
育苗移植用連続集合鉢体及びその製造方法
【課題】増長部分を折畳んだり、あるいは切込みを入れることなく連結片を延長可能とし、以って株間間隔の拡大に安全かつ確実に対応できると共に、コスト低減に寄与する育苗移植用連続集合鉢体とその製造方法を提供する。
【解決手段】矩形からなる薄膜の幅方向の両側、各々略1/4幅を同一片面に折返し水溶性接着剤にて貼着して連結片3を形成し、該連結片3を折返し部6が対向する向きに2列で千鳥状に配列し、連結片3の幅方向両側端部を非水溶性接着剤にて相対する連結片3に貼着して連続体8を形成し、相対する連結片3間に個別鉢体2を形成した。したがって、従来の連続集合鉢体のように、増長部分を折畳んだり、あるいは切込みを入れることなく、連続片3が延長可能になり、株間間隔の拡大に安全かつ確実に対応できると共に、コストを低減することができる。
【解決手段】矩形からなる薄膜の幅方向の両側、各々略1/4幅を同一片面に折返し水溶性接着剤にて貼着して連結片3を形成し、該連結片3を折返し部6が対向する向きに2列で千鳥状に配列し、連結片3の幅方向両側端部を非水溶性接着剤にて相対する連結片3に貼着して連続体8を形成し、相対する連結片3間に個別鉢体2を形成した。したがって、従来の連続集合鉢体のように、増長部分を折畳んだり、あるいは切込みを入れることなく、連続片3が延長可能になり、株間間隔の拡大に安全かつ確実に対応できると共に、コストを低減することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、野菜、花卉等の作物の育苗、移植に用いる育苗移植用連続集合鉢体及びその製造方法に関する。
【背景技術】
【0002】
この種の育苗移植用連続集合鉢体は、従来一般には、紙または紙のような薄膜を展開することにより形成される四角または六角筒状の個別鉢体を連結片にて連結して連続体となし、該連続体を重ね合せると共に、前記重ね合せた連続体の相互間を水溶性接着剤にて貼着した構造となっている(例えば、特許文献1参照)。このような育苗移植用連続集合鉢体によれば、保管時に圧扁状態として、使用時に展開することでハニカム状に多数の個別鉢体が密に集合した状態で出現し、個別鉢体に栽培土を充填してこれに播種することにより集中的に多数の苗を育成できる。また、この連続集合鉢体は、育苗時の潅水で水溶性接着剤が退化するので、所定日数育苗した後、一端を引くと、重ね合せた連続体の相互間が分離して一列に引出し可能となり、例えば、特許文献2に記載されるような接地型の簡易移植機を用いて、苗の植付けを効率的に行うことができるようになる。
【0003】
ところで、上記した従来一般の連続集合鉢体(六角筒状)によれば、密に集合させる必要上、連結片の長さが個別鉢体の一側面の幅と同等に設定されており、上記特許文献2に記載されるような簡易移植機を用いて連続的に苗を植付けようとすると、その株間間隔は連結片の長さによって制限され、育苗作物の種類によっては株間間隔が狭すぎて、その利用を断念せざるを得ない場合が生じる。
【0004】
そこで、例えば、特許文献3には、連結片に個別鉢体の一側面の幅より長い増長部分を設け、この増長部分を折畳んで相互に水溶性接着剤にて貼着すると共に、前または後側の個別鉢体の側面に水溶性接着剤にて貼着した連続集合鉢体が開示され、また、特許文献4には、連結片または個別鉢体に所定形状の切込みを設けて、連結片を前記切込みを介して伸長可能とした連続集合鉢体が開示されている。
【0005】
しかしながら、特許文献3に開示された連続集合鉢体(六角筒状)によれば、連結片の増長部分の折畳み部分への潅水の浸透が不足し、育苗中における水溶性接着剤の退化が不十分となって、移植時に連結片の折畳み部分が円滑に分離、伸長せず、連結片の長さ、すなわち株間間隔にバラツキが生じ易い、という問題があった。また、連結片の増長部分を折畳んで相互に接着剤により貼着しなければならないことに加え、この折畳み部分を個別鉢体に貼着しなければならないため、製造が面倒になり、製造コストが高くなる、という問題もあった。一方、特許文献4に開示された連続集合鉢体によれば、移植作業のために個別鉢体を一列に引出す際、切込み部分のエッジに応力が集中して切断し易い、という問題があった。
【特許文献1】特公昭58−11817号公報
【特許文献2】特開平5−308822号公報
【特許文献3】特開平8−205687号公報
【特許文献4】特開平7−123869号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで本発明は、上記事情に鑑みてなされたもので、その目的は、増長部分を折畳んだり、あるいは切込みを入れることなく連結片を延長可能とし、以って株間間隔の拡大に安全かつ確実に対応できると共に、コスト低減に寄与する育苗移植用連続集合鉢体とその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明のうち請求項1に記載した第1の発明は、紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた連続体の相互間を水溶性接着剤にて貼着して形成される育苗移植用集合鉢体において、矩形からなる薄膜の幅方向の両側、各々略1/4幅を同一片面に折返し水溶性接着剤にて貼着して連結片を形成し、該連結片を前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体を形成すると共に、前記連結片と対向する連結片間に個別鉢体を形成したことを特徴とする。
【0008】
上記目的を達成するために、本発明のうち請求項2に記載した第2の発明は、紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた連続体の相互間を水溶性接着剤にて貼着して形成される育苗移植用集合鉢体において、矩形からなる薄膜の幅方向の一側、略1/3幅を折返し水溶性接着剤にて貼着して連結片を形成し、該連結片を前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体を形成すると共に、前記連結片と対向する連結片間に個別鉢体を形成したことを特徴とする。
【0009】
請求項3に記載の発明は、請求項1または2に記載の育苗移植用集合鉢体において、前記連結片に、前記個別鉢体を展開することにより形成される六角筒の稜の位置にミシン目を形成したことを特徴とする。
【0010】
上記目的を達成するために、本発明のうち請求項4に記載した第1の方法発明は、紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた連続体の相互間を水溶性接着剤にて貼着して形成される育苗移植用集合鉢体の製造方法において、帯状薄膜の片面に水溶性接着剤を塗布し、該帯状薄膜の幅方向の両側、各々略1/4幅を折返し貼着して連結片を形成する第1工程と、前記連結片を、前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体および個別鉢体を形成する第2工程と、前記連続体を重ね合せて相互に水溶性接着剤にて貼着する第3工程とを含むことを特徴とする。
【0011】
上記目的を達成するために、本発明のうち請求項5に記載した第2の方法発明は、紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた連続体の相互間を水溶性接着剤にて貼着して形成される育苗移植用集合鉢体の製造方法において、帯状薄膜の片面に水溶性接着剤を塗布し、該帯状薄膜の幅方向の一側、略1/3幅を折返し貼着して連結片を形成する第1工程と、前記連結片を、前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体及び個別鉢体を形成する第2工程と、前記連続体を重ね合せて相互に水溶性接着剤にて貼着する第3工程とを含むことを特徴とする。
