
脂肪族ポリエステル樹脂組成物ペレットおよびそれを成形してなる成形体
【課題】従来の繊維強化脂肪族ポリエステル樹脂よりも機械的特性がさらに向上し、携帯電話の筐体や複写機の部品としても使用可能な脂肪族ポリエステル樹脂組成物ペレットを提供する。
【解決手段】脂肪族ポリエステル樹脂100質量部に対し、ビニロン繊維10〜100質量部を含有させた脂肪族ポリエステル樹脂組成物ペレットであって、含有されるビニロン繊維がロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されていることを特徴とする脂肪族ポリエステル樹脂組成物ペレット。
【解決手段】脂肪族ポリエステル樹脂100質量部に対し、ビニロン繊維10〜100質量部を含有させた脂肪族ポリエステル樹脂組成物ペレットであって、含有されるビニロン繊維がロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されていることを特徴とする脂肪族ポリエステル樹脂組成物ペレット。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、脂肪族ポリエステル樹脂組成物ペレット、およびそれを成形してなる成形体
に関する。
【背景技術】
【0002】
近年、環境問題への意識の高まりから、生分解性を有する各種の脂肪族ポリエステル樹脂が注目されている。しかしながら、脂肪族ポリエステル樹脂は、各種の成形体として使用する場合、ポリプロピレンやポリエチレンテレフタレート等の汎用樹脂に比べて、機械的特性に劣るものである。そのため、脂肪族ポリエステル樹脂に対して、繊維状強化材を配合して補強することがおこなわれている。
【0003】
例えば、特許文献1には、ポリ乳酸に、所定量のビニロン繊維等の化学合成繊維を含有させ、機械的特性を向上させることが開示されている。また、特許文献2には、脂肪族ポリエステル樹脂の補強材としてのビニロン繊維を、尿素ホルマリン系樹脂で表面処理することにより、脂肪族ポリエステル樹脂とビニロン繊維との親和性を向上させ、脂肪族ポリエステル樹脂の機械的特性を向上させることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007―63516号公報
【特許文献2】特開2010−111834号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、前記した従来の繊維強化脂肪族ポリエステル樹脂よりも機械的特性がさらに向上した脂肪族ポリエステル樹脂組成物ペレットを提供することである。
【課題を解決するための手段】
【0006】
本発明者らは、上記の課題を解決するために鋭意検討した結果、上記目的を達成することができることを見出し、本発明に到達した。
【0007】
すなわち、本発明の要旨は次の通りである。
(1)脂肪族ポリエステル樹脂100質量部に対し、ビニロン繊維10〜100質量部を含有させた脂肪族ポリエステル樹脂組成物ペレットであって、含有されるビニロン繊維がロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されていることを特徴とする脂肪族ポリエステル樹脂組成物ペレット。
(2)脂肪族ポリエステル樹脂がポリ乳酸であることを特徴とする(1)に記載の脂肪族ポリエステル樹脂組成物ペレット。
(3)(1)または(2)に記載の脂肪族ポリエステル樹脂組成物ペレットを製造するに際し、ロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されたビニロン繊維を構成繊維とするビニロン繊維束を、溶融状態にある脂肪族ポリエステル樹脂内を通過させ、非直線構造を有する貫通部においてビニロン繊維束を開繊させながら該脂肪族ポリエステル樹脂組成物を含浸させ、次いで冷却させることを特徴とする脂肪族ポリエステル樹脂組成物ペレットの製造方法。
(4)(1)または(2)に記載の脂肪族ポリエステル樹脂組成物ペレットを成形してなる成形体。
【発明の効果】
【0008】
本発明によれば、機械的特性に優れ、環境負荷が低減された脂肪族ポリエステル樹脂組成物ペレットを提供することができる。さらに、本発明の脂肪族ポリエステル樹脂組成物ペレットは、ビニロン繊維以外の強化材を用いた場合と比較して、密度が低く軽量である。
【図面の簡単な説明】
【0009】
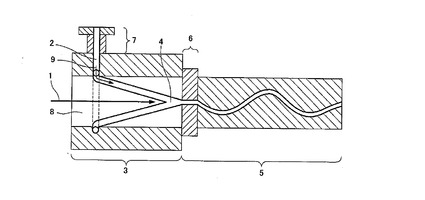
【図1】本発明の脂肪族ポリエステル樹脂組成物ペレットの製造に用いる含浸装置の例を示す概略図である。
【発明を実施するための形態】
【0010】
本発明の脂肪族ポリエステル樹脂組成物ペレット(以下、単に「樹脂組成物ペレット」または「ペレット」と称する場合がある。)は、脂肪族ポリエステル樹脂に対し、ロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂(以下、「特定被覆用樹脂」と称する場合がある。)によって、表面処理されたビニロン繊維が含有されたものである。
【0011】
本発明においては、脂肪族ポリエステル樹脂100質量部に対し、上述のように、ビニロン繊維10〜100質量部が含有されることが必要であり、10〜42質量部が含有されることが好ましい。ビニロン繊維の含有量が、10質量部未満であると、目的とする機械的特性が得られない場合があるので好ましくない。一方、100質量部を越えると、射出成形時の流動性が低下してしまうため、得られるペレットから成形体を得る際に、該成形体の外観や品質が均一なものとならないので好ましくない。また、脂肪族ポリエステル樹脂の比率が少な過ぎるため、ビニロン繊維全体に対して脂肪族ポリエステル樹脂が含浸することが出来ず、組成物ペレット自体を得る事が出来ない。
【0012】
脂肪族ポリエステル樹脂としては、例えば、ポリ乳酸、ポリグリコール酸、ポリブチレンサクシネート、ポリエチレンサクシネート、ポリ3−ヒドロキシブチレート、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、4−ヒドロキシ吉草酸、5−ヒドロキシ吉草酸、6−ヒドロキシカプロン酸、グリコール類、ポリカプロラクトン、または、これらの共重合体や混合物が挙げられる。中でも、汎用性が高いことからポリ乳酸、ポリグリコール酸、ポリブチレンサクシネート、ポリエチレンサクシネート、ポリカプロラクトン、ポリ3−ヒドロキシブチレートが好ましく、融点が高く耐熱性に優れることから、ポリ乳酸がさらに好ましい。
【0013】
これらの脂肪族ポリエステル樹脂は、成形性に優れ、従来の成形機による各種成形が可能である。さらに、土中に廃棄した後、自然環境中の微生物によって水と炭酸ガスに分解されやすく、ポリオレフィン樹脂と比較すると、燃焼時の二酸化炭素発生量が少ないという利点を有する。
【0014】
脂肪族ポリエステル樹脂としてポリ乳酸を用いる場合は、ポリ乳酸のみからなる重合体であってもよく、ポリ乳酸以外の共重合成分を含有する共重合体であってもよい。共重合体である場合は、ポリ乳酸由来の耐熱性を損なわないために、共重合脂肪族ポリエステル樹脂中の乳酸単位が、50モル%以上とすることが好ましく、70モル%以上とすることがより好ましく、90モル%以上とすることがさらに好ましい。なお、通常、ポリ乳酸はL体とD体の混合物であるが、耐熱性の点から、L体またはD体が90質量%以上であることが好ましい。
【0015】
一般的に、ポリ乳酸の結晶化速度は極めて遅い。そのため、脂肪族ポリエステル樹脂としてポリ乳酸を用いる場合は、ポリ乳酸の結晶性を高めるために、アクリル酸エステル等の架橋剤を混練してもよい。アクリル酸エステル等の架橋剤の配合量は、ポリ乳酸100質量部に対して、0.1〜10質量部とすることが好ましい。ポリ乳酸に架橋剤を混練するに際し、さらに、過酸化物、可塑剤を併用してもよい。
【0016】
上述のようにアクリル酸エステル等の架橋剤を用いることにより、ポリ乳酸の結晶性を向上させ、得られる樹脂組成物ペレットの機械的特性を向上させることができる。
【0017】
本発明において、ビニロン繊維は、特定被覆用樹脂で表面処理されていることが必要である。ビニロン繊維が特定被覆用樹脂によって表面処理されていない場合、ビニロン繊維が脂肪族ポリエステル樹脂に十分に親和せず、得られる樹脂組成物ペレットの機械的特性を向上させることができないので好ましくない。
【0018】
ビニロン繊維の平均繊維長は、1〜15mmとすることが好ましく、7〜13mmとすることがより好ましい。ビニロン繊維の繊維径は、3〜200μmとすることが好ましく、15〜30μmとすることがより好ましい。ビニロン繊維のフィラメント本数は、200〜10000本とすることが好ましく、275〜6000本とすることがより好ましく、350〜2000本とすることがさらに好ましい。
