
膜厚較正曲線の取得方法
【課題】超音波探触子を用いて膜厚測定を行う際に使用される較正曲線データを精度よくかつ簡単に得ることができる膜厚測定のための膜厚較正曲線の取得方法を提供する。
【解決手段】超音波探触子を用いて、第1面と第2面の間に形成される膜形成部の膜厚を測定するときに使用される較正曲線を取得する方法であって、異なる膜厚について夫々、膜形成部からの反射波であるエコー高さ信号を超音波探触子により受信するステップと、エコー高さ信号を標準化したエコー高さ比を演算するステップと、予め設定された第1膜厚値と第2膜厚値の間における前記エコー高さ比の変化割合を演算するステップと、この変化割合と膜厚値の関係を較正曲線として取得するステップとを有する。
【解決手段】超音波探触子を用いて、第1面と第2面の間に形成される膜形成部の膜厚を測定するときに使用される較正曲線を取得する方法であって、異なる膜厚について夫々、膜形成部からの反射波であるエコー高さ信号を超音波探触子により受信するステップと、エコー高さ信号を標準化したエコー高さ比を演算するステップと、予め設定された第1膜厚値と第2膜厚値の間における前記エコー高さ比の変化割合を演算するステップと、この変化割合と膜厚値の関係を較正曲線として取得するステップとを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超音波探触子を用いて、第1面と第2面の間に形成される膜形成部の膜厚を測定するときに使用される較正曲線を取得する方法に関するものである。
【背景技術】
【0002】
かかる膜の例として、ピストンリングとシリンダ間に形成される潤滑油膜があげられる。例えば、ガソリンエンジンやディーゼルエンジン等に使用されるピストンリングの表面には、用途に合った各種の潤滑油膜が形成される。かかる油膜の潤滑特性を評価する項目の例として、油膜形成状態の良否を調べるために油膜厚さを測定する方法がある。
【0003】
ピストンリングとシリンダ間に形成される油膜厚さの測定方法としては、レーザー法や誘起蛍光法が広く知られているが、シリンダの材料として透光性の材料を用いる必要があるという問題がある。
【0004】
また、静電容量法や渦電流法は、ピストンリングに孔を開けてセンサーを取り付けて、電極の周囲を絶縁体で覆う必要がある。しかし、ピストンリングに孔を開けると歪が生じるという問題がある。また、ピストンリングの材質と異なるものが表面に現れるため、センサーの取り付けにより潤滑状態が影響を受けてしまうことが考えられる。従って、正確な評価を行なうことができない。
【0005】
そこで、本願発明者は、超音波探触子を用いた膜測定技術を開発し、超音波探触子を用いて膜形成部に超音波を照射し、膜形成部からの反射波(エコー高さ信号)に基づいて種々の潤滑面や塗布面における膜厚を測定する方法を開発した。その測定原理について、ピストンリングとシリンダ間に形成される潤滑油膜を測定する場合を例にあげて、簡単に説明する。
【0006】
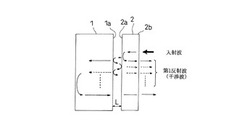
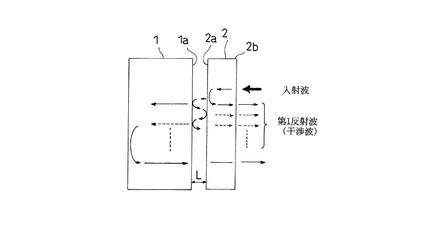
まず、シリンダ(第1面を有する)あるいはピストンリング(第2面を有する)の背面側に油膜厚さを測定するための超音波探触子を取り付ける。この超音波探触子による測定原理を図1により説明する。図1において、シリンダ1とピストンリング2の間に油膜が形成され、油膜厚さが符号Lで示されている。仮に、ピストンリング2の背面側に超音波探触子を取り付けると、この探触子から照射された超音波(入射波)は、図1に示すようにシリンダ1とピストンリング2の境界に向けて進行する。