
膜の支持体
【課題】支持体の坪量を軽くして薄くしながら、接着面に膜を形成する状態で、幅方向の湾曲を抑制して、製造ラインにおける不具合を低減する。接着面に膜が形成された状態で、膜の収縮によって筒状にカールされるのを有効に防止して、製造ラインの次工程における不具合を解消する。
【解決手段】膜の支持体は、接着面12に膜2が付着される支持体であって、繊維を立体的に集合してなる複数の不織布シート1を積層すると共に、加熱加圧処理によって、不織布シート1の繊維を結合してシート状としている。支持体は、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)が異なる複数の不織布シート1を積層しており、加熱加圧処理された状態において、膜2の接着面12を幅方向に、中央凸に湾曲させている。
【解決手段】膜の支持体は、接着面12に膜2が付着される支持体であって、繊維を立体的に集合してなる複数の不織布シート1を積層すると共に、加熱加圧処理によって、不織布シート1の繊維を結合してシート状としている。支持体は、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)が異なる複数の不織布シート1を積層しており、加熱加圧処理された状態において、膜2の接着面12を幅方向に、中央凸に湾曲させている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、片面の接着面に膜を付着する膜の支持体に関し、とくに、接着面に分離膜を付着するのに最適な膜の支持体に関するものである。
【背景技術】
【0002】
分離膜の支持体として、従来、高密度の不織布と低密度の不織布とを積層した二層構造の支持体が提案されている(特許文献1及び特許文献2参照)。他方、製造方法を簡略化し、製造コストを低減するために1層構造の支持体の提案もある(特許文献3参照)。
【0003】
分離膜が使用される市場が伸びていくに従い、コスト競争も激しくなり、支持体を含めた部材へのコストダウンの要望も強くなってきている。また、スパイラル型モジュールに組み込まれて使用される場合には、その一定体積に分離膜の面積を多く収納できる方が、性能上有利となるために、支持体を含めた部材も薄いものが求められている。上記2つの要望を満たすためには、支持体の坪量を軽くして薄くするのが効率的である。
【0004】
しかしながら、支持体の坪量を軽くして薄くしていくと、支持体の剛性が弱くなり、支持体の片面に分離膜を塗布して設けた際に、塗布された分離膜の硬化時の収縮によって、幅方向の湾曲が大きく、すなわち中央部が凹状となるように湾曲する弊害が生じる。幅方向の湾曲が大きくなると、分離膜を平板状にカットして流路材と重ねて組み込む次の工程において、ラインを上手く通過することができない等の不具合が生じる原因となる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭60−238103号公報
【特許文献2】特開昭61−222506号公報
【特許文献3】特開平10−225630号公報
【特許文献4】特開2002−95937号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
以上の問題点を解決するために、本発明者らは、支持体に分離膜を積層する際に、幅方向の湾曲を軽減できる支持体とその製造方法を開発した(特許文献4参照)。この方法は、かかる原因が支持体となる不織布の抄紙条件の設定で軽減されることに着目し、不織布の長さ方向の引張強度(f2)と幅方向の引張強度(f1)との比率(f2/f1)である引張強度の縦横比(k)を2〜1とすることで、分離膜形成におけるロール搬送時の幅方向の湾曲を許容範囲に制限するものであった。
しかしながら、この方法によっても、支持体の坪量および製膜条件によっては、十分に幅方向の湾曲を軽減できずに、次工程で不具合を生じる問題点があった。とくに、分離膜を所定の大きさの平板状にカットする状態では、分離膜が筒状にカールされやすくなり、これにより、次工程でラインを上手く通過できない等の不具合を解消できない場合があった。
【0007】
本発明は、従来のこのような問題点を解決するためになされたものである。本発明の主な目的は、支持体の坪量を軽くして薄くしながら、接着面に膜を形成する状態で、幅方向の湾曲を抑制して、製造ラインにおける不具合を低減できる膜の支持体を提供することにある。
さらに、本発明の他の目的は、接着面に膜が形成された状態で、膜の収縮によって筒状にカールされるのを有効に防止して、製造ラインの次工程における不具合を解消できる膜の支持体を提供することにある。
【課題を解決するための手段及び発明の効果】
【0008】
本発明の膜の支持体は、接着面12に膜2が付着される支持体であって、繊維を立体的に集合してなる複数の不織布シート1を積層すると共に、加熱加圧処理によって、不織布シート1の繊維を結合してシート状としている。支持体は、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)が異なる複数の不織布シート1を積層しており、加熱加圧処理された状態において、膜2の接着面12を幅方向に、中央凸に湾曲させている。
なお、本明細書において、不織布シートの長さ方向とは、所定の幅のシート状に製造される不織布シートの長さ方向であって、ラインに沿って移送される不織布シートの移送方向を意味するものとする。さらに、本明細書において、不織布シートの引張強度の縦横比(k)とは、不織布シートの幅方向(横方向)の引張強度(f1)に対する長さ方向(縦方向)の引張強度(f2)の比率(f2/f1)を意味している。
【0009】
以上の支持体は、支持体の坪量を軽くして薄くしながら、接着面に膜を形成する状態で、幅方向の湾曲を抑制して、製造ラインにおける不具合を低減できる特徴がある。それは、以上の支持体が、積層された複数の不織布シートを加熱加圧処理してシート状に結合する状態で、膜の接着面を、引張強度の比率(f2/f1)が異なる複数の不織布シートを積層することで、予め幅方向に、中央部を凸とするように湾曲させるからである。この支持体が、加熱加圧処理によって幅方向に湾曲するのは、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)が異なる複数の不織布シート1を積層しているからである。不織布シートは、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)を大きくすると、加熱加圧処理による幅方向への収縮力が大きくなる。引張強度の比率(f2/f1)が大きくなると、幅方向の引張強度(f1)が弱くなって、加熱加圧処理において幅方向の収縮が大きくなるからである。このため、複数の不織布シートを加熱加圧処理してシート状に結合する支持体は、引張強度の縦横比(k)が異なる複数の不織布シートを積層することで、引張強度の縦横比(k)が大きい不織布シートの方が、引張強度の縦横比(k)が小さい不織布シートよりも幅方向への収縮力が大きくなって幅方向に湾曲する。したがって、膜の接着面側に積層する不織布シートよりも、膜が付着されない対向面側に積層する不織布シートの引張強度の縦横比(k)を大きくすることで、接着面を幅方向に、中央凸に湾曲できる。このように、膜の接着面を予め幅方向に中央凸に湾曲させてなる支持体は、この凸状面である接着面に膜を形成することで、塗布された膜の硬化時の収縮によって幅方向への湾曲が相殺されて、すなわち、加熱加圧処理によって逆方向に設けた湾曲によって、膜の収縮による幅方向の湾曲を抑制して、次工程における不具合を低減できる。とくに、以上の支持体は、伸縮差で変形するバイメタルのように、不織布シートの幅方向の収縮の差で湾曲させるので、各々の不織布シートの引張強度の縦横比(k)の差を調整することで、加熱加圧処理された状態における幅方向の湾曲をより精密にコントロールでき、しかも湾曲させる方向をも確実に安定して特定できる特徴がある。
【0010】
本発明の膜の支持体は、接着面12に設けられる膜2を分離膜とすることができる。
この支持体は、接着面に分離膜を形成する状態で、形成される分離膜の収縮によって、接着面が中央凹に湾曲するのを抑制して、分離膜の製造時における不具合を解消できる。
【0011】
本発明の膜の支持体は、2枚の不織布シート1を積層することができる。
以上の支持体は、最も簡単な構造で、支持体の坪量を軽く、薄くしながら、膜の接着面を幅方向に中央凸に湾曲させることができる。
【0012】
本発明の膜の支持体は、不織布シート1を、湿式抄紙された不織布とすることができる。
以上の支持体は、不織布シートを湿式抄紙するので、支持体の全体にわたって繊維を均一に分布できる特徴がある。
【0013】
本発明の膜の支持体は、不織布シート1を、乾式で立体的に集合された不織布とすることができる。
以上の支持体は、不織布シートを乾式で立体的に集合するので、支持体全体の強度を強くできる特徴がある。
【0014】
本発明の膜の支持体は、不織布シート1が、湿式抄紙された不織布と乾式で立体的に集合された不織布とを含むことができる。
【0015】
本発明の膜の支持体は、不織布シート1の引張強度の縦横比(k)の差を1.5以上、好ましくは、2.5以上とすることができる。
【0016】
本発明の膜の支持体は、不織布シート1を、ポリエステル繊維またはポリオレフィン繊維で構成することができる。
【0017】
本発明の膜の支持体は、複数の不織布シート1を積層してなる支持体の坪量を50〜100g/m2、厚さを50〜150μm、通気度を0.3〜6.0cc/cm2/secとすることができる。
【図面の簡単な説明】
【0018】
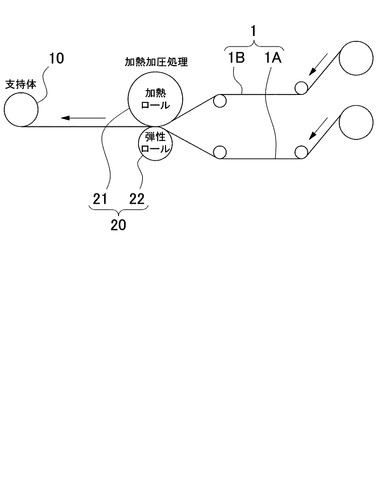
【図1】本発明の一実施例にかかる膜の支持体の加熱加圧処理工程を示す概略図である。
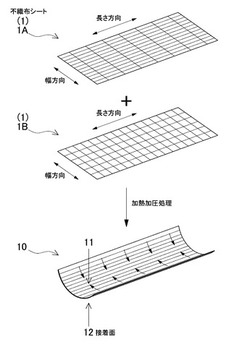
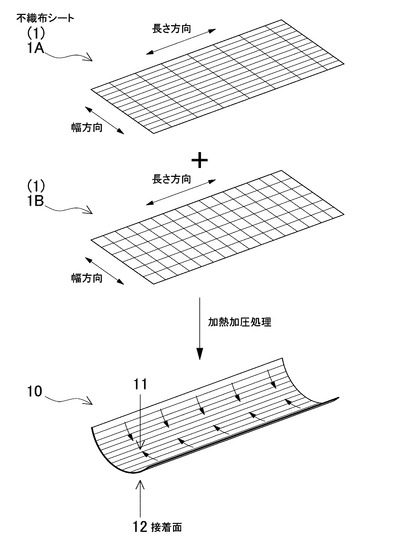
【図2】加熱加圧処理工程において支持体が幅方向に湾曲する状態を示す概略斜視図である。
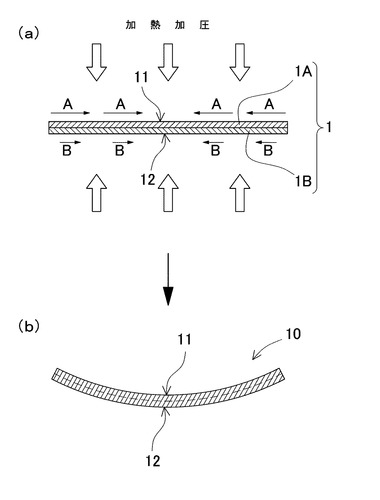
【図3】加熱加圧処理工程において支持体が幅方向に湾曲する原理を示す概略断面図である。
【図4】本発明の一実施例にかかる膜の支持体に分離膜を設ける製膜工程を示す概略図である。
【図5】製膜工程において膜の収縮による幅方向の湾曲が抑制される原理を示す概略断面図である。
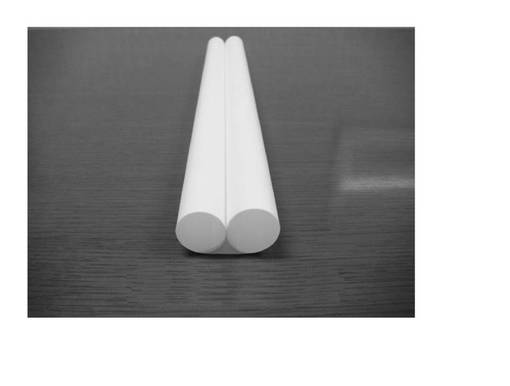
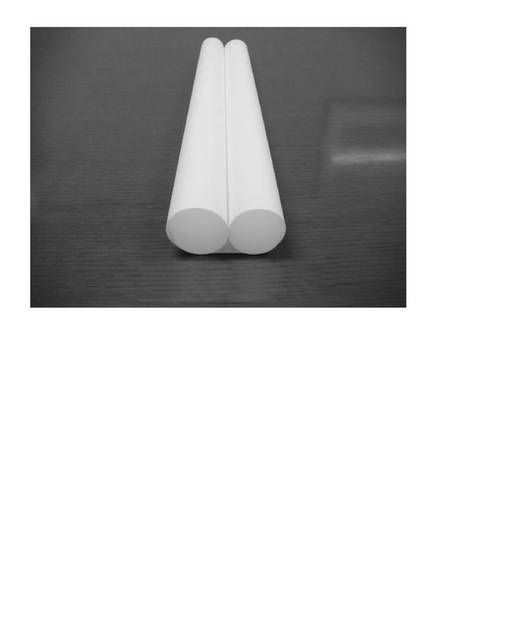
【図6】本発明の実施例1の膜の支持体の写真である。
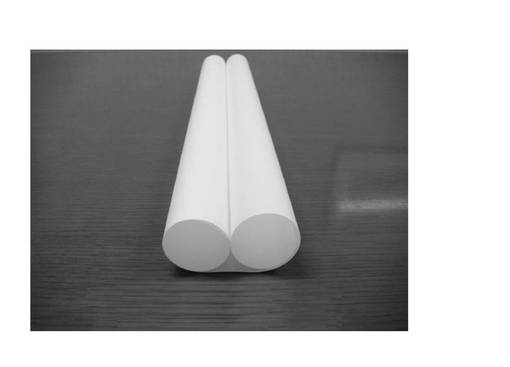
【図7】本発明の実施例1の膜の支持体に分離膜を設けた状態を示す写真である。
【図8】比較例1の支持体に分離膜を設けた状態を示す写真である。
【図9】比較例2の支持体に分離膜を設けた状態を示す写真である。
【図10】比較例3の支持体に分離膜を設けた状態を示す写真である。
【発明を実施するための形態】
【0019】
以下、本発明の実施例を図面に基づいて説明する。ただし、以下に示す実施例は、本発明の技術思想を具体化するための膜の支持体を例示するものであって、本発明は膜の支持体を以下のものに特定しない。さらに、この明細書は、特許請求の範囲を理解しやすいように、実施例に示される部材に対応する番号を、「特許請求の範囲」および「課題を解決するための手段の欄」に示される部材に付記している。ただ、特許請求の範囲に示される部材を、実施例の部材に特定するものでは決してない。