【0012】
請求項6に記載の発明は、請求項4または5に記載の育苗移植用集合鉢体の製造方法において、前記連結片に、前記個別鉢体を展開することにより形成される六角筒の稜の位置にミシン目を形成するミシン目加工工程を含むことを特徴とする。
【0013】
したがって、請求項1及び2に記載の発明では、育苗中の潅水によって水溶性接着剤が十分に退化し、移植に際して連結片が円滑に分離・展開する。また、個別鉢体の植付け間隔(株間間隔)を当該個別鉢体の一側面の幅のおよそ7倍(請求項1に記載の発明)及びおよそ4倍(請求項2に記載の発明)に伸長させることができる。
請求項3及び6に記載の発明では、連続集合鉢体の展開時に要する力が軽減される。
請求項4及び5に記載の発明では、従来の連続集合鉢体のように、連結片の増長部分を多層に折畳む工程、あるいは切込みを入れる工程が廃止されるため、製造工程を簡素化することができる。
【発明の効果】
【0014】
増長部分を折畳んだり、あるいは切込みを入れることなく連結片を延長可能とし、以って株間間隔の拡大に安全かつ確実に対応できると共に、コスト低減に寄与する育苗移植用連続集合鉢体及びその製造方法を提供することができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明を実施するための最良の形態を添付図面に基づいて説明する。
【0016】
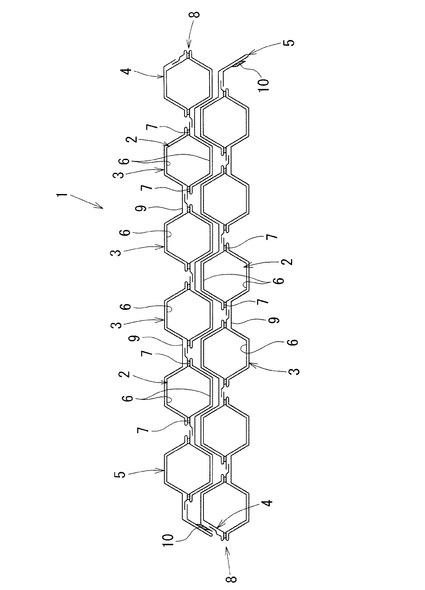
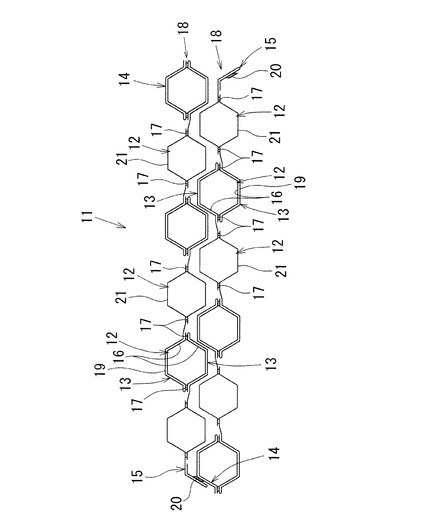
本発明の第1の実施形態を図1〜図3に基づいて説明する。図1及び図2に示されるように、育苗移植用連続集合鉢体1(以下、連続集合鉢体1と称する。)は、六角筒状の個別鉢体2を集合させたもので、各個別鉢体2は連結片3及び折返し片4,5によって構成される。ここで、連結片3は、薄膜の幅方向(図2における左右方向)両側、略1/4幅を同一片面に折返して筒状に成形し、その内面を水溶性接着剤にて貼着したものである。そして、本連続集合鉢体1では、上記連結片3の折返し部6(折返し部分)が、相対する連結片3の折返し部6とが対向する向きで、1/2ピッチ(1ピッチは、連結片3の全幅にほぼ等しい間隔)だけずらして2列に所定数配列され、各連結片3の幅方向両側端部を対向する各連結片3に非水溶性接着剤にて貼着(貼着部7)することにより、一連の連続体8が形成される。さらに、本連続集合鉢体1では、上記連続体8を多数重ね合せ、その相互間を水溶性接着剤にて貼着することにより、上記個別鉢体2を密に集合させた連続集合鉢体1が形成される。なお、図1及び図2では、連結片3及び折返し片4,5の間隔、連続体8の各層の間隔を開けて示しているが、実際には、これらの間隔に図示を略す水溶性接着剤が介在している。
【0017】
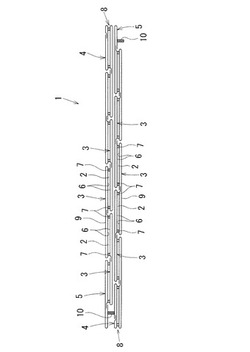
図2に示されるように、本連続集合鉢体1は、各連結片3の対向する折返し部6相互の貼着部7,7間に形成される未貼着部分が、個別鉢体2として供与されるもので、この未貼着部分(個別鉢体2)が、当該個別鉢体2の一側面(図1に示す六角形の一辺)の幅と同等の間隔を空けて連結されている。一方、連結片3は、上記薄膜の幅方向両側が各々全幅の略1/4折返されると共に、両折返し部6の端縁が連結片3の中央で重ね合されることで形成され、該重ね合せ部が相対する向きで千鳥状(1/2ピッチごと)に配列される。また、連結片3は、幅が個別鉢体2の一側面の幅の略7倍となるように圧着されており、重ね合せ部を有しない側面が、図3に示されるように、後述する植付け時に連結部9(連結片)として実質的に供与される。
【0018】
上記連続体8は、上述したように、千鳥状に配置した上記連結片3を貼着することで形成され、所定数の連続体8を交互に180度反転(転回)させて重ね合せることにより上記連続集合鉢体1が形成される。この場合、図1及び図2に示されるように、連続体8の両端部には、当該連結片3よりも幅の狭い折返し片4,5が配置される。そこで、第1の実施形態では、薄膜の幅方向(図2における左右方向)両側を折返して折返し片4,5を形成しており、折返し片4の幅が個別鉢体2の一側面の幅の略3倍に設定されると共に、折返し片5の幅が個別鉢体2の一側面の幅の略5倍に設定されている。そして、本連続集合鉢体1では、このように形成された折返し片4,5が上記連続体8の両端にそれぞれ配列され、連結片3に貼着されて個別鉢体2を形成すると共に、連続体8の両端において折返し片4,5の相互間が、非水溶性接着剤からなる貼着部10によって貼着されることで、上記連続体8が連結される。
【0019】
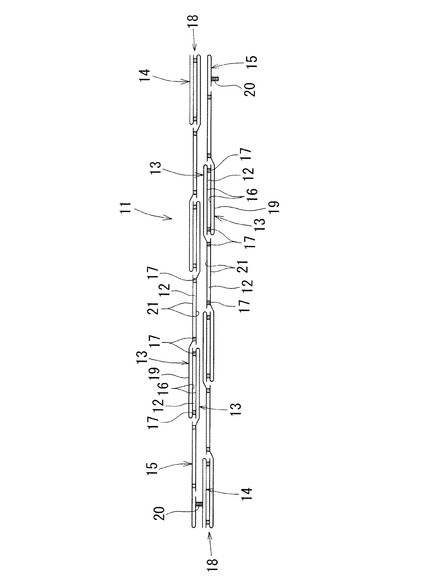
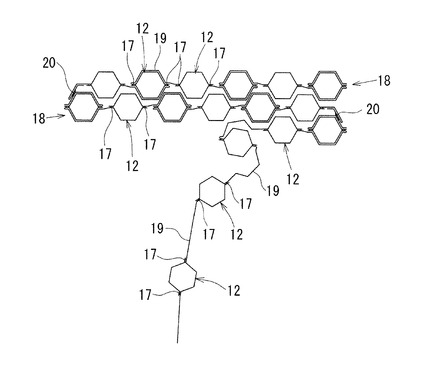
このように構成された連続集合鉢体1は、図2に示されるように、圧扁状態で保管及び提供され、この状態で連続体8の積層方向へ引き伸ばされることにより、図1に示されるように、多数の個別鉢体2がハニカム状に展開し、所定の大きさの連続集合鉢体1が出現する。育苗に際しては、上記連続集合鉢体1を展開状態で育苗箱内にセットし、各個別鉢体2に栽培土を充填してこれに播種する。そして、所定日数育苗すると、この育苗中の潅水で、連結片3及び折返し片4,5内面の水溶性接着剤、並びに連続体8の相互間の水溶性接着剤が退化する。したがって、本連続集合鉢体1では、育苗後の移植に際し、連続体8の一端を引くと、図3に示されるように、連続体8が一列に引出され、これにより、効率のよい植付けが可能になる。この場合、上述したように、上記連結部9(連結片)の長さは、上記個別鉢体2の一側面の幅の略7倍長となり、広い株間間隔を必要とする作物の栽培に有効に対応できる。
【0020】
また、本連続集合鉢体1では、図3に示されるように、移植時に、相互に連結された個別鉢体2間の連結部9(連結片)に張力が作用した状態において、貼着部7及び貼着部10の貼着面が、個別鉢体2の引出し方向と並行になっているので、十分な強度が確保される。これにより、移植時に貼着部7及び貼着部10が剥がれることがなく、個別鉢体2の引出しが安定する。
【0021】
なお、第1の実施形態では、薄膜の折返し部6の両端縁を重ね合せて連結片3を形成したが、折返し部6の両端縁を突き合せても良いことはもちろん、個別鉢体2の一側面の幅の略1/3を超えない範囲内であれば、両折返し部6の端縁相互間に隙間を設けて貼着して連結片3を形成してもよい。
【0022】
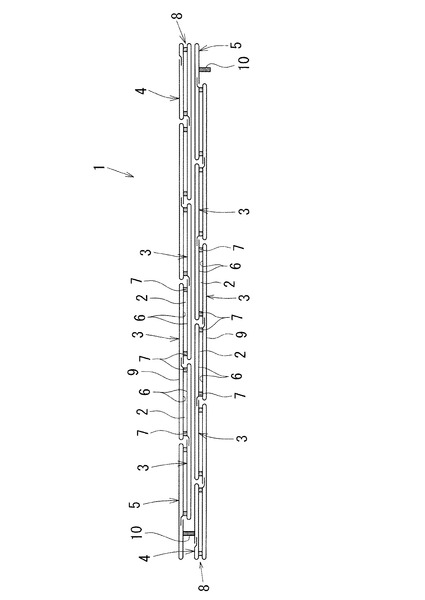