入射波は、その一部がピストンリング2と油膜の境界2aで反射すると共に、残りの一部は境界2aを透過して油膜部分を通過し、シリンダ1の表面(シリンダ1と油膜の境界1a)に到達する。この境界1aにおいて、一部は反射し、残りは透過してシリンダ1内へ進行する。境界1aで反射した超音波は、再び境界2aに到達し、境界2aでの反射と透過が再び行われる。このように、油膜中において超音波の多重反射が生じる。この油膜厚さが、照射する超音波のパルス幅に比べて薄い場合には、境界2aでの反射波と油膜内での多重反射波は分離せずに干渉しあうため、シリンダ1とピストンリング2の境界からの反射波の振幅(反射エコー高さ)は、油膜厚さに応じて変化することになる。これが、超音波探触子を用いた場合の、油膜厚さの測定原理である。
【発明の開示】
【発明が解決しようとする課題】
【0007】
以上のように、超音波探触子を用いた場合に得られるエコー高さ信号と、膜厚の間には密接な関係が存在するため、エコー高さ信号を取得することで膜厚を一意的に定めることができると考えられる。また、エコー高さと膜厚との間には、膜が形成される第1面と第2面が平行な鏡面であると仮定すれば、理論式(詳しくは後述)が成立するため、エコー高さを取得することで膜厚値を演算することが可能である。
【0008】
しかしながら、上記第1面と第2面が平行な鏡面であるケースは少なく、理論式を用いることができない場合も多い。例えば、前述のシリンダとピストンリングの例を挙げると、ピストンリングの表面にクラウニングが施されており、無条件で理論式を使用することはできない。また、第1面や第2面に表面粗さが存在する場合、超音波探触子を接着剤などで取り付ける場合も同様である。接着剤を用いると、その接着領域における超音波の多重反射が生じるため、理論式が成立しなくなる。
【0009】
従って、実際にはエコー高さ信号と膜厚との関係を較正曲線として予め取得しておく必要がある。ただし、同じ膜厚であったとしても、環境温度の違いや超音波探触子の取り付け状態の違いなどによりエコー高さの大きさは変化するものと考えられる。この場合、例えば、環境温度の設定を変えながら、夫々の環境温度についての較正曲線を求めることは、非常に多くの時間を要するため効率が悪い。
【0010】
本発明は上記実情に鑑みてなされたものであり、その課題は、超音波探触子を用いて膜厚測定を行う際に使用される較正曲線を簡単に得ることができる膜厚較正曲線の取得方法を提供することである。
【課題を解決するための手段】
【0011】
上記課題を解決するため本発明に係る膜厚測定のための膜厚較正曲線の取得方法は、
超音波探触子を用いて、第1面と第2面の間に形成される膜形成部の膜厚を測定するときに使用される較正曲線を取得する方法であって、
異なる膜厚について夫々、膜形成部からの反射波であるエコー高さ信号を超音波探触子により受信するステップと、
エコー高さ信号を標準化したエコー高さ比を演算するステップと、
予め設定された第1膜厚値と第2膜厚値の間における前記エコー高さ比の変化割合を演算するステップと、
この変化割合と膜厚値の関係を較正曲線として取得するステップとを有することを特徴とするものである。
【0012】
この構成による膜厚較正曲線の取得方法の作用・効果を説明する。測定対象となるのは、第1面と第2面の間に形成される膜厚であり、例えば、シリンダ(第1面を有する)とピストンリング(第2面を有する)等の摺動面の間に形成される潤滑膜で例としてあげられる。また、第1面の上に形成される塗膜の厚さを測定する場合も含まれる。この場合、塗膜の表面と空気との境界が第2面に相当する。本発明にかかる膜厚測定はこれらの例に限定されるものではなく、種々の膜厚測定に適用できるものである。
【0013】