【0020】
以下、本発明の実施例として、片面の接着面に分離膜を付着する支持体について詳述する。この分離膜として、支持体の接着面にポリマー樹脂層からなる高分子膜を設けてなる分離膜、例えば、精密濾過膜、限外濾過膜、ナノ濾過膜、逆浸透膜等が最適である。これらの分離膜は、接着面に高分子膜が製膜される工程で、塗布されたポリマー樹脂の硬化時の収縮により、接着面を中央凹に湾曲させる力が作用するが、本発明の支持体は、高分子膜を製膜する接着面を、予め、中央凸に湾曲させているので、この面にポリマー樹脂層を形成して、このポリマー樹脂の硬化時の収縮により接着面を中央凹に湾曲させる力が作用しても、反対方向に湾曲してなる、すなわち接着面を中央凸に湾曲してなる支持体の引っ張り力に打ち消されて、分離膜が幅方向に湾曲するのを抑制する。ただ、本発明の支持体は、必ずしも、接着面に分離膜を設ける必要はなく、分離膜でない膜、たとえば、未硬化でペースト状のプラスチックを塗布し、このプラスチックを硬化させることで支持体の接着面に膜を設け、この膜で支持体を補強し、あるいは表面を平滑化し、あるいは又は滑りやすくする等の支持体にも使用できる。
【0021】
膜の支持体は、繊維を湿式あるいは乾式で立体的に集合して不織布シートとし、複数の不織布シートを積層して、積層された積層シートを加熱加圧処理することで、不織布シートの繊維を結合してシート状としている。さらに、支持体は、複数の不織布シートを積層している積層シートを加熱加圧処理してシート状に加工する状態で支持体が幅方向に湾曲するように、積層される不織布シートには、幅方向(横方向)の引張強度(f1)に対する長さ方向(縦方向)の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)が異なるものを使用する。
ここで、積層される不織布シートには、引張強度の縦横比(k)が異なるものを使用するが、引張強度の縦横比(k)は、長さ方向の引張強度(f2)/幅方向の引張強度(f1)で特定される。
【0022】
不織布シートは、引張強度の縦横比(k)を大きくすると、加熱加圧処理による幅方向への収縮力が大きくなる。引張強度の弱い幅方向の収縮が引張強度の強い長さ方向よりも大きくなるからである。したがって、積層される不織布シートに、引張強度の縦横比(k)が異なるものを使用することで、加熱加圧処理によって積層している不織布シートに幅方向の収縮に差が生じ、この収縮差によって幅方向に湾曲される。たとえば、引張強度の縦横比(k)に差のある2枚の不織布シートを積層して加熱加圧処理すると、幅方向の引張強度の弱い不織布シート、すなわち引張強度の縦横比(k)の大きい不織布シートは収縮が大きく、引張強度の縦横比(k)の小さい不織布シートは収縮が小さくなって、収縮の差によって幅方向に湾曲する。複数の不織布シートを積層して加熱加圧処理している支持体は、各々の不織布シートの引張強度の縦横比(k)の差をコントロールすることで、より正確に幅方向の湾曲をコントロールできる。たとえば、引張強度の縦横比(k)の差を大きくして幅方向の湾曲を大きくし、反対に、引張強度の縦横比(k)の差を小さくして湾曲を小さくできる。支持体の接着面に付着される膜は、硬化するときに収縮して支持体を湾曲させる。支持体の湾曲と、膜の収縮による湾曲とが互いに相殺するように、不織布シートの引張強度の縦横比(k)の差を特定して幅方向の湾曲をコントロールすることで、接着面に成膜する状態での湾曲を抑制する。
【0023】
不織布シートは、乾式、湿式等の各種製法で製造される。不織布シートは、好ましくは、主体繊維とバインダー繊維を混合して製造される。不織布シートに使用される主体繊維およびバインダー繊維として、ポリエステル繊維、ポリオレフィン繊維、ナイロン繊維、アラミド繊維、ポリフェニレンサルファイド繊維、ポリビニルアルコール繊維等の合成繊維を、単独であるいは複数を混合して使用することができる。これ等のバインダー繊維を含む不織布シートは、加熱加圧処理して繊維を交点で結合して強靭にできる。不織布シートは、バインダー繊維を添加しないで製造することもできる。ただ、バインダー繊維を添加してなる不織布シートを加熱加圧処理した支持体は、バインダー繊維が繊維の交点を溶着することで強度が向上し、表面も平滑になることより、膜の支持体としてより好ましくなる。
【0024】
バインダー繊維としては、好ましくは、ポリエステル繊維を使用する。ポリエステル系バインダー繊維を使用することは、機械的強度、熱加工適性、コスト等の総合的な見地から最適である。ポリエステル系バインダー繊維としては、低融点ポリエステル繊維あるいは未延伸ポリエステル繊維等を使用することができる。ポリエステル系バインダー繊維の融点は、主体繊維のそれよりも低温で、110〜260℃の範囲であることが好ましい。
【0025】
バインダー繊維の混合量は、主体繊維の結合度を考慮して決められるのがよい。好ましくは20〜80重量%、さらに好ましくは30〜70重量%とするのがよい。バインダー繊維の混合量が少なすぎる場合には、強度が弱く、表面も平滑になりにくくなる。また、バインダー繊維の混合量が多すぎる場合には、コストも高くなり、適当な通気度が得られにくくなる。
【0026】
不織布シートを構成する繊維は、繊維径を3〜30μm、好ましくは、5〜20μmとし、繊維長を1〜25mm、好ましくは、3〜15mmとするものが適している。さらに、支持体は、複数の不織布シートを積層して加熱加圧処理される状態における、坪量を50〜100g/m2とし、全体の厚さを50〜150μmとし、通気度を0.3〜6.0cc/cm2/secとしている。
【0027】
不織布シートは、前述した混合量で湿式または乾式等の各種製法で製造される。湿式法で製造される不織布シートは、全体的に繊維を均一に分布できる特徴がある。ただし、本発明は、乾式その他の方法で製造した不織布シートを使用できるのはいうまでもない。さらに、互いに積層される不織布シートは、湿式で製造された不織布シートと乾式で製造された不織布シートとを積層することもできる。
【0028】
湿式法では、まず主体繊維とバインダー繊維を均一に水中に分散させ、その後スクリーン(異物、塊等除去)等の工程を通り、最終の繊維濃度を0.01〜0.50重量%濃度に調整し、抄造する。また、より均一な不織布シートを得るために、工程中で分散助剤、消泡剤、親水剤、帯電防止剤等の薬品を添加する場合もある。
【0029】
湿式で製造される不織布シートは、抄紙機で別々に製造された複数枚の不織布シートを積層して加熱加圧処理し、1枚のシート状に結合して支持体とすることができる。このように、湿式で製造された複数枚の不織布シートを積層して加熱加圧処理する支持体は、より均一にできる特長がある。さらに、複数の不織布シートを積層し、加熱加圧処理して1枚のシート状に結合する支持体は、積層する不織布シートに、長さ方向と幅方向の引張強度の縦横比(k)に差のあるものを使用して、加熱加圧処理における収縮力の差によって幅方向に湾曲させる。
【0030】
ただ、湿式で製造される不織布シートは、抄造工程において、複数の不織布シートを抄き合わせて積層し、複数層に積層された1枚の不織布シートを加熱加圧処理して支持体とすることもできる。この不織布シートは、円網、短網、長網、傾斜金網、サクションフォーマー等の一種類もしくは数種類の方式で、複数の不織布シートを互いに抄き合わせて積層することができる。このように、抄造工程で複数の不織布シートを抄き合わせて積層し、この不織布シートを加熱加圧処理する支持体も、全体を均一にできる特長がある。さらに、この支持体は、複数の不織布シートを抄き合わす抄造工程において、互いに積層される各々の不織布シートの長さ方向と幅方向の引張強度の縦横比(k)に差を設けて、加熱加圧処理における収縮力の差によって幅方向に湾曲させる。
【0031】
互いに積層される各々の不織布シートは、引張強度の縦横比(k)が所定値となるように、抄造工程で調整される。不織布シートの引張強度の縦横比(k)を調整するには、傾斜金網上で抄紙するのが適している。この方法は、原料分散混合液の濃度、水流速度、傾斜金網のワイヤーの速度、傾斜の角度等を調整することにより、引張強度の縦横比(k)を調整できる。不織布シートは、抄造工程において、長さ方向の繊維の配向が幅方向の配向よりも強くなるように繊維を集合させることで、長さ方向の引張強度を強く、幅方向の引張強度を弱くして、引張強度の縦横比(k)を大きくすることができる。ただ、湿式で製造される不織布シートは、円網、短網、長網、サクションフォーマー等を使用して抄紙して、引張強度の縦横比(k)の差を調整できる。
【0032】
乾式で製造される不織布シートは、ケミカルボンド、サーマルボンド、スパンレース、ニードルパンチ、ステッチボンド、スパンボンド、メルトブロー等の一種類もしくは数種類を複合して製造される。さらに、乾式で製造される不織布シートは、移動するベルトの上に、繊維を方向性なく供給して製造される。この不織布シートは、ベルトの移動速度や、ベルトに供給する繊維の方向性で、幅方向の引張強度(f1)に対する長手方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)をコントロールする。たとえば、ベルトの移動速度を速くして繊維を供給することで、長さ方向の繊維の配向が幅方向の配向よりも強くなるように繊維を集合して、長さ方向の引張強度を強く、幅方向の引張強度を弱くして、引張強度の縦横比(k)を大きくすることができる。
【0033】
不織布シートは、引張強度の縦横比(k)を大きくすると、加熱加圧処理による幅方向への収縮力が大きくなる。それは、長さ方向における引張強度が、幅方向における引張強度よりも強くなるため、加熱加圧処理でバインダー繊維が交点を結合する状態において、長さ方向よりも幅方向に収縮しやすくなるからである。さらに、互いに積層される不織布シートは、引張強度の縦横比(k)に所定値以上の差を持たせることで、加熱加圧処理してシート状に結合する状態において幅方向に湾曲される。互いに積層される不織布シートの引張強度の縦横比(k)が等しいと、加熱加圧処理してシート状に結合される状態において、それぞれの不織布シートの収縮力が均衡して、幅方向に湾曲されなくなる。本発明の支持体は、積層された複数の不織布シートを加熱加圧処理することによって、膜が設けられる接着面となる面を幅方向に中央凸に湾曲させるが、積層された不織布シートを加熱加圧処理する状態では、接着面と対向面の両面において、幅方向に収縮する力が作用する。このため、対向面に作用する収縮力が接着面に作用する収縮力よりも大きくなるように調整して、支持体の対向面側を幅方向に中央凹に湾曲させて、接着面側を幅方向に中央凸に湾曲させる。したがって、互いに積層される不織布シートは、接着面となる表面に積層される不織布シートの引張強度の縦横比(k1)よりも、接着面と反対側の面である対向面となる表面に積層される不織布シートの引張強度の縦横比(k2)を大きく調整して、対向面に作用する収縮力を接着面に作用する収縮力よりも大きくする。
【0034】
支持体は、積層される不織布シートの引張強度の縦横比(k)の差で、加熱加圧処理された収縮における幅方向の湾曲をコントロールする。積層される不織布シートの引張強度の縦横比(k)の差は、小さ過ぎると、支持体自体の幅方向の湾曲が少なくなって、膜の収縮による湾曲を相殺できくなる。したがって、積層される不織布シートの引張強度の縦横比(k)の差は、好ましくは1.5以上、さらに好ましくは2.5以上とする。反対に、積層される不織布シートの引張強度の縦横比(k)の差が大き過ぎると、加熱加圧処理する工程で幅方向に湾曲しようとする力が大きすぎて、シワになったり、上手く巻き取ることができなくなるので、引張強度の縦横比(k)の差は、好ましくは15以下、さらに好ましくは10以下とする。ただ、支持体に付着される膜の収縮も一定でないので、不織布シートの引張強度の縦横比(k)の差は、成膜される膜の収縮を考慮して最適な値に設定される。
