
耳部処理装置及び溶液製膜方法
【課題】ウェブの側端部を所定幅の帯状に切り離した後にさらに細片化し、風送によって効率的に回収できるようした耳部処理装置について、耳部の切り取り幅を変更した場合でも、帯状の耳部を破断させることなく、またダクト内に詰まらせることなく、連続的に細片化し回収路に送ることができるようにした耳部処理装置を提供する。
【解決手段】連続搬送されたウェブから切り離され連続的に送られる耳部の幅を測定し、耳部の幅に合わせてダクト内の気流速度を調整する。耳部の幅が広くなる場合にはダクト内の気流速度を遅くし、耳部の幅が狭くなる場合にはダクト内の気流速度を速くするように調整する。
【解決手段】連続搬送されたウェブから切り離され連続的に送られる耳部の幅を測定し、耳部の幅に合わせてダクト内の気流速度を調整する。耳部の幅が広くなる場合にはダクト内の気流速度を遅くし、耳部の幅が狭くなる場合にはダクト内の気流速度を速くするように調整する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ウェブを搬送しながらその側縁部から所定幅の耳部を切り離して処理する耳部処理装置及び溶液製膜方法に関するものである。
【背景技術】
【0002】
画像表示用の液晶パネルには、偏光板の保護用フィルムや画像観察時に広視野角を得るための位相差補償フィルムなどの光学機能性フィルムが利用されている。これらの光学機能性フィルムは、例えばTAC(セルローストリアセテート)などのような、ベースとなる透明な支持体上に目的とする機能に応じた特性をもつ薄膜を積層したものである。
【0003】
このような光学機能性フィルムを効率的に製造する手法として溶液製膜法が知られている。溶液製膜法では、TACなどのポリマーをジクロロメタンや酢酸メチルを主溶媒とする混合溶媒に溶解した高分子溶液のドープを調製し、このドープを流延ダイより流延ビードを形成させて支持体上に流延してまず流延膜を形成する。その流延膜が支持体上で自己支持性を有するものとなった後に、支持体から膜(湿潤フィルム)として剥ぎ取り、乾燥させた後にフィルム(ウェブ)として巻き取って製品ロールを得る。
【0004】
こうして得られる光学機能性フィルムには、工程中に様々な処理が施されることによって用途に応じた様々な光学的特性が付与される。ところが、フィルムの側端部では厚みや光学的特性が不安定であるなどの理由から、製膜時には製品幅よりも広幅に製造した上で、工程中に側端部分を一定の幅に切り離す耳切りを行うのが通常である。
【0005】
耳切り処理は、一般的にはウェブを搬送しながら回転式のカッタでウェブの両側端部を一定の幅で帯状に切り離すことで行われる。ウェブから切り離された耳部は種類によっては廃棄処分されることもあるが、上述した溶液製膜設備に併設された耳部処理装置にあっては、切り離された耳部を回収して最終的には原材料としてリサイクルすることも考慮されている。
【0006】
例えば特許文献1で知られる耳部処理装置では、ダクト内にブロアによる風送流を定常的に生じさせ、ダクトの導入口に導かれた帯状の耳部を下流側に風送する構造となっている。帯状の耳部はダクト内を通って下流側のロータリカッタに風送され、そこで短冊状に細片化された後、さらに下流側の回収路に風送される。このように、特許文献1記載の装置は、ウェブから帯状に切り離された耳部を風送しやすくかつリサイクルしやすいように細片化して取り扱うことによって、ほとんど人手を要せずに耳部を連続的に処理し、原材料を効率的に回収できるという大きな利点を有している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−291091号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところが上記耳部処理装置は、ウェブの側端部から切り離される耳部の幅を変更したときに問題が生じ、連続的な処理が中断されることがある。耳部の幅は、ウェブの全幅と製品幅とに対応して決められるが、耳部の幅変更を行ったときに導入口の直前で帯状の耳部が切れる、あるいは帯状の耳部が絡まってダクト内で詰まり、細片化用のカッタに風送できなくなるという問題が生じやすい。このような問題が発生するとウェブの搬送を停止させなければ復旧することができず、製造効率を著しく低下させる。しかもこの問題は、耳部を広幅から狭幅に、あるいは狭幅から広幅に変更したときの双方で生じており、改善策が望まれている。
【0009】
本発明は上記背景を考慮してなされたもので、ウェブの側端部を所定幅の帯状に切り離した後にさらに細片化し、風送によって効率的に回収できるようした耳部処理装置について、耳部の切り取り幅を変更した場合でも、帯状の耳部を破断させることなく、またダクト内に詰まらせることなく、連続的に細片化し回収路に送ることができるようにした耳部処理装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は上記目的を達成するにあたり、帯状の耳部がダクトの導入口の手前で破断したり、あるいはダクト内部で詰まったりするトラブルが、ダクト内に導入された耳部の幅に対してダクト内の気流の速度が適切でないことが原因であることに着目し、耳部の幅を変更した時には、ダクト内の気流の速度を変えるようにしたものである。
本発明の耳部処理装置は、搬送されるウェブの側端部から耳部を帯状に切り離す耳切部と、耳切部で切り離される耳部の幅を少なくとも2段階に変更可能な耳幅変更部と、帯状に切り離された耳部が導入される導入口を備え、導入口に導入された耳部を細片化用のカッタを経由して回収路に導くダクトと、ダクトの内部に気流を生じさせ、導入口に導入された耳部をカッタに送るとともにカッタで細片化された耳部を回収路に向かって風送するブロアと、耳切装置で切り離される耳部の幅が広幅に変更されたときには気流の速度を遅くし、狭幅に変更されたときには速くする風送制御部と、を備えたことを特徴とする。
【0011】
耳切部から導入口までの間で耳部の幅を検知する耳幅検知手段を有することが望ましい。例えば、耳幅検知手段は、耳部が切り離される前のウェブの全幅を測定する全幅測定手段と、耳切装置の切断刃の位置に基づいて耳部の切り離し位置を測定する切断位置測定手段と、を備えることが望ましい。または、耳幅検知手段は、耳部が切り離された後の耳部端の位置を測定する耳部端位置測定手段と、耳切装置の切断刃の位置に基づいて耳部の切り離し位置を測定する切断位置測定手段と、を備えることが望ましい。または、耳幅検知手段は、耳部が切り離される後の耳部の両端位置を測定する耳部両端位置測定手段と、を備えることが望ましい。
【0012】
ダクト内の導入口からカッタとの間に、ダクト内に導入された耳部を挟持してカッタに向けて供給するフィードローラ対を設けることが望ましい。また、カッタはロータリカッタであることが望ましい。
【0013】
上記目的を達成するために、本発明の溶液製膜方法は、ポリマー及び溶剤を含むドープを支持体へ流出し、ドープからなる流延膜を形成する膜形成工程と、流延膜から溶剤を蒸発させる膜乾燥工程と、支持体から流延膜を剥離してウェブとする剥離工程と、ウェブの耳部を切り離す切り離し工程と、本発明の耳部処理装置を用いて、切り離された耳部を処理回収する耳部処理工程と、を有することを特徴とする。
【発明の効果】
【0014】
本発明の耳部処理装置は、耳部の幅に応じて気流の速度を制御するため、幅が変更された耳部を連続して処理する際にも、帯状の耳部を破断させることなく、またダクト内に詰まらせることなく、連続的に細片化し回収路に送ることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の溶液製膜方法の概略を示す平面図である。
【図2】本発明の耳部処理装置とその付近の工程を示す概略図である。
【図3】本発明の耳部処理装置のうち、耳部細片化部と回収路についての概略図である。
【図4】本発明に係る第1の実施形態における耳部処理装置の概略図である。
【図5】本発明に係る第1の実施形態における耳部処理装置の風送制御部と耳幅変更部の概略図である。
【図6】図5のA−A´線断面図である。
【図7】本発明に係る第1の実施形態における耳部処理装置の風送制御部のフローチャートである。
【図8】本発明に係る第2の実施形態における耳部処理装置の風送制御部と耳幅変更部の概略図である。
【図9】本発明に係る第3の実施形態における耳部処理装置の風送制御部と耳幅変更部の概略図である。
【図10】本発明に係る第3の実施形態における耳部処理装置の風送制御部のフローチャートである。
【図11】本発明に係る第4の実施形態における耳部処理装置の概略図である。
【図12】本発明に係る第4の実施形態における耳部処理装置の耳部細片化部の概略図である。
【図13】耳部の幅[mm]を横軸に、ダクト内の風速[m/s]を縦軸にとった両対数グラフに実施例の結果をプロットしたものである。
【発明を実施するための形態】
【0016】
(溶液製膜設備)
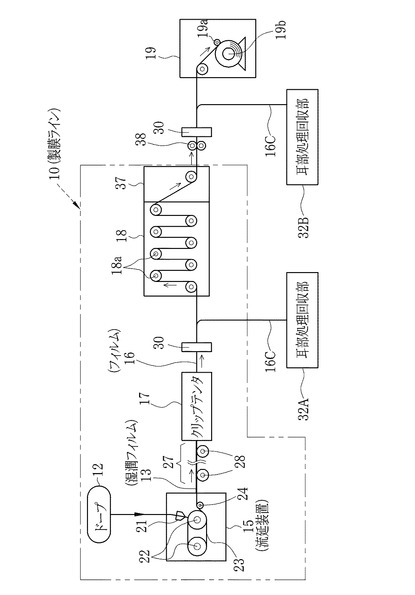
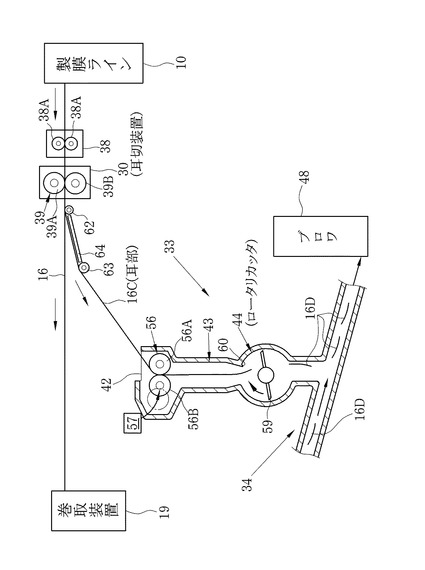
図1に示すように、溶液製膜設備は、ドープ12から湿潤フィルム13をつくる流延装置15と、湿潤フィルム13の乾燥によりフィルム16を得るクリップテンタ17と、湿潤フィルム13の乾燥を行う乾燥装置18と、を有する製膜ライン10と、フィルム16を巻き芯に巻き取る巻取装置19と、を有する。
【0017】
図1に示すように、流延装置15は、ドープ12を流出する流延ダイ21と、略水平に並べられた水平ロール22と、水平ロール22に巻きかけられた環状の流延バンド23と、剥取ローラ24と、と有する。流延バンド23の循環方向に対し、上流部付近に流延ダイ21が設置され、下流部付近に剥取ローラ24が設置される。流延ダイ21のドープ流出口は流延バンド23に向けられている。また、水平ロール22のうち少なくとも一方は、図示しないロール駆動用モータにより軸を中心に回転し、これに伴って流延バンド23が循環される。
