
脱脂液の塗布方法
【課題】塗布面における液だまりやかすれ等の塗布不良を防止する。
【解決手段】脱脂液を保有した脱脂液塗布部材2をワークWに押圧しながら移動させて油分や塵埃を拭き取る脱脂液Lの塗布方法であって、脱脂液Lを保持することが可能な脱脂液吸着体3の表層部3aに規定量の脱脂液Lを吸着保持させる吸着工程(a)〜(b)と、脱脂液塗布部材2を表層部3aに当接させて、規定量の脱脂液Lを脱脂液塗布部材2に浸透させて吸収する吸収工程(c)〜(e)と、を含み、吸収工程(c)〜(e)において吸収された脱脂液LをワークWに塗布する。
【解決手段】脱脂液を保有した脱脂液塗布部材2をワークWに押圧しながら移動させて油分や塵埃を拭き取る脱脂液Lの塗布方法であって、脱脂液Lを保持することが可能な脱脂液吸着体3の表層部3aに規定量の脱脂液Lを吸着保持させる吸着工程(a)〜(b)と、脱脂液塗布部材2を表層部3aに当接させて、規定量の脱脂液Lを脱脂液塗布部材2に浸透させて吸収する吸収工程(c)〜(e)と、を含み、吸収工程(c)〜(e)において吸収された脱脂液LをワークWに塗布する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、脱脂液の塗布方法に係り、特に、塗布面における液だまりやかすれ等の塗布不良を防止する脱脂液の塗布方法に関する。
【背景技術】
【0002】
従来、ウインドガラスをボディに組み付ける際には、プライマーによる両者の接着力を強めるために、プライマーを塗布する前処理として、ウインドガラスとボディの双方に脱脂液を塗布する必要がある。
この脱脂液を塗布する前処理方法としては、ロボット先端部に把持した塗布手段によってウインドガラスに塗布するものが知られている(例えば、特許文献1,2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−192392号公報
【特許文献2】特許第2848115号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の技術においては、脱脂液を塗布する脱脂手段に直接脱脂液を供給するものであったが、脱脂液の供給量が多少多くても、表面粗さが荒いガラスにおいては、ガラス表面の微小な凹部に脱脂液が平滑に行き渡るため、塗布後の液だまり現象は生じなかった。
【0005】
これに比べて、ボディに脱脂液を塗布する場合には、表面粗さがガラスに比べて微細なため、ウインドガラスに塗布する場合と同様の塗布方法では、過剰な脱脂液がボディ表面上に残り、液だまり現象を生じる。
この状態でプライマーを上塗りした場合、脱脂液が乾燥しない状態でプライマーが塗布されることとなり、プライマー剥がれなどの不具合が発生する。そして、このままの状態でガラスを組み付けると剥がれた部分から水漏れなどの不具合が発生する。
【0006】
一方、この問題を解決するために、塗布量を微量にして供給するための自動化も検討できるが、塗布量を微量にすると脱脂液のかすれが起こりやすいため、供給圧などの調整が難しく多大な労力と時間を必要とする。このため、ボディへの脱脂液の塗布は、作業者が手塗りで行わなければならないという問題があった。
【0007】
本発明は、このような背景に鑑みてなされたものであり、塗布面における液だまりやかすれ等の塗布不良を防止することができる脱脂液の塗布方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
前記課題を解決するため、請求項1に係る発明は、脱脂液を保有した脱脂液塗布部材をワークに押圧しながら移動させて油分や塵埃を拭き取る脱脂液の塗布方法であって、脱脂液を保持することが可能な脱脂液吸着体の表層部に規定量の脱脂液を吸着保持させる吸着工程と、前記脱脂液塗布部材を前記表層部に当接させて、前記規定量の脱脂液を当該脱脂液塗布部材に浸透吸収する吸収工程と、この吸収工程において吸収された脱脂液を前記ワークに塗布する塗布工程と、を含むことを特徴とする。
【0009】
請求項1に係る発明によれば、一旦、規定量の脱脂液を脱脂液吸着体の表層部に吸着保持させて、前記表層部に脱脂液塗布部材を当接させることで、前記表層部に吸着保持された脱脂液を当該脱脂液塗布部材に浸透させて吸収する。
このようにして、前記脱脂液塗布部材に脱脂液を浸透吸収させるようにしたことで、浸透圧により、的確に適切な量の脱脂液を脱脂液塗布部材に吸収することができる。
【0010】
このため、直接脱脂液塗布部材に脱脂液を供給する場合に比べて確実に脱脂液の液だれを低減して、塗布面における液だまりやかすれ等の塗布不良を防止することができる
【0011】
請求項2に係る発明は、請求項1に記載の脱脂液の塗布方法であって、前記ワークは、車両のボディであり、脱脂液の塗布面は、ウインドガラスを接着剤で貼着する前記ボディの貼着面であることを特徴とする。
【0012】
請求項2に係る発明によれば、表面粗さがガラスに比べて微細な車両のボディに脱脂液を塗布する場合であっても、的確に必要最少限の脱脂液を脱脂液塗布部材に吸収することで、脱脂液の液だれを低減して、塗布面における液だまりやかすれ等の塗布不良をより確実に防止することができる。
【0013】
請求項3に係る発明は、請求項2に記載の脱脂液の塗布方法であって、前記吸収工程の後に前記車両の機種判別工程を有することを特徴とする。
【0014】
かかる構成によれば、機種判別工程に要する時間を利用して、前記脱脂液塗布部材に吸収された脱脂液を当該脱脂液塗布部材内で適度に浸透拡散させることで、脱脂液の液だれをより防止することができる。
【0015】
請求項4に係る発明は、請求項2に記載の脱脂液の塗布方法であって、前記規定量の脱脂液は、前記脱脂液塗布部材を前記ワークに押圧させた状態から離隔させるまでの1回分の塗布量、または前記車両1台分に使用される塗布量であることを特徴とする。
