
脱気用中空糸膜
【課題】溶液中に溶存している気体の脱気に用いるものであって、溶存気体の分離性能に優れた脱気用中空糸膜を提供する。
【解決手段】平均気孔径が膜肉厚寸法(脱気用中空糸膜1の肉厚寸法)の25%以下で、気孔率が0.5体積%以上25体積%以下で、かつ酸素・窒素分離係数が1を超える四フッ化エチレン樹脂製独立気孔2多孔体からなる脱気用中空糸膜であって、酸素透過係数が0.1(cm3・μm/cm2・atm・min)以上とする。
【解決手段】平均気孔径が膜肉厚寸法(脱気用中空糸膜1の肉厚寸法)の25%以下で、気孔率が0.5体積%以上25体積%以下で、かつ酸素・窒素分離係数が1を超える四フッ化エチレン樹脂製独立気孔2多孔体からなる脱気用中空糸膜であって、酸素透過係数が0.1(cm3・μm/cm2・atm・min)以上とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶液の脱気に用いられるもので、特にフォトレジスト溶液、半導体現像溶液、インクジェットインクに溶存している気体を脱気するのに好適な気体透過性を持つ脱気用中空糸膜に関するものである。
【背景技術】
【0002】
液体中に溶存している酸素等の気体を除去する脱気用中空糸膜モジュール及び脱気装置は、インクジェットプリンタの印字安定性を改良する技術に使用されている。フォトレジスト溶液、半導体現像溶液、インクジェットプリンタインク等に含有している酸素等の溶存気体を取り除く、いわゆる脱気用途に使用されている四フッ化エチレン樹脂(PTFE)製中空子膜には、その脱気性能における溶存気体の分離性能に課題がある。
【0003】
ところで、特許文献1は、気孔内にオイルを含浸させたポリテトラフルオロエチレン多孔質体からなるコントロールケーブル用ライナーに関するものである。特許文献1のコントロールケーブル用ライナーには、含浸させたオイルの効果を十分に発揮させるため、連続気孔が形成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−282584号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、溶存気体の分離性能に優れた脱気用中空糸膜を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る脱気用中空糸膜は、平均気孔径が膜肉厚寸法の25%以下で、気孔率が0.5体積%以上25体積%以下で、かつ酸素・窒素分離係数が1を超える四フッ化エチレン樹脂製独立気孔多孔体からなることを特徴とする。
【発明の効果】
【0007】
本発明によれば、溶存気体の分離性能に優れた脱気用中空糸膜を提供することができる。
【図面の簡単な説明】
【0008】
【図1】本実施形態の脱気用中空糸膜の径方向の断面を示す模式図。
【図2】図1のA部の拡大模式図。
【図3】脱気用中空糸膜の酸素透過係数の測定方法を説明するための模式図。
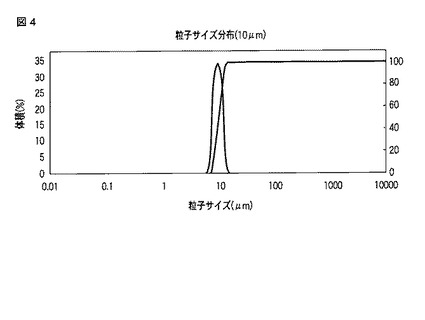
【図4】脱気用中空糸膜の製造に用いられるアクリル樹脂粒子の粒子径分布図。
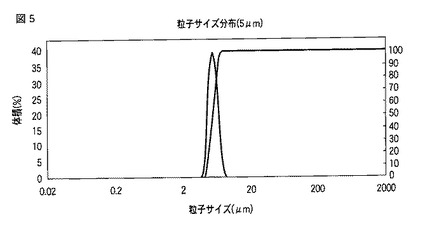
【図5】脱気用中空糸膜の製造に用いられる別のアクリル樹脂粒子の粒子径分布図。
【図6】脱気用中空糸膜の製造に用いられるさらに別のアクリル樹脂粒子の粒子径分布図。
【発明を実施するための形態】
【0009】
本実施形態に係る脱気用中空糸膜は、四フッ化エチレン樹脂(以下、PTFEと称す)製の独立気孔多孔体であって、平均気孔径が膜肉厚寸法(脱気用中空糸膜の肉厚寸法)の25%以下で、気孔率が0.5体積%以上25体積%以下で、かつ酸素・窒素分離係数が1を超える。このような中空糸膜は、均質性が高く、酸素ガス及び窒素ガスのような低分子気体を高効率で分離することが可能である。
【0010】
中空糸膜による分離は、透過物質の透過性の相違により発生する。透過性は、溶解・拡散性に基づく概念により説明できる。すなわち、中空糸膜と低分子気体(酸素ガス、窒素ガス)間の相互作用に基づく低分子気体の溶解性の差、及び中空糸膜中の自由体積(気孔)による低分子気体の拡散性の差に依存し、両者の積に対応する透過係数の差に基づく分離機能の発現による。
【0011】
ここで、中空糸膜とは、内径寸法0.1mm以上、10mm以下、肉厚5μm以上、2000μm以下の管状体(チューブ)とする。
【0012】
中空糸膜が独立気孔多孔体であるか否かは、後述する実施例に記載の条件で行われる溶媒漏れ試験で確認することができる。n−メチルピロリジン(NMP)を溶媒とする溶媒漏れ試験で溶媒漏れが生じない中空糸膜は、独立気孔多孔体であるとする。このような中空糸膜は、フォトレジスト溶液、半導体現像溶液、インクジェットプリンタインク等に含有している酸素等の溶存気体を取り除く、いわゆる脱気用途に好適である。さらに、望ましい中空糸膜は、NMPを溶媒とする溶媒漏れ試験、メタノールを溶媒とする溶媒漏れ試験のいずれにおいても溶媒漏れが生じないものである。
【0013】
