
脱水ケーキの搬送方法
【課題】臭気漏洩の問題がなく、レイアウトの自由度も高く、焼却のための補助燃料を削減することができる脱水ケーキの搬送方法を提供する。
【解決手段】下水汚泥を脱水機10において脱水機出口含水率が72%以下の顆粒状脱水ケーキとしたうえ、離れた場所にある焼却炉11まで配管12中を気流搬送する。気流搬送気流との接触により気流搬送中に顆粒状脱水ケーキの含水率をさらに低下させ、配管出口から含水率が67%以下の自燃可能な脱水ケーキとして取り出し、焼却炉11で自燃させる。
【解決手段】下水汚泥を脱水機10において脱水機出口含水率が72%以下の顆粒状脱水ケーキとしたうえ、離れた場所にある焼却炉11まで配管12中を気流搬送する。気流搬送気流との接触により気流搬送中に顆粒状脱水ケーキの含水率をさらに低下させ、配管出口から含水率が67%以下の自燃可能な脱水ケーキとして取り出し、焼却炉11で自燃させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、下水処理場において発生する下水汚泥脱水ケーキを、焼却炉等に搬送するに適した脱水ケーキの搬送方法に関するものである。
【背景技術】
【0002】
下水処理場から発生する大量の汚泥は、脱水機により脱水処理され、含水率が76〜83%程度の脱水ケーキとしたうえで焼却処理されるのが普通である。場内に焼却設備を備えた下水処理場であっても、下水処理設備と焼却設備とは一般にかなり離れた位置にあるため、脱水ケーキを焼却設備まで搬送する必要がある。
【0003】
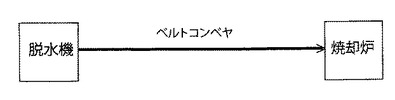
従来、脱水ケーキの搬送は図1に示されるように、専らベルトコンベヤによって行われていた。この搬送方法は脱水ケーキの性質にかかわらず安定した搬送ができるという利点がある。しかし、脱水ケーキから発生する臭気が周囲の環境中に漏洩するという問題があるうえ、ベルトコンベヤを敷設するための広いスペースが必要となるため、レイアウトが制約されるという問題があった。
【0004】
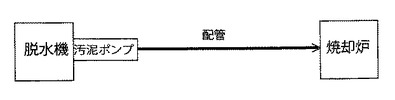
そこで最近では図2に示されるように、汚泥ポンプを用いて脱水ケーキを圧送するポンプ搬送法(特許文献1)が普及している。この方法によれば脱水ケーキは閉鎖された配管内部を移動するため、周囲に臭気が漏洩することはない。またベルトコンベヤに比較してレイアウト上の自由度も大幅に増加する利点がある。
【0005】
ところがこのポンプ搬送法では、脱水ケーキの含水率が低下すると、配管内部における汚泥の流動抵抗が大きくなって円滑な圧送が行なえなくなる。このためポンプ搬送法を採用する場合には、脱水ケーキの含水率を78%以上、好ましくは80%以上としておく必要がある。しかしこのような含水率の高い脱水ケーキは、焼却炉に投入しても自燃することができないため、焼却のために焼却炉において多量の補助燃料を必要とするという欠点がある。なお脱水汚泥に水分を添加して流動抵抗を低下させた状態でポンプ搬送を行うこともあるが、一度脱水したものに再び水分を添加することは本来無駄であるうえ、添加した水分のために焼却炉における補助燃料の必要量が増加するという点でも好ましくない。
【0006】
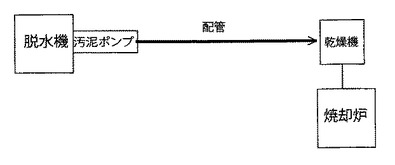
そこで図3に示すように、ポンプ圧送されてきた脱水汚泥を配管の出口側の乾燥機で乾燥させ、含水率を自燃可能な領域(例えば消化汚泥の場合、約67%以下)にまで低下させたうえで焼却炉に投入することも行われている。しかし乾燥機を追加することによるイニシャルコストが必要となるうえ、乾燥機から乾燥臭気が発生するという新たな問題を招くこととなる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2007−820号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従って本発明の目的は上記した従来の問題点を解決し、臭気漏洩の問題なく脱水ケーキを搬送することができ、しかもレイアウトの自由度が高く、焼却のための補助燃料を削減することができる脱水ケーキの搬送方法を提供することである。
