリンク機構およびサーボモータ等により構成され、上部ベルトコンベア17およびガイド部材41を一体的に上下に移動させ、これらの高さを変更する。
【0064】
図5に示す下部ベルトコンベア20は、搬送用フィンガーコンベア15の下流に配置されている。この下部ベルトコンベア20は、サーボモータ(図示省略)を有してなり、当該サーボモータにより動力が与えられることで、搬送用フィンガーコンベア15と同じ速度で定常走行している。これにより、下部ベルトコンベア20は、搬送用フィンガーコンベア15から順次搬送されてくるピロー包装体XA1を引き受けて、当該ピロー包装体XA1を、後工程である箱詰め装置(図示省略)へ連続して搬送する。この下部ベルトコンベア20は、搬送面(符号省略)を有してなり、当該搬送面がピロー包装体XA1を下方から支持する。
【0065】
下部ベルトコンベア20の両側には、後述するヒーターユニットから延設された側方ガイド48が、その上流側先端部が耳押し部材42の軌跡の一部にラップするように設けられている。側方ガイド48の内幅は、耳押し部材42の外幅よりも若干広くなるように設けられており、耳押し部材42で折り曲げられた状態が保持できるようになっている。また、側方ガイド48の上流側先端部は上方側が斜めに切り欠かれた形状に形成されており、折り曲げられた耳部が側方ガイド48に進入する際に引っ掛かりにくくなっている。
【0066】
ヒーターユニット(図示省略)は、下部ベルトコンベア20における上流寄りに配置されている。このヒーターユニットは、折曲げユニット18の曲げ動作によって折り曲げられた耳部を加熱して、耳部が元に戻りにくくするため癖付けを行う。
【0067】
具体的に、ヒーターユニットは、下部ベルトコンベア20の両側方に沿って配置された一対のサイドベルトと、各サイドベルト内に配置されたヒートパネルと、ヒートパネルを加熱する加熱ユニットと、等を備えている。サイドベルトは、下部ベルトコンベア20によって搬送されるピロー包装体XA1をガイドする。ヒートパネルは、電気によって適温に加熱されている。このヒートパネルは、下部ベルトコンベア20によって搬送されるピロー包装体XA1の耳部を加熱する。
【0068】
冷却ユニット(図示省略)は、下部ベルトコンベア20における下流寄りに、すなわち、ヒーターユニットの下流に配置されている。この冷却ユニットは、ヒーターユニットによって加熱された耳部を冷却する。
【0069】
具体的に、冷却ユニットは、下部ベルトコンベア20の両側方に沿って配置された一対のサイドベルトと、これら一対のサイドベルト内に配置された一対の冷却パネルと、これら一対の冷却パネルに水を送り込むホースと、等を備えている。この冷却ユニットは、周知の水冷式のものであるが、これに限定されず、空冷式のものであってもよい。
【0070】
次に、耳折り装置10の動作手順について、図6〜図8に基づいて説明する。図6は、移載部14の動作手順を説明する図である。図7は、中央寄せユニット16の動作手順を説明する図である。図8は、折曲げユニット18の動作手順を説明する図である。
【0071】
まず、図6に基づいて、移載部14の動作手順について説明する。まず、図6(A)に示すように、供給用第2ベルトコンベア13によって供給されたピロー包装体XA1はストッパー28に当接し押し戻す力が作用するものの、供給用第2ベルトコンベア13および搬送用フィンガーコンベア15の搬送面に落差を設けたことで、側壁27に当接し、横方向の位置が矯正される。さらに、図6(B)および図6(C)に示すように、押さえ部材26が下降してピロー包装体XA1を上方から押さえてバタつきを抑える。その後、図6(D)に示すように、押さえ部材26が上方に復帰する。そして、図6(E)に示すように、搬送用フィンガーコンベア15のフィンガーによって、耳部を側方に向けた横向きの状態で搬送する。
【0072】