【0019】
ビニロン繊維の引張強度は、7〜20cN/dtexとすることが好ましく、8〜18cN/dtexとすることがより好ましい。ビニロン繊維の引張弾性率は、160cN/dtex以上とすることが好ましく、180cN/dtex以上とすることがより好ましい。ビニロン繊維の引張強度を7〜20cN/dtex、引張弾性率を160cN/dtex以上とすることで、得られる成形体の機械的特性を向上させることができる。
【0020】
ビニロン繊維の製造方法としては、例えば、以下の2つの方法が挙げられる。第1の方法としては、ポリビニルアルコールをジメチルスルホキシド等の有機溶媒に溶解した紡糸原液を、ノズルからメタノール中に紡糸する方法である。メタノール中に紡糸した際、ポリビニルアルコール水溶液は瞬時にゲル状態となり、紡糸原液に用いた有機溶媒はゲル全体から均一に抜けていく。その後、紡糸された繊維は、中和、湿熱延伸、洗浄、乾熱延伸の工程に付される。湿熱延伸時の延伸倍率は5倍以上、湿熱延伸時の延伸倍率は4倍以上、総延伸倍率は20倍以上とすることが好ましい。第2の方法としては、ポリビニルアルコール水溶液100質量部にほう酸を0.5〜5質量部加えた紡糸原液を、水酸化ナトリウムを溶解した凝固浴中へ紡糸する方法である。紡糸した繊維は、さらに中和、湿熱延伸、水洗、乾燥、乾熱延伸の工程に付される。湿熱工程時の延伸倍率は5倍以上、乾熱延伸時の延伸倍率は4倍以上、総延伸倍率は20倍以上とすることが好ましい。
【0021】
本発明においては、ビニロン繊維を特定被覆用樹脂によって表面処理することにより、ビニロン繊維と脂肪族ポリエステルとの親和性が向上し、得られる樹脂組成物ペレット中のビニロン繊維の分散性が向上する。その結果、このペレットを成形してなる成形体の機械的特性を向上させることができる。また、ビニロン繊維の表面を処理することにより、ビニロン繊維自体の強度も高くなり、細かく折れたり砕けたりすることなく、形態安定性が向上する。
【0022】
ロジン系樹脂とは、ロジンを原料とし、その単量体および重合体を、主としてグリセリンやペンタエリスリトールでエステル化して、粘着剤および接着剤用途に変性した樹脂である。
【0023】
ロジン系樹脂としては、例えば、「スーパーエステルA−125」、「スーパーエステルA−100」、「スーパーエステルA−75」(以上、荒川化学工業社製)が挙げられる。
【0024】
ロジン系樹脂としては、エマルジョン化したものも用いることができる。ロジン系樹脂をエマルジョン化したものとしては、例えば、「スーパーエステルE−720」、「スーパーエステルE−730−55」、「スーパーエステルE−650」、「スーパーエステルE−865」、(以上、荒川化学工業社製)、「ハリエスターSK−70D」、「ハリエスターSK−822E」、「ハリエスターSK−816E」、「ハリエスターSK−508H」、「ハリエスターSK−90D−55」、「ハリエスターSK−218NS」、「ハリエスターSK−370N」、「ハリエスターSK−385NS」、「ハリエスターSK−501NS」(以上、ハリマ化成社製)が挙げられる。これらの中でも、「スーパーエステルE−650」、「スーパーエステルE−865」は、脂肪族ポリエステル樹脂とビニロン繊維との親和性が顕著に向上し、ビニロン繊維の分散性が向上するため好ましい。
【0025】
テルペン系樹脂とは、テルペン単量体を重合してなる重合体であるか、または、テルペン単量体と芳香族単量体とを共重合して得られる重合体である。テルペン系樹脂は、有機溶媒中で、フリーデルクラフツ型触媒の存在下で重合することで得ることができる。
【0026】
テルペン単量体としては、α−ピネン、β−ピネン、ジペンテン、d−リモネン、ミルセン、アロオシメン、オシメン、α−フェランドレン、α−テルピネン、γ−テルピネン、テルピノーレン、1,8−シネオール、1,4−シネオール、α−テルピネオール、β−テルピネオール、γ−テルピネオール、サビネン、パラメンタジエン類、カレン類等の単環式モノテルペンが挙げられる。中でも、α−ピネン、β−ピネン、ジペンテン、d−リモネンは、脂肪族ポリエステル樹脂とビニロン繊維との親和性が顕著に向上し、ビニロン繊維の分散性が向上するため好ましい。また、芳香族単量体としては、例えば、スチレン、α−メチルスチレンが挙げられる。テルペン単量体や芳香族単量体は、水素化処理したものであってもよい。
【0027】
テルペン系樹脂としては、例えば、「タマノル803L」、「タマノル901」(以上、荒川化学工業社製)、「YSレジンPX」シリーズ、「クリアロン」シリーズ、「YSポリスター」シリーズ、「マイティエース」シリーズ(以上、ヤスハラケミカル社製)が挙げられる。
【0028】
テルペン系樹脂としては、エマルジョン化したものも用いることができる。テルペン系樹脂をエマルジョン化したものとしては、例えば、「タマノルE−100」、「タマノルE−200NT」、(以上、荒川化学工業社製)、「ナノレットTH−130」(以上、ヤスハラケミカル社製)が挙げられる。
【0029】
ダイマー酸誘導体樹脂とは、ダイマー酸ポリアミドを主成分とする樹脂である。ダイマー酸ポリアミドは、ダイマー酸とジアミン成分とを重縮合することで得ることができる。ジアミン成分としては、例えば、エチレンジアミン、ヘキサメチレンジアミン、ピペラジンが挙げられる。ジアミン成分は、単独のモノマーから構成されていてもよく、2種以上のモノマーから構成されていてもよい。
【0030】
ダイマー酸誘導体樹脂としては、例えば、「トーマイド」(ティーアンドケイ東華社製)、「ニューマイド」(ハリマ化成社製)、「レオマイド」(花王社製)が挙げられる。
【0031】
ビニロン繊維表面に対する特定被覆用樹脂の付着量は、ビニロン繊維100質量部あたり、2.5〜7.0質量部(固形分)であることが好ましい。付着量をこの範囲とすることで、表面処理剤の余剰分同士が固まることなく、ビニロン繊維の全周を効率よく表面処理することができる。
【0032】
ビニロン繊維に特定被覆用樹脂を付着させる方法としては、スプレー法、コーティング法、ディップ法等の公知の方法が挙げられる。中でも、ディップ法で作製することが好ましい。
【0033】
ディップ法とは、表面処理剤の水分散液にビニロン繊維を浸漬させた後、水分をディップで絞り出し、さらに残った水分を130℃の条件で乾燥させることにより、表面処理されたビニロン繊維(以下、表面処理されたビニロン繊維を「処理済ビニロン繊維」と称する場合があり、処理済ビニロン繊維から構成される繊維束を「処理済ビニロン繊維束」と称する場合がある。)を得る方法である。乾燥は、糸を連続して巻取る時に、熱風乾燥機の中を通過させながら行うのが望ましい。
【0034】
本発明において、脂肪族ポリエステル樹脂組成物ペレットは、チョップドストランド法、またはロングファイバー法によって作製することができる。
【0035】
チョップドストランド法とは、処理済ビニロン繊維束を所定の長さに裁断することで、チョップドストランドとし、それらを脂肪族ポリエステル樹脂と混合して溶融混練する方法である。
【0036】
チョップドストランドの長さは、3〜15mmに調整されることが好ましく、4〜10mmに調整されることがより好ましい。
【0037】
チョップドストランドを脂肪族ポリエステル樹脂と混合して溶融混練する方法としては、押出機を用いて溶融混練する方法が挙げられる。溶融混練温度は、200〜230℃とすることが好ましい。溶融混練された樹脂組成物をストランド状に押し出し、冷却したのち、ストランドカッターによりカッティングすることで、樹脂組成物ペレットを得ることができる。
【0038】
ロングファイバー法とは、処理済ビニロン繊維束を、溶融状態にある脂肪族ポリエステル樹脂内を通過させて、脂肪族ポリエステル樹脂と処理済ビニロン繊維とを混合する方法である。
【0039】
ロングファイバー法に用いる含浸装置の例を図1に示す。含浸装置は、芯鞘タイプの含浸ダイ3、およびアウトダイ5(非直線構造を有する貫通部)が接合部品6により連結されているものである。処理済ビニロン繊維束1が、含浸ダイ3内の空洞部8を通って、繊維束導入口4に導入される。それと同時に、溶融樹脂導入口2(取付部品7により溶融押出混練機の吐出側と連結されている)から吐出される溶融状態の脂肪族ポリエステル樹脂を流入させて、処理済ビニロン繊維束1を脂肪族ポリエステル樹脂に接触させる。そして、アウトダイ5(非直線構造を有する貫通部)に通すことにより、処理済ビニロン繊維束1を、移動中心軸に対し徐々に偏心させ蛇行させ、ストランド状の脂肪族ポリエステル樹脂と処理済ビニロン繊維とを含有する樹脂組成物を作製することができる。なお、非直線構造とは、引き抜き方向とは平行でない部分を有する構造を言い、例えば、蛇行構造、螺旋構造、ジグザグ構造、階段構造が挙げられる。中でも、蛇行構造が好ましい。非直線構造の貫通部を通過させることによって、ビニロン繊維束を開繊させながら、ビニロン繊維束にしごきを与え、ビニロン繊維束中に含有する空気の排出を促進させ、溶融したポリオレフィン樹脂を効率よく含浸させることができる。
