
脱水装置および脱水方法
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明はマツト、じゆうたん、織物、衣類、不織布、合成樹脂、ガラス、フイルム、厚紙等のシ−ト状物その他扁平状部品の乾燥に使用する高速流体による低温急速脱水乾燥の方法および装置に関するものである。
【0002】
【従来の技術】マツト類、長尺の布帛、シ−ト類等の乾燥には外気による自然乾燥、加熱乾燥、遠心力を利用した脱水乾燥、通風による乾燥、加圧脱水乾燥、減圧による真空乾燥等が一般に行なわれている。このうち減圧、真空乾燥は被乾燥物を収納したチヤンバ−内を減圧することにより蒸気圧を低下させ被乾燥物が含有している湿分を蒸発させ気化熱を奪いながら乾燥するため被乾燥物が冷却され凍り付く現象が現われる。
【0003】これを防止するため被乾燥物を加熱しなければならないので大きな熱エネルギ−を必要とし、かつ乾燥に長時間を要する欠陥があつた。特に家庭用足ふきマツト、営業用くつふきマツト等は補強用ゴムシ−ト表面に各種繊維を植毛したり、織物をゴムシ−トに接着してあり、マツトの厚さ方向に通気性が全くないため乾燥が極めて困難であつた。また熱風乾燥では加熱通風によつて被乾燥物の水分を蒸発させ乾燥するため大きな気化熱エネルギーを必要とする。
【0004】また長尺かつ広幅の天然繊維または合成繊維の緻密な織物その他の布帛、合成樹脂シ−ト、紙等の製造工程中での乾燥においても均一な加熱乾燥をするためには精密な温度コントロ−ルが必要でありかつ低温(約60℃以下)乾燥の場合には長時間を要する。また梅雨時の高湿度により畳、ゴザが多量の湿気を含む場合には従来の熱風乾燥方式ではかなり高温高圧の熱風を用いなければならないため被乾燥物を熱劣化させるおそれがあつた。
【0005】また遠心力を用いた脱水乾燥方法は被乾燥物を高速回転ドラム内に収納し、これを高速で回転し水に遠心力を与えて脱水する方式であり、この方式では被乾燥物の水分を75%以上は脱水できず次の工程で再び乾燥しなければならない欠陥があつた。
【0006】
【発明が解決しようとする課題】本願は上記の諸欠陥を除くため高速負圧流または高速負圧流と高速ジエツト流との組合せを利用して被乾燥物を低温(例えば約60℃以下)で連続的に脱水乾燥し、脱水乾燥の所要時間を著しく短縮できかつ被乾燥物を傷めることなく消費エネルギーを大幅に節約できる連続的に低温で急速に脱水乾燥する方法および装置を提供しようとするものである。
【0007】
【課題を解決するための手段】本件特許出願人は特願平7−141051において濡れた被乾燥物例えば織物、植毛シ−ト、カーペツト等特に通気性のないゴムシ−ト等を裏打ちしたマツト等の乾燥において、繊維の間隙に付着した水分および繊維自身に浸潤付着した水分を吸込ノズルの強力な負圧流によつて吸込み、または吸込ノズルと吐出ノズルを使用して高速ジエツト流と高速負圧流との組合せによる相乗効果により両高速流を増速しながら連続脱水乾燥する方法および装置を提案した。
【0008】本発明はこの方法および装置において吐出ノズルと吸込ノズルの突端周縁部にそれぞれ高速ジエツト流と高速負圧流との相互短絡および大気との短絡を防止するフランジ(障壁)を設けマツト等の繊維間隙に付着した水分および繊維自身に浸潤付着している水分を繊維から剥離させながら吸込ノズルの負圧流領域に移送し、吸込ノズルの高速負圧流に乗せて微細な水滴となし、繊維の根元から上部に向つてこの水滴を移送し、吸込管によつて吸込み排出することにより連続的かつ効率的に低温で急速脱水乾燥するようにしたものである。
【0009】以下説明の実施例では、被乾燥物より70%以下の水分を除くことを単なる脱水とよび、70〜86%の水分を除くことを脱水乾燥とよび、86〜95%の水分を除くことを乾燥とよぶ。さらに被乾燥物より95〜100%の水分を除去することを絶対乾燥とよぶ。ここで上記の百分率は被乾燥物の最大保水量を100%としこの値より除水した場合の割合をいう。例えば被乾燥物の最大保水量を1kgとしこれを0.9kg除水した場合を90%の乾燥という。
【0010】
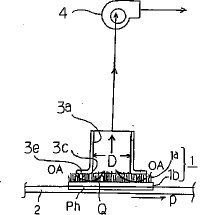
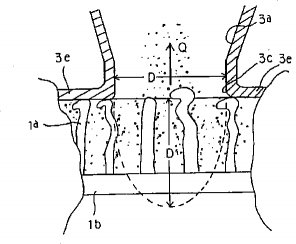
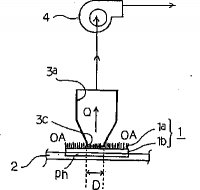
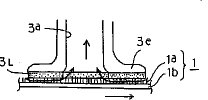
【実施例1】図4は水分吸込管3aを用いた本発明の脱水乾燥装置の一実施例、図5は吸込管3aの拡大斜視図を示す。移動載置台2に多数の繊維1aを通気性のないゴムシート基材1bに植え込んだ濡れたマツト1を被乾燥物として定着し、吸込管3aの吸込ノズル3cの先端周縁部に巾5〜50mmのフランジ3eを設け、この吸込ノズル3cをマツト1の繊維1aの上面に接触摺動できるように配置し、送風機4の吸込口を吸込管3aと連結する。マツト基材裏面は面状ヒータPhなどで加熱する。
【0011】マツト1は載置台2とともに図中矢印P方向に5〜50mm/sec.の速さで移動させる。なお一般に吸込ノズル3cから負圧のおよぶ範囲は1D以内(図6参照)とされており1Dから吸込ノズル3cに近づくに従い負圧は急速に大きくなり吸込ノズルを締め切れば吸込管内の負圧の値は送風機4の吸込口の負圧の値と等しくなる。ここで負圧とは大気圧(1kg/cm2)と比べて低い圧力をいう。
【0012】送風機4を作動させると図7に示す如く吸込管3aの吸込ノズル3cにおける高速負圧流Qによりマツト1の繊維1aの間隙に付着した水分および繊維1a自身に浸潤した層状の水分(以後水膜12という)は吸い上げられながら連続した水滴状態13(図8)となりさらに繊維1a表面において水の表面張力により小さな多数の水滴14(図9)となり、これが高速負圧流に乗つて吸込管3a内に吸込まれマツト1は乾燥する。この場合水分の蒸発も伴う。
【0013】この蒸発による気化熱でマツト自身の温度が低下するのを防止するため特に冬期では面状ヒータPhで加熱し乾燥を促進する。吸込ノズル3cの先端周縁部に設けたフランジ3eがマツトに摺動しているため空気流は大気OAから直接フランジ3eの繊維との接触面を通つて吸込ノズル3cに流入できず、大気OAはフランジ3eの外側からマツト1の繊維間隙の奥深くゴムシート1b表面まで達して負圧流Qとなり、前述のように繊維1aの下部から上部まで微細な水滴を生成し負圧流Qにより吸込ノズル3cに運び込まれ吸込管3aから排出される。
【0014】本実施例では先端周縁部にフランジ3eを設けた水分吸込ノズル3cを有する吸込管3aを1個用いた脱水乾燥装置を示したが、この吸込管3aを2個以上並列して固定した脱水乾燥装置を用い、上記と同様の方法で連続して脱水乾燥することにより吸込管1個の場合と比べ数倍の速さで高速脱水乾燥を行なうこともできる。
【0015】また対照例として吸込ノズルの先端部にフランジを有しない吸込ノズルを使用した場合の脱水乾燥装置を図10に示す。フランジがない場合は外気OAが短絡するので乾燥時間は2倍を要する。本実施例ではノズル3cを負圧流Qが重力に逆らつた上向きに発生する位置に配置してあるので吸込ノズル3c内の負圧は−800mmAq以上が好ましく、逆に負圧流Qが下向きに発生する位置に配置した場合は−500mmAq程度でよい。
【0016】
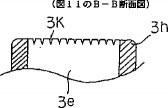
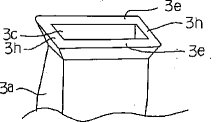
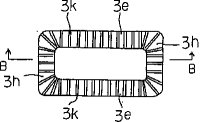
【実施例2】たとえば表面が緻密質かつ平滑な布、マツトまたはガラス、合成樹脂フイルム、金属シート等の被乾燥物の乾燥を行なう場合には、図11,図12に示す如く吸込ノズル3c周縁部に設けた鍔3e,3hの底面に吸込ノズル3cと連通する多数の溝3kを設けることにより濡れた被乾燥物を吸込ノズル3cに接触摺動させて被乾燥物を吸込ノズル3cに吸着されず接触摺動させながら外気OAは溝3kを通り低温で脱水乾燥することができる。また図13のようにフランジの底面に多孔質布3Lなどを貼付することにより負圧の値を上昇して水分を吸込みながら乾燥することもできる。
【0017】
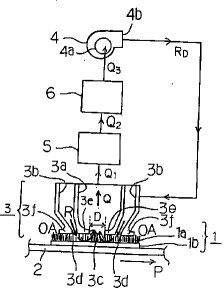
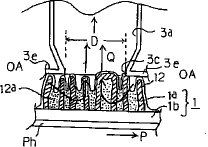
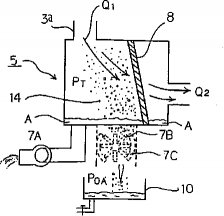
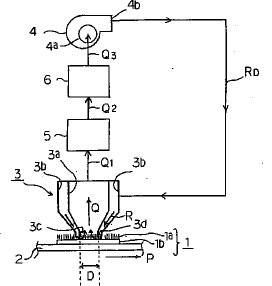
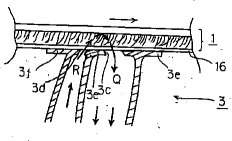
【実施例3】図1,図2,図3に示す如く周縁部にフランジ3eを設けた吸込ノズル3cと周縁部にフランジ3fを設けた高速ジエツト吐出ノズル3d,3dとを隣接させた構成体3を用い、吸込ノズル3cと送風機4の吸込口4aとの間に水滴分離槽5(図1参照)を配置してなる脱水乾燥装置である。水滴分離槽5は図14に示す如く槽内底部に水分排出用ポンプ7Aを設け更に水滴および塵埃フイルタ−8を設けてなるものである。送風機4の吸込口4aと水滴分離槽5との間には除湿機6を配置する(図1参照)。
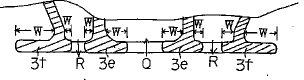
【0018】好ましくは除湿機6としてロ−タリ−ハニカム除湿機(図15参照)を用いるのがよい。あるいは圧力スイング吸着(PSA)方式または熱スイング吸着(TSA)方式を用いることもできる。吸込ノズル3cの周縁部に設けたフランジ3eおよび構成体3の周縁部突端に設けたフランジ3f,3h(図2、図3参照)の巾Wは5〜50mmとする。
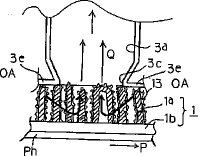
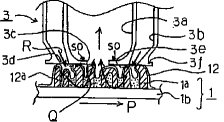
【0019】図1においてマツト1をその繊維1aを上面にして移動載置台2に載せる。ここで該構成体3は固定し、マツト1は移動載置台2とともに図中矢印P方向に5〜50mm/sec.の速さで移動させる。マツト1の繊維1aの上面と該構成体3とは接触押圧摺動させる。洗浄後の濡れたマツト1の多数の繊維1aのまわりは図16に示す如く水膜12で覆われかつその繊維1aの間には多量の水12aが溜つている。
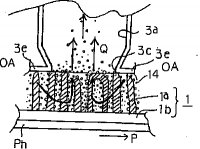
【0020】送風機4(図1参照)を作動させると吐出ノズル3d,3dからの高速ジエツト流はフランジ3eの表面近傍でじかに負圧流および外気と短絡することなく図中矢印Qに示す如く繊維の根元まで奥深く到達し多数の繊維1aの表面の水膜12および繊維間隙の水分12aに強力に噴出し繊維1aの表面の水膜12を下向きに吹き落し吸込ノズル3cの負圧領域と合流し高速ジエツト流と高速負圧流との相乗効果により高速負圧流は増速されながら水膜12および繊維間隙の水分12aを上向きに移送し、繊維周縁の水膜は負圧流の動圧により図1717に示す連続した水滴状13となり更に図18に示す如く多数の微細な水滴状14に細分され高速負圧流Qに乗つて吸出され外部に排出され脱水乾燥する。
【0021】かくしてマツト1を連続的に移送すれば連続脱水乾燥ができる。なお図16においてフランジ3eがない場合は図中破線SOで示す如く高速ジエツト流は高速負圧流と短絡する。
【0022】高速負圧流Qに乗つて吸込まれた微細な水滴および水蒸気は水滴分離槽5に送られる。水滴分離槽5の断面積は図14に示す如く吸込管3aの断面積に比し著しく広いので高速負圧流Q1の流速は水滴分離槽5内において激減する。
【0023】従つて水滴14は自重により空気流より外れて落下し、槽内底部の水分Aはスネ−クポンプ、アルキメデスポンプ、モノフレツクスポンプ等の容積型ポンプ7Aを使用して外部に排出する。また負圧流Qによつて運ばれた水滴の一部および塵埃はフイルタ−8により濾過して清浄空気を図面矢印Q2方向に移送する。
【0024】図1に示す如くこの清浄空気Q2を除湿機6により除湿した後送風機4の吸込口4aに送入し、送風機4の吐出口4bから加圧流RDとして吐出ノズル3d,3dに移送し、高速ジエツト流Rとして吐出ノズル3d,3dよりマツトの繊維1aに強力に噴出して連続脱水乾燥が行われる。