【0035】
湿式で製造される不織布シートは、引張強度の縦横比(k)が大抵の場合1よりも大きくなるので、接着面の反対側に積層される不織布シートの引張強度の縦横比(k1)を2.5以上、好ましくは3.5以上として、加熱加圧処理された状態での収縮力を大きくし、かつ接着面の不織布シートの引張強度の縦横比(k2)を、反対側に積層される不織布シートの引張強度の縦横比(k1)よりも1.5以上、好ましくは2.5以上小さくなるようにして、接着面を幅方向に中央凸に湾曲させる。
【0036】
以上のようにして得られる不織布シートを複数枚積層すると共に、積層された積層シートを熱圧加工設備で加熱加圧処理してシート状に結合する。図1は、熱圧加工設備20の一例を示している。この図は、互いに積層された2枚の不織布シート1を、2本のロールで挟んで移送しながら、連続的に加熱加圧処理する状態を示している。図に示す熱圧加工設備20は、不織布シート1を挟んで移送する2本のロールを、加熱ロール21と弾性ロール22としている。この熱圧加工設備20は、加熱ロール21の表面温度と、加熱ロール21と弾性ロール22の挟着力と、不織布シート1の移送速度、すなわち、押圧時間を調節して加熱加圧処理する程度を制御している。ただ、熱圧加工設備は、2本の加熱ロールで挟着しながら移送して、加熱加圧処理することもできる。加熱ロール21の表面温度は、150〜260℃、好ましくは200〜250℃とし、加熱ロール21と弾性ロール22で挟着する圧力は、40〜250kg/cm、好ましくは100〜200kg/cmとし、不織布シート1の移送速度は、10〜100m/min、好ましくは20〜60m/minとして加熱加圧処理する。
【0037】
以上の加熱加圧処理工程においては、要求される支持体の仕様により、加熱ロールの表面温度と、2本のロールの挟着力と、不織布シートの移送速度を調整する。加熱ロールの表面温度と2本のロールの挟着力が高く、不織布シートの移送温度が遅い場合には、熱の入りが強くなり、逆に加熱ロールの表面温度とロールの挟着力が低く、不織布シートの度が速い場合には、熱の入りが弱くなる。上記の条件を上手く調整することと、抄造工程で使用する原料繊維の太さ、配合率を調整することで、最適な支持体を得ることができる。
【0038】
ここで、図2と図3は、引張強度の縦横比(k)に差を設けた2枚の不織布シート1を積層し、この積層シートを加熱加圧処理してシート状に結合する状態で、成形された支持体10が幅方向に湾曲する原理図を示している。これらの図において、対向面11となる面に積層される第1の不織布シート1Aの引張強度の縦横比(k1)は、接着面12となる面に積層される第2の不織布シート1Bの引張強度の縦横比(k2)よりも大きく調整しており、図3の(a)の矢印Aと矢印Bで示すように、対向面11側の収縮力(矢印Aで表示)が接着面12側の収縮力(矢印Bで表示)よりも大きくなって、図3の(b)で示すように、接着面12を中央凸として、対向面11を中央凹とする状態で幅方向に湾曲する。
【0039】
図1ないし図3では、積層する不織布シート1を2枚とし、対向面11側に積層される第1の不織布シート1Aと、接着面12側に積層される第2の不織布シート1Bとを加熱加圧処理して互いに結合して、1枚の支持体10とする状態を示している。ただ、支持体は、図示しないが、3枚以上の不織布シートを積層して加熱加圧処理し、これらを互いに結合して支持体とすることもできる。この支持体は、対向面側に積層される第1の不織布シートの引張強度の縦横比(k1)と、接着面側に積層される第2の不織布シートの引張強度の縦横比(k2)に加えて、中間に積層される中間の不織布シートの引張強度の縦横比(k3)も調整することで、支持体の幅方向への湾曲状態を調整できる。
【0040】
さらに、以上の加熱加圧処理においては、複数の不織布シートを積層する状態で同時に加熱加圧処理しているが、互いに積層される複数枚の不織布シートは、前工程として加熱加圧加工したものを使用することもできる。すなわち、予め加熱加圧加工してなる不織布シートに、加熱加圧前の不織布シートを重ねて加熱加圧処理して結合することもできる。
【0041】
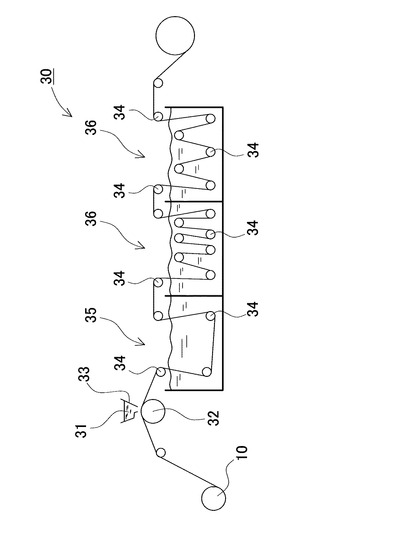
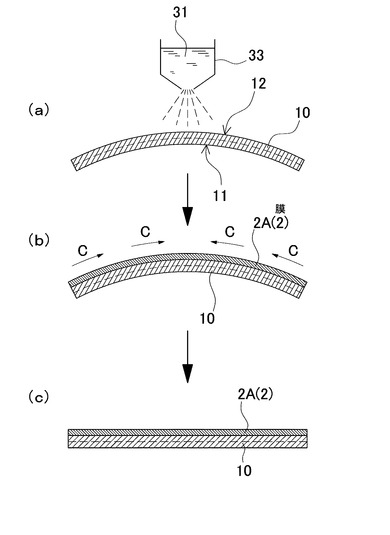
以上のようにして製造された支持体は、製膜工程において接着面12に膜2が付着して設けられる。図4と図5は、一般的な製膜工程設備30で、接着面12にポリマー溶液31を塗布して、この面に半透膜2Aを設ける工程を示している。この図に示すように、支持体10をドラム32に沿って回転させながら、接着面12である凸状面の表面にポリマー溶液31を膜状に付着させる。ポリマー溶液31はドラム32の上方に配設されたホッパー33に充填している。ホッパー33は支持体10との境界からポリマー溶液31が漏れないように、下端を支持体10の接着面12に接近させている。支持体10に塗布したポリマー溶液31を硬化させるために、支持体10をドラム32から離して凝固槽35に導入する。凝固槽35に導入された支持体10は、移送ロール34に搬送されて凝固槽35に浸漬される。
【0042】
ポリマー溶液31には、例えばポリスルフォンを16.5重量%の濃度で、N,N−ジメチルホルムアミド(DMF)に溶解したものが使用できる。このポリマー溶液31は、水に接触すると、ポリスルフォンがゲル化して固まる性質を持つため、水を入れた凝固槽35に浸漬してゲル化させる。その後、凝固槽35を通過した支持体10は、洗浄槽36に浸漬し、残留しているDMFを洗浄しながら凝固させる。以上のようにして、支持体10の接着面12に、半透膜2Aとして20〜100μmのポリスルフォン層を設ける。
【0043】
この工程において、支持体10は、図5の(b)に示すように、接着面12に形成される半透膜2Aの収縮力(矢印Cで表示)によって、接着面12側が幅方向に湾曲しようとする。従来の支持体では、この時に、支持体が幅方向に大きく湾曲して、上手くロール搬送できなくなることがあった。これに対して、本発明の支持体10では、膜2の硬化時の収縮による湾曲方向とは逆方向に、すなわち、接着面12が幅方向に中央凸となるように予め湾曲させている。このように、接着面12を予め逆方向に湾曲させてなる支持体10は、凸状面である接着面12に膜2を形成することで、塗布された膜2の硬化時の収縮による幅方向への湾曲が相殺されて、膜2の収縮力による幅方向への湾曲が抑制される。すなわち、加熱加圧処理によって逆方向に設けた湾曲によって、膜の収縮による幅方向の湾曲を抑制して、支持体10が大きく湾曲されるのが阻止される。これにより、膜2が設けられた支持体10は、ロール搬送をスムーズに行うことが可能になる。
【0044】
その後、半透膜2Aの表面に活性層(スキン層)をコーティングする。活性層には用途に応じて、酢酸セルロース等のセルロース系、ポリアミド系、ポリイミド系等が使用される。活性層は、半透膜よりも薄く付着される。
一般的に、活性層をコーティングする前の段階の半透膜が精密濾過膜、限外濾過膜と言われ、活性層をコーティングした段階の半透膜がナノ濾過膜、逆浸透膜と言われる。
用途としては、造水、酪農、食品、医薬、化学、原子力工業、染色加工業等、多分野に多種用途があり、各々の半透膜の支持体として使用することができる。
【0045】
以下に、本発明の実施例について具体的に説明する。ただ、本発明は以下の実施例に限定するものではない。
なお、以下の例の物性は次のようにして求めた。また、以下の例において、%は特に断らない限り、重量%を意味する。
《坪量》JIS P 8124に準拠して測定した。
《厚さ》JIS P 8118に準拠して測定した。
《引張強度》JIS P 8113に準拠して測定した。
《引張強度の縦横比(k)》JIS P 8113に準拠して不織布シートの長さ方向(縦方向)の引張強度(f2)と幅方向(横方向)の引張強度(f1)を測定し、以下の式に基づいて引張強度の縦横比(k)を求めた。
引張強度の縦横比(k)=長さ方向の引張強度(f2)/幅方向の引張強度(f1)
《通気度》JIS L 1096に準拠して、フラジール形試験機を用いて測定した。
【実施例1】
【0046】
[不織布シートの抄造工程1]
繊維径が7μmで繊維長が5mmの延伸ポリエチレンテレフタレート(PET)繊維56%と、繊維径が11μmで繊維長が5mmの未延伸PET繊維44%を、チェスト内で水中に充分に分散させて、繊維濃度0.05%の水性スラリーを調整し、これを傾斜金網抄紙機に送り、水性スラリーの水流速度と傾斜金網の抄紙速度を調整することで、引張強度の縦横比(k)を調整しながら、繊維を立体的に集合してなる湿式不織布シートの原紙Aを抄造した。
抄造された原紙Aを50mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)を求めた。
この原紙Aは、坪量38g/m2で、引張強度の縦横比(k)が6.7であった。
【0047】
[不織布シートの抄造工程2]
繊維径が12μmで繊維長が5mmの延伸PET繊維60%と、繊維径が11μmで繊維長が5mmの未延伸PET繊維40%を、チェスト内で水中に充分分散させて、繊維濃度0.05%の水性スラリーを調整し、これを傾斜金網抄紙機に送り、水性スラリーの水流速度と傾斜金網の抄紙速度を調整することで、引張強度の縦横比(k)を調整しながら、繊維を立体的に集合してなる湿式不織布シートの原紙Fを抄造した。
抄造された原紙Fを50mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)を求めた。
この原紙Fは、坪量38g/m2で、引張強度の縦横比(k)が1.8であった。
【0048】
[加熱加圧処理工程]
得られた2枚の不織布シート(原紙Aと原紙F)を積層し、図1に示すように、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、連続的に加熱熱圧処理した。この工程において、加熱ロール21は、表面温度を230℃とし、加熱ロール21と弾性ロール22とで狭着される圧力は、180kg/cmとし、加工される速度を27m/minとして、積層された不織布シートを加熱加圧処理してシート状に結合した。
【0049】
以上のようにして得られた実施例1の支持体は、坪量78g/m2、厚さ93μm、通気度が0.8cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると3.5であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認した。この支持体は、原紙F側の表面が幅方向に中央凸に湾曲し、原紙A側の表面が幅方向に中央凹に湾曲していた。この支持体の写真を図6に示す。ただし、この写真は、原紙F側を下面とし、原紙A側を上面として、支持体を水平な台の上に載せた状態を示している。この写真からも分かるように、得られた支持体は、幅方向の両端縁が台の上面から約20mm浮く状態で湾曲していた。
【実施例2】
【0050】
不織布シートの抄造工程2において、引張強度の縦横比(k)が3.6となるように調整して湿式不織布シートの原紙Eを抄造する以外、実施例1と同様にして、坪量38g/m2で引張強度の縦横比(k)が6.7の原紙Aと、坪量38g/m2で引張強度の縦横比(k)が3.6の原紙Eを抄造した。
