
肉盛溶接装置及び方法
【課題】溶接トーチの位置決めを自動化する。
【解決手段】配管p上に取付ける横行レール2a、2bに沿って移動する横行台車4a、4bを走行ガイド部材5で連結する。走行ガイド部材5に案内移動される溶接走行台車6に取付けたトーチヘッド7の溶接トーチ7eに溶接機から溶接ワイヤ及び電力を供給する。トーチヘッド7は、横行レール2a、2bと同方向に配置した横行ガイド部材7aに沿う移動可能に上下部材7bを取付ける。上下部材7bに、横行ガイド部材7aと同方向の移動可能に取付けた円弧移動装置7cに沿う移動可能に、溶接トーチ7eのウィービング装置7dを取付ける。溶接トーチ7eへの溶接ワイヤ及び電力の供給を、アーク段階と短絡段階の繰り返し周期を制御して行う。シールドガスとしてアルゴンガスのみを使用する。
【効果】アーク長を適正に制御でき、高品質な肉盛溶接が自動化できる。また、希釈率が限りなく0に近い溶接が可能となる。
【解決手段】配管p上に取付ける横行レール2a、2bに沿って移動する横行台車4a、4bを走行ガイド部材5で連結する。走行ガイド部材5に案内移動される溶接走行台車6に取付けたトーチヘッド7の溶接トーチ7eに溶接機から溶接ワイヤ及び電力を供給する。トーチヘッド7は、横行レール2a、2bと同方向に配置した横行ガイド部材7aに沿う移動可能に上下部材7bを取付ける。上下部材7bに、横行ガイド部材7aと同方向の移動可能に取付けた円弧移動装置7cに沿う移動可能に、溶接トーチ7eのウィービング装置7dを取付ける。溶接トーチ7eへの溶接ワイヤ及び電力の供給を、アーク段階と短絡段階の繰り返し周期を制御して行う。シールドガスとしてアルゴンガスのみを使用する。
【効果】アーク長を適正に制御でき、高品質な肉盛溶接が自動化できる。また、希釈率が限りなく0に近い溶接が可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばごみ焼却炉におけるボイラ水管のような、並列に配置された多数の配管の表面に、自動で肉盛溶接する装置、及びこの肉盛溶接装置を用いた肉盛溶接方法に関するものである。
【背景技術】
【0002】
例えばごみ焼却炉におけるボイラ水管の高温部位には、腐食減肉や、高温酸化による肉減りが発生する。そのため、これら腐食減肉箇所及び肉減り箇所(ボイラ水管1本当たり数十箇所)は、表面側から肉盛溶接による補修が定期的に行なわれている。
【0003】
このような肉盛溶接に際し、例えば縦ガイド部材に沿って上下する昇降台車に取付けられて水平方向に進退する水平ロッド部材の取付け金具に、進退機構及び傾動機構を介して進退及び傾動可能に溶接トーチを設置した装置が知られている(特許文献1)。特許文献1には、この装置を使用すれば、短時間で、均質な肉盛溶接層を形成することができると記載されている。
【0004】
しかしながら、アーク溶接時にアーク長が変動すると、各溶接部位における溶接条件が変わるので、特許文献1で提案された装置の場合、肉盛溶接の均質性を維持するために、溶接トーチを溶接開始点に手動で位置決めする必要があり、溶接中は作業者による監視が必要である。
【0005】
この位置決めは、肉盛溶接毎に必要であるため、多数本の配管を肉盛溶接する場合、非常に煩雑な作業となる。また、数値制御等が必要となり、全自動による肉盛溶接ができなかった。さらに、手動による位置決めを行う場合、溶接ビードの重なり代が、作業者毎に異なるので、肉盛溶接部にばらつきが発生する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−290005号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明が解決しようとする問題点は、特許文献1で提案された肉盛溶接装置の場合、肉盛溶接毎に溶接トーチを溶接開始点に手動で位置決めする必要があるので、非常に煩雑な作業となり、また、全自動による肉盛溶接ができず、肉盛溶接部にばらつきが発生するという点である。
