
脱気装置
【課題】混練された材料に対して容易かつ確実に脱気を行うことができる脱気装置を提供すること。
【解決手段】脱気装置1は、ハウジング2と、ハウジング2内に回転自在に設置されたロータ3と、ハウジング2の脱気室22を減圧する減圧機構4とを有している。ハウジング2は、管路21と、管路21の途中に設けられた脱気室22および筒状部23とを有している。管路21の上側の端部が入口24を構成し、下側の端部が出口25を構成する。筒状部23内には、ロータ3が回転自在に設置されており、このロータ3により、出口25と脱気室22との間が封止される。ロータ3は、筒状部23内を4つの空間231〜234に仕切る4つの仕切板31を有している。
【解決手段】脱気装置1は、ハウジング2と、ハウジング2内に回転自在に設置されたロータ3と、ハウジング2の脱気室22を減圧する減圧機構4とを有している。ハウジング2は、管路21と、管路21の途中に設けられた脱気室22および筒状部23とを有している。管路21の上側の端部が入口24を構成し、下側の端部が出口25を構成する。筒状部23内には、ロータ3が回転自在に設置されており、このロータ3により、出口25と脱気室22との間が封止される。ロータ3は、筒状部23内を4つの空間231〜234に仕切る4つの仕切板31を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、脱気装置に関するものである。
【背景技術】
【0002】
樹脂製の封止材により半導体チップ(半導体素子)を被覆(封止)してなる半導体パッケージが知られている。この半導体パッケージの封止材は、樹脂組成物を、例えば、トランスファー成形等により成形したものであり、樹脂組成物の脱気が不十分であると、その封止材にボイドが発生するという問題がある。
【0003】
このようなボイドの発生を防止する方法として、特許文献1には、2軸型混練押出機の途中に、その内部に連通する減圧用のベントポート(脱気室)を設け、そのベントポート内を減圧し、樹脂組成物に対し脱気を行うことが開示されている。
【0004】
しかしながら、前記特許文献1に記載の方法では、ベントポート内の圧力を低くし過ぎると、2軸型混練押出機内の材料がベントポート側に引っ張られてしまうので、そのベントポート内の圧力をあまり低くすることができない。このため、脱気が不十分であり、製造された樹脂組成物を用いて半導体チップを封止した際に、その封止材にボイドが発生してしまう虞がある。
【0005】
また、2つの混練押出機の途中に脱気室を設ける方法も提案されている。この方法では、第1の混練押出機の排出口に脱気室の入口を接続し、脱気室の出口に第2の混練押出機の投入口を接続する。第1の混練押出機で混練された材料は、脱気室において脱気され、その後、第2の混練押出機で混練される。なお、脱気室の減圧は、脱気室の入口側が第1の混練押出機内の材料で封止され、脱気室の出口側が第2の混練押出機内の材料で封止されることで可能になっている。
【0006】
しかしながら、前記2つの混練押出機の途中に脱気室を設ける方法では、脱気室を減圧すると、第2の混練押出機内の材料が、その第2の混練押出機により移送される移送方向と反対の方向に引っ張られてしまい、安定性が悪い。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−81284号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、混練された材料に対して容易かつ確実に脱気を行うことができる脱気装置を提供することにある。
【課題を解決するための手段】
【0009】
このような目的は、下記(1)〜(12)の本発明により達成される。
(1) 混練された材料が導入される入口と、前記材料に対して脱気を行う脱気室と、脱気された前記材料が排出される出口とを有するハウジングと、
前記脱気室を減圧する減圧手段と、
前記出口と前記脱気室との間を封止する封止手段とを備え、
前記封止手段により前記出口と前記脱気室との間を封止した封止状態で、前記減圧手段により前記脱気室を減圧して減圧状態とし、前記脱気室内の前記材料に対して脱気を行うよう構成されていることを特徴とする脱気装置。
【0010】
(2) 前記ハウジングは、前記入口と前記出口との間に設けられた筒状をなす筒状部を有し、
前記封止手段は、前記筒状部内に回転自在に設置され、前記筒状部内を複数の空間に仕切る複数の仕切板を有するロータを備え、
前記ロータが回転することにより、前記仕切板により前記材料が前記出口へ搬送されるよう構成されている上記(1)に記載の脱気装置。
【0011】
(3) 前記脱気室は、前記入口と前記筒状部との間に設けられている上記(2)に記載の脱気装置。
【0012】
(4) 前記減圧手段は、前記脱気室に連通する管路を有し、
前記脱気室は、前記複数の空間を有しており、
前記ロータの回転により、前記各空間が回転し、前記各空間のうち、前記管路に連通した前記空間が前記管路を介して減圧されるよう構成されている上記(2)に記載の脱気装置。
【0013】
(5) 前記空間が前記入口および前記出口に連通していない非連通状態があり、該非連通状態のとき、前記脱気を行うよう構成されている上記(4)に記載の脱気装置。
【0014】
(6) 前記筒状部の内周面と前記仕切板の先端との間に、間隙距離が0.2mm以下の隙間が形成されている上記(2)ないし(5)のいずれかに記載の脱気装置。
【0015】
(7) 前記ロータの少なくとも表面は、非金属で構成されている上記(2)ないし(6)のいずれかに記載の脱気装置。
【0016】
(8) 前記筒状部の少なくとも内周面は、非金属で構成されている上記(2)ないし(7)のいずれかに記載の脱気装置。
【0017】
(9) 当該脱気装置における前記材料の滞留時間は、1分以下である上記(1)ないし(8)のいずれかに記載の脱気装置。
【0018】
(10) 前記脱気の際の前記脱気室内の圧力は、60kPa以下に設定される上記(1)ないし(9)のいずれかに記載の脱気装置。
【0019】
(11) 前記入口は、混練装置の排出口に接続される上記(1)ないし(10)のいずれかに記載の脱気装置。
【発明の効果】
【0020】
本発明によれば、封止手段を有しているので、混練装置の処理に対し悪影響を及ぼすこともなく、混練された材料に対して容易かつ確実に脱気を行うことができる。
【図面の簡単な説明】
【0021】
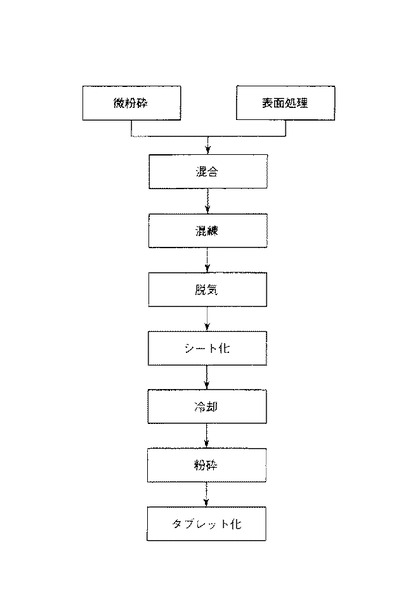
【図1】樹脂組成物の製造工程を示す図である。
【図2】本発明の脱気装置の第1実施形態を示す断面図である。
【図3】本発明の脱気装置の第2実施形態を示す断面図である。
【図4】図3に示す脱気装置の断面図である。
【図5】図3に示す脱気装置の断面図である。
【図6】本発明の脱気装置の第3実施形態を示す断面図である。
【図7】図6に示す脱気装置の断面図である。
【図8】図6に示す脱気装置の断面図である。
【図9】本発明の脱気装置の第4実施形態を示す断面図である。
【図10】図9に示す脱気装置の断面図である。
【図11】図9に示す脱気装置の断面図である。
【発明を実施するための形態】
【0022】
以下、本発明の脱気装置を添付図面に示す好適な実施形態に基づいて詳細に説明する。
<第1実施形態>
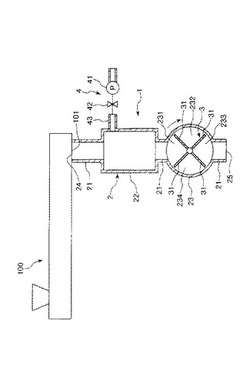
図1は、樹脂組成物の製造工程を示す図、図2は、本発明の脱気装置の第1実施形態を示す断面図である。
【0023】
なお、以下では、図2中の上側を「上(上流)」、下側を「下(下流)」、左側を「左」、右側を「右」として説明を行う。