【課題を解決するための手段】
【0009】
上記の課題を解決するためになされた本発明は、下水汚泥を脱水機において脱水機出口含水率が72%以下の顆粒状脱水ケーキとしたうえ、焼却炉まで配管中を気流搬送し、気流搬送気流との接触により搬送中に含水率をさらに低下させ、配管出口から含水率が67%以下の自燃可能な脱水ケーキとして取り出すことを特徴とするものである。
【0010】
本発明においては、気流搬送されてきた顆粒状脱水ケーキを固気分離装置により搬送気体から分離し、顆粒状脱水ケーキのみを焼却炉に投入することが好ましいが、気流搬送されてきた顆粒状脱水ケーキを搬送気体とともに焼却炉内に投入し、炉内で顆粒状脱水ケーキを分離することも可能である。
【0011】
なお、搬送気体として加熱空気を使用することが好ましく、この空気の加熱を焼却炉の排ガスを用いて行うことが好ましい。
【発明の効果】
【0012】
本発明の脱水ケーキの搬送方法によれば、下水汚泥を脱水機において脱水機出口含水率が72%以下の顆粒状脱水ケーキとし、配管中を気流搬送しながらさらに含水率を低下させて含水率が67%以下の自燃可能な脱水ケーキとする。このように配管中において搬送と乾燥を同時に進行させるので、臭気漏洩の問題がなく、レイアウトの自由度も高いという利点があるのみならず、焼却のための補助燃料を必要としなくなる利点がある。
【0013】
なお、本発明では気流搬送中に顆粒状脱水ケーキから水分が搬送気体側に移動するが、請求項2のように気流搬送されてきた顆粒状脱水ケーキを搬送気体から分離し、顆粒状脱水ケーキのみを焼却炉に投入する方法を採用すれば、搬送気体側に移動した水分が焼却炉内に持ち込まれないので好ましい。
【0014】
しかし請求項3のように、気流搬送されてきた顆粒状脱水ケーキを搬送気体とともに焼却炉内に投入しても、比重差を利用して炉内で顆粒状脱水ケーキを分離して燃焼ゾーンに落下させて燃焼させ、水分を含んだ搬送気体は炉体上部から排出するようにすれば、やはり補助燃料を削減することができる。
【0015】
このように本発明では配管中において搬送と乾燥を同時に進行させるので、搬送気体としては加熱空気を用いることが乾燥促進の観点から好ましく、焼却炉の排ガスを用いて加熱を行うことがさらに好ましい。
【図面の簡単な説明】
【0016】
【図1】従来のベルトコンバヤによる搬送法の説明図である。
【図2】従来のポンプ搬送法の説明図である。
【図3】従来のポンプ搬送法の説明図である。
【図4】本発明の第1の実施形態の説明図である。
【図5】本発明の第2の実施形態の説明図である。
【図6】脱水機の一例を示す断面図である。
【図7】第2の実施形態における焼却炉への供給状態の説明図である。
【発明を実施するための形態】
【0017】
以下に図4以下を参照しつつ、本発明の実施形態を説明する。
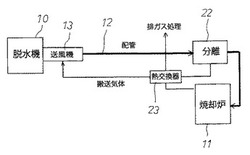
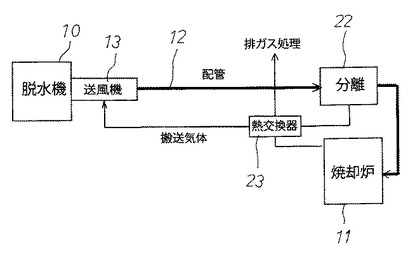
図4は本発明の第1の実施形態を示す図であり、10は下水汚泥の脱水機、11はこの脱水機10から離れた位置に設置されている下水汚泥の焼却炉である。本発明ではこれらの脱水機10と焼却炉11との間に気流搬送用の配管12が設けられており、送風機13によって気流搬送が行なわれる。
【0018】