まず、異なる膜厚について夫々エコー高さ信号を超音波探触子により受信する。例えば、膜厚を0μm、5μm、10μm、15μmに設定し、夫々の膜厚についてエコー高さを取得する。この場合、膜厚を何段階に設定するかについては、適宜決めることができ、少なくとも2段階であればよい。次に、得られたエコー高さ信号を標準化したエコー高さ比Hを演算する。ここでエコー高さ比H=h/h0(あるいは1−h/h0)であり、hは測定されたエコー高さを表している。h0は基準となるエコー高さであり、例えば、超音波探触子から照射された超音波が膜内へ透過せず、界面で反射した場合のエコー高さを用いることができる。これにより、エコー高さ比と膜厚の相関関係を取得できる。なお、エコー高さ比は割合で表してもよいし、%で表してもよい。
【0014】
なお、膜厚値の設定については、マイクロメータにより設定するか、理論式が成立する条件を設定して、エコー高さ信号から理論的に膜厚値を演算して設定してもよい。
【0015】
ついで、このエコー高さ比を用いて予め設定された第1膜厚値と第2膜厚値の間におけるエコー高さ比の変化割合を演算する。例えば、第1膜厚値0μmにおけるエコー高さ比H0、第2膜厚値10μmにおけるエコー高さ比H20であるとして、(H―H0)/(H20−H0)を求める。詳しくは後述するが、本願発明者は、かかる変化割合と膜厚値との関係は、環境温度や超音波探触子の取り付け状態等が変化したとしても、ほぼ同じ関係式が成立することを見出した。従って、較正曲線として、上記の変化割合と膜厚値との関係を求めるようにすれば、較正曲線を取得する手間を大幅に削減することができる。その結果、超音波探触子を用いて膜厚測定を行う際に使用される較正曲線を簡単に得ることができる膜厚較正曲線の取得方法を提供することができる。
【0016】
本発明において、較正曲線を多項式として求めるステップを有することが好ましい。
【0017】
上記のように取得された較正曲線(変化割合と膜厚値の関係)を多項式で表すことで、較正作業における取り扱いも容易となる。
【0018】
本発明において、前記較正曲線を取得するときに、膜厚値を設定変更する機構を有することが好ましい。
【0019】
例えば、マイクロメータヘッドを用いることで、μm単位の膜厚設定を精度よく行うことができる。あるいは、予め所定の深さの溝や凹部を形成しておくことで膜厚値を設定してもよい。
【0020】
本発明において、前記較正曲線を取得するときの膜厚値は、基準超音波探触子により測定されるエコー高さ信号から理論式に基づいて演算されるものであって、
前記基準超音波探触子は、膜形成部の測定領域に焦点を結ぶように超音波を照射するものであることが好ましい。
【0021】
かかる基準超音波探触子としては、超音波照射面に音響レンズが設けられたもの(例えば、ドーム型の内面にPVDF(薄いピエゾ電子プラスティックフィルムを使った高分子圧電素子)を貼り付けたもの)を使用することができ、超音波の照射領域が拡散していくのを防止して、膜形成部の狭い領域に超音波が収束する(焦点を結ぶ)ようにすることができる。かかる狭い領域においては、第1面と第2面が平行な鏡面と見なすことができ、受信したエコー高さの大きさから膜厚値を理論式に基づいて演算することができる。
【0022】
本発明に係る基準超音波探触子は、第1面を有する第1物質に、カプラントを介して取り付けられることが好ましい。
【0023】
カプラント(水、油、グリセリン等)を介して基準超音波探触子を取り付けることで次のような利点が生じる。すなわち、カプラントを温度制御する構成を採用することができるため、周囲の環境温度の変化の影響を受けないようにできる。超音波探触子を接着剤で取り付けると、接着層における超音波の多重反射の影響が生じるが、カプラントを用いることで、多重反射の影響をなくすことができる。
【0024】
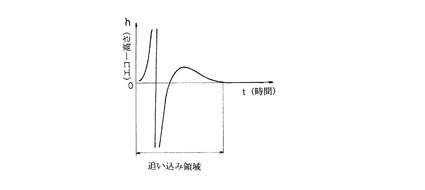
