
脱臭成形体及び脱臭フィルタ
【課題】ワンパスにおける脱臭率が高く、脱臭剤を効率よく使用できる脱臭成形体及び脱臭フィルタを提供することを目的とする。
【解決手段】吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩を混合したものを加熱成形した脱臭成形体1であり、アルカリ金属の炭酸水素塩が熱分解や酸に反応して発泡生成する二酸化炭素によって、脱臭成形体1の内部及び表面に被処理空気の流れ4に含まれる悪臭物質が透過可能な多数の孔5を形成していることを特徴とする脱臭成形体1を提供する。
【解決手段】吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩を混合したものを加熱成形した脱臭成形体1であり、アルカリ金属の炭酸水素塩が熱分解や酸に反応して発泡生成する二酸化炭素によって、脱臭成形体1の内部及び表面に被処理空気の流れ4に含まれる悪臭物質が透過可能な多数の孔5を形成していることを特徴とする脱臭成形体1を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば悪臭ガスを除去する脱臭成形体及び空気清浄機などに用いる脱臭フィルタに関するものである。
【背景技術】
【0002】
従来から様々なガスを除去するために、吸着剤を利用した吸着剤成形体及び脱臭フィルタなどが報告されている。中でも粒状の吸着剤を様々な形に成形あるいは固定化したものは比較的安価で製造可能であり、脱臭フィルタ及び脱臭ユニットとして広く使用されている。このような形状の脱臭フィルタとしては特許文献1に記載のものが提案されている。すなわち、メッシュ状の袋体に脱臭剤を充填したものをスペーサ糸でそれぞれの袋体が離れて連結するように編んだことを特徴とする脱臭フィルタであり、多量の脱臭剤を均一の厚みで充填することができるというものである。
【0003】
また別の脱臭フィルタとしては特許文献2に記載のものが提案されている。すなわち、活性炭表面に多孔質のバインダを被覆したものを板状に成型したものである。
【特許文献1】特許第3761493号公報
【特許文献2】特開2001−129393号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記特許文献1に示される従来例にあっては、脱臭剤を充填した袋体どうしの間にスペーサによる空間を設けることでフィルタ全体としての圧力損失は低く抑えることができるが、脱臭剤が充填された袋体の部分は分厚くなっているために速度分布が偏り、通風抵抗が低いスペーサ部分を優先的に被処理空気が通過するため、脱臭フィルタに占める脱臭剤重量の割には脱臭性能はあまり高いとは言えなかった。
【0005】
更に袋体に充填された脱臭剤の内部まで被処理空気が行き届き難く、使用初期においては袋体表面付近に露出している脱臭剤によって問題なく脱臭されるが、繰り返し使用する度に袋体内部の脱臭剤が十分使われないまま脱臭性能が低下してしまうという課題があった。
【0006】
また、上記特許文献2に示される従来例にあっては、バインダ被膜で活性炭を覆っているので接着強度には優れるが、バインダと活性炭の接着部分やバインダ被膜の厚い部分では活性炭の細孔が塞がれてしまい、吸着容量が低下し寿命が短くなるという課題があった。
【0007】
本発明はこのような従来の課題を鑑みてなされたものであり、脱臭性能が高く、吸着剤の機能性を最大限活用できる脱臭成形体及び脱臭フィルタを提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために本発明の脱臭成形体は、吸着剤と熱可塑性樹脂と発泡剤を混合したものを加熱成形した成形体の内部及び表面に被処理空気が透過可能な多数の孔を形成していることを特徴とするものである。
【発明の効果】
【0009】
本発明によれば、成形体の吸着剤同士が熱可塑性樹脂を介して結びつくように固定化されているため接着強度に優れ、吸着剤の脱落がないにも関わらず、脱臭成形体内部及び表面に多数の孔を形成しているので、被処理空気と吸着剤との接触効率が向上し、高い脱臭性能を発揮することができる。また、多数の孔によって脱臭成形体内部の吸着剤にまで被処理空気を行き届かせることができ、吸着剤を効率よく最大限活用することができる。
【発明を実施するための最良の形態】
【0010】
上記目的を達成するために本発明の脱臭成形体は、吸着剤と熱可塑性樹脂と発泡剤を混合したものを加熱成形した成形体の内部及び表面に被処理空気が透過可能な多数の孔を形成していることを特徴とするものである。
【0011】
通常、吸着剤の表面を介して吸着性能を発現する吸着剤の表面を熱可塑性樹脂からなるバインダが被覆してしまうと、被処理空気の吸着剤表面への到達や吸着剤からの被処理空気の放出が妨げられるので機能性を発現できなくなってしまう。例えば、粒状吸着剤を使用して被処理空気中の悪臭物質を除去する場合、被処理空気が粒状吸着剤表面へ到達できなくなるので粒状吸着剤が有する吸着性能を発現できなくなる。
【0012】
そこで、吸着剤を成形あるいはフィルタ化するような場合、吸着剤の表面を覆わないように最小限の接着面積で固定化することが求められる。しかし、こうした場合は吸着剤とバインダの接着面積が少なくなるので接着強度が弱くなり、振動や衝撃によって吸着剤が脱落することが多い。
【0013】
また、フィルタ化する他の方法としては、粒状吸着剤をそのままメッシュ状の袋体に充填する方法が取られることが多い。この場合バインダを必要とせず、バインダが吸着剤表面を被覆することがないので、粒状吸着剤の吸着性能自体は維持することができる。
【0014】
しかし、こうした場合は吸着剤が袋体に密に充填されているため、通気抵抗が高くなってしまう。その対策として通風可能な部分を設けるなどして圧力損失を抑える方策が取られる場合もあるが、袋体の部分は分厚くなっているために速度分布が偏り、通風抵抗が低い部分を優先的に被処理空気が通過することとなる。そのため袋体の内部にある吸着剤まで被処理空気が行き届き難く、吸着剤の性能が十分活用されない可能性がある。
【0015】
本発明では、吸着剤と熱可塑性樹脂を混合して加熱成形することで、成形体の吸着剤同士が熱可塑性樹脂を介して結びつくように固定化されているため、振動や衝撃に強く、吸着剤が脱落することがない。
【0016】
また、本発明では吸着剤と熱可塑性樹脂を混合する際に発泡剤を混ぜて加熱成形することで、成形時の加熱により発泡剤が分解して発生したガスは、気泡として成形体の内部及び表面に満遍なく形成される。この気泡によって被処理空気が透過可能な多数の孔が形成されるため、厚みのある成形体であっても容易に脱臭成形体の全体に被処理空気が拡散することができ、高い脱臭性能を発揮できるという作用を有する。
【0017】
発泡剤とはゴムやプラスチックスなどを膨張させ、発泡体を作成するために添加されるガス発生剤のことであり、一般的には他の配合剤と一緒に加え、加熱分解することで窒素ガス、炭酸ガス、一酸化炭素、アンモニアガス、水素ガスなどを発生させて各基材に軽量化、断熱性、吸音性、通気性、電気絶縁性、緩衝性など様々な機能を付与させることができる。
【0018】
発泡剤には有機系発泡剤と無機系発泡剤とがあり、ガスが発生する分解温度や発生するガスの種類も発泡剤の材料によって異なるため、用途によって使い分けられる。
【0019】
また、熱可塑性樹脂の溶融温度が発泡剤の反応温度よりも低いことを特徴とするものである。熱可塑性樹脂にはホットメルトと呼ばれる樹脂粉末が用いられ、その素材によって溶融点が異なるが、50℃〜150℃の間で軟化し、接着性を持つものが一般的である。
【0020】
この温度よりも低い温度で発泡体が分解してガスを発生しても吸着剤や熱可塑性樹脂の粒の隙間からガスが放出してしまい、気泡を形成することはできない。熱可塑性樹脂の溶融温度を発泡剤の反応温度よりも低く設定することで熱可塑性樹脂が溶融し、膜状となった状態で発泡剤からガスが発生することで、ガスは気泡となって成形体の内部及び表面に多数の孔を形成することができるという作用を有する。
【0021】
尚、発泡剤の分解温度が熱可塑性樹脂の溶融温度と比べてあまりにも高すぎると、熱可塑性樹脂が変成してしまうなどの不具合を生じる可能性があるので、概ね10℃〜30℃程度の温度差であることが好ましい。例えば、熱可塑性樹脂として、溶融温度が120℃〜150℃のポリアミド系ホットメルト樹脂を用いる場合には、発泡剤の分解温度は130℃〜180℃が好ましい。
【0022】
また、発泡剤がアルカリ金属の炭酸水素塩であることを特徴とするものである。
【0023】
発泡体を形成する際使用される発泡剤は有機系の発泡剤であることが多く、例えばジニトロソペンタメチレンテトラミン、アゾジカルボンアミド、ヒドラゾジカルボンアミドなどがある。これらは分解温度は200℃以上である場合が多く、熱可塑性樹脂の溶融点と比べてかなり高い。この温度まで加熱すると、熱可塑性樹脂が変成してしまう可能性がある。
【0024】
また、分解して発生するガスは窒素の他に一酸化炭素やアンモニアなどの有害物質や悪臭物質が含まれる場合がある。また、分解後の残渣として残る物質も有害なものや、臭いを発生する物質である場合があり、洗浄などの工程が必要となるため、取り扱いが困難である。
【0025】
一方、アルカリ金属の炭酸水素塩は加熱すると2分子が反応してアルカリ金属の炭酸塩と水と二酸化炭素を生成する。このとき発生する二酸化炭素が発泡して気泡を形成するため、有害な副生成物を生成せず、発生するガスの安全性が高いという特徴がある。
【0026】
また、アルカリ金属がナトリウムである炭酸水素ナトリウムは重曹として食品添加物や家庭用漂白剤などに広く使われており、材料自体の安全性も高い。
【0027】
アルカリ金属の炭酸水素塩はアルカリ金属の種類によって反応温度が異なるが、約100℃〜200℃の温度で反応し、二酸化炭素を発生する。これは他の有機系発泡剤と比較して低い温度であり、また、熱可塑性樹脂の溶融点よりも数十℃高い範囲であることから、熱可塑性樹脂と混合して加熱成形し、発泡による多数の孔を形成するのに非常に都合がよい。
【0028】
そこで本発明では、吸着剤と熱可塑性樹脂を混合する際にアルカリ金属の炭酸水素塩を混ぜて加熱成形することで、成形時の加熱により発泡剤が分解して発生したガスは、気泡として成形体の内部及び表面に満遍なく形成される。この気泡によって被処理空気が透過可能な多数の孔が形成されるため、厚みのある成形体であっても容易に脱臭成形体の全体に被処理空気が拡散することができ、高い脱臭性能を発揮できるという作用を有する。
【0029】
また、残渣物質は水とアルカリ金属の炭酸塩のみであり、炭酸塩はそれ自体の危険性も低く、水などで簡単に洗い流すことも可能であるが、弱酸性の物質として塩基性ガスの脱臭添加剤としても多く利用されていることから、用途によっては発泡剤自体が反応後も脱臭剤として利用できるという作用を有する。
【0030】
また、アルカリ金属の炭酸水素塩を水溶液の状態で混合することを特徴とするものである。
【0031】
本発明による脱臭成形体をうまく形成するには吸着剤と熱可塑性樹脂が均一に混合されているかどうかが重要となる。適正な配合比で2種類の材料を混合したとしても、それが均一に混合されていなければ性能低下や強度不足による吸着剤の脱落の原因となってしまう。吸着剤と熱可塑性樹脂を混合する際、2種類の粒子の粒子径や比重によっては均一に混合できずに分離した状態になってしまうことがある。
【0032】
その際、水分を加えて少し粘り気を持たせることで均一な混合が可能となる。そこで本発明ではアルカリ金属の炭酸水素塩を水溶液の状態で混合することで、発泡剤となるアルカリ金属の炭酸水素塩を均一に混合することができると同時に、熱可塑性樹脂を吸着剤に均一に分散させることができるという作用を有する。
【0033】
アルカリ金属の炭酸水素塩はアルカリ金属の種類によって水への溶解度が異なるが、20℃前後の常温の水温において8%〜70%程度の溶解度であり、これは脱臭成形体に多数の孔を形成させるには十分対応している。例えば炭酸水素ナトリウムは8.7%であり、炭酸水素カリウムは25%の溶解度である。
【0034】
また、アルカリ金属の炭酸水素塩は水溶液にすることで反応温度が固体状態よりも低温となるので、より低温で二酸化炭素を発泡生成させることが可能であるという作用を有する。
【0035】
また、加熱成形直後の成形体を酸溶液に浸漬することで、アルカリ金属の炭酸水素塩と酸が反応し、発泡生成する二酸化炭素によって、脱臭成形体の内部及び表面に被処理空気が透過可能な多数の孔を形成することを特徴とするものである。
【0036】
アルカリ金属の炭酸水素塩は酸物質と接触することで反応し、二酸化炭素を生成するため、加熱成形した脱臭成形体に酸物質を接触させることにより、容易に多数の孔を形成した脱臭成形体を形成することが可能であるという作用を有する。
【0037】