【0018】
流延ダイ21から流延バンド23にドープ12が流出され、流延バンド上でドープが半乾燥され、湿潤フィルム13が流延バンド23上に形成される。剥取ローラ24によりこの湿潤フィルム13を流延バンド23から剥ぎ取られる。なお、流延ダイ21の設置位置を、図示するように、水平ロール22の上方としたが、本発明はこれに限らない。
【0019】
図1に示すように、流延装置15とクリップテンタ17との間の渡り部27には、湿潤フィルム13を支持する搬送ローラ28が複数並べられている。搬送ローラ28は、図示しないモータにより、軸を中心に回転する。搬送ローラ28は、流延装置15から送り出された湿潤フィルム13を支持して、クリップテンタ17へ案内する。なお、図1では、渡り部27に2つの搬送ローラ28を並べた場合を示しているが、本発明はこれに限られず、渡り部27に1つ、または3つ以上の搬送ローラ28を並べてもよい。また、搬送ローラ28は、フリーローラでもよい。
【0020】
クリップテンタ17は、湿潤フィルム13の幅方向両側縁部を把持する多数のクリップを有し、このクリップが延伸軌道上を移動する。クリップにより把持された湿潤フィルム13に対し乾燥風が送られ、湿潤フィルム13には、幅方向への延伸処理とともに乾燥処理が施される。
【0021】
クリップテンタ17と乾燥装置18との間には耳切装置30が設けられている。耳切装置30に送り出されたフィルム16の幅方向の両端は、クリップによって形成された把持跡が形成されている。耳切装置30は、この把持跡を有する両端部分を切り離す。この切り離された耳部16Cは、耳部処理回収部32Aへ送られる。耳部処理回収部32Aは、後述する耳部処理回収部32Bとほぼ同等であり、詳細は耳部処理回収部32Bのところで後述する。
【0022】
乾燥装置18は、フィルム16の搬送路を備えるケーシングと、フィルム16の搬送路を形成する複数のローラ18aと、ケーシング内の雰囲気の温度や湿度を調節する空調機(図示しない)とからなる。ケーシング内に導入されたフィルム16は、複数のローラ18aに巻き掛けられながら搬送される。この雰囲気の温度や湿度の調節により、ケーシング内を搬送されるフィルム16から残留した溶剤が蒸発する。更に、乾燥装置18に、フィルム16から蒸発した溶剤を吸着により回収する吸着回収装置が接続される。
【0023】
乾燥装置18及び巻取装置19の間には、上流側から順に、冷却室37、除電バー(図示しない)、ナーリング装置38、及び耳切装置30が設けられる。冷却室37は、フィルム16の温度が略室温となるまで、フィルム16を冷却する。除電バーは、冷却室37から送り出され、帯電したフィルム16から電気を除く除電処理を行う。
【0024】
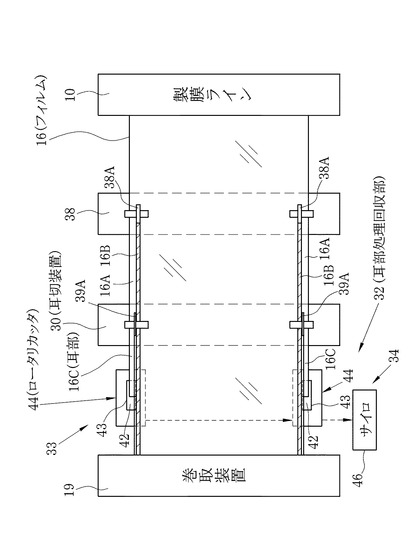
図2に示すように、製膜ライン10により製造された帯状のフィルム16がナーリング装置に搬送される。ナーリング装置38内にはナーリング付与ローラ38Aが設置される。ナーリング付与ローラ38Aは、フィルム16の幅方向両端に巻き取り用のナーリング16Bを付与する。耳切装置30は、フィルム16から帯状の耳部16Cを切り出す装置であり、上丸刃39Aと下丸刃39Bとからなるカッタ39が設けられている。上丸刃39Aの刃部の側面と、下丸刃39Bの溝部の側面と、がそれぞれ逆方向に回転することで、フィルム16のナーリング16Bと幅方向両端16Aとの間にせん断応力が発生し、幅方向両端16Aの部分が帯状の耳部16Cとしてフィルム16から切り出される。
【0025】
図1に示すように、巻取装置19は、プレスローラ19aと巻き芯19bを有する。巻取装置19に送られたフィルム16は、プレスローラ19aによって押し付けられながら巻き芯19bに巻き取られ、ロール状となる。
(耳部処理回収部)
【0026】
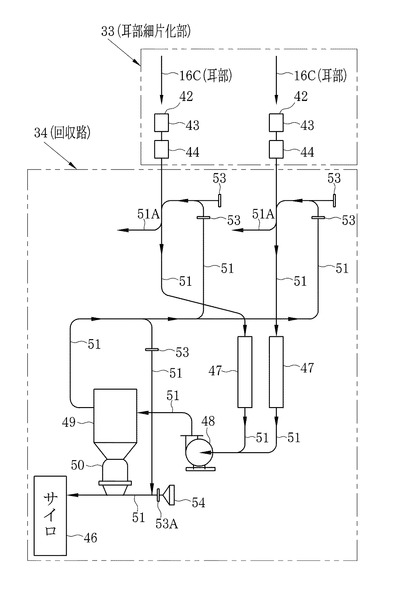
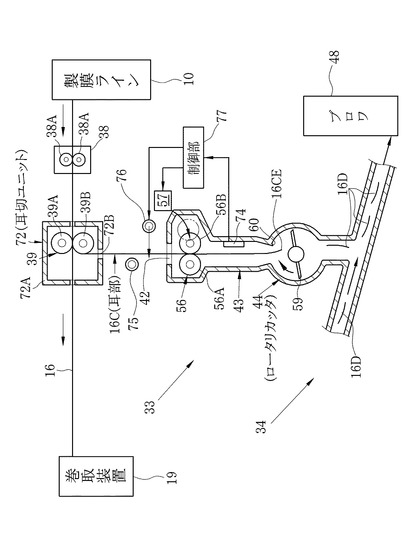
図3に示すように、耳部16Cは、耳部16Cを連続的に細片化し回収路まで送る耳部処理回収部32Bに導入される。耳部処理回収部32Bは、耳部16Cを連続的に細片化する耳部細片化部33と、サイロ46まで風送する回収路34とからなり、前述の耳部処理回収部32Aも同様の構成を有する。耳部細片化部33には、耳部16Cが導入される導入口42を備え、耳部16Cを短冊状耳部16Dに細片化するロータリカッタ44を経由して回収路34に導くダクト43が設けられている。
【0027】
フィルム16の両端から切り出される耳部16Cのそれぞれに対し、同じ処理経路が設けられている。耳部細片化部33では処理経路が二つに分かれているが、回収路34のところで一つの経路に収束されている。
【0028】
回収路34には、最終的に耳部を回収するサイロ46、二つのサイレンサ47、風送手段を有したブロワ48、短冊状耳部16Dと空気とを分離するセパレータ49、短冊状耳部16Dを細かくするクラッシャ50、が設けられており、それらが配管51によりダクト状に接続されている。配管51には、短冊状耳部16Dの各種検査・評価のために使用されるサンプリング配管51Aと、配管51内の気流を制御するシャッタ53,53Aと、フィルタ54と、が設けられている。なお、ブロワ48の代わりに、風送手段に加えて短冊状耳部16Dを切断してさらに小片にする手段を有しているカットブロワを用いるのが好ましい。
【0029】
(耳部処理装置)
図4〜7を用いて、本発明に係る耳部処理装置の第1の実施形態について説明する。耳部処理装置は、フィルム16から幅方向両端16Aの部分を帯状の耳部16Cとして切り離す耳切装置30と、この耳部16Cの幅を少なくとも2段階に変更可能な耳幅変更部36と、耳部16Cが導入される導入口42を備え導入口42に導入された耳部16Cをロータリカッタ44を経由して回収路34に導くダクト43と、ダクト43の内部に気流を生じさせ、導入口42に導入された耳部16Cをロータリカッタ44に送るとともに短冊状耳部16Cを回収路34に向かって風送するブロア48と、耳部の幅に応じて気流速度を制御する風送制御部35と、を有する。なお、図4は耳部処理回収部32Bに係る耳部細片化部33について描かれているが、耳部処理回収部32Aについても同様であるので耳部処理回収部32Aについては説明を省略する。
【0030】
図4に示すように、耳部細片化部33は、耳切装置30から切り出される耳部16Cをダクト43の導入口42へ向けて搬送するガイドローラ62,63及びガイド板64と、耳部16Cを挟持してロータリカッタ44に向けて搬送するフィードローラ対56と、耳部16Cを切断するロータリカッタ44と、を有する。ロータリカッタ44及びフィードローラ対56は風送設備を有するブロワ48が接続されたダクト43の内部に設けられている。
【0031】
フィードローラ対56は耳部16Cの表面を支持する第一フィードローラ56Aと耳部16Cの裏面を支持する第二フィードローラ56Bとからなり、第二フィードローラ56Bには耳部16Cを挟持する挟持位置及び挟持位置から退避して耳部の挟持を解除する挟持解除位置の間で移動させるシフト部57が電気的に接続されている。ロータリカッタ44は回転刃59と固定刃60を備え、フィードローラ対56に挟持された耳部16Cの先端部を切断し、短冊状耳部16Dとする。なお、第二フィードローラ56Bの代わりに第一フィードローラ56Aがシフト部57と電気的に接続されていても構わないし、第一,第二フィードローラの両方がシフト部57と電気的に接続されていても構わない。
【0032】
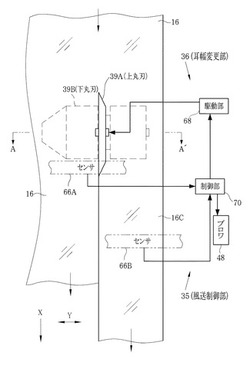
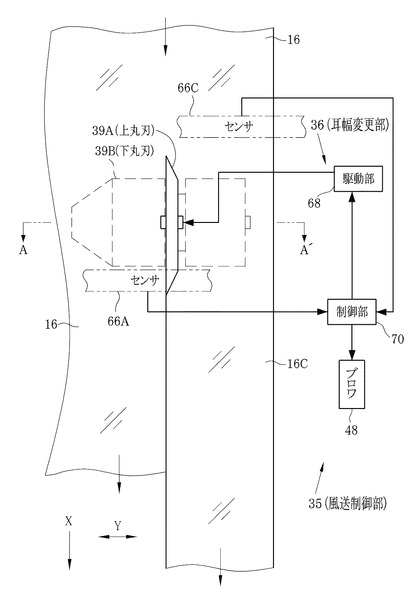
(耳幅変更部)
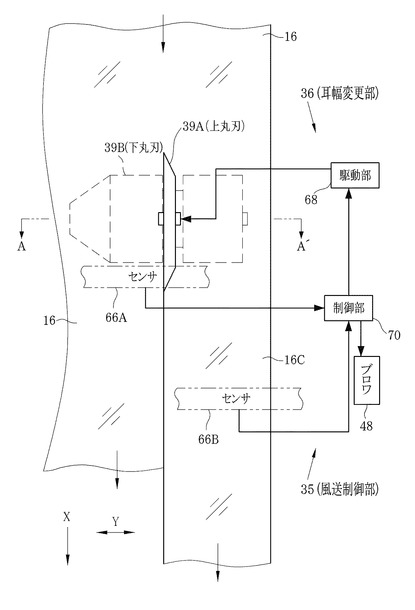
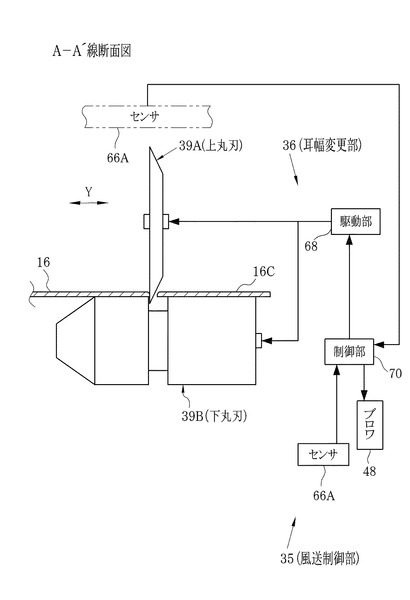
図5,6に示すように、耳幅変更部36は、上丸刃39AのY方向の位置を検知するセンサ66Aと、駆動部68と、それらを制御する制御部70と、を有する。センサ66A及び駆動部68は制御部70と、上丸刃39Aは駆動部68と、電気的に接続されている。なお、駆動部68は、耳部16Cの幅を変更するために帯状のフィルム16の幅方向Yに移動させる機能だけでなく、耳部16Cを切り出すために上丸刃39A及び下丸刃39Bを連動して回転させる機能も有している。
【0033】
(風送制御部)
図5,6に示すように、風送制御部35は、上丸刃39AのY方向の位置を検知するセンサ66Aと、帯状の耳部16Cが切り離された後のウェブ側端側のY方向の耳部端位置を検知するセンサ66Bと、制御部70と、を有している。センサ66A,66Bは制御部70と電気的に接続されている。ここでは制御部70は、耳幅変更部36の制御だけでなく、風送制御部35の制御も行うこととしたが、これに限ることはない。なお、センサ66A,66Bは、フィルム幅方向に長く伸びた形状のものを用いている。制御部70は、センサ66A,66Bにより検知されたそれぞれ上丸刃39Aの位置及び耳部16Cの耳部端位置から、耳部16Cの幅を算出する機能を有する。また、制御部70は、ブロワ48と接続されており、算出された耳部の幅に応じてダクト43の気流の速度を制御するように、ブロワ48の吸気の制御を行う。
【0034】
次に、本発明の作用について説明する。製膜ライン10により製膜され、乾燥された帯状のフィルム16は、ナーリング装置38によってナーリング16Bが付与される。その後、耳切装置30において、フィルム16のナーリング16Bと幅方向両端16Aの境界において上丸刃39Aと下丸刃39Bによりせん断応力が与えられ、耳部16Cが切り出される。この時の耳部16Cの幅は、製品幅に応じて耳幅変更部36により常に制御され、耳部の幅に応じて風送制御部35によりダクト43の気流の速度を制御するように、ブロワ48の吸気が制御される。
【0035】
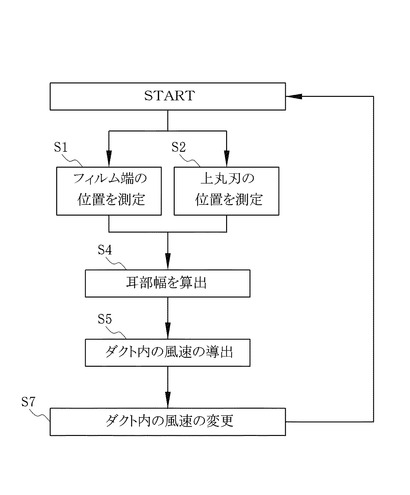