超音波探触子で反射波を受信して超音波探傷器で解析をする際に、いわゆる追い込み領域の問題がある。図2Aにこれを示すが、超音波を照射してから所定の時間内は追い込み領域と呼ばれ、受信信号が安定しない領域がある。これは、超音波探傷器の特性に依存するものであり、この追い込み領域内に反射波を受信すると、測定誤差を生じる要因となる。そこで、上記のようなカプラントを用いることで、照射した超音波が反射して戻ってくるまでの距離を長くとることができ、追い込み領域を避けた状態での解析を行なうことができる。以上のように、カプラントを用いることで、精度のよい膜厚測定を行うことができる。
【0025】
本発明において、第1面と第2面は夫々、シリンダとピストンリングの間に形成される摺動面であり、前記基準超音波探触子は、シリンダ側に取り付けられると共に、超音波探触子は、ピストンリング側に取り付けられるものであることが好ましい。
【0026】
シリンダとピストンリングの間の潤滑油膜の測定を行う場合、超音波探触子の取り付けをシリンダ側で行うことは制約があることが多く、実際にはピストンリング側に取り付けることになる。ただし、ピストンリングは幅寸法が小さく、カプラントを介しての超音波探触子の取り付けは困難である。一方、較正を行なうために擬似的なシリンダ(較正用シリンダ)を製作し、これに基準超音波探触子を取り付けることができる。そこで、膜厚値の測定は基準超音波探触子により行い、較正曲線の取得はピストンリング側の超音波探触子により行うようにする。この際、シリンダ側の基準超音波探触子から得られたデータとピストンリング側の超音波探触子から得られたデータ(両者は取り付け状態等の違いにより、同じ膜厚であっても得られるエコー高さは異なる)との対応付けを行なうことで、精度のよい較正曲線を取得することができる。
【発明を実施するための最良の形態】
【0027】
本発明に係る膜厚測定のための膜厚較正曲線の取得方法の好適な実施形態を図面を用いて説明する。図3は、油膜厚さ測定システムの概要を示す模式図である。なお図3は、測定実験を行うためのシステムを示している。
【0028】
<測定システムの構成>
<油膜厚さ測定システムの概要>
シリンダ1の内面を上下摺動するピストン3にピストンリング2が取り付けられており、ピストンリング2とシリンダ1の間に油膜が形成される。実験では、ピストン3を上下させるのではなく、シリンダ2をリニアモータ5により上下駆動させた。
【0029】
シリンダ1の下方に油槽4が設けられ、油槽に溜められている潤滑油はポンプPにより吸引され、ピストン軸6の上方から潤滑油が供給される。ピストン軸6は、ピストン3と一体的に結合されており、止め具7により固定される。ピストン軸6の内部に形成された通路6aを潤滑油が通過するように構成され、ピストン3に設けられた油路8により、シリンダ1(第1面を有する)とピストンリング2(第2面を有する)の間の隙間に潤滑油を供給する。
【0030】
ピストンリング2の背面側には、油膜厚さを計測するためのセンサーとして超音波探触子9が取り付けられている。超音波探触子9の配線10は、超音波探傷器11に接続され、モニター12により油膜厚さの計測結果を観測することができる。
【0031】
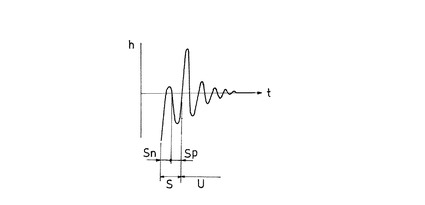
超音波探傷器11には、超音波探触子9が受信した反射波信号を受信してこれを解析し、油膜厚さの測定を行う機能を有する。超音波探傷器11による油膜厚さの測定原理については、既に図1により説明したとおりである。また、図2に示すように、油膜厚さの測定に際して、第1反射波の信号(正半波Sn、負半波Sp、あるいは全波S)を用いて油膜厚さの測定を行うことで、正確な測定を行うようにしている。すなわち、反射波の初期周期分を抽出する初期周期分抽出手段の機能と、抽出された初期成分に基づいて、油膜厚さの測定を行う油膜測定手段の機能を備えている。