次に、図7に基づいて、中央寄せユニット16の動作手順について説明する。図7(A)〜図7(D)に示すように、中央寄せユニット16は、搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1の両側方において、左右の回転部材34,35(35は図示省略)を定常回転させる。左右の回転部材34,35の定常回転によって、中央寄せ部材33は、ピロー包装体XA1と共に搬送方向(図7における奥側から手前側の方向)に走行しつつ、図7(A)〜図7(C)に示すように、下降しながら幅方向の外側から内側に移動する。これにより、図7(B)および図7(C)に示すように、ピロー包装体XA1の側方に当接し幅方向の位置ずれを矯正する。そして、ピロー包装体XA1は、図7(E)に示すように、中央寄せユニット16の下流に搬送される。
【0073】
最後に、図8に基づいて、折曲げユニット18の動作手順について説明する。図8(A)〜図8(D)に示すように、一対のガイド片44は、搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1の両側方において、耳部の上方に沿って配置される。耳押し部材42は、タイミングベルト43によって、ピロー包装体XA1と共に搬送方向(図8における奥側から手前側の方向)に走行しつつ、図8(A)および図8(B)に示すように、上昇して耳部の下面に当接する。このまま、耳押し部材42は、ピロー包装体XA1と共に搬送方向への走行を継続しつつ、図8(C)に示すように、引き続き上昇する。これにより、耳部はガイド片44を支点として上方へ折り曲げられる。その後、耳押し部材42は、しばらくピロー包装体XA1と共に搬送方向への走行を継続した後に反転し、図8(D)に示すように、下降して耳部から退避する。そして、ピロー包装体XA1は、図8(E)に示すように、耳部が折り曲げられた状態のまま側方ガイド48に案内されつつ搬送される。
【0074】
このように、耳折り装置10によれば、耳押し部材42が、搬送中のピロー包装体XA1に作用してガイド片44を支点として耳部を折り曲げるから、ピロー包装体XA1を一時停止させることなく、耳部を折り曲げられ、処理の高速化に対応できる。具体的には、PTP包装工程やピロー包装工程等の前工程の能力にもよるが、ピロー包装体XA1を一時停止させる従来の手法では、毎分120個のピロー包装体XA1を箱詰めすること(120回転)が限界であったが、耳折り装置10は、毎分200個のピロー包装体XA1の箱詰めを可能にする。
【0075】
そして、耳押し部材42が、ピロー包装体XA1と共に搬送方向に走行しつつピロー包装体XA1に作用するから、ピロー包装体XA1を一時停止させて耳部を折り曲げる場合と同様に折り曲げられる。すなわち、処理の高速化に対応しながら耳部をきれいに折り曲げられる。特に、本実施形態のピロー包装体XA1のように、四角い形状の物品を包み込んだピロー包装体に対して曲げ動作をする場合には、耳部をよりきれいに折り曲げられる。
【0076】
また、耳押し部材42がタイミングベルト43に連繋されて、当該タイミングベルト43の走行に伴って周回しながら曲げ動作を行うため、高速化に対応することができる。
【0077】
さらに、側方ガイド48の上流側先端部における上方側が、斜めに切り欠かれた形状に形成されているから、耳押し部材42によって折り曲げられた耳部が側方ガイド48に進入する際に引っ掛かることがなく、側方ガイド48にスムーズに進入させることができる。
【0078】
次いで、高さ変更機構19を備えているから、ガイド片44の高さを変更することで、種々の厚さのピロー包装体XA1に対応できる。
【0079】
そして、中央寄せユニット16を備えているから、ピロー包装体XA1を中央に寄せてセンターを合わせてから曲げ動作をすることができ、ひいては両耳部を均等且つきれいに折り曲げることができる。
【0080】
また、中央寄せ部材33が回転部材34,35による回転駆動であるため、高速化に対応させることができる。
【0081】