【課題を解決するための手段】
【0008】
本発明の肉盛溶接装置は、
溶接開始点への溶接トーチの位置決めを、肉盛溶接毎に手動でする必要がないようにするために、
並列配置された配管の腐食減肉箇所及び肉減り箇所の表面を肉盛溶接する装置であって、
前記配管上に取付けられる対をなす2本の横行レールと、
これら対をなす2本の横行レールに案内されて移動する2台の横行台車と、
これら2台の横行台車を連結する走行ガイド部材と、
この走行ガイド部材に案内されて移動する溶接走行台車と、
この溶接走行台車に取付けられたトーチヘッドと、
このトーチヘッドの構成要素である溶接トーチに溶接ワイヤ及び電力を供給する溶接機と、
を有し、
前記トーチヘッドは、
前記横行レールと同じ方向に配置された横行ガイド部材と、
この横行ガイド部材に沿う移動可能に取付けられた上下部材と、
この上下部材に、前記横行ガイド部材と同方向の移動可能に取付けられた円弧移動装置と、
この円弧移動装置に沿う移動可能に取付けられた、前記溶接トーチを備えたウィービング装置とで構成され、
かつ、前記溶接トーチへの溶接ワイヤ及び電力の供給を、溶接電源によりアーク段階と短絡段階の繰り返し周期を制御して行うようにしたことを最も主要な特徴としている。
【0009】
本発明の肉盛溶接装置は、例えばMIGまたはMAG溶接法等においてアーク段階と短絡段階の繰り返し周期を制御して肉盛溶接するので、肉盛溶接時のアーク長を適正に制御できる。このため、溶接中のスパッタの発生が非常に少なくなって、肉盛溶接のビード形状が安定する。また、低入熱での施工が可能となるので、母材への溶け込みが少なくなる。
【0010】
従来、溶接ワイヤにステンレスやニッケル基合金を用いる場合、施工性が悪いためにシールドガスとしてのアルゴンに二酸化炭素または酸素を混合したガスを用いる必要があったが、本発明の肉盛溶接装置において、溶接ワイヤにステンレスやニッケル基合金を用いて配管の表面を肉盛溶接する場合にも、シールドガスとしてアルゴンガスのみを使用して、配管への肉盛溶接が可能となる。これが本発明の肉盛溶接方法である。
【発明の効果】
【0011】
本発明では、アーク段階と短絡段階の繰り返し周期を制御して肉盛溶接するので、肉盛溶接時のアーク長を適正に制御することができる。従って、溶接トーチの溶接開始点への位置決めは配管1本当たり1回で良くなり、全自動で高品質な肉盛溶接が可能になる。また、母材への溶け込みが少なくなるので、希釈率が限りなく0に近い溶接が可能となり、高温割れの発生を防止することができる。
【図面の簡単な説明】
【0012】
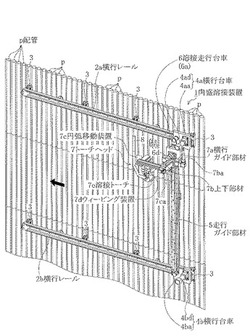
【図1】本発明の肉盛溶接装置の一例を示す斜視図である。
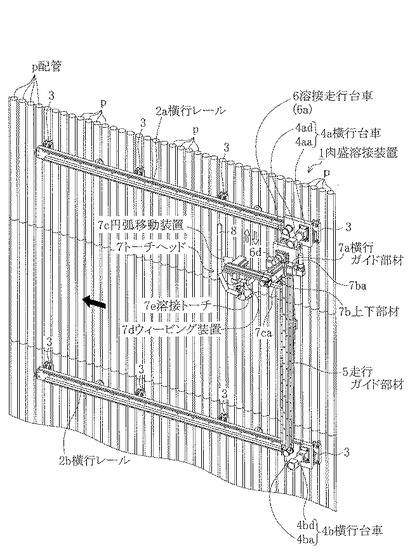
【図2】図1の正面図である。
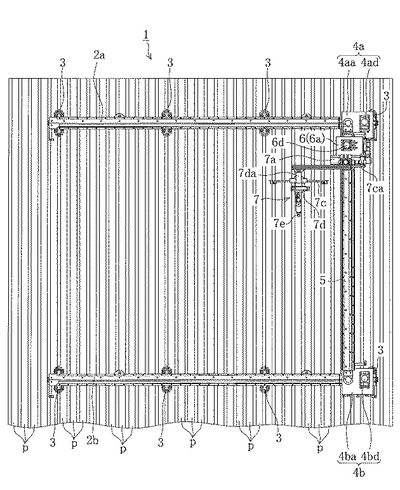
【図3】図2の拡大下面図である。
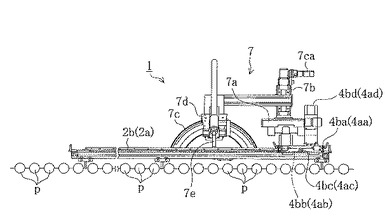
【図4】図3を右側面から見た図である。
【図5】図1のトーチヘッド部の拡大斜視図である。
【図6】本発明の肉盛溶接装置におけるウィービング装置の円弧移動装置に沿う移動機構及び本発明による肉盛溶接の順序の説明図である。
【発明を実施するための最良の形態】
【0013】
本発明では、溶接開始点への溶接トーチの位置決めを、肉盛溶接毎に手動でする必要がないようにするという目的を、アーク段階と短絡段階の繰り返し周期を制御して肉盛溶接することで実現した。
【実施例】
【0014】
以下、図1〜図6を用いて本発明を詳細に説明する。
図1〜図6は本発明の肉盛溶接装置の一例を示した図である。
【0015】
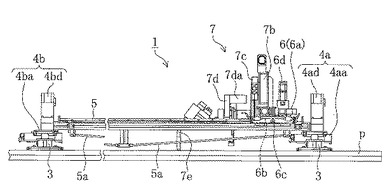