本発明では、下水汚泥は脱水機10によって脱水機出口含水率が72%以下の顆粒状脱水ケーキとされる。脱水機10の型式は特に限定されるものではないが、従来型の汚泥脱水機は単独で脱水機出口含水率を70%以下とすることは容易ではないものの、複数の脱水機を組み合わせたり、乾燥汚泥を混合したりして含水率が72%以下の顆粒状脱水ケーキとすることは、従来型の汚泥脱水機によっても技術的に可能である。
【0019】
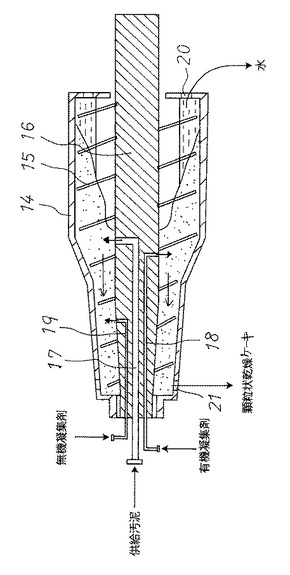
しかしこの実施形態では、図6に示すような遠心脱水機を用いて上記の含水率を達成している。この遠心脱水機は、図6に示すように回転ドラム14の内部にスクリュー羽根15を備えた中心軸16を設けたものであり、回転ドラム14は直径が右側から左側に向かってテーパ状に絞られている。なお中心軸16は回転しない。
【0020】
下水汚泥は中心軸16の左端部から汚泥通路17を経由して回転ドラム14の絞り部に供給される。また図示のように、有機凝集剤と無機凝集剤とが中心軸16の左端部から凝集剤通路18,19を経由して回転ドラム14の内部に供給される。
【0021】
汚泥通路17を経由して回転ドラム14の内部に供給された汚泥は回転ドラム14とともに回転しながら、スクリュー羽根15の作用によって図6の左方向に押し込まれ、脱水されて行く。汚泥から分離された水分は回転ドラム14の右端の排水孔20から排水される。一方、汚泥はまず有機凝集剤と混合され、さらに無機凝集剤と混合されながら圧縮され、回転ドラム14の左端の排出孔21から、脱水機出口含水率が70%以下の顆粒状脱水ケーキとして排出される。その粒径は5mm以下である。なお、気流搬送により適する粒径とするために、脱水機出口の後段に粉砕装置等を設置してもよい。
【0022】
本発明ではこの顆粒状脱水ケーキを配管12の基部に供給し、送風機13によって焼却炉10まで気流搬送する。気流搬送技術自体は公知であり、数百mを搬送することができる。しかし本発明では単に顆粒状脱水ケーキを気流搬送するだけではなく、配管12中を気流搬送する間に顆粒状脱水ケーキを搬送気体との接触により乾燥させる。これによって顆粒状脱水ケーキの含水率は気流搬送中に3〜5%程度低減し、配管出口から含水率が67%以下の自燃可能な脱水ケーキとして取り出される。この乾燥をより確実に行なうためには搬送気体として加熱空気を使用することが好ましい。なお自燃可能か否かは含水率のみならず下水汚泥の種類によっても異なるが、67%以下であれば特殊な場合を除き自燃可能である。なお、未消化汚泥であれば75%程度で自燃するが、67%以下にすることができれば廃熱回収量がより増加し、発電などのエネルギー創出に資することができる。
【0023】
このように顆粒状脱水ケーキ中の水分の一部は搬送気体側に移行するため、搬送気体の水分含有率は上昇する。従って焼却炉11への水分の持込をできるだけ減少させるために、図4に示す第1の実施形態では、配管2の出口部分にサイクロン等の固気分離装置22を設置し、搬送されてきた顆粒状脱水ケーキと搬送気体とを分離し、顆粒状脱水ケーキのみを焼却炉11に投入する。上記したように顆粒状脱水ケーキは含水率が67%以下の自燃可能な脱水ケーキとなっているので、焼却炉11では補助燃料を必要とせず焼却することができる。分離された搬送気体は焼却炉11の排熱を利用した熱交換器23により加熱され、再び搬送気体として使用される。
【0024】
このほか、搬送気体として焼却炉11の排ガスを使用することも可能である。この場合には空気よりも酸素濃度が低いため、粉じん爆発の危険を防止できる利点がある。
【0025】
本発明においては焼却炉11の種類は特に限定されるものではないが、ダイオキシンや亜酸化窒素などの発生を抑制しながら焼却可能な流動炉が好ましい。周知のように流動炉では炉体の下部に流動燃焼ゾーンが形成され、燃焼により発生した高温の燃焼ガスは上方に流動して炉体の上部から排出される。
【0026】
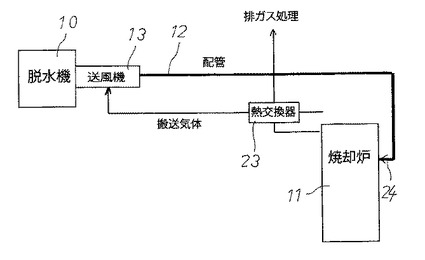