【0040】
脂肪族ポリエステル樹脂と処理済ビニロン繊維束の比率は、処理済ビニロン繊維束の引き取り速度と脂肪族ポリエステル樹脂の吐出量で調整することができる。ビニロン繊維束は、一定速度で引きながら溶融した脂肪族ポリエステル樹脂を通過させることが好ましい。一定速度で引き取ると、脂肪族ポリエステル樹脂とビニロン繊維の比率を制御しやすい。
【0041】
脂肪族ポリエステル樹脂の溶融温度は、200〜230℃であることが好ましい。溶融温度をこの範囲とすることで、適度な溶融粘度とすることができる。溶融温度が230℃を超えると、ビニロン繊維の融点である240℃に近づくため、樹脂組成物ペレットの製造中に、ビニロン繊維が溶融または切断され、処理済ビニロン繊維束を含浸ダイに通過させることができなくなる場合がある。
【0042】
ロングファイバー法においては、脂肪族ポリエステル樹脂と処理済ビニロン繊維とを含有する樹脂組成物をストランド状に押し出した後、冷却、裁断の工程を経て、ペレット状とすることができる。裁断機としては、ストランドカッター、ロータリーカッター、スライドカット式カッターが好ましく、ロータリーカッター、スライドカット式カッターがより好ましい。ロータリーカッター、スライドカット式カッターを用いて裁断することで、脂肪族ポリエステル樹脂が処理済ビニロン繊維束から剥がれ落ちることを防止できる。
【0043】
ロングファイバー法においては、前記のような製造プロセスに由来して、処理済ビニロン繊維の長さが、樹脂組成物ペレットの長さの90〜110%になる。すなわち、裁断後のペレットの長さとペレット中の処理済ビニロン繊維の平均繊維長は、ほぼ同じとなる。また、製造プロセスに由来して、処理済ビニロン繊維の長さ方向と、ペレットの長さ方向とが実質的に平行となる。ペレットの長さは、1mm〜15mmとすることが好ましい。
【0044】
本発明の樹脂組成物ペレットには、本発明の特性を損なわない範囲において、他の熱可塑性樹脂、熱安定剤、酸化防止剤、帯電防止剤、着色剤、難燃剤、難燃助剤、可塑剤を添加してもよい。これらは、通常、脂肪族ポリエステル樹脂とビニロン繊維との溶融混練時、またはビニロン繊維への脂肪族ポリエステル樹脂の含浸時に、添加することができる。
【0045】
得られた樹脂組成物ペレットは、熱風乾燥機で乾燥し、組成物中の水分率を低くすることが好ましい。水分率を低くすることにより、溶融押出機で押出しする際や、射出成形する際の脂肪族ポリエステル樹脂の加水分解を抑制し、分子量の低下を抑制することができるためより好ましい。
【0046】
以上の方法にて得られた組成物を、射出成形、圧縮成形、押出し成形、トランスファー成形等の、通常公知の溶融成形法を用い、所望の形状に成形することにより、本発明の成形体とすることができる。
【0047】
本発明の成形体は、自動車用部品、自転車部品、家電製品、一般産業資材に用いることができる。自動車部品としては、例えば、ダッシュボード、インテークマニホールド、ベースプレート、スイッチ類、サンバイザー、ラジエーター、コンソールボックス、キャニスタ、フロントフェンダーが挙げられ、自転車部品としては、ブレーキ類、レバー類、ライトカバー、ホイールカバー、サドルカバー、スタンドが挙げられ、家電製品としては、リモコンの筐体、スイッチ類、携帯電話の筐体が挙げられ、一般産業資材としては、ハンガー、門柱の筐体、内壁のカバー、防音壁、化粧板、浴室の蓋が挙げられる。
【実施例】
【0048】
次に、実施例により本発明をさらに具体的に説明するが、本発明はこれらによって限定されるものではない。
【0049】
実施例および比較例で用いた評価方法は以下の通りである。
(1)ビニロン繊維束表面への表面処理剤の付着量
ビニロン繊維束を長さ100mmで切り出し、ビニロン繊維1本あたりの質量を5点測定し、その平均値をW1gとした。一方、表面処理剤を用いて表面処理を行った後のビニロン繊維を、熱風乾燥機中110℃で2時間乾燥させた。乾燥後、該ビニロン繊維をデシケーターに移し室温まで冷却し、表面処理後の質量を5点測定し、その平均値をW2gとした。表面処理剤の付着量(質量%)は次式で求めた。
表面処理剤の付着量(質量%)=[(W2−W1)/W1]×100
【0050】
(2)融点(Tm)、ガラス転移温度(Tg)、降温結晶化温度(Tc)
示差走査熱量測定装置(パーキンエルマー社製、「DSC7」)を用いて、窒素気流中、昇温速度20℃/分で、20℃から280℃まで昇温し、280℃で10分間維持した。その後、−55℃まで20℃/分で降温した。昇温時のガラス転移に由来する1つのピーク折曲点温度の中間点をガラス転移温度とし、融解温度のピークを融点とした。また、降温時の発熱ピークを結晶化温度とした。
【0051】
(3)密度
電子比重計(京都電子工業社製)を用いて、温度20℃で測定した。成形品の密度は小さい値であることが好ましく、例えば、ポリ乳酸100質量部、およびビニロン繊維束10質量部を含有した脂肪族ポリエステル樹脂組成物ペレットにおいては、その密度が1.30g/cm3未満であることが好ましい。
【0052】
(4)平均ペレット長
得られたペレットのペレット長を、ノギスを用いて測定した。ポリオレフィン樹脂組成物ペレット1個につき、ペレット長を1点測定し、ポリオレフィン樹脂組成物ペレット10個の値の平均値を、平均ペレット長とした。
【0053】
(5)荷重たわみ温度
実施例および比較例で得られた成形片を用いて、ISO75に従って、荷重0.45MPa下で測定した。
【0054】
(6)シャルピー衝撃強度
実施例および比較例で得られた成形片にノッチを付けて、ISO179に従って測定した。
【0055】
(7)曲げ強度
実施例および比較例で得られた成形片を用い、ISO178に従って測定した。
【0056】
(8)成形体中の繊維状強化材の繊維長
繊維状強化材としてビニロン繊維を使用した場合、実施例および比較例で得られた成形品を裁断し、それを試薬染料(ネオカルミン)中にて、80℃×10分間ボイル処理を施し、含有される繊維を染色した。裁断面に露出したビニロン繊維の長さを、マイクロスコープを用いて100点測定し、その平均長さを求めた。
【0057】
一方、繊維状強化材としてガラス繊維を使用した場合、実施例および比較例で得られた成形片を、520℃に設定した溶融炉に24時間入れて成形片の樹脂成分を焼却し、ガラス繊維を得た。マイクロスコープを用いて、ガラス繊維の長さを100点測定し、平均の長さを求めた。
【0058】
実施例および比較例にて用いた使用材料を以下に示す。
(1)脂肪族ポリエステル樹脂
・(A−1)
ポリ乳酸(ユニチカ社製、高結晶性射出グレード「TE−6000」)、Tm:168℃、Tc:107℃、Tg:60℃
・(A−2)
ポリ乳酸(Nature Works社製、一般射出グレード「Ingeo3001D」)、Tm:168℃、Tg:59℃
・(A−3)
ポリブチレンサクシネート樹脂(三菱化学社製、「GSPla AZ81T」)、Tm:110℃、Tg:−32℃
・(A−4)
ポリエチレンテレフタレート樹脂(ユニチカ社製、「G−PET」)、Tm:255℃、Tg:70℃
【0059】
(2)繊維状強化材
・ビニロン繊維束(B−1)
平均繊維径26μmのビニロン繊維フィラメント375本からなるビニロン繊維束(ユニチカ社製、「2500T−375F−HM1」)
・ビニロン繊維束(B−2)
平均繊維径18μmのビニロン繊維フィラメント750本からなるビニロン繊維束(ユニチカ社製、「2000T−750F−HM1」)
・ガラス繊維束(B−3)
平均繊維径9μmのガラス繊維フィラメント2000本からなるガラス繊維束(ユニチカ社製)
【0060】
(3)表面処理剤
・(C−1)
ロジン樹脂系水系エマルション(荒川化学工業社製、「スーパーエステルE−720」、不揮発分50質量%)を、不揮発分が10質量%となるように希釈した水溶液
・(C−2)
テルペンフェノール水系エマルジョン(ヤスハラケミカル社製、「ナノレットTH−130」、不揮発分20質量%)を、不揮発分が10質量%となるように希釈した水溶液
・(C−3)
ダイマー酸誘導体樹脂水系エマルジョン(富士化成工業社製、「トーマイド92エマルジョン」)を、不揮発分が10質量%となるよう希釈した水溶液
・(C−4)
尿素ホルマリン系水系エマルション(DIC社製、「ベッカミンN13」、不揮発分20質量%)を、不揮発分が12.5質量%となるように希釈した水溶液
・(C−5)