【0016】
かかる構成によれば、1回分または1台分の塗布量とすることで、余分な脱脂液を脱脂液塗布部材に吸収させないようにして、的確に必要最少限の脱脂液を脱脂液塗布部材に吸収させることができる。
【0017】
請求項5に係る発明は、請求項1から請求項4のいずれか1項に記載の脱脂液の塗布方法であって、前記脱脂液塗布部材は、フェルト材からなることを特徴とする。
【0018】
かかる構成によれば、吸収性と浸透圧による脱脂液の保持性が優れたフェルト材を使用することで、的確に必要最少限の脱脂液を脱脂液塗布部材に吸収させ、この吸収した脱脂液を浸透圧により確実に保持することができる。このため、より確実に液だれを低減することができる。
【0019】
請求項6に係る発明は、請求項1から請求項5のいずれか1項に記載の脱脂液の塗布方法であって、前記脱脂液吸着体は、スポンジ材からなることを特徴とする。
【0020】
かかる構成によれば、前記脱脂液吸着体として多孔質のスポンジ材を使用することで、規定量の脱脂液を表層部に確実に吸着保持することができる。すなわち、脱脂液吸収体の表層部に供給された規定量の脱脂液が過剰に流動することなく、表層部に確実に保持されるため、当該表層部から脱脂液塗布部材に確実に脱脂液を受け渡すことができる。
このため、的確に必要最少限の脱脂液を脱脂液塗布部材に吸収させ、液だれを低減することができる。
【0021】
請求項7に係る発明は、請求項6に記載の脱脂液の塗布方法であって、前記スポンジ材に当接させてフィルタ部材を設け、前記脱脂液塗布部材に吸収されずに滞溜した過剰な前記脱脂液を当該フィルタ部材に吸収させるようにしたことを特徴とする。
【0022】
かかる構成によれば、稼働時間が長時間にわたる場合であっても、前記スポンジ材の表層部に過剰な脱脂液が滞留することがないので、前記スポンジ材の表層部を適度な乾燥状態に維持することができる。このため、正確な規定量の脱脂液を表層部に確実に吸着保持することで、的確に必要最少限の脱脂液を脱脂液塗布部材に吸収させることができる。
【発明の効果】
【0023】
本発明に係る脱脂液の塗布方法は、塗布面における液だまりやかすれ等の塗布不良を防止することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施形態に係る塗布方法により車体に脱脂液を塗布する様子を示す斜視図である。
【図2】本発明の実施形態に係る脱脂液の塗布方法を実施するための塗布装置の全体構成を示す正面図である。
【図3】本発明の実施形態に係る脱脂液の塗布方法を実施するための脱脂液供給装置の全体構成を示す部分断面図であり、(a)は正面図、(b)は平面図である。
【図4】本発明の実施形態に係る脱脂液の塗布方法により脱脂液塗布部材に脱脂液が浸透吸収される様子を模式的に示す工程図である。
【発明を実施するための形態】
【0025】
本発明の実施形態について、図1〜図4を参照しながら詳細に説明する。
本発明の実施形態に係る脱脂液の塗布方法(脱脂液塗布処理)は、自動車の組み立てラインにおけるリアウインドガラスの接着工程の前処理工程において実施される。
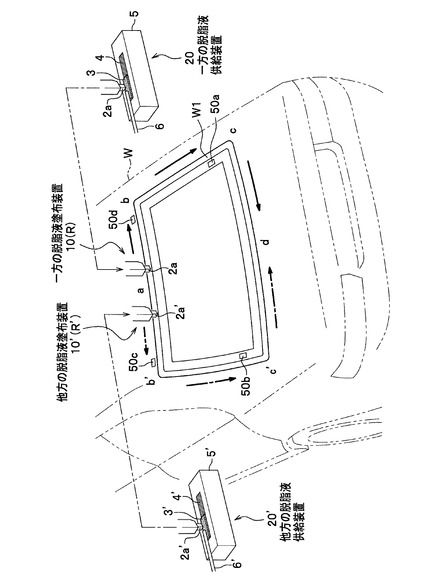
すなわち、リアウインドガラスの接着工程の前処理工程として、図1に示すように、リアウインド取り付け部(塗布面W1)の塵埃や油分を除去する脱脂液塗布処理、および、接着性を向上させるための表面処理であるプライマー塗布処理が行われる。
【0026】
本発明の実施形態に係る脱脂液の塗布方法は、脱脂液塗布処理であり、規定量の脱脂液L(図4参照)を保有した脱脂液塗布部材2(図2)の先端部2aを車体Wの塗布面W1に押圧しながら移動させて、脱脂液Lを塗布しながら塗布面W1の油分や塵埃を拭き取る作業工程である。
【0027】
ワークは、車両である自動車のボディ(車体W)であり、脱脂液の塗布面W1は、リアウインドガラス(不図示)を接着剤で貼着する貼着面(リアウインド取り付け部)である。脱脂液は、例えば、揮発性のホワイトガソリンを使用する。
【0028】
本実施形態においては、一例として、2台の塗布ロボット(不図示)を使用して、一方のロボット(符号Rで表記)は、一方の脱脂液供給装置20から脱脂液Lを吸収して(図4参照)、位置aから右回りにb,cを経由して位置dまで移動しながら塗布面W1の油分や塵埃を拭き取る作業を行なう。
そして、他方のロボット(符号R′で表記)は、同様に他方の脱脂液供給装置20′から脱脂液L(図4)を吸収して、位置aから左回りにb′,c′を経由して位置dまで移動しながら塗布面W1の油分や塵埃を拭き取る作業を行う。
【0029】
つまり、2台のロボット(R,R′)は、それぞれ1回分の塗布長さとして、塗布面W1となるリアウインド取り付け部の半分の長さを分担して脱脂液を塗布する。
ここで、1回分の塗布長さとは、脱脂液塗布部材2をワークWの塗布面W1に押圧させた状態から離隔させるまでの塗布長さをいう。
【0030】
なお、塗布長さは、脱脂液塗布部材2の材質や断面積、脱脂液Lの特性、その他後工程であるプライマー処理に移行する待ち時間等を考慮して、液だれの生じない適度な乾燥状態が得られるように実験等により適宜決定する。
【0031】
本発明の実施形態に係る脱脂液の塗布方法は、脱脂液およびプライマーを車体Wに塗布する塗布装置1(図2参照)と、脱脂液を吸着保持して塗布装置に受け渡すための脱脂液供給装置20(図3参照)と、を使用して実施される。
そこで、本発明の実施形態に係る脱脂液の塗布方法に使用されるこれらの装置について、図2と図3を参照しながら説明する。
【0032】
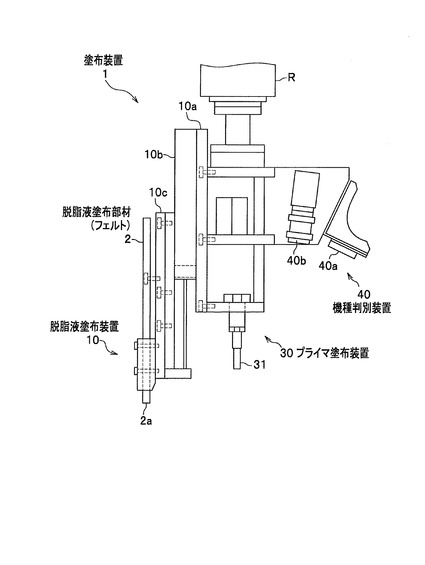
