
脱臭成形体および脱臭フィルタ

【課題】ワンパスにおける脱臭率が高く、脱臭剤を効率よく使用できる脱臭成形体及び脱臭フィルタを提供することを目的とする。
【解決手段】破砕炭2とポリエチレン樹脂3を混合したものを中空の棒状に成形し、中空部8に脱臭剤9を充填した複数の脱臭成形体1と、前記脱臭成形体1を固定する固定手段12を備え、前記脱臭成形体1を長手方向どうしが隣接するよう多段層に積層し、且つ通風方向に対して脱臭成形体1の端面13が対向するように配置された脱臭フィルタ11を提供する。
【解決手段】破砕炭2とポリエチレン樹脂3を混合したものを中空の棒状に成形し、中空部8に脱臭剤9を充填した複数の脱臭成形体1と、前記脱臭成形体1を固定する固定手段12を備え、前記脱臭成形体1を長手方向どうしが隣接するよう多段層に積層し、且つ通風方向に対して脱臭成形体1の端面13が対向するように配置された脱臭フィルタ11を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば悪臭ガスを除去する脱臭成形体とその製造法、及び空気清浄用の脱臭フィルタに関するものである。
【背景技術】
【0002】
従来から様々なガスを除去するために、吸着剤を利用した吸着剤成形体及び脱臭フィルタなどが報告されている。中でも粒状の吸着剤を様々な形に成形あるいは固定化したものは比較的安価で製造可能であり、脱臭フィルタ及び脱臭ユニットとして広く使用されている。このような形状の脱臭フィルタとしては特許文献1に記載のものが提案されている。すなわち、メッシュ状の袋体に脱臭剤を充填したものをスペーサ糸でそれぞれの袋体が離れて連結するように編んだことを特徴とする脱臭フィルタであり、多量の脱臭剤を均一の厚みで充填することができるというものである。
【0003】
また別の脱臭フィルタとしては特許文献2に記載のものが提案されている。すなわち、粉末状活性炭と酸化チタンとバインダと水とを含む混合物を圧縮成形した脱臭フィルタであって、脱臭フィルタの両面に凹凸形状又は貫通孔のいずれか又は両方が形成されていることを特徴とする脱臭フィルタであり、良好な外観形状を有した長寿命の脱臭フィルタを得られるというものである。
【特許文献1】特許第3761493号公報
【特許文献2】特許第3234165号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記特許文献1に示される従来例にあっては、脱臭剤を充填した袋体どうしの間にスペーサによる空間を設けることでフィルタ全体としての圧力損失は低く抑えることができるが、脱臭剤が充填された袋体の部分は分厚くなっているために通風抵抗が低いスペーサ部分を優先的に被処理空気が通過することとなる。そのため脱臭フィルタに占める脱臭剤重量の割にはワンパスでの脱臭性能はあまり高いとは言えなかった。更に袋体に充填された脱臭剤の内部まで被処理空気が行き届き難く、使用初期においては袋体表面の脱臭剤によって脱臭可能であるが、繰り返し使用する場合においては袋体内部の脱臭剤が十分使われないまま脱臭性能が低下してしまうという課題があった。
【0005】
また、上記特許文献1に示される従来例にあっては、脱臭剤をそのまま袋体に充填しているため、バインダ等の接着成分が脱臭剤表面を被覆することで脱臭性能の低下が起こることはないが、袋体に充填されている脱臭剤どうしの摩擦によって微粉が発生し、外部に放出してしまう恐れがあるという課題があった。且つ、1つの袋体には脱臭剤が約30g〜70g程度も充填されており、脱臭剤の自重によって更に摩擦が起こる可能性が高い。
【0006】
また、上記特許文献2に示される従来例にあっては脱臭フィルタの製造方法において大掛かりなプレス型やプレス装置が必要であり、製造方法が複雑で容易に脱臭フィルタを成形できるとは言えなかった。また、脱臭フィルタに凹凸形状又は貫通孔を形成するための特別な金型が必要となるため、一つの脱臭フィルタの形状に対して一つの金型が必要であり、様々な脱臭フィルタ形状に対応できるとは言えなかった。
【0007】
また、上記特許文献2に示される従来例にあっては材料に粉末状の活性炭及び酸化チタンを用い、且つ高い圧力でプレスして成形するため、脱臭フィルタの充填密度は極めて高くなる。そのため、脱臭フィルタ内部の活性炭及び酸化チタンまで被処理空気が行き届き難く、使用初期においては脱臭フィルタ表面で問題なく脱臭可能であるが、繰り返し使用する場合においては脱臭フィルタ内部まで十分使われないまま脱臭性能が低下してしまうという課題があった。
【0008】
本発明はこのような従来の課題を鑑みてなされたものであり、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体及び脱臭フィルタであり、脱臭成形体の壁面に多数の連通孔を形成することで中空部分で被処理空気に乱流を起こして、吸着剤との接触効率を高めてワンパスの脱臭性能を高めることができる。また、多数の連通孔によって内部の脱臭剤にまで被処理空気を行き届かせることができ、脱臭剤全体を効率よく使うことができる。また、脱臭成形体の中空部分に脱臭剤を充填することで外部あるいは脱臭剤どうしの摩擦を抑制して粉落ちを抑えることができる。また、製造方法が簡易であり、大掛かりな製造装置や特別な金型を用いることなく容易に脱臭成形体を得ることができる。また、脱臭成形体を複数組み合わせることで様々なサイズや形状の脱臭フィルタに対応できる。
【課題を解決するための手段】
【0009】
上記課題を解決するために本発明の脱臭成形体は、請求項1記載のとおり、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体であり、脱臭成形体には外壁面から内壁面あるいは内壁面から外壁面へと被処理空気が通過可能な多数の連通孔を形成していることを特徴とするものである。
【0010】
また、請求項2記載の脱臭成形体は、脱臭成形体の外形状及び中空部分の形状が円柱形状であることを特徴とするものである。
【0011】
また、請求項3記載の脱臭成形体は、脱臭成形体の連通孔が、隣接する粒状吸着剤どうしの重なりでできる隙間によって形成していることを特徴とするものである。
【0012】
また、請求項4記載の脱臭成形体は、粒状吸着剤が破砕炭であることを特徴とするものである。
【0013】
また、請求項5記載の脱臭成形体は、粒状吸着剤に対する熱可塑性樹脂の混合重量比が5%〜10%であることを特徴とするものである。
【0014】
また、請求項6記載の脱臭成形体は、脱臭成形体の中空部分に脱臭剤を充填することを特徴とするものである。
【0015】
また、請求項7記載の脱臭成形体は、充填する脱臭剤の粒子径が脱臭成形体に形成されている連通孔の孔径よりも大きいことを特徴とするものである。
【0016】
また、請求項8記載の脱臭成形体は、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を充填した脱臭成形体であって、中空部分に充填した脱臭剤に成形体に使用した熱可塑性樹脂よりも溶融温度の低い熱可塑性樹脂を混合することを特徴とするものである。
【0017】
また、請求項9記載の脱臭成形体は、脱臭剤に対する熱可塑性樹脂の混合重量比が1%〜10%であることを特徴とするものである。
【0018】
また、請求項10記載の脱臭成形体は、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を添着した三次元構造体を挿入することを特徴とするものである。
【0019】
また、請求項11記載の脱臭フィルタは、脱臭成形体を複数積層することを特徴とするものである。
【0020】
また、請求項12記載の脱臭フィルタは、脱臭成形体を長手方向どうしが隣接するよう平行に積層した脱臭フィルタであって、通風方向に対して外壁面が対向するように配置したことを特徴とするものである。
【0021】
また、請求項13記載の脱臭フィルタは、脱臭成形体を長手方向どうしが隣接するよう多段層に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の端面が対向するように配置したことを特徴とするものである。
【0022】
また、請求項14記載の脱臭成形体は、中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性樹脂を混合したものを充填し、型の両端を密閉した状態で加熱することにより製造することを特徴とするものである。
【0023】
また、請求項15記載の脱臭成形体は、中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性を混合したものを充填し、型の両端を密閉した状態で加熱した後に中芯のみを引き抜き、形成された中空部分に別の脱臭剤を充填することを特徴とするものである。
【0024】
また、請求項16記載の脱臭成形体は、円柱形状の型の内壁面が易剥離性を有することを特徴とするものである。
【発明の効果】
【0025】
本発明によれば、壁面に多数の連通孔を形成した中空の脱臭成形体によって、中空部分で被処理空気に乱流を起こし、吸着剤との接触効率を高めてワンパスにおける脱臭除去率の高い脱臭成形体及び脱臭フィルタを提供することができる。また、多数の連通孔によって内部の脱臭剤にまで被処理空気を行き届かせることができ、脱臭剤全体を効率よくを使うことができる。また、脱臭成形体の中空部分に脱臭剤を充填することで外部あるいは脱臭剤どうしの摩擦を抑制して粉落ちを抑えることができる。また、製造方法が簡易であり、大掛かりな製造装置や特別な金型を用いることなく容易に脱臭成形体及び脱臭フィルタを提供することができる。また、脱臭成形体を複数組み合わせることで様々なサイズや形状に対応した脱臭フィルタを提供することができる。
【発明を実施するための最良の形態】
【0026】
上記目的を達成するために本発明の脱臭成形体は、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体であり、脱臭成形体には外壁面から内壁面あるいは内壁面から外壁面へと被処理空気が通過可能な多数の連通孔を形成していることを特徴とするものである。
【0027】
連通孔を形成することで被処理空気は脱臭成形体の外壁面から連通孔を通って中空部分に入り込み、再び連通孔を通って脱臭成形体の反対側へ抜けるように通過する。このとき、中空部分では乱流が起こるため被処理空気と吸着剤との接触確率が上がり、ワンパスでの脱臭効率を向上することができる。
【0028】
脱臭成形体の断面形状は三角形、四角形、多角形、円形など成形可能な形状であれば如何なる形状でもよいが、成形性を考慮すれば三角形、四角形、円形が好ましい。また、脱臭成形体の大きさとして長手方向は脱臭フィルタの形状に合わせた長さにすればよいが、成形性と強度を考慮すれば5.0cm〜30cm程度の長さにすることが好ましい。脱臭成形体の太さは成形可能であれば如何なる太さでもよいが、成形性と強度を考慮すれば5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体の厚みとしては内部に中空部分が形成され得る範囲であることが好ましく、1.0mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2.0mm〜5mmの範囲であることが好ましい。
【0029】
連通孔は脱臭成形体の全面に形成されており、脱臭成形体の機械的強度を十分に確保し得る範囲で連通孔の数、孔径を決めればよい。連通孔の形成手段としては如何なる手段を用いてもよく、例えば脱臭成形体を形成後に連通孔を設ける方法やあるいは成形時に連通孔を形成し得るような型を用いる方法でもよい。
【0030】
粒状吸着剤としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、熱可塑性樹脂との接着性が確保できるものであれば如何なる吸着剤を用いてもよい。また、粒状吸着剤の粒径としては熱可塑性樹脂との混合により成形可能な範囲であれば如何なる大きさのものを用いてもよいが、粉落ちがなく、且つ機械的強度を確保するためには1μm〜10mmの範囲であることが望ましく、より望ましくは10μm〜5mmの範囲である。
【0031】
熱可塑性樹脂としてはポリエチレン、変成PE、EVA、変成PVA、ポリエステル、ポリアミドなどが挙げられるが、接着強度や加熱時に樹脂自体から発生するガスを考慮するとポリエチレンが好ましい。
【0032】
また、脱臭成形体の外形状及び中空部分の形状が円柱形状であることを特徴とするものであり、脱臭成形体の壁厚みが一定となることで吸着剤を均一に使用することが可能となり、脱臭成形体の全ての部分で満遍なく脱臭することができるという作用を有する。また、円柱形状にすることで成形体にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0033】
また、脱臭成形体の連通孔が、隣接する粒状吸着剤どうしの重なりでできる隙間によって形成していることを特徴とするものであり、別途連通孔を形成したり、連通孔が形成するような型を用いなくとも、粒状吸着剤の3次元形状によって吸着剤の重なり部分にできる隙間によって連通孔を形成した脱臭成形体を成形可能であるという作用を有する。