【0024】
図2に示す脱気装置1は、成形体(圧粉体)である樹脂組成物を製造する際の脱気工程で使用される装置である。この脱気装置1の説明に先立って、まずは、原材料から樹脂組成物を製造するまでの製造工程の全体を説明する。
【0025】
まず、樹脂組成物の原材料である各材料を用意する。
原材料は、樹脂と、硬化剤と、充填材(微粒子)とを有し、さらに必要を応じて、硬化促進剤と、カップリング剤等を有している。樹脂としては、エポキシ樹脂が好ましい。
【0026】
エポキシ樹脂としては、例えば、クレゾールノボラック型、ビフェニール型、ジシクロペンタジエン型、トリフェノールメタン型、多芳香族環型等が挙げられる。
【0027】
硬化剤としては、例えば、フェノールノボラック型、フェノールアラルキル型、トリフェノールメタン型、多芳香族環型等が挙げられる。
【0028】
充填材としては、例えば、溶融シリカ(破砕状、球状)、結晶シリカ、アルミナ等が挙げられる。
【0029】
硬化促進剤としては、例えば、リン化合物、アミン化合物等が挙げられる。
カップリング剤としては、例えば、シラン化合物等が挙げられる。
【0030】
なお、原材料は、前記材料のうち所定の材料が省略されていてもよく、また、前記以外の材料を含んでいてもよい。他の材料としては、例えば、着色剤、離型剤、低応力剤、難燃剤等が挙げられる。
【0031】
難燃剤としては、例えば、臭素化エポキシ樹脂、酸化アンチモン、ノンハロ・ノンアンチモン系等が挙げられる。ノンハロ・ノンアンチモン系の難燃剤としては、例えば、有機燐、金属水和物、窒素含有樹脂等が挙げられる。
【0032】
(微粉砕)
図1に示すように、原材料のうちの所定の材料については、まず、粉砕装置により、所定の粒度分布となるように粉砕(微粉砕)する。この粉砕する原材料としては、例えば、樹脂、硬化剤、硬化促進剤等の充填材以外の原材料であるが、充填材の一部を加えることもできる。また、粉砕装置としては、例えば、連続式回転ボールミル等を用いることができる。
【0033】
(表面処理)
原材料のうちの所定の材料、例えば、充填材の全部または一部(残部)については、表面処理を施すことができる。この表面処理としては、例えば、充填材の表面にカップリング剤等を付着させる。なお、前記微粉砕と表面処理とは、同時に行ってもよく、また、いずれか一方を先に行ってもよい。
【0034】
(混合)
次に、混合装置により、前記各材料を完全に混合する。この混合装置としては、例えば、回転羽根を有する高速混合機等を用いることができる。
【0035】
(混練)
次に、混練装置100により、前記混合された材料を混練する。この混練装置100としては、例えば、1軸型混練押出機、2軸型混練押出機等の押出混練機やミキシングロール等のロール式混練機を用いることができる。
【0036】
(脱気)
次に、脱気装置1により、前記混練された材料に対し脱気を行う。なお、脱気装置1については、後に詳述する。
【0037】
(シート化)
次に、シート化装置により、前記脱気した塊状の材料をシート状に成形し、シート状の材料を得る。このシート化装置としては、例えば、シーティングロール等を用いることができる。
【0038】
(冷却)
次に、冷却装置により、前記シート状の材料を冷却する。これにより、材料の粉砕を容易かつ確実に行うことができる。
【0039】
(粉砕)
次に、粉砕装置により、シート状の材料を所定の粒度分布となるように粉砕し、粉末状の材料を得る。この粉砕装置としては、例えば、ハンマーミル等を用いることができる。
【0040】
なお、顆粒状または粉末状の樹脂組成物を得る方法としては、上記のシート化、冷却、粉砕工程を経ずに、例えば、混練装置の出口に小径を有するダイスを設置して、ダイスから吐出される溶融状態の樹脂組成物を、カッター等で所定の長さに切断することにより顆粒状の樹脂組成物を得るホットカット法を用いることもできる。この場合、ホットカット法により顆粒状の樹脂組成物を得た後、樹脂組成物の温度があまり下がらないうちに脱気を行うことが好ましい。
【0041】
(タブレット化)
次に、成形体製造装置(打錠装置)により、前記粉末状の材料を圧縮成形し、成形体である樹脂組成物を得ることができる。
【0042】
この脂組成物は、例えば、半導体チップ(半導体素子)の被覆(封止)等に用いられる。すなわち、樹脂組成物を、例えば、トランスファー成形等により成形し、封止材として半導体チップを被覆し、半導体パッケージを製造する。
【0043】
なお、前記タブレット化の工程を省略し、粉末状の材料を樹脂組成物としてもよい。この場合は、例えば、圧縮成形、射出成形等により、封止材を成形することができる。
【0044】
次に、脱気装置1について説明する。
図2に示すように、脱気装置1は、混練装置100の排出口101に接続されて用いられる。
【0045】
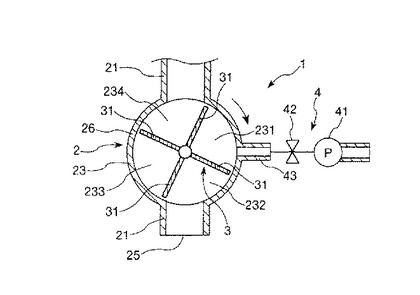
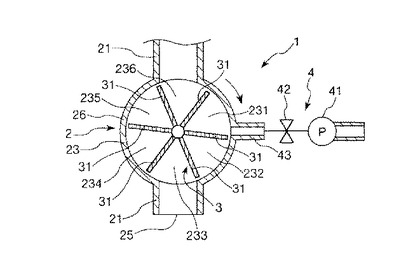
脱気装置1は、ハウジング2と、ハウジング2内に回転自在に設置されたロータ(封止手段)3と、ハウジング2の後述する脱気室22を減圧する減圧機構(減圧手段)4とを有している。
【0046】
ハウジング2は、管路21と、この管路21の途中に設けられ、混練装置100により混練された材料に対して脱気を行う脱気室22および円筒状(筒状)をなす筒状部23とを有している。筒状部23は、脱気室22の下側に位置している。なお、管路21の上側の端部が、混練装置100により混練された材料が導入される入口24を構成し、下側の端部が、脱気された材料が排出される出口25を構成する。
【0047】
脱気室22は、入口24と筒状部23との間に設けられており、図示の構成では、その横断面が四角形をなす筒状をなしている。また、脱気室22内の横断面での面積は、管路21内の横断面での面積よりも大きく設定されている。なお、脱気室22内の横断面での面積と、管路21内の横断面での面積とを等しく設定してもよいことは、言うまでもない。
【0048】
筒状部23は、脱気室22(入口24)と出口25との間に設けられており、図示の構成では、円筒状で、その両端部を塞いだ形状をなしている。この筒状部23内には、ロータ3が図2中の時計回りに回転自在に設置されている。このロータ3により、出口25と脱気室22との間が封止される。これにより、脱気室22を容易かつ確実に減圧することができる。なお、ハウジング2の入口24側は、その入口24付近に位置する混練装置100内の混練された材料で封止されている。
【0049】
ロータ3は、筒状部23内を複数の空間(図示の構成では4つの空間231、232、233および234)に仕切る複数(図示の構成では4つ)の仕切板31を有している。また、各仕切板31は、等間隔(等角度間隔)、すなわち図示の構成では、90°間隔で配置されている。このロータ3は、図示しないモータ(駆動源)の作動により回転する。そして、このロータ3が回転することにより、仕切板31により材料が出口25へ搬送される。
【0050】
また、筒状部23の内周面と仕切板31の先端との間には、隙間が形成されている。これにより、ロータ3が回転した際、仕切板31の先端が筒状部23の内周面を擦って仕切板31や筒状部23を構成している材料の紛体(異物)が樹脂組成物となる材料中に混入してしまうことを防止することができる。
【0051】
仕切板31の先端部は、R処理(面取り)され、丸みを帯びていてもよい。この場合、仕切板31の先端部の曲率半径(R)は、好ましくは0.2mm以上、2mm以下であり、より好ましくは0.2mm以上、1mm以下である。前記曲率半径が大きすぎると、仕切板31の先端と筒状部23の内周面に材料が付着し、作業上好ましくない。