中空糸膜の平均気孔径は、中空糸膜の肉厚寸法の25%以下である。これは、平均気孔径が肉厚寸法の25%を超えると、中空糸膜の未焼結時の強度が不足するため、焼結工程で中空糸膜が切断するからである。また、平均気孔径は、肉厚寸法の0.05%以上25%以下にすることが好ましい。これにより、良好な押出成形性を維持しつつ、溶存気体の分離性能をより向上することができる。
【0014】
中空糸膜の気孔率は、0.5体積%以上25体積%以下である。気孔率を0.5体積%未満にすると、充実層から成る中空糸膜と酸素透過係数が大差なく充分な分子分離膜が得られない。一方、気孔率が25体積%を超えると、押出成形性が低下し、未焼結の中空糸膜にキズ、クラック等が発生し外観不良となったり、押出成形自体が出来なくなる。
【0015】
中空糸膜の酸素・窒素分離係数は1を超える。酸素・窒素分離係数が1以下では、液体に溶存した酵素と窒素を分離出来ないことになり、分子分離膜としての基本性能を満足しないことになるからである。中空糸膜の酸素・窒素分離係数は高い方が分離性能に優れ、中空糸膜の構成材料であるPTFEの酸素・窒素分離係数の4.5に近付くほど良い。よって、酸素・窒素分離係数は1より大きく、4.5以下にすることが望ましい。
【0016】
中空糸膜の酸素透過係数は、0.1(cm3・μm/cm2・atm・min)以上であることが好ましい。これにより、充実層からなる中空糸膜との性能の差が顕著になり、充実層に独立気孔を形成させることによる効果を十分に得られる。酸素透過係数の上限値は、2000(cm3・μm/cm2・atm・min)にすることができる。
【0017】
本実施形態に係る脱気用中空糸膜の製造方法を以下に説明する。
【0018】
脱気用中空糸膜は、例えば、四フッ化エチレン樹脂、押出成形助剤及び気孔形成材を用いてペースト押出成形法により製造される。すなわち、四フッ化エチレン樹脂、押出成形助剤及び気孔形成材を混合した後、筒状に予備成形し、押出成形を行う。得られた成形品を加熱炉で乾燥させることにより押出成形助剤を除去する。さらに加熱を行うことにより、気孔形成材を熱分解により除去した後、四フッ化エチレン樹脂を焼結し、冷却することにより脱気用中空糸膜を得る。
【0019】
四フッ化エチレン樹脂は、主原料であり、非溶融タイプフッ素樹脂である四フッ化エチレン樹脂ファインパウダー等を挙げることができる。
【0020】
押出成形助剤は、例えば、エクソンモービル株式会社製商品であるアイソパーE、アイソパーHまたはアイソパーM等の石油系ソルベント(n−パラフィン系)、パーフルオロアルカンCnF2n+2(n:6〜12)等のフッ素系溶剤、ケロシン、ナフサ、石油系エーテル等を用いることが可能である。
【0021】
気孔形成材は、上述の熱分解工程により除去されることで中空糸膜に気孔を形成する。気孔形成材は、架橋アクリル樹脂、架橋スチレン樹脂の粒子を使用することができる。架橋アクリル樹脂の粒子は、例えば、綜研化学株式会社製の商品であるMXシリーズ(例えば、MX−500、MX−1000、MX−2000)の架橋アクリル粒子を挙げることができる。この架橋アクリル粒子は、シャープな粒子径分布を持つ粒子径の揃った粒子であるため、中空糸膜の均質性を高めることができる。架橋アクリル粒子の粒径及び添加量と共に、押出成形助剤の添加量を調整することにより、平均気孔径、気孔率及び酸素・窒素分離係数が本願発明の範囲内にある独立気孔多孔体を得ることが可能である。なお、平均粒子径の異なる複数の架橋アクリル樹脂の粒子を組合わせて用いると、中空糸膜に独立気孔を緻密に形成することが可能となる。
【0022】
ここで、気孔形成材は、四フッ化エチレン樹脂の焼結温度以下で熱分解するシャープな粒子径分布を持つ粒子径の揃った粒子からなる樹脂であれば架橋アクリル、架橋スチレンに限らない。酸素透過係数は、四フッ化エチレン樹脂の結晶化度や分子量、中空糸膜の製造条件(例えば冷却速度)によって調整することが可能である。例えば、微細な径の独立気孔を均一に形成することによって、中空糸膜と溶存気体との接触面積が増加するため、中空糸膜の酸素透過係数を大きくすることが可能である。
【0023】
本実施形態に係る中空糸膜は、図1、図2に例示される微細構造を有する。図1は中空糸膜の径方向の断面の模式図である。図1に示す中空糸膜1は、径方向断面における外径が1.2mm、内径が0.8mm、平均気孔径10μm(膜肉厚寸法の5%)、気孔率18%である。図2は、図1の中空糸膜1におけるL1が120μm、L2が90μmのA部で示す領域の拡大模式図である。図2に示すように、中空糸膜1は、球形状をなす独立気孔2を有する独立気孔多孔体である。
【実施例】
【0024】
以下、本発明の実施例を前述した図面を参照して詳細に説明するが、本発明は以下に掲載される実施例に限定されるものでない。
【0025】
例1〜11及び比較例1〜3の中空糸膜の寸法、平均気孔径、気孔率、酸素透過係数、酸素・窒素分離係数、溶媒漏れ試験、脱気処理前後の水中溶存酸素濃度、引張破断強度、押出成形性を以下の表2〜表17に示す。
【0026】
(例6)
例6のうち、平均気孔径が10μm(中空糸膜肉厚寸法の5%)で、気孔率が18体積%の中空糸膜の製造方法を以下に説明する。
【0027】