【0034】
このような粒状吸着剤としては破砕炭、シリカゲル、イオン交換樹脂など3次元的にある程度の大きさを有したものや、粉末活性炭、ゼオライト、シリカ、セピオライトなどの微粒粉末を造粒加工したものなどが挙げられる。
【0035】
また、粒状吸着剤が破砕炭であることを特徴とするものであり、様々な臭気に対応した安価な脱臭成形体を形成することができるという作用を有する。
【0036】
また、粒状吸着剤に対する熱可塑性樹脂の混合重量比が5%〜10%であることを特徴とするものであり、熱可塑性樹脂によって粒状吸着剤どうしを接着し、脱臭成形体を形成することが可能である。混合重量比が5%以下では接着強度が弱く、中空の棒状に成形することは困難であり、また混合重量比が10%以上では強度は高くなるが、樹脂成分が粒状吸着剤の細孔を埋めてしまい、脱臭性能が低下してしまう。粒状吸着剤に対する熱可塑性樹脂の重量混合比を前記範囲にすることで高い機械強度を持った中空の棒形状を形成可能であり、且つ高い脱臭性能の高い脱臭成形体を形成可能であるという作用を有する。
【0037】
また、脱臭成形体の中空部分に脱臭剤を充填することを特徴とするものである。中空の脱臭成形体自身が脱臭剤を充填するためのケースの役割をすることで脱臭性能に非常に優れた脱臭成形体を提供することができる。また、脱臭成形体外壁面から内壁面へと多数の連通孔が形成されているため、中空部分の脱臭剤まで容易に被処理空気が到達することができ、充填された脱臭剤全体をあますところなく効率よく利用できるという作用を有する。
【0038】
また、充填された脱臭剤は周りを熱可塑性樹脂で固められた脱臭成形体に覆われているため、外部と接触することがなく粉落ちを抑制できるという作用を有する。例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても問題なく使用することができるという作用を有する。
【0039】
中空部分に充填する脱臭剤としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、脱臭成形体を構成する吸着剤と同じ材料を充填することで特定の悪臭成分に対する脱臭性能を更に向上させることもできる。また、脱臭成形体を構成する吸着剤とは別の材料を充填することで多種の悪臭成分に対して脱臭性能を持たせることもできる。
【0040】
また、中空部分に充填する脱臭剤を更に中空の棒状形状に充填することで中空の2層構造を有した脱臭成形体としてもよく、こうすることで被処理空気は2層の吸着剤及び脱臭剤を通過した後に中空部分で乱流を起こし、脱臭剤との接触効率が高くなるために優れた脱臭性能を発揮することができるという作用を有する。
【0041】
また、充填する脱臭剤の粒子径が脱臭成形体に形成されている連通孔の孔径よりも大きいことを特徴とするものであり、こうすることで脱臭成形体の連通孔を抜けて外部に脱臭剤が脱落することがないので、充填する脱臭剤にバインダ成分を混合する必要性がなく、バインダ成分によって脱臭性能が低下してしまうことを防ぎ、高い脱臭性能を発揮することができるという作用を有する。また、脱臭剤に添着されている成分によっては加熱することで揮発したり、変性したりして脱臭能力が低下してしまう成分もあるが、こうすることによって加熱することなく脱臭剤を充填して固定化することができるため、脱臭能力の低下を抑制できるという作用を有する。
【0042】
また、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を充填した脱臭成形体であって、中空部分に充填した脱臭剤に成形体に使用した熱可塑性樹脂よりも溶融温度の低い熱可塑性樹脂を混合することを特徴とするものであり、一度成形した脱臭成形体を再度加熱することによって変形させることなく中空部分に充填した脱臭剤と混合した熱可塑性樹脂のみを溶融させ、脱臭成形体の内壁面と脱臭剤を接着させ、強度の高い脱臭成形体を提供することができるという作用を有する。
【0043】
また、脱臭剤に対する熱可塑性樹脂の混合重量比が1%〜10%であることを特徴とするものであり、熱可塑性樹脂によって脱臭成形体の内壁と充填した脱臭剤とを接着し、脱臭成形体を形成することが可能である。混合重量比を1%以上〜10%とすることで樹脂成分が粒状吸着剤の細孔を埋めて脱臭性能が低下してしまうことはほとんどなく、脱臭剤どうしを弱く結合するために脱臭剤どうしの摩擦によって粉落ちすることを抑制するという作用を有する。
【0044】
また、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を添着した三次元構造体を挿入することを特徴とするものである。三次元構造体としては金属、金属繊維織物、プラスチック成形品、発泡ウレタン、発泡セラミック、ガラス、ガラス繊維織物など様々なものが挙げられるが、脱臭剤を担持可能であり、被処理空気が通過可能であるものであれば効果に何ら差異はない。こうすることで中空部分に導入された被処理空気は三次元構造体に添着された脱臭剤と容易に接触可能であり、且つ通風を妨げられることなく高い脱臭性能を発揮できるという作用を有する。
【0045】
また、本発明の脱臭フィルタは、脱臭成形体を複数積層することを特徴とするものである。脱臭成形体は一本が棒状の形状をしているため、複数の脱臭成形体の積層の仕方で任意に大きさや形状を選ぶことができる。すなわち、様々な脱臭装置や空気清浄機といった機器のサイズや形状に合わせて容易に脱臭フィルタを形成することができるという作用を有する。
【0046】
また、脱臭成形体を長手方向どうしが隣接するよう平行に積層した脱臭フィルタであって、通風方向に対して外壁面が対向するように配置したことを特徴とするものである。こうすることで被処理空気は脱臭成形体の連通孔から中空部に入り込み、再び連通孔を抜けて通過することで吸着剤との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0047】
また、脱臭成形体を長手方向どうしが隣接するよう多段層に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の端面が対向するように配置したことを特徴とするものである。こうすることで脱臭フィルタの端面は脱臭成形体の外壁によって囲まれた空間がセルとなるようなハニカム形状となり、被処理空気はセルを通風路として通過するため、圧力損失の低い脱臭フィルタを提供することができるという作用を有する。
【0048】
また、脱臭成形体の壁面には多数の連通孔が形成されているため、非処理空気が脱臭フィルタを通過するときに連通孔から中空部の脱臭剤に容易に流入することができ、ワンパスによる脱臭効率が優れた脱臭フィルタを提供できるという作用を有する。
【0049】
また、本発明の脱臭成形体は、中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性樹脂を混合したものを充填し、型の両端を密閉した状態で加熱することにより製造することを特徴とするものである。こうすることで加熱された熱可塑性樹脂と脱臭剤どうしが接着され、冷却後に型から脱臭成形体を取り外した後に中芯を引き抜くことで、多数の連通孔を形成している中空の脱臭成形体を容易に成型することができる。
【0050】
また、中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性を混合したものを充填し、型の両端を密閉した状態で加熱した後に中芯のみを引き抜き、形成された中空部分に別の脱臭剤を充填することを特徴とするものである。こうすることで加熱された熱可塑性樹脂と脱臭剤どうしが接着され、且つ中空部分に脱臭剤が充填された脱臭成形体を容易に成型することができる。
【0051】
また、円柱形状の型の内壁面が易剥離性を有することを特徴とするものである。こうすることで熱可塑性樹脂と型とが接着してしまうことを防ぎ、型から脱臭成形体を容易に取り外すことができるという作用を有する。易剥離性は、型と脱臭成形体の接着性を弱め、成形体を型から外し易くする作用を有する。しかしながら、液体の離型剤を用いると粒状吸着剤の表面が離型剤によって覆われて脱臭性能に悪影響を及ぼす可能性がある。そのため、型に易剥離性を付与するには、フッ素樹脂あるいはシリコーン樹脂系の離型剤を型に噴霧し、溶剤を揮発させて型の表面をコーティングしたり、フッ素樹脂コーティング剤あるいはシリコーン樹脂コーティング剤に含浸乾燥して膜を形成することにより表面を被覆して型の表面に易剥離性をもたせる方法が好ましい。また、フッ素樹脂あるいはシリコン樹脂がコーティングされたコーティング紙で型を覆う方法でも良い。フッ素樹脂あるいはシリコン樹脂がコーティングされたコーティング紙は優れた離型性を有しており、熱可塑性樹脂とほとんど接着することなく簡単に脱臭成形体を取り外すことができる。且つ、耐熱性を有していることから、加熱しても燃えたり変成したりすることがないため、離型性を持たせるのに好ましい。
【0052】
以下、本発明の実施の形態について図面を参照しながら説明するが、本発明はこれに限定されるものではない。
【0053】
(実施の形態1)
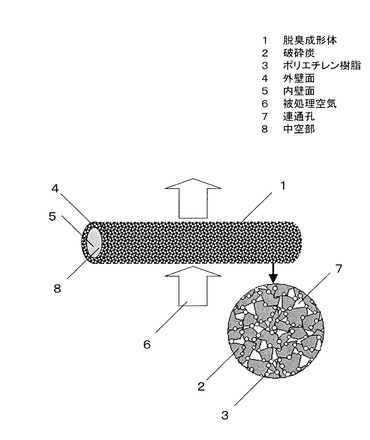
本発明の実施の形態1の脱臭成形体の概略図及び脱臭成形体の一部を拡大した模式図を図1に示す。図1に示すように脱臭成形体1は、破砕炭2とポリエチレン樹脂3を混合したものを中空の棒状に成形したものであり、前記脱臭成形体1には外壁面4から内壁面5あるいは内壁面5から外壁面4へと被処理空気6が通過可能な多数の連通孔7を形成している。
【0054】
脱臭成形体1の外形状及び中空部8の形状は円柱形状であり、円柱断面の直径は5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体1の厚みとしては内部に中空部8が形成され得る範囲であることが好ましく、1.0mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2.0mm〜5mmの範囲であることが好ましい。このように脱臭成形体1を円柱形状にすることで壁厚みが一定となり、破砕炭2を均一に使用することが可能となり、脱臭成形体1の全ての部分で満遍なく脱臭することができるという作用を有する。また、円柱形状にすることで脱臭成形体1にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0055】
破砕炭2の粒径としてはポリエチレン樹脂3との混合により成形可能な範囲であれば如何なる大きさのものを用いてもよいが、粉落ちがなく、且つ機械的強度を確保するためには1μm〜10mmの範囲であることが望ましく、より望ましくは10μm〜5mmの範囲である。
【0056】
また、拡大した模式図で示すように、脱臭成形体1の壁面には破砕炭2の三次元形状による破砕炭2どうしの重なり部分にできる隙間によって連通孔7が形成されている。別途脱臭成形体1の壁面に貫通孔を形成したり、貫通孔が形成されるような型を用いなくとも、破砕炭の三次元形状によって自然に連通孔7を形成することができるので成形が容易であるという作用を有する。
【0057】
尚、本実施の形態においては粒状吸着剤に破砕炭を用いているが、シリカゲル、イオン交換樹脂など三次元的にある程度の大きさを有したものや、粉末活性炭、ゼオライト、シリカ、セピオライトなどの微粒粉末を造粒加工したものなど、熱可塑性樹脂との接着性が確保できるものであれば如何なる吸着剤を用いても効果に何ら差異はない。
【0058】
また、破砕炭2に対するポリエチレン樹脂3の混合重量比は5%〜10%であり、ポリエチレン樹脂3の溶融点以上に加熱することによって破砕炭2どうしを接着し、脱臭成形体1を形成することが可能である。混合重量比が5%以下では接着強度が弱く、中空の棒状に成形することは困難であり、また混合重量比が10%以上では強度は高くなるが、ポリエチレン樹脂3が破砕炭2の細孔を埋めてしまい、脱臭性能が低下してしまう。混合重量比を前記範囲にすることで高い機械強度を持った中空の棒形状を形成可能であり、且つ高い脱臭性能の高い脱臭成形体1を形成可能であるという作用を有する。尚、本実施の形態では熱可塑性樹脂として接着強度や加熱時に樹脂自体から発生するガスが少ないことからポリエチレン樹脂を用いているが、接着強度と樹脂自身から発生するガスによる吸着剤への影響が少ないものであれば如何なるものを用いても効果に何ら差異はない。
【0059】
こうすることで被処理空気6は脱臭成形体1の外壁面4から連通孔7を通って中空部8に入り込み、再び連通孔7を通って脱臭成形体1の反対側へ抜けるように通過する。このとき中空部8では乱流が起こるため、被処理空気6と破砕炭2との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0060】
(実施の形態2)
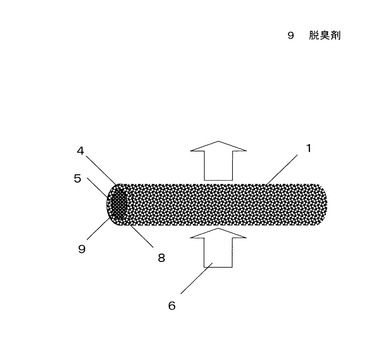