本実施形態における風送制御部35は、図7のフローチャートに示すように、耳切装置30を通過するフィルム16及び耳部16Cに対して、側端の位置を測定する側端位置測定処理S1と、耳切装置30に設けられた上丸刃39Aの位置を測定する切断位置測定処理S2と、S1及びS2により得られた情報から耳部16Cの幅を算出する耳部幅算出処理S4と、S4により得られた情報からダクト43内の最適な気流の速度を導出する気流速度導出処理S5と、S5により導出された気流速度になるようにダクト43内の気流速度を変更させる気流速度変更処理S7と、を有する。
【0036】
センサ66Bにより側端位置測定処理S1が行われ、センサ66Aにより切断位置測定処理S2が行われ、センサ66A,66Bが接続された制御部70において耳部幅算出処理S4が行われる。さらに、制御部70において、気流速度導出処理S5が行われ、算出した耳部の幅に最適なダクト43内の気流速度が導出される。そして、S5により導出された気流速度になるように制御部70において気流速度変更処理S7が行われ、耳部16Cの幅が変化した場合において耳部16Cの幅に応じてダクト43内の気流速度を変更することを可能にしている。
【0037】
例えば、溶液製膜装置を運転中に、フィルムの製品幅の変更をする旨の指示が制御部70を通じて耳切装置に出された場合、制御部70によって上丸刃39A,下丸刃39Bからなるカッタ39が、フィルム16の進行方向Xに対して垂直なY軸方向へ、しかるべき位置に向かって移動する。耳切断位置検知処理S2,耳部幅算出処理S4,ダクト内風速導出処理S5,ダクト内風速変更処理S7が順に行われ、このカッタ39の動きに対応するように、ダクト43内の風速も緩やかに変更される。
【0038】
本発明の耳部処理装置においては、いくつかの特定の製品幅に応じた耳部の幅と最適な気流速度とを予め制御部70に設定しておき、その特定の製品幅間の変更であれば、決まったプログラムに従って上丸刃39A,下丸刃39Bからなるカッタ39が移動し、それに伴いほぼ決まったプログラムに従ってダクト43内の風速が変更されるよう設定したが、適宜変更を加えてもかまわない。
【0039】
ダクト口42によりダクト43内に導入された耳部16Cは、フィードローラ対56により挟持され、その先端部が、ロータリカッタ44によって100mmの短冊状に切断される。短冊状耳部16Dは、回収路34にてサイレンサ47に導入され、風送手段を有したブロワ48に送られる。さらにセパレータ49に送られ、短冊状耳部16Dが空気と分離され、空気と分離された短冊状耳部16Dがクラッシャ50に送られて細かく切断される。細かく切断された耳部は、サイロ46に回収され、ドープ等の原料として再利用される。
【0040】
そのため、同じ溶液製膜設備を用いて流延を止めることなく製品幅の変更を行うにあたって、耳切装置30から送り出されてくる幅が変更された耳部16Cに対して、吸気制御部35により耳部16Cの幅に応じて、ダクト43内の気流速度を適宜最適な速度に変更することができる。それゆえ、この耳部処理装置は、幅が変更された耳部16Cを連続して処理する際にも、帯状の耳部16Cを破断させることなく、またダクト43内に詰まらせることなく、連続的に細片化し回収路34に送ることができる。
【0041】
図8を用いて、本発明に係る耳部処理装置の第2の実施形態について説明する。図1〜4及び6,7については第1の実施形態と共通であるので、説明は省略する。図4,8に示すように、風送制御部35は、上丸刃39Aの位置を検知するセンサ66Aと、帯状の耳部16Cが切り離される前のウェブ側端位置を検知するセンサ66Cと、制御部70と、を有している。本実施形態は、第1の実施形態と比較して、センサ66Bをセンサ66Cに置き換えた実施形態となっている。なお、センサ66Cはセンサ66Aと同様に、フィルム幅方向に長く伸びた形状のものを用いている。第1の実施形態と同様の処理が行われ、耳部16Cの幅が変化した場合において耳部16Cの幅に応じて、ダクト43内の気流速度を適宜最適な速度に変更することができる。それゆえ、この耳部処理装置は、幅が変更された耳部16Cを連続して処理する際にも、帯状の耳部16Cを破断させることなく、またダクト43内に詰まらせることなく、連続的に細片化し回収路34に送ることができる。
【0042】
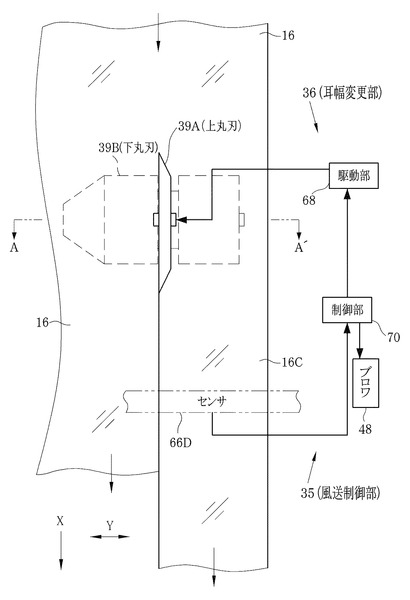
図9,10を用いて、本発明に係る耳部処理装置の第3の実施形態について説明する。図1〜4及び6については第1の実施形態と共通であるので、説明は省略する。図4,9に示すように、風送制御部35は、帯状の耳部16Cが切り離された後の耳部の両端位置を検知するセンサ66Dと、制御部70と、を有している。本実施形態は、第1の実施形態と比較して、センサ66A,66Bの機能をセンサ66D一つで兼用させた実施形態となっている。なお、センサ66Dはセンサ66A,66Bと同様に、フィルム幅方向に長く伸びた形状のものを用いている。
【0043】
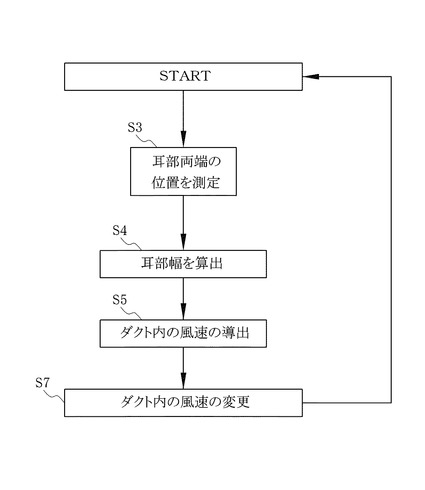
本実施形態における風送制御部35は、図10のフローチャートに示すように、耳切装置30を通過するフィルム16及び耳部16Cに対して、耳部の両端位置を測定する耳部両端位置測定処理S3と、S3により得られた情報から耳部16Cの幅を算出する耳部幅算出処理S4と、S4により得られた情報からダクト43内の気流速度を導出する気流速度導出処理S5と、S5により導出された気流速度になるようにダクト43内の気流速度を変更させる気流速度変更処理S7と、を有する。本実施形態は、第1の実施形態と比較して、側端位置測定処理S1及び耳切断位置測定処理S2を耳部両端位置測定処理S3に置き換えた実施形態となっている。
【0044】
センサ66Dにより耳部両端位置測定処理S3が行われ、センサ66Dが接続された制御部70において耳部幅算出処理S4が行われる。S5,S7の処理については第1の実施形態と同様に行われ、耳部16Cの幅が変化した場合において耳部16Cの幅に応じて、ダクト43内の気流速度を適宜最適な速度に変更することができる。それゆえ、この耳部処理装置は、幅が変更された耳部16Cを連続して処理する際にも、帯状の耳部16Cを破断させることなく、またダクト43内に詰まらせることなく、連続的に細片化し回収路34に送ることができる。
【0045】
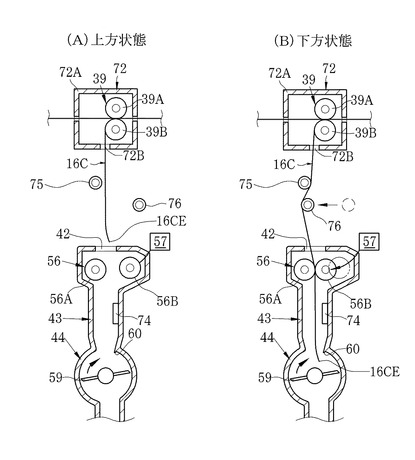
図11を用いて、本発明に係る耳部処理装置の第4の実施形態について説明する。図1〜3及び図5〜7は第1の実施形態と共通であるので、説明は省略する。本実施例では、耳切装置30の代わりに、耳切ユニット72が設置されている。この耳切ユニット72は、フィルム16の幅方向両端を切断する上丸刃39Aと下丸刃39Bからなるカッタ39と、フィルム16と耳部16Cの搬送路を分離するケース72Aと耳部16Cが垂れ下がる出口72Bと、を有している。
【0046】
図11に示すように、耳部細片化部33では、耳部16Cを挟持するフィードローラ対56が耳切ユニット72の出口72Bの真下に配置され、耳部を短冊状に切断するロータリカッタ44がフィードローラ対56の下側に配置される。
【0047】
出口72Bとフィードローラ対56との間には、耳部16Cを周面で支持しながら耳部の導入経路を屈曲させる固定ローラ75と可動ローラ76が備えられている。固定ローラ75が可動ローラ76よりも上側に設けられ、固定ローラ75は耳部16Cの導入経路を介して下丸刃39Bの反対側に設けられている。可動ローラ76は、耳部の導入経路を屈曲させる屈曲位置及び屈曲位置から退避して導入経路の屈曲を解除する屈曲解除位置の間で移動させる制御部77が電気的に接続されている。固定ローラ75は、可動ローラが屈曲位置に配置された状態において耳部を周囲で支持しながら耳部の導入経路を屈曲させる機能を有する。また、フィードローラ対56とロータリカッタ44との間には、耳部の先端16CEを検知するセンサ74が設けられている。センサ74は制御部77に電気的に接続されている。
【0048】
耳切ユニット72においてカッタ39により帯状のフィルム16から切断された耳部16Cが、下丸刃39Bの周部により支持される。この耳部16Cが自身の重力の影響を受けて、出口72Bから真下にある導入口42へ向かって垂れ下がり、そのままダクト43内へ導入される。そして、耳部の先端16CEは、第一及び第二フィードローラ56A,56Bの間を通過する。
【0049】
図12(A)に示すように、耳部の先端16CEがフィードローラ対56よりも上方にある場合は、上方状態にある。耳部の先端16CEが第一及び第二フィードローラ56A,56Bの間を通過した時に、上方状態から、耳部の先端16CEがフィードローラ対56よりも下方にある下方状態に移行する。下方状態に移行してから耳部の先端16CEがロータリカッタ44に到達するまでの間において、ダクト43内のフィードローラ対56とロータリカッタ44との間に設置されたセンサ74により耳部の先端16CEが検知される。
【0050】
センサ74の検知に従って制御部77より、シフト部57及び可動ローラ76に信号が発せられる。信号を受けたシフト部57が第二フィードローラ56Bを挟持解除位置から挟持位置に移動させ、可動ローラ76を屈曲解除位置から屈曲位置に移動させる。この結果、図12(B)に示すように下方状態に対応したローラの配置に移行される。
【0051】
ロータリカッタ44では、フィードローラ対56により挟持された耳部16Cの先端部を、100mmの短冊状に切断する。短冊状耳部16Dは、耳部回収部34にてサイレンサ47に導入され、風送手段を有したブロワ48に送られる。さらにセパレータ49に送られ、短冊状耳部16Dが空気と分離され、空気と分離された短冊状耳部16Dがクラッシャ50に送られて細かく切断される。細かく切断された耳部は、サイロ46に回収され、ドープ等の原料として再利用される。
【0052】