さらに、搬送用フィンガーコンベア15のフィンガーが等間隔に配置されているから、複数のピロー包装体XA1を等間隔に連続して搬送できる。複数のピロー包装体XA1を等間隔に連続して搬送することで、曲げ動作等、各種処理を一定の周期ででき、処理の高速化に対応する際に都合がよい。
【0082】
次いで、上部ベルトコンベア17を備えているから、ピロー包装体XA1を振動させることなく安定した状態に保てる。これにより、曲げ動作を確実にでき、耳部をきれいに折り曲げることができる。
【0083】
そして、供給用フィンガーコンベア12のフィンガーが等間隔に配置されているから、複数のピロー包装体XA1のピッチずれを矯正し等間隔に修正することができる。複数のピロー包装体XA1を等間隔に連続して搬送することで、曲げ動作等、各種処理を一定の周期ででき、処理の高速化に対応する際に都合がよい。
【0084】
本発明は、上記実施形態に限られるものではなく、その趣旨および技術思想を逸脱しない範囲で種々の変形が可能である。例えば、耳押し部材42とガイド片44とが上下逆の配置でも良いし、耳押し部材42の幅をガイド片44の幅より小さくし、耳部を下向きに折り曲げる構成とすることもできる。
【0085】
また、上記実施形態において、移載部14として、図9に示すように、ピロー包装体XA1を収容する収容位置から、当該ピロー包装体XA1を排出する位置に下降する下降面25と、この下降面25を昇降させる昇降機構(図示省略)と、等を備えるようにしてもよい。
【0086】
具体的に、下降面25は、収容位置において、供給用第2ベルトコンベア13の搬送面(符号省略)に連続して、供給用第2ベルトコンベア13から流されるピロー包装体XA1を受ける。この下降面25は、収容位置から下方の排出位置において、搬送用フィンガーコンベア15の搬送面(符号省略)に連続して、搬送用フィンガーコンベア15にピロー包装体XA1を供給する。収容位置と排出位置との落差は、供給用第2ベルトコンベア13の搬送面と、搬送用フィンガーコンベア15の搬送面と、の落差と一致するように設定されている。この落差は、ピロー包装体XA1の厚みによって異なるが、25mm程度であることが好ましい。
【0087】
下降面25は、3枚の板(符号省略)が搬送用フィンガーコンベア15の幅方向に並べて配置されている。3枚の板の間にはそれぞれ、合計で2本の隙間(符号省略)が設けられ、当該2本の隙間に、搬送用フィンガーコンベア15のフィンガー(符号省略)が通される。これにより、移載部14と搬送用フィンガーコンベア15とが連携し、ピロー包装体XA1を、移載部14から搬送用フィンガーコンベア15に引き継げる。
【0088】
次に、図10に基づいて、この実施形態に係る移載部14の動作手順について説明する。まず、図10(A)に示すように、供給用第2ベルトコンベア13によって搬送されるピロー包装体XA1は、収容位置における下降面25および押さえ部材26の間に供給される。そして、図10(B)に示すように、ピロー包装体XA1の下降面25への供給が終了するタイミングに、押さえ部材26が下降を開始する。これにより、ピロー包装体XA1が下降面25および押さえ部材26の間に挟まれる。押さえ部材26の下降開始に僅かに遅れて下降面25が下降を開始する。これにより、図10(C)に示すように、押さえ部材26と共に下降面25が排出位置まで下降する。その後、図10(D)に示すように、押さえ部材26が収容位置まで上昇すると共に、ピロー包装体XA1が、搬送用フィンガーコンベア15のフィンガーによって下降面25から排出される。そして、図10(E)に示すように、下降面25が収容位置まで上昇する。移載部14は、図10(A)〜図10(E)に示す一連の動作を、一定の周期で繰り返す。
【0089】
このように、この実施形態に係る耳折り装置10によれば、収容位置から排出位置への下降を一定の周期でする下降面25を備えているから、供給用第2ベルトコンベア13から搬送用フィンガーコンベア15へのピロー包装体XA1の供給を、一定の周期でできる。