また、吸着剤が粒子径100μm〜1000μmの粒状吸着剤であることを特徴とするものである。吸着剤には活性炭やゼオライトなどのように微小な細孔に被処理物質を吸着することで除去するものや、イオン交換樹脂などのように分子鎖の網目構造の中に被処理物質が浸透し、分子鎖に固定されたイオン交換基によって除去するものがある。
【0038】
これらは材質や製造方法によって様々な粒子径に制御が可能であり、例えば活性炭では粒子径が数十μm程度の微粉末のものから、粒子径が数mm程度の破砕炭や造粒炭などがある。
【0039】
これらを脱臭成形体に成形あるいはフィルタ化する場合、粉末状のものでは一度バインダ成分と混合し、スラリ状にした上で成形あるいは基材等に担持するやり方が一般的であるが、成形するためには多くのバインダ成分が必要であり、その結果バインダによって吸着剤が埋没してしまうために、アルカリ金属の炭酸水素塩による二酸化炭素が発泡し、多数の孔が形成されても吸着剤自体への被処理空気の接触が妨げられるため、脱臭性能が大幅に低減してしまう恐れがあり、また、バインダ成分を減らすと接着強度が弱く、微粉末の粉落ちが発生してしまう恐れがある。
【0040】
一方、粒子径が数mm程度の大きいものになると、吸着剤同士が重なり合う部分に大きな隙間が形成されることになるため、アルカリ金属の炭酸水素塩による二酸化炭素がその隙間から抜け出し、発泡による孔が形成されない。そこで吸着剤に粒子径が100μm〜1000μmの範囲の粒状吸着剤を用いることで、バインダによる吸着剤の埋没を防ぎ、アルカリ金属の炭酸水素塩による二酸化炭素が発泡し、多数の孔を形成することができるという作用を有する。
【0041】
また、粒子径を前記範囲にすることで、隣接する粒状吸着剤どうしの重なりでできる隙間によって被処理空気が透過可能な多数の孔を形成し、効率よく脱臭できるという作用を有する。
【0042】
また、吸着剤の粒子径より熱可塑性樹脂の粒子径が小さいことを特徴とするものである。
【0043】
熱可塑性樹脂にはホットメルトと呼ばれる樹脂粉末が用いられ、一般的にはほぼ球形に近い形状を有している。この熱可塑性樹脂の粒径によって加熱時に形成される樹脂膜の厚みや接着面積を制御することが可能となる。
【0044】
しかし、被接着物となる吸着剤の粒子径に対して熱可塑性樹脂の粒子径が大きくなりすぎると、均一に混合することが困難となり、その結果、接着強度が不十分な部分ができてしまい、脱臭成形体から吸着剤が脱落してしまう。そこで吸着剤の粒子径より熱可塑性樹脂の粒子径を小さくすることにより、接着強度を十分に保持しつつ、脱臭性能の高い脱臭成形体を形成することが可能であるという作用を有する。尚、被接着物となる吸着剤の粒子径に対して熱可塑性樹脂の粒子径があまりにも小さすぎると、吸着剤表面の大部分を熱可塑性樹脂が被覆してしまい脱臭性能が低下してしまうため、吸着剤の粒子径に対する熱可塑性樹脂の粒子径比が0.01〜1の範囲にあることが好ましい。
【0045】
また、吸着剤に対する熱可塑性樹脂の混合重量比が5%〜30%であることを特徴とするものである。
【0046】
吸着剤と熱可塑性樹脂を混合し、加熱成形することによって、熱可塑性樹脂が粒状吸着剤どうしを接着し、脱臭成形体を形成することが可能であるが、混合重量比が5%以下では接着強度が弱く、成形体を形成することは困難であり、また混合重量比が30%以上では強度は高くなるが、樹脂成分多くなりすぎて吸着剤表面の大部分を覆ってしまい、脱臭性能が低下してしまう。
【0047】
粒状吸着剤に対する熱可塑性樹脂の重量混合比を前記範囲にすることで高い機械強度を持った脱臭成形体を形成可能であり、且つ高い脱臭性能を持たせることができるという作用を有する。
【0048】
また、脱臭成形体の形状を中空の棒状に加熱成形した脱臭成形体であり、脱臭成形体の外壁面から内壁面あるいは内壁面から外壁面へと被処理空気が通過可能な多数の孔を形成していることを特徴とするものである。
【0049】
多数の孔を形成することで被処理空気は脱臭成形体の外壁面から孔を通って中空部分に入り込み、再び孔を通って脱臭成形体の反対側へ抜けるように通過する。このとき、中空部分では乱流が起こるため被処理空気と吸着剤との接触確率が上がり、脱臭効率を向上することができる。
【0050】
脱臭成形体の断面形状は三角形、四角形、多角形、円形など成形可能な形状であれば如何なる形状でもよいが、成形性を考慮すれば三角形、四角形、円形が好ましい。
【0051】
また、脱臭成形体の大きさとして長手方向は脱臭フィルタの形状に合わせた長さにすればよいが、成形性と強度を考慮すれば5cm〜30cm程度の長さにすることが好ましい。
【0052】
脱臭成形体の太さは成形可能であれば如何なる太さでもよいが、成形性と強度を考慮すれば5mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。
【0053】
また、脱臭成形体の厚みとしては内部に中空部分が形成され得る範囲であることが好ましく、1mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2mm〜5mmの範囲であることが好ましい。
【0054】
連通孔は脱臭成形体の全面に形成されており、脱臭成形体の機械的強度を十分に確保し得る範囲で連通孔の数、孔径を決めればよい。連通孔の形成手段としては如何なる手段を用いてもよく、例えば脱臭成形体を形成後に連通孔を設ける方法や、あるいは成形時に連通孔を形成し得るような型を用いる方法でもよい。
【0055】
また、脱臭成形体の外形状及び中空部分の形状が円柱形状であることを特徴とするものであり、脱臭成形体の壁厚みが一定となることで吸着剤を均一に使用することが可能となり、脱臭成形体の全ての部分で満遍なく脱臭することができるという作用を有する。
【0056】
さらに、円柱形状にすることで成形体にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0057】
また、脱臭成形体の中空部分に脱臭剤を充填することを特徴とするものである。
【0058】
中空の脱臭成形体自身が脱臭剤を充填するためのケースの役割をすることで脱臭性能に非常に優れた脱臭成形体を提供することができる。また、脱臭成形体外壁面から内壁面へと多数の連通孔が形成されているため、中空部分の脱臭剤まで容易に被処理空気が到達することができ、充填された脱臭剤を効率よく利用できるという作用を有する。
【0059】
また、充填された脱臭剤は周りを熱可塑性樹脂で固められた脱臭成形体に覆われているため、外部と接触することがなく粉落ちを抑制できるという作用を有する。例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても問題なく使用することができるという作用を有する。
【0060】
中空部分に充填する脱臭剤としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、脱臭成形体を構成する吸着剤と同じ材料を充填することで特定の悪臭成分に対する脱臭性能を更に向上させることもできる。また、脱臭成形体を構成する吸着剤とは別の材料を充填することで多種の悪臭成分に対して脱臭性能を持たせることもできる。
【0061】
また、脱臭成形体の中空部分に脱臭剤を添着した三次元構造体を挿入することを特徴とするものである。
【0062】
三次元構造体としては金属、金属繊維織物、プラスチック成形品、発泡ウレタン、発泡セラミック、ガラス、ガラス繊維織物など様々なものが挙げられるが、脱臭剤を担持可能であり、被処理空気が通過可能であるものであれば効果に何ら差異はない。
【0063】
こうすることで中空部分に導入された被処理空気は三次元構造体に添着された脱臭剤と容易に接触可能であり、且つ通風を妨げられることなく高い脱臭性能を発揮できるという作用を有する。
【0064】
また、脱臭成型体に、流体の流入方向において上流面から下流面まで達する貫通孔を有することを特徴とするものである。貫通孔が存在することにより、流体が流入方向に対して平行に流れることができるので、流体を通過させるときの抵抗が小さく、圧力損失が低減するという作用を有する。
【0065】
また、脱臭成型体に貫通孔を設けるための複数のピンを有する型に吸着剤と熱可塑性樹脂とアルカリ金属の炭酸水素塩の混合物を充填した後、加熱後冷却して脱臭成型体を作製し、前記成型体を型から取り外すことで貫通孔を設けることを特徴とするものである。型に入れて加熱・冷却するだけで容易に型の形状を反映した貫通孔が得られ、また型の形状を変化させることにより任意の形状の貫通孔を容易に得ることができるという作用を有する。充填された混合物は型の形状に沿って硬化するので、複数のピンを任意の配列で有する型を用いることにより、成型体に複数の貫通孔を任意の配列で設けることができるという作用を有する。
【0066】
また、脱臭成形体を複数積層することを特徴とするものである。脱臭成形体は一本が棒状の形状をしているため、複数の脱臭成形体の積層の仕方で任意に大きさや形状を選ぶことができる。すなわち、様々な脱臭装置や空気清浄機といった機器のサイズや形状に合わせて容易に脱臭フィルタを形成することができるという作用を有する。
【0067】
また、脱臭成形体を長手方向どうしが隣接するよう平行に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の長手方向が対向するように配置したことを特徴とするものである。こうすることで被処理空気は脱臭成形体の連通孔から中空部に入り込み、再び連通孔を抜けて通過することで吸着剤との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0068】
また、脱臭成形体を長手方向どうしが隣接するよう多段層に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の長手方向が平行となるように配置したことを特徴とするものである。こうすることで脱臭フィルタの端面は脱臭成形体の外壁によって囲まれた空間がセルとなるようなハニカム形状となり、被処理空気はセルを通風路として通過するため、圧力損失の低い脱臭フィルタを提供することができるという作用を有する。
【0069】
また、脱臭成形体の壁面には多数の連通孔が形成されているため、非処理空気が脱臭フィルタを通過するときに連通孔から中空部の脱臭剤に容易に流入することができ、ワンパスによる脱臭効率が優れた脱臭フィルタを提供できるという作用を有する。
【0070】
以下、本発明の実施の形態について図面を参照しながら説明するが、本発明はこれに限定されるものではない。
【0071】
(実施の形態1)
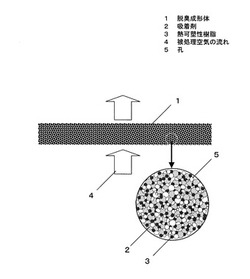
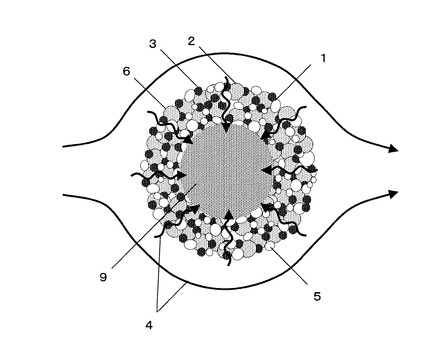
本発明による脱臭成形体の概略図及び脱臭成形体の一部を拡大した模式図を図1に示す。
【0072】
図1に示すように脱臭成形体1は、吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩(図示省略)を混合したものを板状に形成したものであり、前記脱臭成形体1にはアルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって、脱臭成形体1の内部及び表面に被処理空気の流れ4に含まれる悪臭物質が透過可能な多数の孔5を形成している。
【0073】
吸着剤2と熱可塑性樹脂3を均一に混合し加熱成形された本発明による脱臭成形体1は、吸着剤2同士が熱可塑性樹脂3を介して結びつくように固定化されているため、振動や衝撃に強く、吸着剤2が脱落することを防止している。
【0074】
また、アルカリ金属の炭酸水素塩を混合することで、加熱成形時にアルカリ金属の炭酸水素塩が反応して二酸化炭素を生成する。このとき、二酸化炭素により、脱臭成形体1の内部及び表面に多数の孔5が形成され、これにより被処理空気の流れ4に含まれる悪臭物質が透過可能な空洞部が生まれ、容易に脱臭成形体1の全体に被処理空気の流れ4に含まれる悪臭物質が拡散することができるという作用を有する。
【0075】
この時、膜状になった熱可塑性樹脂3の樹脂膜内部及び樹脂膜表面にも同様に発泡による孔が多数形成されることにより、接着強度を保持しながら樹脂膜に被処理空気の流れ4に含まれる悪臭物質を透過させることができるという作用を有する。
【0076】
吸着剤2としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、熱可塑性樹脂3との接着性が確保できるものであれば如何なる吸着剤を用いてもよく、脱臭の対象となる被処理空気の性質に合わせて選ぶことができ、1種類あるいは2種類以上の吸着剤を組み合わせても良い。
【0077】