【0032】
図3に示すのは、ピストンリング2に超音波探触子9を配置してシリンダ1を移動する実施形態であるが、ピストンリング2に超音波探触子9を配置する場合には、シリンダを移動させて測定する場合とピストンを移動させて測定する方法がある。
【0033】
なお、膜厚を測定するときに超音波を用いた場合の測定原理については、既に説明した通りであるが、超音波探触子9により測定される反射波信号(エコー高さ信号)から膜厚を求めるときの、理論式は次式(1)により示される。ただし、この理論式は次のような条件下で成立する式である。すなわち、第1面と第2面が平行な鏡面である場合に成立する。また、表面粗さを有する場合や、表面が曲率を有する場合にも成立せず、その場合には平均膜厚が演算される。さらに、超音波探傷器11の追い込み領域を使用していないことが前提となる。
h=(Z12−Z21)/{4cot2(KL)+(Z12+Z21)2}1/2・・・(1)
ここで、Z12=Z1/Z2 、Z21=Z2/Z1、K=2π/λ2
Z1は図1に示すようにシリンダ1及びピストンリング2の音響インピーダンス(シリンダとピストンリングは同じ材質と仮定している。)、Z2は油膜の音響インピーダンスである。また、λ2は油中における超音波の波長である。
【0034】
式(1)において、膜厚Lとエコー高さhの関係は、図4に示すようになる。超音波探触子により観測されるエコー高さhに対して一意的に膜厚が定まるのは、L<λ/4(λは超音波の油中における波長)の領域である。図4に示すように、干渉の影響で周期的に同じ波形が繰り返されるため、L1点以下の領域が一意的に膜厚が定まる領域である。
【0035】
例えば、2MHzの超音波の場合、油中波長は約700μmであるため、175μmよりも薄い膜厚の測定が可能である。ただし、実際にはLに対するhの変化が顕著であるのは、L<λ/8であるから、測定可能な範囲は実質的にはこの範囲となる(図4に斜線で示す)。この場合、測定可能な領域は、約90μm以下となる。
【0036】
上記式(1)は、膜が形成される領域が平行な2面(鏡面)で挟まれていることが前提となっている。従って、平行な2面で膜形成部が挟まれないようなケースでは、式(1)により膜厚を理論的に求めることができない。例えば、上記のシリンダとピストンリングの場合は、ピストンリングの表面にクラウニングが施されることがあり、表面が曲面に形成される。従って、ピストンリングの中央部から端部にいくにつれて膜厚が厚くなるような膜形成部が形成される。この場合、式(1)により計算できるのはほぼ平均膜厚となる。
【0037】
一方、一般的な超音波探触子9の特性から照射される超音波の領域は、超音波探触子9から離れるにつれて拡大する傾向にある。従って、膜形成部における超音波の照射領域も広がり、膜厚の薄い領域と厚い領域を含む広範囲な領域に超音波が照射されることになり、上記理論式(1)を用いてエコー高さ信号から膜厚を求めることは測定精度の面からも問題がある。そこで、予め較正を行いエコー高さ信号と膜厚の正確な関係(較正曲線)を求めておく必要がある。このような較正曲線を求めるときの方法について、以下説明する。
【0038】
<較正方法1>
図5は、較正を行なうときのシステム構成例を示す図である。ピストンリング2のみを取り出して、リング取り付け治具30に固定ピン31により固定する。ピストンリング2の下方に、油槽32を配置し、この油槽32に形成された円弧面32a(シリンダ内径よりもやや大きな半径を有する)とを対向させて配置する。油槽32内には、潤滑油が充填されており、ピストンリング2の外面と円弧面32aの間には厚さLの油膜が形成される。この円弧面32aは、シリンダ1と同程度の表面粗さが形成されている。油膜厚さを測定する箇所には、ピストンリング2の内面側に超音波探触子9が配置される。この超音波探触子9は配線10により、超音波探傷器11に接続されている。