PVA樹脂(日本酢ビ・ポバール社製、「JL05EY」)を、樹脂分10%となるよう水に溶解したPVA水溶液
【0061】
(4)処理済ビニロン繊維束
・(D−1)
(C−1)を、ビニロン繊維束(B−1)に浸漬し、繊維状強化材100質量部あたり2.8質量部となるように(C−1)を付着させた後、130℃で乾燥させながら巻き取り、処理済ビニロン繊維束(D−1)を得た。
・(D−2)、(D−4)〜(D−14)
表1に示されたように、表面処理剤の種類と付着量を変更した以外は、(D−1)を製造する際と同様にして、処理済ビニロン繊維束を得た。
・(D−3)
(C−1)を、ガラス繊維束(B−3)に浸漬し、繊維状強化材100質量部あたり3.4質量部となるように(C−1)を付着させた後、130℃で乾燥させながら巻き取り、処理済ガラス繊維束(D−3)を得た。
【0062】
処理済ビニロン繊維束の組成および表面処理剤の繊維束への付着量を表1に示す。
【0063】
【表1】

【0064】
実施例1
二軸押出機(池貝製作所製、「PCM−30」)の先端に、図1の含浸ダイ(アウトダイ5に蛇行構造を有する。)を取り付け、長繊維樹脂含浸装置とした。脂肪族ポリエステル樹脂(A−1)を長繊維樹脂含浸装置の主ホッパーに供給し、230℃で溶融した。含浸ダイに貫通させてあった処理済ビニロン繊維束(D−1)と、溶融した(A―1)とを含浸ダイ内で接触させた。100質量部の(A−1)に対して、(D−1)が10質量部になるように調整し、押し出し、2個の回転するロールの間を通して引き取った。その後、ロータリーカッターで裁断し、ペレット長が10mmである脂肪族ポリエステル樹脂組成物ペレットを得た。
【0065】
得られた脂肪族ポリエステル樹脂組成物ペレットを十分に乾燥した後、射出成形機(東芝機械社製、「EC−100型」)を用いて射出成形をおこない、縦8mm×横10mm×厚み4mmの成形片を作製した。シリンダ温度は190℃、金型温度は100℃、射出時間は30秒、冷却時間は50秒であった。
【0066】
実施例2
(A−1)を(A―2)に変更し、190℃で溶融した。射出成形のシリンダ温度を190℃、金型温度を20℃、射出時間を15秒、冷却時間を30秒でおこなった以外は実施例1と同様の操作をおこない、脂肪族ポリエステル樹脂組成物ペレットおよび成形片を得た。
【0067】
実施例3、5、6、7〜10、12〜17、19〜21、23〜27、および比較例1、2、4〜6
表2〜6に示すように樹脂組成を変更した以外は、実施例1と同様にして、脂肪族ポリエステル樹脂組成物ペレットおよび成形片を得た。
【0068】
実施例4
処理済ビニロン繊維束(D−1)を長さ4mmに裁断したチョップドストランド状の(D−1)を二軸押出機(東芝機械社製、「TEM26SS」)(スクリュー径:26mm)のサイドフィーダーから、溶融している脂肪族ポリエステル樹脂(A−1)に供給し、100質量部の(A−1)に対して、(D−1)が10質量部になるように調整して、溶融混練おこなった。押し出されるストランドを冷却し、裁断して、脂肪族ポリエステル樹脂組成物ペレットを得、さらに、それから成形片を得た。
【0069】
実施例7
(A−1)を(A―3)に変更し、140℃で溶融した。射出成形のシリンダ温度を140℃、金型温度を20℃、射出時間を30秒、冷却時間を50秒でおこなった以外は実施例1と同様の操作をおこない、脂肪族ポリエステル樹脂組成物ペレットおよび成形片を得た。
【0070】
実施例11、18
表3、4に示すように樹脂組成を変更した以外は、実施例4と同様にして、脂肪族ポリエステル樹脂組成物ペレットおよび成形片を得た。
【0071】
実施例22
得られる脂肪族ポリエステル樹脂組成物ペレットの長さを3mmに調整した以外は、実施例1と同様にして、脂肪族ポリエステル樹脂組成物ペレットおよび成形片を得た。
【0072】
比較例3
(D−1)の含有量を、(A−1)100質量部に対して120質量部とした以外は、実施例1と同様にして、脂肪族ポリエステル樹脂組成物ペレットを得ようとした。しかしながら、脂肪族ポリエステル樹脂の比率が少なく、ビニロン繊維全体に対して脂肪族ポリエステル樹脂が含浸することが出来なかったためペレットを得る事が出来なかった。
【0073】
比較例7
(D−1)をポリエチレンテレフタレート樹脂(A−4)に変更し、280℃で溶融した。実施例1と同様に、含浸ダイスに貫通させてあった(D−1)に、溶融したポリエチレンテレフタレート樹脂を含浸させようとした。しかしながら、含浸温度がビニロン繊維の融点である230℃を大きく上回っていたため、ビニロン繊維束が容易に切れてしまい、作業を連続して行うことが困難でありペレットを得る事が出来なかった。
【0074】
実施例および比較例で得られた樹脂組成物の特性値を、表2〜6に示す。
【0075】
【表2】
【0076】
【表3】
【0077】
【表4】
【0078】
【表5】
【0079】
【表6】
【0080】
実施例1〜27では、特定の表面処理剤で表面処理されたビニロン繊維束を、特定の割合で含有させることにより、軽量で、荷重たわみ温度、曲げ強度、衝撃強度が向上した脂肪族ポリエステル樹脂組成物ペレットを得ることができた。
【0081】
実施例4、11および18においては、処理済ビニロン繊維を4mmの長さに調整して得たチョップドストランドを用いたため、実施例1、8および15と比較すると、荷重たわみ温度、衝撃強度および曲げ強度がやや低かったが、十分に実使用に耐えうるものであった。
【0082】
実施例7、14、および21においては、脂肪族ポリエステル樹脂としてポリブチレンサクシネートを用いた。そのため、ポリ乳酸を用いた場合と比較すると、荷重たわみ温度、曲げ強度および衝撃強度がやや低かった。しかしながら、処理済ビニロン繊維で強化されていないポリブチレンサクシネート(A−3)の各種物性(荷重たわみ温度:91℃、衝撃強度:10kJ/m2、曲げ強度:35MPa)と比較すると、荷重たわみ温度、曲げ強度および衝撃強度が改善されており、ポリブチレンサクシネート樹脂を用いるような用途においても、十分に実使用に耐えうるものであった。
【0083】
実施例23〜27では、ビニロン繊維表面へのテルペン系樹脂の付着量の変動により、荷重たわみ温度、曲げ強度および衝撃強度が変化した。いずれも、表面処理されていないビニロン繊維を含有する比較例4と比べて、荷重たわみ温度、曲げ強度および衝撃強度が向上した脂肪族ポリエステル樹脂組成物ペレットを得ることができた。テルペン系樹脂の付着量が2.5〜7.0質量部である場合、物性改善効果が特に大きかった。
【0084】
比較例1においては、尿素ホルマリン系樹脂で表面処理されたビニロン繊維から構成されるビニロン繊維束を用いた。そのため、実施例1と比較すると、荷重たわみ温度、曲げ強度および衝撃強度が低かった。
【0085】
比較例2においては、脂肪族ポリエステル樹脂に対する処理済ビニロン繊維の含有割合が、過少であったため、荷重たわみ温度、曲げ強度および衝撃強度が低かった。
【0086】
比較例4では、表面処理を行なわなかったビニロン繊維束を用いたため、荷重たわみ温度、曲げ強度および衝撃強度が低かった。
【0087】
比較例5では、ビニロン繊維束の代わりにガラス繊維束を用いた。荷重たわみ温度、曲げ強度および衝撃強度においては、十分に実用に耐えうるものであったが、密度が大きくなり軽量性に劣るものであった。さらに、得られる樹脂組成物ペレットを再利用する場合は、残渣が生じ、環境負荷が高くなるということが懸念されるものであった。
【0088】
比較例6においては、PVA樹脂で表面処理されたビニロン繊維から構成されるビニロン繊維束を用いた。そのため、荷重たわみ温度、曲げ強度および衝撃強度が低かった。
【符号の説明】
【0089】
1 処理済ビニロン繊維束
2 溶融樹脂流入口
3 含浸ダイ
4 繊維束導入口
5 アウトダイ(蛇行貫通部)
6 接合部品
7 取付部分
8 空洞部
9 溶融樹脂の流れ
【技術分野】
【0001】
本発明は、脂肪族ポリエステル樹脂組成物ペレット、およびそれを成形してなる成形体
に関する。
【背景技術】
【0002】
近年、環境問題への意識の高まりから、生分解性を有する各種の脂肪族ポリエステル樹脂が注目されている。しかしながら、脂肪族ポリエステル樹脂は、各種の成形体として使用する場合、ポリプロピレンやポリエチレンテレフタレート等の汎用樹脂に比べて、機械的特性に劣るものである。そのため、脂肪族ポリエステル樹脂に対して、繊維状強化材を配合して補強することがおこなわれている。
【0003】
例えば、特許文献1には、ポリ乳酸に、所定量のビニロン繊維等の化学合成繊維を含有させ、機械的特性を向上させることが開示されている。また、特許文献2には、脂肪族ポリエステル樹脂の補強材としてのビニロン繊維を、尿素ホルマリン系樹脂で表面処理することにより、脂肪族ポリエステル樹脂とビニロン繊維との親和性を向上させ、脂肪族ポリエステル樹脂の機械的特性を向上させることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007―63516号公報