塗布装置1は、図示しないロボットアームの先端部R(図2)に取付けられ、フェルト材からなる脱脂液塗布部材2を有する脱脂液塗布装置10と、プライマー塗布部材であるブラシ31を有するプライマー塗布装置30と、作業エリアに搬送された車体Wの機種判別装置40と、を備えている。
【0033】
一方、脱脂液供給装置20は、脱脂液Lを吸着保持するスポンジ材からなる脱脂液吸着体3を備え、脱脂液吸着体3に吸着保持された規定量の脱脂液Lが脱脂液塗布装置10に受け渡されて、塗布される。
【0034】
脱脂液塗布装置10は、図2に示すように、ロボットの先端部Rに固定されたベース10aと、ベースに配設された伸縮シリンダ10bと、伸縮シリンダ10bにより往復移動する往復移動機構10cと、この往復移動機構10cを介して進退自在に往復移動する脱脂液塗布部材2と、を備えて構成されている。
【0035】
かかる構成により、脱脂液塗布部材2は往復移動機構10cの移動方向に沿って進退自在に移動することができ、脱脂液Lを塗布する場合には前進させ、プライマー塗布装置30によりプライマーを塗布する場合には脱脂液塗布装置10を後退させる。
【0036】
プライマー塗布装置30は、プライマーを塗布するブラシ31と、ブラシ31にプライマーを供給するプライマー供給機構(不図示)と、を備えて構成されている。そして、プライマーの供給量を制御して、ブラシ31を塗布面W1に押圧しながら移動させてプライマーを塗布する(図1参照)。
【0037】
機種判別装置40は、例えば、投光器40aと、車体W(図1)の塗布面W1の近傍に配置した孔部50(50a,50b,50c,50d)を撮像するカメラ40bと、撮像された孔部50の情報から機種を判別する図示しない判別手段と、を備えて構成されている。
【0038】
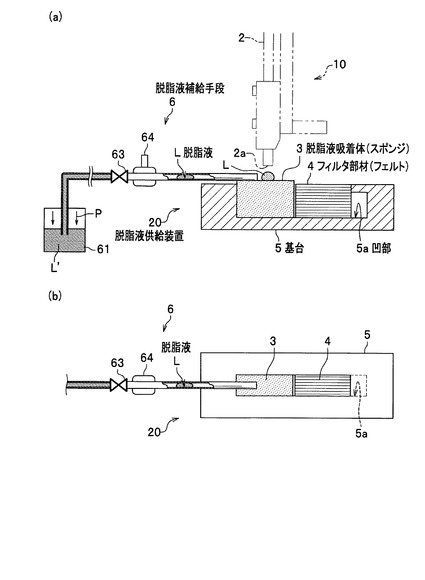
脱脂液供給装置20は、脱脂液吸着体3と、この脱脂液吸着体3に当接させて隣接するように配設されたフェルト材からなるフィルタ部材4と、脱脂液吸着体3およびフィルタ部材4を凹部5a内にはめ込んで支持する基台5と、脱脂液吸着体3に規定量の脱脂液Lを供給する脱脂液補給手段6と、を備えている。
【0039】
脱脂液補給手段6は、脱脂液L′を貯留するタンク61と、タンク61内の圧力を所定の圧力に設定するための図示しない圧力装置と、タンク61から脱脂液吸着体3まで導通された配管62と、配管62に配設され開放時間を制御して流通する脱脂液Lの流量を調整可能なバルブ63と、バルブ63と脱脂液吸着体3との間に配設されたスピードコントローラ64(流量調整弁)と、を備えている。
【0040】
かかる構成により、タンク61内の圧力が所定の圧力に設定されているため、タンク61内に貯留された脱脂液L′は、配管62内に滞溜した状態で維持される。このため、バルブ63を所定の時間だけ開放すると規定量の脱脂液Lを流通させることができる。そして、さらにスピードコントローラ64で微調整して適切な規定量の脱脂液Lを設定する。
【0041】
ここで、バルブ63を開放するタイミングは、脱脂液塗布部材2を脱脂液吸着体3に当接させて規定量の脱脂液Lを正確に吸収することができるように適切な先行時間が設定される。
【0042】
なお、規定量の脱脂液Lは、前記した塗布長さとも関係するが(図1参照)、脱脂液塗布部材2の材質や断面積、脱脂液Lの特性、その他後工程であるプライマー処理に移行する待ち時間等を考慮して、液だれの生じない適度な乾燥状態が得られるように実験等により適宜決定する。
【0043】
続いて、本発明の実施形態に係る脱脂液の塗布方法について、主として図4を参照しながら詳細に説明する。
なお、図4では、説明の便宜上、脱脂液Lが吸着される様子を模式的に誇張して示すものであって、脱脂液吸着体3の材質等により異なる態様を示す。
【0044】
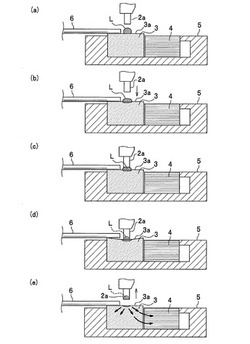
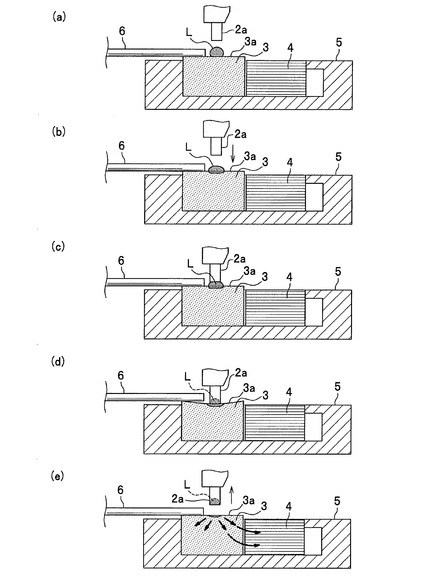
本発明の実施形態に係る脱脂液の塗布方法は、図4に示すように、脱脂液吸着体3の表層部3aに規定量の脱脂液Lを吸着保持させる吸着工程(図4(a)〜(b))と、規定量の脱脂液Lを脱脂液塗布部材2に浸透させて吸収する吸収工程(図4(c)〜(e))と、車体Wの機種を判別する機種判別工程(不図示)と、吸収工程において吸収された脱脂液Lを塗布面W1(リアウインド取り付け部)に押圧しながら移動させて塗布することで、塗布面W1の油分や塵埃を拭き取る塗布工程と、を含んでいる。
【0045】
脱脂液Lの吸着工程では、図4(a)に示すように、ロボットアームの先端部R(図2)に取付けられた脱脂液塗布部材2を脱脂液吸着体3の上方に待機させた状態で、脱脂液補給手段6から、脱脂液吸着体3の表層部3aである上面に規定量の脱脂液Lが静かに供給される。
【0046】
なお、本実施形態においては、脱脂液塗布部材2を脱脂液吸着体3の上方に待機させた状態で脱脂液Lを脱脂液吸着体3の上面に供給されるようにしたが、これに限定されるものではなく、脱脂液Lを脱脂液吸着体3の上面に供給してから脱脂液塗布部材2を脱脂液吸着体3の上方に移動させてもよい。
【0047】
このようにして供給された規定量の脱脂液Lは、図4(b)に示すように、フェルト材からなる脱脂液吸着体3の表層部3aに吸着され保持される。
【0048】
ここで、脱脂液吸着体3として多孔質のスポンジ材を使用することで、規定量の脱脂液Lを表層部3a(図4参照)に確実に吸着保持することができる。すなわち、脱脂液吸着体3の表層部3aに供給された規定量の脱脂液Lが過剰に流動することなく、表層部3aに確実に保持されるため、表層部3aから脱脂液塗布部材2に確実に脱脂液Lを受け渡すことができる。