そのため、耳部16Cの先端部をロータリカッタ44で切断している際には常に耳部16Cを安定してフィードローラ対56で挟持している状態にすることができる。また、耳部を安定させるためにラップさせるガイドローラを使用せず、重力による自由落下を利用して、固定ローラ75及び可動ローラ76のみで耳部16Cの導入経路を形成しているため、耳部が破断する現象を低減できる。ゆえに、回収路34で短冊状耳部16Dをより確実に風送し、回収できる。ここでは耳部処理回収部32Bに係る耳部細片化部33について説明したが、耳部処理回収部32Aに係る耳部細片化部33についても同様であるので説明を省略する。
【0053】
出口72Bの真上に、耳部16Cを支持する下丸刃39Bを有し、固定ローラ75及び可動ローラ76のうち最も出口に近い位置に配置された固定ローラ75が、耳部の導入経路を介して下丸刃39Bの反対側に配置されているため、耳部の導入経路を安定させるように屈曲させることができる。また、可動ローラ76は、耳部の導入経路を介して固定ローラ75の反対側に配置されているため、耳部の導入経路を安定させるように屈曲させることができる。
【0054】
耳部16Cは裏面を内側にして曲がる傾向にあるため、第一フィードローラ56Aよりも第二フィードローラ56Bがシフト部57と電気的に接続されていることが望ましい。上方状態において第二フィードローラ56Bを退避させることで、より確実に耳部の先端16CEを第一及び第二フィードローラ56A,56Bの間を通過させることができる。
【0055】
また、固定ローラ75又は可動ローラ76について、出口とフィードローラ対との間における耳部の張力が増大した時に耳部の導入経路の屈曲を小さくする方向に移動し、張力が減少した時に耳部の導入経路の屈曲を大きくする方向に移動することで、当該張力を調節するようなローラを用いることが望ましい。例えば、ダンサローラなどを用いることが可能である。
【0056】
本実施形態における風送制御部35は、第1〜3の実施形態のどの風送制御部35をも用いることができる。この場合、第1〜3の実施形態と同様に、耳部16Cの幅が変化した場合において耳部16Cの幅に応じて、ダクト43内の気流速度を適宜最適な速度に変更することができる。それゆえ、この耳部処理装置は、幅が変更された耳部16Cを連続して処理する際にも、帯状の耳部16Cを破断させることなく、またダクト43内に詰まらせることなく、連続的に細片化し回収路34に送ることができる。
【0057】
第4の実施形態では、可動ローラや固定ローラを設けたが、可動ローラや固定ローラを設けなくてもかまわない。もちろん、可動ローラや固定ローラを設ける方が望ましい。可動ローラや固定ローラを設ける方が、ロータリカッタ付近で耳部をより安定して挟持すると同時に耳部が破断して搬送用のローラに巻きつく現象を更に低減し、耳部を更に確実に風送し、回収できる。また、第1〜第3の実施形態では、可動ローラや固定ローラは、合わせて最大二つしか設けなかったが、いくつ設けてもかまわない。
【0058】
上方状態から下方状態に移行したとき、可動ローラや固定ローラ及びフィードローラ対の配置を、センサ74及び制御部77により自動で移行させることとしたが、手動であってもかまわない。もちろん、自動で移行するよう制御する方が望ましい。
【0059】
なお、本発明はこれに限ることなく、同様の技術的思想の耳部処理装置及び溶液製膜方法であれば適宜設計変更を行っても構わない。
【実施例】
【0060】
次に、本発明の実施例を説明する。本実施例は、図1〜7に基づく第1の実施形態と同様の耳部処理装置において行った。ガイドローラ62,63又はフィードローラ対56などのローラのサイズを50mmφとし、ダクト43や回収路34の各配管部分は直径がおよそ165.2mmの配管(呼び径で150Aに該当)を用いた。連続搬送するウェブ16の条件は、幅が2m、厚さが40μmとし、搬送速度を10m/minとし、ローラ搬送部におけるウェブの張力が10N/mとした。
【0061】
本実施例においては、耳部の幅とダクト43内の気流速度を変量し、耳部16Cが破断しガイドローラ62,63又はフィードローラ対56に巻きつくといった工程上の不具合が発生したり、耳部がダクト43に詰まったり耳部が破断したりするなど、耳部が途中で処理できなくなるまでの耳部の処理長で以って以下の基準で耳部の処理性を評価した。
1.耳部の処理性評価
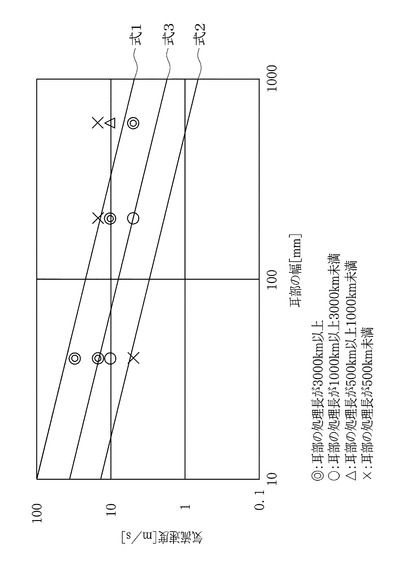
◎:耳部の処理長が3000km以上
○:耳部の処理長が1000km以上3000km未満
△:耳部の処理長が500km以上1000km未満
×:耳部の処理長が500km未満
生産性の観点から、実際の耳部処理工程に本発明に係る耳部処理装置を用いるためには、実施例における○又は◎の評価が必要である。
【0062】
本実施例において、耳部の幅は40mm,200mm,600mmの3水準に変量し、ダクト43内の気流速度は5m/s,10m/s,15m/s,30m/sの4水準に変量した。なお、耳部16Cが破断した条件よりも大きな気流速度で試験を行った場合においては耳部が破断する可能性が極めて高いと考えられるため、試験の結果耳部16Cが破断した場合は、それ以上のダクト43内の気流速度における試験は行わないこととした。本実施例の結果を表1に示す。
【0063】
【表1】

【0064】
表1に示すように、耳部の幅が40mmの時にはダクト43内の気流速度が15m/s,30m/sであれば非常に良い評価が得られた。ダクト43内の気流速度が10m/sであれば良い評価が得られたが、耳部16Cがダクト43に詰まるという不具合がおきた。また、ダクト43内の気流速度が5m/sであれば耳部16Cがダクト43に詰まるという不具合がおきた。
また、耳部の幅が200mmの時にはダクト43内の気流速度が10m/sであれば非常に良い評価が得られた。ダクト43内の気流速度が5m/sであれば良い評価が得られたが、耳部16Cがダクト43に詰まるという不具合がおきた。また、ダクト43内の気流速度が15m/sであれば耳部16Cが破断するという不具合がおきた。そのため、ダクト43内の気流速度が30m/sでの実施は行わなかった。
また、耳部の幅が600mmの時にはダクト43内の気流速度が5m/sであれば非常に良い評価が得られ、ダクト43内の気流速度が10m/sであればまずまずの評価しか得られず、耳部16Cが破断するという不具合がおきた。また、ダクト43内の気流速度が15m/sであれば耳部16Cが破断するという不具合がおきた。そのため、ダクト43内の速度が30m/sでの実施は行わなかった。
【0065】
図13に示すように、○又は◎は、それぞれの耳部の幅に対するダクト43内の気流速度の上限の直線Vmaxと下限の直線Vminの間にあることがわかった。なお、Vmaxは式1で、Vminは式2で表現される。ただし、耳部の幅はLとした。また、◎の領域と○の領域を分けるダクト43内の気流速度を表す直線Vは、式3で表現される。
【0066】
【数1】
【0067】
【数2】
【0068】
【数3】
【0069】
本実施例の結果、耳部の幅Lに対して、耳部16Cが破断したり、耳部16Cがダクト43内に詰まったりといった工程上の不具合が無く、処理可能なダクト43内の気流速度は、式2に表現されるVmin以上で、式1に表現されるVmax以下であることがわかった。気流速度が式2に表現されるVmin以下であれば、耳部16Cがダクト43内に詰まるという工程上の不具合が起こり、一方、気流速度が式1に表現されるVmax以上であれば、耳部16Cが破断するという工程上の不具合が起こることがわかった。
気流速度が式3に表現されるV以下であっても耳部16Cがダクト43内に詰まるという工程上の不具合が起こるため、気流速度はさらに式3に表現されるV以上であることが好ましいことがわかった。
【符号の説明】
【0070】
16 フィルム
16A (フィルムの)幅方向両端
16B (フィルム上の)ナーリング
16C 耳部
16CE 耳部の先端
16D 短冊状耳部
30 耳切装置
32A,32B 耳部処理回収部
33 耳部細片化部
34 回収路
35 風送制御部
36 耳幅変更部
39 カッタ
39A 上丸刃
39B 下丸刃
42 導入口
43 ダクト
44 ロータリカッタ
48 ブロワ
56 フィードローラ対
56A 第一フィードローラ
56B 第二フィードローラ
66A,66B,66C,66D センサ
67 検知部
68 駆動部
70 制御部
S1 側端位置測定処理
S2 切断位置測定処理
S3 耳部両端位置測定処理
S4 耳部幅算出処理
S5 気流速度導出処理
S7 気流速度変更処理
【技術分野】
【0001】
本発明は、ウェブを搬送しながらその側縁部から所定幅の耳部を切り離して処理する耳部処理装置及び溶液製膜方法に関するものである。
【背景技術】
【0002】
画像表示用の液晶パネルには、偏光板の保護用フィルムや画像観察時に広視野角を得るための位相差補償フィルムなどの光学機能性フィルムが利用されている。これらの光学機能性フィルムは、例えばTAC(セルローストリアセテート)などのような、ベースとなる透明な支持体上に目的とする機能に応じた特性をもつ薄膜を積層したものである。
【0003】
このような光学機能性フィルムを効率的に製造する手法として溶液製膜法が知られている。溶液製膜法では、TACなどのポリマーをジクロロメタンや酢酸メチルを主溶媒とする混合溶媒に溶解した高分子溶液のドープを調製し、このドープを流延ダイより流延ビードを形成させて支持体上に流延してまず流延膜を形成する。その流延膜が支持体上で自己支持性を有するものとなった後に、支持体から膜(湿潤フィルム)として剥ぎ取り、乾燥させた後にフィルム(ウェブ)として巻き取って製品ロールを得る。
【0004】
こうして得られる光学機能性フィルムには、工程中に様々な処理が施されることによって用途に応じた様々な光学的特性が付与される。ところが、フィルムの側端部では厚みや光学的特性が不安定であるなどの理由から、製膜時には製品幅よりも広幅に製造した上で、工程中に側端部分を一定の幅に切り離す耳切りを行うのが通常である。
【0005】