【0025】水滴分離槽5において容積型ポンプ7Aの代わりに図14に破線で示す如くロ−タリ−弁7Bを使用して槽外へ放出し、容器10に溜めてもよい。この場合回転中のロ−タリ−弁7Bと該ロ−タリ−弁7Bの周縁に固定したシ−ル板7Cとの作用により槽内圧力PTと大気圧POAとは常時遮断されている。
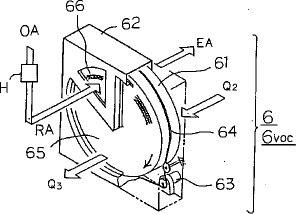
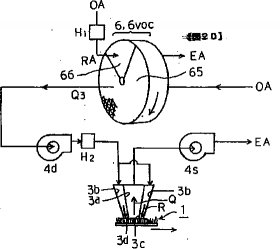
【0026】除湿機6は図15に示す如く吸湿性を有するハニカム除湿ロータ61をケーシング62内に駆動回転可能に保持し、モータ63,駆動ベルト64によりロータ61を10〜20r.p.h.の速さで回転するもので、水滴分離槽5(図14)で水滴を分離除去した湿つた空気Q2を送風機4により1〜3m/sec.の速さでロータ61の処理ゾーン65に矢印Q2方向に送入し、処理空気Q2中の湿気をハニカムロータ61に吸着除去させて乾燥空気Q3となし、送風機4により高速ジエツト流RDとして構成体3(図1)の吐出管3b,3bに供給することにより乾燥速度をはやめる。
【0027】一方ヒータHにより外気OAを100〜140℃に加熱した再生空気RAを再生ゾーン66の小透孔に処理空気Q2と逆方向(矢印RA方向)に通し処理ゾーン65で吸着した湿分を連続的に加熱脱着し排気EAとする。従つて処理ゾ−ン65は空気流Q2を連続的に乾燥空気Q3として供給し、これを吐出管3b,3bに提供する。
【0028】次に本実施例の送風機1台を使用した場合のフローパターンを図19に示す。乾燥空気Q3の温度が低い場合にはヒータH2を通して40〜80℃に加熱し相対湿度を下げ高速ジエツト流Rとしてマツト1に吹付け乾燥速度を上げる。
【0029】一方図20に吐出用送風機4dと吸込用送風機4sとの2台の送風機および除湿機6を用いた場合のフローパターンを示す。吸込用送風機4sと構成体3の吸込管3aを連結し、送風機4sによつて吸込まれた水滴混じりの空気EAは外気に放出する。送風機4dの吸込口前段にロータリー除湿機6を配置し、送風機4dの吐出口と構成体3の吐出管3b,3bとをヒータH2を介して連結する。
【0030】除湿機6の除湿ゾーンには外気OAを送入して外気の湿分を除去し送風機4dにより加圧し更にヒータH2により加熱し吐出ノズル3d,3dより乾燥高速ジエツト流Rとして濡れたマツト1に強力に吹き付けながら高速乾燥するものである。この場合除湿機6がない場合に比較して乾燥時間は約60%と短くなる(40%短縮できる)。
【0031】水以外の揮発性液体を使用してマツトを洗浄したとき、この濡れたマツトを乾燥する場合、図19R>9,図20のフロ−パタ−ンにおいて除湿機6の代わりに揮発性液体蒸気(VOC)吸着除去装置6VOCを用いる。この場合吸着除去装置はたとえばハニカムロ−タリ−式吸着除去装置を使用し、吸着剤として活性炭、疎水性ゼオライト等を担持したハニカムロ−タを用いる。
【0032】ハニカムロ−タ吸着除去装置6VOCは図15R>5の除湿機6と同様にVOC吸着ゾ−ン65とVOC脱着再生ゾ−ン66を有し、図14の水滴分離槽と同様な気液分離槽5を通つた空気Q2(図19)中のVOCを連続的に吸着し清浄空気となしこれを乾燥用ジエツト流として用いる。
【0033】図19に示す如く送風機4を作動させることにより構成体3の吸込ノズル3cで濡れたマツト1の有機溶剤を吸込み気液分離槽5を通して有機溶剤蒸気混りの空気をハニカムロ−タ式吸着除去装置の吸着ゾ−ン65に送入し有機溶剤蒸気が除去された清浄空気Q3として送風機4の吸込口に入れ加圧しヒ−タH2により加熱し構成体3の吐出ノズル3d,3dより高速ジエツト流として濡れたマツト1に強力に吹き付け乾燥するものである。
【0034】一方ハニカムロ−タリ−式吸着除去装置6VOCは再生ゾ−ンに外気OAを約120〜180℃程度に加熱し再生空気RAとして送入しているので吸着ゾ−ン65で吸着された有機溶剤蒸気は排気EAとなり燃焼した後外気に排出する。
【0035】揮発性液体と水との混合物を使用してマツトを清浄したときの乾燥を行う場合は上記ロ−タリ−VOC吸着除去素子に水分を吸着する吸着剤例えば親水性ゼオライトと疎水性ゼオライトとを混合した素子を用いたハニカム吸着除去装置を用いることもできる。
【0036】図1,図2には吸込ノズル3cと吐出ノズル3dとを並列密接して一体化した構成体3を示したが、吸込ノズル3cを有する吸込管3a内に吐出ノズル3dを有する吐出管3bを内蔵した構成体3あるいは吐出ノズル3dを有する吐出管内に吸込ノズル3cを有する吸込管3aを内蔵した構成体3を使用してもその作用効果はほぼ同一である。
【0037】図21,図22に吸込ノズル3cおよび吐出ノズル3dにフランジを設けない脱水乾燥装置を対照例として示す。前述の図16,図17,図18においてフランジを設けた場合の高速ジエツト流および高速負圧流の作用を詳述したが、フランジがない場合には高速ジエツト流と高速負圧流とがノズル先端部において短絡し、また高速ジエツト流および高速負圧流と外気とがノズル先端部において短絡し、高速ジエツト流および高速負圧流が繊維1aの根元まで奥深く到達する割合が少なくなり、フランジを設けた場合に比し乾燥能率が落ちる。
【0038】
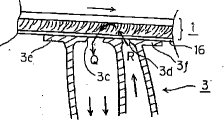
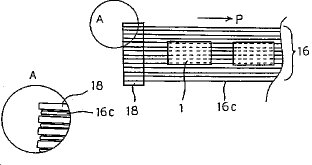
【実施例4】図23に示す如く駆動プ−リ18、従動プ−リ19、テンシヨンプ−リ20、従動プ−リ21,22に線条エンドレスコンベア16を架設し、突端周縁部にフランジを設けた吸込ノズル3cと吐出ノズル3d,3dとを一体に形成してなる構成体3を該コンベア16の下面に配置してなる低温急速脱水乾燥装置である。
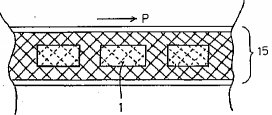
【0039】該コンベア16は図24に示す如く多数の線条体16cを適宜間隔に配設したもので、駆動プ−リ18、従動プ−リ19に線条体16cが嵌合できる溝を線条体の配設間隔で設ける。この場合線条エンドレスコンベア16の代わりに図25に示す開口率の大きいたとえば縦横夫々10mmの目を有する網状エンドレスコンベア15を使用してもよい。
【0040】構成体3の吸込ノズル3cはダクトSP1により水滴分離槽5の流入口に連通し、吐出ノズル3d,3dはダクトDPにより送風機4の吐出口に連通し、水滴分離槽5の排出口と送風機4の吸込口とは除湿機6を介してダクトSP2で連結する。構成体3の吐出ノズル3d,3dからの強力な高速ジエツト流の噴出により被乾燥物のマツト1が浮き上がらないように複数の押圧ロ−ラ15eをマツト1の上面から押える位置に配置する。複数の該押圧ロ−ラ15eはチエ−ン17で連結する。
【0041】作用を説明するとマツト1を繊維1aを下面にして該コンベア16の上に載せモ−タM,Maにより該コンベア16および押圧ロ−ラ15eで挟持しながら図中矢印P方向に6〜10mm/sec.の速さで移動させ送風機4を作動させることにより吐出ノズル3d,3dより高速ジエツト流をマツトの繊維1a内に進入するように強力に吹き付け、吸込、吐出ノズル3c,3dの突端周縁部にフランジ3e,3fを設けたので高速ジエツト流はじかに負圧流および外気と短絡することなく高速ジエツト流と吸込ノズル3cの負圧流との相乗効果により増速された高速負圧流によつて吸込ノズル3cからマツト繊維内の水滴および水蒸気を強力にしかも急速に吸込みながら連続的に乾燥するものである。
【0042】この場合吸込ノズル内の静圧は−800〜−1500mmAqとし、吐出ノズル内の静圧は+800〜+1500mmAqとした。
【0043】本実施例で使用した構成体3は図2に示す構成体である。なお本実施例で使用した構成体は先端部に空気流短絡防止用フランジを設けた構成体を使用したのでフランジを設けていない構成体(図22)を用いた場合に比較して乾燥時間が短縮でき省エネルギ−効果は大である。
【0044】また本実施例では吸込ノズルと吐出ノズルを一体的に形成した構成体3を使用したが吸込ノズル3cおよび吐出ノズル3dをそれぞれ別体のノズルとして該吸込ノズル3cと該吐出ノズル3dを交互にしかも複数個近接配置してもよい。
【0045】
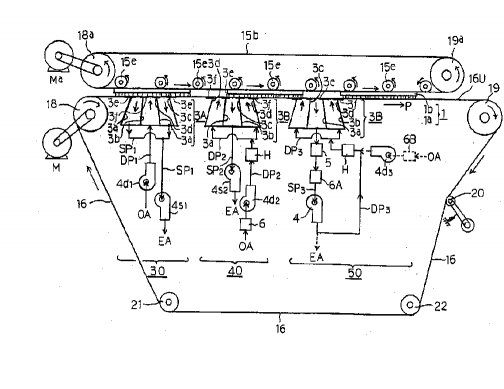
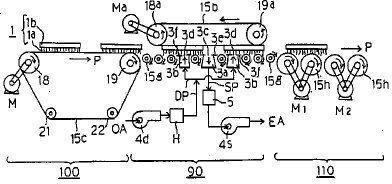
【実施例5】図26に示す如く実施例4(図23)と同様線条エンドレスコンベア16を図示矢印P方向に駆動し、駆動モ−タMaによつて駆動プ−リ18aを介してベルトコンベア15bを矢印方向に線条エンドレスコンベア16と同速度でマツト1を挟持しながら移送する。なお複数のロ−ラ15eはベルトコンベア15bの裏面より被乾燥物を押圧するためのものである。
【0046】第1段脱水装置30は先端周縁部にフランジ3e,3f,3h(3hは図2参照)を設けた吐出ノズル3dの両側に吸込ノズル3c,3cを一体的に組み合わせた構成体3Aを使用し、該構成体3Aの吸込ノズル3c,3cと吸込用送風機4s1の吸込口とをダクトSp1で連結し、吐出ノズル3dと吐出用送風機4d1の吐出口とをダクトDp1で連結する。
【0047】第2段乾燥装置40は図2に示した構成体3Bを使用し該構成体3Bの吐出ノズル3dに吐出用送風機4d2の吐出口をダクトDp2により連結し、吸込ノズル3cに吸込用送風機4s2をダクトSp2により連結し、吐出用送風機4d2の前段に除湿機6、後段にヒ−タHをそれぞれ配置する。第3段乾燥装置50は第2段乾燥装置40で使用した構成体3Bを使用し、送風機4の吸込口と構成体3Bの吸込ノズル3cとを水滴分離槽5および除湿機6Aを介してダクトSp3で連結し、送風機4の吐出口と構成体3Bの吐出ノズル3d,3dとをヒ−タHを介してダクトDp3で連結する。
【0048】次に本実施例の作用を説明すると線条エンドレスコンベア16とベルトコンベア15bの駆動プ−リ18,18aを駆動させ両コンベア15b,16を図中矢印P方向に同速度で回動させ、マツト1をその繊維1aを下面にして両コンベア15b,16に挟持し移動させながら脱水乾燥を行う。
【0049】まず最初の第1段脱水装置30では吐出用、吸込用送風機4d1,4s1を作動させることにより実施例3で詳述した如く高速ジエツト流と高速負圧流との相乗効果により高速負圧流を増速させながらマツト繊維内の水分を微細な水滴として吸込ノズル3c,3cより吸込み、吸込用送風機4s1から排出して連続脱水する。
【0050】この場合構成体3Aの吸込ノズル内の静圧を−1300mmAqと高くし、吐出ノズル内の静圧は+500〜+800mmAqとし、最大保水量のマツト水分を70〜86%除去し大部分の水分を取り除くことができる。
【0051】次に第1段脱水装置30で脱水されたマツト1は両コンベア15b,16で挟持移送され第2段乾燥装置40で構成体3Bにより乾燥作用が行われる。第2段乾燥装置40の吐出用送風機4d2の吸込口前段に除湿機6を配置し外気OAの湿分を除去し、該吐出用送風機4d2の吐出口後段にヒ−タHを介在させ乾いた空気流を60℃程度に加熱し吐出ノズル3d,3dより高温乾燥高速ジエツト流としてマツト繊維1aの根元まで吹き込み乾燥を行い、第1段で脱水された残存水分を取り除いて水分を86〜90%まで除去する。この場合構成体3Bの吸込ノズル内の静圧は−500〜−800mmAqとし、吐出ノズル内の静圧は+1300mmAqと高くした。
【0052】さらに最終乾燥操作を行う第3段乾燥装置50へとマツト1を移送する。第3段乾燥装置50では1台の送風機4の作動により高温低湿の高速ジエツト流をマツト繊維1a内に強力に吹き付け残存水分を構成体3Bの吸込ノズル3cより急速に吸込み水滴分離槽5で水滴および塵埃を除去し除湿機6Aにより露点−20〜−50℃に乾燥した空気を送風機4の吐出口からヒ−タHに送つて約80℃に加熱し吐出ノズル3d,3dより再び高温低湿の高速ジエツト流としてマツト繊維1a内に強力に吹き付け高速負圧流を増速しながら繊維内の微量な水分を除去し第3段乾燥操作を完了する。