四フッ化エチレン樹脂(PTFE)ファインパウダー(商品名;テフロン(登録商標) PTFE 640-J 三井デュポンフロロケミカル株式会社製)100重量部に対して、気孔形成材として平均直径10μmの球状架橋アクリル樹脂粒子(商品名;MX−1000 綜研化学株式会社製)12.1重量部を添加し、ターブラミキサーを用いて常温で混合した。さらに、押出成形助剤である石油系ソルベント(商品名;アイソパーM エクソンモービル株式会社製)24重量部を加え、ターブラミキサーを用いて常温で混合した。得られた混合物を予備成形した後、ラム押出機によってチューブ状に押出成形した。
【0028】
つぎに、押出チューブを加熱炉で280℃で2分間加熱する事により、押出チューブに含まれる押出成形助剤を蒸発することによって除去した。さらに400℃で2分間加熱し、気孔形成材を熱分解によって除去した後、PTFEを焼結することによって、肉厚間に球形状の独立した気孔を有する独立気孔多孔体からなるPTFE中空糸膜を得た。得られた中空糸膜は、内径0.8mm、外径1.2mm、肉厚0.2mm、比重1.8であった。気孔率は18体積%、平均気孔径10μmであった。
【0029】
例6における18体積%以外の気孔率を有する中空糸膜と、例1〜5,6−2,6−3,7〜11の中空糸膜は、気孔形成材及び押出成形助剤の添加量(重量部)を下記表1に示すように変更すること以外は、前述したのと同様な方法で製造した。
【表1】

【0030】
なお、表1における気孔形成材の添加量は、平均気孔径による変動は無く、気孔率に依存する。また、押出成形助剤の添加量は、アイソパーE換算180〜230g/kgを範囲とした。
【0031】
(比較例1)
比較例1は、例6に記載の気孔率18体積%の中空糸膜と性能を対比する為に、中空糸膜の充実層部の体積を算定することにより内径0.8mm、外径1.14mm、肉厚0.17mmの充実層中空糸膜を成形したものである。
【0032】
四フッ化エチレン樹脂(PTFE)ファインパウダー(商品名;テフロン(登録商標) PTFE 640-J 三井デュポンフロロケミカル株式会社製)100重量部に対して、押出成形助剤である石油系ソルベント(商品名;アイソパーM エクソンモービル株式会社製)21.5重量部を加え、ターブラミキサーを用いて常温で混合した。得られた混合物を予備成形した後、ラム押出機によってチューブ状に押出成形した。
【0033】
つぎに、押出チューブを加熱炉で280℃で2分間加熱する事により、押出チューブに含まれる押出成形助剤を蒸発することによって除去した。さらに400℃で2分間加熱し、PTFEを焼結することによって、内径0.8mm、外径1.14mm、肉厚0.17mmのPTFE中空糸膜を得た。
【0034】
(比較例2)
四フッ化エチレン樹脂(PTFE)ファインパウダー(商品名;テフロン(登録商標) PTFE 640-J 三井デュポンフロロケミカル株式会社製)100重量部に対して、押出成形助剤である石油系ソルベント(商品名;アイソパーE エクソンモービル株式会社製)19.5重量部を加え、ターブラミキサーを用いて常温で混合した。得られた混合物を予備成形した後、ラム押出機によってチューブ状に押出成形した。
【0035】
つぎに、押出チューブを加熱炉で180℃で2分間加熱する事により、押出チューブに含まれる押出成形助剤を蒸発することによって除去した。さらに400℃で2分間加熱し、PTFEを焼結することによって、内径0.8mm、外径1.2mm、肉厚0.2mmのPTFE中空糸膜を得た。
【0036】
(比較例3)
四フッ化エチレン樹脂(PTFE)ファインパウダー(商品名;テフロン(登録商標) PTFE 640-J 三井デュポンフロロケミカル株式会社製)100重量部に対して、押出成形助剤である石油系ソルベント(商品名;テトラゾールF 有限会社ヤマカツラボ製)54.4重量部を加え、ターブラミキサーを用いて常温で混合した。得られた混合物を予備成形した後、ラム押出機によってチューブ状に押出成形した。
【0037】
つぎに、押出チューブを加熱炉で180℃で1分間加熱する事により、押出チューブに含まれる押出成形助剤を蒸発することによって除去した。さらに400℃で1分間加熱し、PTFEを焼結することによって、内径0.8mm、外径0.95mm、肉厚0.075mmのPTFE中空糸膜を得た。
【0038】
得られた例1〜11及び比較例1〜3の中空糸膜の内径、外径、平均気孔径、気孔率、酸素透過係数、酸素・窒素分離係数、溶媒漏れ試験、水中溶存酸素濃度、引張破断強度の測定方法を以下に記載する。
【0039】
1)中空糸膜の内径及び外径
中空糸膜の内径はピンゲージ(0.01mmとび)によって、外径はマイクロメータによって測定した。
【0040】
2)平均気孔径
中空糸膜を肉厚方向に切断した切断断面に形成された気孔断面を電子顕微鏡によって写真撮影することにより測定した。
【0041】
3)気孔形成材の粒度分布
レーザ回折式粒度分布測定装置(型式マスターサイザー2000、シスメックス(株)製)によって測定した。
【0042】
4)気孔率
脱気用中空糸膜の気孔率(%)={(充実体中空糸膜の比重−独立多孔体中空糸膜の比重)/充実体中空糸膜の比重}×100 比重の測定は、JIS−K−7112(A法/水中置換法)に準拠した。
【0043】
5)酸素透過係数