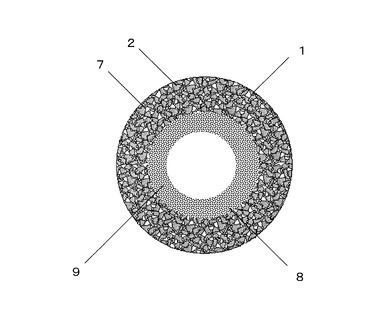
本発明の実施の形態2の脱臭成形体を図2及び図3に示す。図2は脱臭成形体の概略図であり、図3は脱臭成形体の断面と被処理空気の流れを表した概略図である。図2に示すように脱臭成形体1は、破砕炭2とポリエチレン樹脂3を混合したものを中空の棒状に成形し、中空部8に脱臭剤9を充填したものであり、前記脱臭成形体1には外壁面4から中空部8に充填された脱臭剤9へと被処理空気6が流入可能な多数の連通孔7を形成している。
【0061】
脱臭成形体1の外形状及び中空部分の形状は円柱形状であり、円柱断面の直径は5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体1の厚みとしては内部に中空部分が形成され得る範囲であることが好ましく、1.0mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2.0mm〜5mmの範囲であることが好ましい。このように脱臭成形体1を円柱形状にすることで壁厚みが一定となり、破砕炭2を均一に使用することが可能となり、脱臭成形体1の全ての部分で満遍なく脱臭することができるという作用を有する。また、円柱形状にすることで脱臭成形体1にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0062】
破砕炭2の粒径としては熱可塑性樹脂との混合により成形可能な範囲であれば如何なる大きさのものを用いてもよいが、粉落ちがなく、且つ機械的強度を確保するためには1μm〜10mmの範囲であることが望ましく、より望ましくは10μm〜5mmの範囲である。
【0063】
尚、本実施の形態においては粒状吸着剤に破砕炭を用いているが、シリカゲル、イオン交換樹脂など三次元的にある程度の大きさを有したものや、粉末活性炭、ゼオライト、シリカ、セピオライトなどの微粒粉末を造粒加工したものなど、熱可塑性樹脂との接着性が確保できるものであれば如何なる吸着剤を用いても効果に何ら差異はない。
【0064】
また、破砕炭2に対するポリエチレン樹脂3の混合重量比は5%〜10%であり、ポリエチレン樹脂3の溶融点以上に加熱することによって粒状吸着剤どうしを接着し、脱臭成形体1を形成することが可能である。混合重量比が5%以下では接着強度が弱く、中空の棒状に成形することは困難であり、また混合重量比が10%以上では強度は高くなるが、ポリエチレン樹脂3が破砕炭2の細孔を埋めてしまい、脱臭性能が低下してしまう。混合重量比を前記範囲にすることで高い機械強度を持った中空の棒形状を形成可能であり、且つ高い脱臭性能の高い脱臭成形体1を形成可能であるという作用を有する。
【0065】
尚、本実施の形態では熱可塑性樹脂として接着強度や加熱時に樹脂自体から発生するガスが少ないことからポリエチレン樹脂3を用いているが、接着強度と樹脂自身から発生するガスによる吸着剤への影響が少ないものであれば如何なるものを用いても効果に何ら差異はない。
【0066】
中空部8に充填する脱臭剤9としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、如何なるものを用いても良いが、脱臭成形体を構成する吸着剤と同じ材料を充填することで特定の悪臭成分に対する脱臭性能を更に向上させることもできる。また、脱臭成形体を構成する吸着剤とは別の材料を充填することで多種の悪臭成分に対して脱臭性能を持たせることもできる。
【0067】
また、図3に示すように脱臭成形体1の壁面には破砕炭2の三次元形状による破砕炭2どうしの重なり部分にできる隙間によって連通孔7が形成されており、被処理空気が脱臭成形体の外壁に沿って流れる際に、連通孔7を通って脱臭剤9が充填された中空部8まで被処理空気6が容易に流入できるようになっている。
【0068】
こうすることで被処理空気6は脱臭成形体1の外壁面4から連通孔7を通って中空部8に入り込み、中空部8に充填された脱臭剤9によって脱臭できるという作用を有する。
【0069】
また、連通孔7は脱臭成形体1の全面に満遍なく形成されており、全方向から被処理空気6が流入可能であるため充填された脱臭剤9全体を効率良く、余すところなく使用できるという作用を有する。脱臭剤9の全てを脱臭に使用できることとなる。
【0070】
また、充填された脱臭剤9は周りをポリエチレン樹脂3で固められた脱臭成形体1に覆われているため、外部と接触することがなく粉落ちを抑制できるという作用を有する。例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても問題なく使用することができるという作用を有する。
【0071】
また、中空部8に充填する脱臭剤9に対するポリエチレン樹脂3の混合重量比は1%〜10%であり、混合重量比を1%以上〜10%とすることで樹脂成分が脱臭剤9の細孔を埋めて脱臭性能が低下してしまうことはほとんどなく、且つ脱臭剤9どうしを弱く結合するために脱臭剤9どうしの摩擦によって粉落ちすることを抑制するという作用を有する。
【0072】
尚、本実施の形態では脱臭剤に熱可塑性樹脂を混合しているが、中空部8に充填する脱臭剤9の粒子径が脱臭成形体1に形成されている連通孔7の孔径よりも大きい場合は、脱臭成形体1の連通孔7を抜けて外部に脱臭剤9が脱落することがないので、充填する脱臭剤9にバインダ成分を混合する必要性がなく、バインダ成分によって脱臭性能が低下してしまうことを抑制し、高い脱臭性能を発揮することができるという作用を有する。また、脱臭剤9に添着されている成分によっては加熱することで揮発したり、変性したりして脱臭能力が低下してしまう成分もあるが、こうすることによって加熱することなく脱臭剤9を充填して固定化することができるため、脱臭能力の低下を抑制できるという作用を有する。
【0073】
また、本実施例の別の形態を図4に示す。これは中空部8に充填する脱臭剤9を更に中空の棒状形状に成形した状態で充填したものであり、こうすることで被処理空気は2層の吸着剤及び脱臭剤を通過した後に中空部で乱流を起こし、脱臭剤9との接触効率が高くなるために優れた脱臭性能を発揮することができるという作用を有する。
【0074】
また、本実施例の別の形態を図5に示す。これは中空部8に脱臭剤を添着した三次元構造体10を挿入したものであり、こうすることで中空部に導入された被処理空気は三次元構造体10に添着された脱臭剤と容易に接触可能であり、且つ通風を妨げられることなく高い脱臭性能を発揮できるという作用を有する。尚、三次元構造体としては金属、金属繊維織物、プラスチック成形品、発泡ウレタン、発泡セラミック、ガラス、ガラス繊維織物など様々なものが挙げられるが、脱臭剤を担持可能であり、被処理空気が通過可能であるものであれば効果に何ら差異はない。
【0075】
(実施の形態3)
本発明の実施の形態3の脱臭フィルタを図6に示す。図6に示すように脱臭フィルタ11は、複数の脱臭成形体1及び、脱臭成形体1を固定する固定手段12からなり、脱臭成形体1を長手方向どうしが隣接するよう平行に積層し、且つ通風方向に対して外壁面が対向するように配置されている。
【0076】
脱臭成形体1は、破砕炭2とポリエチレン樹脂3を混合したものを中空の棒状に成形したものであり、脱臭成形体1には外壁面4から内壁面5あるいは内壁面5から外壁面4へと被処理空気6が通過可能な多数の連通孔7を形成している。
【0077】
脱臭成形体1の外形状及び中空部8の形状は円柱形状であり、円柱断面の直径は5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体1の厚みとしては内部に中空部8が形成され得る範囲であることが好ましく、1.0mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2.0mm〜5mmの範囲であることが好ましい。このように脱臭成形体1を円柱形状にすることで壁厚みが一定となり、破砕炭2を均一に使用することが可能となり、脱臭成形体1の全ての部分で満遍なく脱臭することができるという作用を有する。また、円柱形状にすることで脱臭成形体1にかかる圧力が分散され、機械的強度が高くなるという作用を有する。また、脱臭成形体1を円柱形状にすることで脱臭成形体1どうしが隣接する部分では両側に溝が形成されるため、フィルタの厚みが薄くなり空気抵抗を下げる作用を有する。
【0078】
破砕炭2の粒径としては熱可塑性樹脂との混合により成形可能な範囲であれば如何なる大きさのものを用いてもよいが、粉落ちがなく、且つ機械的強度を確保するためには1μm〜10mmの範囲であることが望ましく、より望ましくは10μm〜5mmの範囲である。
【0079】
尚、本実施の形態においては粒状吸着剤に破砕炭2を用いているが、シリカゲル、イオン交換樹脂など3次元的にある程度の大きさを有したものや、粉末活性炭、ゼオライト、シリカ、セピオライトなどの微粒粉末を造粒加工したものなど、熱可塑性樹脂との接着性が確保できるものであれば如何なる吸着剤を用いても効果に何ら差異はない。
【0080】
また、破砕炭に対するポリエチレン樹脂3の混合重量比は5%〜10%であり、ポリエチレン樹脂3の溶融点以上に加熱することによって破砕炭どうしを接着し、脱臭成形体1を形成することが可能である。混合重量比が5%以下では接着強度が弱く、中空の棒状に成形することは困難であり、また混合重量比が10%以上では強度は高くなるが、ポリエチレン樹脂3が破砕炭2の細孔を埋めてしまい、脱臭性能が低下してしまう。混合重量比を前記範囲にすることで高い機械強度を持った中空の棒形状を形成可能であり、且つ高い脱臭性能の高い脱臭成形体1を形成可能であるという作用を有する。尚、本実施の形態では熱可塑性樹脂として接着強度や加熱時に樹脂自体から発生するガスが少ないことからポリエチレン樹脂3を用いているが、接着強度と樹脂自身から発生するガスによる吸着剤への影響が少ないものであれば如何なるものを用いても効果に何ら差異はない。
【0081】
脱臭成形体の固定手段としては脱臭成形体1どうしがずれたり変形したりしない手段を用いれば何ら効果に差異はなく、図6に示すように樹脂枠で固定する方法でもよいし、脱臭成形体を支柱となる部材で貫通させるなどして固定する方法でもよい。
【0082】
こうすることで被処理空気6は脱臭成形体1の外壁面4から連通孔7を通って中空部8に入り込み、再び連通孔7を通って脱臭成形体1の反対側へ抜けるように通過する。このとき、中空部8では乱流が起こるため被処理空気6と破砕炭2との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0083】
(実施の形態4)
本発明の実施の形態4の脱臭フィルタを図7に示す。図7に示すように脱臭フィルタ11は、複数の脱臭成形体1及び、脱臭成形体1を固定する固定手段12からなり、脱臭成形体を長手方向どうしが隣接するよう多段層に積層し、且つ通風方向に対して脱臭成形体の端面13が対向するように配置されている。
【0084】
脱臭成形体1は、破砕炭2とポリエチレン樹脂3を混合したものを中空の棒状に成形し、中空部8に脱臭剤9を充填したものであり、脱臭成形体1には外壁面4から中空部8に充填された脱臭剤9へと被処理空気6が流入可能な多数の連通孔7を形成している。
【0085】
脱臭成形体1の外形状及び中空部8の形状は円柱形状であり、円柱断面の直径は5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体1の厚みとしては内部に中空部8が形成されうる範囲であることが好ましく、1.0mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2.0mm〜5mmの範囲であることが好ましい。このように脱臭成形体1を円柱形状にすることで壁厚みが一定となり、破砕炭2を均一に使用することが可能となり、脱臭成形体1の全ての部分で満遍なく脱臭することができるという作用を有する。また、円柱形状にすることで脱臭成形体1にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0086】
また、脱臭成形体1を円柱形状にすることで脱臭成形体1を多段層に積層したときに三つあるいは四つの脱臭成形体1のそれぞれの壁面によって被処理空気6が通風可能な通風路14が形成され、空気抵抗を下げる作用を有する。また通風路14となる脱臭成形体の壁面には多数の連通孔7が形成され、中空部8に充填された脱臭剤9まで容易に流入可能であるため、非常に優れたワンパスの脱臭率を得ることができるという作用を有する。尚、脱臭成形体1を多段層に積層する場合、図7に示すようにn列目とn+1列目を半分ずらして積層することで三つの脱臭成形体で一つの通風路14を形成するようにしてもよく、またn+1列目がそのままn列目の真上になるように積層することで四つの脱臭成形体で一つの通風路14を形成するようにしてもよい。
【0087】
破砕炭2の粒径としては熱可塑性樹脂との混合により成形可能な範囲であれば如何なる大きさのものを用いてもよいが、粉落ちがなく、且つ機械的強度を確保するためには1μm〜10mmの範囲であることが望ましく、より望ましくは10μm〜5mmの範囲である。