【0052】
前記隙間の大きさ、すなわち、筒状部23の内周面と仕切板31の先端との間の間隙距離は、0.2mm以下であることが好ましく、0.01〜0.1mm程度であることがより好ましい。これにより、リークを防止しつつ、仕切板31が筒状部23を擦ってしまうことを防止することができる。
【0053】
また、仕切板31と筒状部23は冷却することができる。冷却することにより材料の付着を抑え、脱気作業を潤滑に行うことができる。
【0054】
ハウジング2の構成材料は、特に限定されないが、筒状部23の少なくとも内周面は、非金属で構成されていることが好ましく、ハウジング2の少なくとも内周面は、非金属で構成されていることがより好ましい。この場合、筒状部23の全体を非金属で構成してもよい。また、ハウジング2の全体を非金属で構成してもよい。
【0055】
また、ロータ3の構成材料は、特に限定されないが、ロータ3の少なくとも表面は、非金属で構成されていることが好ましい。この場合、ロータ3の全体を非金属で構成してもよい。
【0056】
これにより、脱気の際、材料中に金属製の異物(金属異物)が混入してしまうことを防止することができ、製造された樹脂組成物を用いて半導体チップを封止したとき、ショート等の発生を防止することができる。具体的には、脱気装置1による脱気後の材料中の金属の含有率増加量を1.0wtppm以下、特に、0.1wtppm以下とすることができる。
【0057】
前記非金属材料としては、特に限定されないが、例えば、アルミナ、ジルコニア等のセラミックス材料や樹脂材料が挙げられ、これらのうちでは、セラミックス材料が好ましい。
【0058】
減圧機構4は、脱気室22に接続された(脱気室22内に連通する)管路43と、管路43を介して脱気室22内を減圧するポンプ41と、脱気室22とポンプ41との間に設置されたバルブ42とを有している。
【0059】
材料に対して脱気を行う際は、バルブ42を開き、ポンプ41を作動させ、脱気室22内を減圧する。
【0060】
この脱気の際の減圧の程度(真空度)、すなわち、脱気室22内の圧力(気圧)は、特に限定されないが、60kPa以下に設定されることが好ましく、50kPa以下に設定されることがより好ましく、30〜50kPa程度に設定されることがさらに好ましい。
これにより、より確実に脱気を行うことができる。
【0061】
次に、図2に基づいて、脱気工程における脱気装置1の作用を説明する。
前述したように、脱気装置1のハウジング2は、筒状部23においてロータ3の仕切板31により出口25と脱気室22との間が封止された封止状態となっている。
【0062】
混練装置100で混練された材料に対して脱気を行う際は、脱気装置1のバルブ42を開き、ポンプ41を作動させ、脱気室22内を減圧して減圧状態とするとともに、図示しないモータを作動させてロータ3を回転させる。なお、脱気室22内を減圧すると、その脱気室22内のみならず、脱気室22の上側の管路21内も減圧されて減圧状態となり、また、脱気室22の下側の管路21内およびその管路21に連通する筒状部23内の仕切板31で仕切られた空間231も減圧されて減圧状態となる。
【0063】
混練装置100で混練された材料は、その混練装置100の排出口101から排出され、脱気装置1の入口24からその脱気装置1に導入(供給)される。そして、その材料は、自重(重力)により下方に向って移動し、管路21、脱気室22および管路21を通過し、その管路21(脱気室22)に連通する筒状部23内の空間231に収納され、その空間231が管路21に連通している間に脱気される。これにより、材料から気体(例えば、空気等)や水分が除去される。これによって、製造された樹脂組成物を用いて半導体チップを封止したとき、ボイドの発生を防止することができ、半導体パッケージの信頼性を向上させることができる。
【0064】
空間231内の材料は、ロータ3の回転により、仕切板31によって出口25へ搬送され、その出口25から排出される。
【0065】
ここで、脱気装置1における材料の滞留時間は、1分以下であることが好ましく、3〜30秒程度であることがより好ましく、5〜15秒程度であることがさらに好ましい。
【0066】
滞留時間を前記上限値以下とすることにより、熱履歴による材料の特性の劣化を防止することができ、かつ吐出物の冷却を抑えて次工程でのシート化を妨げることがない。また、滞留時間を前記下限値以上とすることにより、より確実に脱気を行うことができる。
【0067】
なお、前記滞留時間とは、脱気装置1の入口24から材料が供給されてから、脱気装置1の出口25から材料が排出されるまでの時間である。
【0068】
この滞留時間は、ロータ3の駆動を制御することで、自在に調整することができる。例えば、ロータ3の回転速度(回転数)を所定値に設定することにより、滞留時間を目標値に設定することができる。また、ロータ3を途中で所定時間停止させることによっても滞留時間を目標値に設定することができる。具体例としては、例えば、下記の方法1および方法2が挙げられる。
【0069】
(方法1)
ロータ3を連続的に回転させ、そのロータ3の回転速度を所定値に設定する。この場合、ロータ3の回転速度は、1〜10rpm程度の範囲内の値に設定されることが好ましく、2〜6rpm程度の範囲内の値に設定されることがより好ましい。
【0070】
(方法2)
ロータ3を所定角度ずつ間欠的に回転させ、1回の回転動作当たりそのロータ3の停止時間を所定値に設定する。この場合、ロータ3の停止時間は、ロータ3の回転速度、1回の回転動作当たりのロータ3の回転角度、仕切板31の数等の諸条件に応じて適宜設定されるが、1〜60秒程度の範囲内の値に設定されることが好ましく、1〜15秒程度の範囲内の値に設定されることがより好ましい。
【0071】
また、ロータ3の回転速度は、ロータ3の停止時間、1回の回転動作当たりのロータ3の回転角度、仕切板31の数等の諸条件に応じて適宜設定されるが、1〜13rpm程度の範囲内の値に設定されることが好ましく、2〜8rpm程度の範囲内の値に設定されることがより好ましい。
【0072】
また、1回の回転動作当たりのロータ3の回転角度は、仕切板31の数等の諸条件に応じて適宜設定されるが、例えば、45〜120°程度に設定されることが好ましく、90〜120°程度に設定されることがより好ましい。1例を挙げると、ロータ3の仕切板31の数をNとしたとき、1回の回転動作当たりのロータ3の回転角度は、360/N(°)に設定される。この場合、図示の構成では、仕切板31の数が4個であるので、1回の回転動作当たりのロータ3の回転角度は、90°に設定される。
【0073】
以上説明したように、この脱気装置1によれば、混練された材料に対して確実に脱気を行うことができる。これにより、製造された樹脂組成物を用いて半導体チップを封止したとき、ボイドの発生を防止することができ、半導体パッケージの信頼性を向上させることができる。
【0074】
また、脱気の際、混練装置100の処理に対して悪影響を及ぼすことを防止することができる。
【0075】
<第2実施形態>
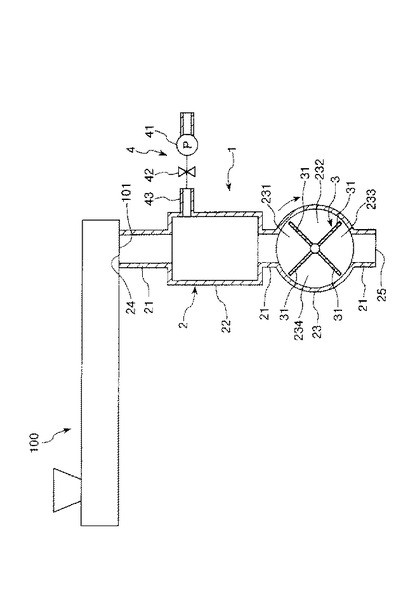
図3は、本発明の脱気装置の第2実施形態を示す断面図、図4および図5は、それぞれ、図3に示す脱気装置の断面図である。なお、以下では、図3〜図5中の上側を「上(上流)」、下側を「下(下流)」、左側を「左」、右側を「右」として説明を行う。
【0076】
以下、第2実施形態について、前述した第1実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