図3に示すように、膜面積が20cm2で、かつ膜厚が200μmの中空糸膜1がケーシング3内に収納された中空糸膜モジュール4の一方に測定気体供給源5を接続し、かつ他方にバルブ6を接続する。バルブ6を開いて、測定気体供給源5から酸素ガス(99.9%)を供給することによって中空糸膜1の内側を置換した後、バルブ6を閉じて酸素ガスを0.1Mpaの圧力で供給する。中空糸膜1の外側に透過したガスを、水没させた容器7内に回収し、0.4mLのガスを捕集するまでに要する時間を測定し、酸素透過係数を求める。なお、測定温度は23℃とした。
【0044】
6)酸素・窒素分離係数
酸素と同様に窒素透過係数を求めて、酸素透過係数/窒素透過係数により算出する。
【0045】
7)溶媒漏れ試験
使用する溶媒は、分子量が32のメタノール(MeOH)、分子量が99のn−メチルピロリジン(NMP)である。試験条件は、加圧力が0.1[Mpa]で、加圧時間が24[hr]である。中空糸膜の表面に溶媒が透過していないか目視によって確認する。
【0046】
8)脱気処理前後の水中溶存酸素濃度
膜面積が20cm2の中空糸膜を用いた中空糸膜モジュールに純水を6.6mL/hで流し、溶存酸素濃度をエイブル社製DM−1032にて測定する。なお、脱気処理前の水中の溶存酸素ガス濃度を8.3[mg/L]とした。また、測定温度を23℃に設定した。
【0047】
9)引張破断強度
JIS K 7137に準じた方法で測定する。なお、チャック間は40mm、引張速度は50mm/min、試験片の中空糸膜長を100mmとする。
【0048】
10)押出成形性は、以下の基準により判定した。
【0049】
良好:焼結中空糸膜(焼成中空糸膜)が問題なく成形できるもの。
【0050】
強度不良:未焼結中空糸膜(生中空糸膜)成形時にキズやクラック等の外観上の問題はないが、強度が低く焼結工程で切断されるもの。
【0051】
外観不良: 未焼結中空糸膜(生中空糸膜)成形時にキズやクラック等の外観上の不良が発生するもの。
【0052】
成形不能: 未焼結中空糸膜(生中空糸膜)が押出できないもの。
【表2】
【0053】
【表3】
【0054】
【表4】
【0055】
【表5】
【0056】
【表6】
【0057】
【表7】
【0058】
【表8】
【0059】
【表9】
【0060】
【表10】
【0061】
【表11】
【0062】
【表12】
【0063】
【表13】
【0064】
【表14】
【0065】
【表15】
【0066】
【表16】
【0067】
【表17】
【0068】
表2〜表17から明らかな通りに、平均気孔径が膜肉厚寸法の25%以下で、気孔率が0.5体積%以上25体積%以下で、かつ酸素・窒素分離係数が1を超える四フッ化エチレン樹脂製中空糸膜は、酸素透過係数が比較例1〜3に比して優れていることがわかる。また、当該中空糸膜は、NMPの溶媒を用いる溶媒漏れ試験において溶媒漏れがなく、液体の脱気用途に好適な独立気孔多孔体である。MeOHを用いる溶媒漏れ試験においても溶媒漏れがないものが、さらに好適である。
【0069】
例6の気孔率が18体積%の中空糸膜と比較例1の中空糸膜とを対比することにより、例6の気孔率が18体積%の中空糸膜の酸素透過係数は比較例1の約50倍大きく、本願発明によると優れた分子分離膜が得られることが判明した。
【0070】
また、表5〜12に示すように、平均気孔径が膜肉厚寸法の25%以下で、気孔率が0.5体積%以上25体積%以下であっても、酸素・窒素分離係数が1以下の中空糸膜は、NMP及びMeOHのいずれの溶媒を用いる溶媒漏れ試験においても溶媒漏れを生じ、独立気孔多孔体でないことがわかる。
【0071】
表13,14に示す通り、平均気孔径が膜肉厚寸法の25%を超える例10、例11は、中空糸膜の未焼結時の強度が不足するため、焼結工程で中空糸膜が切断され、押出成形性の評価が強度不良となった。
【0072】
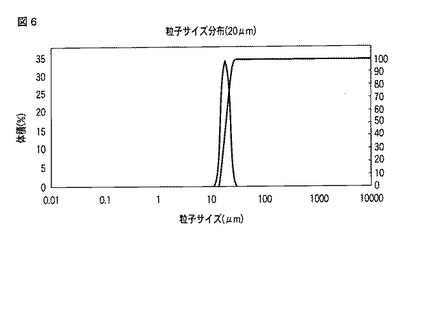
実施例で使用した気孔形成材である平均直径10μmの球状架橋アクリル樹脂粒子(商品名;MX−1000 綜研化学株式会社製)の粒子径分布を図4に示す。図4の粒子径分布には、粒子径10μmにシャープなピークが一つ現れており、アクリル樹脂粒子の粒子径が揃っていることがわかる。図5には、平均直径5μmの球状架橋アクリル樹脂粒子(商品名;MX−500 綜研化学株式会社製)の粒子径分布を示し、図6に、平均直径20μmの球状架橋アクリル樹脂粒子(商品名;MX−2000 綜研化学株式会社製)の粒子径分布を示す。図5の粒子径分布には、粒子径5μmにシャープなピークが一つ現れている。一方、図6の粒子径分布には、粒子径20μmにシャープなピークが一つ現れている。いずれのアクリル樹脂粒子も粒子径が揃っていることがわかる。粒子径10μmのアクリル樹脂の代わりに粒子径5μm、20μmのアクリル樹脂を用いても、本願発明の中空糸膜を得ることが可能である。
【符号の説明】
【0073】
1…中空糸膜、2…独立気孔、3…ケーシング、4…中空糸膜モジュール、5…測定気体供給源、6…バルブ、7…容器。
【技術分野】
【0001】
本発明は、溶液の脱気に用いられるもので、特にフォトレジスト溶液、半導体現像溶液、インクジェットインクに溶存している気体を脱気するのに好適な気体透過性を持つ脱気用中空糸膜に関するものである。
【背景技術】
【0002】