【0088】
尚、本実施の形態においては粒状吸着剤に破砕炭2を用いているが、シリカゲル、イオン交換樹脂など3次元的にある程度の大きさを有したものや、粉末活性炭、ゼオライト、シリカ、セピオライトなどの微粒粉末を造粒加工したものなど、熱可塑性樹脂との接着性が確保できるものであれば如何なる吸着剤を用いても効果に何ら差異はない。
【0089】
また、破砕炭に対するポリエチレン樹脂3の混合重量比は5%〜10%であり、ポリエチレン樹脂3の溶融点以上に加熱することによって破砕炭2どうしを接着し、脱臭成形体1を形成することが可能である。混合重量比が5%以下では接着強度が弱く、中空の棒状に成形することは困難であり、また混合重量比が10%以上では強度は高くなるが、ポリエチレン樹脂3が破砕炭2の細孔を埋めてしまい、脱臭性能が低下してしまう。混合重量比を前記範囲にすることで高い機械強度を持った中空の棒形状を形成可能であり、且つ高い脱臭性能の高い脱臭成形体1を形成可能であるという作用を有する。尚、本実施の形態では熱可塑性樹脂として接着強度や加熱時に樹脂自体から発生するガスが少ないことからポリエチレン樹脂3を用いているが、接着強度と樹脂自身から発生するガスによる吸着剤への影響が少ないものであれば如何なるものを用いても効果に何ら差異はない。
【0090】
中空部8に充填する脱臭剤としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、如何なるものを用いても良いが、脱臭成形体を構成する吸着剤と同じ材料を充填することで特定の悪臭成分に対する脱臭性能を更に向上させることもできる。また、脱臭成形体を構成する吸着剤とは別の材料を充填することで多種の悪臭成分に対して脱臭性能を持たせることもできる。
【0091】
また、脱臭成形体1の壁面には破砕炭2の三次元形状による破砕炭どうしの重なり部分にできる隙間によって連通孔7が形成されており、被処理空気が脱臭成形体の外壁に沿って流れると同時に、連通孔7を通って脱臭剤が充填された中空部まで被処理空気が容易に流入できるようになっている。また、連通孔7は脱臭成形体1の全面に満遍なく形成されており、全方向から被処理空気が流入可能であるため充填された脱臭剤を効率良く使用できるという作用を有する。
【0092】
また、充填された脱臭剤は周りをポリエチレン樹脂3で固められた脱臭成形体1に覆われているため、外部と接触することがなく粉落ちを抑制する作用を有しており、例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても問題なく使用することができるという作用を有する。
【0093】
また、中空部8に充填する脱臭剤9に対する熱可塑性樹脂の混合重量比は1%〜10%であり、混合重量比を1%以上〜10%とすることで樹脂成分が破砕炭2の細孔を埋めて脱臭性能が低下してしまうことはほとんどなく、脱臭剤どうしを弱く結合するために脱臭剤どうしの摩擦によって粉落ちすることを抑制するという作用を有する。
【0094】
尚、本実施の形態では脱臭剤に熱可塑性樹脂を混合しているが、中空部に充填する脱臭剤の粒子径が脱臭成形体内1の壁面に形成されている連通孔7の孔径よりも大きい場合は脱臭成形体の連通孔を抜けて外部に脱臭剤が脱落することがないので、充填する脱臭剤にバインダ成分を混合する必要性がなく、バインダ成分によって脱臭性能が低下してしまうことを防ぎ、高い脱臭性能を発揮することができるという作用を有する。また、脱臭剤9に添着されている成分によっては加熱することで揮発したり、変性したりして脱臭能力が低下してしまう成分もあるが、こうすることによって加熱することなく脱臭剤9を充填して固定化することができるため、脱臭能力の低下を抑制できるという作用を有する。
【0095】
脱臭成形体1の固定手段12としては脱臭成形体どうしがずれたり変形したりしない手段を用いれば何ら効果に差異はなく、図7に示すように樹脂枠で固定する方法でもよいし、脱臭成形体を支柱となる部材で貫通させるなどして固定する方法でもよい。
【0096】
こうすることで脱臭フィルタ11の端面13は脱臭成形体1の外壁によって囲まれた空間がセルとなるようなハニカム形状となり、被処理空気はセルを通風路14として通過するため、圧力損失の低い脱臭フィルタを提供することができるという作用を有する。また、脱臭成形体の壁面には多数の連通孔が形成されているため、非処理空気が脱臭フィルタを通過するときに連通孔から中空部の脱臭剤に容易に流入することができ、ワンパスによる脱臭効率が優れた脱臭フィルタを提供できるという作用を有する。
【0097】
また、円柱形状の型の内壁面が易剥離性を有させることで、熱可塑性樹脂と型とが接着してしまうことを防ぎ、型から脱臭成形体を容易に取り外すことができることとなる。易剥離性は、型と脱臭成形体の接着性を弱め、成形体を型から外し易くする作用を有する。しかしながら、液体の離型剤を用いると粒状吸着剤の表面が離型剤によって覆われて脱臭性能に悪影響を及ぼす可能性がある。そのため、型に易剥離性を付与するには、フッ素樹脂あるいはシリコーン樹脂系の離型剤を型に噴霧し、溶剤を揮発させて型の表面をコーティングしたり、フッ素樹脂コーティング剤あるいはシリコーン樹脂コーティング剤に含浸乾燥して膜を形成することにより表面を被覆して型の表面に易剥離性をもたせる方法が好ましい。また、フッ素樹脂あるいはシリコン樹脂がコーティングされたコーティング紙で型を覆う方法でも良い。フッ素樹脂あるいはシリコン樹脂がコーティングされたコーティング紙は優れた離型性を有しており、熱可塑性樹脂とほとんど接着することなく簡単に脱臭成形体を取り外すことができる。且つ、耐熱性を有していることから、加熱しても燃えたり変成したりすることがないため、離型性を持たせるのに好ましい。
【0098】
以下、本発明を実施例にて詳細に説明するが、本発明は、以下の記載に何ら限定して解釈されるものではない。
【0099】
(実施例1)
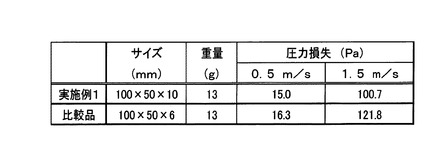
平均粒子径が1mm〜2mmの破砕炭を90wt%、ポリエチレン樹脂を10wt%となるように材料を計量し、破砕炭とポリエチレン樹脂が均一になるようによく混合してこれを脱臭成形体材料とした。これを図8に示す成形方法によって中空の円柱形状をした脱臭成形体を得た。すなわち、アルミ製の円筒型と芯部と蓋部を組み合わせた成形型に破砕炭とポリエチレン樹脂を混合したものを充填し、上部に蓋部を差し込んで圧力を加え、120℃で30分間加熱した後冷却し、最後に型から取り外して脱臭成形体を得た。得られた脱臭成形体は断面直径10mm、壁厚み2mm、長さ100mm、重量約2.6gであった。この脱臭成形体を5つ作製し、長手方向どうしが隣接するよう平行に積層して脱臭フィルタを得た。得られた脱臭フィルタのサイズは100mm×50mm×10mmで、重量は約13gであった。
【0100】
比較品として実施例1と同じ脱臭成形体材料を100mm×50mmの型に充填して圧力を加え、120℃で30分間加熱した後冷却し、最後に型から取り外して比較品を得た。
【0101】
得られた比較品のサイズは100mm×50mm×6mmで、重量は約13gであった。
【0102】
作製した脱臭フィルタの圧力損失を測定した結果を図9に示す。ほぼ同重量の材料で作成したにも関わらず、実施例1の脱臭フィルタは比較品と比べて圧力損失を低減できることがわかる。
【0103】
(実施例2)
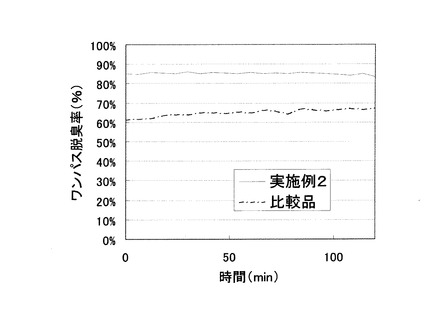
実施例1で作製した脱臭フィルタと比較品を開口部が100mm×50mmのアクリル製のダクトに設置し、上流から約50ppmのアセトアルデヒドガスを流速500ml/minで流した。脱臭フィルタを通過する直前の上流部と、脱臭フィルタを通過した直後の下流部にサンプリング部を設け、オートサンプラで3分毎に自動的にサンプリングし、ガスクロマトグラフィに導入して濃度を測定するようにした。測定から得られた上流部のガス濃度の平均値を上流部ガス濃度とし、この値と下流部のガス濃度からワンパスでの脱臭率を計算した。
【0104】
測定の結果を図10に示す。ほぼ同重量の材料で作成したにも関わらず、実施例2の脱臭フィルタはワンパス脱臭率約85%、比較品はワンパス脱臭率約65%であり、約20%もの差が確認できた。脱臭成形体を中空の円柱形状とし、脱臭成形体壁面に連通孔を形成することで中空部で乱流を起こし、吸着剤との接触効率を向上させることでワンパスにおける脱臭率を向上させることができることがわかる。
【産業上の利用可能性】
【0105】
本発明の脱臭成形体及を用いることにより、ワンパスにおける脱臭効率の優れた脱臭フィルタを提供することができる。また、フィルタ内部の脱臭剤も効率的に使用することができる長寿命の脱臭フィルタを提供することができる。また、脱臭成形体を組み合わせることで様々なサイズや形状に対応した脱臭フィルタを提供することができる。
【0106】
また、本発明の脱臭成形体の製造法によって大掛かりな製造装置や特別な金型を用いることなく容易に脱臭成形体及び脱臭フィルタを提供することができる。
【図面の簡単な説明】
【0107】
【図1】本発明の実施の形態1の脱臭成形体の概略図及び壁面を拡大した概略図
【図2】同実施の形態2の脱臭成形体の概略図
【図3】同実施の形態2の脱臭成形体の断面図
【図4】同実施の形態2の脱臭成形体の別の形態を示す図
【図5】同実施の形態2の脱臭成形体の別の形態を示す図
【図6】同実施の形態3の脱臭フィルタの概略図
【図7】同実施の形態4の脱臭フィルタの概略図
【図8】同実施例1の脱臭成形体の製造法を示す図
【図9】同実施例1と比較品の性状及び圧力損失を示した図
【図10】同実施例2と比較品のアセトアルデヒドガスのワンパス脱臭率を示した図
【符号の説明】
【0108】
1 脱臭成形体
2 破砕炭
3 ポリエチレン樹脂
4 外壁面
5 内壁面
6 被処理空気
7 連通孔
8 中空部
9 脱臭剤
10 三次元構造体
11 脱臭フィルタ
12 固定手段
13 端面
14 通風路
【技術分野】
【0001】
本発明は、例えば悪臭ガスを除去する脱臭成形体とその製造法、及び空気清浄用の脱臭フィルタに関するものである。
【背景技術】
【0002】
従来から様々なガスを除去するために、吸着剤を利用した吸着剤成形体及び脱臭フィルタなどが報告されている。中でも粒状の吸着剤を様々な形に成形あるいは固定化したものは比較的安価で製造可能であり、脱臭フィルタ及び脱臭ユニットとして広く使用されている。このような形状の脱臭フィルタとしては特許文献1に記載のものが提案されている。すなわち、メッシュ状の袋体に脱臭剤を充填したものをスペーサ糸でそれぞれの袋体が離れて連結するように編んだことを特徴とする脱臭フィルタであり、多量の脱臭剤を均一の厚みで充填することができるというものである。
【0003】
また別の脱臭フィルタとしては特許文献2に記載のものが提案されている。すなわち、粉末状活性炭と酸化チタンとバインダと水とを含む混合物を圧縮成形した脱臭フィルタであって、脱臭フィルタの両面に凹凸形状又は貫通孔のいずれか又は両方が形成されていることを特徴とする脱臭フィルタであり、良好な外観形状を有した長寿命の脱臭フィルタを得られるというものである。
【特許文献1】特許第3761493号公報
【特許文献2】特許第3234165号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記特許文献1に示される従来例にあっては、脱臭剤を充填した袋体どうしの間にスペーサによる空間を設けることでフィルタ全体としての圧力損失は低く抑えることができるが、脱臭剤が充填された袋体の部分は分厚くなっているために通風抵抗が低いスペーサ部分を優先的に被処理空気が通過することとなる。そのため脱臭フィルタに占める脱臭剤重量の割にはワンパスでの脱臭性能はあまり高いとは言えなかった。更に袋体に充填された脱臭剤の内部まで被処理空気が行き届き難く、使用初期においては袋体表面の脱臭剤によって脱臭可能であるが、繰り返し使用する場合においては袋体内部の脱臭剤が十分使われないまま脱臭性能が低下してしまうという課題があった。
【0005】
また、上記特許文献1に示される従来例にあっては、脱臭剤をそのまま袋体に充填しているため、バインダ等の接着成分が脱臭剤表面を被覆することで脱臭性能の低下が起こることはないが、袋体に充填されている脱臭剤どうしの摩擦によって微粉が発生し、外部に放出してしまう恐れがあるという課題があった。且つ、1つの袋体には脱臭剤が約30g〜70g程度も充填されており、脱臭剤の自重によって更に摩擦が起こる可能性が高い。
【0006】
また、上記特許文献2に示される従来例にあっては脱臭フィルタの製造方法において大掛かりなプレス型やプレス装置が必要であり、製造方法が複雑で容易に脱臭フィルタを成形できるとは言えなかった。また、脱臭フィルタに凹凸形状又は貫通孔を形成するための特別な金型が必要となるため、一つの脱臭フィルタの形状に対して一つの金型が必要であり、様々な脱臭フィルタ形状に対応できるとは言えなかった。