【0077】
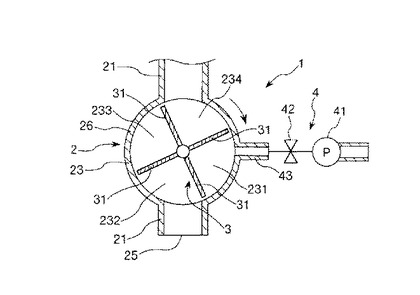
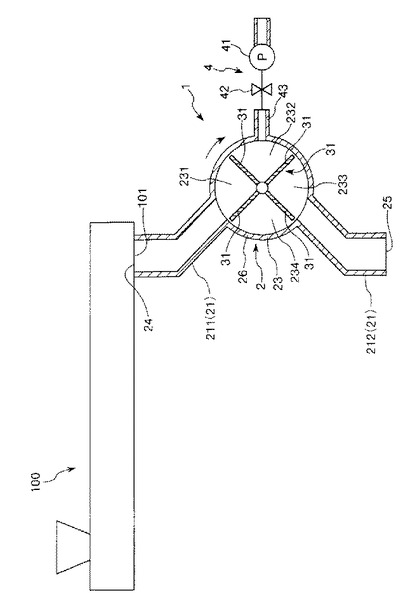
図3に示すように、第2実施形態の脱気装置1では、筒状部23およびロータ3により、脱気室26が構成されている。すなわち、筒状部23内の4つの空間231〜234がそれぞれ脱気室26の空間を構成している。
【0078】
また、減圧機構4の管路43は、筒状部23、すなわち脱気室26の右側に接続されている(脱気室26内に連通している)。
【0079】
そして、ロータ3の回転により、各空間231〜234が回転し、各空間231〜234のうち、管路43に連通した空間(図3では空間232)がその管路43を介して減圧されて減圧状態となるよう構成されている。
【0080】
この脱気装置1では、図3に示すように、脱気装置1の入口24からその脱気装置1に導入された混練された材料は、自重により下方に向って移動し、管路21を通過し、その管路21に連通する筒状部23内の空間231に収納される。
【0081】
そして、図4に示す状態から図5に示す状態までが、空間231が入口24および出口25に連通していない非連通状態であり、この非連通状態のとき、空間231内に収納された材料に対して脱気が行われる。
この脱気装置1によれば、前述した第1実施形態と同様の効果が得られる。
【0082】
<第3実施形態>
図6は、本発明の脱気装置の第3実施形態を示す断面図、図7および図8は、それぞれ、図6に示す脱気装置の断面図である。なお、以下では、図6〜図8中の上側を「上(上流)」、下側を「下(下流)」、左側を「左」、右側を「右」として説明を行う。
【0083】
以下、第3実施形態について、前述した第2実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
【0084】
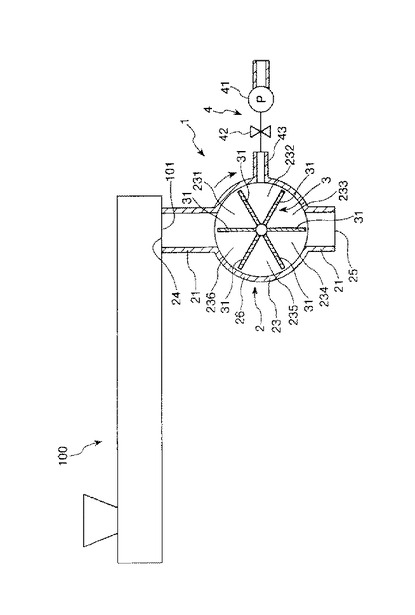
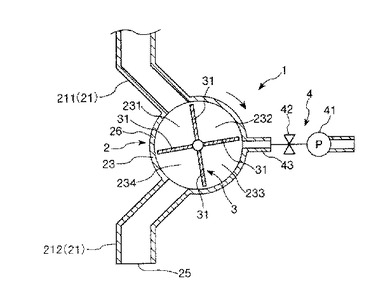
図6に示すように、第3実施形態の脱気装置1では、ロータ3の仕切板31の数が第2実施形態よりも多く設定されている。すなわち、ロータ3は、筒状部23内を6つの空間231、232、233、234、235および236に仕切る6つの仕切板31を有しており、その6つの空間231〜236がそれぞれ脱気室26の空間を構成している。
【0085】
これにより、空間(図6では空間232)が管路43に連通しているときは、その空間232は、入口24および出口25に連通していない。すなわち、空間232が入口24に連通しているときおよび出口25に連通しているときは、その空間232は、管路43に連通していない。
【0086】
換言すれば、図7に示すように、空間232が入口24に連通しなくなった後に、その空間232は、管路43に連通する(図7よりもロータ3が少し回転した状態)。また、図8に示すように、空間232が管路43に連通しなくなった後に、その空間232は、出口25に連通する(図8よりもロータ3が少し回転した状態)。これにより、各空間231〜236を確実に減圧することができる。
この脱気装置1によれば、前述した第2実施形態と同様の効果が得られる。
【0087】
<第4実施形態>
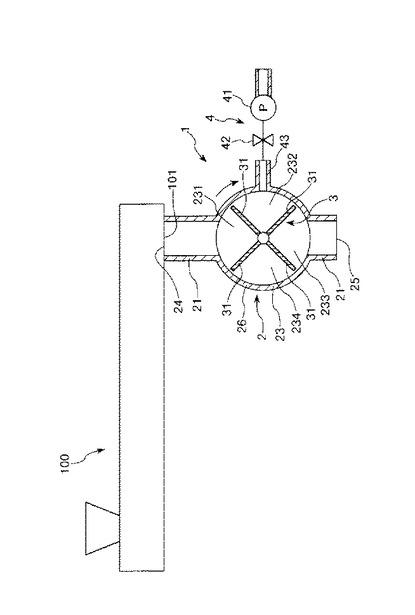
図9は、本発明の脱気装置の第4実施形態を示す断面図、図10および図11は、それぞれ、図9に示す脱気装置の断面図である。なお、以下では、図9〜図11中の上側を「上(上流)」、下側を「下(下流)」、左側を「左」、右側を「右」として説明を行う。
【0088】
以下、第4実施形態について、前述した第2実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
【0089】
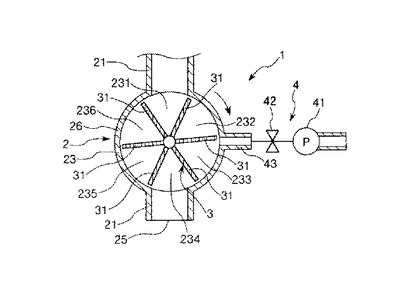
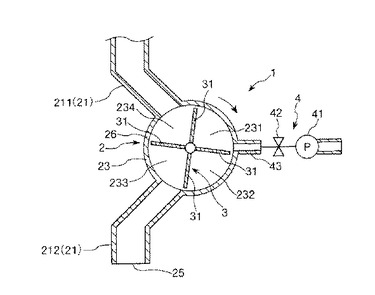
図9に示すように、第4実施形態の脱気装置1では、管路21が屈曲または湾曲しており、その上側の管路211は、筒状部23の真上よりも左側にずれた位置に接続され(連通し)、また、下側の管路212は、筒状部23の真下よりも左側にずれた位置に接続されている。この場合、管路211と管路212と管路43とが、等間隔(等角度間隔)、すなわち図示の構成では、120°間隔で配置されている。
【0090】
これにより、空間(図9では空間232)が管路43に連通しているときは、その空間232は、入口24および出口25に連通していない。すなわち、空間232が入口24に連通しているときおよび出口25に連通しているときは、その空間232は、管路43に連通していない。
【0091】
換言すれば、図10に示すように、空間232が入口24に連通しなくなった後に、その空間232は、管路43に連通する(図10よりもロータ3が少し回転した状態)。また、図11に示すように、空間232が管路43に連通しなくなった後に、その空間232は、出口25に連通する(図11よりもロータ3が少し回転した状態)。これにより、各空間231〜234を確実に減圧することができる。
この脱気装置1によれば、前述した第2実施形態と同様の効果が得られる。
【0092】
以上、本発明の脱気装置を、図示の実施形態に基づいて説明したが、本発明はこれに限定されるものではなく、各部の構成は、同様の機能を有する任意の構成のものに置換することができる。また、本発明に、他の任意の構成物や、工程が付加されていてもよい。
【0093】
また、本発明は、前記各実施形態のうちの、任意の2以上の構成(特徴)を組み合わせたものであってもよい。
【符号の説明】
【0094】
1 脱気装置
2 ハウジング
21、211、212 管路
22 脱気室
23 筒状部
231〜236 空間
24 入口
25 出口
26 脱気室
3 ロータ
31 仕切板
4 減圧機構
41 ポンプ
42 バルブ
43 管路
100 混練装置
101 排出口
【技術分野】
【0001】
本発明は、脱気装置に関するものである。
【背景技術】
【0002】
樹脂製の封止材により半導体チップ(半導体素子)を被覆(封止)してなる半導体パッケージが知られている。この半導体パッケージの封止材は、樹脂組成物を、例えば、トランスファー成形等により成形したものであり、樹脂組成物の脱気が不十分であると、その封止材にボイドが発生するという問題がある。
【0003】
このようなボイドの発生を防止する方法として、特許文献1には、2軸型混練押出機の途中に、その内部に連通する減圧用のベントポート(脱気室)を設け、そのベントポート内を減圧し、樹脂組成物に対し脱気を行うことが開示されている。
【0004】
しかしながら、前記特許文献1に記載の方法では、ベントポート内の圧力を低くし過ぎると、2軸型混練押出機内の材料がベントポート側に引っ張られてしまうので、そのベントポート内の圧力をあまり低くすることができない。このため、脱気が不十分であり、製造された樹脂組成物を用いて半導体チップを封止した際に、その封止材にボイドが発生してしまう虞がある。
【0005】
また、2つの混練押出機の途中に脱気室を設ける方法も提案されている。この方法では、第1の混練押出機の排出口に脱気室の入口を接続し、脱気室の出口に第2の混練押出機の投入口を接続する。第1の混練押出機で混練された材料は、脱気室において脱気され、その後、第2の混練押出機で混練される。なお、脱気室の減圧は、脱気室の入口側が第1の混練押出機内の材料で封止され、脱気室の出口側が第2の混練押出機内の材料で封止されることで可能になっている。