耳切り処理は、一般的にはウェブを搬送しながら回転式のカッタでウェブの両側端部を一定の幅で帯状に切り離すことで行われる。ウェブから切り離された耳部は種類によっては廃棄処分されることもあるが、上述した溶液製膜設備に併設された耳部処理装置にあっては、切り離された耳部を回収して最終的には原材料としてリサイクルすることも考慮されている。
【0006】
例えば特許文献1で知られる耳部処理装置では、ダクト内にブロアによる風送流を定常的に生じさせ、ダクトの導入口に導かれた帯状の耳部を下流側に風送する構造となっている。帯状の耳部はダクト内を通って下流側のロータリカッタに風送され、そこで短冊状に細片化された後、さらに下流側の回収路に風送される。このように、特許文献1記載の装置は、ウェブから帯状に切り離された耳部を風送しやすくかつリサイクルしやすいように細片化して取り扱うことによって、ほとんど人手を要せずに耳部を連続的に処理し、原材料を効率的に回収できるという大きな利点を有している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−291091号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところが上記耳部処理装置は、ウェブの側端部から切り離される耳部の幅を変更したときに問題が生じ、連続的な処理が中断されることがある。耳部の幅は、ウェブの全幅と製品幅とに対応して決められるが、耳部の幅変更を行ったときに導入口の直前で帯状の耳部が切れる、あるいは帯状の耳部が絡まってダクト内で詰まり、細片化用のカッタに風送できなくなるという問題が生じやすい。このような問題が発生するとウェブの搬送を停止させなければ復旧することができず、製造効率を著しく低下させる。しかもこの問題は、耳部を広幅から狭幅に、あるいは狭幅から広幅に変更したときの双方で生じており、改善策が望まれている。
【0009】
本発明は上記背景を考慮してなされたもので、ウェブの側端部を所定幅の帯状に切り離した後にさらに細片化し、風送によって効率的に回収できるようした耳部処理装置について、耳部の切り取り幅を変更した場合でも、帯状の耳部を破断させることなく、またダクト内に詰まらせることなく、連続的に細片化し回収路に送ることができるようにした耳部処理装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は上記目的を達成するにあたり、帯状の耳部がダクトの導入口の手前で破断したり、あるいはダクト内部で詰まったりするトラブルが、ダクト内に導入された耳部の幅に対してダクト内の気流の速度が適切でないことが原因であることに着目し、耳部の幅を変更した時には、ダクト内の気流の速度を変えるようにしたものである。
本発明の耳部処理装置は、搬送されるウェブの側端部から耳部を帯状に切り離す耳切部と、耳切部で切り離される耳部の幅を少なくとも2段階に変更可能な耳幅変更部と、帯状に切り離された耳部が導入される導入口を備え、導入口に導入された耳部を細片化用のカッタを経由して回収路に導くダクトと、ダクトの内部に気流を生じさせ、導入口に導入された耳部をカッタに送るとともにカッタで細片化された耳部を回収路に向かって風送するブロアと、耳切装置で切り離される耳部の幅が広幅に変更されたときには気流の速度を遅くし、狭幅に変更されたときには速くする風送制御部と、を備えたことを特徴とする。
【0011】
耳切部から導入口までの間で耳部の幅を検知する耳幅検知手段を有することが望ましい。例えば、耳幅検知手段は、耳部が切り離される前のウェブの全幅を測定する全幅測定手段と、耳切装置の切断刃の位置に基づいて耳部の切り離し位置を測定する切断位置測定手段と、を備えることが望ましい。または、耳幅検知手段は、耳部が切り離された後の耳部端の位置を測定する耳部端位置測定手段と、耳切装置の切断刃の位置に基づいて耳部の切り離し位置を測定する切断位置測定手段と、を備えることが望ましい。または、耳幅検知手段は、耳部が切り離される後の耳部の両端位置を測定する耳部両端位置測定手段と、を備えることが望ましい。
【0012】
ダクト内の導入口からカッタとの間に、ダクト内に導入された耳部を挟持してカッタに向けて供給するフィードローラ対を設けることが望ましい。また、カッタはロータリカッタであることが望ましい。
【0013】
上記目的を達成するために、本発明の溶液製膜方法は、ポリマー及び溶剤を含むドープを支持体へ流出し、ドープからなる流延膜を形成する膜形成工程と、流延膜から溶剤を蒸発させる膜乾燥工程と、支持体から流延膜を剥離してウェブとする剥離工程と、ウェブの耳部を切り離す切り離し工程と、本発明の耳部処理装置を用いて、切り離された耳部を処理回収する耳部処理工程と、を有することを特徴とする。
【発明の効果】
【0014】
本発明の耳部処理装置は、耳部の幅に応じて気流の速度を制御するため、幅が変更された耳部を連続して処理する際にも、帯状の耳部を破断させることなく、またダクト内に詰まらせることなく、連続的に細片化し回収路に送ることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の溶液製膜方法の概略を示す平面図である。
【図2】本発明の耳部処理装置とその付近の工程を示す概略図である。
【図3】本発明の耳部処理装置のうち、耳部細片化部と回収路についての概略図である。
【図4】本発明に係る第1の実施形態における耳部処理装置の概略図である。
【図5】本発明に係る第1の実施形態における耳部処理装置の風送制御部と耳幅変更部の概略図である。
【図6】図5のA−A´線断面図である。
【図7】本発明に係る第1の実施形態における耳部処理装置の風送制御部のフローチャートである。
【図8】本発明に係る第2の実施形態における耳部処理装置の風送制御部と耳幅変更部の概略図である。
【図9】本発明に係る第3の実施形態における耳部処理装置の風送制御部と耳幅変更部の概略図である。
【図10】本発明に係る第3の実施形態における耳部処理装置の風送制御部のフローチャートである。
【図11】本発明に係る第4の実施形態における耳部処理装置の概略図である。
【図12】本発明に係る第4の実施形態における耳部処理装置の耳部細片化部の概略図である。
【図13】耳部の幅[mm]を横軸に、ダクト内の風速[m/s]を縦軸にとった両対数グラフに実施例の結果をプロットしたものである。
【発明を実施するための形態】
【0016】
(溶液製膜設備)
図1に示すように、溶液製膜設備は、ドープ12から湿潤フィルム13をつくる流延装置15と、湿潤フィルム13の乾燥によりフィルム16を得るクリップテンタ17と、湿潤フィルム13の乾燥を行う乾燥装置18と、を有する製膜ライン10と、フィルム16を巻き芯に巻き取る巻取装置19と、を有する。
【0017】
図1に示すように、流延装置15は、ドープ12を流出する流延ダイ21と、略水平に並べられた水平ロール22と、水平ロール22に巻きかけられた環状の流延バンド23と、剥取ローラ24と、と有する。流延バンド23の循環方向に対し、上流部付近に流延ダイ21が設置され、下流部付近に剥取ローラ24が設置される。流延ダイ21のドープ流出口は流延バンド23に向けられている。また、水平ロール22のうち少なくとも一方は、図示しないロール駆動用モータにより軸を中心に回転し、これに伴って流延バンド23が循環される。
【0018】
流延ダイ21から流延バンド23にドープ12が流出され、流延バンド上でドープが半乾燥され、湿潤フィルム13が流延バンド23上に形成される。剥取ローラ24によりこの湿潤フィルム13を流延バンド23から剥ぎ取られる。なお、流延ダイ21の設置位置を、図示するように、水平ロール22の上方としたが、本発明はこれに限らない。
【0019】
図1に示すように、流延装置15とクリップテンタ17との間の渡り部27には、湿潤フィルム13を支持する搬送ローラ28が複数並べられている。搬送ローラ28は、図示しないモータにより、軸を中心に回転する。搬送ローラ28は、流延装置15から送り出された湿潤フィルム13を支持して、クリップテンタ17へ案内する。なお、図1では、渡り部27に2つの搬送ローラ28を並べた場合を示しているが、本発明はこれに限られず、渡り部27に1つ、または3つ以上の搬送ローラ28を並べてもよい。また、搬送ローラ28は、フリーローラでもよい。
【0020】
クリップテンタ17は、湿潤フィルム13の幅方向両側縁部を把持する多数のクリップを有し、このクリップが延伸軌道上を移動する。クリップにより把持された湿潤フィルム13に対し乾燥風が送られ、湿潤フィルム13には、幅方向への延伸処理とともに乾燥処理が施される。
【0021】
クリップテンタ17と乾燥装置18との間には耳切装置30が設けられている。耳切装置30に送り出されたフィルム16の幅方向の両端は、クリップによって形成された把持跡が形成されている。耳切装置30は、この把持跡を有する両端部分を切り離す。この切り離された耳部16Cは、耳部処理回収部32Aへ送られる。耳部処理回収部32Aは、後述する耳部処理回収部32Bとほぼ同等であり、詳細は耳部処理回収部32Bのところで後述する。
【0022】
乾燥装置18は、フィルム16の搬送路を備えるケーシングと、フィルム16の搬送路を形成する複数のローラ18aと、ケーシング内の雰囲気の温度や湿度を調節する空調機(図示しない)とからなる。ケーシング内に導入されたフィルム16は、複数のローラ18aに巻き掛けられながら搬送される。この雰囲気の温度や湿度の調節により、ケーシング内を搬送されるフィルム16から残留した溶剤が蒸発する。更に、乾燥装置18に、フィルム16から蒸発した溶剤を吸着により回収する吸着回収装置が接続される。
【0023】
乾燥装置18及び巻取装置19の間には、上流側から順に、冷却室37、除電バー(図示しない)、ナーリング装置38、及び耳切装置30が設けられる。冷却室37は、フィルム16の温度が略室温となるまで、フィルム16を冷却する。除電バーは、冷却室37から送り出され、帯電したフィルム16から電気を除く除電処理を行う。
【0024】