液体中に溶存している酸素等の気体を除去する脱気用中空糸膜モジュール及び脱気装置は、インクジェットプリンタの印字安定性を改良する技術に使用されている。フォトレジスト溶液、半導体現像溶液、インクジェットプリンタインク等に含有している酸素等の溶存気体を取り除く、いわゆる脱気用途に使用されている四フッ化エチレン樹脂(PTFE)製中空子膜には、その脱気性能における溶存気体の分離性能に課題がある。
【0003】
ところで、特許文献1は、気孔内にオイルを含浸させたポリテトラフルオロエチレン多孔質体からなるコントロールケーブル用ライナーに関するものである。特許文献1のコントロールケーブル用ライナーには、含浸させたオイルの効果を十分に発揮させるため、連続気孔が形成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−282584号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、溶存気体の分離性能に優れた脱気用中空糸膜を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る脱気用中空糸膜は、平均気孔径が膜肉厚寸法の25%以下で、気孔率が0.5体積%以上25体積%以下で、かつ酸素・窒素分離係数が1を超える四フッ化エチレン樹脂製独立気孔多孔体からなることを特徴とする。
【発明の効果】
【0007】
本発明によれば、溶存気体の分離性能に優れた脱気用中空糸膜を提供することができる。
【図面の簡単な説明】
【0008】
【図1】本実施形態の脱気用中空糸膜の径方向の断面を示す模式図。
【図2】図1のA部の拡大模式図。
【図3】脱気用中空糸膜の酸素透過係数の測定方法を説明するための模式図。
【図4】脱気用中空糸膜の製造に用いられるアクリル樹脂粒子の粒子径分布図。
【図5】脱気用中空糸膜の製造に用いられる別のアクリル樹脂粒子の粒子径分布図。
【図6】脱気用中空糸膜の製造に用いられるさらに別のアクリル樹脂粒子の粒子径分布図。
【発明を実施するための形態】
【0009】
本実施形態に係る脱気用中空糸膜は、四フッ化エチレン樹脂(以下、PTFEと称す)製の独立気孔多孔体であって、平均気孔径が膜肉厚寸法(脱気用中空糸膜の肉厚寸法)の25%以下で、気孔率が0.5体積%以上25体積%以下で、かつ酸素・窒素分離係数が1を超える。このような中空糸膜は、均質性が高く、酸素ガス及び窒素ガスのような低分子気体を高効率で分離することが可能である。
【0010】
中空糸膜による分離は、透過物質の透過性の相違により発生する。透過性は、溶解・拡散性に基づく概念により説明できる。すなわち、中空糸膜と低分子気体(酸素ガス、窒素ガス)間の相互作用に基づく低分子気体の溶解性の差、及び中空糸膜中の自由体積(気孔)による低分子気体の拡散性の差に依存し、両者の積に対応する透過係数の差に基づく分離機能の発現による。
【0011】
ここで、中空糸膜とは、内径寸法0.1mm以上、10mm以下、肉厚5μm以上、2000μm以下の管状体(チューブ)とする。
【0012】
中空糸膜が独立気孔多孔体であるか否かは、後述する実施例に記載の条件で行われる溶媒漏れ試験で確認することができる。n−メチルピロリジン(NMP)を溶媒とする溶媒漏れ試験で溶媒漏れが生じない中空糸膜は、独立気孔多孔体であるとする。このような中空糸膜は、フォトレジスト溶液、半導体現像溶液、インクジェットプリンタインク等に含有している酸素等の溶存気体を取り除く、いわゆる脱気用途に好適である。さらに、望ましい中空糸膜は、NMPを溶媒とする溶媒漏れ試験、メタノールを溶媒とする溶媒漏れ試験のいずれにおいても溶媒漏れが生じないものである。
【0013】
中空糸膜の平均気孔径は、中空糸膜の肉厚寸法の25%以下である。これは、平均気孔径が肉厚寸法の25%を超えると、中空糸膜の未焼結時の強度が不足するため、焼結工程で中空糸膜が切断するからである。また、平均気孔径は、肉厚寸法の0.05%以上25%以下にすることが好ましい。これにより、良好な押出成形性を維持しつつ、溶存気体の分離性能をより向上することができる。
【0014】
中空糸膜の気孔率は、0.5体積%以上25体積%以下である。気孔率を0.5体積%未満にすると、充実層から成る中空糸膜と酸素透過係数が大差なく充分な分子分離膜が得られない。一方、気孔率が25体積%を超えると、押出成形性が低下し、未焼結の中空糸膜にキズ、クラック等が発生し外観不良となったり、押出成形自体が出来なくなる。
【0015】
中空糸膜の酸素・窒素分離係数は1を超える。酸素・窒素分離係数が1以下では、液体に溶存した酵素と窒素を分離出来ないことになり、分子分離膜としての基本性能を満足しないことになるからである。中空糸膜の酸素・窒素分離係数は高い方が分離性能に優れ、中空糸膜の構成材料であるPTFEの酸素・窒素分離係数の4.5に近付くほど良い。よって、酸素・窒素分離係数は1より大きく、4.5以下にすることが望ましい。
【0016】
中空糸膜の酸素透過係数は、0.1(cm3・μm/cm2・atm・min)以上であることが好ましい。これにより、充実層からなる中空糸膜との性能の差が顕著になり、充実層に独立気孔を形成させることによる効果を十分に得られる。酸素透過係数の上限値は、2000(cm3・μm/cm2・atm・min)にすることができる。