【0006】
しかしながら、前記2つの混練押出機の途中に脱気室を設ける方法では、脱気室を減圧すると、第2の混練押出機内の材料が、その第2の混練押出機により移送される移送方向と反対の方向に引っ張られてしまい、安定性が悪い。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−81284号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、混練された材料に対して容易かつ確実に脱気を行うことができる脱気装置を提供することにある。
【課題を解決するための手段】
【0009】
このような目的は、下記(1)〜(12)の本発明により達成される。
(1) 混練された材料が導入される入口と、前記材料に対して脱気を行う脱気室と、脱気された前記材料が排出される出口とを有するハウジングと、
前記脱気室を減圧する減圧手段と、
前記出口と前記脱気室との間を封止する封止手段とを備え、
前記封止手段により前記出口と前記脱気室との間を封止した封止状態で、前記減圧手段により前記脱気室を減圧して減圧状態とし、前記脱気室内の前記材料に対して脱気を行うよう構成されていることを特徴とする脱気装置。
【0010】
(2) 前記ハウジングは、前記入口と前記出口との間に設けられた筒状をなす筒状部を有し、
前記封止手段は、前記筒状部内に回転自在に設置され、前記筒状部内を複数の空間に仕切る複数の仕切板を有するロータを備え、
前記ロータが回転することにより、前記仕切板により前記材料が前記出口へ搬送されるよう構成されている上記(1)に記載の脱気装置。
【0011】
(3) 前記脱気室は、前記入口と前記筒状部との間に設けられている上記(2)に記載の脱気装置。
【0012】
(4) 前記減圧手段は、前記脱気室に連通する管路を有し、
前記脱気室は、前記複数の空間を有しており、
前記ロータの回転により、前記各空間が回転し、前記各空間のうち、前記管路に連通した前記空間が前記管路を介して減圧されるよう構成されている上記(2)に記載の脱気装置。
【0013】
(5) 前記空間が前記入口および前記出口に連通していない非連通状態があり、該非連通状態のとき、前記脱気を行うよう構成されている上記(4)に記載の脱気装置。
【0014】
(6) 前記筒状部の内周面と前記仕切板の先端との間に、間隙距離が0.2mm以下の隙間が形成されている上記(2)ないし(5)のいずれかに記載の脱気装置。
【0015】
(7) 前記ロータの少なくとも表面は、非金属で構成されている上記(2)ないし(6)のいずれかに記載の脱気装置。
【0016】
(8) 前記筒状部の少なくとも内周面は、非金属で構成されている上記(2)ないし(7)のいずれかに記載の脱気装置。
【0017】
(9) 当該脱気装置における前記材料の滞留時間は、1分以下である上記(1)ないし(8)のいずれかに記載の脱気装置。
【0018】
(10) 前記脱気の際の前記脱気室内の圧力は、60kPa以下に設定される上記(1)ないし(9)のいずれかに記載の脱気装置。
【0019】
(11) 前記入口は、混練装置の排出口に接続される上記(1)ないし(10)のいずれかに記載の脱気装置。
【発明の効果】
【0020】
本発明によれば、封止手段を有しているので、混練装置の処理に対し悪影響を及ぼすこともなく、混練された材料に対して容易かつ確実に脱気を行うことができる。
【図面の簡単な説明】
【0021】
【図1】樹脂組成物の製造工程を示す図である。
【図2】本発明の脱気装置の第1実施形態を示す断面図である。
【図3】本発明の脱気装置の第2実施形態を示す断面図である。
【図4】図3に示す脱気装置の断面図である。
【図5】図3に示す脱気装置の断面図である。
【図6】本発明の脱気装置の第3実施形態を示す断面図である。
【図7】図6に示す脱気装置の断面図である。
【図8】図6に示す脱気装置の断面図である。
【図9】本発明の脱気装置の第4実施形態を示す断面図である。
【図10】図9に示す脱気装置の断面図である。
【図11】図9に示す脱気装置の断面図である。
【発明を実施するための形態】
【0022】
以下、本発明の脱気装置を添付図面に示す好適な実施形態に基づいて詳細に説明する。
<第1実施形態>
図1は、樹脂組成物の製造工程を示す図、図2は、本発明の脱気装置の第1実施形態を示す断面図である。
【0023】
なお、以下では、図2中の上側を「上(上流)」、下側を「下(下流)」、左側を「左」、右側を「右」として説明を行う。
【0024】
図2に示す脱気装置1は、成形体(圧粉体)である樹脂組成物を製造する際の脱気工程で使用される装置である。この脱気装置1の説明に先立って、まずは、原材料から樹脂組成物を製造するまでの製造工程の全体を説明する。
【0025】
まず、樹脂組成物の原材料である各材料を用意する。
原材料は、樹脂と、硬化剤と、充填材(微粒子)とを有し、さらに必要を応じて、硬化促進剤と、カップリング剤等を有している。樹脂としては、エポキシ樹脂が好ましい。
【0026】
エポキシ樹脂としては、例えば、クレゾールノボラック型、ビフェニール型、ジシクロペンタジエン型、トリフェノールメタン型、多芳香族環型等が挙げられる。
【0027】
硬化剤としては、例えば、フェノールノボラック型、フェノールアラルキル型、トリフェノールメタン型、多芳香族環型等が挙げられる。
【0028】
充填材としては、例えば、溶融シリカ(破砕状、球状)、結晶シリカ、アルミナ等が挙げられる。
【0029】
硬化促進剤としては、例えば、リン化合物、アミン化合物等が挙げられる。
カップリング剤としては、例えば、シラン化合物等が挙げられる。
【0030】
なお、原材料は、前記材料のうち所定の材料が省略されていてもよく、また、前記以外の材料を含んでいてもよい。他の材料としては、例えば、着色剤、離型剤、低応力剤、難燃剤等が挙げられる。
【0031】
難燃剤としては、例えば、臭素化エポキシ樹脂、酸化アンチモン、ノンハロ・ノンアンチモン系等が挙げられる。ノンハロ・ノンアンチモン系の難燃剤としては、例えば、有機燐、金属水和物、窒素含有樹脂等が挙げられる。
【0032】
(微粉砕)
図1に示すように、原材料のうちの所定の材料については、まず、粉砕装置により、所定の粒度分布となるように粉砕(微粉砕)する。この粉砕する原材料としては、例えば、樹脂、硬化剤、硬化促進剤等の充填材以外の原材料であるが、充填材の一部を加えることもできる。また、粉砕装置としては、例えば、連続式回転ボールミル等を用いることができる。
【0033】
(表面処理)
原材料のうちの所定の材料、例えば、充填材の全部または一部(残部)については、表面処理を施すことができる。この表面処理としては、例えば、充填材の表面にカップリング剤等を付着させる。なお、前記微粉砕と表面処理とは、同時に行ってもよく、また、いずれか一方を先に行ってもよい。
【0034】
(混合)
次に、混合装置により、前記各材料を完全に混合する。この混合装置としては、例えば、回転羽根を有する高速混合機等を用いることができる。
【0035】
(混練)
次に、混練装置100により、前記混合された材料を混練する。この混練装置100としては、例えば、1軸型混練押出機、2軸型混練押出機等の押出混練機やミキシングロール等のロール式混練機を用いることができる。
【0036】
(脱気)
次に、脱気装置1により、前記混練された材料に対し脱気を行う。なお、脱気装置1については、後に詳述する。
【0037】
(シート化)
次に、シート化装置により、前記脱気した塊状の材料をシート状に成形し、シート状の材料を得る。このシート化装置としては、例えば、シーティングロール等を用いることができる。