図2に示すように、製膜ライン10により製造された帯状のフィルム16がナーリング装置に搬送される。ナーリング装置38内にはナーリング付与ローラ38Aが設置される。ナーリング付与ローラ38Aは、フィルム16の幅方向両端に巻き取り用のナーリング16Bを付与する。耳切装置30は、フィルム16から帯状の耳部16Cを切り出す装置であり、上丸刃39Aと下丸刃39Bとからなるカッタ39が設けられている。上丸刃39Aの刃部の側面と、下丸刃39Bの溝部の側面と、がそれぞれ逆方向に回転することで、フィルム16のナーリング16Bと幅方向両端16Aとの間にせん断応力が発生し、幅方向両端16Aの部分が帯状の耳部16Cとしてフィルム16から切り出される。
【0025】
図1に示すように、巻取装置19は、プレスローラ19aと巻き芯19bを有する。巻取装置19に送られたフィルム16は、プレスローラ19aによって押し付けられながら巻き芯19bに巻き取られ、ロール状となる。
(耳部処理回収部)
【0026】
図3に示すように、耳部16Cは、耳部16Cを連続的に細片化し回収路まで送る耳部処理回収部32Bに導入される。耳部処理回収部32Bは、耳部16Cを連続的に細片化する耳部細片化部33と、サイロ46まで風送する回収路34とからなり、前述の耳部処理回収部32Aも同様の構成を有する。耳部細片化部33には、耳部16Cが導入される導入口42を備え、耳部16Cを短冊状耳部16Dに細片化するロータリカッタ44を経由して回収路34に導くダクト43が設けられている。
【0027】
フィルム16の両端から切り出される耳部16Cのそれぞれに対し、同じ処理経路が設けられている。耳部細片化部33では処理経路が二つに分かれているが、回収路34のところで一つの経路に収束されている。
【0028】
回収路34には、最終的に耳部を回収するサイロ46、二つのサイレンサ47、風送手段を有したブロワ48、短冊状耳部16Dと空気とを分離するセパレータ49、短冊状耳部16Dを細かくするクラッシャ50、が設けられており、それらが配管51によりダクト状に接続されている。配管51には、短冊状耳部16Dの各種検査・評価のために使用されるサンプリング配管51Aと、配管51内の気流を制御するシャッタ53,53Aと、フィルタ54と、が設けられている。なお、ブロワ48の代わりに、風送手段に加えて短冊状耳部16Dを切断してさらに小片にする手段を有しているカットブロワを用いるのが好ましい。
【0029】
(耳部処理装置)
図4〜7を用いて、本発明に係る耳部処理装置の第1の実施形態について説明する。耳部処理装置は、フィルム16から幅方向両端16Aの部分を帯状の耳部16Cとして切り離す耳切装置30と、この耳部16Cの幅を少なくとも2段階に変更可能な耳幅変更部36と、耳部16Cが導入される導入口42を備え導入口42に導入された耳部16Cをロータリカッタ44を経由して回収路34に導くダクト43と、ダクト43の内部に気流を生じさせ、導入口42に導入された耳部16Cをロータリカッタ44に送るとともに短冊状耳部16Cを回収路34に向かって風送するブロア48と、耳部の幅に応じて気流速度を制御する風送制御部35と、を有する。なお、図4は耳部処理回収部32Bに係る耳部細片化部33について描かれているが、耳部処理回収部32Aについても同様であるので耳部処理回収部32Aについては説明を省略する。
【0030】
図4に示すように、耳部細片化部33は、耳切装置30から切り出される耳部16Cをダクト43の導入口42へ向けて搬送するガイドローラ62,63及びガイド板64と、耳部16Cを挟持してロータリカッタ44に向けて搬送するフィードローラ対56と、耳部16Cを切断するロータリカッタ44と、を有する。ロータリカッタ44及びフィードローラ対56は風送設備を有するブロワ48が接続されたダクト43の内部に設けられている。
【0031】
フィードローラ対56は耳部16Cの表面を支持する第一フィードローラ56Aと耳部16Cの裏面を支持する第二フィードローラ56Bとからなり、第二フィードローラ56Bには耳部16Cを挟持する挟持位置及び挟持位置から退避して耳部の挟持を解除する挟持解除位置の間で移動させるシフト部57が電気的に接続されている。ロータリカッタ44は回転刃59と固定刃60を備え、フィードローラ対56に挟持された耳部16Cの先端部を切断し、短冊状耳部16Dとする。なお、第二フィードローラ56Bの代わりに第一フィードローラ56Aがシフト部57と電気的に接続されていても構わないし、第一,第二フィードローラの両方がシフト部57と電気的に接続されていても構わない。
【0032】
(耳幅変更部)
図5,6に示すように、耳幅変更部36は、上丸刃39AのY方向の位置を検知するセンサ66Aと、駆動部68と、それらを制御する制御部70と、を有する。センサ66A及び駆動部68は制御部70と、上丸刃39Aは駆動部68と、電気的に接続されている。なお、駆動部68は、耳部16Cの幅を変更するために帯状のフィルム16の幅方向Yに移動させる機能だけでなく、耳部16Cを切り出すために上丸刃39A及び下丸刃39Bを連動して回転させる機能も有している。
【0033】
(風送制御部)
図5,6に示すように、風送制御部35は、上丸刃39AのY方向の位置を検知するセンサ66Aと、帯状の耳部16Cが切り離された後のウェブ側端側のY方向の耳部端位置を検知するセンサ66Bと、制御部70と、を有している。センサ66A,66Bは制御部70と電気的に接続されている。ここでは制御部70は、耳幅変更部36の制御だけでなく、風送制御部35の制御も行うこととしたが、これに限ることはない。なお、センサ66A,66Bは、フィルム幅方向に長く伸びた形状のものを用いている。制御部70は、センサ66A,66Bにより検知されたそれぞれ上丸刃39Aの位置及び耳部16Cの耳部端位置から、耳部16Cの幅を算出する機能を有する。また、制御部70は、ブロワ48と接続されており、算出された耳部の幅に応じてダクト43の気流の速度を制御するように、ブロワ48の吸気の制御を行う。
【0034】
次に、本発明の作用について説明する。製膜ライン10により製膜され、乾燥された帯状のフィルム16は、ナーリング装置38によってナーリング16Bが付与される。その後、耳切装置30において、フィルム16のナーリング16Bと幅方向両端16Aの境界において上丸刃39Aと下丸刃39Bによりせん断応力が与えられ、耳部16Cが切り出される。この時の耳部16Cの幅は、製品幅に応じて耳幅変更部36により常に制御され、耳部の幅に応じて風送制御部35によりダクト43の気流の速度を制御するように、ブロワ48の吸気が制御される。
【0035】
本実施形態における風送制御部35は、図7のフローチャートに示すように、耳切装置30を通過するフィルム16及び耳部16Cに対して、側端の位置を測定する側端位置測定処理S1と、耳切装置30に設けられた上丸刃39Aの位置を測定する切断位置測定処理S2と、S1及びS2により得られた情報から耳部16Cの幅を算出する耳部幅算出処理S4と、S4により得られた情報からダクト43内の最適な気流の速度を導出する気流速度導出処理S5と、S5により導出された気流速度になるようにダクト43内の気流速度を変更させる気流速度変更処理S7と、を有する。
【0036】
センサ66Bにより側端位置測定処理S1が行われ、センサ66Aにより切断位置測定処理S2が行われ、センサ66A,66Bが接続された制御部70において耳部幅算出処理S4が行われる。さらに、制御部70において、気流速度導出処理S5が行われ、算出した耳部の幅に最適なダクト43内の気流速度が導出される。そして、S5により導出された気流速度になるように制御部70において気流速度変更処理S7が行われ、耳部16Cの幅が変化した場合において耳部16Cの幅に応じてダクト43内の気流速度を変更することを可能にしている。
【0037】
例えば、溶液製膜装置を運転中に、フィルムの製品幅の変更をする旨の指示が制御部70を通じて耳切装置に出された場合、制御部70によって上丸刃39A,下丸刃39Bからなるカッタ39が、フィルム16の進行方向Xに対して垂直なY軸方向へ、しかるべき位置に向かって移動する。耳切断位置検知処理S2,耳部幅算出処理S4,ダクト内風速導出処理S5,ダクト内風速変更処理S7が順に行われ、このカッタ39の動きに対応するように、ダクト43内の風速も緩やかに変更される。
【0038】
本発明の耳部処理装置においては、いくつかの特定の製品幅に応じた耳部の幅と最適な気流速度とを予め制御部70に設定しておき、その特定の製品幅間の変更であれば、決まったプログラムに従って上丸刃39A,下丸刃39Bからなるカッタ39が移動し、それに伴いほぼ決まったプログラムに従ってダクト43内の風速が変更されるよう設定したが、適宜変更を加えてもかまわない。
【0039】
ダクト口42によりダクト43内に導入された耳部16Cは、フィードローラ対56により挟持され、その先端部が、ロータリカッタ44によって100mmの短冊状に切断される。短冊状耳部16Dは、回収路34にてサイレンサ47に導入され、風送手段を有したブロワ48に送られる。さらにセパレータ49に送られ、短冊状耳部16Dが空気と分離され、空気と分離された短冊状耳部16Dがクラッシャ50に送られて細かく切断される。細かく切断された耳部は、サイロ46に回収され、ドープ等の原料として再利用される。
【0040】
そのため、同じ溶液製膜設備を用いて流延を止めることなく製品幅の変更を行うにあたって、耳切装置30から送り出されてくる幅が変更された耳部16Cに対して、吸気制御部35により耳部16Cの幅に応じて、ダクト43内の気流速度を適宜最適な速度に変更することができる。それゆえ、この耳部処理装置は、幅が変更された耳部16Cを連続して処理する際にも、帯状の耳部16Cを破断させることなく、またダクト43内に詰まらせることなく、連続的に細片化し回収路34に送ることができる。
【0041】