次に、本発明の第2の実施形態を図4〜図6に基づいて説明する。図4及び図5に示されるように、育苗移植用連続集合鉢体11(以下、連続集合鉢体11と称する。)は、六角筒状の個別鉢体12を集合させたもので、各個別鉢体12は連結片13及び各折返し片14,15によって構成される。ここで、上記連結片13は、薄膜の幅方向(図5における左右方向)一側、略1/3幅を折返し、その折返し部16(折返し部分)を上記薄膜に水溶性接着剤にて貼着したものである。そして、本連続集合鉢体11では、連結片13の折返し部16が、相対する連結片13の折返し部16とが対向する向きで、1/2ピッチ(1ピッチは、連結片13の全幅にほぼ等しい間隔。)だけずらして2列に所定数配列され、各連結片13の幅方向両側端部を対向する各連結片に非水溶性接着剤によって貼着(貼着部17)することにより、一連の連続体18が形成される。さらに、本連続集合鉢体11では、上記連続体18を多数重ね合せ、その相互間を水溶性接着剤にて貼着することにより、上記個別鉢体12を密に集合させた連続集合鉢体11が形成される。なお、図4及び図5では、連結片13及び折返し片14,15の間隔、連続体18の各層の間隔を開けて示しているが、実際には、これらの間隔に図示を略す水溶性接着剤が介在している。
【0023】
図5に示されるように、本連続集合鉢体11は、各連結片13の対向する折返し部16相互、あるいは、連結片13で折返し部16が貼着されていない他側21の相互の、貼着部17,17間に形成される未貼着部分が、個別鉢体12として供与されるもので、この未貼着部分(個別鉢体12)が、個別鉢体12の一側面(図4に示す六角形の一辺)の幅と同等の間隔を空けて連結されている。一方、連結片13は、上記薄膜の幅方向の一側を全幅の略1/3だけ折返して形成され、相対する各連結片13の折返し部16が対向し、且つ相対する連結片13の他側21(薄膜の他側)が対向するように、千鳥状(1/2ピッチごと)に配列される。また、連結片13は、幅が個別鉢体11の一側面の幅の略7倍となるように圧着されており、折返し部16が貼着されていない側面が、図6に示されるように、後述する植付け時の連結部19(連結片)として実質的に供与される。
【0024】
上記連続体18は、上述したように、千鳥状に配置した連結片13を貼着することで形成され、所定数の連続体18を交互に180度反転(転回)させて重ね合せることにより連続集合鉢体11が形成される。この場合、図4及び図5に示されるように、連続体18の両端部には、連結片13よりも幅の狭い折返し片14,15が配置される。そこで、第2の実施形態では、薄膜の幅方向(図5における左右方向)一側を折返して折返し片14,15を形成しており、折返し片14の幅が個別鉢体12の一側面の幅の略3倍に設定されると共に、折返し片15の幅が個別鉢体12の一側面の幅の略5倍に設定されている。そして、本連続集合鉢体11では、折返し片14,15が連続体18の両端にそれぞれ配列され、連結片13と貼着されて個別鉢体12を形成すると共に、連続体18の両端において折返し片14,15の相互間を非水溶性接着剤からなる貼着部20によって貼着することで、連続体18が連結される。
【0025】
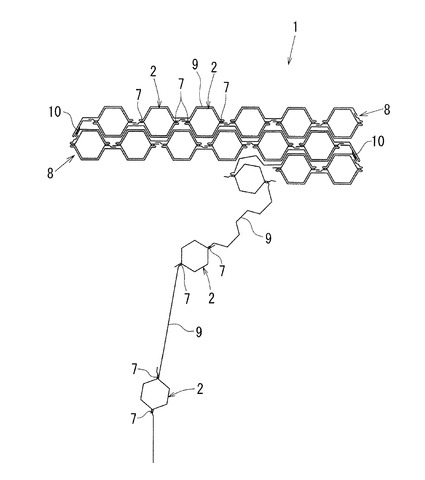
このように構成された連続集合鉢体11は、図5に示されるように、圧扁状態で保管及び提供され、この状態で連続体18の積層方向へ引き伸ばされると、図4に示されるように、多数の個別鉢体12がハニカム状に展開し、所定の大きさの当該連続集合鉢体11が出現する。育苗に際しては、この連続集合鉢体11を展開状態で育苗箱内にセットし、各個別鉢体12に栽培土を充填してこれに播種する。そして、所定日数育苗すると、この育苗中の潅水で、連結片13及び折返し片14,15の折返し面の水溶性接着剤、並びに連続体18の相互間の水溶性接着剤が退化する。したがって、育苗後の移植に際し、連続集合鉢体11を構成する連続体18の一端を引くと、図6に示されるように、連続体18が一列に引出され、これにより、効率のよい植付けが可能になる。この場合、連結部19の長さは、上記個別鉢体12の一側面の幅の略4倍長となり、やや広い株間間隔を必要とする作物の栽培に有効に対応できる。
【0026】
また、本連続集合鉢体11では、図6に示されるように、移植時に、相互に連結された個別鉢体12間の連結部19(連結片)に張力が作用した状態において、貼着部17及び貼着部20の接着面が、個別鉢体12の引出し方向と並行になっているので、十分な強度が確保される。これにより、移植時に貼着部17及び貼着部20が剥がれることがなく、個別鉢体12の引出しが安定する。
【0027】
ここで、上記薄膜の材種は任意であるが、少なくとも育苗期間中は耐腐性を有するものを選択するものとする。一般に育苗期間は、40日前後であるが、長ネギ、玉ネギなどの場合は40〜90日あるいはそれ以上となる。40日前後の耐腐性を有する材種としては、例えば植物繊維紙に防腐剤または殺菌剤を塗布または混抄した紙や天然パルプに合成繊維を混抄した合成繊維紙などがある。また、40〜90日あるいはそれ以上の耐腐性を有する材種としては、薬剤で合成繊維混抄紙を処理して湿潤強度を大とした耐腐紙や、非腐食性の不織シート、天然パルプを薬剤処理した紙または合成繊維混抄紙を殺菌剤等の耐腐性薬剤で処理した紙などがある。
【0028】
また、上記接着剤の種類も任意であり、水溶性接着剤としては、例えばポリビニールアルコール、ポリアクリル酸、ポリエチレンオキサイド等の化学合成物、あるいはアラビアゴム、糊精、カルボキシメチルセルロース等の天然物を用いることができる。また、非水溶性接着剤としては、例えばポリ酢酸ビニールエマルジョン、エポキシ樹脂エマルジョン、ホットメルト等の化学合成物を用いることができる。
【0029】
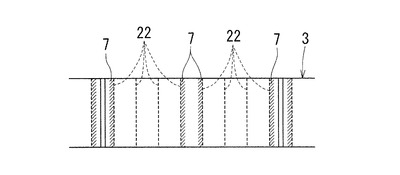
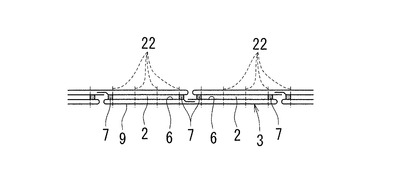
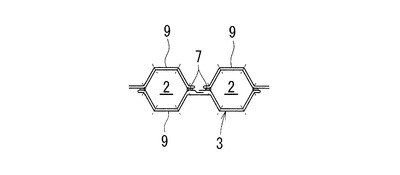
なお、上記第1及び第2の実施形態では、連続集合鉢体1及び11を展開することで形成される個別鉢体2及び12における、六角形の筒体の稜に相当する位置に、ミシン目22を形成するのが望ましい。図7〜図9は、第1の実施形態における連結片3に形成するミシン目22を示すものである。図7及び図8に示されるように、圧扁状態にある各連結片3の貼着部7,7間に形成される未貼着部分(個別鉢体2)に、4列のミシン目22を形成したものであり、このミシン目22の幅は、個別鉢体2の一側面の幅に設定される。このように、ミシン目22を形成した連続集合鉢体1を展開すると、図9に示すように、六角筒状の各個別鉢体2が、ミシン目22によって均等に展開するようになり、展開時に必要となる張力が低減されて作業者の労力が軽減される。なお、ミシン目22の切込み幅や間隔などは適宜選択できるが、本連続集合鉢体1(11)にて育苗し、図3及び図6に示されるように、個別鉢体2(12)及び連結部9(19)を引出して圃場に移植するに際し、これらが切断しない強度を有していることが条件となる。
【0030】
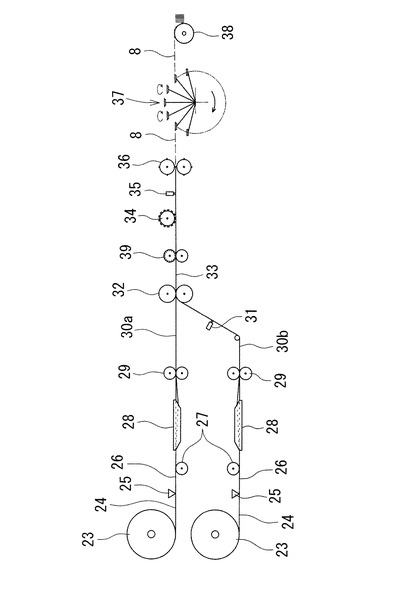
次に、図10に基づいて、第1の実施形態の連続集合鉢体1の製造方法を説明する。まず、幅広の薄膜(原紙)が巻かれた各原紙ロール23から原紙24が引き出され、各原紙24は、スリッター25によって所定幅で且つ所定枚数の帯状薄膜26に裁断される。各帯状薄膜26は、製筒糊付ローラ27及び製筒装置28(成型樋)に順次導かれ、該製筒糊付ローラ27によって片面に水溶性接着剤が塗布される共に、製筒装置28によって円筒状に成形される。円筒状に成形された各帯状薄膜26は、圧着ローラ29に送られ、内面が貼着されることで帯状連結片30a,30b及び帯状折返し片(図示略)が各々形成される。次に、各帯状連結片30a,30bは、上下2段に千鳥状に配列され、連結片糊付装置31によって下段の帯状連結片30bに非水溶性接着剤が筋状に塗布され、圧扁ローラ32に送られる。そして、該圧扁ローラ32によって帯状連結片30aと帯状連結片30bとが貼着されて、帯状連続体33が形成される。