図1〜図6において、1は多数の配管pを並列に配置した例えばごみ焼却炉におけるボイラ水管の、腐食減肉及び肉減りした箇所の表面を肉盛溶接する本発明装置であり、以下に説明するような構成となっている。
【0016】
2a、2bは前記配管p上に、支持金具3によって所定の間隔を存して取付けられる対をなす2本の横行レールである。これら対をなす2本の横行レール2a、2b上には、各横行レール2a、2bに案内されて移動する横行台車4a、4bがそれぞれ設置されている。
【0017】
なお、横行台車4a、4bは、横行レール2a、2bに案内されて移動できるものであれば、特にその構成は問わない。例えば横行レール2a、2bの両側から例えばローラベアリングで挟持して台車本体4aa、4baを移動自在としておく。この台車本体4aa、4baに、横行レール2a、2bの両端部に巻き回したチェーン4ab、4bbの両端を固定し、このチェーン4ab、4bbに噛み合うスプロケット4ac、4bcをモータ4ad、4bdで正逆回転させればよい。
【0018】
5は前記2台の横行台車4a、4bを連結する走行ガイド部材であり、この走行ガイド部材5に沿って溶接走行台車6が移動するようになされている。この溶接走行台車6も、走行ガイド部材5に案内されて移動できるものであれば、特にその構成は問わない。例えば前記横行台車4a、4bと同様、走行ガイド部材5の両側からローラベアリングで挟持して移動自在とした台車本体6aに、走行ガイド部材5の両端部に巻き回したチェーン6bの両端を固定し、このチェーン6bに噛み合うスプロケット6cをモータ6dで正逆回転させればよい。
【0019】
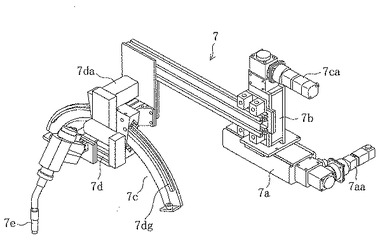
7は前記溶接走行台車6に取付けられたトーチヘッドである。このトーチヘッド7は、前記横行レール2a、2bと同じ方向に配置された横行ガイド部材7aに沿う移動可能に上下部材7bが取付けられ、この上下部材7bに前記横行ガイド部材7aと同方向の移動可能に円弧移動装置7cを取付けた構成である。そして、この円弧移動装置7cに沿う移動が可能なように、溶接トーチ7eを備えたウィービング装置7dを取付けている。
【0020】
前記上下部材7bの横行ガイド部材7aに沿う移動機構や、前記円弧移動装置7cの前記横行ガイド部材7aと同方向の移動機構も、前記の移動ができるものであれば特にその構成は問わない。例えば、モータ7ba又は7caによってねじ軸を正逆回転し、このねじ軸に螺合するボールねじに、前記上下部材7b又は前記円弧移動装置7cを一体的に取付ければよい。
【0021】
また、ウィービング装置7dの円弧移動装置7cに沿う移動機構も、特にその構成は問わない。例えば、モータ7daによってスプロケット7dbを正逆回転し、このスプロケット7dbから、チェーン7dc、スプロケット7dd、回転軸7deを介して、円弧状ラック7dgに噛み合うピニオン7dfを正逆回転させればよい(図6参照)。
【0022】
なお、8は溶接機(図示省略)から前記トーチヘッド7の構成要素である溶接トーチ7eに供給する溶接ワイヤ及び電力を案内する配管、5aは走行ガイド部材5のたわみを防止するために設置されたテンションロッドである。
【0023】
前記の各移動機構は、制御装置(図示省略)からの信号により、配管pの腐食減肉箇所及び肉減り箇所に位置するように制御され、所要の肉盛溶接を行うようになっている。その際、本発明では、前記溶接トーチ7eへの溶接ワイヤ及び電力の供給を、アーク段階と短絡段階の繰り返し周期を制御するようにした溶接電源(図示省略)により行っている。
【0024】
本発明では、アーク段階と短絡段階の繰り返し周期を制御して肉盛溶接を行うので、従来のように溶接中にアーク長が変わって溶接条件が変動することがなく、アーク長を適正に制御することができる。従って、溶接トーチ7eの溶接開始点への位置決めは配管1本当たり1回で良くなり、肉盛溶接を全自動で行うことができる。また、希釈率が限りなく0に近い溶接が可能となる。