また、吸着剤の粒子径としては100μm〜1000μmの範囲であることが好ましく、より好ましくは250μm〜500μmの範囲である。こうすることで、樹脂膜による吸着剤2の埋没を防ぎ、アルカリ金属の炭酸水素塩による二酸化炭素が発泡し、多数の孔5を形成することができるという作用を有する。
【0078】
また、熱可塑性樹脂3としてはホットメルトと呼ばれる樹脂粉末が好ましく、その材質としては、例えばポリオレフィン系樹脂、ポリビニル系樹脂、ウレタン系樹脂あるいはポリアミド系樹脂等が挙げられる。
【0079】
また、熱可塑性樹脂3の粒子径としては、吸着剤2の粒子径に対する熱可塑性樹脂3の粒子径比が0.01〜1の範囲であることが好ましい。こうすることで接着強度を十分に保持しつつ、脱臭性能の高い脱臭成形体1を形成することが可能であるという作用を有する。
【0080】
また、吸着剤2に対する熱可塑性樹脂3の混合重量比は5%〜30%であることが好ましく、より好ましくは10%〜20%の範囲である。混合重量比が5%以下では接着強度が弱く、成形体を形成することは困難であり、また混合重量比が30%以上では強度は高くなるが、樹脂成分多くなりすぎて吸着剤表面の大部分を覆ってしまい、脱臭性能が低下してしまう。吸着剤2に対する熱可塑性樹脂3の重量混合比を前記範囲にすることで高い機械強度を持った脱臭成形体1を形成可能であり、且つ高い脱臭性能を持たせることができるという作用を有する。
【0081】
また、アルカリ金属の炭酸水素塩としては、アルカリ金属元素がそれぞれLi、Na、K、Rb、Cs、FrであるLiHCO3、NaHCO3、KHCO3、RbHCO3、CsHCO3、FrHCO3のいずれを用いても良いが、加熱反応による二酸化炭素発生温度、取り扱い時の安全性、材料のコストなどを考慮すればNaHCO3あるいはKHCO3を用いるのが好ましい。
【0082】
(実施の形態2)
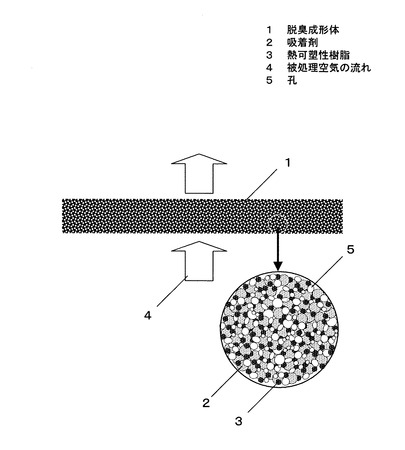
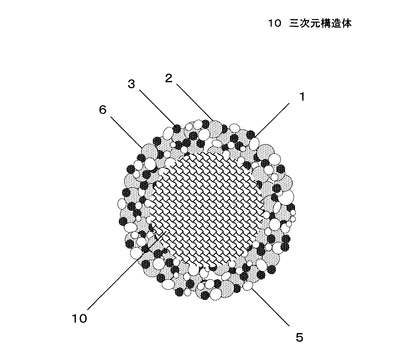
本発明による別の脱臭成形体の概略図及び脱臭成形体の一部を拡大した模式図を図2及び図3に示す。図1と同じ構成、作用は、同一番号を付し、説明は省略する。
【0083】
図2に示すように脱臭成形体1は、吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩(図示省略)を混合したものを中空の棒状に成形したものであり、前記脱臭成形体1にはアルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって、脱臭成形体1の内部及び表面に被処理空気の流れ4に含まれる悪臭物質が透過可能な多数の孔5を形成している。
【0084】
本実施の形態では、脱臭成形体を中空の棒状に成形したものであり、こうすることで被処理空気の流れ4に含まれる悪臭物質は脱臭成形体1の外壁面6から孔5を通って中空部7に入り込み、再び孔5を通って脱臭成形体1の反対側へ抜けるように通過する。このとき中空部7では乱流が起こるため、被処理空気の流れ4に含まれる悪臭物質と吸着剤2との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0085】
脱臭成形体1の外形状及び中空部7の形状は円柱形状であり、円柱断面の直径は5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体1の厚みとしては内部に中空部7が形成され得る範囲であることが好ましく、1mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2mm〜5mmの範囲であることが好ましい。このように脱臭成形体1を円柱形状にすることで壁厚みが一定となり、全ての吸着剤2を満遍なく脱臭に使用することができるという作用を有する。また、円柱形状にすることで棒状に比べ脱臭成形体1にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0086】
また、図3に示す拡大模式図で示すように、前記粒子径の範囲における粒状吸着剤8を用いることで、脱臭成形体1の壁面には粒状吸着剤8の三次元形状によって隣接する粒状吸着剤8どうしの重なり部分に隙間が生まれ、被処理空気の流れ4に含まれる悪臭物質が透過可能な多数の孔5を形成し、効率よく脱臭できるという作用を有する。
【0087】
(実施の形態3)
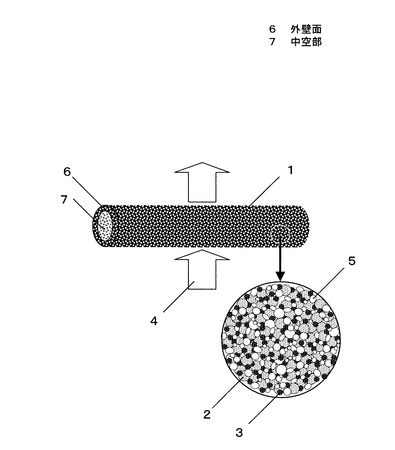
本発明による脱臭成形体の別の実施例を図4及び図5に示す。
【0088】
図4は脱臭成形体の概略図であり、図5は脱臭成形体の断面と被処理空気の流れを表した概略図である。図1〜図3と同じ構成、作用は、同一番号を付し、説明は省略する。
【0089】
図4に示すように脱臭成形体1は、吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩(図示省略)を混合したものを中空の棒状に成形したものであり、中空部7に脱臭剤9が充填されている。前記脱臭成形体1にはアルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって、脱臭成形体1の外壁面6から中空部7に充填された脱臭剤9へと被処理空気の流れ4に含まれる悪臭物質が透過可能な多数の孔5を形成している。
【0090】
中空部7に充填する脱臭剤9としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、如何なるものを用いても良いが、脱臭成形体1を構成する吸着剤2と同じ材料を充填することで特定の悪臭成分に対する脱臭性能を更に向上させることもできる。また、脱臭成形体1を構成する吸着剤2とは別の材料を充填することで多種の悪臭成分に対して脱臭性能を持たせることもできる。
【0091】
また、図5に示すように脱臭成形体1の壁面にはアルカリ金属の炭酸水素塩が反応して発泡生成した二酸化炭素によって形成されるか、あるいは隣接する粒状吸着剤の重なりによって形成される孔5が多数形成されており、被処理空気の流れ4に含まれる悪臭物質が脱臭成形体1の外壁面6に沿って流れる際に、孔5を通って脱臭剤9が充填された中空部7まで被処理空気の流れ4に含まれる悪臭物質が容易に透過できるようになっている。
【0092】
こうすることで被処理空気の流れ4に含まれる悪臭物質は脱臭成形体1の外壁面6から孔5を通って中空部7に入り込み、中空部7に充填された脱臭剤9によって脱臭できるという作用を有する。
【0093】
また、孔5は脱臭成形体1の全面に満遍なく形成されており、全方向から被処理空気の流れ4に含まれる悪臭物質が透過可能であるため、充填された脱臭剤9を効率良く使用できるという作用を有する。
【0094】
また、充填された脱臭剤9は周りを熱可塑性樹脂3で固められた脱臭成形体1に覆われているため、外部と接触することがなく粉落ちを抑制できるという作用を有する。例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても、問題なく使用することができるという作用を有する。
【0095】
尚、本実施の形態では脱臭剤9にも熱可塑性樹脂を混合したものを用いているが、中空部7に充填する脱臭剤9の粒子径が脱臭成形体1内に形成されている孔5の孔径よりも大きい場合は、脱臭成形体1の孔5を抜けて外部に脱臭剤9が脱落することがないので、充填する脱臭剤9にバインダ成分を混合する必要性がなく、バインダ成分によって脱臭性能が低下してしまうことを抑制し、高い脱臭性能を発揮することができるという作用を有する。また、脱臭剤9に添着されている成分によっては加熱することで揮発したり、変性したりして脱臭能力が低下してしまう成分もあるが、こうすることによって加熱することなく脱臭剤9を充填して固定化することができるため、脱臭能力の低下を抑制できるという作用を有する。
【0096】
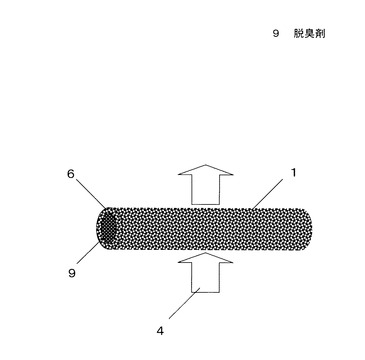
(実施の形態4)
次に、本実施例の別の形態を図6に示す。図1〜図5と同じ構成、作用は、同一番号を付し、説明は省略する。
【0097】
図6は中空部7に脱臭剤を添着した三次元構造体10を挿入したものであり、こうすることで中空部7に導入された被処理空気の流れ4に含まれる悪臭物質は三次元構造体10に添着された脱臭剤と容易に接触可能であり、且つ通風を妨げられることなく高い脱臭性能を発揮できるという作用を有する。
【0098】
尚、三次元構造体としては金属、金属繊維織物、プラスチック成形品、発泡ウレタン、発泡セラミック、ガラス、ガラス繊維織物など様々なものが挙げられるが、脱臭剤を担持可能であり、被処理空気が通過可能であるものであれば効果に何ら差異はない。
【0099】
(実施の形態5)
本発明の脱臭フィルタの概略図を図7に示す。図1〜図6と同じ構成、作用は、同一番号を付し、説明は省略する。
【0100】
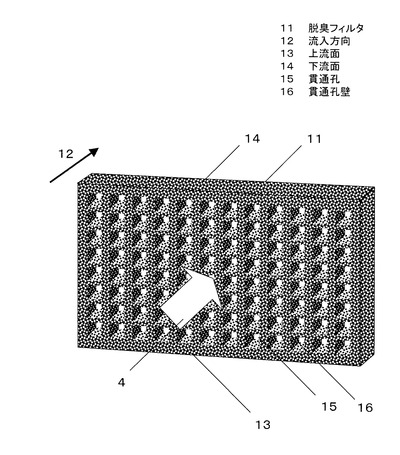
図7に示すように、脱臭フィルタ11は、脱臭成形体に流入方向12において上流面13から下流面14まで達する貫通孔15を多数有している。
【0101】
脱臭フィルタ11には流入方向12において上流面13から下流面14まで達する貫通孔15が存在しているので、流入方向12に沿って上流面13から流入した被処理空気の流れ4に含まれる悪臭物質は貫通孔15の内部を通り抜け、被処理空気中に含まれる悪臭物質は貫通孔壁16を形成している吸着剤2に接触・吸着されて除去される。悪臭物質が吸着剤2に吸着されることにより、吸着剤2近傍の悪臭物質濃度が小さくなって貫通孔15内で悪臭物質の濃度勾配が生じる。
【0102】
そして、悪臭物質濃度が均一になるように貫通孔15内で悪臭物質の拡散が起こる。この悪臭物質の濃度勾配の発生と拡散が繰り返し連続して起こることによって悪臭物質は捕集され被処理空気中から除去される。
【0103】
このように、貫通孔15内部では悪臭物質の濃度勾配の発生と拡散の繰り返しが迅速かつ無数に繰り返されることになることから全ての貫通孔15において高い悪脱臭効率が得られる。
【0104】
また、脱臭フィルタ11の一部分だけに悪臭物質の流れが偏ってしまうとその部分だけに多量の悪臭物質が流れることになり、その一部分だけ脱臭効率の低下が早くなって脱臭フィルタ11全体の寿命の低下を起こしてしまう。本実施例では、脱臭フィルタ11全面に同じ孔径の小さな貫通孔15が無数に空いているので、すべての貫通孔15に均一に悪臭物質を含む被処理空気の流れ4に含まれる悪臭物質が通過する構造となっている。
【0105】
そのため、貫通孔15の一部だけ早く脱臭効率が低下し、結果として寿命が低下してしまうといったことが無い。また、流入方向12において上流面13から下流面14まで達する貫通孔15が多数存在しており、被処理空気の流れ4に含まれる悪臭物質の流れが流入方向12に対して平行流となるので流体通過時の抵抗が小さく、吸着剤2が多いにもかかわらず低圧力損失を実現している。
【0106】
脱臭フィルタ11に形成されている貫通孔15の断面形状としては、多角形や円形など、規則的に配列しやすい形状が挙げられる。貫通孔15の大きさは、平均半径が0.5mm以上10mm以下程度であると十分な通気性が得られ好ましい。
【0107】
また、吸着剤2により形成される貫通孔壁16の厚みは、薄いと脱臭フィルタ11自体の強度が低下し、また、厚すぎると貫通孔壁16の表面に存在する脱臭剤9と貫通孔壁16の内部に存在する吸着剤2とで悪臭物質との接触確立に差が生じ、全ての脱臭剤9が均一に使用されなくなる可能性がある。また、貫通孔壁16の厚みが厚くなればなるほど、脱臭フィルタ11の面積に占める貫通孔15の断面積比率が小さくなり、圧力損失が高くなってしまうことから、0.5mm以上10mm以下程度が好ましい。
【0108】
貫通孔15の形状や貫通孔壁16の厚みは、圧力損失、脱臭効率、寿命および脱臭フィルタ11の強度に大きく影響するので、要求される項目および流入方向12における寸法すなわち脱臭フィルタ11の厚みを考慮して決定するのが好ましい。
【0109】
実際の製造方法としては、図8に示すような複数のピン17を有し、表面が易剥離性を有する型18に吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩の混合物を充填した後、加熱後冷却して成形した脱臭フィルタ11を型18から取り外すことで貫通孔15を設ける方法が挙げられる。尚、ピン17の外周辺には図示しない型18と同素材の枠が設けられており、枠と型の隙間に吸着剤2を充填するものとする。
【0110】
この方法では、吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩の混合物を型18に充填して加熱冷却するだけで、ピン17の形状を反映した貫通孔15を設けることができ、多様な脱臭フィルタ11の設計に対しても対応し易いという利点がある。さらに、脱臭フィルタ11作製時、吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩の混合物を充填した後に加圧する工程を加えることにより、密で強固な脱臭フィルタ11が得られる。