【0031】
この時、帯状連続体33の両端には、所定幅の帯状折返し片(図示略)が各々配列され、上記圧扁ローラ32によって貼着される。これにより、当該帯状連続体33の断面形状が、連続体8の断面形状(図2参照)と同様となる。次に、帯状連続体33は、積層糊付ローラ34、積層糊付装置35に順次に導かれ、積層糊付ローラ34によって上面に水溶性接着剤が塗布されると共に、積層糊付装置35によって帯状連続体33の側端に位置する帯状折返し片(折返し片4あるいは折返し片5が帯状に形成されたもの)に非水溶性接着剤が塗布される。そして、接着剤が塗布された帯状連続体33は、ロータリーカッタ36によって所定幅(個別鉢体2の高さに相当)に切断され、連続体8が形成される。そして、該連続体8は、次の反転装置37によって一枚おきに180度反転され、積層貼着装置38に送られる。ここで、連続体8を相互に水溶性接着剤を介して積層貼着することで、本連続集合鉢体1が完成する。
【0032】
なお、図示を略すが、上記積層糊付ローラ34の近傍には、帯状連続体33の送り量を検出する装置が設けられており、所定量の帯状連続体33がロータリーカッタ36へ送られると、積層糊付ローラ34が上昇し、一枚の連続体8の幅(個別鉢体2の高さ)に相当する分だけ、帯状連続体33の上面に水溶性接着剤を塗布しないようになっている。これにより、積層貼着装置38で所定枚数の連続体8が積層貼着されるようになり、連続集合鉢体1として1冊ずつ取出すことが可能になる。
【0033】
一方、第2の実施形態である個別鉢体12を集合させた連続集合鉢体11の製造方法は、基本的に上述した第1の実施形態の処理フローと同じであり、これを図10に示した符号を用いて説明する。まず、各原紙ロール23から引出された各原紙24をスリッター25によって帯状薄膜26に裁断し、各帯状薄膜26の一側に、製筒糊付ローラ27によって、全幅の略1/3分だけ水溶性接着剤を塗布する。そして、製筒装置28によって製筒糊付ローラ27で糊付けした部分のみを折返し、圧着ローラ29によって貼着することで、各帯状連結片30a,30bが成形される。次に、各帯状連結片30a,30bを第1の実施形態と同様に配列し、連結片糊付装置31によって、下段の帯状連結片30bに非水溶性接着剤が筋状に塗布され、連結片30aと連結片30bとが圧扁ローラ32によって貼着される。
【0034】
ここでは、相対する帯状連結片30a,30bは、折返された部分(連結片13の折返し部16に相当する部分)同士、あるいは帯状連結片30a,30bで折返し部16が貼着されていない他側(連結片13の他側21に相当する部分)同士が、相互に貼着されるように、製筒装置28における帯状薄膜26の折返し方向が設定される。また、スリッター25による裁断幅及び製筒装置28による折返し幅の異なる帯状折返し片(折返し片14及び折返し片15が帯状に形成されたもの)も同様に加工され、折返し片14に相当する帯状折返し片が帯状連続体33の一端に貼着されると共に、折返し片15に相当する帯状折返し片が帯状連続体33の他端に貼着される。これにより、連続体18の断面形状(図5参照)と同様の断面形状を有する帯状連続体33が形成される。次に、帯状連続体33が、積層糊付ローラ34、積層糊付装置35及びロータリーカッタ36に順次送られて連続体18が形成される。
【0035】
さらに、連続体18が、反転装置37、積層貼着装置38に送られて、六角筒状の個別鉢体12を集合させた連続集合鉢体11が完成する。なお、帯状連続体33の送り量を検出して当該帯状連続体33の上面に水溶性接着剤を塗布しない領域を設ける点は、上記と同様である。
【0036】
また、本連続集合鉢体1,11の製造に係る第1及び第2の実施形態においては、連続集合鉢体1,11を展開することにより形成される個別鉢体2,12(六角筒状)の稜に相当する位置に、図7に示されるようなミシン目22を形成するのが望ましく、図10に示されるように、圧扁ローラ32の直後にミシン目加工装置39を配設し、連結片3及び折返し片4,5、あるいは、連結片13及び折返し片14,15の未貼着部分(個別鉢体2あるいは個別鉢体12)に、ミシン目22を形成すればよい。
【図面の簡単な説明】
【0037】
【図1】本発明の第1の実施形態の育苗移植用連続集合鉢体の構造を模式的に示す平面図である。
【図2】図1の育苗移植用連続集合鉢体の圧扁状態を示す模式図である。
【図3】図1の育苗移植用連続集合鉢体の引出し状態を示す模式図である。
【図4】本発明の第2の実施形態の育苗移植用連続集合鉢体の構造を模式的に示す平面図である。
【図5】図4の育苗移植用連続集合鉢体の圧扁状態を示す模式図である。
【図6】図4の育苗移植用連続集合鉢体の引出し状態を示す模式図である。
【図7】育苗移植用連続集合鉢体へのミシン目形成を示す模式図である。
【図8】図7の育苗移植用連続集合鉢体の圧扁状態を示す模式図である。
【図9】図7の育苗移植用連続集合鉢体の展開状態を示す模式図である。
【図10】本発明の育苗移植用連続集合鉢体(六角筒状)の製造方法の説明図である。
【符号の説明】
【0038】
1,11 連続集合鉢体、2,12 個別鉢体、3,13 連結片、6,16 折返し部(折返し部分)、7,17 貼着部、8,18 連続体、9,19 連結部(連結片)、21 他側(連結片13)、22 ミシン目
【技術分野】
【0001】
本発明は、野菜、花卉等の作物の育苗、移植に用いる育苗移植用連続集合鉢体及びその製造方法に関する。
【背景技術】
【0002】
この種の育苗移植用連続集合鉢体は、従来一般には、紙または紙のような薄膜を展開することにより形成される四角または六角筒状の個別鉢体を連結片にて連結して連続体となし、該連続体を重ね合せると共に、前記重ね合せた連続体の相互間を水溶性接着剤にて貼着した構造となっている(例えば、特許文献1参照)。このような育苗移植用連続集合鉢体によれば、保管時に圧扁状態として、使用時に展開することでハニカム状に多数の個別鉢体が密に集合した状態で出現し、個別鉢体に栽培土を充填してこれに播種することにより集中的に多数の苗を育成できる。また、この連続集合鉢体は、育苗時の潅水で水溶性接着剤が退化するので、所定日数育苗した後、一端を引くと、重ね合せた連続体の相互間が分離して一列に引出し可能となり、例えば、特許文献2に記載されるような接地型の簡易移植機を用いて、苗の植付けを効率的に行うことができるようになる。
【0003】
ところで、上記した従来一般の連続集合鉢体(六角筒状)によれば、密に集合させる必要上、連結片の長さが個別鉢体の一側面の幅と同等に設定されており、上記特許文献2に記載されるような簡易移植機を用いて連続的に苗を植付けようとすると、その株間間隔は連結片の長さによって制限され、育苗作物の種類によっては株間間隔が狭すぎて、その利用を断念せざるを得ない場合が生じる。
【0004】
そこで、例えば、特許文献3には、連結片に個別鉢体の一側面の幅より長い増長部分を設け、この増長部分を折畳んで相互に水溶性接着剤にて貼着すると共に、前または後側の個別鉢体の側面に水溶性接着剤にて貼着した連続集合鉢体が開示され、また、特許文献4には、連結片または個別鉢体に所定形状の切込みを設けて、連結片を前記切込みを介して伸長可能とした連続集合鉢体が開示されている。
【0005】