【0007】
また、上記特許文献2に示される従来例にあっては材料に粉末状の活性炭及び酸化チタンを用い、且つ高い圧力でプレスして成形するため、脱臭フィルタの充填密度は極めて高くなる。そのため、脱臭フィルタ内部の活性炭及び酸化チタンまで被処理空気が行き届き難く、使用初期においては脱臭フィルタ表面で問題なく脱臭可能であるが、繰り返し使用する場合においては脱臭フィルタ内部まで十分使われないまま脱臭性能が低下してしまうという課題があった。
【0008】
本発明はこのような従来の課題を鑑みてなされたものであり、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体及び脱臭フィルタであり、脱臭成形体の壁面に多数の連通孔を形成することで中空部分で被処理空気に乱流を起こして、吸着剤との接触効率を高めてワンパスの脱臭性能を高めることができる。また、多数の連通孔によって内部の脱臭剤にまで被処理空気を行き届かせることができ、脱臭剤全体を効率よく使うことができる。また、脱臭成形体の中空部分に脱臭剤を充填することで外部あるいは脱臭剤どうしの摩擦を抑制して粉落ちを抑えることができる。また、製造方法が簡易であり、大掛かりな製造装置や特別な金型を用いることなく容易に脱臭成形体を得ることができる。また、脱臭成形体を複数組み合わせることで様々なサイズや形状の脱臭フィルタに対応できる。
【課題を解決するための手段】
【0009】
上記課題を解決するために本発明の脱臭成形体は、請求項1記載のとおり、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体であり、脱臭成形体には外壁面から内壁面あるいは内壁面から外壁面へと被処理空気が通過可能な多数の連通孔を形成していることを特徴とするものである。
【0010】
また、請求項2記載の脱臭成形体は、脱臭成形体の外形状及び中空部分の形状が円柱形状であることを特徴とするものである。
【0011】
また、請求項3記載の脱臭成形体は、脱臭成形体の連通孔が、隣接する粒状吸着剤どうしの重なりでできる隙間によって形成していることを特徴とするものである。
【0012】
また、請求項4記載の脱臭成形体は、粒状吸着剤が破砕炭であることを特徴とするものである。
【0013】
また、請求項5記載の脱臭成形体は、粒状吸着剤に対する熱可塑性樹脂の混合重量比が5%〜10%であることを特徴とするものである。
【0014】
また、請求項6記載の脱臭成形体は、脱臭成形体の中空部分に脱臭剤を充填することを特徴とするものである。
【0015】
また、請求項7記載の脱臭成形体は、充填する脱臭剤の粒子径が脱臭成形体に形成されている連通孔の孔径よりも大きいことを特徴とするものである。
【0016】
また、請求項8記載の脱臭成形体は、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を充填した脱臭成形体であって、中空部分に充填した脱臭剤に成形体に使用した熱可塑性樹脂よりも溶融温度の低い熱可塑性樹脂を混合することを特徴とするものである。
【0017】
また、請求項9記載の脱臭成形体は、脱臭剤に対する熱可塑性樹脂の混合重量比が1%〜10%であることを特徴とするものである。
【0018】
また、請求項10記載の脱臭成形体は、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を添着した三次元構造体を挿入することを特徴とするものである。
【0019】
また、請求項11記載の脱臭フィルタは、脱臭成形体を複数積層することを特徴とするものである。
【0020】
また、請求項12記載の脱臭フィルタは、脱臭成形体を長手方向どうしが隣接するよう平行に積層した脱臭フィルタであって、通風方向に対して外壁面が対向するように配置したことを特徴とするものである。
【0021】
また、請求項13記載の脱臭フィルタは、脱臭成形体を長手方向どうしが隣接するよう多段層に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の端面が対向するように配置したことを特徴とするものである。
【0022】
また、請求項14記載の脱臭成形体は、中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性樹脂を混合したものを充填し、型の両端を密閉した状態で加熱することにより製造することを特徴とするものである。
【0023】
また、請求項15記載の脱臭成形体は、中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性を混合したものを充填し、型の両端を密閉した状態で加熱した後に中芯のみを引き抜き、形成された中空部分に別の脱臭剤を充填することを特徴とするものである。
【0024】
また、請求項16記載の脱臭成形体は、円柱形状の型の内壁面が易剥離性を有することを特徴とするものである。
【発明の効果】
【0025】
本発明によれば、壁面に多数の連通孔を形成した中空の脱臭成形体によって、中空部分で被処理空気に乱流を起こし、吸着剤との接触効率を高めてワンパスにおける脱臭除去率の高い脱臭成形体及び脱臭フィルタを提供することができる。また、多数の連通孔によって内部の脱臭剤にまで被処理空気を行き届かせることができ、脱臭剤全体を効率よくを使うことができる。また、脱臭成形体の中空部分に脱臭剤を充填することで外部あるいは脱臭剤どうしの摩擦を抑制して粉落ちを抑えることができる。また、製造方法が簡易であり、大掛かりな製造装置や特別な金型を用いることなく容易に脱臭成形体及び脱臭フィルタを提供することができる。また、脱臭成形体を複数組み合わせることで様々なサイズや形状に対応した脱臭フィルタを提供することができる。
【発明を実施するための最良の形態】
【0026】
上記目的を達成するために本発明の脱臭成形体は、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体であり、脱臭成形体には外壁面から内壁面あるいは内壁面から外壁面へと被処理空気が通過可能な多数の連通孔を形成していることを特徴とするものである。
【0027】
連通孔を形成することで被処理空気は脱臭成形体の外壁面から連通孔を通って中空部分に入り込み、再び連通孔を通って脱臭成形体の反対側へ抜けるように通過する。このとき、中空部分では乱流が起こるため被処理空気と吸着剤との接触確率が上がり、ワンパスでの脱臭効率を向上することができる。
【0028】
脱臭成形体の断面形状は三角形、四角形、多角形、円形など成形可能な形状であれば如何なる形状でもよいが、成形性を考慮すれば三角形、四角形、円形が好ましい。また、脱臭成形体の大きさとして長手方向は脱臭フィルタの形状に合わせた長さにすればよいが、成形性と強度を考慮すれば5.0cm〜30cm程度の長さにすることが好ましい。脱臭成形体の太さは成形可能であれば如何なる太さでもよいが、成形性と強度を考慮すれば5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体の厚みとしては内部に中空部分が形成され得る範囲であることが好ましく、1.0mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2.0mm〜5mmの範囲であることが好ましい。
【0029】
連通孔は脱臭成形体の全面に形成されており、脱臭成形体の機械的強度を十分に確保し得る範囲で連通孔の数、孔径を決めればよい。連通孔の形成手段としては如何なる手段を用いてもよく、例えば脱臭成形体を形成後に連通孔を設ける方法やあるいは成形時に連通孔を形成し得るような型を用いる方法でもよい。
【0030】
粒状吸着剤としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、熱可塑性樹脂との接着性が確保できるものであれば如何なる吸着剤を用いてもよい。また、粒状吸着剤の粒径としては熱可塑性樹脂との混合により成形可能な範囲であれば如何なる大きさのものを用いてもよいが、粉落ちがなく、且つ機械的強度を確保するためには1μm〜10mmの範囲であることが望ましく、より望ましくは10μm〜5mmの範囲である。
【0031】
熱可塑性樹脂としてはポリエチレン、変成PE、EVA、変成PVA、ポリエステル、ポリアミドなどが挙げられるが、接着強度や加熱時に樹脂自体から発生するガスを考慮するとポリエチレンが好ましい。
【0032】
また、脱臭成形体の外形状及び中空部分の形状が円柱形状であることを特徴とするものであり、脱臭成形体の壁厚みが一定となることで吸着剤を均一に使用することが可能となり、脱臭成形体の全ての部分で満遍なく脱臭することができるという作用を有する。また、円柱形状にすることで成形体にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0033】
また、脱臭成形体の連通孔が、隣接する粒状吸着剤どうしの重なりでできる隙間によって形成していることを特徴とするものであり、別途連通孔を形成したり、連通孔が形成するような型を用いなくとも、粒状吸着剤の3次元形状によって吸着剤の重なり部分にできる隙間によって連通孔を形成した脱臭成形体を成形可能であるという作用を有する。
【0034】
このような粒状吸着剤としては破砕炭、シリカゲル、イオン交換樹脂など3次元的にある程度の大きさを有したものや、粉末活性炭、ゼオライト、シリカ、セピオライトなどの微粒粉末を造粒加工したものなどが挙げられる。
【0035】
また、粒状吸着剤が破砕炭であることを特徴とするものであり、様々な臭気に対応した安価な脱臭成形体を形成することができるという作用を有する。
【0036】
また、粒状吸着剤に対する熱可塑性樹脂の混合重量比が5%〜10%であることを特徴とするものであり、熱可塑性樹脂によって粒状吸着剤どうしを接着し、脱臭成形体を形成することが可能である。混合重量比が5%以下では接着強度が弱く、中空の棒状に成形することは困難であり、また混合重量比が10%以上では強度は高くなるが、樹脂成分が粒状吸着剤の細孔を埋めてしまい、脱臭性能が低下してしまう。粒状吸着剤に対する熱可塑性樹脂の重量混合比を前記範囲にすることで高い機械強度を持った中空の棒形状を形成可能であり、且つ高い脱臭性能の高い脱臭成形体を形成可能であるという作用を有する。
【0037】
また、脱臭成形体の中空部分に脱臭剤を充填することを特徴とするものである。中空の脱臭成形体自身が脱臭剤を充填するためのケースの役割をすることで脱臭性能に非常に優れた脱臭成形体を提供することができる。また、脱臭成形体外壁面から内壁面へと多数の連通孔が形成されているため、中空部分の脱臭剤まで容易に被処理空気が到達することができ、充填された脱臭剤全体をあますところなく効率よく利用できるという作用を有する。
【0038】
また、充填された脱臭剤は周りを熱可塑性樹脂で固められた脱臭成形体に覆われているため、外部と接触することがなく粉落ちを抑制できるという作用を有する。例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても問題なく使用することができるという作用を有する。
【0039】
中空部分に充填する脱臭剤としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、脱臭成形体を構成する吸着剤と同じ材料を充填することで特定の悪臭成分に対する脱臭性能を更に向上させることもできる。また、脱臭成形体を構成する吸着剤とは別の材料を充填することで多種の悪臭成分に対して脱臭性能を持たせることもできる。
【0040】
また、中空部分に充填する脱臭剤を更に中空の棒状形状に充填することで中空の2層構造を有した脱臭成形体としてもよく、こうすることで被処理空気は2層の吸着剤及び脱臭剤を通過した後に中空部分で乱流を起こし、脱臭剤との接触効率が高くなるために優れた脱臭性能を発揮することができるという作用を有する。
【0041】
また、充填する脱臭剤の粒子径が脱臭成形体に形成されている連通孔の孔径よりも大きいことを特徴とするものであり、こうすることで脱臭成形体の連通孔を抜けて外部に脱臭剤が脱落することがないので、充填する脱臭剤にバインダ成分を混合する必要性がなく、バインダ成分によって脱臭性能が低下してしまうことを防ぎ、高い脱臭性能を発揮することができるという作用を有する。また、脱臭剤に添着されている成分によっては加熱することで揮発したり、変性したりして脱臭能力が低下してしまう成分もあるが、こうすることによって加熱することなく脱臭剤を充填して固定化することができるため、脱臭能力の低下を抑制できるという作用を有する。
【0042】
また、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を充填した脱臭成形体であって、中空部分に充填した脱臭剤に成形体に使用した熱可塑性樹脂よりも溶融温度の低い熱可塑性樹脂を混合することを特徴とするものであり、一度成形した脱臭成形体を再度加熱することによって変形させることなく中空部分に充填した脱臭剤と混合した熱可塑性樹脂のみを溶融させ、脱臭成形体の内壁面と脱臭剤を接着させ、強度の高い脱臭成形体を提供することができるという作用を有する。