【0090】
そして、下降面25と共に搬送方向に沿った溝を構成する側壁27およびストッパー28を備えているから、ピロー包装体XA1が溝に収まるように下降面25と共に下降する。ピロー包装体XA1が溝に収まることで、搬送用フィンガーコンベア15は、ピロー包装体XA1を幅方向の中心に保った状態で搬送できる。これにより、耳部をきれいに折り曲げられる。
【符号の説明】
【0091】
10 耳折り装置
11 供給用第1ベルトコンベア(供給手段)
12 供給用フィンガーコンベア(供給手段)
13 供給用第2ベルトコンベア(供給手段)
15 搬送用フィンガーコンベア(搬送手段)
17 上部ベルトコンベア(搬送手段)
19 高さ変更機構
25 下降面
26 押さえ部材
27,28 側壁
33 中央寄せ部材
34,35 回転部材
42 耳押し部材
43 タイミングベルト(環状走行体)
44 ガイド片
48 側方ガイド
XA1 ピロー包装体
【特許請求の範囲】
【請求項1】
シールされている包装体の耳部を折り曲げる耳折り装置であって、
前記耳部を側方に向けて前記包装体を搬送する搬送手段と、
前記搬送手段によって搬送される前記包装体の側方において、該包装体の前記耳部の上方に位置し、搬送方向と平行に配置されたガイド片と、
前記ガイド片の幅方向の内外いずれかの側において、前記包装体と共に搬送方向に走行しつつ、該包装体の前記耳部の下方から該耳部を押しながら前記ガイド片の下端縁より上方に上昇し、前記ガイド片を支点として前記耳部を折り曲げる曲げ動作をする耳押し部材と、を備えることを特徴とする、
耳折り装置。
【請求項2】
前記耳押し部材は、搬送方向に沿って配置され循環するように走行する環状走行体に連繋されて環状の走行路に沿って周回し、前記走行路は搬送方向である往路において斜めに上昇する区間を備えることを特徴とする、
請求項1に記載の耳折り装置。
【請求項3】
前記耳押し部材の下流に、前記耳部が折り曲げられた状態を保持できる幅で配置されている左右一対の側方ガイドが設けられ、該側方ガイドの上流側先端部は、前記耳部を折り曲げる側が斜めに切り欠かれた形状に形成されていることを特徴とする、
請求項1または2に記載の耳折り装置。
【請求項4】
前記ガイド片の高さを変更する高さ変更機構を備えることを特徴とする、
請求項1〜3のいずれかに記載の耳折り装置。
【請求項5】
前記ガイド片および前記耳押し部材の上流において、前記搬送手段の両側にそれぞれ、前記包装体と共に搬送方向に走行しつつ、内側に移動して前記包装体を側方から押し、前記包装体を中央に寄せる寄せ動作をする中央寄せ部材を備えることを特徴とする、
請求項1〜4のいずれかに記載の耳折り装置。
【請求項6】
前記中央寄せ部材は、搬送方向に離間して設けられ内側に傾斜した軸回りに回転する一対の回転部材の間に架け渡され、各々の回転部材に対して回転自在に取り付けられていることを特徴とする、
請求項5に記載の耳折り装置。
【請求項7】
前記搬送手段として、
前記包装体を下方から支持する搬送面を有してなる搬送用フィンガーコンベアを備えることを特徴とする、
請求項1〜6のいずれかに記載の耳折り装置。
【請求項8】
前記搬送手段の前記搬送面の上方に配置され該包装体を前記搬送面とで挟み込むベルトコンベアを備えることを特徴とする、
請求項7に記載の耳折り装置。
【請求項9】
前記搬送手段に対して前記包装体を側方から供給する供給手段を備え、該供給手段および前記搬送手段の搬送面には落差が設けられ、前記供給手段の下流には前記搬送手段を隔ててストッパーが配置されていることを特徴とする、
請求項7または8に記載の耳折り装置。
【請求項10】
前記供給手段と前記ストッパーとの間であって前記搬送手段の上方に、前記包装体が供給されたタイミングで下降する間欠駆動の押さえ部材が設けられていることを特徴とする、
請求項9に記載の耳折り装置。
【請求項11】
前記供給手段として、