しかしながら、特許文献3に開示された連続集合鉢体(六角筒状)によれば、連結片の増長部分の折畳み部分への潅水の浸透が不足し、育苗中における水溶性接着剤の退化が不十分となって、移植時に連結片の折畳み部分が円滑に分離、伸長せず、連結片の長さ、すなわち株間間隔にバラツキが生じ易い、という問題があった。また、連結片の増長部分を折畳んで相互に接着剤により貼着しなければならないことに加え、この折畳み部分を個別鉢体に貼着しなければならないため、製造が面倒になり、製造コストが高くなる、という問題もあった。一方、特許文献4に開示された連続集合鉢体によれば、移植作業のために個別鉢体を一列に引出す際、切込み部分のエッジに応力が集中して切断し易い、という問題があった。
【特許文献1】特公昭58−11817号公報
【特許文献2】特開平5−308822号公報
【特許文献3】特開平8−205687号公報
【特許文献4】特開平7−123869号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで本発明は、上記事情に鑑みてなされたもので、その目的は、増長部分を折畳んだり、あるいは切込みを入れることなく連結片を延長可能とし、以って株間間隔の拡大に安全かつ確実に対応できると共に、コスト低減に寄与する育苗移植用連続集合鉢体とその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明のうち請求項1に記載した第1の発明は、紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた連続体の相互間を水溶性接着剤にて貼着して形成される育苗移植用集合鉢体において、矩形からなる薄膜の幅方向の両側、各々略1/4幅を同一片面に折返し水溶性接着剤にて貼着して連結片を形成し、該連結片を前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体を形成すると共に、前記連結片と対向する連結片間に個別鉢体を形成したことを特徴とする。
【0008】
上記目的を達成するために、本発明のうち請求項2に記載した第2の発明は、紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた連続体の相互間を水溶性接着剤にて貼着して形成される育苗移植用集合鉢体において、矩形からなる薄膜の幅方向の一側、略1/3幅を折返し水溶性接着剤にて貼着して連結片を形成し、該連結片を前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体を形成すると共に、前記連結片と対向する連結片間に個別鉢体を形成したことを特徴とする。
【0009】
請求項3に記載の発明は、請求項1または2に記載の育苗移植用集合鉢体において、前記連結片に、前記個別鉢体を展開することにより形成される六角筒の稜の位置にミシン目を形成したことを特徴とする。
【0010】
上記目的を達成するために、本発明のうち請求項4に記載した第1の方法発明は、紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた連続体の相互間を水溶性接着剤にて貼着して形成される育苗移植用集合鉢体の製造方法において、帯状薄膜の片面に水溶性接着剤を塗布し、該帯状薄膜の幅方向の両側、各々略1/4幅を折返し貼着して連結片を形成する第1工程と、前記連結片を、前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体および個別鉢体を形成する第2工程と、前記連続体を重ね合せて相互に水溶性接着剤にて貼着する第3工程とを含むことを特徴とする。
【0011】
上記目的を達成するために、本発明のうち請求項5に記載した第2の方法発明は、紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた連続体の相互間を水溶性接着剤にて貼着して形成される育苗移植用集合鉢体の製造方法において、帯状薄膜の片面に水溶性接着剤を塗布し、該帯状薄膜の幅方向の一側、略1/3幅を折返し貼着して連結片を形成する第1工程と、前記連結片を、前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体及び個別鉢体を形成する第2工程と、前記連続体を重ね合せて相互に水溶性接着剤にて貼着する第3工程とを含むことを特徴とする。
【0012】
請求項6に記載の発明は、請求項4または5に記載の育苗移植用集合鉢体の製造方法において、前記連結片に、前記個別鉢体を展開することにより形成される六角筒の稜の位置にミシン目を形成するミシン目加工工程を含むことを特徴とする。
【0013】
したがって、請求項1及び2に記載の発明では、育苗中の潅水によって水溶性接着剤が十分に退化し、移植に際して連結片が円滑に分離・展開する。また、個別鉢体の植付け間隔(株間間隔)を当該個別鉢体の一側面の幅のおよそ7倍(請求項1に記載の発明)及びおよそ4倍(請求項2に記載の発明)に伸長させることができる。
請求項3及び6に記載の発明では、連続集合鉢体の展開時に要する力が軽減される。
請求項4及び5に記載の発明では、従来の連続集合鉢体のように、連結片の増長部分を多層に折畳む工程、あるいは切込みを入れる工程が廃止されるため、製造工程を簡素化することができる。
【発明の効果】
【0014】
増長部分を折畳んだり、あるいは切込みを入れることなく連結片を延長可能とし、以って株間間隔の拡大に安全かつ確実に対応できると共に、コスト低減に寄与する育苗移植用連続集合鉢体及びその製造方法を提供することができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明を実施するための最良の形態を添付図面に基づいて説明する。
【0016】
本発明の第1の実施形態を図1〜図3に基づいて説明する。図1及び図2に示されるように、育苗移植用連続集合鉢体1(以下、連続集合鉢体1と称する。)は、六角筒状の個別鉢体2を集合させたもので、各個別鉢体2は連結片3及び折返し片4,5によって構成される。ここで、連結片3は、薄膜の幅方向(図2における左右方向)両側、略1/4幅を同一片面に折返して筒状に成形し、その内面を水溶性接着剤にて貼着したものである。そして、本連続集合鉢体1では、上記連結片3の折返し部6(折返し部分)が、相対する連結片3の折返し部6とが対向する向きで、1/2ピッチ(1ピッチは、連結片3の全幅にほぼ等しい間隔)だけずらして2列に所定数配列され、各連結片3の幅方向両側端部を対向する各連結片3に非水溶性接着剤にて貼着(貼着部7)することにより、一連の連続体8が形成される。さらに、本連続集合鉢体1では、上記連続体8を多数重ね合せ、その相互間を水溶性接着剤にて貼着することにより、上記個別鉢体2を密に集合させた連続集合鉢体1が形成される。なお、図1及び図2では、連結片3及び折返し片4,5の間隔、連続体8の各層の間隔を開けて示しているが、実際には、これらの間隔に図示を略す水溶性接着剤が介在している。
【0017】
図2に示されるように、本連続集合鉢体1は、各連結片3の対向する折返し部6相互の貼着部7,7間に形成される未貼着部分が、個別鉢体2として供与されるもので、この未貼着部分(個別鉢体2)が、当該個別鉢体2の一側面(図1に示す六角形の一辺)の幅と同等の間隔を空けて連結されている。一方、連結片3は、上記薄膜の幅方向両側が各々全幅の略1/4折返されると共に、両折返し部6の端縁が連結片3の中央で重ね合されることで形成され、該重ね合せ部が相対する向きで千鳥状(1/2ピッチごと)に配列される。また、連結片3は、幅が個別鉢体2の一側面の幅の略7倍となるように圧着されており、重ね合せ部を有しない側面が、図3に示されるように、後述する植付け時に連結部9(連結片)として実質的に供与される。
【0018】