【0017】
本実施形態に係る脱気用中空糸膜の製造方法を以下に説明する。
【0018】
脱気用中空糸膜は、例えば、四フッ化エチレン樹脂、押出成形助剤及び気孔形成材を用いてペースト押出成形法により製造される。すなわち、四フッ化エチレン樹脂、押出成形助剤及び気孔形成材を混合した後、筒状に予備成形し、押出成形を行う。得られた成形品を加熱炉で乾燥させることにより押出成形助剤を除去する。さらに加熱を行うことにより、気孔形成材を熱分解により除去した後、四フッ化エチレン樹脂を焼結し、冷却することにより脱気用中空糸膜を得る。
【0019】
四フッ化エチレン樹脂は、主原料であり、非溶融タイプフッ素樹脂である四フッ化エチレン樹脂ファインパウダー等を挙げることができる。
【0020】
押出成形助剤は、例えば、エクソンモービル株式会社製商品であるアイソパーE、アイソパーHまたはアイソパーM等の石油系ソルベント(n−パラフィン系)、パーフルオロアルカンCnF2n+2(n:6〜12)等のフッ素系溶剤、ケロシン、ナフサ、石油系エーテル等を用いることが可能である。
【0021】
気孔形成材は、上述の熱分解工程により除去されることで中空糸膜に気孔を形成する。気孔形成材は、架橋アクリル樹脂、架橋スチレン樹脂の粒子を使用することができる。架橋アクリル樹脂の粒子は、例えば、綜研化学株式会社製の商品であるMXシリーズ(例えば、MX−500、MX−1000、MX−2000)の架橋アクリル粒子を挙げることができる。この架橋アクリル粒子は、シャープな粒子径分布を持つ粒子径の揃った粒子であるため、中空糸膜の均質性を高めることができる。架橋アクリル粒子の粒径及び添加量と共に、押出成形助剤の添加量を調整することにより、平均気孔径、気孔率及び酸素・窒素分離係数が本願発明の範囲内にある独立気孔多孔体を得ることが可能である。なお、平均粒子径の異なる複数の架橋アクリル樹脂の粒子を組合わせて用いると、中空糸膜に独立気孔を緻密に形成することが可能となる。
【0022】
ここで、気孔形成材は、四フッ化エチレン樹脂の焼結温度以下で熱分解するシャープな粒子径分布を持つ粒子径の揃った粒子からなる樹脂であれば架橋アクリル、架橋スチレンに限らない。酸素透過係数は、四フッ化エチレン樹脂の結晶化度や分子量、中空糸膜の製造条件(例えば冷却速度)によって調整することが可能である。例えば、微細な径の独立気孔を均一に形成することによって、中空糸膜と溶存気体との接触面積が増加するため、中空糸膜の酸素透過係数を大きくすることが可能である。
【0023】
本実施形態に係る中空糸膜は、図1、図2に例示される微細構造を有する。図1は中空糸膜の径方向の断面の模式図である。図1に示す中空糸膜1は、径方向断面における外径が1.2mm、内径が0.8mm、平均気孔径10μm(膜肉厚寸法の5%)、気孔率18%である。図2は、図1の中空糸膜1におけるL1が120μm、L2が90μmのA部で示す領域の拡大模式図である。図2に示すように、中空糸膜1は、球形状をなす独立気孔2を有する独立気孔多孔体である。
【実施例】
【0024】
以下、本発明の実施例を前述した図面を参照して詳細に説明するが、本発明は以下に掲載される実施例に限定されるものでない。
【0025】
例1〜11及び比較例1〜3の中空糸膜の寸法、平均気孔径、気孔率、酸素透過係数、酸素・窒素分離係数、溶媒漏れ試験、脱気処理前後の水中溶存酸素濃度、引張破断強度、押出成形性を以下の表2〜表17に示す。
【0026】
(例6)
例6のうち、平均気孔径が10μm(中空糸膜肉厚寸法の5%)で、気孔率が18体積%の中空糸膜の製造方法を以下に説明する。
【0027】
四フッ化エチレン樹脂(PTFE)ファインパウダー(商品名;テフロン(登録商標) PTFE 640-J 三井デュポンフロロケミカル株式会社製)100重量部に対して、気孔形成材として平均直径10μmの球状架橋アクリル樹脂粒子(商品名;MX−1000 綜研化学株式会社製)12.1重量部を添加し、ターブラミキサーを用いて常温で混合した。さらに、押出成形助剤である石油系ソルベント(商品名;アイソパーM エクソンモービル株式会社製)24重量部を加え、ターブラミキサーを用いて常温で混合した。得られた混合物を予備成形した後、ラム押出機によってチューブ状に押出成形した。
【0028】
つぎに、押出チューブを加熱炉で280℃で2分間加熱する事により、押出チューブに含まれる押出成形助剤を蒸発することによって除去した。さらに400℃で2分間加熱し、気孔形成材を熱分解によって除去した後、PTFEを焼結することによって、肉厚間に球形状の独立した気孔を有する独立気孔多孔体からなるPTFE中空糸膜を得た。得られた中空糸膜は、内径0.8mm、外径1.2mm、肉厚0.2mm、比重1.8であった。気孔率は18体積%、平均気孔径10μmであった。
【0029】
例6における18体積%以外の気孔率を有する中空糸膜と、例1〜5,6−2,6−3,7〜11の中空糸膜は、気孔形成材及び押出成形助剤の添加量(重量部)を下記表1に示すように変更すること以外は、前述したのと同様な方法で製造した。
【表1】
【0030】
なお、表1における気孔形成材の添加量は、平均気孔径による変動は無く、気孔率に依存する。また、押出成形助剤の添加量は、アイソパーE換算180〜230g/kgを範囲とした。