【特許文献2】特開2010−111834号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、前記した従来の繊維強化脂肪族ポリエステル樹脂よりも機械的特性がさらに向上した脂肪族ポリエステル樹脂組成物ペレットを提供することである。
【課題を解決するための手段】
【0006】
本発明者らは、上記の課題を解決するために鋭意検討した結果、上記目的を達成することができることを見出し、本発明に到達した。
【0007】
すなわち、本発明の要旨は次の通りである。
(1)脂肪族ポリエステル樹脂100質量部に対し、ビニロン繊維10〜100質量部を含有させた脂肪族ポリエステル樹脂組成物ペレットであって、含有されるビニロン繊維がロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されていることを特徴とする脂肪族ポリエステル樹脂組成物ペレット。
(2)脂肪族ポリエステル樹脂がポリ乳酸であることを特徴とする(1)に記載の脂肪族ポリエステル樹脂組成物ペレット。
(3)(1)または(2)に記載の脂肪族ポリエステル樹脂組成物ペレットを製造するに際し、ロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されたビニロン繊維を構成繊維とするビニロン繊維束を、溶融状態にある脂肪族ポリエステル樹脂内を通過させ、非直線構造を有する貫通部においてビニロン繊維束を開繊させながら該脂肪族ポリエステル樹脂組成物を含浸させ、次いで冷却させることを特徴とする脂肪族ポリエステル樹脂組成物ペレットの製造方法。
(4)(1)または(2)に記載の脂肪族ポリエステル樹脂組成物ペレットを成形してなる成形体。
【発明の効果】
【0008】
本発明によれば、機械的特性に優れ、環境負荷が低減された脂肪族ポリエステル樹脂組成物ペレットを提供することができる。さらに、本発明の脂肪族ポリエステル樹脂組成物ペレットは、ビニロン繊維以外の強化材を用いた場合と比較して、密度が低く軽量である。
【図面の簡単な説明】
【0009】
【図1】本発明の脂肪族ポリエステル樹脂組成物ペレットの製造に用いる含浸装置の例を示す概略図である。
【発明を実施するための形態】
【0010】
本発明の脂肪族ポリエステル樹脂組成物ペレット(以下、単に「樹脂組成物ペレット」または「ペレット」と称する場合がある。)は、脂肪族ポリエステル樹脂に対し、ロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂(以下、「特定被覆用樹脂」と称する場合がある。)によって、表面処理されたビニロン繊維が含有されたものである。
【0011】
本発明においては、脂肪族ポリエステル樹脂100質量部に対し、上述のように、ビニロン繊維10〜100質量部が含有されることが必要であり、10〜42質量部が含有されることが好ましい。ビニロン繊維の含有量が、10質量部未満であると、目的とする機械的特性が得られない場合があるので好ましくない。一方、100質量部を越えると、射出成形時の流動性が低下してしまうため、得られるペレットから成形体を得る際に、該成形体の外観や品質が均一なものとならないので好ましくない。また、脂肪族ポリエステル樹脂の比率が少な過ぎるため、ビニロン繊維全体に対して脂肪族ポリエステル樹脂が含浸することが出来ず、組成物ペレット自体を得る事が出来ない。
【0012】
脂肪族ポリエステル樹脂としては、例えば、ポリ乳酸、ポリグリコール酸、ポリブチレンサクシネート、ポリエチレンサクシネート、ポリ3−ヒドロキシブチレート、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、4−ヒドロキシ吉草酸、5−ヒドロキシ吉草酸、6−ヒドロキシカプロン酸、グリコール類、ポリカプロラクトン、または、これらの共重合体や混合物が挙げられる。中でも、汎用性が高いことからポリ乳酸、ポリグリコール酸、ポリブチレンサクシネート、ポリエチレンサクシネート、ポリカプロラクトン、ポリ3−ヒドロキシブチレートが好ましく、融点が高く耐熱性に優れることから、ポリ乳酸がさらに好ましい。
【0013】
これらの脂肪族ポリエステル樹脂は、成形性に優れ、従来の成形機による各種成形が可能である。さらに、土中に廃棄した後、自然環境中の微生物によって水と炭酸ガスに分解されやすく、ポリオレフィン樹脂と比較すると、燃焼時の二酸化炭素発生量が少ないという利点を有する。
【0014】
脂肪族ポリエステル樹脂としてポリ乳酸を用いる場合は、ポリ乳酸のみからなる重合体であってもよく、ポリ乳酸以外の共重合成分を含有する共重合体であってもよい。共重合体である場合は、ポリ乳酸由来の耐熱性を損なわないために、共重合脂肪族ポリエステル樹脂中の乳酸単位が、50モル%以上とすることが好ましく、70モル%以上とすることがより好ましく、90モル%以上とすることがさらに好ましい。なお、通常、ポリ乳酸はL体とD体の混合物であるが、耐熱性の点から、L体またはD体が90質量%以上であることが好ましい。
【0015】
一般的に、ポリ乳酸の結晶化速度は極めて遅い。そのため、脂肪族ポリエステル樹脂としてポリ乳酸を用いる場合は、ポリ乳酸の結晶性を高めるために、アクリル酸エステル等の架橋剤を混練してもよい。アクリル酸エステル等の架橋剤の配合量は、ポリ乳酸100質量部に対して、0.1〜10質量部とすることが好ましい。ポリ乳酸に架橋剤を混練するに際し、さらに、過酸化物、可塑剤を併用してもよい。
【0016】
上述のようにアクリル酸エステル等の架橋剤を用いることにより、ポリ乳酸の結晶性を向上させ、得られる樹脂組成物ペレットの機械的特性を向上させることができる。
【0017】
本発明において、ビニロン繊維は、特定被覆用樹脂で表面処理されていることが必要である。ビニロン繊維が特定被覆用樹脂によって表面処理されていない場合、ビニロン繊維が脂肪族ポリエステル樹脂に十分に親和せず、得られる樹脂組成物ペレットの機械的特性を向上させることができないので好ましくない。
【0018】
ビニロン繊維の平均繊維長は、1〜15mmとすることが好ましく、7〜13mmとすることがより好ましい。ビニロン繊維の繊維径は、3〜200μmとすることが好ましく、15〜30μmとすることがより好ましい。ビニロン繊維のフィラメント本数は、200〜10000本とすることが好ましく、275〜6000本とすることがより好ましく、350〜2000本とすることがさらに好ましい。
【0019】
ビニロン繊維の引張強度は、7〜20cN/dtexとすることが好ましく、8〜18cN/dtexとすることがより好ましい。ビニロン繊維の引張弾性率は、160cN/dtex以上とすることが好ましく、180cN/dtex以上とすることがより好ましい。ビニロン繊維の引張強度を7〜20cN/dtex、引張弾性率を160cN/dtex以上とすることで、得られる成形体の機械的特性を向上させることができる。
【0020】
ビニロン繊維の製造方法としては、例えば、以下の2つの方法が挙げられる。第1の方法としては、ポリビニルアルコールをジメチルスルホキシド等の有機溶媒に溶解した紡糸原液を、ノズルからメタノール中に紡糸する方法である。メタノール中に紡糸した際、ポリビニルアルコール水溶液は瞬時にゲル状態となり、紡糸原液に用いた有機溶媒はゲル全体から均一に抜けていく。その後、紡糸された繊維は、中和、湿熱延伸、洗浄、乾熱延伸の工程に付される。湿熱延伸時の延伸倍率は5倍以上、湿熱延伸時の延伸倍率は4倍以上、総延伸倍率は20倍以上とすることが好ましい。第2の方法としては、ポリビニルアルコール水溶液100質量部にほう酸を0.5〜5質量部加えた紡糸原液を、水酸化ナトリウムを溶解した凝固浴中へ紡糸する方法である。紡糸した繊維は、さらに中和、湿熱延伸、水洗、乾燥、乾熱延伸の工程に付される。湿熱工程時の延伸倍率は5倍以上、乾熱延伸時の延伸倍率は4倍以上、総延伸倍率は20倍以上とすることが好ましい。
【0021】
本発明においては、ビニロン繊維を特定被覆用樹脂によって表面処理することにより、ビニロン繊維と脂肪族ポリエステルとの親和性が向上し、得られる樹脂組成物ペレット中のビニロン繊維の分散性が向上する。その結果、このペレットを成形してなる成形体の機械的特性を向上させることができる。また、ビニロン繊維の表面を処理することにより、ビニロン繊維自体の強度も高くなり、細かく折れたり砕けたりすることなく、形態安定性が向上する。
【0022】