【0111】
なお加熱方法としては、オーブン中で加熱しても良いし、通電処理による発熱、あるいはマイクロ波処理や超音波処理による発熱などを利用して加熱してもよい。
【0112】
ピン17の断面形状が脱臭フィルタ11の貫通孔15の断面形状に反映される。そのため、ピン17の断面形状は得ようとする貫通孔15の断面形状と同じにすればよい。また、ピン17の先端が徐々に細くなっていると、脱臭フィルタを型18から取り外すのが容易になる。また、ピン17の長さは脱臭フィルタ11の厚みを考慮して決定することが好ましいが、一般的には5mm以上200mm以下程度である。
【0113】
また、型18およびピン17の材質としては、アルミや鉄、ステンレス等の金属であると強度に優れ、繰り返し使えるので好ましい。また、PTFEなどのフッ素樹脂であると剥離性に優れ、成形が容易である。
【0114】
易剥離性は、型18と脱臭フィルタ11の接着性を弱め、脱臭フィルタ11を型18から外し易くするために重要である。しかしながら、液体の離型剤を用いると吸着剤2の表面が離型剤によって覆われて脱臭効率に悪影響を及ぼす可能性がある。
【0115】
そのため、型18に易剥離性を付与するには、フッ素樹脂系の離型剤を型18に噴霧し、溶剤を揮発させて型18の表面をフッ素樹脂でコーティングしたり、フッ素樹脂コーティング剤に含浸乾燥してフッ素樹脂の膜を形成して表面を被覆したりして型18の表面に易剥離性をもたせる方法や、型自体をPTFEなどのフッ素樹脂で作製する方法が好ましい。
【0116】
以上のように、アルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって吸着剤2と熱可塑性樹脂3によって形成される脱臭フィルタ11の内部及び表面に、多数の孔5を形成しているので、被処理空気の流れ4に含まれる悪臭物質と吸着剤2との接触効率が向上し、高い脱臭性能を発揮することができる。また、多数の孔5によって脱臭フィルタ11内部の吸着剤2にまで被処理空気の流れ4に含まれる悪臭物質を行き届かせることができ、吸着剤2を効率よく最大限活用することができる脱臭フィルタ11を作製できる。
【0117】
(実施の形態6)
本発明による別の脱臭フィルタを図9に示す。図1〜図8と同じ構成、作用は、同一番号を付し、説明は省略する。
【0118】
図9に示すように脱臭フィルタ11は、複数の脱臭成形体1及び、脱臭成形体1を固定する固定手段19からなり、脱臭成形体1を長手方向どうしが隣接するよう平行に積層し、且つ通風方向に対して脱臭成形体の長手方向が対向するように配置されている。
【0119】
本実施の形態では、脱臭成形体1を円柱形状にすることで脱臭成形体1どうしが隣接する部分では両側に溝が形成されるため、溝の部分ではフィルタの厚みが薄くなるため、空気抵抗を下げる作用を有する。
【0120】
脱臭成形体1の固定手段19としては脱臭成形体1どうしがずれたり変形したりしない手段を用いれば何ら効果に差異はなく、図9に示すように樹脂枠で固定する方法でもよいし、脱臭成形体1同士を支柱となる部材で貫通させるなどして固定する方法でもよい。
【0121】
こうすることで被処理空気の流れ4に含まれる悪臭物質は脱臭成形体1の外壁面6から孔5を通って中空部7に入り込み、再び孔5を通って脱臭成形体1の反対側へ抜けるように通過する。このとき、中空部7では乱流が起こるため被処理空気の流れ4に含まれる悪臭物質と吸着剤2との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0122】
以上のように、アルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって、脱臭フィルタ11の内部及び表面に、多数の孔5を形成しているので、被処理空気の流れ4に含まれる悪臭物質と吸着剤2との接触効率が向上し、高い脱臭性能を発揮することができる。また、多数の孔5によって脱臭フィルタ11内部の吸着剤2にまで被処理空気の流れ4に含まれる悪臭物質を行き届かせることができ、吸着剤2を効率よく最大限活用することができる脱臭フィルタ11を作製できる。
【0123】
(実施の形態7)
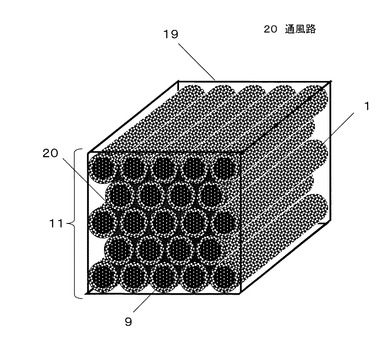
本発明による脱臭フィルタの別の実施例を図10に示す。図1〜図9と同じ構成、作用は、同一番号を付し、説明は省略する。
【0124】
図10に示すように脱臭フィルタ11は、複数の脱臭成形体1及び、脱臭成形体1を固定する固定手段19からなり、脱臭成形体を長手方向どうしが隣接するよう多段層に積層し、且つ通風方向に対して脱臭成形体の長手方向が平行となるように配置されている。
【0125】
本実施の形態では、脱臭成形体1を円柱形状にすることで、脱臭成形体1を多段層に積層したときに三つあるいは四つの脱臭成形体1のそれぞれの壁面によって被処理空気の流れ4に含まれる悪臭物質が通風可能な通風路20が形成され、空気抵抗を下げる作用を有する。
【0126】
また通風路20を形成する脱臭成形体の壁面には多数の孔5が形成されており、中空部7に充填された脱臭剤9まで容易に透過可能であるため、非常に優れたワンパスの脱臭率を得ることができるという作用を有する。
【0127】
尚、脱臭成形体1を多段層に積層する場合、図10に示すようにn列目とn+1列目を半分ずらして積層することで三つの脱臭成形体で一つの通風路20を形成するようにしてもよく、またn+1列目がそのままn列目の真上になるように積層することで四つの脱臭成形体で一つの通風路20を形成するようにしてもよい。
【0128】
また、脱臭成形体1の外壁面6にはアルカリ金属の炭酸水素塩が反応して発泡生成した二酸化炭素によって形成されるか、あるいは隣接する粒状吸着剤の重なりによって形成される孔5が多数形成されており、被処理空気の流れ4に含まれる悪臭物質が脱臭成形体1の外壁面6に沿って流れる際に、孔5を通って脱臭剤9が充填された中空部7まで被処理空気の流れ4に含まれる悪臭物質が容易に透過できるようになっている。
【0129】
また、孔5は脱臭成形体1の全面に満遍なく形成されており、全方向から被処理空気が透過可能であるため充填された脱臭剤9を効率良く使用できるという作用を有する。
【0130】
また、充填された脱臭剤9は周りを熱可塑性樹脂で固められた脱臭成形体1に覆われているため、外部と接触することがなく粉落ちを抑制する作用を有しており、例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても問題なく使用することができるという作用を有する。
【0131】
尚、本実施の形態では脱臭剤9に熱可塑性樹脂3を混合しているが、中空部7に充填する脱臭剤9の粒子径が脱臭成形体1内の壁面に形成されている孔5の孔径よりも大きい場合は、脱臭成形体1の孔5を抜けて外部に脱臭剤9が脱落することがないので、充填する脱臭剤9にバインダ成分を混合する必要性がなく、バインダ成分によって脱臭性能が低下してしまうことを防ぎ、高い脱臭性能を発揮することができるという作用を有する。また、脱臭剤9に添着されている成分によっては加熱することで揮発したり、変性したりして脱臭能力が低下してしまう成分もあるが、こうすることによって加熱することなく脱臭剤9を充填して固定化することができるため、脱臭能力の低下を抑制できるという作用を有する。
【0132】
脱臭成形体1の固定手段19としては脱臭成形体1どうしがずれたり変形したりしない手段を用いれば何ら効果に差異はなく、図10に示すように樹脂枠で固定する方法でもよいし、脱臭成形体を支柱となる部材で貫通させるなどして固定する方法でもよい。
【0133】
こうすることで脱臭フィルタ11の通風面は、脱臭成形体1の外壁によって囲まれた通風路20がセルとなるようなハニカム形状となり、被処理空気の流れ4に含まれる悪臭物質は通風路20を通過するため、圧力損失の低い脱臭フィルタ11を提供することができるという作用を有する。また、脱臭成形体1の壁面には多数の孔5が形成されているため、被処理空気の流れ4に含まれる悪臭物質が脱臭フィルタ11を通過するときに孔5から中空部7の脱臭剤9に容易に透過することができ、ワンパスによる脱臭効率が優れた脱臭フィルタを提供できるという作用を有する。
【0134】
以上のように、アルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって、脱臭フィルタ11の内部及び表面に、多数の孔5を形成しているので、被処理空気の流れ4に含まれる悪臭物質と吸着剤2との接触効率が向上し、高い脱臭性能を発揮することができる。また、多数の孔5によって脱臭フィルタ11内部の吸着剤2にまで被処理空気の流れ4に含まれる悪臭物質を行き届かせることができ、吸着剤2を効率よく最大限活用することができる脱臭フィルタ11を作製できる。
【産業上の利用可能性】
【0135】
本発明の脱臭成形体及を用いることにより、ワンパスにおける脱臭効率の優れた脱臭フィルタを提供することができる。また、フィルタ内部の脱臭剤も効率的に使用することができる長寿命の脱臭フィルタを提供することができる。また、脱臭成形体を組み合わせることで様々なサイズや形状に対応した脱臭フィルタを提供することができる。
【図面の簡単な説明】
【0136】
【図1】実施の形態1の脱臭成形体の概略図及び壁面を拡大した概略図
【図2】実施の形態2の脱臭成形体の概略図及び壁面を拡大した概略図
【図3】実施の形態2の脱臭成形体の別の形態の概略図及び壁面を拡大した概略図
【図4】実施の形態3の脱臭成形体の概略図
【図5】実施の形態3の脱臭成形体の断面図及び被処理空気の流れを示す図
【図6】実施の形態4の脱臭成形体の別の形態の断面図
【図7】実施の形態5の脱臭フィルタの概略図
【図8】実施の形態5の脱臭フィルタの成形型の概略図
【図9】実施の形態6の脱臭フィルタの概略図
【図10】実施の形態7の脱臭フィルタの概略図
【符号の説明】
【0137】
1 脱臭成形体
2 吸着剤
3 熱可塑性樹脂
4 被処理空気の流れ
5 孔
6 外壁面
7 中空部
8 粒状吸着剤
9 脱臭剤
10 三次元構造体
11 脱臭フィルタ
12 流入方向
13 上流面
14 下流面
15 貫通孔
16 貫通孔壁
17 ピン
18 型
19 固定手段
20 通風路
【技術分野】
【0001】
本発明は、例えば悪臭ガスを除去する脱臭成形体及び空気清浄機などに用いる脱臭フィルタに関するものである。
【背景技術】
【0002】
従来から様々なガスを除去するために、吸着剤を利用した吸着剤成形体及び脱臭フィルタなどが報告されている。中でも粒状の吸着剤を様々な形に成形あるいは固定化したものは比較的安価で製造可能であり、脱臭フィルタ及び脱臭ユニットとして広く使用されている。このような形状の脱臭フィルタとしては特許文献1に記載のものが提案されている。すなわち、メッシュ状の袋体に脱臭剤を充填したものをスペーサ糸でそれぞれの袋体が離れて連結するように編んだことを特徴とする脱臭フィルタであり、多量の脱臭剤を均一の厚みで充填することができるというものである。
【0003】
また別の脱臭フィルタとしては特許文献2に記載のものが提案されている。すなわち、活性炭表面に多孔質のバインダを被覆したものを板状に成型したものである。
【特許文献1】特許第3761493号公報
【特許文献2】特開2001−129393号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記特許文献1に示される従来例にあっては、脱臭剤を充填した袋体どうしの間にスペーサによる空間を設けることでフィルタ全体としての圧力損失は低く抑えることができるが、脱臭剤が充填された袋体の部分は分厚くなっているために速度分布が偏り、通風抵抗が低いスペーサ部分を優先的に被処理空気が通過するため、脱臭フィルタに占める脱臭剤重量の割には脱臭性能はあまり高いとは言えなかった。
【0005】
更に袋体に充填された脱臭剤の内部まで被処理空気が行き届き難く、使用初期においては袋体表面付近に露出している脱臭剤によって問題なく脱臭されるが、繰り返し使用する度に袋体内部の脱臭剤が十分使われないまま脱臭性能が低下してしまうという課題があった。
【0006】
また、上記特許文献2に示される従来例にあっては、バインダ被膜で活性炭を覆っているので接着強度には優れるが、バインダと活性炭の接着部分やバインダ被膜の厚い部分では活性炭の細孔が塞がれてしまい、吸着容量が低下し寿命が短くなるという課題があった。
【0007】
本発明はこのような従来の課題を鑑みてなされたものであり、脱臭性能が高く、吸着剤の機能性を最大限活用できる脱臭成形体及び脱臭フィルタを提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために本発明の脱臭成形体は、吸着剤と熱可塑性樹脂と発泡剤を混合したものを加熱成形した成形体の内部及び表面に被処理空気が透過可能な多数の孔を形成していることを特徴とするものである。