【0053】この第3段乾燥操作によりマツト1の残存水分を90〜95%除去し乾燥する。この場合の構成体3Bの吸込ノズル内の静圧は−700mmAq、吐出ノズル内の静圧は+1500mmAqとした。このようにして各構成体の吸込ノズル内の静圧および吐出ノズル内の静圧を調整し3段階の脱水乾燥操作を行うことによりほぼ100%の絶対乾燥を得ることができ、省エネルギ−効果は大である。なお第3段乾燥装置50では上述のように空気流を循環する送風機1台を使用したが図中破線で示した如く吸込用送風機4と吐出用送風機4d3との2台の送風機を使用してもよい。
【0054】この場合吸込まれた空気は吸込用送風機4の吐出口から排気EAとして外気に排出し、他方吐出用送風機4d3の吸込口前段には除湿機6Bを配置し外気OAを除湿し乾いた空気をヒ−タHにより加熱して両吐出ノズル3d,3dに作用させる。この場合除湿機6Aは不要である。
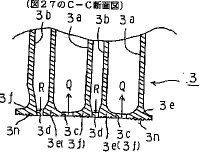
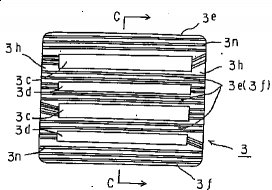
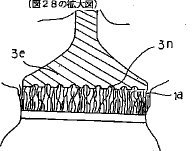
【0055】また本実施例で使用した構成体の変形例を図27,図28,図29に示す。吸込ノズル3c、吐出ノズル3dの周縁部にフランジ3e,3f,3hを設け、該フランジの被乾燥物に摺動する面に空気流と交わる方向に多数の溝3nを穿設してマツト繊維1aの先端が該溝3nに侵入し空気流の抵抗を増し、またノズル面を強くマツト表面に押圧して高速流の偏りを防止することができる。
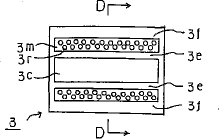
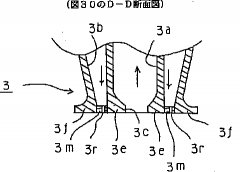
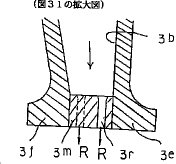
【0056】また構成体の他の変形例を図30,図31R>1,図32に示す。吸込管3aの両側に隣接させた吐出管3b,3bの先端開口部に多数の小透孔3rを千鳥状に設けた板状体3mを取りつけて小透孔3rを吐出ノズルとしたもので該小透孔3rより高速ジエツト流Rが間欠的に噴出されマツト繊維1a内部の微少間隙にまで侵入し易くなる。
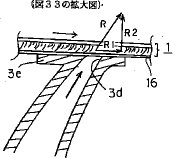
【0057】また本実施例の構成体の吐出ノズル3dは被乾燥物に対して垂直に高速ジエツト流Rが噴出するように構成したが、図33に示す如く被乾燥物1の進行方向に合わせて斜めに高速ジエツト流Rが噴出するように吐出ノズル3dを構成すれば図34に示す如く高速ジエツト流Rの力を被乾燥物1の進行方向における分力R1とこれに垂直な分力R2とに分けて考えると分力R1は被乾燥物1および線条エンドレスコンベア16の移送に寄与し動力費の節減になる。
【0058】また逆に図35に示す如く被乾燥物の進行方向と逆に斜めに高速ジエツト流Rが噴出するように吐出ノズル3dを構成すれば高速ジエツト流がマツトの繊維に強力に衝突するため高速ジエツト流Rが垂直な場合と比較して脱水乾燥の効率がよくなる。
【0059】
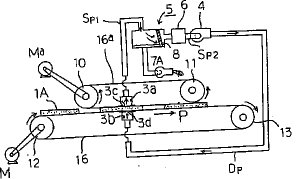
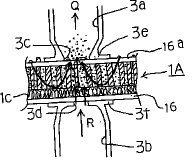
【実施例6】じゆうたん等の厚さ方向に空気流通が可能な被乾燥物を乾燥する実施例を図36により説明する。駆動プ−リ10、従動プ−リ11に線条エンドレスコンベア16aを架設し、駆動プ−リ12、従動プ−リ13に線条エンドレスコンベア16を架設し該コンベア16aの下行帯と該コンベア16の上行帯との間に被乾燥物例えば濡れたじゆうたん1Aを挟持して図中矢印P方向に搬送する。
【0060】図37に明示する如く先端周縁部にフランジ3eを設けた吸込ノズル3cおよびフランジ3fを設けた吐出ノズル3dを対向させそれぞれ該コンベア16a,16を介して被乾燥物1Aの表面と接触摺動する位置に配置する。
【0061】吸込ノズル3cはダクトSp1により水滴分離槽5の吸込口と連結し、水滴分離槽5の排出口と送風機4の吸込口とはダクトSp2で連結し、ダクトSp2の中途に除湿機6を配置する。送風機4の吐出口と吐出ノズル3dとはダクトDpで連結する。
【0062】次に本実施例の作用を説明するとモ−タM,Maにより該コンベア16,16aを同速度で回動させ、通気性のある濡れたじゆうたん1Aを該コンベア16上に載置し図中矢印P方向に5〜50mm/sec. の速さで移動させると、じゆうたん1Aはコンベア16とコンベア16aとで挟持されて吸込ノズル3cと吐出ノズル3dを対向させた位置へと運ばれる。
【0063】送風機4を作動させると、図37に示す如く該コンベア16の上行帯下面に接触摺動位置に配置した高速ジエツト吐出ノズル3dより高速ジエツト流Rが噴出し、この高速ジエツト流Rによりじゆうたん1A中に含有された水分は水滴となり水蒸気とともに上方に吹き上げられ、高速ジエツト流が負圧流領域で合流し高速負圧流によつて水滴および水蒸気は吸込ノズル3cより吸込まれ水滴分離槽5に送られ、水滴、塵埃が除去された空気は除湿機6に送入され乾燥空気として送風機4により再び吐出ノズル3dに送られ以上の工程を繰返すことにより連続脱水乾燥が行える。
【0064】
【実施例7】図38に示す如く被乾燥物のマツト1を搬送する前段搬送装置100と後段搬送装置110と脱水乾燥部90とからなる装置で、前段搬送装置100はエンドレスコンベア15cを駆動プ−リ18,従動プ−リ19,21,22に架設し、後段搬送装置110は複数の搬送用駆動ロ−ラ15h,15h・・・を配設し、脱水乾燥部90はマツト1を挟持搬送するエンドレスコンベア15bとロ−ラ15g・・・を有し、該ロ−ラ15g間に先端周縁部にフランジを設けた吐出ノズル3d,3d、吸込ノズル3cを挿入しマツトの繊維1a表面と接触摺動する位置に配置し、吐出用送風機4dの吐出口と吐出ノズル3dとをヒ−タHを介してダクトDpで連結し、吸込用送風機4sの吸込口と吸込ノズル3cとを水滴分離槽5を介してダクトSpで連結する。
【0065】前段搬送装置100の該コンベア15c上にマツト1を繊維1aを下向きにして載置し、駆動モ−タMにより駆動プ−リ18を駆動させ該コンベア15cを矢印P方向に回動させマツト1を脱水乾燥部に移動させ、脱水乾燥部90で吐出ノズル3d,3dと吸込ノズル3cとにより脱水乾燥操作を行い後段搬送装置110に移送し搬送用駆動ロ−ラ15h,15h・・・によつて図中矢印P方向に移送し脱水乾燥が終了する。
【0066】この場合該ロ−ラ15h,15h・・・は駆動モ−タM1,M2・・・により回動するようにした。後段搬送装置は搬送用駆動ロ−ラの代りにエンドレスコンベアを使用してもよい。
【0067】また本実施例では吐出ノズル2個と吸込ノズル1個を搬送用ロ−ラ15g間に配設したが被乾燥物の大きさ、種類によつて吐出ノズルおよび吸込ノズルの個数あるいは配列順序を適宜選択してよい。
【0068】
【作用】被乾燥物として脱水乾燥が困難なゴムシ−トにより裏打ちされた植毛マツト(図39参照)の乾燥方法について説明する。先端周縁部にフランジ3eを設けた吸込ノズル3cよりなる脱水装置でこのマツトを乾燥する場合の作用は図7,図8,図9により実施例1で詳述したとおりである。さらにこの脱水原理を説明すれば繊維に付着した水膜12は高速負圧流Qにより連続した水滴13の状態となり吸込ノズル3cの吸引力は水滴13の表面張力および粘性に打ち克つて図9に示す如く微細な水滴14に細分化し水滴を剥離しながら高速負圧流に乗せて吸込管3a内に吸込まれ水蒸気とともに外気へ排出される。
【0069】以上の如くフランジ3eを設けた吸込ノズル3c1個を使用して移送中のマツト1の水滴14は繊維1aの根元から連続的に吸込み除去されマツト1をほとんど脱水する。次に図1に示す如く吸込ノズル3c、吐出ノズル3d,3dの突端にフランジ3e,3f,3hを設けた構成体3を使用して濡れたマツト1を脱水乾燥する原理は実施例3で詳述したとおりである。
【0070】構成体3の突端部にフランジ3e,3f,3hを設けているので高速ジエツト流Rがマツト繊維先端と接触摺動するフランジ表面を通り高速負圧流Qとじかに短絡することがなく、フランジを有しない構成体3を使用した場合と比較して高速ジエツト流はマツト繊維群内により深く侵入し繊維根元まで到達し、またジエツト流および負圧流は外気OAと短絡流入流出しないためノズル内の静圧は低下することなく高速ジエツト流は負圧流領域に合流し、その相乗効果により高速負圧流は増速しながらマツト繊維内の水滴および水蒸気を吸込ノズル3cから吸込み連続的に脱水乾燥するものである。
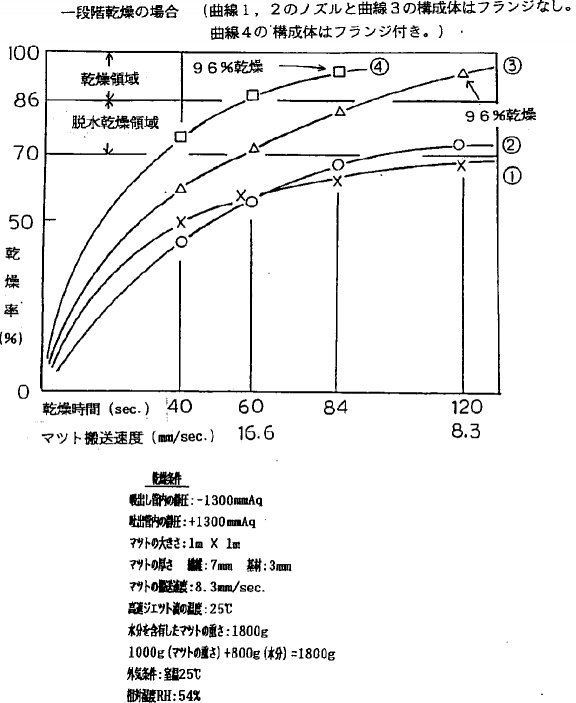
【0071】フランジを有しない構成体を使用した場合に比べて乾燥時間が30%短縮できる(図40のグラフ参照)。また実施例5で詳述した如く構成体3において吐出ノズル3d,3dを高速ジエツト流Rが被乾燥物に対して斜めに侵入するように構成すれば(図33乃至図3535参照)被乾燥物の移送に寄与し、また脱水乾燥効率がより高くなる。
【0072】実施例5(図26)において第2段脱水乾燥装置40のみを使用して1段階で脱水乾燥を行つた試験結果および乾燥条件を図40のグラフに示す。曲線4は図26の如く構成体3Bの突端部にフランジを有する場合で、曲線3は対照例としてフランジがない場合のデ−タである。
【0073】前者の場合は96%の乾燥率を得るのに84秒を要したのに対し、後者の場合は120秒程度を要した。なお対照例として図中曲線1はフランジのない吸込ノズル1個を用いて高速負圧流のみで脱水乾燥した時のデ−タで、曲線2はフランジのない吐出ノズルを1個用いて高速ジエツト流のみで乾燥した時のデ−タを示す。これらのデ−タは乾燥前半では吸込ノズルの高速負圧流による乾燥の方が乾燥率が高く、乾燥後半では吐出ノズルの高速ジエツト流による乾燥の方が乾燥率が高くなる傾向を示している。ここで乾燥率とは次式で示す通りである。
【0074】
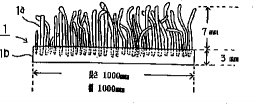
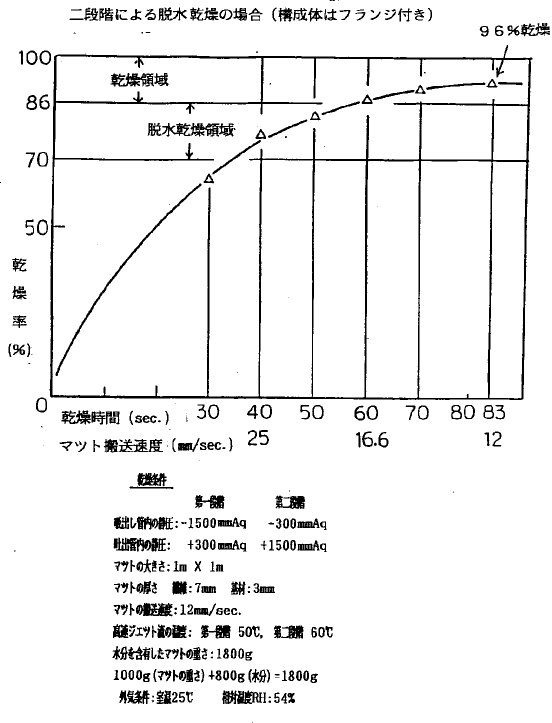
【数1】実施例5(図26参照)において脱水乾燥装置30,40により構成体3A,3Bの2組を使用して2段階で乾燥した場合の試験結果および乾燥条件を図41に示す。この時の乾燥条件は吸込ノズル3c内の静圧を第1段階で−1500mmAq、第2段階で−300mmAq、吐出ノズル3d内の静圧を第1段階で+300mmAq、第2段階で+1500mmAq、マツトの送り速度を12mm/sec. 、ジエツト流温度を第1段階で50℃、第2段階で60℃とした。マツト1(図39参照)の正味重量は1000g、マツトの最大保水量800gで濡れたマツトの重さは1800gであり含水率80%とする。
【0075】この濡れたマツトを第1段脱水装置で脱水しながら移動させ第2段乾燥装置で乾燥し83秒間脱水乾燥操作を行つた結果、水800gのうち768gの水分を除去でき96%の高い乾燥率を得た。従つてマツトが水分を多量に含有する第1段脱水時においては高速負圧流の圧力を強くし(−1500mmAq)高速ジエツト流の圧力を弱くして(+300mmAq)脱水し、第2段乾燥時には高速ジエツト流の圧力を強くし(+1500mmAq)高速負圧流の圧力を弱くして(−300mmAq)乾燥すれば乾燥効率が上昇し省エネルギ−が得られる。
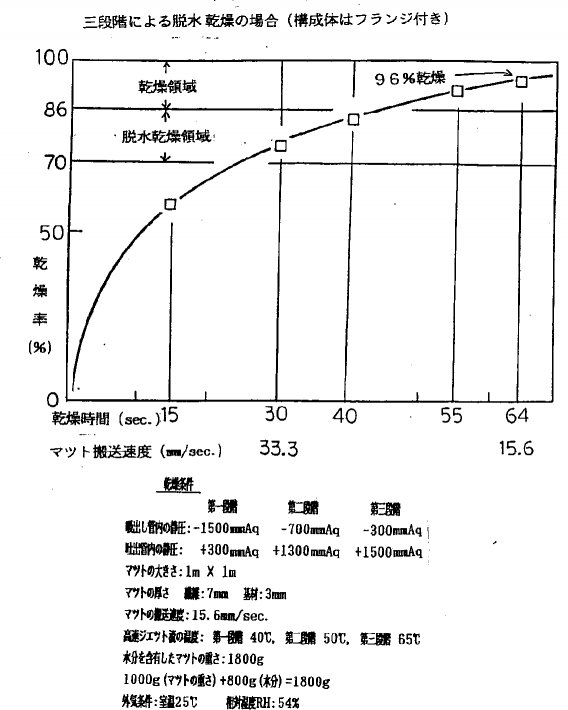
【0076】次に実施例5(図26参照)において脱水乾燥装置30,40,50を使用し構成体を3A,3B,3Bの3組使用して3段階で乾燥した場合の試験結果および乾燥条件を図42に示す。
【0077】前述の2段階脱水乾燥と同様にマツトの正味重量1000g、最大保水量800gの濡れたマツトの重さ1800gである被乾燥物を第1段脱水装置で脱水し、次いで第2,第3段乾燥装置で乾燥を行つた結果、64秒間で96%の乾燥率を得た。この時の乾燥条件は吸込ノズル3c内の静圧を第1段階で−1500mmAq、第2段階で−700mmAq、第3段階で−300mmAq、吐出ノズル3d内の静圧を第1段階で+300mmAq、第二段階で+1300mmAq、第3段階で+1500mmAq、マツトの送り速度を15.6mm/sec. 、ジエツト流温度を第1段階で40℃、第2段階で50℃、第3段階で65℃と変化させた。