ロジン系樹脂とは、ロジンを原料とし、その単量体および重合体を、主としてグリセリンやペンタエリスリトールでエステル化して、粘着剤および接着剤用途に変性した樹脂である。
【0023】
ロジン系樹脂としては、例えば、「スーパーエステルA−125」、「スーパーエステルA−100」、「スーパーエステルA−75」(以上、荒川化学工業社製)が挙げられる。
【0024】
ロジン系樹脂としては、エマルジョン化したものも用いることができる。ロジン系樹脂をエマルジョン化したものとしては、例えば、「スーパーエステルE−720」、「スーパーエステルE−730−55」、「スーパーエステルE−650」、「スーパーエステルE−865」、(以上、荒川化学工業社製)、「ハリエスターSK−70D」、「ハリエスターSK−822E」、「ハリエスターSK−816E」、「ハリエスターSK−508H」、「ハリエスターSK−90D−55」、「ハリエスターSK−218NS」、「ハリエスターSK−370N」、「ハリエスターSK−385NS」、「ハリエスターSK−501NS」(以上、ハリマ化成社製)が挙げられる。これらの中でも、「スーパーエステルE−650」、「スーパーエステルE−865」は、脂肪族ポリエステル樹脂とビニロン繊維との親和性が顕著に向上し、ビニロン繊維の分散性が向上するため好ましい。
【0025】
テルペン系樹脂とは、テルペン単量体を重合してなる重合体であるか、または、テルペン単量体と芳香族単量体とを共重合して得られる重合体である。テルペン系樹脂は、有機溶媒中で、フリーデルクラフツ型触媒の存在下で重合することで得ることができる。
【0026】
テルペン単量体としては、α−ピネン、β−ピネン、ジペンテン、d−リモネン、ミルセン、アロオシメン、オシメン、α−フェランドレン、α−テルピネン、γ−テルピネン、テルピノーレン、1,8−シネオール、1,4−シネオール、α−テルピネオール、β−テルピネオール、γ−テルピネオール、サビネン、パラメンタジエン類、カレン類等の単環式モノテルペンが挙げられる。中でも、α−ピネン、β−ピネン、ジペンテン、d−リモネンは、脂肪族ポリエステル樹脂とビニロン繊維との親和性が顕著に向上し、ビニロン繊維の分散性が向上するため好ましい。また、芳香族単量体としては、例えば、スチレン、α−メチルスチレンが挙げられる。テルペン単量体や芳香族単量体は、水素化処理したものであってもよい。
【0027】
テルペン系樹脂としては、例えば、「タマノル803L」、「タマノル901」(以上、荒川化学工業社製)、「YSレジンPX」シリーズ、「クリアロン」シリーズ、「YSポリスター」シリーズ、「マイティエース」シリーズ(以上、ヤスハラケミカル社製)が挙げられる。
【0028】
テルペン系樹脂としては、エマルジョン化したものも用いることができる。テルペン系樹脂をエマルジョン化したものとしては、例えば、「タマノルE−100」、「タマノルE−200NT」、(以上、荒川化学工業社製)、「ナノレットTH−130」(以上、ヤスハラケミカル社製)が挙げられる。
【0029】
ダイマー酸誘導体樹脂とは、ダイマー酸ポリアミドを主成分とする樹脂である。ダイマー酸ポリアミドは、ダイマー酸とジアミン成分とを重縮合することで得ることができる。ジアミン成分としては、例えば、エチレンジアミン、ヘキサメチレンジアミン、ピペラジンが挙げられる。ジアミン成分は、単独のモノマーから構成されていてもよく、2種以上のモノマーから構成されていてもよい。
【0030】
ダイマー酸誘導体樹脂としては、例えば、「トーマイド」(ティーアンドケイ東華社製)、「ニューマイド」(ハリマ化成社製)、「レオマイド」(花王社製)が挙げられる。
【0031】
ビニロン繊維表面に対する特定被覆用樹脂の付着量は、ビニロン繊維100質量部あたり、2.5〜7.0質量部(固形分)であることが好ましい。付着量をこの範囲とすることで、表面処理剤の余剰分同士が固まることなく、ビニロン繊維の全周を効率よく表面処理することができる。
【0032】
ビニロン繊維に特定被覆用樹脂を付着させる方法としては、スプレー法、コーティング法、ディップ法等の公知の方法が挙げられる。中でも、ディップ法で作製することが好ましい。
【0033】
ディップ法とは、表面処理剤の水分散液にビニロン繊維を浸漬させた後、水分をディップで絞り出し、さらに残った水分を130℃の条件で乾燥させることにより、表面処理されたビニロン繊維(以下、表面処理されたビニロン繊維を「処理済ビニロン繊維」と称する場合があり、処理済ビニロン繊維から構成される繊維束を「処理済ビニロン繊維束」と称する場合がある。)を得る方法である。乾燥は、糸を連続して巻取る時に、熱風乾燥機の中を通過させながら行うのが望ましい。
【0034】
本発明において、脂肪族ポリエステル樹脂組成物ペレットは、チョップドストランド法、またはロングファイバー法によって作製することができる。
【0035】
チョップドストランド法とは、処理済ビニロン繊維束を所定の長さに裁断することで、チョップドストランドとし、それらを脂肪族ポリエステル樹脂と混合して溶融混練する方法である。
【0036】
チョップドストランドの長さは、3〜15mmに調整されることが好ましく、4〜10mmに調整されることがより好ましい。
【0037】
チョップドストランドを脂肪族ポリエステル樹脂と混合して溶融混練する方法としては、押出機を用いて溶融混練する方法が挙げられる。溶融混練温度は、200〜230℃とすることが好ましい。溶融混練された樹脂組成物をストランド状に押し出し、冷却したのち、ストランドカッターによりカッティングすることで、樹脂組成物ペレットを得ることができる。
【0038】
ロングファイバー法とは、処理済ビニロン繊維束を、溶融状態にある脂肪族ポリエステル樹脂内を通過させて、脂肪族ポリエステル樹脂と処理済ビニロン繊維とを混合する方法である。
【0039】
ロングファイバー法に用いる含浸装置の例を図1に示す。含浸装置は、芯鞘タイプの含浸ダイ3、およびアウトダイ5(非直線構造を有する貫通部)が接合部品6により連結されているものである。処理済ビニロン繊維束1が、含浸ダイ3内の空洞部8を通って、繊維束導入口4に導入される。それと同時に、溶融樹脂導入口2(取付部品7により溶融押出混練機の吐出側と連結されている)から吐出される溶融状態の脂肪族ポリエステル樹脂を流入させて、処理済ビニロン繊維束1を脂肪族ポリエステル樹脂に接触させる。そして、アウトダイ5(非直線構造を有する貫通部)に通すことにより、処理済ビニロン繊維束1を、移動中心軸に対し徐々に偏心させ蛇行させ、ストランド状の脂肪族ポリエステル樹脂と処理済ビニロン繊維とを含有する樹脂組成物を作製することができる。なお、非直線構造とは、引き抜き方向とは平行でない部分を有する構造を言い、例えば、蛇行構造、螺旋構造、ジグザグ構造、階段構造が挙げられる。中でも、蛇行構造が好ましい。非直線構造の貫通部を通過させることによって、ビニロン繊維束を開繊させながら、ビニロン繊維束にしごきを与え、ビニロン繊維束中に含有する空気の排出を促進させ、溶融したポリオレフィン樹脂を効率よく含浸させることができる。
【0040】
脂肪族ポリエステル樹脂と処理済ビニロン繊維束の比率は、処理済ビニロン繊維束の引き取り速度と脂肪族ポリエステル樹脂の吐出量で調整することができる。ビニロン繊維束は、一定速度で引きながら溶融した脂肪族ポリエステル樹脂を通過させることが好ましい。一定速度で引き取ると、脂肪族ポリエステル樹脂とビニロン繊維の比率を制御しやすい。
【0041】
脂肪族ポリエステル樹脂の溶融温度は、200〜230℃であることが好ましい。溶融温度をこの範囲とすることで、適度な溶融粘度とすることができる。溶融温度が230℃を超えると、ビニロン繊維の融点である240℃に近づくため、樹脂組成物ペレットの製造中に、ビニロン繊維が溶融または切断され、処理済ビニロン繊維束を含浸ダイに通過させることができなくなる場合がある。
【0042】
ロングファイバー法においては、脂肪族ポリエステル樹脂と処理済ビニロン繊維とを含有する樹脂組成物をストランド状に押し出した後、冷却、裁断の工程を経て、ペレット状とすることができる。裁断機としては、ストランドカッター、ロータリーカッター、スライドカット式カッターが好ましく、ロータリーカッター、スライドカット式カッターがより好ましい。ロータリーカッター、スライドカット式カッターを用いて裁断することで、脂肪族ポリエステル樹脂が処理済ビニロン繊維束から剥がれ落ちることを防止できる。
【0043】
ロングファイバー法においては、前記のような製造プロセスに由来して、処理済ビニロン繊維の長さが、樹脂組成物ペレットの長さの90〜110%になる。すなわち、裁断後のペレットの長さとペレット中の処理済ビニロン繊維の平均繊維長は、ほぼ同じとなる。また、製造プロセスに由来して、処理済ビニロン繊維の長さ方向と、ペレットの長さ方向とが実質的に平行となる。ペレットの長さは、1mm〜15mmとすることが好ましい。