【発明の効果】
【0009】
本発明によれば、成形体の吸着剤同士が熱可塑性樹脂を介して結びつくように固定化されているため接着強度に優れ、吸着剤の脱落がないにも関わらず、脱臭成形体内部及び表面に多数の孔を形成しているので、被処理空気と吸着剤との接触効率が向上し、高い脱臭性能を発揮することができる。また、多数の孔によって脱臭成形体内部の吸着剤にまで被処理空気を行き届かせることができ、吸着剤を効率よく最大限活用することができる。
【発明を実施するための最良の形態】
【0010】
上記目的を達成するために本発明の脱臭成形体は、吸着剤と熱可塑性樹脂と発泡剤を混合したものを加熱成形した成形体の内部及び表面に被処理空気が透過可能な多数の孔を形成していることを特徴とするものである。
【0011】
通常、吸着剤の表面を介して吸着性能を発現する吸着剤の表面を熱可塑性樹脂からなるバインダが被覆してしまうと、被処理空気の吸着剤表面への到達や吸着剤からの被処理空気の放出が妨げられるので機能性を発現できなくなってしまう。例えば、粒状吸着剤を使用して被処理空気中の悪臭物質を除去する場合、被処理空気が粒状吸着剤表面へ到達できなくなるので粒状吸着剤が有する吸着性能を発現できなくなる。
【0012】
そこで、吸着剤を成形あるいはフィルタ化するような場合、吸着剤の表面を覆わないように最小限の接着面積で固定化することが求められる。しかし、こうした場合は吸着剤とバインダの接着面積が少なくなるので接着強度が弱くなり、振動や衝撃によって吸着剤が脱落することが多い。
【0013】
また、フィルタ化する他の方法としては、粒状吸着剤をそのままメッシュ状の袋体に充填する方法が取られることが多い。この場合バインダを必要とせず、バインダが吸着剤表面を被覆することがないので、粒状吸着剤の吸着性能自体は維持することができる。
【0014】
しかし、こうした場合は吸着剤が袋体に密に充填されているため、通気抵抗が高くなってしまう。その対策として通風可能な部分を設けるなどして圧力損失を抑える方策が取られる場合もあるが、袋体の部分は分厚くなっているために速度分布が偏り、通風抵抗が低い部分を優先的に被処理空気が通過することとなる。そのため袋体の内部にある吸着剤まで被処理空気が行き届き難く、吸着剤の性能が十分活用されない可能性がある。
【0015】
本発明では、吸着剤と熱可塑性樹脂を混合して加熱成形することで、成形体の吸着剤同士が熱可塑性樹脂を介して結びつくように固定化されているため、振動や衝撃に強く、吸着剤が脱落することがない。
【0016】
また、本発明では吸着剤と熱可塑性樹脂を混合する際に発泡剤を混ぜて加熱成形することで、成形時の加熱により発泡剤が分解して発生したガスは、気泡として成形体の内部及び表面に満遍なく形成される。この気泡によって被処理空気が透過可能な多数の孔が形成されるため、厚みのある成形体であっても容易に脱臭成形体の全体に被処理空気が拡散することができ、高い脱臭性能を発揮できるという作用を有する。
【0017】
発泡剤とはゴムやプラスチックスなどを膨張させ、発泡体を作成するために添加されるガス発生剤のことであり、一般的には他の配合剤と一緒に加え、加熱分解することで窒素ガス、炭酸ガス、一酸化炭素、アンモニアガス、水素ガスなどを発生させて各基材に軽量化、断熱性、吸音性、通気性、電気絶縁性、緩衝性など様々な機能を付与させることができる。
【0018】
発泡剤には有機系発泡剤と無機系発泡剤とがあり、ガスが発生する分解温度や発生するガスの種類も発泡剤の材料によって異なるため、用途によって使い分けられる。
【0019】
また、熱可塑性樹脂の溶融温度が発泡剤の反応温度よりも低いことを特徴とするものである。熱可塑性樹脂にはホットメルトと呼ばれる樹脂粉末が用いられ、その素材によって溶融点が異なるが、50℃〜150℃の間で軟化し、接着性を持つものが一般的である。
【0020】
この温度よりも低い温度で発泡体が分解してガスを発生しても吸着剤や熱可塑性樹脂の粒の隙間からガスが放出してしまい、気泡を形成することはできない。熱可塑性樹脂の溶融温度を発泡剤の反応温度よりも低く設定することで熱可塑性樹脂が溶融し、膜状となった状態で発泡剤からガスが発生することで、ガスは気泡となって成形体の内部及び表面に多数の孔を形成することができるという作用を有する。
【0021】
尚、発泡剤の分解温度が熱可塑性樹脂の溶融温度と比べてあまりにも高すぎると、熱可塑性樹脂が変成してしまうなどの不具合を生じる可能性があるので、概ね10℃〜30℃程度の温度差であることが好ましい。例えば、熱可塑性樹脂として、溶融温度が120℃〜150℃のポリアミド系ホットメルト樹脂を用いる場合には、発泡剤の分解温度は130℃〜180℃が好ましい。
【0022】
また、発泡剤がアルカリ金属の炭酸水素塩であることを特徴とするものである。
【0023】
発泡体を形成する際使用される発泡剤は有機系の発泡剤であることが多く、例えばジニトロソペンタメチレンテトラミン、アゾジカルボンアミド、ヒドラゾジカルボンアミドなどがある。これらは分解温度は200℃以上である場合が多く、熱可塑性樹脂の溶融点と比べてかなり高い。この温度まで加熱すると、熱可塑性樹脂が変成してしまう可能性がある。
【0024】
また、分解して発生するガスは窒素の他に一酸化炭素やアンモニアなどの有害物質や悪臭物質が含まれる場合がある。また、分解後の残渣として残る物質も有害なものや、臭いを発生する物質である場合があり、洗浄などの工程が必要となるため、取り扱いが困難である。
【0025】
一方、アルカリ金属の炭酸水素塩は加熱すると2分子が反応してアルカリ金属の炭酸塩と水と二酸化炭素を生成する。このとき発生する二酸化炭素が発泡して気泡を形成するため、有害な副生成物を生成せず、発生するガスの安全性が高いという特徴がある。
【0026】
また、アルカリ金属がナトリウムである炭酸水素ナトリウムは重曹として食品添加物や家庭用漂白剤などに広く使われており、材料自体の安全性も高い。
【0027】
アルカリ金属の炭酸水素塩はアルカリ金属の種類によって反応温度が異なるが、約100℃〜200℃の温度で反応し、二酸化炭素を発生する。これは他の有機系発泡剤と比較して低い温度であり、また、熱可塑性樹脂の溶融点よりも数十℃高い範囲であることから、熱可塑性樹脂と混合して加熱成形し、発泡による多数の孔を形成するのに非常に都合がよい。
【0028】
そこで本発明では、吸着剤と熱可塑性樹脂を混合する際にアルカリ金属の炭酸水素塩を混ぜて加熱成形することで、成形時の加熱により発泡剤が分解して発生したガスは、気泡として成形体の内部及び表面に満遍なく形成される。この気泡によって被処理空気が透過可能な多数の孔が形成されるため、厚みのある成形体であっても容易に脱臭成形体の全体に被処理空気が拡散することができ、高い脱臭性能を発揮できるという作用を有する。
【0029】
また、残渣物質は水とアルカリ金属の炭酸塩のみであり、炭酸塩はそれ自体の危険性も低く、水などで簡単に洗い流すことも可能であるが、弱酸性の物質として塩基性ガスの脱臭添加剤としても多く利用されていることから、用途によっては発泡剤自体が反応後も脱臭剤として利用できるという作用を有する。
【0030】
また、アルカリ金属の炭酸水素塩を水溶液の状態で混合することを特徴とするものである。
【0031】
本発明による脱臭成形体をうまく形成するには吸着剤と熱可塑性樹脂が均一に混合されているかどうかが重要となる。適正な配合比で2種類の材料を混合したとしても、それが均一に混合されていなければ性能低下や強度不足による吸着剤の脱落の原因となってしまう。吸着剤と熱可塑性樹脂を混合する際、2種類の粒子の粒子径や比重によっては均一に混合できずに分離した状態になってしまうことがある。
【0032】
その際、水分を加えて少し粘り気を持たせることで均一な混合が可能となる。そこで本発明ではアルカリ金属の炭酸水素塩を水溶液の状態で混合することで、発泡剤となるアルカリ金属の炭酸水素塩を均一に混合することができると同時に、熱可塑性樹脂を吸着剤に均一に分散させることができるという作用を有する。
【0033】
アルカリ金属の炭酸水素塩はアルカリ金属の種類によって水への溶解度が異なるが、20℃前後の常温の水温において8%〜70%程度の溶解度であり、これは脱臭成形体に多数の孔を形成させるには十分対応している。例えば炭酸水素ナトリウムは8.7%であり、炭酸水素カリウムは25%の溶解度である。
【0034】
また、アルカリ金属の炭酸水素塩は水溶液にすることで反応温度が固体状態よりも低温となるので、より低温で二酸化炭素を発泡生成させることが可能であるという作用を有する。
【0035】
また、加熱成形直後の成形体を酸溶液に浸漬することで、アルカリ金属の炭酸水素塩と酸が反応し、発泡生成する二酸化炭素によって、脱臭成形体の内部及び表面に被処理空気が透過可能な多数の孔を形成することを特徴とするものである。
【0036】
アルカリ金属の炭酸水素塩は酸物質と接触することで反応し、二酸化炭素を生成するため、加熱成形した脱臭成形体に酸物質を接触させることにより、容易に多数の孔を形成した脱臭成形体を形成することが可能であるという作用を有する。
【0037】
また、吸着剤が粒子径100μm〜1000μmの粒状吸着剤であることを特徴とするものである。吸着剤には活性炭やゼオライトなどのように微小な細孔に被処理物質を吸着することで除去するものや、イオン交換樹脂などのように分子鎖の網目構造の中に被処理物質が浸透し、分子鎖に固定されたイオン交換基によって除去するものがある。
【0038】
これらは材質や製造方法によって様々な粒子径に制御が可能であり、例えば活性炭では粒子径が数十μm程度の微粉末のものから、粒子径が数mm程度の破砕炭や造粒炭などがある。
【0039】
これらを脱臭成形体に成形あるいはフィルタ化する場合、粉末状のものでは一度バインダ成分と混合し、スラリ状にした上で成形あるいは基材等に担持するやり方が一般的であるが、成形するためには多くのバインダ成分が必要であり、その結果バインダによって吸着剤が埋没してしまうために、アルカリ金属の炭酸水素塩による二酸化炭素が発泡し、多数の孔が形成されても吸着剤自体への被処理空気の接触が妨げられるため、脱臭性能が大幅に低減してしまう恐れがあり、また、バインダ成分を減らすと接着強度が弱く、微粉末の粉落ちが発生してしまう恐れがある。
【0040】
一方、粒子径が数mm程度の大きいものになると、吸着剤同士が重なり合う部分に大きな隙間が形成されることになるため、アルカリ金属の炭酸水素塩による二酸化炭素がその隙間から抜け出し、発泡による孔が形成されない。そこで吸着剤に粒子径が100μm〜1000μmの範囲の粒状吸着剤を用いることで、バインダによる吸着剤の埋没を防ぎ、アルカリ金属の炭酸水素塩による二酸化炭素が発泡し、多数の孔を形成することができるという作用を有する。
【0041】
また、粒子径を前記範囲にすることで、隣接する粒状吸着剤どうしの重なりでできる隙間によって被処理空気が透過可能な多数の孔を形成し、効率よく脱臭できるという作用を有する。
【0042】
また、吸着剤の粒子径より熱可塑性樹脂の粒子径が小さいことを特徴とするものである。
【0043】
熱可塑性樹脂にはホットメルトと呼ばれる樹脂粉末が用いられ、一般的にはほぼ球形に近い形状を有している。この熱可塑性樹脂の粒径によって加熱時に形成される樹脂膜の厚みや接着面積を制御することが可能となる。
【0044】
しかし、被接着物となる吸着剤の粒子径に対して熱可塑性樹脂の粒子径が大きくなりすぎると、均一に混合することが困難となり、その結果、接着強度が不十分な部分ができてしまい、脱臭成形体から吸着剤が脱落してしまう。そこで吸着剤の粒子径より熱可塑性樹脂の粒子径を小さくすることにより、接着強度を十分に保持しつつ、脱臭性能の高い脱臭成形体を形成することが可能であるという作用を有する。尚、被接着物となる吸着剤の粒子径に対して熱可塑性樹脂の粒子径があまりにも小さすぎると、吸着剤表面の大部分を熱可塑性樹脂が被覆してしまい脱臭性能が低下してしまうため、吸着剤の粒子径に対する熱可塑性樹脂の粒子径比が0.01〜1の範囲にあることが好ましい。
【0045】
また、吸着剤に対する熱可塑性樹脂の混合重量比が5%〜30%であることを特徴とするものである。
【0046】
吸着剤と熱可塑性樹脂を混合し、加熱成形することによって、熱可塑性樹脂が粒状吸着剤どうしを接着し、脱臭成形体を形成することが可能であるが、混合重量比が5%以下では接着強度が弱く、成形体を形成することは困難であり、また混合重量比が30%以上では強度は高くなるが、樹脂成分多くなりすぎて吸着剤表面の大部分を覆ってしまい、脱臭性能が低下してしまう。
【0047】
粒状吸着剤に対する熱可塑性樹脂の重量混合比を前記範囲にすることで高い機械強度を持った脱臭成形体を形成可能であり、且つ高い脱臭性能を持たせることができるという作用を有する。