図8を用いて、本発明に係る耳部処理装置の第2の実施形態について説明する。図1〜4及び6,7については第1の実施形態と共通であるので、説明は省略する。図4,8に示すように、風送制御部35は、上丸刃39Aの位置を検知するセンサ66Aと、帯状の耳部16Cが切り離される前のウェブ側端位置を検知するセンサ66Cと、制御部70と、を有している。本実施形態は、第1の実施形態と比較して、センサ66Bをセンサ66Cに置き換えた実施形態となっている。なお、センサ66Cはセンサ66Aと同様に、フィルム幅方向に長く伸びた形状のものを用いている。第1の実施形態と同様の処理が行われ、耳部16Cの幅が変化した場合において耳部16Cの幅に応じて、ダクト43内の気流速度を適宜最適な速度に変更することができる。それゆえ、この耳部処理装置は、幅が変更された耳部16Cを連続して処理する際にも、帯状の耳部16Cを破断させることなく、またダクト43内に詰まらせることなく、連続的に細片化し回収路34に送ることができる。
【0042】
図9,10を用いて、本発明に係る耳部処理装置の第3の実施形態について説明する。図1〜4及び6については第1の実施形態と共通であるので、説明は省略する。図4,9に示すように、風送制御部35は、帯状の耳部16Cが切り離された後の耳部の両端位置を検知するセンサ66Dと、制御部70と、を有している。本実施形態は、第1の実施形態と比較して、センサ66A,66Bの機能をセンサ66D一つで兼用させた実施形態となっている。なお、センサ66Dはセンサ66A,66Bと同様に、フィルム幅方向に長く伸びた形状のものを用いている。
【0043】
本実施形態における風送制御部35は、図10のフローチャートに示すように、耳切装置30を通過するフィルム16及び耳部16Cに対して、耳部の両端位置を測定する耳部両端位置測定処理S3と、S3により得られた情報から耳部16Cの幅を算出する耳部幅算出処理S4と、S4により得られた情報からダクト43内の気流速度を導出する気流速度導出処理S5と、S5により導出された気流速度になるようにダクト43内の気流速度を変更させる気流速度変更処理S7と、を有する。本実施形態は、第1の実施形態と比較して、側端位置測定処理S1及び耳切断位置測定処理S2を耳部両端位置測定処理S3に置き換えた実施形態となっている。
【0044】
センサ66Dにより耳部両端位置測定処理S3が行われ、センサ66Dが接続された制御部70において耳部幅算出処理S4が行われる。S5,S7の処理については第1の実施形態と同様に行われ、耳部16Cの幅が変化した場合において耳部16Cの幅に応じて、ダクト43内の気流速度を適宜最適な速度に変更することができる。それゆえ、この耳部処理装置は、幅が変更された耳部16Cを連続して処理する際にも、帯状の耳部16Cを破断させることなく、またダクト43内に詰まらせることなく、連続的に細片化し回収路34に送ることができる。
【0045】
図11を用いて、本発明に係る耳部処理装置の第4の実施形態について説明する。図1〜3及び図5〜7は第1の実施形態と共通であるので、説明は省略する。本実施例では、耳切装置30の代わりに、耳切ユニット72が設置されている。この耳切ユニット72は、フィルム16の幅方向両端を切断する上丸刃39Aと下丸刃39Bからなるカッタ39と、フィルム16と耳部16Cの搬送路を分離するケース72Aと耳部16Cが垂れ下がる出口72Bと、を有している。
【0046】
図11に示すように、耳部細片化部33では、耳部16Cを挟持するフィードローラ対56が耳切ユニット72の出口72Bの真下に配置され、耳部を短冊状に切断するロータリカッタ44がフィードローラ対56の下側に配置される。
【0047】
出口72Bとフィードローラ対56との間には、耳部16Cを周面で支持しながら耳部の導入経路を屈曲させる固定ローラ75と可動ローラ76が備えられている。固定ローラ75が可動ローラ76よりも上側に設けられ、固定ローラ75は耳部16Cの導入経路を介して下丸刃39Bの反対側に設けられている。可動ローラ76は、耳部の導入経路を屈曲させる屈曲位置及び屈曲位置から退避して導入経路の屈曲を解除する屈曲解除位置の間で移動させる制御部77が電気的に接続されている。固定ローラ75は、可動ローラが屈曲位置に配置された状態において耳部を周囲で支持しながら耳部の導入経路を屈曲させる機能を有する。また、フィードローラ対56とロータリカッタ44との間には、耳部の先端16CEを検知するセンサ74が設けられている。センサ74は制御部77に電気的に接続されている。
【0048】
耳切ユニット72においてカッタ39により帯状のフィルム16から切断された耳部16Cが、下丸刃39Bの周部により支持される。この耳部16Cが自身の重力の影響を受けて、出口72Bから真下にある導入口42へ向かって垂れ下がり、そのままダクト43内へ導入される。そして、耳部の先端16CEは、第一及び第二フィードローラ56A,56Bの間を通過する。
【0049】
図12(A)に示すように、耳部の先端16CEがフィードローラ対56よりも上方にある場合は、上方状態にある。耳部の先端16CEが第一及び第二フィードローラ56A,56Bの間を通過した時に、上方状態から、耳部の先端16CEがフィードローラ対56よりも下方にある下方状態に移行する。下方状態に移行してから耳部の先端16CEがロータリカッタ44に到達するまでの間において、ダクト43内のフィードローラ対56とロータリカッタ44との間に設置されたセンサ74により耳部の先端16CEが検知される。
【0050】
センサ74の検知に従って制御部77より、シフト部57及び可動ローラ76に信号が発せられる。信号を受けたシフト部57が第二フィードローラ56Bを挟持解除位置から挟持位置に移動させ、可動ローラ76を屈曲解除位置から屈曲位置に移動させる。この結果、図12(B)に示すように下方状態に対応したローラの配置に移行される。
【0051】
ロータリカッタ44では、フィードローラ対56により挟持された耳部16Cの先端部を、100mmの短冊状に切断する。短冊状耳部16Dは、耳部回収部34にてサイレンサ47に導入され、風送手段を有したブロワ48に送られる。さらにセパレータ49に送られ、短冊状耳部16Dが空気と分離され、空気と分離された短冊状耳部16Dがクラッシャ50に送られて細かく切断される。細かく切断された耳部は、サイロ46に回収され、ドープ等の原料として再利用される。
【0052】
そのため、耳部16Cの先端部をロータリカッタ44で切断している際には常に耳部16Cを安定してフィードローラ対56で挟持している状態にすることができる。また、耳部を安定させるためにラップさせるガイドローラを使用せず、重力による自由落下を利用して、固定ローラ75及び可動ローラ76のみで耳部16Cの導入経路を形成しているため、耳部が破断する現象を低減できる。ゆえに、回収路34で短冊状耳部16Dをより確実に風送し、回収できる。ここでは耳部処理回収部32Bに係る耳部細片化部33について説明したが、耳部処理回収部32Aに係る耳部細片化部33についても同様であるので説明を省略する。
【0053】
出口72Bの真上に、耳部16Cを支持する下丸刃39Bを有し、固定ローラ75及び可動ローラ76のうち最も出口に近い位置に配置された固定ローラ75が、耳部の導入経路を介して下丸刃39Bの反対側に配置されているため、耳部の導入経路を安定させるように屈曲させることができる。また、可動ローラ76は、耳部の導入経路を介して固定ローラ75の反対側に配置されているため、耳部の導入経路を安定させるように屈曲させることができる。
【0054】
耳部16Cは裏面を内側にして曲がる傾向にあるため、第一フィードローラ56Aよりも第二フィードローラ56Bがシフト部57と電気的に接続されていることが望ましい。上方状態において第二フィードローラ56Bを退避させることで、より確実に耳部の先端16CEを第一及び第二フィードローラ56A,56Bの間を通過させることができる。
【0055】
また、固定ローラ75又は可動ローラ76について、出口とフィードローラ対との間における耳部の張力が増大した時に耳部の導入経路の屈曲を小さくする方向に移動し、張力が減少した時に耳部の導入経路の屈曲を大きくする方向に移動することで、当該張力を調節するようなローラを用いることが望ましい。例えば、ダンサローラなどを用いることが可能である。
【0056】
本実施形態における風送制御部35は、第1〜3の実施形態のどの風送制御部35をも用いることができる。この場合、第1〜3の実施形態と同様に、耳部16Cの幅が変化した場合において耳部16Cの幅に応じて、ダクト43内の気流速度を適宜最適な速度に変更することができる。それゆえ、この耳部処理装置は、幅が変更された耳部16Cを連続して処理する際にも、帯状の耳部16Cを破断させることなく、またダクト43内に詰まらせることなく、連続的に細片化し回収路34に送ることができる。
【0057】
第4の実施形態では、可動ローラや固定ローラを設けたが、可動ローラや固定ローラを設けなくてもかまわない。もちろん、可動ローラや固定ローラを設ける方が望ましい。可動ローラや固定ローラを設ける方が、ロータリカッタ付近で耳部をより安定して挟持すると同時に耳部が破断して搬送用のローラに巻きつく現象を更に低減し、耳部を更に確実に風送し、回収できる。また、第1〜第3の実施形態では、可動ローラや固定ローラは、合わせて最大二つしか設けなかったが、いくつ設けてもかまわない。
【0058】
上方状態から下方状態に移行したとき、可動ローラや固定ローラ及びフィードローラ対の配置を、センサ74及び制御部77により自動で移行させることとしたが、手動であってもかまわない。もちろん、自動で移行するよう制御する方が望ましい。
【0059】
なお、本発明はこれに限ることなく、同様の技術的思想の耳部処理装置及び溶液製膜方法であれば適宜設計変更を行っても構わない。
【実施例】
【0060】
次に、本発明の実施例を説明する。本実施例は、図1〜7に基づく第1の実施形態と同様の耳部処理装置において行った。ガイドローラ62,63又はフィードローラ対56などのローラのサイズを50mmφとし、ダクト43や回収路34の各配管部分は直径がおよそ165.2mmの配管(呼び径で150Aに該当)を用いた。連続搬送するウェブ16の条件は、幅が2m、厚さが40μmとし、搬送速度を10m/minとし、ローラ搬送部におけるウェブの張力が10N/mとした。