上記連続体8は、上述したように、千鳥状に配置した上記連結片3を貼着することで形成され、所定数の連続体8を交互に180度反転(転回)させて重ね合せることにより上記連続集合鉢体1が形成される。この場合、図1及び図2に示されるように、連続体8の両端部には、当該連結片3よりも幅の狭い折返し片4,5が配置される。そこで、第1の実施形態では、薄膜の幅方向(図2における左右方向)両側を折返して折返し片4,5を形成しており、折返し片4の幅が個別鉢体2の一側面の幅の略3倍に設定されると共に、折返し片5の幅が個別鉢体2の一側面の幅の略5倍に設定されている。そして、本連続集合鉢体1では、このように形成された折返し片4,5が上記連続体8の両端にそれぞれ配列され、連結片3に貼着されて個別鉢体2を形成すると共に、連続体8の両端において折返し片4,5の相互間が、非水溶性接着剤からなる貼着部10によって貼着されることで、上記連続体8が連結される。
【0019】
このように構成された連続集合鉢体1は、図2に示されるように、圧扁状態で保管及び提供され、この状態で連続体8の積層方向へ引き伸ばされることにより、図1に示されるように、多数の個別鉢体2がハニカム状に展開し、所定の大きさの連続集合鉢体1が出現する。育苗に際しては、上記連続集合鉢体1を展開状態で育苗箱内にセットし、各個別鉢体2に栽培土を充填してこれに播種する。そして、所定日数育苗すると、この育苗中の潅水で、連結片3及び折返し片4,5内面の水溶性接着剤、並びに連続体8の相互間の水溶性接着剤が退化する。したがって、本連続集合鉢体1では、育苗後の移植に際し、連続体8の一端を引くと、図3に示されるように、連続体8が一列に引出され、これにより、効率のよい植付けが可能になる。この場合、上述したように、上記連結部9(連結片)の長さは、上記個別鉢体2の一側面の幅の略7倍長となり、広い株間間隔を必要とする作物の栽培に有効に対応できる。
【0020】
また、本連続集合鉢体1では、図3に示されるように、移植時に、相互に連結された個別鉢体2間の連結部9(連結片)に張力が作用した状態において、貼着部7及び貼着部10の貼着面が、個別鉢体2の引出し方向と並行になっているので、十分な強度が確保される。これにより、移植時に貼着部7及び貼着部10が剥がれることがなく、個別鉢体2の引出しが安定する。
【0021】
なお、第1の実施形態では、薄膜の折返し部6の両端縁を重ね合せて連結片3を形成したが、折返し部6の両端縁を突き合せても良いことはもちろん、個別鉢体2の一側面の幅の略1/3を超えない範囲内であれば、両折返し部6の端縁相互間に隙間を設けて貼着して連結片3を形成してもよい。
【0022】
次に、本発明の第2の実施形態を図4〜図6に基づいて説明する。図4及び図5に示されるように、育苗移植用連続集合鉢体11(以下、連続集合鉢体11と称する。)は、六角筒状の個別鉢体12を集合させたもので、各個別鉢体12は連結片13及び各折返し片14,15によって構成される。ここで、上記連結片13は、薄膜の幅方向(図5における左右方向)一側、略1/3幅を折返し、その折返し部16(折返し部分)を上記薄膜に水溶性接着剤にて貼着したものである。そして、本連続集合鉢体11では、連結片13の折返し部16が、相対する連結片13の折返し部16とが対向する向きで、1/2ピッチ(1ピッチは、連結片13の全幅にほぼ等しい間隔。)だけずらして2列に所定数配列され、各連結片13の幅方向両側端部を対向する各連結片に非水溶性接着剤によって貼着(貼着部17)することにより、一連の連続体18が形成される。さらに、本連続集合鉢体11では、上記連続体18を多数重ね合せ、その相互間を水溶性接着剤にて貼着することにより、上記個別鉢体12を密に集合させた連続集合鉢体11が形成される。なお、図4及び図5では、連結片13及び折返し片14,15の間隔、連続体18の各層の間隔を開けて示しているが、実際には、これらの間隔に図示を略す水溶性接着剤が介在している。
【0023】
図5に示されるように、本連続集合鉢体11は、各連結片13の対向する折返し部16相互、あるいは、連結片13で折返し部16が貼着されていない他側21の相互の、貼着部17,17間に形成される未貼着部分が、個別鉢体12として供与されるもので、この未貼着部分(個別鉢体12)が、個別鉢体12の一側面(図4に示す六角形の一辺)の幅と同等の間隔を空けて連結されている。一方、連結片13は、上記薄膜の幅方向の一側を全幅の略1/3だけ折返して形成され、相対する各連結片13の折返し部16が対向し、且つ相対する連結片13の他側21(薄膜の他側)が対向するように、千鳥状(1/2ピッチごと)に配列される。また、連結片13は、幅が個別鉢体11の一側面の幅の略7倍となるように圧着されており、折返し部16が貼着されていない側面が、図6に示されるように、後述する植付け時の連結部19(連結片)として実質的に供与される。
【0024】
上記連続体18は、上述したように、千鳥状に配置した連結片13を貼着することで形成され、所定数の連続体18を交互に180度反転(転回)させて重ね合せることにより連続集合鉢体11が形成される。この場合、図4及び図5に示されるように、連続体18の両端部には、連結片13よりも幅の狭い折返し片14,15が配置される。そこで、第2の実施形態では、薄膜の幅方向(図5における左右方向)一側を折返して折返し片14,15を形成しており、折返し片14の幅が個別鉢体12の一側面の幅の略3倍に設定されると共に、折返し片15の幅が個別鉢体12の一側面の幅の略5倍に設定されている。そして、本連続集合鉢体11では、折返し片14,15が連続体18の両端にそれぞれ配列され、連結片13と貼着されて個別鉢体12を形成すると共に、連続体18の両端において折返し片14,15の相互間を非水溶性接着剤からなる貼着部20によって貼着することで、連続体18が連結される。
【0025】
このように構成された連続集合鉢体11は、図5に示されるように、圧扁状態で保管及び提供され、この状態で連続体18の積層方向へ引き伸ばされると、図4に示されるように、多数の個別鉢体12がハニカム状に展開し、所定の大きさの当該連続集合鉢体11が出現する。育苗に際しては、この連続集合鉢体11を展開状態で育苗箱内にセットし、各個別鉢体12に栽培土を充填してこれに播種する。そして、所定日数育苗すると、この育苗中の潅水で、連結片13及び折返し片14,15の折返し面の水溶性接着剤、並びに連続体18の相互間の水溶性接着剤が退化する。したがって、育苗後の移植に際し、連続集合鉢体11を構成する連続体18の一端を引くと、図6に示されるように、連続体18が一列に引出され、これにより、効率のよい植付けが可能になる。この場合、連結部19の長さは、上記個別鉢体12の一側面の幅の略4倍長となり、やや広い株間間隔を必要とする作物の栽培に有効に対応できる。
【0026】
また、本連続集合鉢体11では、図6に示されるように、移植時に、相互に連結された個別鉢体12間の連結部19(連結片)に張力が作用した状態において、貼着部17及び貼着部20の接着面が、個別鉢体12の引出し方向と並行になっているので、十分な強度が確保される。これにより、移植時に貼着部17及び貼着部20が剥がれることがなく、個別鉢体12の引出しが安定する。
【0027】
ここで、上記薄膜の材種は任意であるが、少なくとも育苗期間中は耐腐性を有するものを選択するものとする。一般に育苗期間は、40日前後であるが、長ネギ、玉ネギなどの場合は40〜90日あるいはそれ以上となる。40日前後の耐腐性を有する材種としては、例えば植物繊維紙に防腐剤または殺菌剤を塗布または混抄した紙や天然パルプに合成繊維を混抄した合成繊維紙などがある。また、40〜90日あるいはそれ以上の耐腐性を有する材種としては、薬剤で合成繊維混抄紙を処理して湿潤強度を大とした耐腐紙や、非腐食性の不織シート、天然パルプを薬剤処理した紙または合成繊維混抄紙を殺菌剤等の耐腐性薬剤で処理した紙などがある。