【0044】
本発明の樹脂組成物ペレットには、本発明の特性を損なわない範囲において、他の熱可塑性樹脂、熱安定剤、酸化防止剤、帯電防止剤、着色剤、難燃剤、難燃助剤、可塑剤を添加してもよい。これらは、通常、脂肪族ポリエステル樹脂とビニロン繊維との溶融混練時、またはビニロン繊維への脂肪族ポリエステル樹脂の含浸時に、添加することができる。
【0045】
得られた樹脂組成物ペレットは、熱風乾燥機で乾燥し、組成物中の水分率を低くすることが好ましい。水分率を低くすることにより、溶融押出機で押出しする際や、射出成形する際の脂肪族ポリエステル樹脂の加水分解を抑制し、分子量の低下を抑制することができるためより好ましい。
【0046】
以上の方法にて得られた組成物を、射出成形、圧縮成形、押出し成形、トランスファー成形等の、通常公知の溶融成形法を用い、所望の形状に成形することにより、本発明の成形体とすることができる。
【0047】
本発明の成形体は、自動車用部品、自転車部品、家電製品、一般産業資材に用いることができる。自動車部品としては、例えば、ダッシュボード、インテークマニホールド、ベースプレート、スイッチ類、サンバイザー、ラジエーター、コンソールボックス、キャニスタ、フロントフェンダーが挙げられ、自転車部品としては、ブレーキ類、レバー類、ライトカバー、ホイールカバー、サドルカバー、スタンドが挙げられ、家電製品としては、リモコンの筐体、スイッチ類、携帯電話の筐体が挙げられ、一般産業資材としては、ハンガー、門柱の筐体、内壁のカバー、防音壁、化粧板、浴室の蓋が挙げられる。
【実施例】
【0048】
次に、実施例により本発明をさらに具体的に説明するが、本発明はこれらによって限定されるものではない。
【0049】
実施例および比較例で用いた評価方法は以下の通りである。
(1)ビニロン繊維束表面への表面処理剤の付着量
ビニロン繊維束を長さ100mmで切り出し、ビニロン繊維1本あたりの質量を5点測定し、その平均値をW1gとした。一方、表面処理剤を用いて表面処理を行った後のビニロン繊維を、熱風乾燥機中110℃で2時間乾燥させた。乾燥後、該ビニロン繊維をデシケーターに移し室温まで冷却し、表面処理後の質量を5点測定し、その平均値をW2gとした。表面処理剤の付着量(質量%)は次式で求めた。
表面処理剤の付着量(質量%)=[(W2−W1)/W1]×100
【0050】
(2)融点(Tm)、ガラス転移温度(Tg)、降温結晶化温度(Tc)
示差走査熱量測定装置(パーキンエルマー社製、「DSC7」)を用いて、窒素気流中、昇温速度20℃/分で、20℃から280℃まで昇温し、280℃で10分間維持した。その後、−55℃まで20℃/分で降温した。昇温時のガラス転移に由来する1つのピーク折曲点温度の中間点をガラス転移温度とし、融解温度のピークを融点とした。また、降温時の発熱ピークを結晶化温度とした。
【0051】
(3)密度
電子比重計(京都電子工業社製)を用いて、温度20℃で測定した。成形品の密度は小さい値であることが好ましく、例えば、ポリ乳酸100質量部、およびビニロン繊維束10質量部を含有した脂肪族ポリエステル樹脂組成物ペレットにおいては、その密度が1.30g/cm3未満であることが好ましい。
【0052】
(4)平均ペレット長
得られたペレットのペレット長を、ノギスを用いて測定した。ポリオレフィン樹脂組成物ペレット1個につき、ペレット長を1点測定し、ポリオレフィン樹脂組成物ペレット10個の値の平均値を、平均ペレット長とした。
【0053】
(5)荷重たわみ温度
実施例および比較例で得られた成形片を用いて、ISO75に従って、荷重0.45MPa下で測定した。
【0054】
(6)シャルピー衝撃強度
実施例および比較例で得られた成形片にノッチを付けて、ISO179に従って測定した。
【0055】
(7)曲げ強度
実施例および比較例で得られた成形片を用い、ISO178に従って測定した。
【0056】
(8)成形体中の繊維状強化材の繊維長
繊維状強化材としてビニロン繊維を使用した場合、実施例および比較例で得られた成形品を裁断し、それを試薬染料(ネオカルミン)中にて、80℃×10分間ボイル処理を施し、含有される繊維を染色した。裁断面に露出したビニロン繊維の長さを、マイクロスコープを用いて100点測定し、その平均長さを求めた。
【0057】
一方、繊維状強化材としてガラス繊維を使用した場合、実施例および比較例で得られた成形片を、520℃に設定した溶融炉に24時間入れて成形片の樹脂成分を焼却し、ガラス繊維を得た。マイクロスコープを用いて、ガラス繊維の長さを100点測定し、平均の長さを求めた。
【0058】
実施例および比較例にて用いた使用材料を以下に示す。
(1)脂肪族ポリエステル樹脂
・(A−1)
ポリ乳酸(ユニチカ社製、高結晶性射出グレード「TE−6000」)、Tm:168℃、Tc:107℃、Tg:60℃
・(A−2)
ポリ乳酸(Nature Works社製、一般射出グレード「Ingeo3001D」)、Tm:168℃、Tg:59℃
・(A−3)
ポリブチレンサクシネート樹脂(三菱化学社製、「GSPla AZ81T」)、Tm:110℃、Tg:−32℃
・(A−4)
ポリエチレンテレフタレート樹脂(ユニチカ社製、「G−PET」)、Tm:255℃、Tg:70℃
【0059】
(2)繊維状強化材
・ビニロン繊維束(B−1)
平均繊維径26μmのビニロン繊維フィラメント375本からなるビニロン繊維束(ユニチカ社製、「2500T−375F−HM1」)
・ビニロン繊維束(B−2)
平均繊維径18μmのビニロン繊維フィラメント750本からなるビニロン繊維束(ユニチカ社製、「2000T−750F−HM1」)
・ガラス繊維束(B−3)
平均繊維径9μmのガラス繊維フィラメント2000本からなるガラス繊維束(ユニチカ社製)
【0060】
(3)表面処理剤
・(C−1)
ロジン樹脂系水系エマルション(荒川化学工業社製、「スーパーエステルE−720」、不揮発分50質量%)を、不揮発分が10質量%となるように希釈した水溶液
・(C−2)
テルペンフェノール水系エマルジョン(ヤスハラケミカル社製、「ナノレットTH−130」、不揮発分20質量%)を、不揮発分が10質量%となるように希釈した水溶液
・(C−3)
ダイマー酸誘導体樹脂水系エマルジョン(富士化成工業社製、「トーマイド92エマルジョン」)を、不揮発分が10質量%となるよう希釈した水溶液
・(C−4)
尿素ホルマリン系水系エマルション(DIC社製、「ベッカミンN13」、不揮発分20質量%)を、不揮発分が12.5質量%となるように希釈した水溶液
・(C−5)
PVA樹脂(日本酢ビ・ポバール社製、「JL05EY」)を、樹脂分10%となるよう水に溶解したPVA水溶液
【0061】
(4)処理済ビニロン繊維束
・(D−1)
(C−1)を、ビニロン繊維束(B−1)に浸漬し、繊維状強化材100質量部あたり2.8質量部となるように(C−1)を付着させた後、130℃で乾燥させながら巻き取り、処理済ビニロン繊維束(D−1)を得た。
・(D−2)、(D−4)〜(D−14)
表1に示されたように、表面処理剤の種類と付着量を変更した以外は、(D−1)を製造する際と同様にして、処理済ビニロン繊維束を得た。
・(D−3)
(C−1)を、ガラス繊維束(B−3)に浸漬し、繊維状強化材100質量部あたり3.4質量部となるように(C−1)を付着させた後、130℃で乾燥させながら巻き取り、処理済ガラス繊維束(D−3)を得た。
【0062】
処理済ビニロン繊維束の組成および表面処理剤の繊維束への付着量を表1に示す。
【0063】
【表1】
【0064】
実施例1
二軸押出機(池貝製作所製、「PCM−30」)の先端に、図1の含浸ダイ(アウトダイ5に蛇行構造を有する。)を取り付け、長繊維樹脂含浸装置とした。脂肪族ポリエステル樹脂(A−1)を長繊維樹脂含浸装置の主ホッパーに供給し、230℃で溶融した。含浸ダイに貫通させてあった処理済ビニロン繊維束(D−1)と、溶融した(A―1)とを含浸ダイ内で接触させた。100質量部の(A−1)に対して、(D−1)が10質量部になるように調整し、押し出し、2個の回転するロールの間を通して引き取った。その後、ロータリーカッターで裁断し、ペレット長が10mmである脂肪族ポリエステル樹脂組成物ペレットを得た。
【0065】
得られた脂肪族ポリエステル樹脂組成物ペレットを十分に乾燥した後、射出成形機(東芝機械社製、「EC−100型」)を用いて射出成形をおこない、縦8mm×横10mm×厚み4mmの成形片を作製した。シリンダ温度は190℃、金型温度は100℃、射出時間は30秒、冷却時間は50秒であった。
【0066】
実施例2