【0061】
本実施例においては、耳部の幅とダクト43内の気流速度を変量し、耳部16Cが破断しガイドローラ62,63又はフィードローラ対56に巻きつくといった工程上の不具合が発生したり、耳部がダクト43に詰まったり耳部が破断したりするなど、耳部が途中で処理できなくなるまでの耳部の処理長で以って以下の基準で耳部の処理性を評価した。
1.耳部の処理性評価
◎:耳部の処理長が3000km以上
○:耳部の処理長が1000km以上3000km未満
△:耳部の処理長が500km以上1000km未満
×:耳部の処理長が500km未満
生産性の観点から、実際の耳部処理工程に本発明に係る耳部処理装置を用いるためには、実施例における○又は◎の評価が必要である。
【0062】
本実施例において、耳部の幅は40mm,200mm,600mmの3水準に変量し、ダクト43内の気流速度は5m/s,10m/s,15m/s,30m/sの4水準に変量した。なお、耳部16Cが破断した条件よりも大きな気流速度で試験を行った場合においては耳部が破断する可能性が極めて高いと考えられるため、試験の結果耳部16Cが破断した場合は、それ以上のダクト43内の気流速度における試験は行わないこととした。本実施例の結果を表1に示す。
【0063】
【表1】
【0064】
表1に示すように、耳部の幅が40mmの時にはダクト43内の気流速度が15m/s,30m/sであれば非常に良い評価が得られた。ダクト43内の気流速度が10m/sであれば良い評価が得られたが、耳部16Cがダクト43に詰まるという不具合がおきた。また、ダクト43内の気流速度が5m/sであれば耳部16Cがダクト43に詰まるという不具合がおきた。
また、耳部の幅が200mmの時にはダクト43内の気流速度が10m/sであれば非常に良い評価が得られた。ダクト43内の気流速度が5m/sであれば良い評価が得られたが、耳部16Cがダクト43に詰まるという不具合がおきた。また、ダクト43内の気流速度が15m/sであれば耳部16Cが破断するという不具合がおきた。そのため、ダクト43内の気流速度が30m/sでの実施は行わなかった。
また、耳部の幅が600mmの時にはダクト43内の気流速度が5m/sであれば非常に良い評価が得られ、ダクト43内の気流速度が10m/sであればまずまずの評価しか得られず、耳部16Cが破断するという不具合がおきた。また、ダクト43内の気流速度が15m/sであれば耳部16Cが破断するという不具合がおきた。そのため、ダクト43内の速度が30m/sでの実施は行わなかった。
【0065】
図13に示すように、○又は◎は、それぞれの耳部の幅に対するダクト43内の気流速度の上限の直線Vmaxと下限の直線Vminの間にあることがわかった。なお、Vmaxは式1で、Vminは式2で表現される。ただし、耳部の幅はLとした。また、◎の領域と○の領域を分けるダクト43内の気流速度を表す直線Vは、式3で表現される。
【0066】
【数1】
【0067】
【数2】
【0068】
【数3】
【0069】
本実施例の結果、耳部の幅Lに対して、耳部16Cが破断したり、耳部16Cがダクト43内に詰まったりといった工程上の不具合が無く、処理可能なダクト43内の気流速度は、式2に表現されるVmin以上で、式1に表現されるVmax以下であることがわかった。気流速度が式2に表現されるVmin以下であれば、耳部16Cがダクト43内に詰まるという工程上の不具合が起こり、一方、気流速度が式1に表現されるVmax以上であれば、耳部16Cが破断するという工程上の不具合が起こることがわかった。
気流速度が式3に表現されるV以下であっても耳部16Cがダクト43内に詰まるという工程上の不具合が起こるため、気流速度はさらに式3に表現されるV以上であることが好ましいことがわかった。
【符号の説明】
【0070】
16 フィルム
16A (フィルムの)幅方向両端
16B (フィルム上の)ナーリング
16C 耳部
16CE 耳部の先端
16D 短冊状耳部
30 耳切装置
32A,32B 耳部処理回収部
33 耳部細片化部
34 回収路
35 風送制御部
36 耳幅変更部
39 カッタ
39A 上丸刃
39B 下丸刃
42 導入口
43 ダクト
44 ロータリカッタ
48 ブロワ
56 フィードローラ対
56A 第一フィードローラ
56B 第二フィードローラ
66A,66B,66C,66D センサ
67 検知部
68 駆動部
70 制御部
S1 側端位置測定処理
S2 切断位置測定処理
S3 耳部両端位置測定処理
S4 耳部幅算出処理
S5 気流速度導出処理
S7 気流速度変更処理
【特許請求の範囲】
【請求項1】
搬送されるウェブの側端部から耳部を帯状に切り離す耳切部と、
前記耳切部で切り離される耳部の幅を少なくとも2段階に変更可能な耳幅変更部と、
帯状に切り離された前記耳部が導入される導入口を備え、前記導入口に導入された耳部を細片化用のカッタを経由して回収路に導くダクトと、
前記ダクトの内部に気流を生じさせ、前記導入口に導入された耳部を前記カッタに送るとともに前記カッタで細片化された耳部を前記回収路に向かって風送するブロアと、
前記耳切装置で切り離される耳部の幅が広幅に変更されたときには前記気流の速度を遅くし、狭幅に変更されたときには速くする風送制御部と、
を備えたことを特徴とする耳部処理装置。
【請求項2】
前記耳切部から前記導入口までの間で前記耳部の幅を検知する耳幅検知手段を有することを特徴とする請求項1に記載の耳部処理装置。
【請求項3】
前記耳幅検知手段は、耳部が切り離される前のウェブの全幅を測定する全幅測定手段と、
前記耳切装置の切断刃の位置に基づいて耳部の切り離し位置を測定する切断位置測定手段と、
を備えることを特徴とする請求項2に記載の耳部処理装置。
【請求項4】
前記耳幅検知手段は、耳部が切り離された後の耳部端の位置を測定する耳部端位置測定手段と、
前記耳切装置の切断刃の位置に基づいて耳部の切り離し位置を測定する切断位置測定手段と、
を備えることを特徴とする請求項2に記載の耳部処理装置。
【請求項5】
前記耳幅検知手段は、耳部が切り離される後の耳部の両端位置を測定する耳部両端位置測定手段と、
を備えることを特徴とする請求項2に記載の耳部処理装置。
【請求項6】
前記ダクト内の前記導入口から前記カッタとの間に、ダクト内に導入された耳部を挟持して前記カッタに向けて供給するフィードローラ対を設けることを特徴とする請求項1〜5のいずれか一つに記載の耳部処理装置。
【請求項7】
前記カッタはロータリカッタであることを特徴とする、請求項1〜6のいずれか一つに記載の耳部処理装置。
【請求項8】
ポリマー及び溶剤を含むドープを支持体へ流出し、前記ドープからなる流延膜を形成する膜形成工程と、
前記流延膜から前記溶剤を蒸発させる膜乾燥工程と、
前記支持体から前記流延膜を剥離してウェブとする剥離工程と、
前記ウェブの耳部を切り離す切り離し工程と、
請求項1〜7のいずれか1つに記載の耳部処理装置を用いて、前記切り離された耳部を処理回収する耳部処理工程と、
を有することを特徴とする、溶液製膜方法。
【請求項1】
搬送されるウェブの側端部から耳部を帯状に切り離す耳切部と、
前記耳切部で切り離される耳部の幅を少なくとも2段階に変更可能な耳幅変更部と、
帯状に切り離された前記耳部が導入される導入口を備え、前記導入口に導入された耳部を細片化用のカッタを経由して回収路に導くダクトと、
前記ダクトの内部に気流を生じさせ、前記導入口に導入された耳部を前記カッタに送るとともに前記カッタで細片化された耳部を前記回収路に向かって風送するブロアと、
前記耳切装置で切り離される耳部の幅が広幅に変更されたときには前記気流の速度を遅くし、狭幅に変更されたときには速くする風送制御部と、
を備えたことを特徴とする耳部処理装置。
【請求項2】
前記耳切部から前記導入口までの間で前記耳部の幅を検知する耳幅検知手段を有することを特徴とする請求項1に記載の耳部処理装置。
【請求項3】
前記耳幅検知手段は、耳部が切り離される前のウェブの全幅を測定する全幅測定手段と、
前記耳切装置の切断刃の位置に基づいて耳部の切り離し位置を測定する切断位置測定手段と、
を備えることを特徴とする請求項2に記載の耳部処理装置。
【請求項4】
前記耳幅検知手段は、耳部が切り離された後の耳部端の位置を測定する耳部端位置測定手段と、
前記耳切装置の切断刃の位置に基づいて耳部の切り離し位置を測定する切断位置測定手段と、
を備えることを特徴とする請求項2に記載の耳部処理装置。
【請求項5】
前記耳幅検知手段は、耳部が切り離される後の耳部の両端位置を測定する耳部両端位置測定手段と、
を備えることを特徴とする請求項2に記載の耳部処理装置。
【請求項6】
前記ダクト内の前記導入口から前記カッタとの間に、ダクト内に導入された耳部を挟持して前記カッタに向けて供給するフィードローラ対を設けることを特徴とする請求項1〜5のいずれか一つに記載の耳部処理装置。
【請求項7】
前記カッタはロータリカッタであることを特徴とする、請求項1〜6のいずれか一つに記載の耳部処理装置。
【請求項8】
ポリマー及び溶剤を含むドープを支持体へ流出し、前記ドープからなる流延膜を形成する膜形成工程と、
前記流延膜から前記溶剤を蒸発させる膜乾燥工程と、
前記支持体から前記流延膜を剥離してウェブとする剥離工程と、
前記ウェブの耳部を切り離す切り離し工程と、
請求項1〜7のいずれか1つに記載の耳部処理装置を用いて、前記切り離された耳部を処理回収する耳部処理工程と、
を有することを特徴とする、溶液製膜方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2013−107148(P2013−107148A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252271(P2011−252271)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]