【0049】
なお、本実施形態においては、規定量の脱脂液Lがすべて脱脂液吸着体3の表層部3aの内部に吸着保持されるのではなく、表層部3aから上方にはみ出して吸着される形態を示しているが、これに限定されるものではなく、規定量の脱脂液Lがすべて脱脂液吸着体3の内部に吸収されるような態様であってもよい。
【0050】
吸収工程では、図4(c)に示すように、脱脂液塗布部材2を表層部3aに当接させて、さらに図示しないロボット(図1(R)を併せて参照)を下降させて脱脂液塗布部材2をスポンジ材からなる脱脂液吸着体3に押圧するようにして、脱脂液塗布部材2に脱脂液Lをより浸透させて吸収し易いようにしている(図4(d)参照)。
【0051】
ここで、脱脂液塗布部材2として吸収性と浸透圧による脱脂液Lの保持性が優れたフェルト材を使用することで、的確に必要最少限の脱脂液Lを脱脂液塗布部材2に吸収させ、この吸収した脱脂液Lを浸透圧により確実に保持することができる。このため、より確実に液だれを低減することができる。
【0052】
このようにして、脱脂液塗布部材2に脱脂液Lを吸収し、機種判別工程に移行する。また、図4(e)に示すように、脱脂液Lが脱脂液吸着体3に残留する場合もあるが、残留した脱脂液Lは、脱脂液吸着体3に隣接して設けられたフィルタ部材4に吸収される。
このため、脱脂液吸着体3の表層部3aに過剰な脱脂液Lが滞留することがないので、脱脂液吸着体3の表層部3aを適度な乾燥状態に維持することができる。
【0053】
なお、本実施形態においては、脱脂液塗布部材2を脱脂液吸着体3に押圧するようにしたが、これに限定されるものではなく、脱脂液塗布部材2を脱脂液吸着体3に当接することで脱脂液Lが浸透して吸収され得る。
【0054】
図1に示すように、機種判別工程では、図示しないロボット(R,R′)を車体Wの所定の位置に移動して、カメラ40bで車体Wに設けられた複数の孔部50(50a,50b,50c,50d)を撮像し、撮像された孔部50の情報から機種を判別する。
具体的には、図示しない一方のロボット(R)で車体Wの塗布面W1の近傍に設けられた孔部50aと孔部50dを撮像し、図示しない他方のロボット(R′)で車体Wの塗布面W1の近傍に設けられた孔部50bと孔部50cを撮像する。そして、2台のロボットの双方においてお互いに取得した孔部50の情報の送受信を行ない機種を判別している。
【0055】
なお、本実施形態においては、2台のロボット(R,R′)でそれぞれ孔部50(50a,50d)、および孔部50(50b,50c)を撮像するようにしたが、これに限定されるものではなく、1台のロボットで撮像してもよいし、孔部50の配置や数も他の形態であってもよい。
【0056】
そして、判別した機種に基づいて塗布装置1(図2)の動作がプログラミングされている。また、機種判別工程に要する時間を利用して、脱脂液塗布部材2に吸収された脱脂液Lを脱脂液塗布部材2内で適度に浸透拡散させることで、脱脂液Lの液だれをより防止することができる。
【0057】
本発明の実施形態に係る脱脂液の塗布方法は、以下のような作用効果を奏する。
すなわち、一旦、規定量の脱脂液Lを脱脂液吸着体3の表層部3aに吸着保持させて、表層部3aに脱脂液塗布部材2を当接させることで、表層部3aに吸着保持された脱脂液Lを脱脂液塗布部材2に浸透させて吸収する。
このようにして、脱脂液塗布部材2に脱脂液Lを浸透吸収させるようにしたことで、浸透圧により、的確に必要最少限の脱脂液Lを脱脂液塗布部材2に吸収することができる。
【0058】
このため、直接脱脂液塗布部材2に脱脂液を供給する場合に比べて確実に脱脂液Lの液だれを低減して、塗布面W1における液だまりやかすれ等の塗布不良を防止することができる。したがって、表面粗さがガラスに比べて微細な車両のボディに脱脂液を塗布する場合に特に適している。
【0059】
以上、本発明の実施形態について説明したが、本発明は前記した実施形態に限定されず、適宜変更して実施することが可能である。例えば、前記した実施形態においては、機種判別工程を吸収工程の後に設けているが、これに限定されるものではなく、吸着工程の前であってもよいし、別途機種情報を取得する工程を設けてもよい。
【符号の説明】
【0060】
1 塗布装置
2 脱脂液塗布部材(フェルト材)
3 脱脂液吸着体(スポンジ材)
3a 表層部
4 フィルタ部材
6 脱脂液補給手段
10 脱脂液塗布装置
20 脱脂液供給装置
30 プライマー塗布装置
40 機種判別装置
50 孔部50(50a,50b,50c,50d)
L,L′ 脱脂液
W 車体
W1 塗布面
【技術分野】
【0001】
本発明は、脱脂液の塗布方法に係り、特に、塗布面における液だまりやかすれ等の塗布不良を防止する脱脂液の塗布方法に関する。
【背景技術】
【0002】
従来、ウインドガラスをボディに組み付ける際には、プライマーによる両者の接着力を強めるために、プライマーを塗布する前処理として、ウインドガラスとボディの双方に脱脂液を塗布する必要がある。
この脱脂液を塗布する前処理方法としては、ロボット先端部に把持した塗布手段によってウインドガラスに塗布するものが知られている(例えば、特許文献1,2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−192392号公報
【特許文献2】特許第2848115号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の技術においては、脱脂液を塗布する脱脂手段に直接脱脂液を供給するものであったが、脱脂液の供給量が多少多くても、表面粗さが荒いガラスにおいては、ガラス表面の微小な凹部に脱脂液が平滑に行き渡るため、塗布後の液だまり現象は生じなかった。
【0005】