【0048】
また、脱臭成形体の形状を中空の棒状に加熱成形した脱臭成形体であり、脱臭成形体の外壁面から内壁面あるいは内壁面から外壁面へと被処理空気が通過可能な多数の孔を形成していることを特徴とするものである。
【0049】
多数の孔を形成することで被処理空気は脱臭成形体の外壁面から孔を通って中空部分に入り込み、再び孔を通って脱臭成形体の反対側へ抜けるように通過する。このとき、中空部分では乱流が起こるため被処理空気と吸着剤との接触確率が上がり、脱臭効率を向上することができる。
【0050】
脱臭成形体の断面形状は三角形、四角形、多角形、円形など成形可能な形状であれば如何なる形状でもよいが、成形性を考慮すれば三角形、四角形、円形が好ましい。
【0051】
また、脱臭成形体の大きさとして長手方向は脱臭フィルタの形状に合わせた長さにすればよいが、成形性と強度を考慮すれば5cm〜30cm程度の長さにすることが好ましい。
【0052】
脱臭成形体の太さは成形可能であれば如何なる太さでもよいが、成形性と強度を考慮すれば5mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。
【0053】
また、脱臭成形体の厚みとしては内部に中空部分が形成され得る範囲であることが好ましく、1mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2mm〜5mmの範囲であることが好ましい。
【0054】
連通孔は脱臭成形体の全面に形成されており、脱臭成形体の機械的強度を十分に確保し得る範囲で連通孔の数、孔径を決めればよい。連通孔の形成手段としては如何なる手段を用いてもよく、例えば脱臭成形体を形成後に連通孔を設ける方法や、あるいは成形時に連通孔を形成し得るような型を用いる方法でもよい。
【0055】
また、脱臭成形体の外形状及び中空部分の形状が円柱形状であることを特徴とするものであり、脱臭成形体の壁厚みが一定となることで吸着剤を均一に使用することが可能となり、脱臭成形体の全ての部分で満遍なく脱臭することができるという作用を有する。
【0056】
さらに、円柱形状にすることで成形体にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0057】
また、脱臭成形体の中空部分に脱臭剤を充填することを特徴とするものである。
【0058】
中空の脱臭成形体自身が脱臭剤を充填するためのケースの役割をすることで脱臭性能に非常に優れた脱臭成形体を提供することができる。また、脱臭成形体外壁面から内壁面へと多数の連通孔が形成されているため、中空部分の脱臭剤まで容易に被処理空気が到達することができ、充填された脱臭剤を効率よく利用できるという作用を有する。
【0059】
また、充填された脱臭剤は周りを熱可塑性樹脂で固められた脱臭成形体に覆われているため、外部と接触することがなく粉落ちを抑制できるという作用を有する。例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても問題なく使用することができるという作用を有する。
【0060】
中空部分に充填する脱臭剤としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、脱臭成形体を構成する吸着剤と同じ材料を充填することで特定の悪臭成分に対する脱臭性能を更に向上させることもできる。また、脱臭成形体を構成する吸着剤とは別の材料を充填することで多種の悪臭成分に対して脱臭性能を持たせることもできる。
【0061】
また、脱臭成形体の中空部分に脱臭剤を添着した三次元構造体を挿入することを特徴とするものである。
【0062】
三次元構造体としては金属、金属繊維織物、プラスチック成形品、発泡ウレタン、発泡セラミック、ガラス、ガラス繊維織物など様々なものが挙げられるが、脱臭剤を担持可能であり、被処理空気が通過可能であるものであれば効果に何ら差異はない。
【0063】
こうすることで中空部分に導入された被処理空気は三次元構造体に添着された脱臭剤と容易に接触可能であり、且つ通風を妨げられることなく高い脱臭性能を発揮できるという作用を有する。
【0064】
また、脱臭成型体に、流体の流入方向において上流面から下流面まで達する貫通孔を有することを特徴とするものである。貫通孔が存在することにより、流体が流入方向に対して平行に流れることができるので、流体を通過させるときの抵抗が小さく、圧力損失が低減するという作用を有する。
【0065】
また、脱臭成型体に貫通孔を設けるための複数のピンを有する型に吸着剤と熱可塑性樹脂とアルカリ金属の炭酸水素塩の混合物を充填した後、加熱後冷却して脱臭成型体を作製し、前記成型体を型から取り外すことで貫通孔を設けることを特徴とするものである。型に入れて加熱・冷却するだけで容易に型の形状を反映した貫通孔が得られ、また型の形状を変化させることにより任意の形状の貫通孔を容易に得ることができるという作用を有する。充填された混合物は型の形状に沿って硬化するので、複数のピンを任意の配列で有する型を用いることにより、成型体に複数の貫通孔を任意の配列で設けることができるという作用を有する。
【0066】
また、脱臭成形体を複数積層することを特徴とするものである。脱臭成形体は一本が棒状の形状をしているため、複数の脱臭成形体の積層の仕方で任意に大きさや形状を選ぶことができる。すなわち、様々な脱臭装置や空気清浄機といった機器のサイズや形状に合わせて容易に脱臭フィルタを形成することができるという作用を有する。
【0067】
また、脱臭成形体を長手方向どうしが隣接するよう平行に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の長手方向が対向するように配置したことを特徴とするものである。こうすることで被処理空気は脱臭成形体の連通孔から中空部に入り込み、再び連通孔を抜けて通過することで吸着剤との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0068】
また、脱臭成形体を長手方向どうしが隣接するよう多段層に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の長手方向が平行となるように配置したことを特徴とするものである。こうすることで脱臭フィルタの端面は脱臭成形体の外壁によって囲まれた空間がセルとなるようなハニカム形状となり、被処理空気はセルを通風路として通過するため、圧力損失の低い脱臭フィルタを提供することができるという作用を有する。
【0069】
また、脱臭成形体の壁面には多数の連通孔が形成されているため、非処理空気が脱臭フィルタを通過するときに連通孔から中空部の脱臭剤に容易に流入することができ、ワンパスによる脱臭効率が優れた脱臭フィルタを提供できるという作用を有する。
【0070】
以下、本発明の実施の形態について図面を参照しながら説明するが、本発明はこれに限定されるものではない。
【0071】
(実施の形態1)
本発明による脱臭成形体の概略図及び脱臭成形体の一部を拡大した模式図を図1に示す。
【0072】
図1に示すように脱臭成形体1は、吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩(図示省略)を混合したものを板状に形成したものであり、前記脱臭成形体1にはアルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって、脱臭成形体1の内部及び表面に被処理空気の流れ4に含まれる悪臭物質が透過可能な多数の孔5を形成している。
【0073】
吸着剤2と熱可塑性樹脂3を均一に混合し加熱成形された本発明による脱臭成形体1は、吸着剤2同士が熱可塑性樹脂3を介して結びつくように固定化されているため、振動や衝撃に強く、吸着剤2が脱落することを防止している。
【0074】
また、アルカリ金属の炭酸水素塩を混合することで、加熱成形時にアルカリ金属の炭酸水素塩が反応して二酸化炭素を生成する。このとき、二酸化炭素により、脱臭成形体1の内部及び表面に多数の孔5が形成され、これにより被処理空気の流れ4に含まれる悪臭物質が透過可能な空洞部が生まれ、容易に脱臭成形体1の全体に被処理空気の流れ4に含まれる悪臭物質が拡散することができるという作用を有する。
【0075】
この時、膜状になった熱可塑性樹脂3の樹脂膜内部及び樹脂膜表面にも同様に発泡による孔が多数形成されることにより、接着強度を保持しながら樹脂膜に被処理空気の流れ4に含まれる悪臭物質を透過させることができるという作用を有する。
【0076】
吸着剤2としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、熱可塑性樹脂3との接着性が確保できるものであれば如何なる吸着剤を用いてもよく、脱臭の対象となる被処理空気の性質に合わせて選ぶことができ、1種類あるいは2種類以上の吸着剤を組み合わせても良い。
【0077】
また、吸着剤の粒子径としては100μm〜1000μmの範囲であることが好ましく、より好ましくは250μm〜500μmの範囲である。こうすることで、樹脂膜による吸着剤2の埋没を防ぎ、アルカリ金属の炭酸水素塩による二酸化炭素が発泡し、多数の孔5を形成することができるという作用を有する。
【0078】
また、熱可塑性樹脂3としてはホットメルトと呼ばれる樹脂粉末が好ましく、その材質としては、例えばポリオレフィン系樹脂、ポリビニル系樹脂、ウレタン系樹脂あるいはポリアミド系樹脂等が挙げられる。
【0079】
また、熱可塑性樹脂3の粒子径としては、吸着剤2の粒子径に対する熱可塑性樹脂3の粒子径比が0.01〜1の範囲であることが好ましい。こうすることで接着強度を十分に保持しつつ、脱臭性能の高い脱臭成形体1を形成することが可能であるという作用を有する。
【0080】
また、吸着剤2に対する熱可塑性樹脂3の混合重量比は5%〜30%であることが好ましく、より好ましくは10%〜20%の範囲である。混合重量比が5%以下では接着強度が弱く、成形体を形成することは困難であり、また混合重量比が30%以上では強度は高くなるが、樹脂成分多くなりすぎて吸着剤表面の大部分を覆ってしまい、脱臭性能が低下してしまう。吸着剤2に対する熱可塑性樹脂3の重量混合比を前記範囲にすることで高い機械強度を持った脱臭成形体1を形成可能であり、且つ高い脱臭性能を持たせることができるという作用を有する。
【0081】
また、アルカリ金属の炭酸水素塩としては、アルカリ金属元素がそれぞれLi、Na、K、Rb、Cs、FrであるLiHCO3、NaHCO3、KHCO3、RbHCO3、CsHCO3、FrHCO3のいずれを用いても良いが、加熱反応による二酸化炭素発生温度、取り扱い時の安全性、材料のコストなどを考慮すればNaHCO3あるいはKHCO3を用いるのが好ましい。
【0082】
(実施の形態2)
本発明による別の脱臭成形体の概略図及び脱臭成形体の一部を拡大した模式図を図2及び図3に示す。図1と同じ構成、作用は、同一番号を付し、説明は省略する。
【0083】
図2に示すように脱臭成形体1は、吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩(図示省略)を混合したものを中空の棒状に成形したものであり、前記脱臭成形体1にはアルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって、脱臭成形体1の内部及び表面に被処理空気の流れ4に含まれる悪臭物質が透過可能な多数の孔5を形成している。
【0084】
本実施の形態では、脱臭成形体を中空の棒状に成形したものであり、こうすることで被処理空気の流れ4に含まれる悪臭物質は脱臭成形体1の外壁面6から孔5を通って中空部7に入り込み、再び孔5を通って脱臭成形体1の反対側へ抜けるように通過する。このとき中空部7では乱流が起こるため、被処理空気の流れ4に含まれる悪臭物質と吸着剤2との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0085】
脱臭成形体1の外形状及び中空部7の形状は円柱形状であり、円柱断面の直径は5.0mm〜30mm程度の太さにすることが好ましく、より好ましくは10mm〜20mmの範囲である。また、脱臭成形体1の厚みとしては内部に中空部7が形成され得る範囲であることが好ましく、1mm〜10mmの範囲であり、成形性、強度、圧力損失を考慮すれば、2mm〜5mmの範囲であることが好ましい。このように脱臭成形体1を円柱形状にすることで壁厚みが一定となり、全ての吸着剤2を満遍なく脱臭に使用することができるという作用を有する。また、円柱形状にすることで棒状に比べ脱臭成形体1にかかる圧力が分散され、機械的強度が高くなるという作用を有する。
【0086】