【0038】
(冷却)
次に、冷却装置により、前記シート状の材料を冷却する。これにより、材料の粉砕を容易かつ確実に行うことができる。
【0039】
(粉砕)
次に、粉砕装置により、シート状の材料を所定の粒度分布となるように粉砕し、粉末状の材料を得る。この粉砕装置としては、例えば、ハンマーミル等を用いることができる。
【0040】
なお、顆粒状または粉末状の樹脂組成物を得る方法としては、上記のシート化、冷却、粉砕工程を経ずに、例えば、混練装置の出口に小径を有するダイスを設置して、ダイスから吐出される溶融状態の樹脂組成物を、カッター等で所定の長さに切断することにより顆粒状の樹脂組成物を得るホットカット法を用いることもできる。この場合、ホットカット法により顆粒状の樹脂組成物を得た後、樹脂組成物の温度があまり下がらないうちに脱気を行うことが好ましい。
【0041】
(タブレット化)
次に、成形体製造装置(打錠装置)により、前記粉末状の材料を圧縮成形し、成形体である樹脂組成物を得ることができる。
【0042】
この脂組成物は、例えば、半導体チップ(半導体素子)の被覆(封止)等に用いられる。すなわち、樹脂組成物を、例えば、トランスファー成形等により成形し、封止材として半導体チップを被覆し、半導体パッケージを製造する。
【0043】
なお、前記タブレット化の工程を省略し、粉末状の材料を樹脂組成物としてもよい。この場合は、例えば、圧縮成形、射出成形等により、封止材を成形することができる。
【0044】
次に、脱気装置1について説明する。
図2に示すように、脱気装置1は、混練装置100の排出口101に接続されて用いられる。
【0045】
脱気装置1は、ハウジング2と、ハウジング2内に回転自在に設置されたロータ(封止手段)3と、ハウジング2の後述する脱気室22を減圧する減圧機構(減圧手段)4とを有している。
【0046】
ハウジング2は、管路21と、この管路21の途中に設けられ、混練装置100により混練された材料に対して脱気を行う脱気室22および円筒状(筒状)をなす筒状部23とを有している。筒状部23は、脱気室22の下側に位置している。なお、管路21の上側の端部が、混練装置100により混練された材料が導入される入口24を構成し、下側の端部が、脱気された材料が排出される出口25を構成する。
【0047】
脱気室22は、入口24と筒状部23との間に設けられており、図示の構成では、その横断面が四角形をなす筒状をなしている。また、脱気室22内の横断面での面積は、管路21内の横断面での面積よりも大きく設定されている。なお、脱気室22内の横断面での面積と、管路21内の横断面での面積とを等しく設定してもよいことは、言うまでもない。
【0048】
筒状部23は、脱気室22(入口24)と出口25との間に設けられており、図示の構成では、円筒状で、その両端部を塞いだ形状をなしている。この筒状部23内には、ロータ3が図2中の時計回りに回転自在に設置されている。このロータ3により、出口25と脱気室22との間が封止される。これにより、脱気室22を容易かつ確実に減圧することができる。なお、ハウジング2の入口24側は、その入口24付近に位置する混練装置100内の混練された材料で封止されている。
【0049】
ロータ3は、筒状部23内を複数の空間(図示の構成では4つの空間231、232、233および234)に仕切る複数(図示の構成では4つ)の仕切板31を有している。また、各仕切板31は、等間隔(等角度間隔)、すなわち図示の構成では、90°間隔で配置されている。このロータ3は、図示しないモータ(駆動源)の作動により回転する。そして、このロータ3が回転することにより、仕切板31により材料が出口25へ搬送される。
【0050】
また、筒状部23の内周面と仕切板31の先端との間には、隙間が形成されている。これにより、ロータ3が回転した際、仕切板31の先端が筒状部23の内周面を擦って仕切板31や筒状部23を構成している材料の紛体(異物)が樹脂組成物となる材料中に混入してしまうことを防止することができる。
【0051】
仕切板31の先端部は、R処理(面取り)され、丸みを帯びていてもよい。この場合、仕切板31の先端部の曲率半径(R)は、好ましくは0.2mm以上、2mm以下であり、より好ましくは0.2mm以上、1mm以下である。前記曲率半径が大きすぎると、仕切板31の先端と筒状部23の内周面に材料が付着し、作業上好ましくない。
【0052】
前記隙間の大きさ、すなわち、筒状部23の内周面と仕切板31の先端との間の間隙距離は、0.2mm以下であることが好ましく、0.01〜0.1mm程度であることがより好ましい。これにより、リークを防止しつつ、仕切板31が筒状部23を擦ってしまうことを防止することができる。
【0053】
また、仕切板31と筒状部23は冷却することができる。冷却することにより材料の付着を抑え、脱気作業を潤滑に行うことができる。
【0054】
ハウジング2の構成材料は、特に限定されないが、筒状部23の少なくとも内周面は、非金属で構成されていることが好ましく、ハウジング2の少なくとも内周面は、非金属で構成されていることがより好ましい。この場合、筒状部23の全体を非金属で構成してもよい。また、ハウジング2の全体を非金属で構成してもよい。
【0055】
また、ロータ3の構成材料は、特に限定されないが、ロータ3の少なくとも表面は、非金属で構成されていることが好ましい。この場合、ロータ3の全体を非金属で構成してもよい。
【0056】
これにより、脱気の際、材料中に金属製の異物(金属異物)が混入してしまうことを防止することができ、製造された樹脂組成物を用いて半導体チップを封止したとき、ショート等の発生を防止することができる。具体的には、脱気装置1による脱気後の材料中の金属の含有率増加量を1.0wtppm以下、特に、0.1wtppm以下とすることができる。
【0057】
前記非金属材料としては、特に限定されないが、例えば、アルミナ、ジルコニア等のセラミックス材料や樹脂材料が挙げられ、これらのうちでは、セラミックス材料が好ましい。
【0058】
減圧機構4は、脱気室22に接続された(脱気室22内に連通する)管路43と、管路43を介して脱気室22内を減圧するポンプ41と、脱気室22とポンプ41との間に設置されたバルブ42とを有している。
【0059】
材料に対して脱気を行う際は、バルブ42を開き、ポンプ41を作動させ、脱気室22内を減圧する。
【0060】
この脱気の際の減圧の程度(真空度)、すなわち、脱気室22内の圧力(気圧)は、特に限定されないが、60kPa以下に設定されることが好ましく、50kPa以下に設定されることがより好ましく、30〜50kPa程度に設定されることがさらに好ましい。
これにより、より確実に脱気を行うことができる。
【0061】
次に、図2に基づいて、脱気工程における脱気装置1の作用を説明する。
前述したように、脱気装置1のハウジング2は、筒状部23においてロータ3の仕切板31により出口25と脱気室22との間が封止された封止状態となっている。
【0062】
混練装置100で混練された材料に対して脱気を行う際は、脱気装置1のバルブ42を開き、ポンプ41を作動させ、脱気室22内を減圧して減圧状態とするとともに、図示しないモータを作動させてロータ3を回転させる。なお、脱気室22内を減圧すると、その脱気室22内のみならず、脱気室22の上側の管路21内も減圧されて減圧状態となり、また、脱気室22の下側の管路21内およびその管路21に連通する筒状部23内の仕切板31で仕切られた空間231も減圧されて減圧状態となる。
【0063】