【0043】
また、脱臭剤に対する熱可塑性樹脂の混合重量比が1%〜10%であることを特徴とするものであり、熱可塑性樹脂によって脱臭成形体の内壁と充填した脱臭剤とを接着し、脱臭成形体を形成することが可能である。混合重量比を1%以上〜10%とすることで樹脂成分が粒状吸着剤の細孔を埋めて脱臭性能が低下してしまうことはほとんどなく、脱臭剤どうしを弱く結合するために脱臭剤どうしの摩擦によって粉落ちすることを抑制するという作用を有する。
【0044】
また、粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を添着した三次元構造体を挿入することを特徴とするものである。三次元構造体としては金属、金属繊維織物、プラスチック成形品、発泡ウレタン、発泡セラミック、ガラス、ガラス繊維織物など様々なものが挙げられるが、脱臭剤を担持可能であり、被処理空気が通過可能であるものであれば効果に何ら差異はない。こうすることで中空部分に導入された被処理空気は三次元構造体に添着された脱臭剤と容易に接触可能であり、且つ通風を妨げられることなく高い脱臭性能を発揮できるという作用を有する。
【0045】
また、本発明の脱臭フィルタは、脱臭成形体を複数積層することを特徴とするものである。脱臭成形体は一本が棒状の形状をしているため、複数の脱臭成形体の積層の仕方で任意に大きさや形状を選ぶことができる。すなわち、様々な脱臭装置や空気清浄機といった機器のサイズや形状に合わせて容易に脱臭フィルタを形成することができるという作用を有する。
【0046】
また、脱臭成形体を長手方向どうしが隣接するよう平行に積層した脱臭フィルタであって、通風方向に対して外壁面が対向するように配置したことを特徴とするものである。こうすることで被処理空気は脱臭成形体の連通孔から中空部に入り込み、再び連通孔を抜けて通過することで吸着剤との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0047】
また、脱臭成形体を長手方向どうしが隣接するよう多段層に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の端面が対向するように配置したことを特徴とするものである。こうすることで脱臭フィルタの端面は脱臭成形体の外壁によって囲まれた空間がセルとなるようなハニカム形状となり、被処理空気はセルを通風路として通過するため、圧力損失の低い脱臭フィルタを提供することができるという作用を有する。
【0048】
また、脱臭成形体の壁面には多数の連通孔が形成されているため、非処理空気が脱臭フィルタを通過するときに連通孔から中空部の脱臭剤に容易に流入することができ、ワンパスによる脱臭効率が優れた脱臭フィルタを提供できるという作用を有する。
【0049】
また、本発明の脱臭成形体は、中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性樹脂を混合したものを充填し、型の両端を密閉した状態で加熱することにより製造することを特徴とするものである。こうすることで加熱された熱可塑性樹脂と脱臭剤どうしが接着され、冷却後に型から脱臭成形体を取り外した後に中芯を引き抜くことで、多数の連通孔を形成している中空の脱臭成形体を容易に成型することができる。
【0050】
また、中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性を混合したものを充填し、型の両端を密閉した状態で加熱した後に中芯のみを引き抜き、形成された中空部分に別の脱臭剤を充填することを特徴とするものである。こうすることで加熱された熱可塑性樹脂と脱臭剤どうしが接着され、且つ中空部分に脱臭剤が充填された脱臭成形体を容易に成型することができる。
【0051】
また、円柱形状の型の内壁面が易剥離性を有することを特徴とするものである。こうすることで熱可塑性樹脂と型とが接着してしまうことを防ぎ、型から脱臭成形体を容易に取り外すことができるという作用を有する。易剥離性は、型と脱臭成形体の接着性を弱め、成形体を型から外し易くする作用を有する。しかしながら、液体の離型剤を用いると粒状吸着剤の表面が離型剤によって覆われて脱臭性能に悪影響を及ぼす可能性がある。そのため、型に易剥離性を付与するには、フッ素樹脂あるいはシリコーン樹脂系の離型剤を型に噴霧し、溶剤を揮発させて型の表面をコーティングしたり、フッ素樹脂コーティング剤あるいはシリコーン樹脂コーティング剤に含浸乾燥して膜を形成することにより表面を被覆して型の表面に易剥離性をもたせる方法が好ましい。また、フッ素樹脂あるいはシリコン樹脂がコーティングされたコーティング紙で型を覆う方法でも良い。フッ素樹脂あるいはシリコン樹脂がコーティングされたコーティング紙は優れた離型性を有しており、熱可塑性樹脂とほとんど接着することなく簡単に脱臭成形体を取り外すことができる。且つ、耐熱性を有していることから、加熱しても燃えたり変成したりすることがないため、離型性を持たせるのに好ましい。
【0052】
以下、本発明の実施の形態について図面を参照しながら説明するが、本発明はこれに限定されるものではない。
【0053】
(実施の形態1)
本発明の実施の形態1の脱臭成形体の概略図及び脱臭成形体の一部を拡大した模式図を図1に示す。図1に示すように脱臭成形体1は、破砕炭2とポリエチレン樹脂3を混合したものを中空の棒状に成形したものであり、前記脱臭成形体1には外壁面4から内壁面5あるいは内壁面5から外壁面4へと被処理空気6が通過可能な多数の連通孔7を形成している。
【0054】
脱臭成形体1の外形状及び中空部8の形状は円柱形状であり、円柱断面の直径は5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体1の厚みとしては内部に中空部8が形成され得る範囲であることが好ましく、1.0mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2.0mm〜5mmの範囲であることが好ましい。このように脱臭成形体1を円柱形状にすることで壁厚みが一定となり、破砕炭2を均一に使用することが可能となり、脱臭成形体1の全ての部分で満遍なく脱臭することができるという作用を有する。また、円柱形状にすることで脱臭成形体1にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0055】
破砕炭2の粒径としてはポリエチレン樹脂3との混合により成形可能な範囲であれば如何なる大きさのものを用いてもよいが、粉落ちがなく、且つ機械的強度を確保するためには1μm〜10mmの範囲であることが望ましく、より望ましくは10μm〜5mmの範囲である。
【0056】
また、拡大した模式図で示すように、脱臭成形体1の壁面には破砕炭2の三次元形状による破砕炭2どうしの重なり部分にできる隙間によって連通孔7が形成されている。別途脱臭成形体1の壁面に貫通孔を形成したり、貫通孔が形成されるような型を用いなくとも、破砕炭の三次元形状によって自然に連通孔7を形成することができるので成形が容易であるという作用を有する。
【0057】
尚、本実施の形態においては粒状吸着剤に破砕炭を用いているが、シリカゲル、イオン交換樹脂など三次元的にある程度の大きさを有したものや、粉末活性炭、ゼオライト、シリカ、セピオライトなどの微粒粉末を造粒加工したものなど、熱可塑性樹脂との接着性が確保できるものであれば如何なる吸着剤を用いても効果に何ら差異はない。
【0058】
また、破砕炭2に対するポリエチレン樹脂3の混合重量比は5%〜10%であり、ポリエチレン樹脂3の溶融点以上に加熱することによって破砕炭2どうしを接着し、脱臭成形体1を形成することが可能である。混合重量比が5%以下では接着強度が弱く、中空の棒状に成形することは困難であり、また混合重量比が10%以上では強度は高くなるが、ポリエチレン樹脂3が破砕炭2の細孔を埋めてしまい、脱臭性能が低下してしまう。混合重量比を前記範囲にすることで高い機械強度を持った中空の棒形状を形成可能であり、且つ高い脱臭性能の高い脱臭成形体1を形成可能であるという作用を有する。尚、本実施の形態では熱可塑性樹脂として接着強度や加熱時に樹脂自体から発生するガスが少ないことからポリエチレン樹脂を用いているが、接着強度と樹脂自身から発生するガスによる吸着剤への影響が少ないものであれば如何なるものを用いても効果に何ら差異はない。
【0059】
こうすることで被処理空気6は脱臭成形体1の外壁面4から連通孔7を通って中空部8に入り込み、再び連通孔7を通って脱臭成形体1の反対側へ抜けるように通過する。このとき中空部8では乱流が起こるため、被処理空気6と破砕炭2との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0060】
(実施の形態2)
本発明の実施の形態2の脱臭成形体を図2及び図3に示す。図2は脱臭成形体の概略図であり、図3は脱臭成形体の断面と被処理空気の流れを表した概略図である。図2に示すように脱臭成形体1は、破砕炭2とポリエチレン樹脂3を混合したものを中空の棒状に成形し、中空部8に脱臭剤9を充填したものであり、前記脱臭成形体1には外壁面4から中空部8に充填された脱臭剤9へと被処理空気6が流入可能な多数の連通孔7を形成している。
【0061】
脱臭成形体1の外形状及び中空部分の形状は円柱形状であり、円柱断面の直径は5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体1の厚みとしては内部に中空部分が形成され得る範囲であることが好ましく、1.0mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2.0mm〜5mmの範囲であることが好ましい。このように脱臭成形体1を円柱形状にすることで壁厚みが一定となり、破砕炭2を均一に使用することが可能となり、脱臭成形体1の全ての部分で満遍なく脱臭することができるという作用を有する。また、円柱形状にすることで脱臭成形体1にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0062】
破砕炭2の粒径としては熱可塑性樹脂との混合により成形可能な範囲であれば如何なる大きさのものを用いてもよいが、粉落ちがなく、且つ機械的強度を確保するためには1μm〜10mmの範囲であることが望ましく、より望ましくは10μm〜5mmの範囲である。
【0063】
尚、本実施の形態においては粒状吸着剤に破砕炭を用いているが、シリカゲル、イオン交換樹脂など三次元的にある程度の大きさを有したものや、粉末活性炭、ゼオライト、シリカ、セピオライトなどの微粒粉末を造粒加工したものなど、熱可塑性樹脂との接着性が確保できるものであれば如何なる吸着剤を用いても効果に何ら差異はない。
【0064】
また、破砕炭2に対するポリエチレン樹脂3の混合重量比は5%〜10%であり、ポリエチレン樹脂3の溶融点以上に加熱することによって粒状吸着剤どうしを接着し、脱臭成形体1を形成することが可能である。混合重量比が5%以下では接着強度が弱く、中空の棒状に成形することは困難であり、また混合重量比が10%以上では強度は高くなるが、ポリエチレン樹脂3が破砕炭2の細孔を埋めてしまい、脱臭性能が低下してしまう。混合重量比を前記範囲にすることで高い機械強度を持った中空の棒形状を形成可能であり、且つ高い脱臭性能の高い脱臭成形体1を形成可能であるという作用を有する。
【0065】
尚、本実施の形態では熱可塑性樹脂として接着強度や加熱時に樹脂自体から発生するガスが少ないことからポリエチレン樹脂3を用いているが、接着強度と樹脂自身から発生するガスによる吸着剤への影響が少ないものであれば如何なるものを用いても効果に何ら差異はない。
【0066】
中空部8に充填する脱臭剤9としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、如何なるものを用いても良いが、脱臭成形体を構成する吸着剤と同じ材料を充填することで特定の悪臭成分に対する脱臭性能を更に向上させることもできる。また、脱臭成形体を構成する吸着剤とは別の材料を充填することで多種の悪臭成分に対して脱臭性能を持たせることもできる。
【0067】
また、図3に示すように脱臭成形体1の壁面には破砕炭2の三次元形状による破砕炭2どうしの重なり部分にできる隙間によって連通孔7が形成されており、被処理空気が脱臭成形体の外壁に沿って流れる際に、連通孔7を通って脱臭剤9が充填された中空部8まで被処理空気6が容易に流入できるようになっている。
【0068】
こうすることで被処理空気6は脱臭成形体1の外壁面4から連通孔7を通って中空部8に入り込み、中空部8に充填された脱臭剤9によって脱臭できるという作用を有する。
【0069】
また、連通孔7は脱臭成形体1の全面に満遍なく形成されており、全方向から被処理空気6が流入可能であるため充填された脱臭剤9全体を効率良く、余すところなく使用できるという作用を有する。脱臭剤9の全てを脱臭に使用できることとなる。