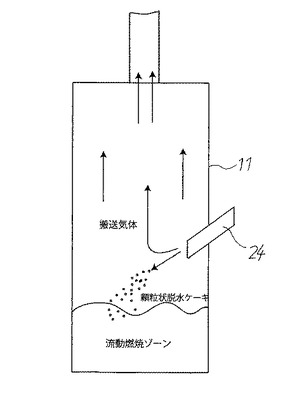
そこで図5に示す第2の実施形態では、図4に示したような固気分離装置22を用いることなく、顆粒状脱水ケーキを搬送気体とともに焼却炉11に投入する。この場合、図7に示すように比重差を利用して炉内で顆粒状脱水ケーキを分離して流動燃焼ゾーンに落下させて燃焼させ、水分を含んだ搬送気体は燃焼ガスの上昇流に随伴させて炉体上部から排出するようにすれば、搬送気体中の水分が流動燃焼ゾーンの温度を低下させることがない。従ってやはり流動燃焼ゾーンの温度維持のために使用する補助燃料を削減することができる。この場合には、搬送気体が流動燃焼ゾーンに吹き込まれないように、供給部24は斜め下向きとし、顆粒状脱水ケーキのみを落下させるようにすることが好ましい。
【0027】
以上に説明したように本発明によれば、脱水機10から排出された下水汚泥脱水ケーキを、臭気漏洩の問題を発生させることなく焼却炉11まで円滑に搬送することができる。搬送は配管12を通じて行われるのでレイアウトの自由度が高く、しかも焼却のための補助燃料を削減することができる利点がある。
【符号の説明】
【0028】
10 脱水機
11 焼却炉
12 配管
13 送風機
14 回転ドラム
15 スクリュー羽根
16 中心軸
17 汚泥通路
18 凝集剤通路
19 凝集剤通路
20 排水孔
21 排出孔
22 固気分離装置
23 熱交換器
24 供給部
【技術分野】
【0001】
本発明は、下水処理場において発生する下水汚泥脱水ケーキを、焼却炉等に搬送するに適した脱水ケーキの搬送方法に関するものである。
【背景技術】
【0002】
下水処理場から発生する大量の汚泥は、脱水機により脱水処理され、含水率が76〜83%程度の脱水ケーキとしたうえで焼却処理されるのが普通である。場内に焼却設備を備えた下水処理場であっても、下水処理設備と焼却設備とは一般にかなり離れた位置にあるため、脱水ケーキを焼却設備まで搬送する必要がある。
【0003】
従来、脱水ケーキの搬送は図1に示されるように、専らベルトコンベヤによって行われていた。この搬送方法は脱水ケーキの性質にかかわらず安定した搬送ができるという利点がある。しかし、脱水ケーキから発生する臭気が周囲の環境中に漏洩するという問題があるうえ、ベルトコンベヤを敷設するための広いスペースが必要となるため、レイアウトが制約されるという問題があった。
【0004】
そこで最近では図2に示されるように、汚泥ポンプを用いて脱水ケーキを圧送するポンプ搬送法(特許文献1)が普及している。この方法によれば脱水ケーキは閉鎖された配管内部を移動するため、周囲に臭気が漏洩することはない。またベルトコンベヤに比較してレイアウト上の自由度も大幅に増加する利点がある。
【0005】
ところがこのポンプ搬送法では、脱水ケーキの含水率が低下すると、配管内部における汚泥の流動抵抗が大きくなって円滑な圧送が行なえなくなる。このためポンプ搬送法を採用する場合には、脱水ケーキの含水率を78%以上、好ましくは80%以上としておく必要がある。しかしこのような含水率の高い脱水ケーキは、焼却炉に投入しても自燃することができないため、焼却のために焼却炉において多量の補助燃料を必要とするという欠点がある。なお脱水汚泥に水分を添加して流動抵抗を低下させた状態でポンプ搬送を行うこともあるが、一度脱水したものに再び水分を添加することは本来無駄であるうえ、添加した水分のために焼却炉における補助燃料の必要量が増加するという点でも好ましくない。
【0006】