【0031】
(比較例1)
比較例1は、例6に記載の気孔率18体積%の中空糸膜と性能を対比する為に、中空糸膜の充実層部の体積を算定することにより内径0.8mm、外径1.14mm、肉厚0.17mmの充実層中空糸膜を成形したものである。
【0032】
四フッ化エチレン樹脂(PTFE)ファインパウダー(商品名;テフロン(登録商標) PTFE 640-J 三井デュポンフロロケミカル株式会社製)100重量部に対して、押出成形助剤である石油系ソルベント(商品名;アイソパーM エクソンモービル株式会社製)21.5重量部を加え、ターブラミキサーを用いて常温で混合した。得られた混合物を予備成形した後、ラム押出機によってチューブ状に押出成形した。
【0033】
つぎに、押出チューブを加熱炉で280℃で2分間加熱する事により、押出チューブに含まれる押出成形助剤を蒸発することによって除去した。さらに400℃で2分間加熱し、PTFEを焼結することによって、内径0.8mm、外径1.14mm、肉厚0.17mmのPTFE中空糸膜を得た。
【0034】
(比較例2)
四フッ化エチレン樹脂(PTFE)ファインパウダー(商品名;テフロン(登録商標) PTFE 640-J 三井デュポンフロロケミカル株式会社製)100重量部に対して、押出成形助剤である石油系ソルベント(商品名;アイソパーE エクソンモービル株式会社製)19.5重量部を加え、ターブラミキサーを用いて常温で混合した。得られた混合物を予備成形した後、ラム押出機によってチューブ状に押出成形した。
【0035】
つぎに、押出チューブを加熱炉で180℃で2分間加熱する事により、押出チューブに含まれる押出成形助剤を蒸発することによって除去した。さらに400℃で2分間加熱し、PTFEを焼結することによって、内径0.8mm、外径1.2mm、肉厚0.2mmのPTFE中空糸膜を得た。
【0036】
(比較例3)
四フッ化エチレン樹脂(PTFE)ファインパウダー(商品名;テフロン(登録商標) PTFE 640-J 三井デュポンフロロケミカル株式会社製)100重量部に対して、押出成形助剤である石油系ソルベント(商品名;テトラゾールF 有限会社ヤマカツラボ製)54.4重量部を加え、ターブラミキサーを用いて常温で混合した。得られた混合物を予備成形した後、ラム押出機によってチューブ状に押出成形した。
【0037】
つぎに、押出チューブを加熱炉で180℃で1分間加熱する事により、押出チューブに含まれる押出成形助剤を蒸発することによって除去した。さらに400℃で1分間加熱し、PTFEを焼結することによって、内径0.8mm、外径0.95mm、肉厚0.075mmのPTFE中空糸膜を得た。
【0038】
得られた例1〜11及び比較例1〜3の中空糸膜の内径、外径、平均気孔径、気孔率、酸素透過係数、酸素・窒素分離係数、溶媒漏れ試験、水中溶存酸素濃度、引張破断強度の測定方法を以下に記載する。
【0039】
1)中空糸膜の内径及び外径
中空糸膜の内径はピンゲージ(0.01mmとび)によって、外径はマイクロメータによって測定した。
【0040】
2)平均気孔径
中空糸膜を肉厚方向に切断した切断断面に形成された気孔断面を電子顕微鏡によって写真撮影することにより測定した。
【0041】
3)気孔形成材の粒度分布
レーザ回折式粒度分布測定装置(型式マスターサイザー2000、シスメックス(株)製)によって測定した。
【0042】
4)気孔率
脱気用中空糸膜の気孔率(%)={(充実体中空糸膜の比重−独立多孔体中空糸膜の比重)/充実体中空糸膜の比重}×100 比重の測定は、JIS−K−7112(A法/水中置換法)に準拠した。
【0043】
5)酸素透過係数
図3に示すように、膜面積が20cm2で、かつ膜厚が200μmの中空糸膜1がケーシング3内に収納された中空糸膜モジュール4の一方に測定気体供給源5を接続し、かつ他方にバルブ6を接続する。バルブ6を開いて、測定気体供給源5から酸素ガス(99.9%)を供給することによって中空糸膜1の内側を置換した後、バルブ6を閉じて酸素ガスを0.1Mpaの圧力で供給する。中空糸膜1の外側に透過したガスを、水没させた容器7内に回収し、0.4mLのガスを捕集するまでに要する時間を測定し、酸素透過係数を求める。なお、測定温度は23℃とした。
【0044】
6)酸素・窒素分離係数
酸素と同様に窒素透過係数を求めて、酸素透過係数/窒素透過係数により算出する。
【0045】
7)溶媒漏れ試験
使用する溶媒は、分子量が32のメタノール(MeOH)、分子量が99のn−メチルピロリジン(NMP)である。試験条件は、加圧力が0.1[Mpa]で、加圧時間が24[hr]である。中空糸膜の表面に溶媒が透過していないか目視によって確認する。
【0046】
8)脱気処理前後の水中溶存酸素濃度
膜面積が20cm2の中空糸膜を用いた中空糸膜モジュールに純水を6.6mL/hで流し、溶存酸素濃度をエイブル社製DM−1032にて測定する。なお、脱気処理前の水中の溶存酸素ガス濃度を8.3[mg/L]とした。また、測定温度を23℃に設定した。
【0047】
9)引張破断強度
JIS K 7137に準じた方法で測定する。なお、チャック間は40mm、引張速度は50mm/min、試験片の中空糸膜長を100mmとする。