得られた2枚の不織布シート(原紙Aと原紙E)を積層し、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、実施例1と同じ条件で加熱熱圧処理して、積層された不織布シートをシート状に結合した。
【0051】
以上のようにして得られた実施例2の支持体は、坪量78g/m2、厚さ93μm、通気度が0.7cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると4.5であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認した。この支持体は、原紙E側の表面が幅方向に中央凸に湾曲し、原紙A側の表面が幅方向に中央凹に湾曲していた。この支持体を、原紙E側を下面とし、原紙A側を上面として、水平な台の上に載せると、幅方向の両端縁が台の上面から約12mm浮く状態で湾曲していた。
【実施例3】
【0052】
不織布シートの抄造工程1において、引張強度の縦横比(k)が3.6となるように調整して湿式不織布シートの原紙Bを抄造する以外、実施例1と同様にして、坪量38g/m2で引張強度の縦横比(k)が3.6の原紙Bと、坪量38g/m2で引張強度の縦横比(k)が1.8の原紙Fを抄造した。
得られた2枚の不織布シート(原紙Aと原紙F)を積層し、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、実施例1と同じ条件で加熱熱圧処理して、積層された不織布シートをシート状に結合した。
【0053】
以上のようにして得られた実施例3の支持体は、坪量78g/m2、厚さ93μm、通気度が0.9cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると2.6であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認した。この支持体は、原紙F側の表面が幅方向に中央凸に湾曲し、原紙B側の表面が幅方向に中央凹に湾曲していた。この支持体を、原紙F側を下面とし、原紙B側を上面として、水平な台の上に載せると、幅方向の両端縁が台の上面から約7mm浮く状態で湾曲していた。
【比較例1】
【0054】
不織布シートの抄造工程2において、引張強度の縦横比(k)が6.7となるように調整して湿式不織布シートの原紙Dを抄造する以外、実施例1と同様にして、坪量38g/m2で引張強度の縦横比(k)が6.7の原紙Aと、坪量38g/m2で引張強度の縦横比(k)が6.7の原紙Dを抄造した。
得られた2枚の不織布シート(原紙Aと原紙D)を積層し、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、実施例1と同じ条件で加熱熱圧処理して、積層された不織布シートをシート状に結合した。
【0055】
以上のようにして得られた比較例1の支持体は、坪量79g/m2、厚さ92μm、通気度が0.5cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると5.7であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認したが、この支持体は、幅方向への湾曲が生じていなかった。
【比較例2】
【0056】
不織布シートの抄造工程1において、引張強度の縦横比(k)が3.6となるように調整して湿式不織布シートの原紙Bを抄造し、不織布シートの抄造工程2において、引張強度の縦横比(k)が3.6となるように調整して湿式不織布シートの原紙Eを抄造する以外、実施例1と同様にして、坪量38g/m2で引張強度の縦横比(k)が3.6の原紙Bと、坪量38g/m2で引張強度の縦横比(k)が3.6の原紙Eを抄造した。
得られた2枚の不織布シート(原紙Bと原紙E)を積層し、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、実施例1と同じ条件で加熱熱圧処理して、積層された不織布シートをシート状に結合した。
【0057】
以上のようにして得られた比較例2の支持体は、坪量78g/m2、厚さ92μm、通気度が0.8cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると3.7であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認したが、この支持体は、幅方向への湾曲が生じていなかった。
【比較例3】
【0058】
不織布シートの抄造工程1において、引張強度の縦横比(k)が1.8となるように調整して湿式不織布シートの原紙Cを抄造する以外、実施例1と同様にして、坪量38g/m2で引張強度の縦横比(k)が1.8の原紙Cと、坪量38g/m2で引張強度の縦横比(k)が1.8の原紙Fを抄造した。
得られた2枚の不織布シート(原紙Cと原紙F)を積層し、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、実施例1と同じ条件で加熱熱圧処理して、積層された不織布シートをシート状に結合した。
【0059】
以上のようにして得られた比較例3の支持体は、坪量79g/m2、厚さ94μm、通気度が1.0cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると1.8であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認したが、この支持体は、幅方向への湾曲が生じていなかった。
【0060】
実施例1ないし3、及び比較例1ないし3で得られた支持体の物性を表1に示す。
【0061】
【表1】

【0062】
[製膜工程]
さらに、実施例1〜3、及び比較例1〜3で得られた支持体の接着面に、以下のようにして分離膜を設けた。実施例1と3の支持体は、原紙F側の表面を接着面として、また、実施例2の支持体は、原紙E側の表面を接着面として、さらにまた、比較例1〜3の支持体は、それぞれ原紙D側、原紙E側、原紙F側の表面を接着面として、図4に示す一般的な製膜工程設備30で分離膜を設けた。この製膜工程において、ポリスルフォンを16.5%の濃度でN,N−ジメチルホルムアミド(DMF)に溶解したポリマー溶液を支持体の接着面に塗布し、水を入れた凝固槽に浸漬してゲル化させ、その後、洗浄槽に浸漬し残留しているDMFを洗浄しながら凝固させて、接着面に分離膜を設けた。
以上のようにして、実施例1〜3、及び比較例1〜3の支持体の接着面上に、厚さ35μmのポリスルフォン層を積層して分離膜を設けた。
【0063】
以上の製膜工程で分離膜が形成された実施例1〜3、及び比較例1〜3の支持体を400mm(幅)×500mm(長さ)の寸法のシート状に裁断して、接着面に形成された分離膜の硬化時の収縮による幅方向への湾曲の程度を確認した。図7ないし図10は、シート状に裁断された実施例1及び比較例1〜3の支持体が幅方向に湾曲する状態を示す写真である。ただし、これらの写真は、分離膜積層面を上面として、支持体を水平な台の上に載せた状態を示している。
【0064】
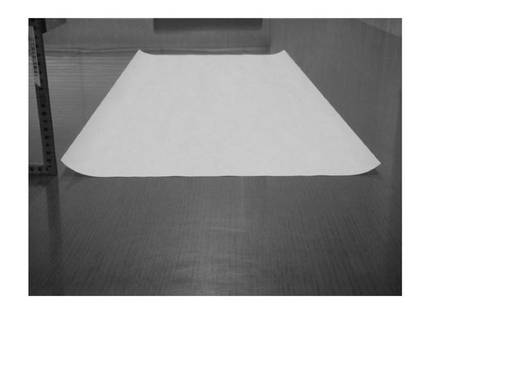
実施例1の支持体は、図7の写真からも分かるように、分離膜積層面を上面として水平な台の上に載せた状態で、幅方向の両端縁が台の上面から約20mm浮く状態に湾曲しただけであった。この支持体は、次工程も問題なく通過することができて不具合が生じることはなかった。
【0065】
実施例2の支持体は、分離膜積層面を上面として水平な台の上に載せた状態で、幅方向の両端縁が台の上面から約25mm浮く状態に湾曲したが、次工程も問題なく通過することができて不具合が生じることはなかった。
【0066】
実施例3の支持体は、分離膜積層面を上面として水平な台の上に載せた状態で、幅方向の両端縁が台の上面から約30mm浮く状態に湾曲したが、次工程も問題なく通過することができて不具合が生じることはなかった。
【0067】
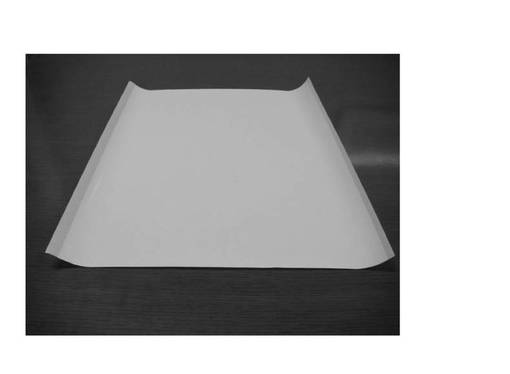
比較例1の支持体は、図8の写真で示すように、分離膜積層面を上面として水平な台の上に載せた状態で、分離膜の収縮により、幅方向の両端から中央部に向かって、分離膜を内側として、直径を約30mmとする筒状にカールした。この支持体は、筒状にカールしてしまうことで、次工程をうまく通過できずに不具合が生じてしまった。
【0068】
比較例2の支持体は、図9の写真で示すように、分離膜積層面を上面として水平な台の上に載せた状態で、分離膜の収縮により、幅方向の両端から中央部に向かって、分離膜を内側として、直径を約35mmとする筒状にカールした。この支持体は、筒状にカールしてしまうことで、次工程をうまく通過できずに不具合が生じてしまった。
【0069】
比較例3の支持体は、図10の写真で示すように、分離膜積層面を上面として水平な台の上に載せた状態で、分離膜の収縮により、幅方向の両端から中央部に向かって、分離膜を内側として、直径を約40mmとする筒状にカールした。この支持体は、筒状にカールしてしまうことで、次工程をうまく通過できずに不具合が生じてしまった。
【0070】
以上のように、分離膜が形成された実施例1〜3、及び比較例1〜3の支持体の幅方向の湾曲の度合いは、実施例1〜3の支持体ではほとんど湾曲が生じなかったのに対して、比較例1〜3においては、比較例3、比較例2、比較例1の順にカールが強くなった。
とくに、実施例の支持体と比較例の支持体の加熱加圧処理後の引張強度の縦横比(k)を比較すると、実施例の支持体は、比較例3の支持体よりも引張強度の縦横比(k)が大きく、また、実施例1の支持体と比較例2の支持体とは引張強度の縦横比(k)が同等であるにも関わらず、実施例の支持体の方が、接着面に分離膜を積層した際の幅方向の湾曲が極めて少なくなった。この結果からも、支持体の接着面を、予め幅方向に中央凸に湾曲させた効果だと推察できる。
【符号の説明】
【0071】
1…不織布シート 1A…第1の不織布シート
1B…第2の不織布シート
2…膜 2A…半透膜
10…支持体
11…対向面
12…接着面
20…熱圧加工設備
21…加熱ロール
22…弾性ロール
30…製膜工程設備
31…ポリマー溶液
32…ドラム
33…ホッパー
34…移送ロール
35…凝固槽
36…洗浄槽
【技術分野】
【0001】
本発明は、片面の接着面に膜を付着する膜の支持体に関し、とくに、接着面に分離膜を付着するのに最適な膜の支持体に関するものである。
【背景技術】
【0002】
分離膜の支持体として、従来、高密度の不織布と低密度の不織布とを積層した二層構造の支持体が提案されている(特許文献1及び特許文献2参照)。他方、製造方法を簡略化し、製造コストを低減するために1層構造の支持体の提案もある(特許文献3参照)。
【0003】
分離膜が使用される市場が伸びていくに従い、コスト競争も激しくなり、支持体を含めた部材へのコストダウンの要望も強くなってきている。また、スパイラル型モジュールに組み込まれて使用される場合には、その一定体積に分離膜の面積を多く収納できる方が、性能上有利となるために、支持体を含めた部材も薄いものが求められている。上記2つの要望を満たすためには、支持体の坪量を軽くして薄くするのが効率的である。
【0004】