そこで図3に示すように、ポンプ圧送されてきた脱水汚泥を配管の出口側の乾燥機で乾燥させ、含水率を自燃可能な領域(例えば消化汚泥の場合、約67%以下)にまで低下させたうえで焼却炉に投入することも行われている。しかし乾燥機を追加することによるイニシャルコストが必要となるうえ、乾燥機から乾燥臭気が発生するという新たな問題を招くこととなる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2007−820号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従って本発明の目的は上記した従来の問題点を解決し、臭気漏洩の問題なく脱水ケーキを搬送することができ、しかもレイアウトの自由度が高く、焼却のための補助燃料を削減することができる脱水ケーキの搬送方法を提供することである。
【課題を解決するための手段】
【0009】
上記の課題を解決するためになされた本発明は、下水汚泥を脱水機において脱水機出口含水率が72%以下の顆粒状脱水ケーキとしたうえ、焼却炉まで配管中を気流搬送し、気流搬送気流との接触により搬送中に含水率をさらに低下させ、配管出口から含水率が67%以下の自燃可能な脱水ケーキとして取り出すことを特徴とするものである。
【0010】
本発明においては、気流搬送されてきた顆粒状脱水ケーキを固気分離装置により搬送気体から分離し、顆粒状脱水ケーキのみを焼却炉に投入することが好ましいが、気流搬送されてきた顆粒状脱水ケーキを搬送気体とともに焼却炉内に投入し、炉内で顆粒状脱水ケーキを分離することも可能である。
【0011】
なお、搬送気体として加熱空気を使用することが好ましく、この空気の加熱を焼却炉の排ガスを用いて行うことが好ましい。
【発明の効果】
【0012】
本発明の脱水ケーキの搬送方法によれば、下水汚泥を脱水機において脱水機出口含水率が72%以下の顆粒状脱水ケーキとし、配管中を気流搬送しながらさらに含水率を低下させて含水率が67%以下の自燃可能な脱水ケーキとする。このように配管中において搬送と乾燥を同時に進行させるので、臭気漏洩の問題がなく、レイアウトの自由度も高いという利点があるのみならず、焼却のための補助燃料を必要としなくなる利点がある。
【0013】
なお、本発明では気流搬送中に顆粒状脱水ケーキから水分が搬送気体側に移動するが、請求項2のように気流搬送されてきた顆粒状脱水ケーキを搬送気体から分離し、顆粒状脱水ケーキのみを焼却炉に投入する方法を採用すれば、搬送気体側に移動した水分が焼却炉内に持ち込まれないので好ましい。
【0014】
しかし請求項3のように、気流搬送されてきた顆粒状脱水ケーキを搬送気体とともに焼却炉内に投入しても、比重差を利用して炉内で顆粒状脱水ケーキを分離して燃焼ゾーンに落下させて燃焼させ、水分を含んだ搬送気体は炉体上部から排出するようにすれば、やはり補助燃料を削減することができる。
【0015】
このように本発明では配管中において搬送と乾燥を同時に進行させるので、搬送気体としては加熱空気を用いることが乾燥促進の観点から好ましく、焼却炉の排ガスを用いて加熱を行うことがさらに好ましい。
【図面の簡単な説明】
【0016】
【図1】従来のベルトコンバヤによる搬送法の説明図である。
【図2】従来のポンプ搬送法の説明図である。
【図3】従来のポンプ搬送法の説明図である。
【図4】本発明の第1の実施形態の説明図である。
【図5】本発明の第2の実施形態の説明図である。
【図6】脱水機の一例を示す断面図である。
【図7】第2の実施形態における焼却炉への供給状態の説明図である。
【発明を実施するための形態】
【0017】
以下に図4以下を参照しつつ、本発明の実施形態を説明する。
図4は本発明の第1の実施形態を示す図であり、10は下水汚泥の脱水機、11はこの脱水機10から離れた位置に設置されている下水汚泥の焼却炉である。本発明ではこれらの脱水機10と焼却炉11との間に気流搬送用の配管12が設けられており、送風機13によって気流搬送が行なわれる。
【0018】
本発明では、下水汚泥は脱水機10によって脱水機出口含水率が72%以下の顆粒状脱水ケーキとされる。脱水機10の型式は特に限定されるものではないが、従来型の汚泥脱水機は単独で脱水機出口含水率を70%以下とすることは容易ではないものの、複数の脱水機を組み合わせたり、乾燥汚泥を混合したりして含水率が72%以下の顆粒状脱水ケーキとすることは、従来型の汚泥脱水機によっても技術的に可能である。