【0078】このように吸込ノズル内の静圧を初期段階では高くして大部分の水分を吸込みながら除去し後段階に進むに従つて低く設定し、一方吐出ノズル内の静圧を初期段階では低くし、後段階に進むに従つて高く設定し、初期段階で脱水した後の残存水分を除去して乾燥すれば効率よく乾燥操作が行えて省エネルギ−効果が大である。これに要したエネルギ−は3.3KWHの送風機5台、ジエツト流加熱ヒ−タが3KWH、その他駆動モ−タを0.5KWHとし、合計約20KWHを要し1KWHを20円としたとき1時間当たり400円となり、上記の1m×1mのマツト1枚当たりの乾燥時間は約60秒であり6.6円で極めて安価な電力代である。
【0079】
【発明の効果】上記実施例では基材がゴムシ−トからなるマツトと通気性のあるじゆうたんを被乾燥物として説明したが、この他幅広じゆうたん、衣類、織物その他の布帛、不織布、ガラス繊維シ−ト、合成繊維シ−トその他の長尺シ−ト、人工芝生、ゴザ、畳、厚紙、消防用ホ−ス、電子部品等の洗浄後の低温乾燥に利用でき、またこれらの製造工程中での乾燥に利用できるのは勿論のことである。
【0080】マツトの乾燥においては従来の遠心力を利用した脱水乾燥、減圧と熱風との併用による乾燥、単なる加熱乾燥等が用いられているが均一な乾燥が得られず、かつ加熱乾燥の場合には80〜120℃の比較的高温度で乾燥しなければならず、一方生地の材質によつては50℃以下の低温乾燥が必要であるが低温乾燥では長時間を要する欠点があつた。
【0081】本発明による高速負圧流を使用した脱水乾燥装置では繊維表面および繊維間隙に付着した水分を蒸発するとともに吸込ノズル近傍の負圧たとえば−300mmAq〜−1500mmAqの高速負圧流により水分を繊維表面から物理的に剥離し微細な水滴を高速負圧流に乗せて除去することができ、水分の気化による被乾燥物の温度低下を防止し、大量の加熱エネルギ−は不要で所謂低温高速乾燥が可能であり、装置の簡素化、経費節減となり、乾燥効率は極めて大きい。
【0082】本発明において吸込ノズルによる高速負圧流と吐出ノズルからの高速ジエツト流とを併用する場合には多数の繊維の間隙に乾燥空気を高速ジエツト流として繊維の根元まで吹き付けて乾燥を促すとともに吸込ノズル近傍の負圧流領域にジエツト流を吹き込み、高速負圧流と高速ジエツト流との相乗効果により高速負圧流を増速し水分を瞬時に吸込ノズルへ移送し脱水乾燥するもので乾燥効果は更に増大する。
【0083】この場合ジエツト流にたとえば40〜60℃の熱風を使用すれば乾燥効果が更に増大するのは勿論である。たとえば同条件の乾燥を行うのに従来の熱風乾燥を行う場合の使用エネルギ−に比し、本発明の吸込ノズルと吐出しノズルを併用した脱水乾燥装置を使用すれば使用エネルギ−が半減することが解つた。
【0084】本発明の脱水乾燥装置を使用するに当たつて被乾燥物の種類あるいは厚さによつてたとえば実施例5の図26に示す装置において吐出しノズル3dを作用させず吸込ノズル3cのみを作用させることにより吸込脱水乾燥ができ、また逆に吸込ノズル3cを作用させず吐出ノズル3dのみを作用させて脱水乾燥が行える。
【0085】また本発明の脱水乾燥装置を図26(実施例5)に示す如く前段領域で脱水を行う前段脱水装置と後段領域で乾燥を行う後段乾燥装置とに分離してそれぞれのジエツト流および負圧流の圧力を加減調整することによつて乾燥エネルギ−を節減できる。
【0086】本発明の吸込ノズルの先端周縁部に、または吸込ノズルと吐出ノズルからなる構成体において該吸込ノズル、該吐出ノズルの先端周縁部に空気流の短絡防止用フランジ(鍔、障壁、張出部)を設けたので空気流は吐出ノズルから吸込ノズルへじかに短絡することなくまた大気OAにじかに流入流出することもなく被乾燥物であるマツト、じゆうたん等の表面から繊維の根元まで奥深く乾燥空気が侵入し、高速負圧流または高速負圧流と高速ジエツト流とが互いに増速する相乗効果によりじゆうたん等の繊維表面および繊維間隙に付着した水分を瞬時に吸込ノズルによつて吸込み連続的に乾燥するものである。
【0087】従つて水分の気化熱の消費を大幅に低減し、被乾燥物の温度低下を防止し、低温急速乾燥が可能であり大量の加熱エネルギ−は不要で省エネルギ−に寄与し経費節減となり極めて短時間に乾燥することができ乾燥効率は極めて高く被乾燥物の高温による劣化が皆無でありかつ摩擦による損傷も全くなく被乾燥物にしわを生ずるおそれもない。更には水滴の除去とともに被乾燥物に付着している麈埃特にダニ、シラミ、その他の害虫およびその卵などの異物も水滴とともに高速負圧流に乗つて完全に吸引除去されるので清掃、無菌化の効果をも発揮することができ、清潔で乾いたじゆうたん等が得られる。この場合高速ジエツト流にたとえば40〜60℃の熱風を使用すれば乾燥効果は更に増大する。
【0088】例えば吸込ノズルおよび吐出ノズルの先端周縁部にフランジを設けた構成体を3組使用して大きさが1m×1m,厚さ10mmのゴムライナ−付き植毛マツトを脱水乾燥した場合には約1分間で脱水乾燥が可能である(図42参照)。なお被乾燥物の種類あるいは厚さによつて実施例で示した形状の吸込ノズルのみの脱水乾燥装置または吸込ノズルとジエツト吐出ノズルを併用した脱水乾燥装置との組合せが選択可能である。
【0089】吸込ノズルと吐出ノズルの併用の場合は高速ジエツト流が高速負圧流領域において増速する相乗効果によつて極めて短時間に低温脱水乾燥が可能である。また乾燥しにくい例えば目の詰まつた織物その他布帛等を乾燥する場合は、実施例5(図26)に示す如く第1段領域30では前記の如く被乾燥物の水分が多いため負圧の値を高くして(たとえば−1500mmAq)負圧流による吸引力を上げジエツト流の圧力を低くした方が好ましく、第2段領域40、第3段領域50では逆にジエツト流の圧力を高くして(例えば+1300mmAq〜+1500mmAq)負圧流の圧力を低くして乾燥した方が効率的に乾燥ができる。
【0090】以上本発明を主に水で濡れた被乾燥物の乾燥について詳述したが、水以外の揮発性液体たとえばトリクロロエチレンその他有機溶剤または該液体と水との混合物を使用して洗浄し乾燥する場合においても上記水滴分離槽を溶剤その他の液滴分離槽として使用し、除湿機に代えてまたは除湿機とともに溶剤蒸気吸着除去装置を使用して溶剤蒸気を濃縮回収しあるいは燃料として使用することにより全く同様に低温急速乾燥装置として使用し得るものである。
【図面の簡単な説明】
【図1】フランジを設けた吸込ノズルと吐出ノズルを有する構成体を用いた本発明の第3実施例の脱水乾燥装置の例を示す断面説明図である。
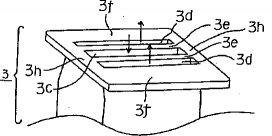
【図2】図1の構成体を示した斜視図である。
【図3】本発明の第3実施例で使用した構成体の一部拡大断面図である。
【図4】フランジを設けた吸込ノズルだけを用いた本発明の第1実施例の脱水装置を示す断面図である。
【図5】第1実施例で使用した吸込ノズルの斜視図である。
【図6】本発明の第1実施例で使用した吸込ノズルの内径Dを説明する垂直断面図である。
【図7】繊維が水膜で覆われたマツトにフランジを有する吸込ノズルを接触させた状態の拡大図である。
【図8】フランジを有する吸込ノズルの負圧流によりマツトの繊維表面が連続した水滴で覆われた状態を示す拡大図である。
【図9】フランジを有する吸込ノズルの負圧流により微細な水滴となつた状態を示す拡大図である。
【図10】フランジを有しない吸込ノズルだけを用いた対照例の脱水装置を示す説明図である。
【図11】本発明の第2実施例で使用したフランジ底面に溝を設けた吸込ノズルの平面図である。
【図12】図11のB−B断面図である。
【図13】吸込ノズルのフランジ底面に布を貼付した状態を示す垂直断面図である。
【図14】水滴分離槽の断面図である。
【図15】ハニカムロ−タを使用した除湿機の一部欠截斜視図である。
【図16】繊維表面が水膜で覆われたマツトにフランジを有する構成体を接触させた状態の拡大図である。
【図17】フランジを有する構成体の負圧流およびジエツト流によりマツトの繊維表面が連続した水膜で覆われた状態を示す拡大図である。
【図18】フランジを有する構成体の負圧流およびジエツト流により微細な水滴となつた状態を示す拡大図である。
【図19】送風機一台を使用した場合のフロ−パタ−ンを示す本発明の第3実施例を示す脱水乾燥装置の模式図である。
【図20】吐出用送風機と吸込用送風機との二台の送風機を使用した場合のフロ−パタ−ンを示す本発明の第3実施例を示す脱水乾燥装置の模式図である。
【図21】フランジを設けていない吸込ノズルと吐出ノズルを有する構成体を用いた対照例の脱水乾燥装置の例を示す断面説明図である。
【図22】対照例の脱水乾燥装置における図21で使用した構成体の斜視図である。
【図23】本発明の第4実施例を示す脱水乾燥装置の断面図である。
【図24】線条エンドレスコンベアの平面図である。
【図25】網状エンドレスコンベアの平面図である。
【図26】本発明の第5実施例を示す3段階脱水乾燥装置の断面図である。
【図27】第5実施例で使用した構成体の変形例を示す平面図である。
【図28】図27のC−C断面図である。
【図29】図28の一部拡大図である。
【図30】第5実施例で使用した構成体の変形例を示す平面図である。
【図31】図30のD−D断面図である。
【図32】図31の一部拡大図である。
【図33】第5実施例で使用した構成体の変形例を示す垂直断面図である。
【図34】ジエツト流の合成ベクトルRをベクトルR1,R2に分解して説明した図33における吐出ノズルの拡大図である。
【図35】第5実施例で使用した構成体の他の変形例を示す垂直断面図である。
【図36】本発明の第6実施例を示す脱水乾燥装置の断面図である。
【図37】図36における被乾燥物を脱水乾燥する構成体部分の拡大図である。
【図38】本発明の第7実施例を示す断面図である。
【図39】マツトの拡大断面図である。
【図40】構成体1組を使用してフランジを有する場合と有しない場合の一例の脱水乾燥装置の乾燥成績を示すグラフである。
【図41】本発明のフランジを有する構成体を2組使用して2段階乾燥を行つた場合の一例の乾燥成績を示すグラフである。
【図42】本発明のフランジを有する構成体を3組使用して3段階乾燥を行つた場合の一例の乾燥成績を示すグラフである。
【符号の説明】
1 マツト
1a マツトの繊維
3a 吸込管
3b 吐出管
3c 吸込ノズル
3d 吐出ノズル
3e 吸込ノズルのフランジ
3f 吐出ノズルのフランジ
4 送風機
5 水滴分離槽
6 除湿機
15e 押圧ロ−ラ
16 線条エンドレスコンベア
P マツト移動方向
Q 高速負圧流
R 高速ジエツト流
【0001】
【産業上の利用分野】本発明はマツト、じゆうたん、織物、衣類、不織布、合成樹脂、ガラス、フイルム、厚紙等のシ−ト状物その他扁平状部品の乾燥に使用する高速流体による低温急速脱水乾燥の方法および装置に関するものである。
【0002】
【従来の技術】マツト類、長尺の布帛、シ−ト類等の乾燥には外気による自然乾燥、加熱乾燥、遠心力を利用した脱水乾燥、通風による乾燥、加圧脱水乾燥、減圧による真空乾燥等が一般に行なわれている。このうち減圧、真空乾燥は被乾燥物を収納したチヤンバ−内を減圧することにより蒸気圧を低下させ被乾燥物が含有している湿分を蒸発させ気化熱を奪いながら乾燥するため被乾燥物が冷却され凍り付く現象が現われる。
【0003】これを防止するため被乾燥物を加熱しなければならないので大きな熱エネルギ−を必要とし、かつ乾燥に長時間を要する欠陥があつた。特に家庭用足ふきマツト、営業用くつふきマツト等は補強用ゴムシ−ト表面に各種繊維を植毛したり、織物をゴムシ−トに接着してあり、マツトの厚さ方向に通気性が全くないため乾燥が極めて困難であつた。また熱風乾燥では加熱通風によつて被乾燥物の水分を蒸発させ乾燥するため大きな気化熱エネルギーを必要とする。
【0004】また長尺かつ広幅の天然繊維または合成繊維の緻密な織物その他の布帛、合成樹脂シ−ト、紙等の製造工程中での乾燥においても均一な加熱乾燥をするためには精密な温度コントロ−ルが必要でありかつ低温(約60℃以下)乾燥の場合には長時間を要する。また梅雨時の高湿度により畳、ゴザが多量の湿気を含む場合には従来の熱風乾燥方式ではかなり高温高圧の熱風を用いなければならないため被乾燥物を熱劣化させるおそれがあつた。