これに比べて、ボディに脱脂液を塗布する場合には、表面粗さがガラスに比べて微細なため、ウインドガラスに塗布する場合と同様の塗布方法では、過剰な脱脂液がボディ表面上に残り、液だまり現象を生じる。
この状態でプライマーを上塗りした場合、脱脂液が乾燥しない状態でプライマーが塗布されることとなり、プライマー剥がれなどの不具合が発生する。そして、このままの状態でガラスを組み付けると剥がれた部分から水漏れなどの不具合が発生する。
【0006】
一方、この問題を解決するために、塗布量を微量にして供給するための自動化も検討できるが、塗布量を微量にすると脱脂液のかすれが起こりやすいため、供給圧などの調整が難しく多大な労力と時間を必要とする。このため、ボディへの脱脂液の塗布は、作業者が手塗りで行わなければならないという問題があった。
【0007】
本発明は、このような背景に鑑みてなされたものであり、塗布面における液だまりやかすれ等の塗布不良を防止することができる脱脂液の塗布方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
前記課題を解決するため、請求項1に係る発明は、脱脂液を保有した脱脂液塗布部材をワークに押圧しながら移動させて油分や塵埃を拭き取る脱脂液の塗布方法であって、脱脂液を保持することが可能な脱脂液吸着体の表層部に規定量の脱脂液を吸着保持させる吸着工程と、前記脱脂液塗布部材を前記表層部に当接させて、前記規定量の脱脂液を当該脱脂液塗布部材に浸透吸収する吸収工程と、この吸収工程において吸収された脱脂液を前記ワークに塗布する塗布工程と、を含むことを特徴とする。
【0009】
請求項1に係る発明によれば、一旦、規定量の脱脂液を脱脂液吸着体の表層部に吸着保持させて、前記表層部に脱脂液塗布部材を当接させることで、前記表層部に吸着保持された脱脂液を当該脱脂液塗布部材に浸透させて吸収する。
このようにして、前記脱脂液塗布部材に脱脂液を浸透吸収させるようにしたことで、浸透圧により、的確に適切な量の脱脂液を脱脂液塗布部材に吸収することができる。
【0010】
このため、直接脱脂液塗布部材に脱脂液を供給する場合に比べて確実に脱脂液の液だれを低減して、塗布面における液だまりやかすれ等の塗布不良を防止することができる
【0011】
請求項2に係る発明は、請求項1に記載の脱脂液の塗布方法であって、前記ワークは、車両のボディであり、脱脂液の塗布面は、ウインドガラスを接着剤で貼着する前記ボディの貼着面であることを特徴とする。
【0012】
請求項2に係る発明によれば、表面粗さがガラスに比べて微細な車両のボディに脱脂液を塗布する場合であっても、的確に必要最少限の脱脂液を脱脂液塗布部材に吸収することで、脱脂液の液だれを低減して、塗布面における液だまりやかすれ等の塗布不良をより確実に防止することができる。
【0013】
請求項3に係る発明は、請求項2に記載の脱脂液の塗布方法であって、前記吸収工程の後に前記車両の機種判別工程を有することを特徴とする。
【0014】
かかる構成によれば、機種判別工程に要する時間を利用して、前記脱脂液塗布部材に吸収された脱脂液を当該脱脂液塗布部材内で適度に浸透拡散させることで、脱脂液の液だれをより防止することができる。
【0015】
請求項4に係る発明は、請求項2に記載の脱脂液の塗布方法であって、前記規定量の脱脂液は、前記脱脂液塗布部材を前記ワークに押圧させた状態から離隔させるまでの1回分の塗布量、または前記車両1台分に使用される塗布量であることを特徴とする。
【0016】
かかる構成によれば、1回分または1台分の塗布量とすることで、余分な脱脂液を脱脂液塗布部材に吸収させないようにして、的確に必要最少限の脱脂液を脱脂液塗布部材に吸収させることができる。
【0017】
請求項5に係る発明は、請求項1から請求項4のいずれか1項に記載の脱脂液の塗布方法であって、前記脱脂液塗布部材は、フェルト材からなることを特徴とする。
【0018】
かかる構成によれば、吸収性と浸透圧による脱脂液の保持性が優れたフェルト材を使用することで、的確に必要最少限の脱脂液を脱脂液塗布部材に吸収させ、この吸収した脱脂液を浸透圧により確実に保持することができる。このため、より確実に液だれを低減することができる。
【0019】
請求項6に係る発明は、請求項1から請求項5のいずれか1項に記載の脱脂液の塗布方法であって、前記脱脂液吸着体は、スポンジ材からなることを特徴とする。
【0020】
かかる構成によれば、前記脱脂液吸着体として多孔質のスポンジ材を使用することで、規定量の脱脂液を表層部に確実に吸着保持することができる。すなわち、脱脂液吸収体の表層部に供給された規定量の脱脂液が過剰に流動することなく、表層部に確実に保持されるため、当該表層部から脱脂液塗布部材に確実に脱脂液を受け渡すことができる。
このため、的確に必要最少限の脱脂液を脱脂液塗布部材に吸収させ、液だれを低減することができる。
【0021】
請求項7に係る発明は、請求項6に記載の脱脂液の塗布方法であって、前記スポンジ材に当接させてフィルタ部材を設け、前記脱脂液塗布部材に吸収されずに滞溜した過剰な前記脱脂液を当該フィルタ部材に吸収させるようにしたことを特徴とする。
【0022】
かかる構成によれば、稼働時間が長時間にわたる場合であっても、前記スポンジ材の表層部に過剰な脱脂液が滞留することがないので、前記スポンジ材の表層部を適度な乾燥状態に維持することができる。このため、正確な規定量の脱脂液を表層部に確実に吸着保持することで、的確に必要最少限の脱脂液を脱脂液塗布部材に吸収させることができる。
【発明の効果】
【0023】
本発明に係る脱脂液の塗布方法は、塗布面における液だまりやかすれ等の塗布不良を防止することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施形態に係る塗布方法により車体に脱脂液を塗布する様子を示す斜視図である。