【0070】
また、充填された脱臭剤9は周りをポリエチレン樹脂3で固められた脱臭成形体1に覆われているため、外部と接触することがなく粉落ちを抑制できるという作用を有する。例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても問題なく使用することができるという作用を有する。
【0071】
また、中空部8に充填する脱臭剤9に対するポリエチレン樹脂3の混合重量比は1%〜10%であり、混合重量比を1%以上〜10%とすることで樹脂成分が脱臭剤9の細孔を埋めて脱臭性能が低下してしまうことはほとんどなく、且つ脱臭剤9どうしを弱く結合するために脱臭剤9どうしの摩擦によって粉落ちすることを抑制するという作用を有する。
【0072】
尚、本実施の形態では脱臭剤に熱可塑性樹脂を混合しているが、中空部8に充填する脱臭剤9の粒子径が脱臭成形体1に形成されている連通孔7の孔径よりも大きい場合は、脱臭成形体1の連通孔7を抜けて外部に脱臭剤9が脱落することがないので、充填する脱臭剤9にバインダ成分を混合する必要性がなく、バインダ成分によって脱臭性能が低下してしまうことを抑制し、高い脱臭性能を発揮することができるという作用を有する。また、脱臭剤9に添着されている成分によっては加熱することで揮発したり、変性したりして脱臭能力が低下してしまう成分もあるが、こうすることによって加熱することなく脱臭剤9を充填して固定化することができるため、脱臭能力の低下を抑制できるという作用を有する。
【0073】
また、本実施例の別の形態を図4に示す。これは中空部8に充填する脱臭剤9を更に中空の棒状形状に成形した状態で充填したものであり、こうすることで被処理空気は2層の吸着剤及び脱臭剤を通過した後に中空部で乱流を起こし、脱臭剤9との接触効率が高くなるために優れた脱臭性能を発揮することができるという作用を有する。
【0074】
また、本実施例の別の形態を図5に示す。これは中空部8に脱臭剤を添着した三次元構造体10を挿入したものであり、こうすることで中空部に導入された被処理空気は三次元構造体10に添着された脱臭剤と容易に接触可能であり、且つ通風を妨げられることなく高い脱臭性能を発揮できるという作用を有する。尚、三次元構造体としては金属、金属繊維織物、プラスチック成形品、発泡ウレタン、発泡セラミック、ガラス、ガラス繊維織物など様々なものが挙げられるが、脱臭剤を担持可能であり、被処理空気が通過可能であるものであれば効果に何ら差異はない。
【0075】
(実施の形態3)
本発明の実施の形態3の脱臭フィルタを図6に示す。図6に示すように脱臭フィルタ11は、複数の脱臭成形体1及び、脱臭成形体1を固定する固定手段12からなり、脱臭成形体1を長手方向どうしが隣接するよう平行に積層し、且つ通風方向に対して外壁面が対向するように配置されている。
【0076】
脱臭成形体1は、破砕炭2とポリエチレン樹脂3を混合したものを中空の棒状に成形したものであり、脱臭成形体1には外壁面4から内壁面5あるいは内壁面5から外壁面4へと被処理空気6が通過可能な多数の連通孔7を形成している。
【0077】
脱臭成形体1の外形状及び中空部8の形状は円柱形状であり、円柱断面の直径は5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体1の厚みとしては内部に中空部8が形成され得る範囲であることが好ましく、1.0mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2.0mm〜5mmの範囲であることが好ましい。このように脱臭成形体1を円柱形状にすることで壁厚みが一定となり、破砕炭2を均一に使用することが可能となり、脱臭成形体1の全ての部分で満遍なく脱臭することができるという作用を有する。また、円柱形状にすることで脱臭成形体1にかかる圧力が分散され、機械的強度が高くなるという作用を有する。また、脱臭成形体1を円柱形状にすることで脱臭成形体1どうしが隣接する部分では両側に溝が形成されるため、フィルタの厚みが薄くなり空気抵抗を下げる作用を有する。
【0078】
破砕炭2の粒径としては熱可塑性樹脂との混合により成形可能な範囲であれば如何なる大きさのものを用いてもよいが、粉落ちがなく、且つ機械的強度を確保するためには1μm〜10mmの範囲であることが望ましく、より望ましくは10μm〜5mmの範囲である。
【0079】
尚、本実施の形態においては粒状吸着剤に破砕炭2を用いているが、シリカゲル、イオン交換樹脂など3次元的にある程度の大きさを有したものや、粉末活性炭、ゼオライト、シリカ、セピオライトなどの微粒粉末を造粒加工したものなど、熱可塑性樹脂との接着性が確保できるものであれば如何なる吸着剤を用いても効果に何ら差異はない。
【0080】
また、破砕炭に対するポリエチレン樹脂3の混合重量比は5%〜10%であり、ポリエチレン樹脂3の溶融点以上に加熱することによって破砕炭どうしを接着し、脱臭成形体1を形成することが可能である。混合重量比が5%以下では接着強度が弱く、中空の棒状に成形することは困難であり、また混合重量比が10%以上では強度は高くなるが、ポリエチレン樹脂3が破砕炭2の細孔を埋めてしまい、脱臭性能が低下してしまう。混合重量比を前記範囲にすることで高い機械強度を持った中空の棒形状を形成可能であり、且つ高い脱臭性能の高い脱臭成形体1を形成可能であるという作用を有する。尚、本実施の形態では熱可塑性樹脂として接着強度や加熱時に樹脂自体から発生するガスが少ないことからポリエチレン樹脂3を用いているが、接着強度と樹脂自身から発生するガスによる吸着剤への影響が少ないものであれば如何なるものを用いても効果に何ら差異はない。
【0081】
脱臭成形体の固定手段としては脱臭成形体1どうしがずれたり変形したりしない手段を用いれば何ら効果に差異はなく、図6に示すように樹脂枠で固定する方法でもよいし、脱臭成形体を支柱となる部材で貫通させるなどして固定する方法でもよい。
【0082】
こうすることで被処理空気6は脱臭成形体1の外壁面4から連通孔7を通って中空部8に入り込み、再び連通孔7を通って脱臭成形体1の反対側へ抜けるように通過する。このとき、中空部8では乱流が起こるため被処理空気6と破砕炭2との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0083】
(実施の形態4)
本発明の実施の形態4の脱臭フィルタを図7に示す。図7に示すように脱臭フィルタ11は、複数の脱臭成形体1及び、脱臭成形体1を固定する固定手段12からなり、脱臭成形体を長手方向どうしが隣接するよう多段層に積層し、且つ通風方向に対して脱臭成形体の端面13が対向するように配置されている。
【0084】
脱臭成形体1は、破砕炭2とポリエチレン樹脂3を混合したものを中空の棒状に成形し、中空部8に脱臭剤9を充填したものであり、脱臭成形体1には外壁面4から中空部8に充填された脱臭剤9へと被処理空気6が流入可能な多数の連通孔7を形成している。
【0085】
脱臭成形体1の外形状及び中空部8の形状は円柱形状であり、円柱断面の直径は5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体1の厚みとしては内部に中空部8が形成されうる範囲であることが好ましく、1.0mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2.0mm〜5mmの範囲であることが好ましい。このように脱臭成形体1を円柱形状にすることで壁厚みが一定となり、破砕炭2を均一に使用することが可能となり、脱臭成形体1の全ての部分で満遍なく脱臭することができるという作用を有する。また、円柱形状にすることで脱臭成形体1にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0086】
また、脱臭成形体1を円柱形状にすることで脱臭成形体1を多段層に積層したときに三つあるいは四つの脱臭成形体1のそれぞれの壁面によって被処理空気6が通風可能な通風路14が形成され、空気抵抗を下げる作用を有する。また通風路14となる脱臭成形体の壁面には多数の連通孔7が形成され、中空部8に充填された脱臭剤9まで容易に流入可能であるため、非常に優れたワンパスの脱臭率を得ることができるという作用を有する。尚、脱臭成形体1を多段層に積層する場合、図7に示すようにn列目とn+1列目を半分ずらして積層することで三つの脱臭成形体で一つの通風路14を形成するようにしてもよく、またn+1列目がそのままn列目の真上になるように積層することで四つの脱臭成形体で一つの通風路14を形成するようにしてもよい。
【0087】
破砕炭2の粒径としては熱可塑性樹脂との混合により成形可能な範囲であれば如何なる大きさのものを用いてもよいが、粉落ちがなく、且つ機械的強度を確保するためには1μm〜10mmの範囲であることが望ましく、より望ましくは10μm〜5mmの範囲である。
【0088】
尚、本実施の形態においては粒状吸着剤に破砕炭2を用いているが、シリカゲル、イオン交換樹脂など3次元的にある程度の大きさを有したものや、粉末活性炭、ゼオライト、シリカ、セピオライトなどの微粒粉末を造粒加工したものなど、熱可塑性樹脂との接着性が確保できるものであれば如何なる吸着剤を用いても効果に何ら差異はない。
【0089】
また、破砕炭に対するポリエチレン樹脂3の混合重量比は5%〜10%であり、ポリエチレン樹脂3の溶融点以上に加熱することによって破砕炭2どうしを接着し、脱臭成形体1を形成することが可能である。混合重量比が5%以下では接着強度が弱く、中空の棒状に成形することは困難であり、また混合重量比が10%以上では強度は高くなるが、ポリエチレン樹脂3が破砕炭2の細孔を埋めてしまい、脱臭性能が低下してしまう。混合重量比を前記範囲にすることで高い機械強度を持った中空の棒形状を形成可能であり、且つ高い脱臭性能の高い脱臭成形体1を形成可能であるという作用を有する。尚、本実施の形態では熱可塑性樹脂として接着強度や加熱時に樹脂自体から発生するガスが少ないことからポリエチレン樹脂3を用いているが、接着強度と樹脂自身から発生するガスによる吸着剤への影響が少ないものであれば如何なるものを用いても効果に何ら差異はない。
【0090】
中空部8に充填する脱臭剤としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、如何なるものを用いても良いが、脱臭成形体を構成する吸着剤と同じ材料を充填することで特定の悪臭成分に対する脱臭性能を更に向上させることもできる。また、脱臭成形体を構成する吸着剤とは別の材料を充填することで多種の悪臭成分に対して脱臭性能を持たせることもできる。
【0091】
また、脱臭成形体1の壁面には破砕炭2の三次元形状による破砕炭どうしの重なり部分にできる隙間によって連通孔7が形成されており、被処理空気が脱臭成形体の外壁に沿って流れると同時に、連通孔7を通って脱臭剤が充填された中空部まで被処理空気が容易に流入できるようになっている。また、連通孔7は脱臭成形体1の全面に満遍なく形成されており、全方向から被処理空気が流入可能であるため充填された脱臭剤を効率良く使用できるという作用を有する。
【0092】
また、充填された脱臭剤は周りをポリエチレン樹脂3で固められた脱臭成形体1に覆われているため、外部と接触することがなく粉落ちを抑制する作用を有しており、例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても問題なく使用することができるという作用を有する。
【0093】
また、中空部8に充填する脱臭剤9に対する熱可塑性樹脂の混合重量比は1%〜10%であり、混合重量比を1%以上〜10%とすることで樹脂成分が破砕炭2の細孔を埋めて脱臭性能が低下してしまうことはほとんどなく、脱臭剤どうしを弱く結合するために脱臭剤どうしの摩擦によって粉落ちすることを抑制するという作用を有する。
【0094】
尚、本実施の形態では脱臭剤に熱可塑性樹脂を混合しているが、中空部に充填する脱臭剤の粒子径が脱臭成形体内1の壁面に形成されている連通孔7の孔径よりも大きい場合は脱臭成形体の連通孔を抜けて外部に脱臭剤が脱落することがないので、充填する脱臭剤にバインダ成分を混合する必要性がなく、バインダ成分によって脱臭性能が低下してしまうことを防ぎ、高い脱臭性能を発揮することができるという作用を有する。また、脱臭剤9に添着されている成分によっては加熱することで揮発したり、変性したりして脱臭能力が低下してしまう成分もあるが、こうすることによって加熱することなく脱臭剤9を充填して固定化することができるため、脱臭能力の低下を抑制できるという作用を有する。
【0095】
脱臭成形体1の固定手段12としては脱臭成形体どうしがずれたり変形したりしない手段を用いれば何ら効果に差異はなく、図7に示すように樹脂枠で固定する方法でもよいし、脱臭成形体を支柱となる部材で貫通させるなどして固定する方法でもよい。
【0096】