【0005】また遠心力を用いた脱水乾燥方法は被乾燥物を高速回転ドラム内に収納し、これを高速で回転し水に遠心力を与えて脱水する方式であり、この方式では被乾燥物の水分を75%以上は脱水できず次の工程で再び乾燥しなければならない欠陥があつた。
【0006】
【発明が解決しようとする課題】本願は上記の諸欠陥を除くため高速負圧流または高速負圧流と高速ジエツト流との組合せを利用して被乾燥物を低温(例えば約60℃以下)で連続的に脱水乾燥し、脱水乾燥の所要時間を著しく短縮できかつ被乾燥物を傷めることなく消費エネルギーを大幅に節約できる連続的に低温で急速に脱水乾燥する方法および装置を提供しようとするものである。
【0007】
【課題を解決するための手段】本件特許出願人は特願平7−141051において濡れた被乾燥物例えば織物、植毛シ−ト、カーペツト等特に通気性のないゴムシ−ト等を裏打ちしたマツト等の乾燥において、繊維の間隙に付着した水分および繊維自身に浸潤付着した水分を吸込ノズルの強力な負圧流によつて吸込み、または吸込ノズルと吐出ノズルを使用して高速ジエツト流と高速負圧流との組合せによる相乗効果により両高速流を増速しながら連続脱水乾燥する方法および装置を提案した。
【0008】本発明はこの方法および装置において吐出ノズルと吸込ノズルの突端周縁部にそれぞれ高速ジエツト流と高速負圧流との相互短絡および大気との短絡を防止するフランジ(障壁)を設けマツト等の繊維間隙に付着した水分および繊維自身に浸潤付着している水分を繊維から剥離させながら吸込ノズルの負圧流領域に移送し、吸込ノズルの高速負圧流に乗せて微細な水滴となし、繊維の根元から上部に向つてこの水滴を移送し、吸込管によつて吸込み排出することにより連続的かつ効率的に低温で急速脱水乾燥するようにしたものである。
【0009】以下説明の実施例では、被乾燥物より70%以下の水分を除くことを単なる脱水とよび、70〜86%の水分を除くことを脱水乾燥とよび、86〜95%の水分を除くことを乾燥とよぶ。さらに被乾燥物より95〜100%の水分を除去することを絶対乾燥とよぶ。ここで上記の百分率は被乾燥物の最大保水量を100%としこの値より除水した場合の割合をいう。例えば被乾燥物の最大保水量を1kgとしこれを0.9kg除水した場合を90%の乾燥という。
【0010】
【実施例1】図4は水分吸込管3aを用いた本発明の脱水乾燥装置の一実施例、図5は吸込管3aの拡大斜視図を示す。移動載置台2に多数の繊維1aを通気性のないゴムシート基材1bに植え込んだ濡れたマツト1を被乾燥物として定着し、吸込管3aの吸込ノズル3cの先端周縁部に巾5〜50mmのフランジ3eを設け、この吸込ノズル3cをマツト1の繊維1aの上面に接触摺動できるように配置し、送風機4の吸込口を吸込管3aと連結する。マツト基材裏面は面状ヒータPhなどで加熱する。
【0011】マツト1は載置台2とともに図中矢印P方向に5〜50mm/sec.の速さで移動させる。なお一般に吸込ノズル3cから負圧のおよぶ範囲は1D以内(図6参照)とされており1Dから吸込ノズル3cに近づくに従い負圧は急速に大きくなり吸込ノズルを締め切れば吸込管内の負圧の値は送風機4の吸込口の負圧の値と等しくなる。ここで負圧とは大気圧(1kg/cm2)と比べて低い圧力をいう。
【0012】送風機4を作動させると図7に示す如く吸込管3aの吸込ノズル3cにおける高速負圧流Qによりマツト1の繊維1aの間隙に付着した水分および繊維1a自身に浸潤した層状の水分(以後水膜12という)は吸い上げられながら連続した水滴状態13(図8)となりさらに繊維1a表面において水の表面張力により小さな多数の水滴14(図9)となり、これが高速負圧流に乗つて吸込管3a内に吸込まれマツト1は乾燥する。この場合水分の蒸発も伴う。
【0013】この蒸発による気化熱でマツト自身の温度が低下するのを防止するため特に冬期では面状ヒータPhで加熱し乾燥を促進する。吸込ノズル3cの先端周縁部に設けたフランジ3eがマツトに摺動しているため空気流は大気OAから直接フランジ3eの繊維との接触面を通つて吸込ノズル3cに流入できず、大気OAはフランジ3eの外側からマツト1の繊維間隙の奥深くゴムシート1b表面まで達して負圧流Qとなり、前述のように繊維1aの下部から上部まで微細な水滴を生成し負圧流Qにより吸込ノズル3cに運び込まれ吸込管3aから排出される。
【0014】本実施例では先端周縁部にフランジ3eを設けた水分吸込ノズル3cを有する吸込管3aを1個用いた脱水乾燥装置を示したが、この吸込管3aを2個以上並列して固定した脱水乾燥装置を用い、上記と同様の方法で連続して脱水乾燥することにより吸込管1個の場合と比べ数倍の速さで高速脱水乾燥を行なうこともできる。
【0015】また対照例として吸込ノズルの先端部にフランジを有しない吸込ノズルを使用した場合の脱水乾燥装置を図10に示す。フランジがない場合は外気OAが短絡するので乾燥時間は2倍を要する。本実施例ではノズル3cを負圧流Qが重力に逆らつた上向きに発生する位置に配置してあるので吸込ノズル3c内の負圧は−800mmAq以上が好ましく、逆に負圧流Qが下向きに発生する位置に配置した場合は−500mmAq程度でよい。
【0016】
【実施例2】たとえば表面が緻密質かつ平滑な布、マツトまたはガラス、合成樹脂フイルム、金属シート等の被乾燥物の乾燥を行なう場合には、図11,図12に示す如く吸込ノズル3c周縁部に設けた鍔3e,3hの底面に吸込ノズル3cと連通する多数の溝3kを設けることにより濡れた被乾燥物を吸込ノズル3cに接触摺動させて被乾燥物を吸込ノズル3cに吸着されず接触摺動させながら外気OAは溝3kを通り低温で脱水乾燥することができる。また図13のようにフランジの底面に多孔質布3Lなどを貼付することにより負圧の値を上昇して水分を吸込みながら乾燥することもできる。
【0017】
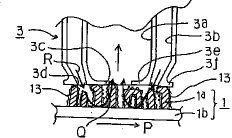
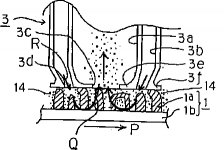
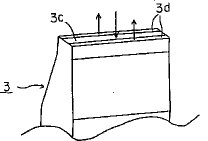
【実施例3】図1,図2,図3に示す如く周縁部にフランジ3eを設けた吸込ノズル3cと周縁部にフランジ3fを設けた高速ジエツト吐出ノズル3d,3dとを隣接させた構成体3を用い、吸込ノズル3cと送風機4の吸込口4aとの間に水滴分離槽5(図1参照)を配置してなる脱水乾燥装置である。水滴分離槽5は図14に示す如く槽内底部に水分排出用ポンプ7Aを設け更に水滴および塵埃フイルタ−8を設けてなるものである。送風機4の吸込口4aと水滴分離槽5との間には除湿機6を配置する(図1参照)。
【0018】好ましくは除湿機6としてロ−タリ−ハニカム除湿機(図15参照)を用いるのがよい。あるいは圧力スイング吸着(PSA)方式または熱スイング吸着(TSA)方式を用いることもできる。吸込ノズル3cの周縁部に設けたフランジ3eおよび構成体3の周縁部突端に設けたフランジ3f,3h(図2、図3参照)の巾Wは5〜50mmとする。
【0019】図1においてマツト1をその繊維1aを上面にして移動載置台2に載せる。ここで該構成体3は固定し、マツト1は移動載置台2とともに図中矢印P方向に5〜50mm/sec.の速さで移動させる。マツト1の繊維1aの上面と該構成体3とは接触押圧摺動させる。洗浄後の濡れたマツト1の多数の繊維1aのまわりは図16に示す如く水膜12で覆われかつその繊維1aの間には多量の水12aが溜つている。
【0020】送風機4(図1参照)を作動させると吐出ノズル3d,3dからの高速ジエツト流はフランジ3eの表面近傍でじかに負圧流および外気と短絡することなく図中矢印Qに示す如く繊維の根元まで奥深く到達し多数の繊維1aの表面の水膜12および繊維間隙の水分12aに強力に噴出し繊維1aの表面の水膜12を下向きに吹き落し吸込ノズル3cの負圧領域と合流し高速ジエツト流と高速負圧流との相乗効果により高速負圧流は増速されながら水膜12および繊維間隙の水分12aを上向きに移送し、繊維周縁の水膜は負圧流の動圧により図1717に示す連続した水滴状13となり更に図18に示す如く多数の微細な水滴状14に細分され高速負圧流Qに乗つて吸出され外部に排出され脱水乾燥する。
【0021】かくしてマツト1を連続的に移送すれば連続脱水乾燥ができる。なお図16においてフランジ3eがない場合は図中破線SOで示す如く高速ジエツト流は高速負圧流と短絡する。
【0022】高速負圧流Qに乗つて吸込まれた微細な水滴および水蒸気は水滴分離槽5に送られる。水滴分離槽5の断面積は図14に示す如く吸込管3aの断面積に比し著しく広いので高速負圧流Q1の流速は水滴分離槽5内において激減する。
【0023】従つて水滴14は自重により空気流より外れて落下し、槽内底部の水分Aはスネ−クポンプ、アルキメデスポンプ、モノフレツクスポンプ等の容積型ポンプ7Aを使用して外部に排出する。また負圧流Qによつて運ばれた水滴の一部および塵埃はフイルタ−8により濾過して清浄空気を図面矢印Q2方向に移送する。
【0024】図1に示す如くこの清浄空気Q2を除湿機6により除湿した後送風機4の吸込口4aに送入し、送風機4の吐出口4bから加圧流RDとして吐出ノズル3d,3dに移送し、高速ジエツト流Rとして吐出ノズル3d,3dよりマツトの繊維1aに強力に噴出して連続脱水乾燥が行われる。
【0025】水滴分離槽5において容積型ポンプ7Aの代わりに図14に破線で示す如くロ−タリ−弁7Bを使用して槽外へ放出し、容器10に溜めてもよい。この場合回転中のロ−タリ−弁7Bと該ロ−タリ−弁7Bの周縁に固定したシ−ル板7Cとの作用により槽内圧力PTと大気圧POAとは常時遮断されている。
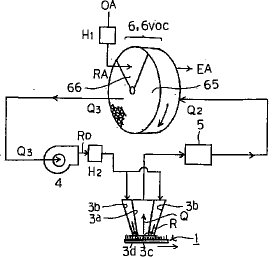
【0026】除湿機6は図15に示す如く吸湿性を有するハニカム除湿ロータ61をケーシング62内に駆動回転可能に保持し、モータ63,駆動ベルト64によりロータ61を10〜20r.p.h.の速さで回転するもので、水滴分離槽5(図14)で水滴を分離除去した湿つた空気Q2を送風機4により1〜3m/sec.の速さでロータ61の処理ゾーン65に矢印Q2方向に送入し、処理空気Q2中の湿気をハニカムロータ61に吸着除去させて乾燥空気Q3となし、送風機4により高速ジエツト流RDとして構成体3(図1)の吐出管3b,3bに供給することにより乾燥速度をはやめる。
【0027】一方ヒータHにより外気OAを100〜140℃に加熱した再生空気RAを再生ゾーン66の小透孔に処理空気Q2と逆方向(矢印RA方向)に通し処理ゾーン65で吸着した湿分を連続的に加熱脱着し排気EAとする。従つて処理ゾ−ン65は空気流Q2を連続的に乾燥空気Q3として供給し、これを吐出管3b,3bに提供する。
【0028】次に本実施例の送風機1台を使用した場合のフローパターンを図19に示す。乾燥空気Q3の温度が低い場合にはヒータH2を通して40〜80℃に加熱し相対湿度を下げ高速ジエツト流Rとしてマツト1に吹付け乾燥速度を上げる。
【0029】一方図20に吐出用送風機4dと吸込用送風機4sとの2台の送風機および除湿機6を用いた場合のフローパターンを示す。吸込用送風機4sと構成体3の吸込管3aを連結し、送風機4sによつて吸込まれた水滴混じりの空気EAは外気に放出する。送風機4dの吸込口前段にロータリー除湿機6を配置し、送風機4dの吐出口と構成体3の吐出管3b,3bとをヒータH2を介して連結する。
【0030】除湿機6の除湿ゾーンには外気OAを送入して外気の湿分を除去し送風機4dにより加圧し更にヒータH2により加熱し吐出ノズル3d,3dより乾燥高速ジエツト流Rとして濡れたマツト1に強力に吹き付けながら高速乾燥するものである。この場合除湿機6がない場合に比較して乾燥時間は約60%と短くなる(40%短縮できる)。
【0031】水以外の揮発性液体を使用してマツトを洗浄したとき、この濡れたマツトを乾燥する場合、図19R>9,図20のフロ−パタ−ンにおいて除湿機6の代わりに揮発性液体蒸気(VOC)吸着除去装置6VOCを用いる。この場合吸着除去装置はたとえばハニカムロ−タリ−式吸着除去装置を使用し、吸着剤として活性炭、疎水性ゼオライト等を担持したハニカムロ−タを用いる。