【0025】
アーク段階と短絡段階の繰り返し周期において、アーク段階はアーク長がスパッタの発生を低減し得る適正な長さとなる条件(溶接電圧等)を維持すべく制御される。また、短絡段階では電流を低くし溶接ワイヤを徐々に引き上げることでスパッタ量を減少させている。さらに、短絡段階の期間(時間)を長くすることで入熱量を抑え、希釈率を限りなく0に近くなるように制御している。
【0026】
上記構成の本発明の肉盛溶接装置1は、配管pの縦方向(図1に白抜き矢印で示す紙面上下方向)に往復しながら配管pの表面に肉盛溶接を施す。そして、1本の配管pの溶接が終了すると隣の配管pに移動し、同様の溶接を繰返し行う(図1の黒塗り矢印参照)。
【0027】
肉盛溶接は、例えば図6にイ、ロ、ハ、ニで示す順に、左右交互に行うが、アーク段階と短絡段階とを周期的に繰り返すことで、低希釈で肉盛溶接が行えることから、溶接材料との相性を考慮する必要がなく、また母材への熱影響が少ないため、溶接順序は上記に限らず適用可能である。
【0028】
ところで、溶接ワイヤにステンレス(例えばSUS309、310ステンレス鋼)やニッケル基合金を用いた配管pへの肉盛溶接において、縦向き下進による溶接は、アークが不安定になりスパッタ量が増加する等の問題により適さないことから、従来は、シールドガスであるアルゴンガスに、アークを安定化させスパッタ量を減少させる等の目的で二酸化炭素ガスまたは酸素ガスを添加する必要があった。
【0029】
しかしながら、上記構成の本発明の肉盛溶接装置1を使用する場合は、溶接ワイヤにステンレスやニッケル基合金を用いた場合であっても、アーク段階と短絡段階の繰り返し周期を制御することで、アークを安定化させスパッタ量を減少させることができるため、アルゴンガスのみをシールドガスとした肉盛溶接が可能になる。
【0030】
このようにすれば、従来溶接性の悪かった溶接ワイヤにステンレスやニッケル基合金を用いた配管pへの肉盛溶接がアルゴンガスのみで可能となり、コスト削減につながる。
【0031】
本発明は、上記の例に限るものではなく、各請求項に記載の技術的思想の範疇において、適宜実施の形態を変更しても良いことは言うまでもない。
【符号の説明】
【0032】
1 肉盛溶接装置
2a、2b 横行レール
4a、4b 横行台車
5 走行ガイド部材
6 溶接走行台車
7 トーチヘッド
7a 横行ガイド部材
7b 上下部材
7c 円弧移動装置
7d ウィービング装置
7e 溶接トーチ
【技術分野】
【0001】
本発明は、例えばごみ焼却炉におけるボイラ水管のような、並列に配置された多数の配管の表面に、自動で肉盛溶接する装置、及びこの肉盛溶接装置を用いた肉盛溶接方法に関するものである。
【背景技術】
【0002】
例えばごみ焼却炉におけるボイラ水管の高温部位には、腐食減肉や、高温酸化による肉減りが発生する。そのため、これら腐食減肉箇所及び肉減り箇所(ボイラ水管1本当たり数十箇所)は、表面側から肉盛溶接による補修が定期的に行なわれている。
【0003】
このような肉盛溶接に際し、例えば縦ガイド部材に沿って上下する昇降台車に取付けられて水平方向に進退する水平ロッド部材の取付け金具に、進退機構及び傾動機構を介して進退及び傾動可能に溶接トーチを設置した装置が知られている(特許文献1)。特許文献1には、この装置を使用すれば、短時間で、均質な肉盛溶接層を形成することができると記載されている。
【0004】
しかしながら、アーク溶接時にアーク長が変動すると、各溶接部位における溶接条件が変わるので、特許文献1で提案された装置の場合、肉盛溶接の均質性を維持するために、溶接トーチを溶接開始点に手動で位置決めする必要があり、溶接中は作業者による監視が必要である。
【0005】