混練装置100で混練された材料は、その混練装置100の排出口101から排出され、脱気装置1の入口24からその脱気装置1に導入(供給)される。そして、その材料は、自重(重力)により下方に向って移動し、管路21、脱気室22および管路21を通過し、その管路21(脱気室22)に連通する筒状部23内の空間231に収納され、その空間231が管路21に連通している間に脱気される。これにより、材料から気体(例えば、空気等)や水分が除去される。これによって、製造された樹脂組成物を用いて半導体チップを封止したとき、ボイドの発生を防止することができ、半導体パッケージの信頼性を向上させることができる。
【0064】
空間231内の材料は、ロータ3の回転により、仕切板31によって出口25へ搬送され、その出口25から排出される。
【0065】
ここで、脱気装置1における材料の滞留時間は、1分以下であることが好ましく、3〜30秒程度であることがより好ましく、5〜15秒程度であることがさらに好ましい。
【0066】
滞留時間を前記上限値以下とすることにより、熱履歴による材料の特性の劣化を防止することができ、かつ吐出物の冷却を抑えて次工程でのシート化を妨げることがない。また、滞留時間を前記下限値以上とすることにより、より確実に脱気を行うことができる。
【0067】
なお、前記滞留時間とは、脱気装置1の入口24から材料が供給されてから、脱気装置1の出口25から材料が排出されるまでの時間である。
【0068】
この滞留時間は、ロータ3の駆動を制御することで、自在に調整することができる。例えば、ロータ3の回転速度(回転数)を所定値に設定することにより、滞留時間を目標値に設定することができる。また、ロータ3を途中で所定時間停止させることによっても滞留時間を目標値に設定することができる。具体例としては、例えば、下記の方法1および方法2が挙げられる。
【0069】
(方法1)
ロータ3を連続的に回転させ、そのロータ3の回転速度を所定値に設定する。この場合、ロータ3の回転速度は、1〜10rpm程度の範囲内の値に設定されることが好ましく、2〜6rpm程度の範囲内の値に設定されることがより好ましい。
【0070】
(方法2)
ロータ3を所定角度ずつ間欠的に回転させ、1回の回転動作当たりそのロータ3の停止時間を所定値に設定する。この場合、ロータ3の停止時間は、ロータ3の回転速度、1回の回転動作当たりのロータ3の回転角度、仕切板31の数等の諸条件に応じて適宜設定されるが、1〜60秒程度の範囲内の値に設定されることが好ましく、1〜15秒程度の範囲内の値に設定されることがより好ましい。
【0071】
また、ロータ3の回転速度は、ロータ3の停止時間、1回の回転動作当たりのロータ3の回転角度、仕切板31の数等の諸条件に応じて適宜設定されるが、1〜13rpm程度の範囲内の値に設定されることが好ましく、2〜8rpm程度の範囲内の値に設定されることがより好ましい。
【0072】
また、1回の回転動作当たりのロータ3の回転角度は、仕切板31の数等の諸条件に応じて適宜設定されるが、例えば、45〜120°程度に設定されることが好ましく、90〜120°程度に設定されることがより好ましい。1例を挙げると、ロータ3の仕切板31の数をNとしたとき、1回の回転動作当たりのロータ3の回転角度は、360/N(°)に設定される。この場合、図示の構成では、仕切板31の数が4個であるので、1回の回転動作当たりのロータ3の回転角度は、90°に設定される。
【0073】
以上説明したように、この脱気装置1によれば、混練された材料に対して確実に脱気を行うことができる。これにより、製造された樹脂組成物を用いて半導体チップを封止したとき、ボイドの発生を防止することができ、半導体パッケージの信頼性を向上させることができる。
【0074】
また、脱気の際、混練装置100の処理に対して悪影響を及ぼすことを防止することができる。
【0075】
<第2実施形態>
図3は、本発明の脱気装置の第2実施形態を示す断面図、図4および図5は、それぞれ、図3に示す脱気装置の断面図である。なお、以下では、図3〜図5中の上側を「上(上流)」、下側を「下(下流)」、左側を「左」、右側を「右」として説明を行う。
【0076】
以下、第2実施形態について、前述した第1実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
【0077】
図3に示すように、第2実施形態の脱気装置1では、筒状部23およびロータ3により、脱気室26が構成されている。すなわち、筒状部23内の4つの空間231〜234がそれぞれ脱気室26の空間を構成している。
【0078】
また、減圧機構4の管路43は、筒状部23、すなわち脱気室26の右側に接続されている(脱気室26内に連通している)。
【0079】
そして、ロータ3の回転により、各空間231〜234が回転し、各空間231〜234のうち、管路43に連通した空間(図3では空間232)がその管路43を介して減圧されて減圧状態となるよう構成されている。
【0080】
この脱気装置1では、図3に示すように、脱気装置1の入口24からその脱気装置1に導入された混練された材料は、自重により下方に向って移動し、管路21を通過し、その管路21に連通する筒状部23内の空間231に収納される。
【0081】
そして、図4に示す状態から図5に示す状態までが、空間231が入口24および出口25に連通していない非連通状態であり、この非連通状態のとき、空間231内に収納された材料に対して脱気が行われる。
この脱気装置1によれば、前述した第1実施形態と同様の効果が得られる。
【0082】
<第3実施形態>
図6は、本発明の脱気装置の第3実施形態を示す断面図、図7および図8は、それぞれ、図6に示す脱気装置の断面図である。なお、以下では、図6〜図8中の上側を「上(上流)」、下側を「下(下流)」、左側を「左」、右側を「右」として説明を行う。
【0083】
以下、第3実施形態について、前述した第2実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
【0084】
図6に示すように、第3実施形態の脱気装置1では、ロータ3の仕切板31の数が第2実施形態よりも多く設定されている。すなわち、ロータ3は、筒状部23内を6つの空間231、232、233、234、235および236に仕切る6つの仕切板31を有しており、その6つの空間231〜236がそれぞれ脱気室26の空間を構成している。
【0085】
これにより、空間(図6では空間232)が管路43に連通しているときは、その空間232は、入口24および出口25に連通していない。すなわち、空間232が入口24に連通しているときおよび出口25に連通しているときは、その空間232は、管路43に連通していない。
【0086】
換言すれば、図7に示すように、空間232が入口24に連通しなくなった後に、その空間232は、管路43に連通する(図7よりもロータ3が少し回転した状態)。また、図8に示すように、空間232が管路43に連通しなくなった後に、その空間232は、出口25に連通する(図8よりもロータ3が少し回転した状態)。これにより、各空間231〜236を確実に減圧することができる。
この脱気装置1によれば、前述した第2実施形態と同様の効果が得られる。
【0087】
<第4実施形態>
図9は、本発明の脱気装置の第4実施形態を示す断面図、図10および図11は、それぞれ、図9に示す脱気装置の断面図である。なお、以下では、図9〜図11中の上側を「上(上流)」、下側を「下(下流)」、左側を「左」、右側を「右」として説明を行う。
【0088】
以下、第4実施形態について、前述した第2実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