【0019】
しかしこの実施形態では、図6に示すような遠心脱水機を用いて上記の含水率を達成している。この遠心脱水機は、図6に示すように回転ドラム14の内部にスクリュー羽根15を備えた中心軸16を設けたものであり、回転ドラム14は直径が右側から左側に向かってテーパ状に絞られている。なお中心軸16は回転しない。
【0020】
下水汚泥は中心軸16の左端部から汚泥通路17を経由して回転ドラム14の絞り部に供給される。また図示のように、有機凝集剤と無機凝集剤とが中心軸16の左端部から凝集剤通路18,19を経由して回転ドラム14の内部に供給される。
【0021】
汚泥通路17を経由して回転ドラム14の内部に供給された汚泥は回転ドラム14とともに回転しながら、スクリュー羽根15の作用によって図6の左方向に押し込まれ、脱水されて行く。汚泥から分離された水分は回転ドラム14の右端の排水孔20から排水される。一方、汚泥はまず有機凝集剤と混合され、さらに無機凝集剤と混合されながら圧縮され、回転ドラム14の左端の排出孔21から、脱水機出口含水率が70%以下の顆粒状脱水ケーキとして排出される。その粒径は5mm以下である。なお、気流搬送により適する粒径とするために、脱水機出口の後段に粉砕装置等を設置してもよい。
【0022】
本発明ではこの顆粒状脱水ケーキを配管12の基部に供給し、送風機13によって焼却炉10まで気流搬送する。気流搬送技術自体は公知であり、数百mを搬送することができる。しかし本発明では単に顆粒状脱水ケーキを気流搬送するだけではなく、配管12中を気流搬送する間に顆粒状脱水ケーキを搬送気体との接触により乾燥させる。これによって顆粒状脱水ケーキの含水率は気流搬送中に3〜5%程度低減し、配管出口から含水率が67%以下の自燃可能な脱水ケーキとして取り出される。この乾燥をより確実に行なうためには搬送気体として加熱空気を使用することが好ましい。なお自燃可能か否かは含水率のみならず下水汚泥の種類によっても異なるが、67%以下であれば特殊な場合を除き自燃可能である。なお、未消化汚泥であれば75%程度で自燃するが、67%以下にすることができれば廃熱回収量がより増加し、発電などのエネルギー創出に資することができる。
【0023】
このように顆粒状脱水ケーキ中の水分の一部は搬送気体側に移行するため、搬送気体の水分含有率は上昇する。従って焼却炉11への水分の持込をできるだけ減少させるために、図4に示す第1の実施形態では、配管2の出口部分にサイクロン等の固気分離装置22を設置し、搬送されてきた顆粒状脱水ケーキと搬送気体とを分離し、顆粒状脱水ケーキのみを焼却炉11に投入する。上記したように顆粒状脱水ケーキは含水率が67%以下の自燃可能な脱水ケーキとなっているので、焼却炉11では補助燃料を必要とせず焼却することができる。分離された搬送気体は焼却炉11の排熱を利用した熱交換器23により加熱され、再び搬送気体として使用される。
【0024】
このほか、搬送気体として焼却炉11の排ガスを使用することも可能である。この場合には空気よりも酸素濃度が低いため、粉じん爆発の危険を防止できる利点がある。
【0025】
本発明においては焼却炉11の種類は特に限定されるものではないが、ダイオキシンや亜酸化窒素などの発生を抑制しながら焼却可能な流動炉が好ましい。周知のように流動炉では炉体の下部に流動燃焼ゾーンが形成され、燃焼により発生した高温の燃焼ガスは上方に流動して炉体の上部から排出される。
【0026】