この位置決めは、肉盛溶接毎に必要であるため、多数本の配管を肉盛溶接する場合、非常に煩雑な作業となる。また、数値制御等が必要となり、全自動による肉盛溶接ができなかった。さらに、手動による位置決めを行う場合、溶接ビードの重なり代が、作業者毎に異なるので、肉盛溶接部にばらつきが発生する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−290005号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明が解決しようとする問題点は、特許文献1で提案された肉盛溶接装置の場合、肉盛溶接毎に溶接トーチを溶接開始点に手動で位置決めする必要があるので、非常に煩雑な作業となり、また、全自動による肉盛溶接ができず、肉盛溶接部にばらつきが発生するという点である。
【課題を解決するための手段】
【0008】
本発明の肉盛溶接装置は、
溶接開始点への溶接トーチの位置決めを、肉盛溶接毎に手動でする必要がないようにするために、
並列配置された配管の腐食減肉箇所及び肉減り箇所の表面を肉盛溶接する装置であって、
前記配管上に取付けられる対をなす2本の横行レールと、
これら対をなす2本の横行レールに案内されて移動する2台の横行台車と、
これら2台の横行台車を連結する走行ガイド部材と、
この走行ガイド部材に案内されて移動する溶接走行台車と、
この溶接走行台車に取付けられたトーチヘッドと、
このトーチヘッドの構成要素である溶接トーチに溶接ワイヤ及び電力を供給する溶接機と、
を有し、
前記トーチヘッドは、
前記横行レールと同じ方向に配置された横行ガイド部材と、
この横行ガイド部材に沿う移動可能に取付けられた上下部材と、
この上下部材に、前記横行ガイド部材と同方向の移動可能に取付けられた円弧移動装置と、
この円弧移動装置に沿う移動可能に取付けられた、前記溶接トーチを備えたウィービング装置とで構成され、
かつ、前記溶接トーチへの溶接ワイヤ及び電力の供給を、溶接電源によりアーク段階と短絡段階の繰り返し周期を制御して行うようにしたことを最も主要な特徴としている。
【0009】
本発明の肉盛溶接装置は、例えばMIGまたはMAG溶接法等においてアーク段階と短絡段階の繰り返し周期を制御して肉盛溶接するので、肉盛溶接時のアーク長を適正に制御できる。このため、溶接中のスパッタの発生が非常に少なくなって、肉盛溶接のビード形状が安定する。また、低入熱での施工が可能となるので、母材への溶け込みが少なくなる。
【0010】
従来、溶接ワイヤにステンレスやニッケル基合金を用いる場合、施工性が悪いためにシールドガスとしてのアルゴンに二酸化炭素または酸素を混合したガスを用いる必要があったが、本発明の肉盛溶接装置において、溶接ワイヤにステンレスやニッケル基合金を用いて配管の表面を肉盛溶接する場合にも、シールドガスとしてアルゴンガスのみを使用して、配管への肉盛溶接が可能となる。これが本発明の肉盛溶接方法である。
【発明の効果】
【0011】
本発明では、アーク段階と短絡段階の繰り返し周期を制御して肉盛溶接するので、肉盛溶接時のアーク長を適正に制御することができる。従って、溶接トーチの溶接開始点への位置決めは配管1本当たり1回で良くなり、全自動で高品質な肉盛溶接が可能になる。また、母材への溶け込みが少なくなるので、希釈率が限りなく0に近い溶接が可能となり、高温割れの発生を防止することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の肉盛溶接装置の一例を示す斜視図である。
【図2】図1の正面図である。
【図3】図2の拡大下面図である。
【図4】図3を右側面から見た図である。
【図5】図1のトーチヘッド部の拡大斜視図である。
【図6】本発明の肉盛溶接装置におけるウィービング装置の円弧移動装置に沿う移動機構及び本発明による肉盛溶接の順序の説明図である。
【発明を実施するための最良の形態】
【0013】
本発明では、溶接開始点への溶接トーチの位置決めを、肉盛溶接毎に手動でする必要がないようにするという目的を、アーク段階と短絡段階の繰り返し周期を制御して肉盛溶接することで実現した。
【実施例】