しかしながら、支持体の坪量を軽くして薄くしていくと、支持体の剛性が弱くなり、支持体の片面に分離膜を塗布して設けた際に、塗布された分離膜の硬化時の収縮によって、幅方向の湾曲が大きく、すなわち中央部が凹状となるように湾曲する弊害が生じる。幅方向の湾曲が大きくなると、分離膜を平板状にカットして流路材と重ねて組み込む次の工程において、ラインを上手く通過することができない等の不具合が生じる原因となる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭60−238103号公報
【特許文献2】特開昭61−222506号公報
【特許文献3】特開平10−225630号公報
【特許文献4】特開2002−95937号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
以上の問題点を解決するために、本発明者らは、支持体に分離膜を積層する際に、幅方向の湾曲を軽減できる支持体とその製造方法を開発した(特許文献4参照)。この方法は、かかる原因が支持体となる不織布の抄紙条件の設定で軽減されることに着目し、不織布の長さ方向の引張強度(f2)と幅方向の引張強度(f1)との比率(f2/f1)である引張強度の縦横比(k)を2〜1とすることで、分離膜形成におけるロール搬送時の幅方向の湾曲を許容範囲に制限するものであった。
しかしながら、この方法によっても、支持体の坪量および製膜条件によっては、十分に幅方向の湾曲を軽減できずに、次工程で不具合を生じる問題点があった。とくに、分離膜を所定の大きさの平板状にカットする状態では、分離膜が筒状にカールされやすくなり、これにより、次工程でラインを上手く通過できない等の不具合を解消できない場合があった。
【0007】
本発明は、従来のこのような問題点を解決するためになされたものである。本発明の主な目的は、支持体の坪量を軽くして薄くしながら、接着面に膜を形成する状態で、幅方向の湾曲を抑制して、製造ラインにおける不具合を低減できる膜の支持体を提供することにある。
さらに、本発明の他の目的は、接着面に膜が形成された状態で、膜の収縮によって筒状にカールされるのを有効に防止して、製造ラインの次工程における不具合を解消できる膜の支持体を提供することにある。
【課題を解決するための手段及び発明の効果】
【0008】
本発明の膜の支持体は、接着面12に膜2が付着される支持体であって、繊維を立体的に集合してなる複数の不織布シート1を積層すると共に、加熱加圧処理によって、不織布シート1の繊維を結合してシート状としている。支持体は、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)が異なる複数の不織布シート1を積層しており、加熱加圧処理された状態において、膜2の接着面12を幅方向に、中央凸に湾曲させている。
なお、本明細書において、不織布シートの長さ方向とは、所定の幅のシート状に製造される不織布シートの長さ方向であって、ラインに沿って移送される不織布シートの移送方向を意味するものとする。さらに、本明細書において、不織布シートの引張強度の縦横比(k)とは、不織布シートの幅方向(横方向)の引張強度(f1)に対する長さ方向(縦方向)の引張強度(f2)の比率(f2/f1)を意味している。
【0009】
以上の支持体は、支持体の坪量を軽くして薄くしながら、接着面に膜を形成する状態で、幅方向の湾曲を抑制して、製造ラインにおける不具合を低減できる特徴がある。それは、以上の支持体が、積層された複数の不織布シートを加熱加圧処理してシート状に結合する状態で、膜の接着面を、引張強度の比率(f2/f1)が異なる複数の不織布シートを積層することで、予め幅方向に、中央部を凸とするように湾曲させるからである。この支持体が、加熱加圧処理によって幅方向に湾曲するのは、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)が異なる複数の不織布シート1を積層しているからである。不織布シートは、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)を大きくすると、加熱加圧処理による幅方向への収縮力が大きくなる。引張強度の比率(f2/f1)が大きくなると、幅方向の引張強度(f1)が弱くなって、加熱加圧処理において幅方向の収縮が大きくなるからである。このため、複数の不織布シートを加熱加圧処理してシート状に結合する支持体は、引張強度の縦横比(k)が異なる複数の不織布シートを積層することで、引張強度の縦横比(k)が大きい不織布シートの方が、引張強度の縦横比(k)が小さい不織布シートよりも幅方向への収縮力が大きくなって幅方向に湾曲する。したがって、膜の接着面側に積層する不織布シートよりも、膜が付着されない対向面側に積層する不織布シートの引張強度の縦横比(k)を大きくすることで、接着面を幅方向に、中央凸に湾曲できる。このように、膜の接着面を予め幅方向に中央凸に湾曲させてなる支持体は、この凸状面である接着面に膜を形成することで、塗布された膜の硬化時の収縮によって幅方向への湾曲が相殺されて、すなわち、加熱加圧処理によって逆方向に設けた湾曲によって、膜の収縮による幅方向の湾曲を抑制して、次工程における不具合を低減できる。とくに、以上の支持体は、伸縮差で変形するバイメタルのように、不織布シートの幅方向の収縮の差で湾曲させるので、各々の不織布シートの引張強度の縦横比(k)の差を調整することで、加熱加圧処理された状態における幅方向の湾曲をより精密にコントロールでき、しかも湾曲させる方向をも確実に安定して特定できる特徴がある。
【0010】
本発明の膜の支持体は、接着面12に設けられる膜2を分離膜とすることができる。
この支持体は、接着面に分離膜を形成する状態で、形成される分離膜の収縮によって、接着面が中央凹に湾曲するのを抑制して、分離膜の製造時における不具合を解消できる。
【0011】
本発明の膜の支持体は、2枚の不織布シート1を積層することができる。
以上の支持体は、最も簡単な構造で、支持体の坪量を軽く、薄くしながら、膜の接着面を幅方向に中央凸に湾曲させることができる。
【0012】
本発明の膜の支持体は、不織布シート1を、湿式抄紙された不織布とすることができる。
以上の支持体は、不織布シートを湿式抄紙するので、支持体の全体にわたって繊維を均一に分布できる特徴がある。
【0013】
本発明の膜の支持体は、不織布シート1を、乾式で立体的に集合された不織布とすることができる。
以上の支持体は、不織布シートを乾式で立体的に集合するので、支持体全体の強度を強くできる特徴がある。
【0014】
本発明の膜の支持体は、不織布シート1が、湿式抄紙された不織布と乾式で立体的に集合された不織布とを含むことができる。
【0015】
本発明の膜の支持体は、不織布シート1の引張強度の縦横比(k)の差を1.5以上、好ましくは、2.5以上とすることができる。
【0016】
本発明の膜の支持体は、不織布シート1を、ポリエステル繊維またはポリオレフィン繊維で構成することができる。
【0017】
本発明の膜の支持体は、複数の不織布シート1を積層してなる支持体の坪量を50〜100g/m2、厚さを50〜150μm、通気度を0.3〜6.0cc/cm2/secとすることができる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施例にかかる膜の支持体の加熱加圧処理工程を示す概略図である。
【図2】加熱加圧処理工程において支持体が幅方向に湾曲する状態を示す概略斜視図である。
【図3】加熱加圧処理工程において支持体が幅方向に湾曲する原理を示す概略断面図である。
【図4】本発明の一実施例にかかる膜の支持体に分離膜を設ける製膜工程を示す概略図である。
【図5】製膜工程において膜の収縮による幅方向の湾曲が抑制される原理を示す概略断面図である。
【図6】本発明の実施例1の膜の支持体の写真である。
【図7】本発明の実施例1の膜の支持体に分離膜を設けた状態を示す写真である。
【図8】比較例1の支持体に分離膜を設けた状態を示す写真である。
【図9】比較例2の支持体に分離膜を設けた状態を示す写真である。
【図10】比較例3の支持体に分離膜を設けた状態を示す写真である。
【発明を実施するための形態】
【0019】
以下、本発明の実施例を図面に基づいて説明する。ただし、以下に示す実施例は、本発明の技術思想を具体化するための膜の支持体を例示するものであって、本発明は膜の支持体を以下のものに特定しない。さらに、この明細書は、特許請求の範囲を理解しやすいように、実施例に示される部材に対応する番号を、「特許請求の範囲」および「課題を解決するための手段の欄」に示される部材に付記している。ただ、特許請求の範囲に示される部材を、実施例の部材に特定するものでは決してない。
【0020】
以下、本発明の実施例として、片面の接着面に分離膜を付着する支持体について詳述する。この分離膜として、支持体の接着面にポリマー樹脂層からなる高分子膜を設けてなる分離膜、例えば、精密濾過膜、限外濾過膜、ナノ濾過膜、逆浸透膜等が最適である。これらの分離膜は、接着面に高分子膜が製膜される工程で、塗布されたポリマー樹脂の硬化時の収縮により、接着面を中央凹に湾曲させる力が作用するが、本発明の支持体は、高分子膜を製膜する接着面を、予め、中央凸に湾曲させているので、この面にポリマー樹脂層を形成して、このポリマー樹脂の硬化時の収縮により接着面を中央凹に湾曲させる力が作用しても、反対方向に湾曲してなる、すなわち接着面を中央凸に湾曲してなる支持体の引っ張り力に打ち消されて、分離膜が幅方向に湾曲するのを抑制する。ただ、本発明の支持体は、必ずしも、接着面に分離膜を設ける必要はなく、分離膜でない膜、たとえば、未硬化でペースト状のプラスチックを塗布し、このプラスチックを硬化させることで支持体の接着面に膜を設け、この膜で支持体を補強し、あるいは表面を平滑化し、あるいは又は滑りやすくする等の支持体にも使用できる。
【0021】
膜の支持体は、繊維を湿式あるいは乾式で立体的に集合して不織布シートとし、複数の不織布シートを積層して、積層された積層シートを加熱加圧処理することで、不織布シートの繊維を結合してシート状としている。さらに、支持体は、複数の不織布シートを積層している積層シートを加熱加圧処理してシート状に加工する状態で支持体が幅方向に湾曲するように、積層される不織布シートには、幅方向(横方向)の引張強度(f1)に対する長さ方向(縦方向)の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)が異なるものを使用する。
ここで、積層される不織布シートには、引張強度の縦横比(k)が異なるものを使用するが、引張強度の縦横比(k)は、長さ方向の引張強度(f2)/幅方向の引張強度(f1)で特定される。
【0022】
不織布シートは、引張強度の縦横比(k)を大きくすると、加熱加圧処理による幅方向への収縮力が大きくなる。引張強度の弱い幅方向の収縮が引張強度の強い長さ方向よりも大きくなるからである。したがって、積層される不織布シートに、引張強度の縦横比(k)が異なるものを使用することで、加熱加圧処理によって積層している不織布シートに幅方向の収縮に差が生じ、この収縮差によって幅方向に湾曲される。たとえば、引張強度の縦横比(k)に差のある2枚の不織布シートを積層して加熱加圧処理すると、幅方向の引張強度の弱い不織布シート、すなわち引張強度の縦横比(k)の大きい不織布シートは収縮が大きく、引張強度の縦横比(k)の小さい不織布シートは収縮が小さくなって、収縮の差によって幅方向に湾曲する。複数の不織布シートを積層して加熱加圧処理している支持体は、各々の不織布シートの引張強度の縦横比(k)の差をコントロールすることで、より正確に幅方向の湾曲をコントロールできる。たとえば、引張強度の縦横比(k)の差を大きくして幅方向の湾曲を大きくし、反対に、引張強度の縦横比(k)の差を小さくして湾曲を小さくできる。支持体の接着面に付着される膜は、硬化するときに収縮して支持体を湾曲させる。支持体の湾曲と、膜の収縮による湾曲とが互いに相殺するように、不織布シートの引張強度の縦横比(k)の差を特定して幅方向の湾曲をコントロールすることで、接着面に成膜する状態での湾曲を抑制する。