【0089】
図9に示すように、第4実施形態の脱気装置1では、管路21が屈曲または湾曲しており、その上側の管路211は、筒状部23の真上よりも左側にずれた位置に接続され(連通し)、また、下側の管路212は、筒状部23の真下よりも左側にずれた位置に接続されている。この場合、管路211と管路212と管路43とが、等間隔(等角度間隔)、すなわち図示の構成では、120°間隔で配置されている。
【0090】
これにより、空間(図9では空間232)が管路43に連通しているときは、その空間232は、入口24および出口25に連通していない。すなわち、空間232が入口24に連通しているときおよび出口25に連通しているときは、その空間232は、管路43に連通していない。
【0091】
換言すれば、図10に示すように、空間232が入口24に連通しなくなった後に、その空間232は、管路43に連通する(図10よりもロータ3が少し回転した状態)。また、図11に示すように、空間232が管路43に連通しなくなった後に、その空間232は、出口25に連通する(図11よりもロータ3が少し回転した状態)。これにより、各空間231〜234を確実に減圧することができる。
この脱気装置1によれば、前述した第2実施形態と同様の効果が得られる。
【0092】
以上、本発明の脱気装置を、図示の実施形態に基づいて説明したが、本発明はこれに限定されるものではなく、各部の構成は、同様の機能を有する任意の構成のものに置換することができる。また、本発明に、他の任意の構成物や、工程が付加されていてもよい。
【0093】
また、本発明は、前記各実施形態のうちの、任意の2以上の構成(特徴)を組み合わせたものであってもよい。
【符号の説明】
【0094】
1 脱気装置
2 ハウジング
21、211、212 管路
22 脱気室
23 筒状部
231〜236 空間
24 入口
25 出口
26 脱気室
3 ロータ
31 仕切板
4 減圧機構
41 ポンプ
42 バルブ
43 管路
100 混練装置
101 排出口
【特許請求の範囲】
【請求項1】
混練された材料が導入される入口と、前記材料に対して脱気を行う脱気室と、脱気された前記材料が排出される出口とを有するハウジングと、
前記脱気室を減圧する減圧手段と、
前記出口と前記脱気室との間を封止する封止手段とを備え、
前記封止手段により前記出口と前記脱気室との間を封止した封止状態で、前記減圧手段により前記脱気室を減圧して減圧状態とし、前記脱気室内の前記材料に対して脱気を行うよう構成されていることを特徴とする脱気装置。
【請求項2】
前記ハウジングは、前記入口と前記出口との間に設けられた筒状をなす筒状部を有し、
前記封止手段は、前記筒状部内に回転自在に設置され、前記筒状部内を複数の空間に仕切る複数の仕切板を有するロータを備え、
前記ロータが回転することにより、前記仕切板により前記材料が前記出口へ搬送されるよう構成されている請求項1に記載の脱気装置。
【請求項3】
前記脱気室は、前記入口と前記筒状部との間に設けられている請求項2に記載の脱気装置。
【請求項4】
前記減圧手段は、前記脱気室に連通する管路を有し、
前記脱気室は、前記複数の空間を有しており、
前記ロータの回転により、前記各空間が回転し、前記各空間のうち、前記管路に連通した前記空間が前記管路を介して減圧されるよう構成されている請求項2に記載の脱気装置。
【請求項5】
前記空間が前記入口および前記出口に連通していない非連通状態があり、該非連通状態のとき、前記脱気を行うよう構成されている請求項4に記載の脱気装置。
【請求項6】
前記筒状部の内周面と前記仕切板の先端との間に、間隙距離が0.2mm以下の隙間が形成されている請求項2ないし5のいずれかに記載の脱気装置。
【請求項7】
前記ロータの少なくとも表面は、非金属で構成されている請求項2ないし6のいずれかに記載の脱気装置。
【請求項8】
前記筒状部の少なくとも内周面は、非金属で構成されている請求項2ないし7のいずれかに記載の脱気装置。
【請求項9】
当該脱気装置における前記材料の滞留時間は、1分以下である請求項1ないし8のいずれかに記載の脱気装置。
【請求項10】
前記脱気の際の前記脱気室内の圧力は、60kPa以下に設定される請求項1ないし9のいずれかに記載の脱気装置。
【請求項11】
前記入口は、混練装置の排出口に接続される請求項1ないし10のいずれかに記載の脱気装置。
【請求項12】
前記材料は、樹脂と微粒子とを含む請求項1ないし11のいずれかに記載の脱気装置。
【請求項1】
混練された材料が導入される入口と、前記材料に対して脱気を行う脱気室と、脱気された前記材料が排出される出口とを有するハウジングと、
前記脱気室を減圧する減圧手段と、
前記出口と前記脱気室との間を封止する封止手段とを備え、
前記封止手段により前記出口と前記脱気室との間を封止した封止状態で、前記減圧手段により前記脱気室を減圧して減圧状態とし、前記脱気室内の前記材料に対して脱気を行うよう構成されていることを特徴とする脱気装置。
【請求項2】
前記ハウジングは、前記入口と前記出口との間に設けられた筒状をなす筒状部を有し、
前記封止手段は、前記筒状部内に回転自在に設置され、前記筒状部内を複数の空間に仕切る複数の仕切板を有するロータを備え、
前記ロータが回転することにより、前記仕切板により前記材料が前記出口へ搬送されるよう構成されている請求項1に記載の脱気装置。
【請求項3】
前記脱気室は、前記入口と前記筒状部との間に設けられている請求項2に記載の脱気装置。
【請求項4】
前記減圧手段は、前記脱気室に連通する管路を有し、
前記脱気室は、前記複数の空間を有しており、
前記ロータの回転により、前記各空間が回転し、前記各空間のうち、前記管路に連通した前記空間が前記管路を介して減圧されるよう構成されている請求項2に記載の脱気装置。
【請求項5】
前記空間が前記入口および前記出口に連通していない非連通状態があり、該非連通状態のとき、前記脱気を行うよう構成されている請求項4に記載の脱気装置。
【請求項6】
前記筒状部の内周面と前記仕切板の先端との間に、間隙距離が0.2mm以下の隙間が形成されている請求項2ないし5のいずれかに記載の脱気装置。
【請求項7】
前記ロータの少なくとも表面は、非金属で構成されている請求項2ないし6のいずれかに記載の脱気装置。
【請求項8】
前記筒状部の少なくとも内周面は、非金属で構成されている請求項2ないし7のいずれかに記載の脱気装置。
【請求項9】
当該脱気装置における前記材料の滞留時間は、1分以下である請求項1ないし8のいずれかに記載の脱気装置。
【請求項10】
前記脱気の際の前記脱気室内の圧力は、60kPa以下に設定される請求項1ないし9のいずれかに記載の脱気装置。
【請求項11】
前記入口は、混練装置の排出口に接続される請求項1ないし10のいずれかに記載の脱気装置。
【請求項12】
前記材料は、樹脂と微粒子とを含む請求項1ないし11のいずれかに記載の脱気装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−161318(P2011−161318A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−23944(P2010−23944)
【出願日】平成22年2月5日(2010.2.5)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月5日(2010.2.5)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
[ Back to top ]