【図2】本発明の実施形態に係る脱脂液の塗布方法を実施するための塗布装置の全体構成を示す正面図である。
【図3】本発明の実施形態に係る脱脂液の塗布方法を実施するための脱脂液供給装置の全体構成を示す部分断面図であり、(a)は正面図、(b)は平面図である。
【図4】本発明の実施形態に係る脱脂液の塗布方法により脱脂液塗布部材に脱脂液が浸透吸収される様子を模式的に示す工程図である。
【発明を実施するための形態】
【0025】
本発明の実施形態について、図1〜図4を参照しながら詳細に説明する。
本発明の実施形態に係る脱脂液の塗布方法(脱脂液塗布処理)は、自動車の組み立てラインにおけるリアウインドガラスの接着工程の前処理工程において実施される。
すなわち、リアウインドガラスの接着工程の前処理工程として、図1に示すように、リアウインド取り付け部(塗布面W1)の塵埃や油分を除去する脱脂液塗布処理、および、接着性を向上させるための表面処理であるプライマー塗布処理が行われる。
【0026】
本発明の実施形態に係る脱脂液の塗布方法は、脱脂液塗布処理であり、規定量の脱脂液L(図4参照)を保有した脱脂液塗布部材2(図2)の先端部2aを車体Wの塗布面W1に押圧しながら移動させて、脱脂液Lを塗布しながら塗布面W1の油分や塵埃を拭き取る作業工程である。
【0027】
ワークは、車両である自動車のボディ(車体W)であり、脱脂液の塗布面W1は、リアウインドガラス(不図示)を接着剤で貼着する貼着面(リアウインド取り付け部)である。脱脂液は、例えば、揮発性のホワイトガソリンを使用する。
【0028】
本実施形態においては、一例として、2台の塗布ロボット(不図示)を使用して、一方のロボット(符号Rで表記)は、一方の脱脂液供給装置20から脱脂液Lを吸収して(図4参照)、位置aから右回りにb,cを経由して位置dまで移動しながら塗布面W1の油分や塵埃を拭き取る作業を行なう。
そして、他方のロボット(符号R′で表記)は、同様に他方の脱脂液供給装置20′から脱脂液L(図4)を吸収して、位置aから左回りにb′,c′を経由して位置dまで移動しながら塗布面W1の油分や塵埃を拭き取る作業を行う。
【0029】
つまり、2台のロボット(R,R′)は、それぞれ1回分の塗布長さとして、塗布面W1となるリアウインド取り付け部の半分の長さを分担して脱脂液を塗布する。
ここで、1回分の塗布長さとは、脱脂液塗布部材2をワークWの塗布面W1に押圧させた状態から離隔させるまでの塗布長さをいう。
【0030】
なお、塗布長さは、脱脂液塗布部材2の材質や断面積、脱脂液Lの特性、その他後工程であるプライマー処理に移行する待ち時間等を考慮して、液だれの生じない適度な乾燥状態が得られるように実験等により適宜決定する。
【0031】
本発明の実施形態に係る脱脂液の塗布方法は、脱脂液およびプライマーを車体Wに塗布する塗布装置1(図2参照)と、脱脂液を吸着保持して塗布装置に受け渡すための脱脂液供給装置20(図3参照)と、を使用して実施される。
そこで、本発明の実施形態に係る脱脂液の塗布方法に使用されるこれらの装置について、図2と図3を参照しながら説明する。
【0032】
塗布装置1は、図示しないロボットアームの先端部R(図2)に取付けられ、フェルト材からなる脱脂液塗布部材2を有する脱脂液塗布装置10と、プライマー塗布部材であるブラシ31を有するプライマー塗布装置30と、作業エリアに搬送された車体Wの機種判別装置40と、を備えている。
【0033】
一方、脱脂液供給装置20は、脱脂液Lを吸着保持するスポンジ材からなる脱脂液吸着体3を備え、脱脂液吸着体3に吸着保持された規定量の脱脂液Lが脱脂液塗布装置10に受け渡されて、塗布される。
【0034】
脱脂液塗布装置10は、図2に示すように、ロボットの先端部Rに固定されたベース10aと、ベースに配設された伸縮シリンダ10bと、伸縮シリンダ10bにより往復移動する往復移動機構10cと、この往復移動機構10cを介して進退自在に往復移動する脱脂液塗布部材2と、を備えて構成されている。
【0035】
かかる構成により、脱脂液塗布部材2は往復移動機構10cの移動方向に沿って進退自在に移動することができ、脱脂液Lを塗布する場合には前進させ、プライマー塗布装置30によりプライマーを塗布する場合には脱脂液塗布装置10を後退させる。
【0036】
プライマー塗布装置30は、プライマーを塗布するブラシ31と、ブラシ31にプライマーを供給するプライマー供給機構(不図示)と、を備えて構成されている。そして、プライマーの供給量を制御して、ブラシ31を塗布面W1に押圧しながら移動させてプライマーを塗布する(図1参照)。
【0037】
機種判別装置40は、例えば、投光器40aと、車体W(図1)の塗布面W1の近傍に配置した孔部50(50a,50b,50c,50d)を撮像するカメラ40bと、撮像された孔部50の情報から機種を判別する図示しない判別手段と、を備えて構成されている。
【0038】
脱脂液供給装置20は、脱脂液吸着体3と、この脱脂液吸着体3に当接させて隣接するように配設されたフェルト材からなるフィルタ部材4と、脱脂液吸着体3およびフィルタ部材4を凹部5a内にはめ込んで支持する基台5と、脱脂液吸着体3に規定量の脱脂液Lを供給する脱脂液補給手段6と、を備えている。
【0039】
脱脂液補給手段6は、脱脂液L′を貯留するタンク61と、タンク61内の圧力を所定の圧力に設定するための図示しない圧力装置と、タンク61から脱脂液吸着体3まで導通された配管62と、配管62に配設され開放時間を制御して流通する脱脂液Lの流量を調整可能なバルブ63と、バルブ63と脱脂液吸着体3との間に配設されたスピードコントローラ64(流量調整弁)と、を備えている。