【0032】ハニカムロ−タ吸着除去装置6VOCは図15R>5の除湿機6と同様にVOC吸着ゾ−ン65とVOC脱着再生ゾ−ン66を有し、図14の水滴分離槽と同様な気液分離槽5を通つた空気Q2(図19)中のVOCを連続的に吸着し清浄空気となしこれを乾燥用ジエツト流として用いる。
【0033】図19に示す如く送風機4を作動させることにより構成体3の吸込ノズル3cで濡れたマツト1の有機溶剤を吸込み気液分離槽5を通して有機溶剤蒸気混りの空気をハニカムロ−タ式吸着除去装置の吸着ゾ−ン65に送入し有機溶剤蒸気が除去された清浄空気Q3として送風機4の吸込口に入れ加圧しヒ−タH2により加熱し構成体3の吐出ノズル3d,3dより高速ジエツト流として濡れたマツト1に強力に吹き付け乾燥するものである。
【0034】一方ハニカムロ−タリ−式吸着除去装置6VOCは再生ゾ−ンに外気OAを約120〜180℃程度に加熱し再生空気RAとして送入しているので吸着ゾ−ン65で吸着された有機溶剤蒸気は排気EAとなり燃焼した後外気に排出する。
【0035】揮発性液体と水との混合物を使用してマツトを清浄したときの乾燥を行う場合は上記ロ−タリ−VOC吸着除去素子に水分を吸着する吸着剤例えば親水性ゼオライトと疎水性ゼオライトとを混合した素子を用いたハニカム吸着除去装置を用いることもできる。
【0036】図1,図2には吸込ノズル3cと吐出ノズル3dとを並列密接して一体化した構成体3を示したが、吸込ノズル3cを有する吸込管3a内に吐出ノズル3dを有する吐出管3bを内蔵した構成体3あるいは吐出ノズル3dを有する吐出管内に吸込ノズル3cを有する吸込管3aを内蔵した構成体3を使用してもその作用効果はほぼ同一である。
【0037】図21,図22に吸込ノズル3cおよび吐出ノズル3dにフランジを設けない脱水乾燥装置を対照例として示す。前述の図16,図17,図18においてフランジを設けた場合の高速ジエツト流および高速負圧流の作用を詳述したが、フランジがない場合には高速ジエツト流と高速負圧流とがノズル先端部において短絡し、また高速ジエツト流および高速負圧流と外気とがノズル先端部において短絡し、高速ジエツト流および高速負圧流が繊維1aの根元まで奥深く到達する割合が少なくなり、フランジを設けた場合に比し乾燥能率が落ちる。
【0038】
【実施例4】図23に示す如く駆動プ−リ18、従動プ−リ19、テンシヨンプ−リ20、従動プ−リ21,22に線条エンドレスコンベア16を架設し、突端周縁部にフランジを設けた吸込ノズル3cと吐出ノズル3d,3dとを一体に形成してなる構成体3を該コンベア16の下面に配置してなる低温急速脱水乾燥装置である。
【0039】該コンベア16は図24に示す如く多数の線条体16cを適宜間隔に配設したもので、駆動プ−リ18、従動プ−リ19に線条体16cが嵌合できる溝を線条体の配設間隔で設ける。この場合線条エンドレスコンベア16の代わりに図25に示す開口率の大きいたとえば縦横夫々10mmの目を有する網状エンドレスコンベア15を使用してもよい。
【0040】構成体3の吸込ノズル3cはダクトSP1により水滴分離槽5の流入口に連通し、吐出ノズル3d,3dはダクトDPにより送風機4の吐出口に連通し、水滴分離槽5の排出口と送風機4の吸込口とは除湿機6を介してダクトSP2で連結する。構成体3の吐出ノズル3d,3dからの強力な高速ジエツト流の噴出により被乾燥物のマツト1が浮き上がらないように複数の押圧ロ−ラ15eをマツト1の上面から押える位置に配置する。複数の該押圧ロ−ラ15eはチエ−ン17で連結する。
【0041】作用を説明するとマツト1を繊維1aを下面にして該コンベア16の上に載せモ−タM,Maにより該コンベア16および押圧ロ−ラ15eで挟持しながら図中矢印P方向に6〜10mm/sec.の速さで移動させ送風機4を作動させることにより吐出ノズル3d,3dより高速ジエツト流をマツトの繊維1a内に進入するように強力に吹き付け、吸込、吐出ノズル3c,3dの突端周縁部にフランジ3e,3fを設けたので高速ジエツト流はじかに負圧流および外気と短絡することなく高速ジエツト流と吸込ノズル3cの負圧流との相乗効果により増速された高速負圧流によつて吸込ノズル3cからマツト繊維内の水滴および水蒸気を強力にしかも急速に吸込みながら連続的に乾燥するものである。
【0042】この場合吸込ノズル内の静圧は−800〜−1500mmAqとし、吐出ノズル内の静圧は+800〜+1500mmAqとした。
【0043】本実施例で使用した構成体3は図2に示す構成体である。なお本実施例で使用した構成体は先端部に空気流短絡防止用フランジを設けた構成体を使用したのでフランジを設けていない構成体(図22)を用いた場合に比較して乾燥時間が短縮でき省エネルギ−効果は大である。
【0044】また本実施例では吸込ノズルと吐出ノズルを一体的に形成した構成体3を使用したが吸込ノズル3cおよび吐出ノズル3dをそれぞれ別体のノズルとして該吸込ノズル3cと該吐出ノズル3dを交互にしかも複数個近接配置してもよい。
【0045】
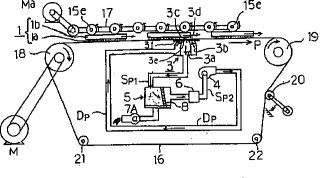
【実施例5】図26に示す如く実施例4(図23)と同様線条エンドレスコンベア16を図示矢印P方向に駆動し、駆動モ−タMaによつて駆動プ−リ18aを介してベルトコンベア15bを矢印方向に線条エンドレスコンベア16と同速度でマツト1を挟持しながら移送する。なお複数のロ−ラ15eはベルトコンベア15bの裏面より被乾燥物を押圧するためのものである。
【0046】第1段脱水装置30は先端周縁部にフランジ3e,3f,3h(3hは図2参照)を設けた吐出ノズル3dの両側に吸込ノズル3c,3cを一体的に組み合わせた構成体3Aを使用し、該構成体3Aの吸込ノズル3c,3cと吸込用送風機4s1の吸込口とをダクトSp1で連結し、吐出ノズル3dと吐出用送風機4d1の吐出口とをダクトDp1で連結する。
【0047】第2段乾燥装置40は図2に示した構成体3Bを使用し該構成体3Bの吐出ノズル3dに吐出用送風機4d2の吐出口をダクトDp2により連結し、吸込ノズル3cに吸込用送風機4s2をダクトSp2により連結し、吐出用送風機4d2の前段に除湿機6、後段にヒ−タHをそれぞれ配置する。第3段乾燥装置50は第2段乾燥装置40で使用した構成体3Bを使用し、送風機4の吸込口と構成体3Bの吸込ノズル3cとを水滴分離槽5および除湿機6Aを介してダクトSp3で連結し、送風機4の吐出口と構成体3Bの吐出ノズル3d,3dとをヒ−タHを介してダクトDp3で連結する。
【0048】次に本実施例の作用を説明すると線条エンドレスコンベア16とベルトコンベア15bの駆動プ−リ18,18aを駆動させ両コンベア15b,16を図中矢印P方向に同速度で回動させ、マツト1をその繊維1aを下面にして両コンベア15b,16に挟持し移動させながら脱水乾燥を行う。
【0049】まず最初の第1段脱水装置30では吐出用、吸込用送風機4d1,4s1を作動させることにより実施例3で詳述した如く高速ジエツト流と高速負圧流との相乗効果により高速負圧流を増速させながらマツト繊維内の水分を微細な水滴として吸込ノズル3c,3cより吸込み、吸込用送風機4s1から排出して連続脱水する。
【0050】この場合構成体3Aの吸込ノズル内の静圧を−1300mmAqと高くし、吐出ノズル内の静圧は+500〜+800mmAqとし、最大保水量のマツト水分を70〜86%除去し大部分の水分を取り除くことができる。
【0051】次に第1段脱水装置30で脱水されたマツト1は両コンベア15b,16で挟持移送され第2段乾燥装置40で構成体3Bにより乾燥作用が行われる。第2段乾燥装置40の吐出用送風機4d2の吸込口前段に除湿機6を配置し外気OAの湿分を除去し、該吐出用送風機4d2の吐出口後段にヒ−タHを介在させ乾いた空気流を60℃程度に加熱し吐出ノズル3d,3dより高温乾燥高速ジエツト流としてマツト繊維1aの根元まで吹き込み乾燥を行い、第1段で脱水された残存水分を取り除いて水分を86〜90%まで除去する。この場合構成体3Bの吸込ノズル内の静圧は−500〜−800mmAqとし、吐出ノズル内の静圧は+1300mmAqと高くした。
【0052】さらに最終乾燥操作を行う第3段乾燥装置50へとマツト1を移送する。第3段乾燥装置50では1台の送風機4の作動により高温低湿の高速ジエツト流をマツト繊維1a内に強力に吹き付け残存水分を構成体3Bの吸込ノズル3cより急速に吸込み水滴分離槽5で水滴および塵埃を除去し除湿機6Aにより露点−20〜−50℃に乾燥した空気を送風機4の吐出口からヒ−タHに送つて約80℃に加熱し吐出ノズル3d,3dより再び高温低湿の高速ジエツト流としてマツト繊維1a内に強力に吹き付け高速負圧流を増速しながら繊維内の微量な水分を除去し第3段乾燥操作を完了する。
【0053】この第3段乾燥操作によりマツト1の残存水分を90〜95%除去し乾燥する。この場合の構成体3Bの吸込ノズル内の静圧は−700mmAq、吐出ノズル内の静圧は+1500mmAqとした。このようにして各構成体の吸込ノズル内の静圧および吐出ノズル内の静圧を調整し3段階の脱水乾燥操作を行うことによりほぼ100%の絶対乾燥を得ることができ、省エネルギ−効果は大である。なお第3段乾燥装置50では上述のように空気流を循環する送風機1台を使用したが図中破線で示した如く吸込用送風機4と吐出用送風機4d3との2台の送風機を使用してもよい。
【0054】この場合吸込まれた空気は吸込用送風機4の吐出口から排気EAとして外気に排出し、他方吐出用送風機4d3の吸込口前段には除湿機6Bを配置し外気OAを除湿し乾いた空気をヒ−タHにより加熱して両吐出ノズル3d,3dに作用させる。この場合除湿機6Aは不要である。
【0055】また本実施例で使用した構成体の変形例を図27,図28,図29に示す。吸込ノズル3c、吐出ノズル3dの周縁部にフランジ3e,3f,3hを設け、該フランジの被乾燥物に摺動する面に空気流と交わる方向に多数の溝3nを穿設してマツト繊維1aの先端が該溝3nに侵入し空気流の抵抗を増し、またノズル面を強くマツト表面に押圧して高速流の偏りを防止することができる。
【0056】また構成体の他の変形例を図30,図31R>1,図32に示す。吸込管3aの両側に隣接させた吐出管3b,3bの先端開口部に多数の小透孔3rを千鳥状に設けた板状体3mを取りつけて小透孔3rを吐出ノズルとしたもので該小透孔3rより高速ジエツト流Rが間欠的に噴出されマツト繊維1a内部の微少間隙にまで侵入し易くなる。
【0057】また本実施例の構成体の吐出ノズル3dは被乾燥物に対して垂直に高速ジエツト流Rが噴出するように構成したが、図33に示す如く被乾燥物1の進行方向に合わせて斜めに高速ジエツト流Rが噴出するように吐出ノズル3dを構成すれば図34に示す如く高速ジエツト流Rの力を被乾燥物1の進行方向における分力R1とこれに垂直な分力R2とに分けて考えると分力R1は被乾燥物1および線条エンドレスコンベア16の移送に寄与し動力費の節減になる。
【0058】また逆に図35に示す如く被乾燥物の進行方向と逆に斜めに高速ジエツト流Rが噴出するように吐出ノズル3dを構成すれば高速ジエツト流がマツトの繊維に強力に衝突するため高速ジエツト流Rが垂直な場合と比較して脱水乾燥の効率がよくなる。
【0059】
【実施例6】じゆうたん等の厚さ方向に空気流通が可能な被乾燥物を乾燥する実施例を図36により説明する。駆動プ−リ10、従動プ−リ11に線条エンドレスコンベア16aを架設し、駆動プ−リ12、従動プ−リ13に線条エンドレスコンベア16を架設し該コンベア16aの下行帯と該コンベア16の上行帯との間に被乾燥物例えば濡れたじゆうたん1Aを挟持して図中矢印P方向に搬送する。
【0060】図37に明示する如く先端周縁部にフランジ3eを設けた吸込ノズル3cおよびフランジ3fを設けた吐出ノズル3dを対向させそれぞれ該コンベア16a,16を介して被乾燥物1Aの表面と接触摺動する位置に配置する。
【0061】吸込ノズル3cはダクトSp1により水滴分離槽5の吸込口と連結し、水滴分離槽5の排出口と送風機4の吸込口とはダクトSp2で連結し、ダクトSp2の中途に除湿機6を配置する。送風機4の吐出口と吐出ノズル3dとはダクトDpで連結する。