【0039】
油槽32の円弧面32aの中央部における油層32の厚さM(図5参照)は、実際のシリンダ1の壁の厚さと同じように設定されている。また、油槽32はシリンダ1と同じ材質により形成されている。これにより、実際の構造をシミュレートすることができる。
【0040】
油槽32の下部には、ロードセル33と、これを支持するロードセル支持部材34が設けられている。ロードセル支持部材34は、マイクロメータ35と連結されており、マイクロメータ35を操作することで、膜厚を変化させることができる。マイクロメータ35としては、1μm単位で膜厚を変動可能に調整できるものが好ましい。ロードセル33を設けているため、膜厚が0になったこと(固体接触が始まったこと)を検出することができる。
【0041】
リング取り付け治具30は、3軸方向に夫々独立して微動することができるため、ピストンリング2と油槽底面との当たりを調整することができる。また、油層32を移動しながら、超音波探触子9によりエコー高さ信号を受信して膜厚解析をすることができる。すなわち、マイクロメータ35により油槽32を上下させて膜厚を調整しながらエコー高さを得ることで、膜厚とエコー高さの関係(較正曲線)を求めておくことができる。なお,油層32を移動するのに代えてピストンリング2を移動させても良い。
【0042】
<較正方法2>
次に、異なる較正方法について説明する。較正を行う場合に、複数の超音波探触子を用いて、各超音波探触子からのエコー高さ信号を用いて較正を行うことがある。例えば、ピストンリング2の内側に複数の超音波探触子を配置する場合である。
【0043】
かかる場合に、各探触子により得られる較正曲線が一致しないことがある。その理由としては、超音波探触子の取り付け状態の誤差、ピストンリング表面のクラウニングや表面粗さの違い、超音波探傷器の追い込み領域の使用、環境温度の違い等である。
【0044】
図6に、ピストンリング2の背面側に超音波探触子9を取り付けた例を示している。ピストンリング2には、図示のように表面2dにクラウニングが施されることがある。この場合は、油膜厚さは場所によって異なることになる。このクラウニング部の表面粗さの状態は場所により異なっており、得られるエコー高さも超音波探触子9が取り付けられる場所により異なる。
【0045】
また、超音波探触子9は接着剤15を介して取り付けられるが、入射波や反射波はこの接着層においても超音波が多重反射するため、接着層の厚さばらつきにより受信されるエコー高さも超音波探触子ごとに異なってくる。
【0046】
さらに、図2Aにおいて例示したように、追い込み領域を有しており、この領域はいわゆる不感帯であり、超音波探傷器11のみを動作させた場合でも検出される領域である。従って、この追い込み領域においては上記理論式(1)は成立せず、この領域を使用しなくてもすむ超音波探触子9の取り付け構造を採用する必要がある。
【0047】
上記の問題を解決する方法として、図7に示すように、シリンダ1の外側に、膜形成部において超音波が焦点を結ぶように超音波探触子を取り付ける。このような超音波探触子9を設けることで、前述のように、照射領域を限定することができ、前述のような膜厚が変動する領域が存在していたとしても、照射領域に関しては膜厚が一定であると見なすことができ、理論式(1)の適用が可能になる。
【0048】