【0014】
以下、図1〜図6を用いて本発明を詳細に説明する。
図1〜図6は本発明の肉盛溶接装置の一例を示した図である。
【0015】
図1〜図6において、1は多数の配管pを並列に配置した例えばごみ焼却炉におけるボイラ水管の、腐食減肉及び肉減りした箇所の表面を肉盛溶接する本発明装置であり、以下に説明するような構成となっている。
【0016】
2a、2bは前記配管p上に、支持金具3によって所定の間隔を存して取付けられる対をなす2本の横行レールである。これら対をなす2本の横行レール2a、2b上には、各横行レール2a、2bに案内されて移動する横行台車4a、4bがそれぞれ設置されている。
【0017】
なお、横行台車4a、4bは、横行レール2a、2bに案内されて移動できるものであれば、特にその構成は問わない。例えば横行レール2a、2bの両側から例えばローラベアリングで挟持して台車本体4aa、4baを移動自在としておく。この台車本体4aa、4baに、横行レール2a、2bの両端部に巻き回したチェーン4ab、4bbの両端を固定し、このチェーン4ab、4bbに噛み合うスプロケット4ac、4bcをモータ4ad、4bdで正逆回転させればよい。
【0018】
5は前記2台の横行台車4a、4bを連結する走行ガイド部材であり、この走行ガイド部材5に沿って溶接走行台車6が移動するようになされている。この溶接走行台車6も、走行ガイド部材5に案内されて移動できるものであれば、特にその構成は問わない。例えば前記横行台車4a、4bと同様、走行ガイド部材5の両側からローラベアリングで挟持して移動自在とした台車本体6aに、走行ガイド部材5の両端部に巻き回したチェーン6bの両端を固定し、このチェーン6bに噛み合うスプロケット6cをモータ6dで正逆回転させればよい。
【0019】
7は前記溶接走行台車6に取付けられたトーチヘッドである。このトーチヘッド7は、前記横行レール2a、2bと同じ方向に配置された横行ガイド部材7aに沿う移動可能に上下部材7bが取付けられ、この上下部材7bに前記横行ガイド部材7aと同方向の移動可能に円弧移動装置7cを取付けた構成である。そして、この円弧移動装置7cに沿う移動が可能なように、溶接トーチ7eを備えたウィービング装置7dを取付けている。
【0020】
前記上下部材7bの横行ガイド部材7aに沿う移動機構や、前記円弧移動装置7cの前記横行ガイド部材7aと同方向の移動機構も、前記の移動ができるものであれば特にその構成は問わない。例えば、モータ7ba又は7caによってねじ軸を正逆回転し、このねじ軸に螺合するボールねじに、前記上下部材7b又は前記円弧移動装置7cを一体的に取付ければよい。
【0021】
また、ウィービング装置7dの円弧移動装置7cに沿う移動機構も、特にその構成は問わない。例えば、モータ7daによってスプロケット7dbを正逆回転し、このスプロケット7dbから、チェーン7dc、スプロケット7dd、回転軸7deを介して、円弧状ラック7dgに噛み合うピニオン7dfを正逆回転させればよい(図6参照)。
【0022】
なお、8は溶接機(図示省略)から前記トーチヘッド7の構成要素である溶接トーチ7eに供給する溶接ワイヤ及び電力を案内する配管、5aは走行ガイド部材5のたわみを防止するために設置されたテンションロッドである。
【0023】
前記の各移動機構は、制御装置(図示省略)からの信号により、配管pの腐食減肉箇所及び肉減り箇所に位置するように制御され、所要の肉盛溶接を行うようになっている。その際、本発明では、前記溶接トーチ7eへの溶接ワイヤ及び電力の供給を、アーク段階と短絡段階の繰り返し周期を制御するようにした溶接電源(図示省略)により行っている。
【0024】
本発明では、アーク段階と短絡段階の繰り返し周期を制御して肉盛溶接を行うので、従来のように溶接中にアーク長が変わって溶接条件が変動することがなく、アーク長を適正に制御することができる。従って、溶接トーチ7eの溶接開始点への位置決めは配管1本当たり1回で良くなり、肉盛溶接を全自動で行うことができる。また、希釈率が限りなく0に近い溶接が可能となる。