【0028】
また、上記接着剤の種類も任意であり、水溶性接着剤としては、例えばポリビニールアルコール、ポリアクリル酸、ポリエチレンオキサイド等の化学合成物、あるいはアラビアゴム、糊精、カルボキシメチルセルロース等の天然物を用いることができる。また、非水溶性接着剤としては、例えばポリ酢酸ビニールエマルジョン、エポキシ樹脂エマルジョン、ホットメルト等の化学合成物を用いることができる。
【0029】
なお、上記第1及び第2の実施形態では、連続集合鉢体1及び11を展開することで形成される個別鉢体2及び12における、六角形の筒体の稜に相当する位置に、ミシン目22を形成するのが望ましい。図7〜図9は、第1の実施形態における連結片3に形成するミシン目22を示すものである。図7及び図8に示されるように、圧扁状態にある各連結片3の貼着部7,7間に形成される未貼着部分(個別鉢体2)に、4列のミシン目22を形成したものであり、このミシン目22の幅は、個別鉢体2の一側面の幅に設定される。このように、ミシン目22を形成した連続集合鉢体1を展開すると、図9に示すように、六角筒状の各個別鉢体2が、ミシン目22によって均等に展開するようになり、展開時に必要となる張力が低減されて作業者の労力が軽減される。なお、ミシン目22の切込み幅や間隔などは適宜選択できるが、本連続集合鉢体1(11)にて育苗し、図3及び図6に示されるように、個別鉢体2(12)及び連結部9(19)を引出して圃場に移植するに際し、これらが切断しない強度を有していることが条件となる。
【0030】
次に、図10に基づいて、第1の実施形態の連続集合鉢体1の製造方法を説明する。まず、幅広の薄膜(原紙)が巻かれた各原紙ロール23から原紙24が引き出され、各原紙24は、スリッター25によって所定幅で且つ所定枚数の帯状薄膜26に裁断される。各帯状薄膜26は、製筒糊付ローラ27及び製筒装置28(成型樋)に順次導かれ、該製筒糊付ローラ27によって片面に水溶性接着剤が塗布される共に、製筒装置28によって円筒状に成形される。円筒状に成形された各帯状薄膜26は、圧着ローラ29に送られ、内面が貼着されることで帯状連結片30a,30b及び帯状折返し片(図示略)が各々形成される。次に、各帯状連結片30a,30bは、上下2段に千鳥状に配列され、連結片糊付装置31によって下段の帯状連結片30bに非水溶性接着剤が筋状に塗布され、圧扁ローラ32に送られる。そして、該圧扁ローラ32によって帯状連結片30aと帯状連結片30bとが貼着されて、帯状連続体33が形成される。
【0031】
この時、帯状連続体33の両端には、所定幅の帯状折返し片(図示略)が各々配列され、上記圧扁ローラ32によって貼着される。これにより、当該帯状連続体33の断面形状が、連続体8の断面形状(図2参照)と同様となる。次に、帯状連続体33は、積層糊付ローラ34、積層糊付装置35に順次に導かれ、積層糊付ローラ34によって上面に水溶性接着剤が塗布されると共に、積層糊付装置35によって帯状連続体33の側端に位置する帯状折返し片(折返し片4あるいは折返し片5が帯状に形成されたもの)に非水溶性接着剤が塗布される。そして、接着剤が塗布された帯状連続体33は、ロータリーカッタ36によって所定幅(個別鉢体2の高さに相当)に切断され、連続体8が形成される。そして、該連続体8は、次の反転装置37によって一枚おきに180度反転され、積層貼着装置38に送られる。ここで、連続体8を相互に水溶性接着剤を介して積層貼着することで、本連続集合鉢体1が完成する。
【0032】
なお、図示を略すが、上記積層糊付ローラ34の近傍には、帯状連続体33の送り量を検出する装置が設けられており、所定量の帯状連続体33がロータリーカッタ36へ送られると、積層糊付ローラ34が上昇し、一枚の連続体8の幅(個別鉢体2の高さ)に相当する分だけ、帯状連続体33の上面に水溶性接着剤を塗布しないようになっている。これにより、積層貼着装置38で所定枚数の連続体8が積層貼着されるようになり、連続集合鉢体1として1冊ずつ取出すことが可能になる。
【0033】
一方、第2の実施形態である個別鉢体12を集合させた連続集合鉢体11の製造方法は、基本的に上述した第1の実施形態の処理フローと同じであり、これを図10に示した符号を用いて説明する。まず、各原紙ロール23から引出された各原紙24をスリッター25によって帯状薄膜26に裁断し、各帯状薄膜26の一側に、製筒糊付ローラ27によって、全幅の略1/3分だけ水溶性接着剤を塗布する。そして、製筒装置28によって製筒糊付ローラ27で糊付けした部分のみを折返し、圧着ローラ29によって貼着することで、各帯状連結片30a,30bが成形される。次に、各帯状連結片30a,30bを第1の実施形態と同様に配列し、連結片糊付装置31によって、下段の帯状連結片30bに非水溶性接着剤が筋状に塗布され、連結片30aと連結片30bとが圧扁ローラ32によって貼着される。
【0034】
ここでは、相対する帯状連結片30a,30bは、折返された部分(連結片13の折返し部16に相当する部分)同士、あるいは帯状連結片30a,30bで折返し部16が貼着されていない他側(連結片13の他側21に相当する部分)同士が、相互に貼着されるように、製筒装置28における帯状薄膜26の折返し方向が設定される。また、スリッター25による裁断幅及び製筒装置28による折返し幅の異なる帯状折返し片(折返し片14及び折返し片15が帯状に形成されたもの)も同様に加工され、折返し片14に相当する帯状折返し片が帯状連続体33の一端に貼着されると共に、折返し片15に相当する帯状折返し片が帯状連続体33の他端に貼着される。これにより、連続体18の断面形状(図5参照)と同様の断面形状を有する帯状連続体33が形成される。次に、帯状連続体33が、積層糊付ローラ34、積層糊付装置35及びロータリーカッタ36に順次送られて連続体18が形成される。
【0035】
さらに、連続体18が、反転装置37、積層貼着装置38に送られて、六角筒状の個別鉢体12を集合させた連続集合鉢体11が完成する。なお、帯状連続体33の送り量を検出して当該帯状連続体33の上面に水溶性接着剤を塗布しない領域を設ける点は、上記と同様である。
【0036】
また、本連続集合鉢体1,11の製造に係る第1及び第2の実施形態においては、連続集合鉢体1,11を展開することにより形成される個別鉢体2,12(六角筒状)の稜に相当する位置に、図7に示されるようなミシン目22を形成するのが望ましく、図10に示されるように、圧扁ローラ32の直後にミシン目加工装置39を配設し、連結片3及び折返し片4,5、あるいは、連結片13及び折返し片14,15の未貼着部分(個別鉢体2あるいは個別鉢体12)に、ミシン目22を形成すればよい。
【図面の簡単な説明】
【0037】
【図1】本発明の第1の実施形態の育苗移植用連続集合鉢体の構造を模式的に示す平面図である。
【図2】図1の育苗移植用連続集合鉢体の圧扁状態を示す模式図である。
【図3】図1の育苗移植用連続集合鉢体の引出し状態を示す模式図である。
【図4】本発明の第2の実施形態の育苗移植用連続集合鉢体の構造を模式的に示す平面図である。
【図5】図4の育苗移植用連続集合鉢体の圧扁状態を示す模式図である。
【図6】図4の育苗移植用連続集合鉢体の引出し状態を示す模式図である。