【0023】
不織布シートは、乾式、湿式等の各種製法で製造される。不織布シートは、好ましくは、主体繊維とバインダー繊維を混合して製造される。不織布シートに使用される主体繊維およびバインダー繊維として、ポリエステル繊維、ポリオレフィン繊維、ナイロン繊維、アラミド繊維、ポリフェニレンサルファイド繊維、ポリビニルアルコール繊維等の合成繊維を、単独であるいは複数を混合して使用することができる。これ等のバインダー繊維を含む不織布シートは、加熱加圧処理して繊維を交点で結合して強靭にできる。不織布シートは、バインダー繊維を添加しないで製造することもできる。ただ、バインダー繊維を添加してなる不織布シートを加熱加圧処理した支持体は、バインダー繊維が繊維の交点を溶着することで強度が向上し、表面も平滑になることより、膜の支持体としてより好ましくなる。
【0024】
バインダー繊維としては、好ましくは、ポリエステル繊維を使用する。ポリエステル系バインダー繊維を使用することは、機械的強度、熱加工適性、コスト等の総合的な見地から最適である。ポリエステル系バインダー繊維としては、低融点ポリエステル繊維あるいは未延伸ポリエステル繊維等を使用することができる。ポリエステル系バインダー繊維の融点は、主体繊維のそれよりも低温で、110〜260℃の範囲であることが好ましい。
【0025】
バインダー繊維の混合量は、主体繊維の結合度を考慮して決められるのがよい。好ましくは20〜80重量%、さらに好ましくは30〜70重量%とするのがよい。バインダー繊維の混合量が少なすぎる場合には、強度が弱く、表面も平滑になりにくくなる。また、バインダー繊維の混合量が多すぎる場合には、コストも高くなり、適当な通気度が得られにくくなる。
【0026】
不織布シートを構成する繊維は、繊維径を3〜30μm、好ましくは、5〜20μmとし、繊維長を1〜25mm、好ましくは、3〜15mmとするものが適している。さらに、支持体は、複数の不織布シートを積層して加熱加圧処理される状態における、坪量を50〜100g/m2とし、全体の厚さを50〜150μmとし、通気度を0.3〜6.0cc/cm2/secとしている。
【0027】
不織布シートは、前述した混合量で湿式または乾式等の各種製法で製造される。湿式法で製造される不織布シートは、全体的に繊維を均一に分布できる特徴がある。ただし、本発明は、乾式その他の方法で製造した不織布シートを使用できるのはいうまでもない。さらに、互いに積層される不織布シートは、湿式で製造された不織布シートと乾式で製造された不織布シートとを積層することもできる。
【0028】
湿式法では、まず主体繊維とバインダー繊維を均一に水中に分散させ、その後スクリーン(異物、塊等除去)等の工程を通り、最終の繊維濃度を0.01〜0.50重量%濃度に調整し、抄造する。また、より均一な不織布シートを得るために、工程中で分散助剤、消泡剤、親水剤、帯電防止剤等の薬品を添加する場合もある。
【0029】
湿式で製造される不織布シートは、抄紙機で別々に製造された複数枚の不織布シートを積層して加熱加圧処理し、1枚のシート状に結合して支持体とすることができる。このように、湿式で製造された複数枚の不織布シートを積層して加熱加圧処理する支持体は、より均一にできる特長がある。さらに、複数の不織布シートを積層し、加熱加圧処理して1枚のシート状に結合する支持体は、積層する不織布シートに、長さ方向と幅方向の引張強度の縦横比(k)に差のあるものを使用して、加熱加圧処理における収縮力の差によって幅方向に湾曲させる。
【0030】
ただ、湿式で製造される不織布シートは、抄造工程において、複数の不織布シートを抄き合わせて積層し、複数層に積層された1枚の不織布シートを加熱加圧処理して支持体とすることもできる。この不織布シートは、円網、短網、長網、傾斜金網、サクションフォーマー等の一種類もしくは数種類の方式で、複数の不織布シートを互いに抄き合わせて積層することができる。このように、抄造工程で複数の不織布シートを抄き合わせて積層し、この不織布シートを加熱加圧処理する支持体も、全体を均一にできる特長がある。さらに、この支持体は、複数の不織布シートを抄き合わす抄造工程において、互いに積層される各々の不織布シートの長さ方向と幅方向の引張強度の縦横比(k)に差を設けて、加熱加圧処理における収縮力の差によって幅方向に湾曲させる。
【0031】
互いに積層される各々の不織布シートは、引張強度の縦横比(k)が所定値となるように、抄造工程で調整される。不織布シートの引張強度の縦横比(k)を調整するには、傾斜金網上で抄紙するのが適している。この方法は、原料分散混合液の濃度、水流速度、傾斜金網のワイヤーの速度、傾斜の角度等を調整することにより、引張強度の縦横比(k)を調整できる。不織布シートは、抄造工程において、長さ方向の繊維の配向が幅方向の配向よりも強くなるように繊維を集合させることで、長さ方向の引張強度を強く、幅方向の引張強度を弱くして、引張強度の縦横比(k)を大きくすることができる。ただ、湿式で製造される不織布シートは、円網、短網、長網、サクションフォーマー等を使用して抄紙して、引張強度の縦横比(k)の差を調整できる。
【0032】
乾式で製造される不織布シートは、ケミカルボンド、サーマルボンド、スパンレース、ニードルパンチ、ステッチボンド、スパンボンド、メルトブロー等の一種類もしくは数種類を複合して製造される。さらに、乾式で製造される不織布シートは、移動するベルトの上に、繊維を方向性なく供給して製造される。この不織布シートは、ベルトの移動速度や、ベルトに供給する繊維の方向性で、幅方向の引張強度(f1)に対する長手方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)をコントロールする。たとえば、ベルトの移動速度を速くして繊維を供給することで、長さ方向の繊維の配向が幅方向の配向よりも強くなるように繊維を集合して、長さ方向の引張強度を強く、幅方向の引張強度を弱くして、引張強度の縦横比(k)を大きくすることができる。
【0033】
不織布シートは、引張強度の縦横比(k)を大きくすると、加熱加圧処理による幅方向への収縮力が大きくなる。それは、長さ方向における引張強度が、幅方向における引張強度よりも強くなるため、加熱加圧処理でバインダー繊維が交点を結合する状態において、長さ方向よりも幅方向に収縮しやすくなるからである。さらに、互いに積層される不織布シートは、引張強度の縦横比(k)に所定値以上の差を持たせることで、加熱加圧処理してシート状に結合する状態において幅方向に湾曲される。互いに積層される不織布シートの引張強度の縦横比(k)が等しいと、加熱加圧処理してシート状に結合される状態において、それぞれの不織布シートの収縮力が均衡して、幅方向に湾曲されなくなる。本発明の支持体は、積層された複数の不織布シートを加熱加圧処理することによって、膜が設けられる接着面となる面を幅方向に中央凸に湾曲させるが、積層された不織布シートを加熱加圧処理する状態では、接着面と対向面の両面において、幅方向に収縮する力が作用する。このため、対向面に作用する収縮力が接着面に作用する収縮力よりも大きくなるように調整して、支持体の対向面側を幅方向に中央凹に湾曲させて、接着面側を幅方向に中央凸に湾曲させる。したがって、互いに積層される不織布シートは、接着面となる表面に積層される不織布シートの引張強度の縦横比(k1)よりも、接着面と反対側の面である対向面となる表面に積層される不織布シートの引張強度の縦横比(k2)を大きく調整して、対向面に作用する収縮力を接着面に作用する収縮力よりも大きくする。
【0034】
支持体は、積層される不織布シートの引張強度の縦横比(k)の差で、加熱加圧処理された収縮における幅方向の湾曲をコントロールする。積層される不織布シートの引張強度の縦横比(k)の差は、小さ過ぎると、支持体自体の幅方向の湾曲が少なくなって、膜の収縮による湾曲を相殺できくなる。したがって、積層される不織布シートの引張強度の縦横比(k)の差は、好ましくは1.5以上、さらに好ましくは2.5以上とする。反対に、積層される不織布シートの引張強度の縦横比(k)の差が大き過ぎると、加熱加圧処理する工程で幅方向に湾曲しようとする力が大きすぎて、シワになったり、上手く巻き取ることができなくなるので、引張強度の縦横比(k)の差は、好ましくは15以下、さらに好ましくは10以下とする。ただ、支持体に付着される膜の収縮も一定でないので、不織布シートの引張強度の縦横比(k)の差は、成膜される膜の収縮を考慮して最適な値に設定される。
【0035】
湿式で製造される不織布シートは、引張強度の縦横比(k)が大抵の場合1よりも大きくなるので、接着面の反対側に積層される不織布シートの引張強度の縦横比(k1)を2.5以上、好ましくは3.5以上として、加熱加圧処理された状態での収縮力を大きくし、かつ接着面の不織布シートの引張強度の縦横比(k2)を、反対側に積層される不織布シートの引張強度の縦横比(k1)よりも1.5以上、好ましくは2.5以上小さくなるようにして、接着面を幅方向に中央凸に湾曲させる。
【0036】
以上のようにして得られる不織布シートを複数枚積層すると共に、積層された積層シートを熱圧加工設備で加熱加圧処理してシート状に結合する。図1は、熱圧加工設備20の一例を示している。この図は、互いに積層された2枚の不織布シート1を、2本のロールで挟んで移送しながら、連続的に加熱加圧処理する状態を示している。図に示す熱圧加工設備20は、不織布シート1を挟んで移送する2本のロールを、加熱ロール21と弾性ロール22としている。この熱圧加工設備20は、加熱ロール21の表面温度と、加熱ロール21と弾性ロール22の挟着力と、不織布シート1の移送速度、すなわち、押圧時間を調節して加熱加圧処理する程度を制御している。ただ、熱圧加工設備は、2本の加熱ロールで挟着しながら移送して、加熱加圧処理することもできる。加熱ロール21の表面温度は、150〜260℃、好ましくは200〜250℃とし、加熱ロール21と弾性ロール22で挟着する圧力は、40〜250kg/cm、好ましくは100〜200kg/cmとし、不織布シート1の移送速度は、10〜100m/min、好ましくは20〜60m/minとして加熱加圧処理する。
【0037】
以上の加熱加圧処理工程においては、要求される支持体の仕様により、加熱ロールの表面温度と、2本のロールの挟着力と、不織布シートの移送速度を調整する。加熱ロールの表面温度と2本のロールの挟着力が高く、不織布シートの移送温度が遅い場合には、熱の入りが強くなり、逆に加熱ロールの表面温度とロールの挟着力が低く、不織布シートの度が速い場合には、熱の入りが弱くなる。上記の条件を上手く調整することと、抄造工程で使用する原料繊維の太さ、配合率を調整することで、最適な支持体を得ることができる。
【0038】
ここで、図2と図3は、引張強度の縦横比(k)に差を設けた2枚の不織布シート1を積層し、この積層シートを加熱加圧処理してシート状に結合する状態で、成形された支持体10が幅方向に湾曲する原理図を示している。これらの図において、対向面11となる面に積層される第1の不織布シート1Aの引張強度の縦横比(k1)は、接着面12となる面に積層される第2の不織布シート1Bの引張強度の縦横比(k2)よりも大きく調整しており、図3の(a)の矢印Aと矢印Bで示すように、対向面11側の収縮力(矢印Aで表示)が接着面12側の収縮力(矢印Bで表示)よりも大きくなって、図3の(b)で示すように、接着面12を中央凸として、対向面11を中央凹とする状態で幅方向に湾曲する。