【0025】
アーク段階と短絡段階の繰り返し周期において、アーク段階はアーク長がスパッタの発生を低減し得る適正な長さとなる条件(溶接電圧等)を維持すべく制御される。また、短絡段階では電流を低くし溶接ワイヤを徐々に引き上げることでスパッタ量を減少させている。さらに、短絡段階の期間(時間)を長くすることで入熱量を抑え、希釈率を限りなく0に近くなるように制御している。
【0026】
上記構成の本発明の肉盛溶接装置1は、配管pの縦方向(図1に白抜き矢印で示す紙面上下方向)に往復しながら配管pの表面に肉盛溶接を施す。そして、1本の配管pの溶接が終了すると隣の配管pに移動し、同様の溶接を繰返し行う(図1の黒塗り矢印参照)。
【0027】
肉盛溶接は、例えば図6にイ、ロ、ハ、ニで示す順に、左右交互に行うが、アーク段階と短絡段階とを周期的に繰り返すことで、低希釈で肉盛溶接が行えることから、溶接材料との相性を考慮する必要がなく、また母材への熱影響が少ないため、溶接順序は上記に限らず適用可能である。
【0028】
ところで、溶接ワイヤにステンレス(例えばSUS309、310ステンレス鋼)やニッケル基合金を用いた配管pへの肉盛溶接において、縦向き下進による溶接は、アークが不安定になりスパッタ量が増加する等の問題により適さないことから、従来は、シールドガスであるアルゴンガスに、アークを安定化させスパッタ量を減少させる等の目的で二酸化炭素ガスまたは酸素ガスを添加する必要があった。
【0029】
しかしながら、上記構成の本発明の肉盛溶接装置1を使用する場合は、溶接ワイヤにステンレスやニッケル基合金を用いた場合であっても、アーク段階と短絡段階の繰り返し周期を制御することで、アークを安定化させスパッタ量を減少させることができるため、アルゴンガスのみをシールドガスとした肉盛溶接が可能になる。
【0030】
このようにすれば、従来溶接性の悪かった溶接ワイヤにステンレスやニッケル基合金を用いた配管pへの肉盛溶接がアルゴンガスのみで可能となり、コスト削減につながる。
【0031】
本発明は、上記の例に限るものではなく、各請求項に記載の技術的思想の範疇において、適宜実施の形態を変更しても良いことは言うまでもない。
【符号の説明】
【0032】
1 肉盛溶接装置
2a、2b 横行レール
4a、4b 横行台車
5 走行ガイド部材
6 溶接走行台車
7 トーチヘッド
7a 横行ガイド部材
7b 上下部材
7c 円弧移動装置
7d ウィービング装置
7e 溶接トーチ
【特許請求の範囲】
【請求項1】
並列配置された配管の腐食減肉箇所及び肉減り箇所の表面を肉盛溶接する装置であって、
前記配管上に取付けられる対をなす2本の横行レールと、
これら対をなす2本の横行レールに案内されて移動する2台の横行台車と、
これら2台の横行台車を連結する走行ガイド部材と、
この走行ガイド部材に案内されて移動する溶接走行台車と、
この溶接走行台車に取付けられたトーチヘッドと、
このトーチヘッドの構成要素である溶接トーチに溶接ワイヤ及び電力を供給する溶接機と、
を有し、
前記トーチヘッドは、
前記横行レールと同じ方向に配置された横行ガイド部材と、
この横行ガイド部材に沿う移動可能に取付けられた上下部材と、
この上下部材に、前記横行ガイド部材と同方向の移動可能に取付けられた円弧移動装置と、
この円弧移動装置に沿う移動可能に取付けられた、前記溶接トーチを備えたウィービング装置とで構成され、
かつ、前記溶接トーチへの溶接ワイヤ及び電力の供給を、溶接電源によりアーク段階と短絡段階の繰り返し周期を制御して行うことを特徴とする肉盛溶接装置。
【請求項2】
並列配置された配管の腐食減肉箇所及び肉減り箇所の表面を肉盛溶接する方法であって、
前記配管上に取付けられる対をなす2本の横行レールと、
これら対をなす2本の横行レールに沿って移動する2台の横行台車と、
これら2台の横行台車を連結する走行ガイド部材と、