前記搬送用フィンガーコンベアと直交するように、該搬送用フィンガーコンベアの上流に配置された供給用フィンガーコンベアを備えることを特徴とする、
請求項9または10に記載の耳折り装置。
【請求項1】
シールされている包装体の耳部を折り曲げる耳折り装置であって、
前記耳部を側方に向けて前記包装体を搬送する搬送手段と、
前記搬送手段によって搬送される前記包装体の側方において、該包装体の前記耳部の上方に位置し、搬送方向と平行に配置されたガイド片と、
前記ガイド片の幅方向の内外いずれかの側において、前記包装体と共に搬送方向に走行しつつ、該包装体の前記耳部の下方から該耳部を押しながら前記ガイド片の下端縁より上方に上昇し、前記ガイド片を支点として前記耳部を折り曲げる曲げ動作をする耳押し部材と、を備えることを特徴とする、
耳折り装置。
【請求項2】
前記耳押し部材は、搬送方向に沿って配置され循環するように走行する環状走行体に連繋されて環状の走行路に沿って周回し、前記走行路は搬送方向である往路において斜めに上昇する区間を備えることを特徴とする、
請求項1に記載の耳折り装置。
【請求項3】
前記耳押し部材の下流に、前記耳部が折り曲げられた状態を保持できる幅で配置されている左右一対の側方ガイドが設けられ、該側方ガイドの上流側先端部は、前記耳部を折り曲げる側が斜めに切り欠かれた形状に形成されていることを特徴とする、
請求項1または2に記載の耳折り装置。
【請求項4】
前記ガイド片の高さを変更する高さ変更機構を備えることを特徴とする、
請求項1〜3のいずれかに記載の耳折り装置。
【請求項5】
前記ガイド片および前記耳押し部材の上流において、前記搬送手段の両側にそれぞれ、前記包装体と共に搬送方向に走行しつつ、内側に移動して前記包装体を側方から押し、前記包装体を中央に寄せる寄せ動作をする中央寄せ部材を備えることを特徴とする、
請求項1〜4のいずれかに記載の耳折り装置。
【請求項6】
前記中央寄せ部材は、搬送方向に離間して設けられ内側に傾斜した軸回りに回転する一対の回転部材の間に架け渡され、各々の回転部材に対して回転自在に取り付けられていることを特徴とする、
請求項5に記載の耳折り装置。
【請求項7】
前記搬送手段として、
前記包装体を下方から支持する搬送面を有してなる搬送用フィンガーコンベアを備えることを特徴とする、
請求項1〜6のいずれかに記載の耳折り装置。
【請求項8】
前記搬送手段の前記搬送面の上方に配置され該包装体を前記搬送面とで挟み込むベルトコンベアを備えることを特徴とする、
請求項7に記載の耳折り装置。
【請求項9】
前記搬送手段に対して前記包装体を側方から供給する供給手段を備え、該供給手段および前記搬送手段の搬送面には落差が設けられ、前記供給手段の下流には前記搬送手段を隔ててストッパーが配置されていることを特徴とする、
請求項7または8に記載の耳折り装置。
【請求項10】
前記供給手段と前記ストッパーとの間であって前記搬送手段の上方に、前記包装体が供給されたタイミングで下降する間欠駆動の押さえ部材が設けられていることを特徴とする、
請求項9に記載の耳折り装置。
【請求項11】
前記供給手段として、
前記搬送用フィンガーコンベアと直交するように、該搬送用フィンガーコンベアの上流に配置された供給用フィンガーコンベアを備えることを特徴とする、
請求項9または10に記載の耳折り装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−6609(P2013−6609A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−139877(P2011−139877)
【出願日】平成23年6月23日(2011.6.23)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月23日(2011.6.23)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
[ Back to top ]