【0039】
図1ないし図3では、積層する不織布シート1を2枚とし、対向面11側に積層される第1の不織布シート1Aと、接着面12側に積層される第2の不織布シート1Bとを加熱加圧処理して互いに結合して、1枚の支持体10とする状態を示している。ただ、支持体は、図示しないが、3枚以上の不織布シートを積層して加熱加圧処理し、これらを互いに結合して支持体とすることもできる。この支持体は、対向面側に積層される第1の不織布シートの引張強度の縦横比(k1)と、接着面側に積層される第2の不織布シートの引張強度の縦横比(k2)に加えて、中間に積層される中間の不織布シートの引張強度の縦横比(k3)も調整することで、支持体の幅方向への湾曲状態を調整できる。
【0040】
さらに、以上の加熱加圧処理においては、複数の不織布シートを積層する状態で同時に加熱加圧処理しているが、互いに積層される複数枚の不織布シートは、前工程として加熱加圧加工したものを使用することもできる。すなわち、予め加熱加圧加工してなる不織布シートに、加熱加圧前の不織布シートを重ねて加熱加圧処理して結合することもできる。
【0041】
以上のようにして製造された支持体は、製膜工程において接着面12に膜2が付着して設けられる。図4と図5は、一般的な製膜工程設備30で、接着面12にポリマー溶液31を塗布して、この面に半透膜2Aを設ける工程を示している。この図に示すように、支持体10をドラム32に沿って回転させながら、接着面12である凸状面の表面にポリマー溶液31を膜状に付着させる。ポリマー溶液31はドラム32の上方に配設されたホッパー33に充填している。ホッパー33は支持体10との境界からポリマー溶液31が漏れないように、下端を支持体10の接着面12に接近させている。支持体10に塗布したポリマー溶液31を硬化させるために、支持体10をドラム32から離して凝固槽35に導入する。凝固槽35に導入された支持体10は、移送ロール34に搬送されて凝固槽35に浸漬される。
【0042】
ポリマー溶液31には、例えばポリスルフォンを16.5重量%の濃度で、N,N−ジメチルホルムアミド(DMF)に溶解したものが使用できる。このポリマー溶液31は、水に接触すると、ポリスルフォンがゲル化して固まる性質を持つため、水を入れた凝固槽35に浸漬してゲル化させる。その後、凝固槽35を通過した支持体10は、洗浄槽36に浸漬し、残留しているDMFを洗浄しながら凝固させる。以上のようにして、支持体10の接着面12に、半透膜2Aとして20〜100μmのポリスルフォン層を設ける。
【0043】
この工程において、支持体10は、図5の(b)に示すように、接着面12に形成される半透膜2Aの収縮力(矢印Cで表示)によって、接着面12側が幅方向に湾曲しようとする。従来の支持体では、この時に、支持体が幅方向に大きく湾曲して、上手くロール搬送できなくなることがあった。これに対して、本発明の支持体10では、膜2の硬化時の収縮による湾曲方向とは逆方向に、すなわち、接着面12が幅方向に中央凸となるように予め湾曲させている。このように、接着面12を予め逆方向に湾曲させてなる支持体10は、凸状面である接着面12に膜2を形成することで、塗布された膜2の硬化時の収縮による幅方向への湾曲が相殺されて、膜2の収縮力による幅方向への湾曲が抑制される。すなわち、加熱加圧処理によって逆方向に設けた湾曲によって、膜の収縮による幅方向の湾曲を抑制して、支持体10が大きく湾曲されるのが阻止される。これにより、膜2が設けられた支持体10は、ロール搬送をスムーズに行うことが可能になる。
【0044】
その後、半透膜2Aの表面に活性層(スキン層)をコーティングする。活性層には用途に応じて、酢酸セルロース等のセルロース系、ポリアミド系、ポリイミド系等が使用される。活性層は、半透膜よりも薄く付着される。
一般的に、活性層をコーティングする前の段階の半透膜が精密濾過膜、限外濾過膜と言われ、活性層をコーティングした段階の半透膜がナノ濾過膜、逆浸透膜と言われる。
用途としては、造水、酪農、食品、医薬、化学、原子力工業、染色加工業等、多分野に多種用途があり、各々の半透膜の支持体として使用することができる。
【0045】
以下に、本発明の実施例について具体的に説明する。ただ、本発明は以下の実施例に限定するものではない。
なお、以下の例の物性は次のようにして求めた。また、以下の例において、%は特に断らない限り、重量%を意味する。
《坪量》JIS P 8124に準拠して測定した。
《厚さ》JIS P 8118に準拠して測定した。
《引張強度》JIS P 8113に準拠して測定した。
《引張強度の縦横比(k)》JIS P 8113に準拠して不織布シートの長さ方向(縦方向)の引張強度(f2)と幅方向(横方向)の引張強度(f1)を測定し、以下の式に基づいて引張強度の縦横比(k)を求めた。
引張強度の縦横比(k)=長さ方向の引張強度(f2)/幅方向の引張強度(f1)
《通気度》JIS L 1096に準拠して、フラジール形試験機を用いて測定した。
【実施例1】
【0046】
[不織布シートの抄造工程1]
繊維径が7μmで繊維長が5mmの延伸ポリエチレンテレフタレート(PET)繊維56%と、繊維径が11μmで繊維長が5mmの未延伸PET繊維44%を、チェスト内で水中に充分に分散させて、繊維濃度0.05%の水性スラリーを調整し、これを傾斜金網抄紙機に送り、水性スラリーの水流速度と傾斜金網の抄紙速度を調整することで、引張強度の縦横比(k)を調整しながら、繊維を立体的に集合してなる湿式不織布シートの原紙Aを抄造した。
抄造された原紙Aを50mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)を求めた。
この原紙Aは、坪量38g/m2で、引張強度の縦横比(k)が6.7であった。
【0047】
[不織布シートの抄造工程2]
繊維径が12μmで繊維長が5mmの延伸PET繊維60%と、繊維径が11μmで繊維長が5mmの未延伸PET繊維40%を、チェスト内で水中に充分分散させて、繊維濃度0.05%の水性スラリーを調整し、これを傾斜金網抄紙機に送り、水性スラリーの水流速度と傾斜金網の抄紙速度を調整することで、引張強度の縦横比(k)を調整しながら、繊維を立体的に集合してなる湿式不織布シートの原紙Fを抄造した。
抄造された原紙Fを50mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)を求めた。
この原紙Fは、坪量38g/m2で、引張強度の縦横比(k)が1.8であった。
【0048】
[加熱加圧処理工程]
得られた2枚の不織布シート(原紙Aと原紙F)を積層し、図1に示すように、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、連続的に加熱熱圧処理した。この工程において、加熱ロール21は、表面温度を230℃とし、加熱ロール21と弾性ロール22とで狭着される圧力は、180kg/cmとし、加工される速度を27m/minとして、積層された不織布シートを加熱加圧処理してシート状に結合した。
【0049】
以上のようにして得られた実施例1の支持体は、坪量78g/m2、厚さ93μm、通気度が0.8cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると3.5であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認した。この支持体は、原紙F側の表面が幅方向に中央凸に湾曲し、原紙A側の表面が幅方向に中央凹に湾曲していた。この支持体の写真を図6に示す。ただし、この写真は、原紙F側を下面とし、原紙A側を上面として、支持体を水平な台の上に載せた状態を示している。この写真からも分かるように、得られた支持体は、幅方向の両端縁が台の上面から約20mm浮く状態で湾曲していた。
【実施例2】
【0050】
不織布シートの抄造工程2において、引張強度の縦横比(k)が3.6となるように調整して湿式不織布シートの原紙Eを抄造する以外、実施例1と同様にして、坪量38g/m2で引張強度の縦横比(k)が6.7の原紙Aと、坪量38g/m2で引張強度の縦横比(k)が3.6の原紙Eを抄造した。
得られた2枚の不織布シート(原紙Aと原紙E)を積層し、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、実施例1と同じ条件で加熱熱圧処理して、積層された不織布シートをシート状に結合した。
【0051】
以上のようにして得られた実施例2の支持体は、坪量78g/m2、厚さ93μm、通気度が0.7cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると4.5であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認した。この支持体は、原紙E側の表面が幅方向に中央凸に湾曲し、原紙A側の表面が幅方向に中央凹に湾曲していた。この支持体を、原紙E側を下面とし、原紙A側を上面として、水平な台の上に載せると、幅方向の両端縁が台の上面から約12mm浮く状態で湾曲していた。
【実施例3】
【0052】
不織布シートの抄造工程1において、引張強度の縦横比(k)が3.6となるように調整して湿式不織布シートの原紙Bを抄造する以外、実施例1と同様にして、坪量38g/m2で引張強度の縦横比(k)が3.6の原紙Bと、坪量38g/m2で引張強度の縦横比(k)が1.8の原紙Fを抄造した。
得られた2枚の不織布シート(原紙Aと原紙F)を積層し、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、実施例1と同じ条件で加熱熱圧処理して、積層された不織布シートをシート状に結合した。
【0053】
以上のようにして得られた実施例3の支持体は、坪量78g/m2、厚さ93μm、通気度が0.9cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると2.6であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認した。この支持体は、原紙F側の表面が幅方向に中央凸に湾曲し、原紙B側の表面が幅方向に中央凹に湾曲していた。この支持体を、原紙F側を下面とし、原紙B側を上面として、水平な台の上に載せると、幅方向の両端縁が台の上面から約7mm浮く状態で湾曲していた。
【比較例1】
【0054】
不織布シートの抄造工程2において、引張強度の縦横比(k)が6.7となるように調整して湿式不織布シートの原紙Dを抄造する以外、実施例1と同様にして、坪量38g/m2で引張強度の縦横比(k)が6.7の原紙Aと、坪量38g/m2で引張強度の縦横比(k)が6.7の原紙Dを抄造した。
得られた2枚の不織布シート(原紙Aと原紙D)を積層し、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、実施例1と同じ条件で加熱熱圧処理して、積層された不織布シートをシート状に結合した。
【0055】
以上のようにして得られた比較例1の支持体は、坪量79g/m2、厚さ92μm、通気度が0.5cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると5.7であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認したが、この支持体は、幅方向への湾曲が生じていなかった。