【0048】
10)押出成形性は、以下の基準により判定した。
【0049】
良好:焼結中空糸膜(焼成中空糸膜)が問題なく成形できるもの。
【0050】
強度不良:未焼結中空糸膜(生中空糸膜)成形時にキズやクラック等の外観上の問題はないが、強度が低く焼結工程で切断されるもの。
【0051】
外観不良: 未焼結中空糸膜(生中空糸膜)成形時にキズやクラック等の外観上の不良が発生するもの。
【0052】
成形不能: 未焼結中空糸膜(生中空糸膜)が押出できないもの。
【表2】
【0053】
【表3】
【0054】
【表4】
【0055】
【表5】
【0056】
【表6】
【0057】
【表7】
【0058】
【表8】
【0059】
【表9】
【0060】
【表10】
【0061】
【表11】
【0062】
【表12】
【0063】
【表13】
【0064】
【表14】
【0065】
【表15】
【0066】
【表16】
【0067】
【表17】
【0068】
表2〜表17から明らかな通りに、平均気孔径が膜肉厚寸法の25%以下で、気孔率が0.5体積%以上25体積%以下で、かつ酸素・窒素分離係数が1を超える四フッ化エチレン樹脂製中空糸膜は、酸素透過係数が比較例1〜3に比して優れていることがわかる。また、当該中空糸膜は、NMPの溶媒を用いる溶媒漏れ試験において溶媒漏れがなく、液体の脱気用途に好適な独立気孔多孔体である。MeOHを用いる溶媒漏れ試験においても溶媒漏れがないものが、さらに好適である。
【0069】
例6の気孔率が18体積%の中空糸膜と比較例1の中空糸膜とを対比することにより、例6の気孔率が18体積%の中空糸膜の酸素透過係数は比較例1の約50倍大きく、本願発明によると優れた分子分離膜が得られることが判明した。
【0070】
また、表5〜12に示すように、平均気孔径が膜肉厚寸法の25%以下で、気孔率が0.5体積%以上25体積%以下であっても、酸素・窒素分離係数が1以下の中空糸膜は、NMP及びMeOHのいずれの溶媒を用いる溶媒漏れ試験においても溶媒漏れを生じ、独立気孔多孔体でないことがわかる。
【0071】
表13,14に示す通り、平均気孔径が膜肉厚寸法の25%を超える例10、例11は、中空糸膜の未焼結時の強度が不足するため、焼結工程で中空糸膜が切断され、押出成形性の評価が強度不良となった。
【0072】
実施例で使用した気孔形成材である平均直径10μmの球状架橋アクリル樹脂粒子(商品名;MX−1000 綜研化学株式会社製)の粒子径分布を図4に示す。図4の粒子径分布には、粒子径10μmにシャープなピークが一つ現れており、アクリル樹脂粒子の粒子径が揃っていることがわかる。図5には、平均直径5μmの球状架橋アクリル樹脂粒子(商品名;MX−500 綜研化学株式会社製)の粒子径分布を示し、図6に、平均直径20μmの球状架橋アクリル樹脂粒子(商品名;MX−2000 綜研化学株式会社製)の粒子径分布を示す。図5の粒子径分布には、粒子径5μmにシャープなピークが一つ現れている。一方、図6の粒子径分布には、粒子径20μmにシャープなピークが一つ現れている。いずれのアクリル樹脂粒子も粒子径が揃っていることがわかる。粒子径10μmのアクリル樹脂の代わりに粒子径5μm、20μmのアクリル樹脂を用いても、本願発明の中空糸膜を得ることが可能である。
【符号の説明】
【0073】
1…中空糸膜、2…独立気孔、3…ケーシング、4…中空糸膜モジュール、5…測定気体供給源、6…バルブ、7…容器。
【特許請求の範囲】
【請求項1】
平均気孔径が膜肉厚寸法の25%以下で、気孔率が0.5体積%以上25体積%以下で、かつ酸素・窒素分離係数が1を超える四フッ化エチレン樹脂製独立気孔多孔体からなることを特徴とする脱気用中空糸膜。
【請求項2】
酸素透過係数が0.1(cm3・μm/cm2・atm・min)以上であることを特徴とする請求項1記載の脱気用中空糸膜。
【請求項1】
平均気孔径が膜肉厚寸法の25%以下で、気孔率が0.5体積%以上25体積%以下で、かつ酸素・窒素分離係数が1を超える四フッ化エチレン樹脂製独立気孔多孔体からなることを特徴とする脱気用中空糸膜。
【請求項2】
酸素透過係数が0.1(cm3・μm/cm2・atm・min)以上であることを特徴とする請求項1記載の脱気用中空糸膜。
【図1】

【図2】

【図3】

【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−36743(P2011−36743A)
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願番号】特願2009−183698(P2009−183698)
【出願日】平成21年8月6日(2009.8.6)
【出願人】(505227043)野村ユニソン株式会社 (25)
【出願人】(000211156)中興化成工業株式会社 (37)
【Fターム(参考)】
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願日】平成21年8月6日(2009.8.6)
【出願人】(505227043)野村ユニソン株式会社 (25)
【出願人】(000211156)中興化成工業株式会社 (37)
【Fターム(参考)】
[ Back to top ]