また、図3に示す拡大模式図で示すように、前記粒子径の範囲における粒状吸着剤8を用いることで、脱臭成形体1の壁面には粒状吸着剤8の三次元形状によって隣接する粒状吸着剤8どうしの重なり部分に隙間が生まれ、被処理空気の流れ4に含まれる悪臭物質が透過可能な多数の孔5を形成し、効率よく脱臭できるという作用を有する。
【0087】
(実施の形態3)
本発明による脱臭成形体の別の実施例を図4及び図5に示す。
【0088】
図4は脱臭成形体の概略図であり、図5は脱臭成形体の断面と被処理空気の流れを表した概略図である。図1〜図3と同じ構成、作用は、同一番号を付し、説明は省略する。
【0089】
図4に示すように脱臭成形体1は、吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩(図示省略)を混合したものを中空の棒状に成形したものであり、中空部7に脱臭剤9が充填されている。前記脱臭成形体1にはアルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって、脱臭成形体1の外壁面6から中空部7に充填された脱臭剤9へと被処理空気の流れ4に含まれる悪臭物質が透過可能な多数の孔5を形成している。
【0090】
中空部7に充填する脱臭剤9としては活性炭、ゼオライト、シリカ、セピオライトなどの多孔質体やイオン交換樹脂などが挙げられ、如何なるものを用いても良いが、脱臭成形体1を構成する吸着剤2と同じ材料を充填することで特定の悪臭成分に対する脱臭性能を更に向上させることもできる。また、脱臭成形体1を構成する吸着剤2とは別の材料を充填することで多種の悪臭成分に対して脱臭性能を持たせることもできる。
【0091】
また、図5に示すように脱臭成形体1の壁面にはアルカリ金属の炭酸水素塩が反応して発泡生成した二酸化炭素によって形成されるか、あるいは隣接する粒状吸着剤の重なりによって形成される孔5が多数形成されており、被処理空気の流れ4に含まれる悪臭物質が脱臭成形体1の外壁面6に沿って流れる際に、孔5を通って脱臭剤9が充填された中空部7まで被処理空気の流れ4に含まれる悪臭物質が容易に透過できるようになっている。
【0092】
こうすることで被処理空気の流れ4に含まれる悪臭物質は脱臭成形体1の外壁面6から孔5を通って中空部7に入り込み、中空部7に充填された脱臭剤9によって脱臭できるという作用を有する。
【0093】
また、孔5は脱臭成形体1の全面に満遍なく形成されており、全方向から被処理空気の流れ4に含まれる悪臭物質が透過可能であるため、充填された脱臭剤9を効率良く使用できるという作用を有する。
【0094】
また、充填された脱臭剤9は周りを熱可塑性樹脂3で固められた脱臭成形体1に覆われているため、外部と接触することがなく粉落ちを抑制できるという作用を有する。例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても、問題なく使用することができるという作用を有する。
【0095】
尚、本実施の形態では脱臭剤9にも熱可塑性樹脂を混合したものを用いているが、中空部7に充填する脱臭剤9の粒子径が脱臭成形体1内に形成されている孔5の孔径よりも大きい場合は、脱臭成形体1の孔5を抜けて外部に脱臭剤9が脱落することがないので、充填する脱臭剤9にバインダ成分を混合する必要性がなく、バインダ成分によって脱臭性能が低下してしまうことを抑制し、高い脱臭性能を発揮することができるという作用を有する。また、脱臭剤9に添着されている成分によっては加熱することで揮発したり、変性したりして脱臭能力が低下してしまう成分もあるが、こうすることによって加熱することなく脱臭剤9を充填して固定化することができるため、脱臭能力の低下を抑制できるという作用を有する。
【0096】
(実施の形態4)
次に、本実施例の別の形態を図6に示す。図1〜図5と同じ構成、作用は、同一番号を付し、説明は省略する。
【0097】
図6は中空部7に脱臭剤を添着した三次元構造体10を挿入したものであり、こうすることで中空部7に導入された被処理空気の流れ4に含まれる悪臭物質は三次元構造体10に添着された脱臭剤と容易に接触可能であり、且つ通風を妨げられることなく高い脱臭性能を発揮できるという作用を有する。
【0098】
尚、三次元構造体としては金属、金属繊維織物、プラスチック成形品、発泡ウレタン、発泡セラミック、ガラス、ガラス繊維織物など様々なものが挙げられるが、脱臭剤を担持可能であり、被処理空気が通過可能であるものであれば効果に何ら差異はない。
【0099】
(実施の形態5)
本発明の脱臭フィルタの概略図を図7に示す。図1〜図6と同じ構成、作用は、同一番号を付し、説明は省略する。
【0100】
図7に示すように、脱臭フィルタ11は、脱臭成形体に流入方向12において上流面13から下流面14まで達する貫通孔15を多数有している。
【0101】
脱臭フィルタ11には流入方向12において上流面13から下流面14まで達する貫通孔15が存在しているので、流入方向12に沿って上流面13から流入した被処理空気の流れ4に含まれる悪臭物質は貫通孔15の内部を通り抜け、被処理空気中に含まれる悪臭物質は貫通孔壁16を形成している吸着剤2に接触・吸着されて除去される。悪臭物質が吸着剤2に吸着されることにより、吸着剤2近傍の悪臭物質濃度が小さくなって貫通孔15内で悪臭物質の濃度勾配が生じる。
【0102】
そして、悪臭物質濃度が均一になるように貫通孔15内で悪臭物質の拡散が起こる。この悪臭物質の濃度勾配の発生と拡散が繰り返し連続して起こることによって悪臭物質は捕集され被処理空気中から除去される。
【0103】
このように、貫通孔15内部では悪臭物質の濃度勾配の発生と拡散の繰り返しが迅速かつ無数に繰り返されることになることから全ての貫通孔15において高い悪脱臭効率が得られる。
【0104】
また、脱臭フィルタ11の一部分だけに悪臭物質の流れが偏ってしまうとその部分だけに多量の悪臭物質が流れることになり、その一部分だけ脱臭効率の低下が早くなって脱臭フィルタ11全体の寿命の低下を起こしてしまう。本実施例では、脱臭フィルタ11全面に同じ孔径の小さな貫通孔15が無数に空いているので、すべての貫通孔15に均一に悪臭物質を含む被処理空気の流れ4に含まれる悪臭物質が通過する構造となっている。
【0105】
そのため、貫通孔15の一部だけ早く脱臭効率が低下し、結果として寿命が低下してしまうといったことが無い。また、流入方向12において上流面13から下流面14まで達する貫通孔15が多数存在しており、被処理空気の流れ4に含まれる悪臭物質の流れが流入方向12に対して平行流となるので流体通過時の抵抗が小さく、吸着剤2が多いにもかかわらず低圧力損失を実現している。
【0106】
脱臭フィルタ11に形成されている貫通孔15の断面形状としては、多角形や円形など、規則的に配列しやすい形状が挙げられる。貫通孔15の大きさは、平均半径が0.5mm以上10mm以下程度であると十分な通気性が得られ好ましい。
【0107】
また、吸着剤2により形成される貫通孔壁16の厚みは、薄いと脱臭フィルタ11自体の強度が低下し、また、厚すぎると貫通孔壁16の表面に存在する脱臭剤9と貫通孔壁16の内部に存在する吸着剤2とで悪臭物質との接触確立に差が生じ、全ての脱臭剤9が均一に使用されなくなる可能性がある。また、貫通孔壁16の厚みが厚くなればなるほど、脱臭フィルタ11の面積に占める貫通孔15の断面積比率が小さくなり、圧力損失が高くなってしまうことから、0.5mm以上10mm以下程度が好ましい。
【0108】
貫通孔15の形状や貫通孔壁16の厚みは、圧力損失、脱臭効率、寿命および脱臭フィルタ11の強度に大きく影響するので、要求される項目および流入方向12における寸法すなわち脱臭フィルタ11の厚みを考慮して決定するのが好ましい。
【0109】
実際の製造方法としては、図8に示すような複数のピン17を有し、表面が易剥離性を有する型18に吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩の混合物を充填した後、加熱後冷却して成形した脱臭フィルタ11を型18から取り外すことで貫通孔15を設ける方法が挙げられる。尚、ピン17の外周辺には図示しない型18と同素材の枠が設けられており、枠と型の隙間に吸着剤2を充填するものとする。
【0110】
この方法では、吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩の混合物を型18に充填して加熱冷却するだけで、ピン17の形状を反映した貫通孔15を設けることができ、多様な脱臭フィルタ11の設計に対しても対応し易いという利点がある。さらに、脱臭フィルタ11作製時、吸着剤2と熱可塑性樹脂3とアルカリ金属の炭酸水素塩の混合物を充填した後に加圧する工程を加えることにより、密で強固な脱臭フィルタ11が得られる。
【0111】
なお加熱方法としては、オーブン中で加熱しても良いし、通電処理による発熱、あるいはマイクロ波処理や超音波処理による発熱などを利用して加熱してもよい。
【0112】
ピン17の断面形状が脱臭フィルタ11の貫通孔15の断面形状に反映される。そのため、ピン17の断面形状は得ようとする貫通孔15の断面形状と同じにすればよい。また、ピン17の先端が徐々に細くなっていると、脱臭フィルタを型18から取り外すのが容易になる。また、ピン17の長さは脱臭フィルタ11の厚みを考慮して決定することが好ましいが、一般的には5mm以上200mm以下程度である。
【0113】
また、型18およびピン17の材質としては、アルミや鉄、ステンレス等の金属であると強度に優れ、繰り返し使えるので好ましい。また、PTFEなどのフッ素樹脂であると剥離性に優れ、成形が容易である。
【0114】
易剥離性は、型18と脱臭フィルタ11の接着性を弱め、脱臭フィルタ11を型18から外し易くするために重要である。しかしながら、液体の離型剤を用いると吸着剤2の表面が離型剤によって覆われて脱臭効率に悪影響を及ぼす可能性がある。
【0115】
そのため、型18に易剥離性を付与するには、フッ素樹脂系の離型剤を型18に噴霧し、溶剤を揮発させて型18の表面をフッ素樹脂でコーティングしたり、フッ素樹脂コーティング剤に含浸乾燥してフッ素樹脂の膜を形成して表面を被覆したりして型18の表面に易剥離性をもたせる方法や、型自体をPTFEなどのフッ素樹脂で作製する方法が好ましい。
【0116】
以上のように、アルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって吸着剤2と熱可塑性樹脂3によって形成される脱臭フィルタ11の内部及び表面に、多数の孔5を形成しているので、被処理空気の流れ4に含まれる悪臭物質と吸着剤2との接触効率が向上し、高い脱臭性能を発揮することができる。また、多数の孔5によって脱臭フィルタ11内部の吸着剤2にまで被処理空気の流れ4に含まれる悪臭物質を行き届かせることができ、吸着剤2を効率よく最大限活用することができる脱臭フィルタ11を作製できる。
【0117】
(実施の形態6)
本発明による別の脱臭フィルタを図9に示す。図1〜図8と同じ構成、作用は、同一番号を付し、説明は省略する。
【0118】
図9に示すように脱臭フィルタ11は、複数の脱臭成形体1及び、脱臭成形体1を固定する固定手段19からなり、脱臭成形体1を長手方向どうしが隣接するよう平行に積層し、且つ通風方向に対して脱臭成形体の長手方向が対向するように配置されている。
【0119】
本実施の形態では、脱臭成形体1を円柱形状にすることで脱臭成形体1どうしが隣接する部分では両側に溝が形成されるため、溝の部分ではフィルタの厚みが薄くなるため、空気抵抗を下げる作用を有する。
【0120】
脱臭成形体1の固定手段19としては脱臭成形体1どうしがずれたり変形したりしない手段を用いれば何ら効果に差異はなく、図9に示すように樹脂枠で固定する方法でもよいし、脱臭成形体1同士を支柱となる部材で貫通させるなどして固定する方法でもよい。
【0121】
こうすることで被処理空気の流れ4に含まれる悪臭物質は脱臭成形体1の外壁面6から孔5を通って中空部7に入り込み、再び孔5を通って脱臭成形体1の反対側へ抜けるように通過する。このとき、中空部7では乱流が起こるため被処理空気の流れ4に含まれる悪臭物質と吸着剤2との接触確率が上がり、ワンパスでの脱臭効率を向上することができるという作用を有する。
【0122】
以上のように、アルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって、脱臭フィルタ11の内部及び表面に、多数の孔5を形成しているので、被処理空気の流れ4に含まれる悪臭物質と吸着剤2との接触効率が向上し、高い脱臭性能を発揮することができる。また、多数の孔5によって脱臭フィルタ11内部の吸着剤2にまで被処理空気の流れ4に含まれる悪臭物質を行き届かせることができ、吸着剤2を効率よく最大限活用することができる脱臭フィルタ11を作製できる。
【0123】
(実施の形態7)
本発明による脱臭フィルタの別の実施例を図10に示す。図1〜図9と同じ構成、作用は、同一番号を付し、説明は省略する。