また、超音波探触子9をカプラントC(水、油、グリセリン等)を介して取り付けることで、超音波探触子9から照射される超音波は、カプラントCを伝わりシリンダ1に進入し、膜形成部に到達する。図7のような取り付け構造だと、取り付け部における超音波の多重反射が生じない。超音波探触子9を接着剤により取り付ける場合は、接着層における超音波の多重反射が生じるため、測定精度に対して影響を及ぼすことがある。
【0049】
図7に示すように支持体40には水(以下、カプラントとして水を使用した例について説明する)入口部40aと水出口部40bが設けられ、タンク45及びポンプ44を介して水を循環させる。この際に、水の温調機構を設けることで、水の温度を一定に保持するように制御する。従って、支持体40内の水温を一定にできるため、温度の影響をなくすことができる。
【0050】
さらに、シリンダ1側から測定を行う場合には、シリンダ1の厚みがピストンリング2の厚みよりも厚く、カプラントを介して超音波探触子9を取り付けることで伝播距離をかせぐことができ、より確実に、前述の追い込み領域を避けた計測を行なうことができる。従って、膜厚とエコー高さの関係を確実に保証することができる。従って、前述の理論式(1)をそのまま適用できる状態を作り出せることから、エコー高さ信号から直接膜厚を求めることができる。
【0051】
このように、水浸型の基準超音波探触子9を用いることで、ピストンリング2の先端(通常は、ピストンリング幅の中央)の油膜厚さを理論式に基づいて測定できる。図5において説明したマイクロメータを使用した較正方法においても、膜厚を制御できるのは、クラウニングの頂点のみであるから、この点において両者は同じである。
【0052】
このように、シリンダ1側に超音波探触子9を配置することで、理論式(1)により膜厚を測定できるが、実際には、ピストンリング2内に超音波探触子9により膜厚測定を行う必要がある。シリンダ1は実際にはシリンダブロックの中に埋め込まれており、実際の測定はピストンリング2の背面に超音波探触子9を取り付けることになる。図示したように較正装置で膜厚の較正曲線を求める場合には、較正用のシリンダ1を用いてシリンダ1側から基準超音波探触子を用いて較正を行う。
【0053】
図7に示すように同じ油膜をシリンダ1の外側にある超音波探触子9で測定した場合と、ピストンリング2の内側にある超音波探触子9iで測定した場合、クラウニング等の影響により、一般的には、内側の超音波探触子9iのほうがエコー高さが高くなるように観測される(図8参照)。
【0054】
従って、較正を行うに際しては、まず、水浸型の超音波探触子9のエコー高さにより理論式により求めた膜厚Lと、その膜厚Lでのリング側の超音波探触子9iのエコー高さhの関係を求めることで行う。
【0055】
前述のように、水浸型の超音波探触子9の場合はカプラントも温度調整を行っており、シリンダ1とピストンリング2間の油膜形成部において温度変化があったとしても、カプラント中や鋼中における音速があまり変化しないため、観測されるエコー高さhは、ほとんど温度の影響を受けない。そのため、そのエコー高さhから求められた膜厚Lは温度に依存しない確かな膜厚データとして扱うことができる。
【0056】
一方、ピストンリング2側の超音波探触子9iは、主として高分子材による接着層における音速が温度に強く影響されるため、図9に示すように、同じ膜厚Lでもエコー高さhは温度によって異なる。しかし、各温度での較正曲線を計測しておくことにより、別途温度を測定しておけば、正確な膜厚測定を行うことができる。
【0057】
図5においてマイクロメータを用いて膜厚を変化させる構成を説明した。この場合、マイクロメータにより実際に想定したとおりの膜厚になっているのかどうかを確認する方法として、基準超音波探触子を用いる方法がある。すなわち、図5において図番34aで示す空間(油層の底面部)にカプラントを充填すると共に基準超音波探触子を設置する。かかる基準超音波探触子を利用することで更に測定精度を上げることができる。