【0040】
かかる構成により、タンク61内の圧力が所定の圧力に設定されているため、タンク61内に貯留された脱脂液L′は、配管62内に滞溜した状態で維持される。このため、バルブ63を所定の時間だけ開放すると規定量の脱脂液Lを流通させることができる。そして、さらにスピードコントローラ64で微調整して適切な規定量の脱脂液Lを設定する。
【0041】
ここで、バルブ63を開放するタイミングは、脱脂液塗布部材2を脱脂液吸着体3に当接させて規定量の脱脂液Lを正確に吸収することができるように適切な先行時間が設定される。
【0042】
なお、規定量の脱脂液Lは、前記した塗布長さとも関係するが(図1参照)、脱脂液塗布部材2の材質や断面積、脱脂液Lの特性、その他後工程であるプライマー処理に移行する待ち時間等を考慮して、液だれの生じない適度な乾燥状態が得られるように実験等により適宜決定する。
【0043】
続いて、本発明の実施形態に係る脱脂液の塗布方法について、主として図4を参照しながら詳細に説明する。
なお、図4では、説明の便宜上、脱脂液Lが吸着される様子を模式的に誇張して示すものであって、脱脂液吸着体3の材質等により異なる態様を示す。
【0044】
本発明の実施形態に係る脱脂液の塗布方法は、図4に示すように、脱脂液吸着体3の表層部3aに規定量の脱脂液Lを吸着保持させる吸着工程(図4(a)〜(b))と、規定量の脱脂液Lを脱脂液塗布部材2に浸透させて吸収する吸収工程(図4(c)〜(e))と、車体Wの機種を判別する機種判別工程(不図示)と、吸収工程において吸収された脱脂液Lを塗布面W1(リアウインド取り付け部)に押圧しながら移動させて塗布することで、塗布面W1の油分や塵埃を拭き取る塗布工程と、を含んでいる。
【0045】
脱脂液Lの吸着工程では、図4(a)に示すように、ロボットアームの先端部R(図2)に取付けられた脱脂液塗布部材2を脱脂液吸着体3の上方に待機させた状態で、脱脂液補給手段6から、脱脂液吸着体3の表層部3aである上面に規定量の脱脂液Lが静かに供給される。
【0046】
なお、本実施形態においては、脱脂液塗布部材2を脱脂液吸着体3の上方に待機させた状態で脱脂液Lを脱脂液吸着体3の上面に供給されるようにしたが、これに限定されるものではなく、脱脂液Lを脱脂液吸着体3の上面に供給してから脱脂液塗布部材2を脱脂液吸着体3の上方に移動させてもよい。
【0047】
このようにして供給された規定量の脱脂液Lは、図4(b)に示すように、フェルト材からなる脱脂液吸着体3の表層部3aに吸着され保持される。
【0048】
ここで、脱脂液吸着体3として多孔質のスポンジ材を使用することで、規定量の脱脂液Lを表層部3a(図4参照)に確実に吸着保持することができる。すなわち、脱脂液吸着体3の表層部3aに供給された規定量の脱脂液Lが過剰に流動することなく、表層部3aに確実に保持されるため、表層部3aから脱脂液塗布部材2に確実に脱脂液Lを受け渡すことができる。
【0049】
なお、本実施形態においては、規定量の脱脂液Lがすべて脱脂液吸着体3の表層部3aの内部に吸着保持されるのではなく、表層部3aから上方にはみ出して吸着される形態を示しているが、これに限定されるものではなく、規定量の脱脂液Lがすべて脱脂液吸着体3の内部に吸収されるような態様であってもよい。
【0050】
吸収工程では、図4(c)に示すように、脱脂液塗布部材2を表層部3aに当接させて、さらに図示しないロボット(図1(R)を併せて参照)を下降させて脱脂液塗布部材2をスポンジ材からなる脱脂液吸着体3に押圧するようにして、脱脂液塗布部材2に脱脂液Lをより浸透させて吸収し易いようにしている(図4(d)参照)。
【0051】
ここで、脱脂液塗布部材2として吸収性と浸透圧による脱脂液Lの保持性が優れたフェルト材を使用することで、的確に必要最少限の脱脂液Lを脱脂液塗布部材2に吸収させ、この吸収した脱脂液Lを浸透圧により確実に保持することができる。このため、より確実に液だれを低減することができる。
【0052】
このようにして、脱脂液塗布部材2に脱脂液Lを吸収し、機種判別工程に移行する。また、図4(e)に示すように、脱脂液Lが脱脂液吸着体3に残留する場合もあるが、残留した脱脂液Lは、脱脂液吸着体3に隣接して設けられたフィルタ部材4に吸収される。
このため、脱脂液吸着体3の表層部3aに過剰な脱脂液Lが滞留することがないので、脱脂液吸着体3の表層部3aを適度な乾燥状態に維持することができる。
【0053】
なお、本実施形態においては、脱脂液塗布部材2を脱脂液吸着体3に押圧するようにしたが、これに限定されるものではなく、脱脂液塗布部材2を脱脂液吸着体3に当接することで脱脂液Lが浸透して吸収され得る。
【0054】
図1に示すように、機種判別工程では、図示しないロボット(R,R′)を車体Wの所定の位置に移動して、カメラ40bで車体Wに設けられた複数の孔部50(50a,50b,50c,50d)を撮像し、撮像された孔部50の情報から機種を判別する。
具体的には、図示しない一方のロボット(R)で車体Wの塗布面W1の近傍に設けられた孔部50aと孔部50dを撮像し、図示しない他方のロボット(R′)で車体Wの塗布面W1の近傍に設けられた孔部50bと孔部50cを撮像する。そして、2台のロボットの双方においてお互いに取得した孔部50の情報の送受信を行ない機種を判別している。
【0055】
なお、本実施形態においては、2台のロボット(R,R′)でそれぞれ孔部50(50a,50d)、および孔部50(50b,50c)を撮像するようにしたが、これに限定されるものではなく、1台のロボットで撮像してもよいし、孔部50の配置や数も他の形態であってもよい。
【0056】