【比較例2】
【0056】
不織布シートの抄造工程1において、引張強度の縦横比(k)が3.6となるように調整して湿式不織布シートの原紙Bを抄造し、不織布シートの抄造工程2において、引張強度の縦横比(k)が3.6となるように調整して湿式不織布シートの原紙Eを抄造する以外、実施例1と同様にして、坪量38g/m2で引張強度の縦横比(k)が3.6の原紙Bと、坪量38g/m2で引張強度の縦横比(k)が3.6の原紙Eを抄造した。
得られた2枚の不織布シート(原紙Bと原紙E)を積層し、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、実施例1と同じ条件で加熱熱圧処理して、積層された不織布シートをシート状に結合した。
【0057】
以上のようにして得られた比較例2の支持体は、坪量78g/m2、厚さ92μm、通気度が0.8cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると3.7であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認したが、この支持体は、幅方向への湾曲が生じていなかった。
【比較例3】
【0058】
不織布シートの抄造工程1において、引張強度の縦横比(k)が1.8となるように調整して湿式不織布シートの原紙Cを抄造する以外、実施例1と同様にして、坪量38g/m2で引張強度の縦横比(k)が1.8の原紙Cと、坪量38g/m2で引張強度の縦横比(k)が1.8の原紙Fを抄造した。
得られた2枚の不織布シート(原紙Cと原紙F)を積層し、加熱ロール21と弾性ロール22を組み合わせた熱圧加工設備20で、実施例1と同じ条件で加熱熱圧処理して、積層された不織布シートをシート状に結合した。
【0059】
以上のようにして得られた比較例3の支持体は、坪量79g/m2、厚さ94μm、通気度が1.0cc/cm2/secであった。また、この支持体を15mm幅に裁断し、つかみ具の間隔を180mmにセットした引張試験機で、長さ方向(縦方向)の引張強度(f2)と、幅方向(横方向)の引張強度(f1)とを測定し、引張強度の縦横比(k)を求めると1.8であった。
さらに、この支持体を400mm(幅)×1000mm(長さ)の寸法のシート状に裁断して、幅方向への湾曲の程度を確認したが、この支持体は、幅方向への湾曲が生じていなかった。
【0060】
実施例1ないし3、及び比較例1ないし3で得られた支持体の物性を表1に示す。
【0061】
【表1】
【0062】
[製膜工程]
さらに、実施例1〜3、及び比較例1〜3で得られた支持体の接着面に、以下のようにして分離膜を設けた。実施例1と3の支持体は、原紙F側の表面を接着面として、また、実施例2の支持体は、原紙E側の表面を接着面として、さらにまた、比較例1〜3の支持体は、それぞれ原紙D側、原紙E側、原紙F側の表面を接着面として、図4に示す一般的な製膜工程設備30で分離膜を設けた。この製膜工程において、ポリスルフォンを16.5%の濃度でN,N−ジメチルホルムアミド(DMF)に溶解したポリマー溶液を支持体の接着面に塗布し、水を入れた凝固槽に浸漬してゲル化させ、その後、洗浄槽に浸漬し残留しているDMFを洗浄しながら凝固させて、接着面に分離膜を設けた。
以上のようにして、実施例1〜3、及び比較例1〜3の支持体の接着面上に、厚さ35μmのポリスルフォン層を積層して分離膜を設けた。
【0063】
以上の製膜工程で分離膜が形成された実施例1〜3、及び比較例1〜3の支持体を400mm(幅)×500mm(長さ)の寸法のシート状に裁断して、接着面に形成された分離膜の硬化時の収縮による幅方向への湾曲の程度を確認した。図7ないし図10は、シート状に裁断された実施例1及び比較例1〜3の支持体が幅方向に湾曲する状態を示す写真である。ただし、これらの写真は、分離膜積層面を上面として、支持体を水平な台の上に載せた状態を示している。
【0064】
実施例1の支持体は、図7の写真からも分かるように、分離膜積層面を上面として水平な台の上に載せた状態で、幅方向の両端縁が台の上面から約20mm浮く状態に湾曲しただけであった。この支持体は、次工程も問題なく通過することができて不具合が生じることはなかった。
【0065】
実施例2の支持体は、分離膜積層面を上面として水平な台の上に載せた状態で、幅方向の両端縁が台の上面から約25mm浮く状態に湾曲したが、次工程も問題なく通過することができて不具合が生じることはなかった。
【0066】
実施例3の支持体は、分離膜積層面を上面として水平な台の上に載せた状態で、幅方向の両端縁が台の上面から約30mm浮く状態に湾曲したが、次工程も問題なく通過することができて不具合が生じることはなかった。
【0067】
比較例1の支持体は、図8の写真で示すように、分離膜積層面を上面として水平な台の上に載せた状態で、分離膜の収縮により、幅方向の両端から中央部に向かって、分離膜を内側として、直径を約30mmとする筒状にカールした。この支持体は、筒状にカールしてしまうことで、次工程をうまく通過できずに不具合が生じてしまった。
【0068】
比較例2の支持体は、図9の写真で示すように、分離膜積層面を上面として水平な台の上に載せた状態で、分離膜の収縮により、幅方向の両端から中央部に向かって、分離膜を内側として、直径を約35mmとする筒状にカールした。この支持体は、筒状にカールしてしまうことで、次工程をうまく通過できずに不具合が生じてしまった。
【0069】
比較例3の支持体は、図10の写真で示すように、分離膜積層面を上面として水平な台の上に載せた状態で、分離膜の収縮により、幅方向の両端から中央部に向かって、分離膜を内側として、直径を約40mmとする筒状にカールした。この支持体は、筒状にカールしてしまうことで、次工程をうまく通過できずに不具合が生じてしまった。
【0070】
以上のように、分離膜が形成された実施例1〜3、及び比較例1〜3の支持体の幅方向の湾曲の度合いは、実施例1〜3の支持体ではほとんど湾曲が生じなかったのに対して、比較例1〜3においては、比較例3、比較例2、比較例1の順にカールが強くなった。
とくに、実施例の支持体と比較例の支持体の加熱加圧処理後の引張強度の縦横比(k)を比較すると、実施例の支持体は、比較例3の支持体よりも引張強度の縦横比(k)が大きく、また、実施例1の支持体と比較例2の支持体とは引張強度の縦横比(k)が同等であるにも関わらず、実施例の支持体の方が、接着面に分離膜を積層した際の幅方向の湾曲が極めて少なくなった。この結果からも、支持体の接着面を、予め幅方向に中央凸に湾曲させた効果だと推察できる。
【符号の説明】
【0071】
1…不織布シート 1A…第1の不織布シート
1B…第2の不織布シート
2…膜 2A…半透膜
10…支持体
11…対向面
12…接着面
20…熱圧加工設備
21…加熱ロール
22…弾性ロール
30…製膜工程設備
31…ポリマー溶液
32…ドラム
33…ホッパー
34…移送ロール
35…凝固槽
36…洗浄槽
【特許請求の範囲】
【請求項1】
繊維を立体的に集合してなる複数の不織布シート(1)が積層されると共に、加熱加圧処理によって、不織布シート(1)の繊維を結合してシート状としてなる、接着面(12)に膜(2)を付着する膜の支持体であって、
幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)が異なる複数の不織布シート(1)が積層され、加熱加圧処理された状態において、膜(2)の接着面(12)を幅方向に、中央凸に湾曲させてなる膜の支持体。
【請求項2】
前記接着面(12)に設けられる膜(2)が分離膜である請求項1に記載される膜の支持体。
【請求項3】
2枚の不織布シート(1)が積層されてなる請求項1又は2に記載される膜の支持体。
【請求項4】
前記不織布シート(1)が、湿式抄紙された不織布である請求項1ないし3のいずれかに記載される膜の支持体。
【請求項5】
前記不織布シート(1)が、乾式で立体的に集合された不織布である請求項1ないし3のいずれかに記載される膜の支持体。
【請求項6】
前記不織布シート(1)が、湿式抄紙された不織布と乾式で立体的に集合された不織布とを含む請求項1ないし3のいずれかに記載される膜の支持体。
【請求項7】
積層される前記不織布シート(1)の引張強度の縦横比(k)の差が1.5以上である請求項1ないし6のいずれかに記載される膜の支持体。
【請求項8】
積層される前記不織布シート(1)の引張強度の縦横比(k)の差が2.5以上である請求項7に記載される膜の支持体。
【請求項9】
前記不織布シート(1)の繊維が、ポリエステル繊維またはポリオレフィン繊維で構成されてなる請求項1ないし8のいずれかに記載される膜の支持体。
【請求項10】
複数の不織布シート(1)を積層してなる支持体の坪量が50〜100g/m2、厚さが50〜150μm、通気度が0.3〜6.0cc/cm2/secである請求項1ないし9のいずれかに記載される膜の支持体。
【請求項1】
繊維を立体的に集合してなる複数の不織布シート(1)が積層されると共に、加熱加圧処理によって、不織布シート(1)の繊維を結合してシート状としてなる、接着面(12)に膜(2)を付着する膜の支持体であって、
幅方向の引張強度(f1)に対する長さ方向の引張強度(f2)の比率(f2/f1)である引張強度の縦横比(k)が異なる複数の不織布シート(1)が積層され、加熱加圧処理された状態において、膜(2)の接着面(12)を幅方向に、中央凸に湾曲させてなる膜の支持体。
【請求項2】
前記接着面(12)に設けられる膜(2)が分離膜である請求項1に記載される膜の支持体。
【請求項3】
2枚の不織布シート(1)が積層されてなる請求項1又は2に記載される膜の支持体。
【請求項4】
前記不織布シート(1)が、湿式抄紙された不織布である請求項1ないし3のいずれかに記載される膜の支持体。
【請求項5】
前記不織布シート(1)が、乾式で立体的に集合された不織布である請求項1ないし3のいずれかに記載される膜の支持体。
【請求項6】
前記不織布シート(1)が、湿式抄紙された不織布と乾式で立体的に集合された不織布とを含む請求項1ないし3のいずれかに記載される膜の支持体。
【請求項7】
積層される前記不織布シート(1)の引張強度の縦横比(k)の差が1.5以上である請求項1ないし6のいずれかに記載される膜の支持体。
【請求項8】
積層される前記不織布シート(1)の引張強度の縦横比(k)の差が2.5以上である請求項7に記載される膜の支持体。
【請求項9】
前記不織布シート(1)の繊維が、ポリエステル繊維またはポリオレフィン繊維で構成されてなる請求項1ないし8のいずれかに記載される膜の支持体。
【請求項10】
複数の不織布シート(1)を積層してなる支持体の坪量が50〜100g/m2、厚さが50〜150μm、通気度が0.3〜6.0cc/cm2/secである請求項1ないし9のいずれかに記載される膜の支持体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−135713(P2012−135713A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−288945(P2010−288945)
【出願日】平成22年12月24日(2010.12.24)
【出願人】(000116404)阿波製紙株式会社 (19)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月24日(2010.12.24)
【出願人】(000116404)阿波製紙株式会社 (19)
【Fターム(参考)】
[ Back to top ]