【0124】
図10に示すように脱臭フィルタ11は、複数の脱臭成形体1及び、脱臭成形体1を固定する固定手段19からなり、脱臭成形体を長手方向どうしが隣接するよう多段層に積層し、且つ通風方向に対して脱臭成形体の長手方向が平行となるように配置されている。
【0125】
本実施の形態では、脱臭成形体1を円柱形状にすることで、脱臭成形体1を多段層に積層したときに三つあるいは四つの脱臭成形体1のそれぞれの壁面によって被処理空気の流れ4に含まれる悪臭物質が通風可能な通風路20が形成され、空気抵抗を下げる作用を有する。
【0126】
また通風路20を形成する脱臭成形体の壁面には多数の孔5が形成されており、中空部7に充填された脱臭剤9まで容易に透過可能であるため、非常に優れたワンパスの脱臭率を得ることができるという作用を有する。
【0127】
尚、脱臭成形体1を多段層に積層する場合、図10に示すようにn列目とn+1列目を半分ずらして積層することで三つの脱臭成形体で一つの通風路20を形成するようにしてもよく、またn+1列目がそのままn列目の真上になるように積層することで四つの脱臭成形体で一つの通風路20を形成するようにしてもよい。
【0128】
また、脱臭成形体1の外壁面6にはアルカリ金属の炭酸水素塩が反応して発泡生成した二酸化炭素によって形成されるか、あるいは隣接する粒状吸着剤の重なりによって形成される孔5が多数形成されており、被処理空気の流れ4に含まれる悪臭物質が脱臭成形体1の外壁面6に沿って流れる際に、孔5を通って脱臭剤9が充填された中空部7まで被処理空気の流れ4に含まれる悪臭物質が容易に透過できるようになっている。
【0129】
また、孔5は脱臭成形体1の全面に満遍なく形成されており、全方向から被処理空気が透過可能であるため充填された脱臭剤9を効率良く使用できるという作用を有する。
【0130】
また、充填された脱臭剤9は周りを熱可塑性樹脂で固められた脱臭成形体1に覆われているため、外部と接触することがなく粉落ちを抑制する作用を有しており、例えば粉末活性炭やゼオライトなどの微粉粒子を造粒したような摩擦によって粉落ちが発生し易い造粒脱臭剤であっても問題なく使用することができるという作用を有する。
【0131】
尚、本実施の形態では脱臭剤9に熱可塑性樹脂3を混合しているが、中空部7に充填する脱臭剤9の粒子径が脱臭成形体1内の壁面に形成されている孔5の孔径よりも大きい場合は、脱臭成形体1の孔5を抜けて外部に脱臭剤9が脱落することがないので、充填する脱臭剤9にバインダ成分を混合する必要性がなく、バインダ成分によって脱臭性能が低下してしまうことを防ぎ、高い脱臭性能を発揮することができるという作用を有する。また、脱臭剤9に添着されている成分によっては加熱することで揮発したり、変性したりして脱臭能力が低下してしまう成分もあるが、こうすることによって加熱することなく脱臭剤9を充填して固定化することができるため、脱臭能力の低下を抑制できるという作用を有する。
【0132】
脱臭成形体1の固定手段19としては脱臭成形体1どうしがずれたり変形したりしない手段を用いれば何ら効果に差異はなく、図10に示すように樹脂枠で固定する方法でもよいし、脱臭成形体を支柱となる部材で貫通させるなどして固定する方法でもよい。
【0133】
こうすることで脱臭フィルタ11の通風面は、脱臭成形体1の外壁によって囲まれた通風路20がセルとなるようなハニカム形状となり、被処理空気の流れ4に含まれる悪臭物質は通風路20を通過するため、圧力損失の低い脱臭フィルタ11を提供することができるという作用を有する。また、脱臭成形体1の壁面には多数の孔5が形成されているため、被処理空気の流れ4に含まれる悪臭物質が脱臭フィルタ11を通過するときに孔5から中空部7の脱臭剤9に容易に透過することができ、ワンパスによる脱臭効率が優れた脱臭フィルタを提供できるという作用を有する。
【0134】
以上のように、アルカリ金属の炭酸水素塩が反応して発泡生成する二酸化炭素によって、脱臭フィルタ11の内部及び表面に、多数の孔5を形成しているので、被処理空気の流れ4に含まれる悪臭物質と吸着剤2との接触効率が向上し、高い脱臭性能を発揮することができる。また、多数の孔5によって脱臭フィルタ11内部の吸着剤2にまで被処理空気の流れ4に含まれる悪臭物質を行き届かせることができ、吸着剤2を効率よく最大限活用することができる脱臭フィルタ11を作製できる。
【産業上の利用可能性】
【0135】
本発明の脱臭成形体及を用いることにより、ワンパスにおける脱臭効率の優れた脱臭フィルタを提供することができる。また、フィルタ内部の脱臭剤も効率的に使用することができる長寿命の脱臭フィルタを提供することができる。また、脱臭成形体を組み合わせることで様々なサイズや形状に対応した脱臭フィルタを提供することができる。
【図面の簡単な説明】
【0136】
【図1】実施の形態1の脱臭成形体の概略図及び壁面を拡大した概略図
【図2】実施の形態2の脱臭成形体の概略図及び壁面を拡大した概略図
【図3】実施の形態2の脱臭成形体の別の形態の概略図及び壁面を拡大した概略図
【図4】実施の形態3の脱臭成形体の概略図
【図5】実施の形態3の脱臭成形体の断面図及び被処理空気の流れを示す図
【図6】実施の形態4の脱臭成形体の別の形態の断面図
【図7】実施の形態5の脱臭フィルタの概略図
【図8】実施の形態5の脱臭フィルタの成形型の概略図
【図9】実施の形態6の脱臭フィルタの概略図
【図10】実施の形態7の脱臭フィルタの概略図
【符号の説明】
【0137】
1 脱臭成形体
2 吸着剤
3 熱可塑性樹脂
4 被処理空気の流れ
5 孔
6 外壁面
7 中空部
8 粒状吸着剤
9 脱臭剤
10 三次元構造体
11 脱臭フィルタ
12 流入方向
13 上流面
14 下流面
15 貫通孔
16 貫通孔壁
17 ピン
18 型
19 固定手段
20 通風路
【特許請求の範囲】
【請求項1】
吸着剤と熱可塑性樹脂と発泡剤を混合したものを加熱成形した成形体の内部及び表面に被処理空気が透過可能な多数の孔を形成していることを特徴とする脱臭成形体。
【請求項2】
熱可塑性樹脂の溶融温度が発泡剤の反応温度よりも低いことを特徴とする請求項1記載の脱臭成形体。
【請求項3】
発泡剤がアルカリ金属の炭酸水素塩であることを特徴とする請求項1または2記載の脱臭成形体。
【請求項4】
アルカリ金属の炭酸水素塩を水溶液の状態で混合することを特徴とする請求項3記載の脱臭成形体。
【請求項5】
加熱成形直後の成形体を酸溶液に浸漬することで、アルカリ金属の炭酸水素塩と酸が反応し発泡生成する二酸化炭素によって、脱臭成形体の内部及び表面に被処理空気が透過可能な多数の孔を形成することを特徴とする請求項3または4記載の脱臭成形体。
【請求項6】
吸着剤が粒子径100μm〜1000μmの粒状吸着剤であることを特徴とする請求項1乃至5いずれか記載の脱臭成形体。
【請求項7】
吸着剤の粒子径より熱可塑性樹脂の粒子径が小さいことを特徴とする請求項1乃至6いずれか記載の脱臭成形体。
【請求項8】
吸着剤に対する熱可塑性樹脂の混合重量比が5%〜30%であることを特徴とする請求項1乃至7いずれか記載の脱臭成形体。
【請求項9】
脱臭成形体の形状を中空の棒状に加熱成形した脱臭成形体であり、脱臭成形体の外壁面から内壁面あるいは内壁面から外壁面へと被処理空気が通過可能な多数の孔を形成していることを特徴とする請求項1乃至8いずれか記載の脱臭成形体。
【請求項10】
脱臭成形体の外形状及び中空部分の形状が円柱形状であることを特徴とする請求項9記載の脱臭成形体。
【請求項11】
脱臭成形体の中空部分に脱臭剤を充填することを特徴とする請求項9または10記載の脱臭成形体。
【請求項12】
脱臭成形体の中空部分に脱臭剤を添着した三次元構造体を挿入することを特徴とする請求項9または10記載の脱臭成形体。
【請求項13】
請求項1乃至8いずれか記載の脱臭成型体に、流体の流入方向において上流面から下流面まで達する貫通孔を有することを特徴とする脱臭フィルタ。
【請求項14】
脱臭成型体に貫通孔を設けるための複数のピンを有する型に吸着剤と熱可塑性樹脂とアルカリ金属の炭酸水素塩の混合物を充填した後、加熱後冷却して脱臭成型体を作製し、前記成型体を型から取り外すことで貫通孔を設けることを特徴とする請求項13記載の脱臭フィルタ。
【請求項15】
請求項9乃至12いずれか記載の脱臭成形体を複数積層することを特徴とする脱臭フィルタ。
【請求項16】
請求項9または10記載の脱臭成形体を長手方向どうしが隣接するよう平行に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の長手方向が対向するように配置したことを特徴とする脱臭フィルタ。
【請求項17】
請求項11または12記載の脱臭成形体を長手方向どうしが隣接するよう多段層に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の長手方向が平行となるように配置したことを特徴とする脱臭フィルタ。
【請求項1】
吸着剤と熱可塑性樹脂と発泡剤を混合したものを加熱成形した成形体の内部及び表面に被処理空気が透過可能な多数の孔を形成していることを特徴とする脱臭成形体。
【請求項2】
熱可塑性樹脂の溶融温度が発泡剤の反応温度よりも低いことを特徴とする請求項1記載の脱臭成形体。
【請求項3】
発泡剤がアルカリ金属の炭酸水素塩であることを特徴とする請求項1または2記載の脱臭成形体。
【請求項4】
アルカリ金属の炭酸水素塩を水溶液の状態で混合することを特徴とする請求項3記載の脱臭成形体。
【請求項5】
加熱成形直後の成形体を酸溶液に浸漬することで、アルカリ金属の炭酸水素塩と酸が反応し発泡生成する二酸化炭素によって、脱臭成形体の内部及び表面に被処理空気が透過可能な多数の孔を形成することを特徴とする請求項3または4記載の脱臭成形体。
【請求項6】
吸着剤が粒子径100μm〜1000μmの粒状吸着剤であることを特徴とする請求項1乃至5いずれか記載の脱臭成形体。
【請求項7】
吸着剤の粒子径より熱可塑性樹脂の粒子径が小さいことを特徴とする請求項1乃至6いずれか記載の脱臭成形体。
【請求項8】
吸着剤に対する熱可塑性樹脂の混合重量比が5%〜30%であることを特徴とする請求項1乃至7いずれか記載の脱臭成形体。
【請求項9】
脱臭成形体の形状を中空の棒状に加熱成形した脱臭成形体であり、脱臭成形体の外壁面から内壁面あるいは内壁面から外壁面へと被処理空気が通過可能な多数の孔を形成していることを特徴とする請求項1乃至8いずれか記載の脱臭成形体。
【請求項10】
脱臭成形体の外形状及び中空部分の形状が円柱形状であることを特徴とする請求項9記載の脱臭成形体。
【請求項11】
脱臭成形体の中空部分に脱臭剤を充填することを特徴とする請求項9または10記載の脱臭成形体。
【請求項12】
脱臭成形体の中空部分に脱臭剤を添着した三次元構造体を挿入することを特徴とする請求項9または10記載の脱臭成形体。
【請求項13】
請求項1乃至8いずれか記載の脱臭成型体に、流体の流入方向において上流面から下流面まで達する貫通孔を有することを特徴とする脱臭フィルタ。
【請求項14】
脱臭成型体に貫通孔を設けるための複数のピンを有する型に吸着剤と熱可塑性樹脂とアルカリ金属の炭酸水素塩の混合物を充填した後、加熱後冷却して脱臭成型体を作製し、前記成型体を型から取り外すことで貫通孔を設けることを特徴とする請求項13記載の脱臭フィルタ。
【請求項15】
請求項9乃至12いずれか記載の脱臭成形体を複数積層することを特徴とする脱臭フィルタ。
【請求項16】
請求項9または10記載の脱臭成形体を長手方向どうしが隣接するよう平行に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の長手方向が対向するように配置したことを特徴とする脱臭フィルタ。
【請求項17】
請求項11または12記載の脱臭成形体を長手方向どうしが隣接するよう多段層に積層した脱臭フィルタであって、通風方向に対して脱臭成形体の長手方向が平行となるように配置したことを特徴とする脱臭フィルタ。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】

【図9】

【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−273823(P2009−273823A)
【公開日】平成21年11月26日(2009.11.26)
【国際特許分類】
【出願番号】特願2008−130429(P2008−130429)
【出願日】平成20年5月19日(2008.5.19)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成21年11月26日(2009.11.26)
【国際特許分類】
【出願日】平成20年5月19日(2008.5.19)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]