そして、判別した機種に基づいて塗布装置1(図2)の動作がプログラミングされている。また、機種判別工程に要する時間を利用して、脱脂液塗布部材2に吸収された脱脂液Lを脱脂液塗布部材2内で適度に浸透拡散させることで、脱脂液Lの液だれをより防止することができる。
【0057】
本発明の実施形態に係る脱脂液の塗布方法は、以下のような作用効果を奏する。
すなわち、一旦、規定量の脱脂液Lを脱脂液吸着体3の表層部3aに吸着保持させて、表層部3aに脱脂液塗布部材2を当接させることで、表層部3aに吸着保持された脱脂液Lを脱脂液塗布部材2に浸透させて吸収する。
このようにして、脱脂液塗布部材2に脱脂液Lを浸透吸収させるようにしたことで、浸透圧により、的確に必要最少限の脱脂液Lを脱脂液塗布部材2に吸収することができる。
【0058】
このため、直接脱脂液塗布部材2に脱脂液を供給する場合に比べて確実に脱脂液Lの液だれを低減して、塗布面W1における液だまりやかすれ等の塗布不良を防止することができる。したがって、表面粗さがガラスに比べて微細な車両のボディに脱脂液を塗布する場合に特に適している。
【0059】
以上、本発明の実施形態について説明したが、本発明は前記した実施形態に限定されず、適宜変更して実施することが可能である。例えば、前記した実施形態においては、機種判別工程を吸収工程の後に設けているが、これに限定されるものではなく、吸着工程の前であってもよいし、別途機種情報を取得する工程を設けてもよい。
【符号の説明】
【0060】
1 塗布装置
2 脱脂液塗布部材(フェルト材)
3 脱脂液吸着体(スポンジ材)
3a 表層部
4 フィルタ部材
6 脱脂液補給手段
10 脱脂液塗布装置
20 脱脂液供給装置
30 プライマー塗布装置
40 機種判別装置
50 孔部50(50a,50b,50c,50d)
L,L′ 脱脂液
W 車体
W1 塗布面
【特許請求の範囲】
【請求項1】
脱脂液を保有した脱脂液塗布部材をワークに押圧しながら移動させて油分や塵埃を拭き取る脱脂液の塗布方法であって、
脱脂液を保持することが可能な脱脂液吸着体の表層部に規定量の脱脂液を吸着保持させる吸着工程と、
前記脱脂液塗布部材を前記表層部に当接させて、前記規定量の脱脂液を当該脱脂液塗布部材に浸透させて吸収する吸収工程と、
この吸収工程において吸収された脱脂液を前記ワークに塗布する塗布工程と、
を含むことを特徴とする脱脂液の塗布方法。
【請求項2】
前記ワークは、車両のボディであり、
脱脂液の塗布面は、ウインドガラスを接着剤で貼着する前記ボディの貼着面であることを特徴とする請求項1に記載の脱脂液の塗布方法。
【請求項3】
前記吸収工程の後に前記車両の機種判別工程を有することを特徴とする請求項2に記載の脱脂液の塗布方法。
【請求項4】
前記規定量の脱脂液は、前記脱脂液塗布部材を前記ワークに押圧させた状態から離隔させるまでの1回分の塗布量、または前記車両1台分に使用される塗布量であることを特徴とする請求項2に記載の脱脂液の塗布方法。
【請求項5】
前記脱脂液塗布部材は、フェルト材からなることを特徴とする請求項1から請求項4のいずれか1項に記載の脱脂液の塗布方法。
【請求項6】
前記脱脂液吸着体は、スポンジ材からなることを特徴とする請求項1から請求項5のいずれか1項に記載の脱脂液の塗布方法。
【請求項7】
前記スポンジ材に当接させてフィルタ部材を設け、前記脱脂液塗布部材に吸収されずに滞溜した過剰な前記脱脂液を当該フィルタ部材に吸収させるようにしたことを特徴とする請求項6に記載の脱脂液の塗布方法。
【請求項1】
脱脂液を保有した脱脂液塗布部材をワークに押圧しながら移動させて油分や塵埃を拭き取る脱脂液の塗布方法であって、
脱脂液を保持することが可能な脱脂液吸着体の表層部に規定量の脱脂液を吸着保持させる吸着工程と、
前記脱脂液塗布部材を前記表層部に当接させて、前記規定量の脱脂液を当該脱脂液塗布部材に浸透させて吸収する吸収工程と、
この吸収工程において吸収された脱脂液を前記ワークに塗布する塗布工程と、
を含むことを特徴とする脱脂液の塗布方法。
【請求項2】
前記ワークは、車両のボディであり、
脱脂液の塗布面は、ウインドガラスを接着剤で貼着する前記ボディの貼着面であることを特徴とする請求項1に記載の脱脂液の塗布方法。
【請求項3】
前記吸収工程の後に前記車両の機種判別工程を有することを特徴とする請求項2に記載の脱脂液の塗布方法。
【請求項4】
前記規定量の脱脂液は、前記脱脂液塗布部材を前記ワークに押圧させた状態から離隔させるまでの1回分の塗布量、または前記車両1台分に使用される塗布量であることを特徴とする請求項2に記載の脱脂液の塗布方法。
【請求項5】
前記脱脂液塗布部材は、フェルト材からなることを特徴とする請求項1から請求項4のいずれか1項に記載の脱脂液の塗布方法。
【請求項6】
前記脱脂液吸着体は、スポンジ材からなることを特徴とする請求項1から請求項5のいずれか1項に記載の脱脂液の塗布方法。
【請求項7】
前記スポンジ材に当接させてフィルタ部材を設け、前記脱脂液塗布部材に吸収されずに滞溜した過剰な前記脱脂液を当該フィルタ部材に吸収させるようにしたことを特徴とする請求項6に記載の脱脂液の塗布方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−188293(P2010−188293A)
【公開日】平成22年9月2日(2010.9.2)
【国際特許分類】
【出願番号】特願2009−36337(P2009−36337)
【出願日】平成21年2月19日(2009.2.19)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成22年9月2日(2010.9.2)
【国際特許分類】
【出願日】平成21年2月19日(2009.2.19)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]