【0062】次に本実施例の作用を説明するとモ−タM,Maにより該コンベア16,16aを同速度で回動させ、通気性のある濡れたじゆうたん1Aを該コンベア16上に載置し図中矢印P方向に5〜50mm/sec. の速さで移動させると、じゆうたん1Aはコンベア16とコンベア16aとで挟持されて吸込ノズル3cと吐出ノズル3dを対向させた位置へと運ばれる。
【0063】送風機4を作動させると、図37に示す如く該コンベア16の上行帯下面に接触摺動位置に配置した高速ジエツト吐出ノズル3dより高速ジエツト流Rが噴出し、この高速ジエツト流Rによりじゆうたん1A中に含有された水分は水滴となり水蒸気とともに上方に吹き上げられ、高速ジエツト流が負圧流領域で合流し高速負圧流によつて水滴および水蒸気は吸込ノズル3cより吸込まれ水滴分離槽5に送られ、水滴、塵埃が除去された空気は除湿機6に送入され乾燥空気として送風機4により再び吐出ノズル3dに送られ以上の工程を繰返すことにより連続脱水乾燥が行える。
【0064】
【実施例7】図38に示す如く被乾燥物のマツト1を搬送する前段搬送装置100と後段搬送装置110と脱水乾燥部90とからなる装置で、前段搬送装置100はエンドレスコンベア15cを駆動プ−リ18,従動プ−リ19,21,22に架設し、後段搬送装置110は複数の搬送用駆動ロ−ラ15h,15h・・・を配設し、脱水乾燥部90はマツト1を挟持搬送するエンドレスコンベア15bとロ−ラ15g・・・を有し、該ロ−ラ15g間に先端周縁部にフランジを設けた吐出ノズル3d,3d、吸込ノズル3cを挿入しマツトの繊維1a表面と接触摺動する位置に配置し、吐出用送風機4dの吐出口と吐出ノズル3dとをヒ−タHを介してダクトDpで連結し、吸込用送風機4sの吸込口と吸込ノズル3cとを水滴分離槽5を介してダクトSpで連結する。
【0065】前段搬送装置100の該コンベア15c上にマツト1を繊維1aを下向きにして載置し、駆動モ−タMにより駆動プ−リ18を駆動させ該コンベア15cを矢印P方向に回動させマツト1を脱水乾燥部に移動させ、脱水乾燥部90で吐出ノズル3d,3dと吸込ノズル3cとにより脱水乾燥操作を行い後段搬送装置110に移送し搬送用駆動ロ−ラ15h,15h・・・によつて図中矢印P方向に移送し脱水乾燥が終了する。
【0066】この場合該ロ−ラ15h,15h・・・は駆動モ−タM1,M2・・・により回動するようにした。後段搬送装置は搬送用駆動ロ−ラの代りにエンドレスコンベアを使用してもよい。
【0067】また本実施例では吐出ノズル2個と吸込ノズル1個を搬送用ロ−ラ15g間に配設したが被乾燥物の大きさ、種類によつて吐出ノズルおよび吸込ノズルの個数あるいは配列順序を適宜選択してよい。
【0068】
【作用】被乾燥物として脱水乾燥が困難なゴムシ−トにより裏打ちされた植毛マツト(図39参照)の乾燥方法について説明する。先端周縁部にフランジ3eを設けた吸込ノズル3cよりなる脱水装置でこのマツトを乾燥する場合の作用は図7,図8,図9により実施例1で詳述したとおりである。さらにこの脱水原理を説明すれば繊維に付着した水膜12は高速負圧流Qにより連続した水滴13の状態となり吸込ノズル3cの吸引力は水滴13の表面張力および粘性に打ち克つて図9に示す如く微細な水滴14に細分化し水滴を剥離しながら高速負圧流に乗せて吸込管3a内に吸込まれ水蒸気とともに外気へ排出される。
【0069】以上の如くフランジ3eを設けた吸込ノズル3c1個を使用して移送中のマツト1の水滴14は繊維1aの根元から連続的に吸込み除去されマツト1をほとんど脱水する。次に図1に示す如く吸込ノズル3c、吐出ノズル3d,3dの突端にフランジ3e,3f,3hを設けた構成体3を使用して濡れたマツト1を脱水乾燥する原理は実施例3で詳述したとおりである。
【0070】構成体3の突端部にフランジ3e,3f,3hを設けているので高速ジエツト流Rがマツト繊維先端と接触摺動するフランジ表面を通り高速負圧流Qとじかに短絡することがなく、フランジを有しない構成体3を使用した場合と比較して高速ジエツト流はマツト繊維群内により深く侵入し繊維根元まで到達し、またジエツト流および負圧流は外気OAと短絡流入流出しないためノズル内の静圧は低下することなく高速ジエツト流は負圧流領域に合流し、その相乗効果により高速負圧流は増速しながらマツト繊維内の水滴および水蒸気を吸込ノズル3cから吸込み連続的に脱水乾燥するものである。
【0071】フランジを有しない構成体を使用した場合に比べて乾燥時間が30%短縮できる(図40のグラフ参照)。また実施例5で詳述した如く構成体3において吐出ノズル3d,3dを高速ジエツト流Rが被乾燥物に対して斜めに侵入するように構成すれば(図33乃至図3535参照)被乾燥物の移送に寄与し、また脱水乾燥効率がより高くなる。
【0072】実施例5(図26)において第2段脱水乾燥装置40のみを使用して1段階で脱水乾燥を行つた試験結果および乾燥条件を図40のグラフに示す。曲線4は図26の如く構成体3Bの突端部にフランジを有する場合で、曲線3は対照例としてフランジがない場合のデ−タである。
【0073】前者の場合は96%の乾燥率を得るのに84秒を要したのに対し、後者の場合は120秒程度を要した。なお対照例として図中曲線1はフランジのない吸込ノズル1個を用いて高速負圧流のみで脱水乾燥した時のデ−タで、曲線2はフランジのない吐出ノズルを1個用いて高速ジエツト流のみで乾燥した時のデ−タを示す。これらのデ−タは乾燥前半では吸込ノズルの高速負圧流による乾燥の方が乾燥率が高く、乾燥後半では吐出ノズルの高速ジエツト流による乾燥の方が乾燥率が高くなる傾向を示している。ここで乾燥率とは次式で示す通りである。
【0074】
【数1】実施例5(図26参照)において脱水乾燥装置30,40により構成体3A,3Bの2組を使用して2段階で乾燥した場合の試験結果および乾燥条件を図41に示す。この時の乾燥条件は吸込ノズル3c内の静圧を第1段階で−1500mmAq、第2段階で−300mmAq、吐出ノズル3d内の静圧を第1段階で+300mmAq、第2段階で+1500mmAq、マツトの送り速度を12mm/sec. 、ジエツト流温度を第1段階で50℃、第2段階で60℃とした。マツト1(図39参照)の正味重量は1000g、マツトの最大保水量800gで濡れたマツトの重さは1800gであり含水率80%とする。
【0075】この濡れたマツトを第1段脱水装置で脱水しながら移動させ第2段乾燥装置で乾燥し83秒間脱水乾燥操作を行つた結果、水800gのうち768gの水分を除去でき96%の高い乾燥率を得た。従つてマツトが水分を多量に含有する第1段脱水時においては高速負圧流の圧力を強くし(−1500mmAq)高速ジエツト流の圧力を弱くして(+300mmAq)脱水し、第2段乾燥時には高速ジエツト流の圧力を強くし(+1500mmAq)高速負圧流の圧力を弱くして(−300mmAq)乾燥すれば乾燥効率が上昇し省エネルギ−が得られる。
【0076】次に実施例5(図26参照)において脱水乾燥装置30,40,50を使用し構成体を3A,3B,3Bの3組使用して3段階で乾燥した場合の試験結果および乾燥条件を図42に示す。
【0077】前述の2段階脱水乾燥と同様にマツトの正味重量1000g、最大保水量800gの濡れたマツトの重さ1800gである被乾燥物を第1段脱水装置で脱水し、次いで第2,第3段乾燥装置で乾燥を行つた結果、64秒間で96%の乾燥率を得た。この時の乾燥条件は吸込ノズル3c内の静圧を第1段階で−1500mmAq、第2段階で−700mmAq、第3段階で−300mmAq、吐出ノズル3d内の静圧を第1段階で+300mmAq、第二段階で+1300mmAq、第3段階で+1500mmAq、マツトの送り速度を15.6mm/sec. 、ジエツト流温度を第1段階で40℃、第2段階で50℃、第3段階で65℃と変化させた。
【0078】このように吸込ノズル内の静圧を初期段階では高くして大部分の水分を吸込みながら除去し後段階に進むに従つて低く設定し、一方吐出ノズル内の静圧を初期段階では低くし、後段階に進むに従つて高く設定し、初期段階で脱水した後の残存水分を除去して乾燥すれば効率よく乾燥操作が行えて省エネルギ−効果が大である。これに要したエネルギ−は3.3KWHの送風機5台、ジエツト流加熱ヒ−タが3KWH、その他駆動モ−タを0.5KWHとし、合計約20KWHを要し1KWHを20円としたとき1時間当たり400円となり、上記の1m×1mのマツト1枚当たりの乾燥時間は約60秒であり6.6円で極めて安価な電力代である。
【0079】
【発明の効果】上記実施例では基材がゴムシ−トからなるマツトと通気性のあるじゆうたんを被乾燥物として説明したが、この他幅広じゆうたん、衣類、織物その他の布帛、不織布、ガラス繊維シ−ト、合成繊維シ−トその他の長尺シ−ト、人工芝生、ゴザ、畳、厚紙、消防用ホ−ス、電子部品等の洗浄後の低温乾燥に利用でき、またこれらの製造工程中での乾燥に利用できるのは勿論のことである。
【0080】マツトの乾燥においては従来の遠心力を利用した脱水乾燥、減圧と熱風との併用による乾燥、単なる加熱乾燥等が用いられているが均一な乾燥が得られず、かつ加熱乾燥の場合には80〜120℃の比較的高温度で乾燥しなければならず、一方生地の材質によつては50℃以下の低温乾燥が必要であるが低温乾燥では長時間を要する欠点があつた。
【0081】本発明による高速負圧流を使用した脱水乾燥装置では繊維表面および繊維間隙に付着した水分を蒸発するとともに吸込ノズル近傍の負圧たとえば−300mmAq〜−1500mmAqの高速負圧流により水分を繊維表面から物理的に剥離し微細な水滴を高速負圧流に乗せて除去することができ、水分の気化による被乾燥物の温度低下を防止し、大量の加熱エネルギ−は不要で所謂低温高速乾燥が可能であり、装置の簡素化、経費節減となり、乾燥効率は極めて大きい。
【0082】本発明において吸込ノズルによる高速負圧流と吐出ノズルからの高速ジエツト流とを併用する場合には多数の繊維の間隙に乾燥空気を高速ジエツト流として繊維の根元まで吹き付けて乾燥を促すとともに吸込ノズル近傍の負圧流領域にジエツト流を吹き込み、高速負圧流と高速ジエツト流との相乗効果により高速負圧流を増速し水分を瞬時に吸込ノズルへ移送し脱水乾燥するもので乾燥効果は更に増大する。
【0083】この場合ジエツト流にたとえば40〜60℃の熱風を使用すれば乾燥効果が更に増大するのは勿論である。たとえば同条件の乾燥を行うのに従来の熱風乾燥を行う場合の使用エネルギ−に比し、本発明の吸込ノズルと吐出しノズルを併用した脱水乾燥装置を使用すれば使用エネルギ−が半減することが解つた。
【0084】本発明の脱水乾燥装置を使用するに当たつて被乾燥物の種類あるいは厚さによつてたとえば実施例5の図26に示す装置において吐出しノズル3dを作用させず吸込ノズル3cのみを作用させることにより吸込脱水乾燥ができ、また逆に吸込ノズル3cを作用させず吐出ノズル3dのみを作用させて脱水乾燥が行える。
【0085】また本発明の脱水乾燥装置を図26(実施例5)に示す如く前段領域で脱水を行う前段脱水装置と後段領域で乾燥を行う後段乾燥装置とに分離してそれぞれのジエツト流および負圧流の圧力を加減調整することによつて乾燥エネルギ−を節減できる。
【0086】本発明の吸込ノズルの先端周縁部に、または吸込ノズルと吐出ノズルからなる構成体において該吸込ノズル、該吐出ノズルの先端周縁部に空気流の短絡防止用フランジ(鍔、障壁、張出部)を設けたので空気流は吐出ノズルから吸込ノズルへじかに短絡することなくまた大気OAにじかに流入流出することもなく被乾燥物であるマツト、じゆうたん等の表面から繊維の根元まで奥深く乾燥空気が侵入し、高速負圧流または高速負圧流と高速ジエツト流とが互いに増速する相乗効果によりじゆうたん等の繊維表面および繊維間隙に付着した水分を瞬時に吸込ノズルによつて吸込み連続的に乾燥するものである。