こうすることで脱臭フィルタ11の端面13は脱臭成形体1の外壁によって囲まれた空間がセルとなるようなハニカム形状となり、被処理空気はセルを通風路14として通過するため、圧力損失の低い脱臭フィルタを提供することができるという作用を有する。また、脱臭成形体の壁面には多数の連通孔が形成されているため、非処理空気が脱臭フィルタを通過するときに連通孔から中空部の脱臭剤に容易に流入することができ、ワンパスによる脱臭効率が優れた脱臭フィルタを提供できるという作用を有する。
【0097】
また、円柱形状の型の内壁面が易剥離性を有させることで、熱可塑性樹脂と型とが接着してしまうことを防ぎ、型から脱臭成形体を容易に取り外すことができることとなる。易剥離性は、型と脱臭成形体の接着性を弱め、成形体を型から外し易くする作用を有する。しかしながら、液体の離型剤を用いると粒状吸着剤の表面が離型剤によって覆われて脱臭性能に悪影響を及ぼす可能性がある。そのため、型に易剥離性を付与するには、フッ素樹脂あるいはシリコーン樹脂系の離型剤を型に噴霧し、溶剤を揮発させて型の表面をコーティングしたり、フッ素樹脂コーティング剤あるいはシリコーン樹脂コーティング剤に含浸乾燥して膜を形成することにより表面を被覆して型の表面に易剥離性をもたせる方法が好ましい。また、フッ素樹脂あるいはシリコン樹脂がコーティングされたコーティング紙で型を覆う方法でも良い。フッ素樹脂あるいはシリコン樹脂がコーティングされたコーティング紙は優れた離型性を有しており、熱可塑性樹脂とほとんど接着することなく簡単に脱臭成形体を取り外すことができる。且つ、耐熱性を有していることから、加熱しても燃えたり変成したりすることがないため、離型性を持たせるのに好ましい。
【0098】
以下、本発明を実施例にて詳細に説明するが、本発明は、以下の記載に何ら限定して解釈されるものではない。
【0099】
(実施例1)
平均粒子径が1mm〜2mmの破砕炭を90wt%、ポリエチレン樹脂を10wt%となるように材料を計量し、破砕炭とポリエチレン樹脂が均一になるようによく混合してこれを脱臭成形体材料とした。これを図8に示す成形方法によって中空の円柱形状をした脱臭成形体を得た。すなわち、アルミ製の円筒型と芯部と蓋部を組み合わせた成形型に破砕炭とポリエチレン樹脂を混合したものを充填し、上部に蓋部を差し込んで圧力を加え、120℃で30分間加熱した後冷却し、最後に型から取り外して脱臭成形体を得た。得られた脱臭成形体は断面直径10mm、壁厚み2mm、長さ100mm、重量約2.6gであった。この脱臭成形体を5つ作製し、長手方向どうしが隣接するよう平行に積層して脱臭フィルタを得た。得られた脱臭フィルタのサイズは100mm×50mm×10mmで、重量は約13gであった。
【0100】
比較品として実施例1と同じ脱臭成形体材料を100mm×50mmの型に充填して圧力を加え、120℃で30分間加熱した後冷却し、最後に型から取り外して比較品を得た。
【0101】
得られた比較品のサイズは100mm×50mm×6mmで、重量は約13gであった。
【0102】
作製した脱臭フィルタの圧力損失を測定した結果を図9に示す。ほぼ同重量の材料で作成したにも関わらず、実施例1の脱臭フィルタは比較品と比べて圧力損失を低減できることがわかる。
【0103】
(実施例2)
実施例1で作製した脱臭フィルタと比較品を開口部が100mm×50mmのアクリル製のダクトに設置し、上流から約50ppmのアセトアルデヒドガスを流速500ml/minで流した。脱臭フィルタを通過する直前の上流部と、脱臭フィルタを通過した直後の下流部にサンプリング部を設け、オートサンプラで3分毎に自動的にサンプリングし、ガスクロマトグラフィに導入して濃度を測定するようにした。測定から得られた上流部のガス濃度の平均値を上流部ガス濃度とし、この値と下流部のガス濃度からワンパスでの脱臭率を計算した。
【0104】
測定の結果を図10に示す。ほぼ同重量の材料で作成したにも関わらず、実施例2の脱臭フィルタはワンパス脱臭率約85%、比較品はワンパス脱臭率約65%であり、約20%もの差が確認できた。脱臭成形体を中空の円柱形状とし、脱臭成形体壁面に連通孔を形成することで中空部で乱流を起こし、吸着剤との接触効率を向上させることでワンパスにおける脱臭率を向上させることができることがわかる。
【産業上の利用可能性】
【0105】
本発明の脱臭成形体及を用いることにより、ワンパスにおける脱臭効率の優れた脱臭フィルタを提供することができる。また、フィルタ内部の脱臭剤も効率的に使用することができる長寿命の脱臭フィルタを提供することができる。また、脱臭成形体を組み合わせることで様々なサイズや形状に対応した脱臭フィルタを提供することができる。
【0106】
また、本発明の脱臭成形体の製造法によって大掛かりな製造装置や特別な金型を用いることなく容易に脱臭成形体及び脱臭フィルタを提供することができる。
【図面の簡単な説明】
【0107】
【図1】本発明の実施の形態1の脱臭成形体の概略図及び壁面を拡大した概略図
【図2】同実施の形態2の脱臭成形体の概略図
【図3】同実施の形態2の脱臭成形体の断面図
【図4】同実施の形態2の脱臭成形体の別の形態を示す図
【図5】同実施の形態2の脱臭成形体の別の形態を示す図
【図6】同実施の形態3の脱臭フィルタの概略図
【図7】同実施の形態4の脱臭フィルタの概略図
【図8】同実施例1の脱臭成形体の製造法を示す図
【図9】同実施例1と比較品の性状及び圧力損失を示した図
【図10】同実施例2と比較品のアセトアルデヒドガスのワンパス脱臭率を示した図
【符号の説明】
【0108】
1 脱臭成形体
2 破砕炭
3 ポリエチレン樹脂
4 外壁面
5 内壁面
6 被処理空気
7 連通孔
8 中空部
9 脱臭剤
10 三次元構造体
11 脱臭フィルタ
12 固定手段
13 端面
14 通風路
【特許請求の範囲】
【請求項1】
粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体であり、脱臭成形体には外壁面から内壁面あるいは内壁面から外壁面へと被処理空気が通過可能な多数の連通孔を形成していることを特徴とする脱臭成形体。
【請求項2】
脱臭成形体の外形状及び中空部分の形状が円柱形状であることを特徴とする請求項1記載の脱臭成形体。
【請求項3】
脱臭成形体の連通孔が、隣接する粒状吸着剤どうしの重なりでできる隙間によって形成していることを特徴とする請求項1または2記載の脱臭成形体。
【請求項4】
粒状吸着剤が破砕炭であることを特徴とする請求項1乃至3いずれか記載の脱臭成形体。
【請求項5】
粒状吸着剤に対する熱可塑性樹脂の混合重量比が5%〜10%であることを特徴とする請求項1乃至4いずれか記載の脱臭成形体。
【請求項6】
脱臭成形体の中空部分に脱臭剤を充填することを特徴とする請求項1乃至5いずれか記載の脱臭成形体。
【請求項7】
充填する脱臭剤の粒子径が脱臭成形体に形成されている連通孔の孔径よりも大きいことを特徴とする請求項6記載の脱臭成形体。
【請求項8】
粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を充填した脱臭成形体であって、中空部分に充填した脱臭剤に成形体に使用した熱可塑性樹脂よりも溶融温度の低い熱可塑性樹脂を混合することを特徴とする請求項6または7記載の脱臭成形体。
【請求項9】
脱臭剤に対する熱可塑性樹脂の混合重量比が1%〜10%であることを特徴とする請求項8記載の脱臭成形体。
【請求項10】
粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を添着した三次元構造体を挿入することを特徴とする請求項1乃至5いずれか記載の脱臭成形体。
【請求項11】
請求項1乃至10いずれか記載の脱臭成形体を複数積層することを特徴とする脱臭フィルタ。
【請求項12】
請求項1乃至10いずれか記載の脱臭成形体を長手方向どうしが隣接するよう平行に積層した脱臭フィルタであって、通風方向に対して外壁面が対向するように配置したことを特徴とする脱臭フィルタ。
【請求項13】
請求項1乃至10いずれか記載の脱臭成形体を長手方向どうしが隣接するよう多段層に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の端面が対向するように配置したことを特徴とする脱臭フィルタ。
【請求項14】
中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性樹脂を混合したものを充填し、型の両端を密閉した状態で加熱することにより製造する請求項1乃至5いずれか記載の脱臭成形体。
【請求項15】
中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性を混合したものを充填し、型の両端を密閉した状態で加熱した後に中芯のみを引き抜き、形成された中空部分に別の脱臭剤を充填することを特徴とする請求項6乃至10いずれか記載の脱臭成形体。
【請求項16】
円柱形状の型の内壁面が易剥離性を有することを特徴とする請求項2乃至10のいずれか記載の脱臭成形体。
【請求項1】
粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体であり、脱臭成形体には外壁面から内壁面あるいは内壁面から外壁面へと被処理空気が通過可能な多数の連通孔を形成していることを特徴とする脱臭成形体。
【請求項2】
脱臭成形体の外形状及び中空部分の形状が円柱形状であることを特徴とする請求項1記載の脱臭成形体。
【請求項3】
脱臭成形体の連通孔が、隣接する粒状吸着剤どうしの重なりでできる隙間によって形成していることを特徴とする請求項1または2記載の脱臭成形体。
【請求項4】
粒状吸着剤が破砕炭であることを特徴とする請求項1乃至3いずれか記載の脱臭成形体。
【請求項5】
粒状吸着剤に対する熱可塑性樹脂の混合重量比が5%〜10%であることを特徴とする請求項1乃至4いずれか記載の脱臭成形体。
【請求項6】
脱臭成形体の中空部分に脱臭剤を充填することを特徴とする請求項1乃至5いずれか記載の脱臭成形体。
【請求項7】
充填する脱臭剤の粒子径が脱臭成形体に形成されている連通孔の孔径よりも大きいことを特徴とする請求項6記載の脱臭成形体。
【請求項8】
粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を充填した脱臭成形体であって、中空部分に充填した脱臭剤に成形体に使用した熱可塑性樹脂よりも溶融温度の低い熱可塑性樹脂を混合することを特徴とする請求項6または7記載の脱臭成形体。
【請求項9】
脱臭剤に対する熱可塑性樹脂の混合重量比が1%〜10%であることを特徴とする請求項8記載の脱臭成形体。
【請求項10】
粒状吸着剤と熱可塑性樹脂を混合したものを中空の棒状に成形した脱臭成形体の中空部分に脱臭剤を添着した三次元構造体を挿入することを特徴とする請求項1乃至5いずれか記載の脱臭成形体。
【請求項11】
請求項1乃至10いずれか記載の脱臭成形体を複数積層することを特徴とする脱臭フィルタ。
【請求項12】
請求項1乃至10いずれか記載の脱臭成形体を長手方向どうしが隣接するよう平行に積層した脱臭フィルタであって、通風方向に対して外壁面が対向するように配置したことを特徴とする脱臭フィルタ。
【請求項13】
請求項1乃至10いずれか記載の脱臭成形体を長手方向どうしが隣接するよう多段層に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の端面が対向するように配置したことを特徴とする脱臭フィルタ。
【請求項14】
中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性樹脂を混合したものを充填し、型の両端を密閉した状態で加熱することにより製造する請求項1乃至5いずれか記載の脱臭成形体。
【請求項15】
中芯を通した円柱形状の型に粒状脱臭剤と熱可塑性を混合したものを充填し、型の両端を密閉した状態で加熱した後に中芯のみを引き抜き、形成された中空部分に別の脱臭剤を充填することを特徴とする請求項6乃至10いずれか記載の脱臭成形体。
【請求項16】
円柱形状の型の内壁面が易剥離性を有することを特徴とする請求項2乃至10のいずれか記載の脱臭成形体。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】

【図7】

【図8】

【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−89881(P2009−89881A)
【公開日】平成21年4月30日(2009.4.30)
【国際特許分類】
【出願番号】特願2007−263110(P2007−263110)
【出願日】平成19年10月9日(2007.10.9)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成21年4月30日(2009.4.30)
【国際特許分類】
【出願日】平成19年10月9日(2007.10.9)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]