【図7】育苗移植用連続集合鉢体へのミシン目形成を示す模式図である。
【図8】図7の育苗移植用連続集合鉢体の圧扁状態を示す模式図である。
【図9】図7の育苗移植用連続集合鉢体の展開状態を示す模式図である。
【図10】本発明の育苗移植用連続集合鉢体(六角筒状)の製造方法の説明図である。
【符号の説明】
【0038】
1,11 連続集合鉢体、2,12 個別鉢体、3,13 連結片、6,16 折返し部(折返し部分)、7,17 貼着部、8,18 連続体、9,19 連結部(連結片)、21 他側(連結片13)、22 ミシン目
【特許請求の範囲】
【請求項1】
紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた前記連続体の相互間を水溶性接着剤にて貼着した育苗移植用連続集合鉢体において、
矩形からなる薄膜の幅方向の両側、各々略1/4幅を同一片面に折返し水溶性接着剤にて貼着して連結片を形成し、該連結片を前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体を形成すると共に、前記連結片と対向する連結片間に個別鉢体を形成したことを特徴とする育苗移植用連続集合鉢体。
【請求項2】
紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた前記連続体の相互間を水溶性接着剤にて貼着した育苗移植用連続集合鉢体において、
矩形からなる薄膜の幅方向の一側、略1/3幅を折返し水溶性接着剤にて貼着して連結片を形成し、該連結片を前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体を形成すると共に、前記連結片と対向する連結片間に個別鉢体を形成したことを特徴とする育苗移植用連続集合鉢体。
【請求項3】
前記連結片に、前記個別鉢体を展開することにより形成される六角筒の稜の位置にミシン目を形成したことを特徴とする請求項1または2に記載の育苗移植用連続集合鉢体。
【請求項4】
紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた前記連続体の相互間を水溶性接着剤にて貼着した育苗移植用連続集合鉢体の製造方法において、
帯状薄膜の片面に水溶性接着剤を塗布し、該帯状薄膜の幅方向の両側、各々略1/4幅を折返し貼着して連結片を形成する第1工程と、
前記連結片を、前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体及び個別鉢体を形成する第2工程と、
前記連続体を重ね合せて相互に水溶性接着剤にて貼着する第3工程とを含むことを特徴とする育苗移植用連続集合鉢体の製造方法。
【請求項5】
紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた前記連続体の相互間を水溶性接着剤にて貼着した育苗移植用連続集合鉢体の製造方法において、
帯状薄膜の片面に水溶性接着剤を塗布し、該帯状薄膜の幅方向の一側、略1/3幅を折返し貼着して連結片を形成する第1工程と、
前記連結片を、前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体及び個別鉢体を形成する第2工程と、
前記連続体を重ね合せて相互に水溶性接着剤にて貼着する第3工程とを含むことを特徴とする育苗移植用連続集合鉢体の製造方法。
【請求項6】
前記連結片に、前記個別鉢体を展開することにより形成される六角筒の稜の位置にミシン目を形成するミシン目加工工程を含むことを特徴とする請求項4または5に記載の育苗移植用連続集合鉢体の製造方法。
【請求項1】
紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた前記連続体の相互間を水溶性接着剤にて貼着した育苗移植用連続集合鉢体において、
矩形からなる薄膜の幅方向の両側、各々略1/4幅を同一片面に折返し水溶性接着剤にて貼着して連結片を形成し、該連結片を前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体を形成すると共に、前記連結片と対向する連結片間に個別鉢体を形成したことを特徴とする育苗移植用連続集合鉢体。
【請求項2】
紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた前記連続体の相互間を水溶性接着剤にて貼着した育苗移植用連続集合鉢体において、
矩形からなる薄膜の幅方向の一側、略1/3幅を折返し水溶性接着剤にて貼着して連結片を形成し、該連結片を前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体を形成すると共に、前記連結片と対向する連結片間に個別鉢体を形成したことを特徴とする育苗移植用連続集合鉢体。
【請求項3】
前記連結片に、前記個別鉢体を展開することにより形成される六角筒の稜の位置にミシン目を形成したことを特徴とする請求項1または2に記載の育苗移植用連続集合鉢体。
【請求項4】
紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた前記連続体の相互間を水溶性接着剤にて貼着した育苗移植用連続集合鉢体の製造方法において、
帯状薄膜の片面に水溶性接着剤を塗布し、該帯状薄膜の幅方向の両側、各々略1/4幅を折返し貼着して連結片を形成する第1工程と、
前記連結片を、前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体及び個別鉢体を形成する第2工程と、
前記連続体を重ね合せて相互に水溶性接着剤にて貼着する第3工程とを含むことを特徴とする育苗移植用連続集合鉢体の製造方法。
【請求項5】
紙または紙のような薄膜を展開することにより形成される六角筒状の個別鉢体を連結片にて接続して連続体となし、該連続体を重ね合せると共に、前記重ね合せた前記連続体の相互間を水溶性接着剤にて貼着した育苗移植用連続集合鉢体の製造方法において、
帯状薄膜の片面に水溶性接着剤を塗布し、該帯状薄膜の幅方向の一側、略1/3幅を折返し貼着して連結片を形成する第1工程と、
前記連結片を、前記折返し部分が対向する向きで千鳥状に配列し、前記連結片の幅方向両側端部を対向する連結片に非水溶性接着剤にて貼着して連続体及び個別鉢体を形成する第2工程と、
前記連続体を重ね合せて相互に水溶性接着剤にて貼着する第3工程とを含むことを特徴とする育苗移植用連続集合鉢体の製造方法。
【請求項6】
前記連結片に、前記個別鉢体を展開することにより形成される六角筒の稜の位置にミシン目を形成するミシン目加工工程を含むことを特徴とする請求項4または5に記載の育苗移植用連続集合鉢体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2007−129968(P2007−129968A)
【公開日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願番号】特願2005−327315(P2005−327315)
【出願日】平成17年11月11日(2005.11.11)
【出願人】(000231981)日本甜菜製糖株式会社 (58)
【Fターム(参考)】
【公開日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願日】平成17年11月11日(2005.11.11)
【出願人】(000231981)日本甜菜製糖株式会社 (58)
【Fターム(参考)】
[ Back to top ]