そこで図5に示す第2の実施形態では、図4に示したような固気分離装置22を用いることなく、顆粒状脱水ケーキを搬送気体とともに焼却炉11に投入する。この場合、図7に示すように比重差を利用して炉内で顆粒状脱水ケーキを分離して流動燃焼ゾーンに落下させて燃焼させ、水分を含んだ搬送気体は燃焼ガスの上昇流に随伴させて炉体上部から排出するようにすれば、搬送気体中の水分が流動燃焼ゾーンの温度を低下させることがない。従ってやはり流動燃焼ゾーンの温度維持のために使用する補助燃料を削減することができる。この場合には、搬送気体が流動燃焼ゾーンに吹き込まれないように、供給部24は斜め下向きとし、顆粒状脱水ケーキのみを落下させるようにすることが好ましい。
【0027】
以上に説明したように本発明によれば、脱水機10から排出された下水汚泥脱水ケーキを、臭気漏洩の問題を発生させることなく焼却炉11まで円滑に搬送することができる。搬送は配管12を通じて行われるのでレイアウトの自由度が高く、しかも焼却のための補助燃料を削減することができる利点がある。
【符号の説明】
【0028】
10 脱水機
11 焼却炉
12 配管
13 送風機
14 回転ドラム
15 スクリュー羽根
16 中心軸
17 汚泥通路
18 凝集剤通路
19 凝集剤通路
20 排水孔
21 排出孔
22 固気分離装置
23 熱交換器
24 供給部
【特許請求の範囲】
【請求項1】
下水汚泥を脱水機において脱水機出口含水率が72%以下の顆粒状脱水ケーキとしたうえ、焼却炉まで配管中を気流搬送し、搬送気体との接触により気流搬送中に含水率をさらに低下させ、配管出口から含水率が67%以下の自燃可能な脱水ケーキとして取り出すことを特徴とする脱水ケーキの搬送方法。
【請求項2】
気流搬送されてきた顆粒状脱水ケーキを固気分離装置により搬送気体から分離し、顆粒状脱水ケーキのみを焼却炉に投入することを特徴とする請求項1に記載の脱水ケーキの搬送方法。
【請求項3】
気流搬送されてきた顆粒状脱水ケーキを搬送気体とともに焼却炉内に投入し、炉内で顆粒状脱水ケーキを分離することを特徴とする請求項1に記載の脱水ケーキの搬送方法。
【請求項4】
搬送気体として加熱空気を使用することを特徴とする請求項1〜3の何れかに記載の脱水ケーキの搬送方法。
【請求項5】
空気の加熱を焼却炉の排ガスを用いて行うことを特徴とする請求項4に記載の脱水ケーキの搬送方法。
【請求項1】
下水汚泥を脱水機において脱水機出口含水率が72%以下の顆粒状脱水ケーキとしたうえ、焼却炉まで配管中を気流搬送し、搬送気体との接触により気流搬送中に含水率をさらに低下させ、配管出口から含水率が67%以下の自燃可能な脱水ケーキとして取り出すことを特徴とする脱水ケーキの搬送方法。
【請求項2】
気流搬送されてきた顆粒状脱水ケーキを固気分離装置により搬送気体から分離し、顆粒状脱水ケーキのみを焼却炉に投入することを特徴とする請求項1に記載の脱水ケーキの搬送方法。
【請求項3】
気流搬送されてきた顆粒状脱水ケーキを搬送気体とともに焼却炉内に投入し、炉内で顆粒状脱水ケーキを分離することを特徴とする請求項1に記載の脱水ケーキの搬送方法。
【請求項4】
搬送気体として加熱空気を使用することを特徴とする請求項1〜3の何れかに記載の脱水ケーキの搬送方法。
【請求項5】
空気の加熱を焼却炉の排ガスを用いて行うことを特徴とする請求項4に記載の脱水ケーキの搬送方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−183514(P2012−183514A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−49737(P2011−49737)
【出願日】平成23年3月8日(2011.3.8)
【出願人】(507214083)メタウォーター株式会社 (277)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年3月8日(2011.3.8)
【出願人】(507214083)メタウォーター株式会社 (277)
【Fターム(参考)】
[ Back to top ]