この走行ガイド部材に案内されて移動する溶接走行台車と、
この溶接走行台車に取付けられたトーチヘッドと、
このトーチヘッドの構成要素である溶接トーチに溶接ワイヤ及び電力を供給する溶接機と、
を有し、
前記トーチヘッドは、
前記横行レールと同じ方向に配置された横行ガイド部材と、
この横行ガイド部材に沿う移動可能に取付けられた上下部材と、
この上下部材に、前記横行ガイド部材と同方向の移動可能に取付けられた円弧移動装置と、
この円弧移動装置に沿う移動可能に取付けられた、溶接トーチを備えたウィービング装置とで構成され、
かつ、前記溶接トーチへのステンレスまたはニッケル基合金からなる溶接ワイヤ及び電力の供給を、溶接電源によりアーク段階と短絡段階の繰り返し周期を制御して行う肉盛溶接装置を使用し、
アーク溶接時に使用するシールドガスとしてアルゴンガスのみを使用することを特徴とする肉盛溶接方法。
【請求項1】
並列配置された配管の腐食減肉箇所及び肉減り箇所の表面を肉盛溶接する装置であって、
前記配管上に取付けられる対をなす2本の横行レールと、
これら対をなす2本の横行レールに案内されて移動する2台の横行台車と、
これら2台の横行台車を連結する走行ガイド部材と、
この走行ガイド部材に案内されて移動する溶接走行台車と、
この溶接走行台車に取付けられたトーチヘッドと、
このトーチヘッドの構成要素である溶接トーチに溶接ワイヤ及び電力を供給する溶接機と、
を有し、
前記トーチヘッドは、
前記横行レールと同じ方向に配置された横行ガイド部材と、
この横行ガイド部材に沿う移動可能に取付けられた上下部材と、
この上下部材に、前記横行ガイド部材と同方向の移動可能に取付けられた円弧移動装置と、
この円弧移動装置に沿う移動可能に取付けられた、前記溶接トーチを備えたウィービング装置とで構成され、
かつ、前記溶接トーチへの溶接ワイヤ及び電力の供給を、溶接電源によりアーク段階と短絡段階の繰り返し周期を制御して行うことを特徴とする肉盛溶接装置。
【請求項2】
並列配置された配管の腐食減肉箇所及び肉減り箇所の表面を肉盛溶接する方法であって、
前記配管上に取付けられる対をなす2本の横行レールと、
これら対をなす2本の横行レールに沿って移動する2台の横行台車と、
これら2台の横行台車を連結する走行ガイド部材と、
この走行ガイド部材に案内されて移動する溶接走行台車と、
この溶接走行台車に取付けられたトーチヘッドと、
このトーチヘッドの構成要素である溶接トーチに溶接ワイヤ及び電力を供給する溶接機と、
を有し、
前記トーチヘッドは、
前記横行レールと同じ方向に配置された横行ガイド部材と、
この横行ガイド部材に沿う移動可能に取付けられた上下部材と、
この上下部材に、前記横行ガイド部材と同方向の移動可能に取付けられた円弧移動装置と、
この円弧移動装置に沿う移動可能に取付けられた、溶接トーチを備えたウィービング装置とで構成され、
かつ、前記溶接トーチへのステンレスまたはニッケル基合金からなる溶接ワイヤ及び電力の供給を、溶接電源によりアーク段階と短絡段階の繰り返し周期を制御して行う肉盛溶接装置を使用し、
アーク溶接時に使用するシールドガスとしてアルゴンガスのみを使用することを特徴とする肉盛溶接方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−55917(P2012−55917A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−199904(P2010−199904)
【出願日】平成22年9月7日(2010.9.7)
【出願人】(000005119)日立造船株式会社 (764)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月7日(2010.9.7)
【出願人】(000005119)日立造船株式会社 (764)
【Fターム(参考)】
[ Back to top ]