【0087】従つて水分の気化熱の消費を大幅に低減し、被乾燥物の温度低下を防止し、低温急速乾燥が可能であり大量の加熱エネルギ−は不要で省エネルギ−に寄与し経費節減となり極めて短時間に乾燥することができ乾燥効率は極めて高く被乾燥物の高温による劣化が皆無でありかつ摩擦による損傷も全くなく被乾燥物にしわを生ずるおそれもない。更には水滴の除去とともに被乾燥物に付着している麈埃特にダニ、シラミ、その他の害虫およびその卵などの異物も水滴とともに高速負圧流に乗つて完全に吸引除去されるので清掃、無菌化の効果をも発揮することができ、清潔で乾いたじゆうたん等が得られる。この場合高速ジエツト流にたとえば40〜60℃の熱風を使用すれば乾燥効果は更に増大する。
【0088】例えば吸込ノズルおよび吐出ノズルの先端周縁部にフランジを設けた構成体を3組使用して大きさが1m×1m,厚さ10mmのゴムライナ−付き植毛マツトを脱水乾燥した場合には約1分間で脱水乾燥が可能である(図42参照)。なお被乾燥物の種類あるいは厚さによつて実施例で示した形状の吸込ノズルのみの脱水乾燥装置または吸込ノズルとジエツト吐出ノズルを併用した脱水乾燥装置との組合せが選択可能である。
【0089】吸込ノズルと吐出ノズルの併用の場合は高速ジエツト流が高速負圧流領域において増速する相乗効果によつて極めて短時間に低温脱水乾燥が可能である。また乾燥しにくい例えば目の詰まつた織物その他布帛等を乾燥する場合は、実施例5(図26)に示す如く第1段領域30では前記の如く被乾燥物の水分が多いため負圧の値を高くして(たとえば−1500mmAq)負圧流による吸引力を上げジエツト流の圧力を低くした方が好ましく、第2段領域40、第3段領域50では逆にジエツト流の圧力を高くして(例えば+1300mmAq〜+1500mmAq)負圧流の圧力を低くして乾燥した方が効率的に乾燥ができる。
【0090】以上本発明を主に水で濡れた被乾燥物の乾燥について詳述したが、水以外の揮発性液体たとえばトリクロロエチレンその他有機溶剤または該液体と水との混合物を使用して洗浄し乾燥する場合においても上記水滴分離槽を溶剤その他の液滴分離槽として使用し、除湿機に代えてまたは除湿機とともに溶剤蒸気吸着除去装置を使用して溶剤蒸気を濃縮回収しあるいは燃料として使用することにより全く同様に低温急速乾燥装置として使用し得るものである。
【図面の簡単な説明】
【図1】フランジを設けた吸込ノズルと吐出ノズルを有する構成体を用いた本発明の第3実施例の脱水乾燥装置の例を示す断面説明図である。
【図2】図1の構成体を示した斜視図である。
【図3】本発明の第3実施例で使用した構成体の一部拡大断面図である。
【図4】フランジを設けた吸込ノズルだけを用いた本発明の第1実施例の脱水装置を示す断面図である。
【図5】第1実施例で使用した吸込ノズルの斜視図である。
【図6】本発明の第1実施例で使用した吸込ノズルの内径Dを説明する垂直断面図である。
【図7】繊維が水膜で覆われたマツトにフランジを有する吸込ノズルを接触させた状態の拡大図である。
【図8】フランジを有する吸込ノズルの負圧流によりマツトの繊維表面が連続した水滴で覆われた状態を示す拡大図である。
【図9】フランジを有する吸込ノズルの負圧流により微細な水滴となつた状態を示す拡大図である。
【図10】フランジを有しない吸込ノズルだけを用いた対照例の脱水装置を示す説明図である。
【図11】本発明の第2実施例で使用したフランジ底面に溝を設けた吸込ノズルの平面図である。
【図12】図11のB−B断面図である。
【図13】吸込ノズルのフランジ底面に布を貼付した状態を示す垂直断面図である。
【図14】水滴分離槽の断面図である。
【図15】ハニカムロ−タを使用した除湿機の一部欠截斜視図である。
【図16】繊維表面が水膜で覆われたマツトにフランジを有する構成体を接触させた状態の拡大図である。
【図17】フランジを有する構成体の負圧流およびジエツト流によりマツトの繊維表面が連続した水膜で覆われた状態を示す拡大図である。
【図18】フランジを有する構成体の負圧流およびジエツト流により微細な水滴となつた状態を示す拡大図である。
【図19】送風機一台を使用した場合のフロ−パタ−ンを示す本発明の第3実施例を示す脱水乾燥装置の模式図である。
【図20】吐出用送風機と吸込用送風機との二台の送風機を使用した場合のフロ−パタ−ンを示す本発明の第3実施例を示す脱水乾燥装置の模式図である。
【図21】フランジを設けていない吸込ノズルと吐出ノズルを有する構成体を用いた対照例の脱水乾燥装置の例を示す断面説明図である。
【図22】対照例の脱水乾燥装置における図21で使用した構成体の斜視図である。
【図23】本発明の第4実施例を示す脱水乾燥装置の断面図である。
【図24】線条エンドレスコンベアの平面図である。
【図25】網状エンドレスコンベアの平面図である。
【図26】本発明の第5実施例を示す3段階脱水乾燥装置の断面図である。
【図27】第5実施例で使用した構成体の変形例を示す平面図である。
【図28】図27のC−C断面図である。
【図29】図28の一部拡大図である。
【図30】第5実施例で使用した構成体の変形例を示す平面図である。
【図31】図30のD−D断面図である。
【図32】図31の一部拡大図である。
【図33】第5実施例で使用した構成体の変形例を示す垂直断面図である。
【図34】ジエツト流の合成ベクトルRをベクトルR1,R2に分解して説明した図33における吐出ノズルの拡大図である。
【図35】第5実施例で使用した構成体の他の変形例を示す垂直断面図である。
【図36】本発明の第6実施例を示す脱水乾燥装置の断面図である。
【図37】図36における被乾燥物を脱水乾燥する構成体部分の拡大図である。
【図38】本発明の第7実施例を示す断面図である。
【図39】マツトの拡大断面図である。
【図40】構成体1組を使用してフランジを有する場合と有しない場合の一例の脱水乾燥装置の乾燥成績を示すグラフである。
【図41】本発明のフランジを有する構成体を2組使用して2段階乾燥を行つた場合の一例の乾燥成績を示すグラフである。
【図42】本発明のフランジを有する構成体を3組使用して3段階乾燥を行つた場合の一例の乾燥成績を示すグラフである。
【符号の説明】
1 マツト
1a マツトの繊維
3a 吸込管
3b 吐出管
3c 吸込ノズル
3d 吐出ノズル
3e 吸込ノズルのフランジ
3f 吐出ノズルのフランジ
4 送風機
5 水滴分離槽
6 除湿機
15e 押圧ロ−ラ
16 線条エンドレスコンベア
P マツト移動方向
Q 高速負圧流
R 高速ジエツト流
【特許請求の範囲】
【請求項1】被脱水物と対向し気体を吐出す吐出ノズルと、被脱水物と対向し前記吐出ノズルより出た気体を吸い込む位置に配置された吸込ノズルと、被脱水物と対向し前記吐出ノズルおよび前記吸込ノズルを囲むフランジを備え、気体ポンプと、被脱水物を前記吐出ノズルおよび前記吸込ノズルに接触摺動させる搬送手段を有し、前記気体ポンプの吐出側と前記吐出ノズルを連結させ、前記気体ポンプの吸込側と前記吸込ノズルを連結させたことを特徴とする脱水装置。
【請求項2】吐出ノズルと吸込ノズルを複数組有し、前段の吸込ノズルは後段の吸込ノズルより吸込力が強力であり、後段の吐出ノズルは前段の吐出ノズルより吐出力が強力である請求項1記載の脱水装置。
【請求項3】吐出ノズルが吸込ノズルに囲まれた状態である請求項1記載の脱水装置。
【請求項4】吸込ノズルが吐出ノズルに囲まれた状態である請求項1記載の脱水装置。
【請求項5】フランジの被乾燥物に摺動する面に空気流と交わる方向に凸条あるいは溝を設けた請求項1から請求項4のいづれかに記載の脱水装置。
【請求項6】吐出ノズルから吐き出された気体を被脱水物に当てながら、吸込ノズルによって前記吐出ノズルより出た気体を吸い込むことによって気体通路内で被脱水物の表面に気体流を発生させ、前記吐出ノズルおよび前記吸込ノズルを囲むとともに被脱水物に対向接触するフランジによって大気が直接前記吸込ノズルに入ることを防止し、その気体流によって被脱水物の表面に付着した液滴を除去するとともに前記吸込ノズルに吸い込ませるようにした脱水方法。
【請求項1】被脱水物と対向し気体を吐出す吐出ノズルと、被脱水物と対向し前記吐出ノズルより出た気体を吸い込む位置に配置された吸込ノズルと、被脱水物と対向し前記吐出ノズルおよび前記吸込ノズルを囲むフランジを備え、気体ポンプと、被脱水物を前記吐出ノズルおよび前記吸込ノズルに接触摺動させる搬送手段を有し、前記気体ポンプの吐出側と前記吐出ノズルを連結させ、前記気体ポンプの吸込側と前記吸込ノズルを連結させたことを特徴とする脱水装置。
【請求項2】吐出ノズルと吸込ノズルを複数組有し、前段の吸込ノズルは後段の吸込ノズルより吸込力が強力であり、後段の吐出ノズルは前段の吐出ノズルより吐出力が強力である請求項1記載の脱水装置。
【請求項3】吐出ノズルが吸込ノズルに囲まれた状態である請求項1記載の脱水装置。
【請求項4】吸込ノズルが吐出ノズルに囲まれた状態である請求項1記載の脱水装置。
【請求項5】フランジの被乾燥物に摺動する面に空気流と交わる方向に凸条あるいは溝を設けた請求項1から請求項4のいづれかに記載の脱水装置。
【請求項6】吐出ノズルから吐き出された気体を被脱水物に当てながら、吸込ノズルによって前記吐出ノズルより出た気体を吸い込むことによって気体通路内で被脱水物の表面に気体流を発生させ、前記吐出ノズルおよび前記吸込ノズルを囲むとともに被脱水物に対向接触するフランジによって大気が直接前記吸込ノズルに入ることを防止し、その気体流によって被脱水物の表面に付着した液滴を除去するとともに前記吸込ノズルに吸い込ませるようにした脱水方法。
【図1】


【図2】
【図3】
【図4】
【図12】
【図5】
【図6】
【図11】
【図10】
【図7】
【図8】
【図9】
【図13】
【図14】
【図16】
【図15】
【図17】
【図18】
【図22】
【図19】
【図20】
【図25】
【図28】
【図35】
【図21】
【図23】
【図24】
【図27】
【図29】
【図30】
【図31】
【図32】
【図33】
【図26】
【図34】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【図2】
【図3】
【図4】
【図12】
【図5】
【図6】
【図11】
【図10】
【図7】
【図8】
【図9】
【図13】
【図14】
【図16】
【図15】
【図17】
【図18】
【図22】
【図19】
【図20】
【図25】
【図28】
【図35】
【図21】
【図23】
【図24】
【図27】
【図29】
【図30】
【図31】
【図32】
【図33】
【図26】
【図34】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【特許番号】第2950466号
【登録日】平成11年(1999)7月9日
【発行日】平成11年(1999)9月20日
【国際特許分類】
【出願番号】特願平7−237555
【出願日】平成7年(1995)8月11日
【公開番号】特開平8−103597
【公開日】平成8年(1996)4月23日
【審査請求日】平成9年(1997)8月18日
【早期審査対象出願】早期審査対象出願
【出願人】(390020215)株式会社西部技研 (31)
【出願人】(397071344)
【参考文献】
【文献】特開 昭51−107555(JP,A)
【文献】特開 昭53−6686(JP,A)
【文献】特開 昭63−180073(JP,A)
【文献】特開 昭49−63051(JP,A)
【文献】特開 平5−985590(JP,A)
【文献】実開 昭55−174593(JP,U)
【文献】特公 昭51−44228(JP,B1)
【登録日】平成11年(1999)7月9日
【発行日】平成11年(1999)9月20日
【国際特許分類】
【出願日】平成7年(1995)8月11日
【公開番号】特開平8−103597
【公開日】平成8年(1996)4月23日
【審査請求日】平成9年(1997)8月18日
【早期審査対象出願】早期審査対象出願
【出願人】(390020215)株式会社西部技研 (31)
【出願人】(397071344)
【参考文献】
【文献】特開 昭51−107555(JP,A)
【文献】特開 昭53−6686(JP,A)
【文献】特開 昭63−180073(JP,A)
【文献】特開 昭49−63051(JP,A)
【文献】特開 平5−985590(JP,A)
【文献】実開 昭55−174593(JP,U)
【文献】特公 昭51−44228(JP,B1)
[ Back to top ]