(A−1)を(A―2)に変更し、190℃で溶融した。射出成形のシリンダ温度を190℃、金型温度を20℃、射出時間を15秒、冷却時間を30秒でおこなった以外は実施例1と同様の操作をおこない、脂肪族ポリエステル樹脂組成物ペレットおよび成形片を得た。
【0067】
実施例3、5、6、7〜10、12〜17、19〜21、23〜27、および比較例1、2、4〜6
表2〜6に示すように樹脂組成を変更した以外は、実施例1と同様にして、脂肪族ポリエステル樹脂組成物ペレットおよび成形片を得た。
【0068】
実施例4
処理済ビニロン繊維束(D−1)を長さ4mmに裁断したチョップドストランド状の(D−1)を二軸押出機(東芝機械社製、「TEM26SS」)(スクリュー径:26mm)のサイドフィーダーから、溶融している脂肪族ポリエステル樹脂(A−1)に供給し、100質量部の(A−1)に対して、(D−1)が10質量部になるように調整して、溶融混練おこなった。押し出されるストランドを冷却し、裁断して、脂肪族ポリエステル樹脂組成物ペレットを得、さらに、それから成形片を得た。
【0069】
実施例7
(A−1)を(A―3)に変更し、140℃で溶融した。射出成形のシリンダ温度を140℃、金型温度を20℃、射出時間を30秒、冷却時間を50秒でおこなった以外は実施例1と同様の操作をおこない、脂肪族ポリエステル樹脂組成物ペレットおよび成形片を得た。
【0070】
実施例11、18
表3、4に示すように樹脂組成を変更した以外は、実施例4と同様にして、脂肪族ポリエステル樹脂組成物ペレットおよび成形片を得た。
【0071】
実施例22
得られる脂肪族ポリエステル樹脂組成物ペレットの長さを3mmに調整した以外は、実施例1と同様にして、脂肪族ポリエステル樹脂組成物ペレットおよび成形片を得た。
【0072】
比較例3
(D−1)の含有量を、(A−1)100質量部に対して120質量部とした以外は、実施例1と同様にして、脂肪族ポリエステル樹脂組成物ペレットを得ようとした。しかしながら、脂肪族ポリエステル樹脂の比率が少なく、ビニロン繊維全体に対して脂肪族ポリエステル樹脂が含浸することが出来なかったためペレットを得る事が出来なかった。
【0073】
比較例7
(D−1)をポリエチレンテレフタレート樹脂(A−4)に変更し、280℃で溶融した。実施例1と同様に、含浸ダイスに貫通させてあった(D−1)に、溶融したポリエチレンテレフタレート樹脂を含浸させようとした。しかしながら、含浸温度がビニロン繊維の融点である230℃を大きく上回っていたため、ビニロン繊維束が容易に切れてしまい、作業を連続して行うことが困難でありペレットを得る事が出来なかった。
【0074】
実施例および比較例で得られた樹脂組成物の特性値を、表2〜6に示す。
【0075】
【表2】
【0076】
【表3】
【0077】
【表4】
【0078】
【表5】
【0079】
【表6】
【0080】
実施例1〜27では、特定の表面処理剤で表面処理されたビニロン繊維束を、特定の割合で含有させることにより、軽量で、荷重たわみ温度、曲げ強度、衝撃強度が向上した脂肪族ポリエステル樹脂組成物ペレットを得ることができた。
【0081】
実施例4、11および18においては、処理済ビニロン繊維を4mmの長さに調整して得たチョップドストランドを用いたため、実施例1、8および15と比較すると、荷重たわみ温度、衝撃強度および曲げ強度がやや低かったが、十分に実使用に耐えうるものであった。
【0082】
実施例7、14、および21においては、脂肪族ポリエステル樹脂としてポリブチレンサクシネートを用いた。そのため、ポリ乳酸を用いた場合と比較すると、荷重たわみ温度、曲げ強度および衝撃強度がやや低かった。しかしながら、処理済ビニロン繊維で強化されていないポリブチレンサクシネート(A−3)の各種物性(荷重たわみ温度:91℃、衝撃強度:10kJ/m2、曲げ強度:35MPa)と比較すると、荷重たわみ温度、曲げ強度および衝撃強度が改善されており、ポリブチレンサクシネート樹脂を用いるような用途においても、十分に実使用に耐えうるものであった。
【0083】
実施例23〜27では、ビニロン繊維表面へのテルペン系樹脂の付着量の変動により、荷重たわみ温度、曲げ強度および衝撃強度が変化した。いずれも、表面処理されていないビニロン繊維を含有する比較例4と比べて、荷重たわみ温度、曲げ強度および衝撃強度が向上した脂肪族ポリエステル樹脂組成物ペレットを得ることができた。テルペン系樹脂の付着量が2.5〜7.0質量部である場合、物性改善効果が特に大きかった。
【0084】
比較例1においては、尿素ホルマリン系樹脂で表面処理されたビニロン繊維から構成されるビニロン繊維束を用いた。そのため、実施例1と比較すると、荷重たわみ温度、曲げ強度および衝撃強度が低かった。
【0085】
比較例2においては、脂肪族ポリエステル樹脂に対する処理済ビニロン繊維の含有割合が、過少であったため、荷重たわみ温度、曲げ強度および衝撃強度が低かった。
【0086】
比較例4では、表面処理を行なわなかったビニロン繊維束を用いたため、荷重たわみ温度、曲げ強度および衝撃強度が低かった。
【0087】
比較例5では、ビニロン繊維束の代わりにガラス繊維束を用いた。荷重たわみ温度、曲げ強度および衝撃強度においては、十分に実用に耐えうるものであったが、密度が大きくなり軽量性に劣るものであった。さらに、得られる樹脂組成物ペレットを再利用する場合は、残渣が生じ、環境負荷が高くなるということが懸念されるものであった。
【0088】
比較例6においては、PVA樹脂で表面処理されたビニロン繊維から構成されるビニロン繊維束を用いた。そのため、荷重たわみ温度、曲げ強度および衝撃強度が低かった。
【符号の説明】
【0089】
1 処理済ビニロン繊維束
2 溶融樹脂流入口
3 含浸ダイ
4 繊維束導入口
5 アウトダイ(蛇行貫通部)
6 接合部品
7 取付部分
8 空洞部
9 溶融樹脂の流れ
【特許請求の範囲】
【請求項1】
脂肪族ポリエステル樹脂100質量部に対し、ビニロン繊維10〜100質量部を含有させた脂肪族ポリエステル樹脂組成物ペレットであって、含有されるビニロン繊維がロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されていることを特徴とする脂肪族ポリエステル樹脂組成物ペレット。
【請求項2】
脂肪族ポリエステル樹脂がポリ乳酸であることを特徴とする請求項1に記載の脂肪族ポリエステル樹脂組成物ペレット。
【請求項3】
請求項1または2に記載の脂肪族ポリエステル樹脂組成物ペレットを製造するに際し、ロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されたビニロン繊維を構成繊維とするビニロン繊維束を、溶融状態にある脂肪族ポリエステル樹脂内を通過させ、非直線構造を有する貫通部においてビニロン繊維束を開繊させながら該脂肪族ポリエステル樹脂組成物を含浸させ、次いで冷却させることを特徴とする脂肪族ポリエステル樹脂組成物ペレットの製造方法。
【請求項4】
請求項1または2に記載の脂肪族ポリエステル樹脂組成物ペレットを成形してなる成形体。
【請求項1】
脂肪族ポリエステル樹脂100質量部に対し、ビニロン繊維10〜100質量部を含有させた脂肪族ポリエステル樹脂組成物ペレットであって、含有されるビニロン繊維がロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されていることを特徴とする脂肪族ポリエステル樹脂組成物ペレット。
【請求項2】
脂肪族ポリエステル樹脂がポリ乳酸であることを特徴とする請求項1に記載の脂肪族ポリエステル樹脂組成物ペレット。
【請求項3】
請求項1または2に記載の脂肪族ポリエステル樹脂組成物ペレットを製造するに際し、ロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されたビニロン繊維を構成繊維とするビニロン繊維束を、溶融状態にある脂肪族ポリエステル樹脂内を通過させ、非直線構造を有する貫通部においてビニロン繊維束を開繊させながら該脂肪族ポリエステル樹脂組成物を含浸させ、次いで冷却させることを特徴とする脂肪族ポリエステル樹脂組成物ペレットの製造方法。
【請求項4】
請求項1または2に記載の脂肪族ポリエステル樹脂組成物ペレットを成形してなる成形体。
【図1】

【公開番号】特開2013−28692(P2013−28692A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−164884(P2011−164884)
【出願日】平成23年7月28日(2011.7.28)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月28日(2011.7.28)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]