【0058】
<較正装置>
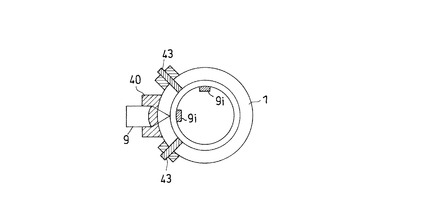
図10は、実際に較正を行うための装置較正例を示す図である。シリンダ1の外側には、焦点型の基準超音波探触子9が支持体40に取り付けられており、支持体の内部には水等のカプラントが充填される。支持体40には、カプラントの出入り口40aが設けられる。支持体40とシリンダ1の表面の間、支持体40と超音波探触子9の取り付け部周囲にはOリング41が嵌め込まれる。
【0059】
ピストンリング2の背面側内周には複数の超音波探触子9iが取り付けられており、各超音波探触子9に対して較正が必要である。まず、ピストンリング2を上下方向に微動させて、ピストンリング2の幅中央部が基準超音波探触子9の焦点に(音軸上に)来るように調整する。そして、図10に示すように、スラスト軸受42を用いることで、水浸型超音波探触子9を含むユニット全体を回転させることで、円周方向にある複数の超音波探触子9iの較正を行うことができる。ただし、ユニットを回転させる場合は、ピストンリング2が回転をしないような措置を講じておく。
【0060】
超音波探触子9iにより膜厚とエコー高さの関係を表す較正曲線データを取得するためには、膜厚を変化させることが必要である。
【0061】
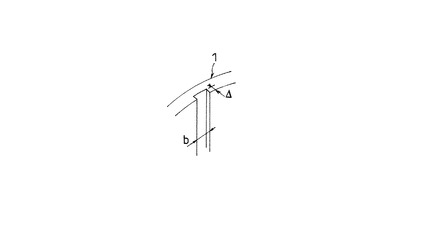
膜厚を変化させる方法の一例を図11に示す。図11に示すように、シリンダ1の軸方向にを深さΔ、幅bの溝を形成する。溝の深さΔを変えたものを例えば10種類程度円周方向に形成して、各溝位置において較正を行う。幅bの寸法は、超音波探触子9iの幅の1.5倍程度にしておけば、超音波の照射領域をカバーすることができる。
【0062】
図10に示す較正装置に図11に示す溝を形成して較正を行う場合の手順を説明する。まず最初にピストンリング2を微動させて基準超音波探触子9と超音波探触子9iの音軸調整を行う(前述のとおり)。ピストンリング2側に仮に5つの超音波探触子9iが取り付けられている場合、順次ピストンリング2のみを回転しつつ、5つの超音波探触子9iについて夫々較正を行う。それが終わると、シリンダ1に形成された別の溝の位置に基準超音波探触子9iを移動させる。この位置で同様に音軸調整を行い、各超音波探触子9iについての較正を行う。以下は、同様の手順を繰り返せばよい。
【0063】
図11に示す方法に代えて、軸方向にシリンダ1あるいは超音波探触子9ユニットを移動させるようにし、軸方向に傾斜した溝を形成しても良い。
【0064】
図12に膜厚を変化させる更に別の方法を示す。図示するように、同じように水浸型の超音波探触子9を用いると共に、シリンダ1の外方からマイクロメータヘッド43の先端によりピストンリング2を押圧して、ピストンリング2を変形させる。これにより、測定箇所における油膜厚さを変化させることができる。油膜厚さの変化分は数十μm程度でよいため、かかる方法により十分な膜厚変化を得ることができる。
【0065】
図12の方法の場合、ピストンリング2側の複数の超音波探触子9iの較正を行うためには、ある超音波探触子9iについての較正が終了すると、ピストンリング2を回転させて基準超音波探触子9と音軸を合わせるようにし、前述の手順を繰り返す。この方法によれば、基準超音波探触子9は移動させなくてもよい。
【0066】
上記において、マイクロメータヘッド43による接触開始点は、双方の超音波探触子9のエコー高さ変動から確認することができる。また、膜厚さは基準となる水浸型の超音波探触子9から求めることができるので、マイクロメータヘッド43による押圧量と膜厚変化量の関係は、特に知らなくても問題はない。
【0067】
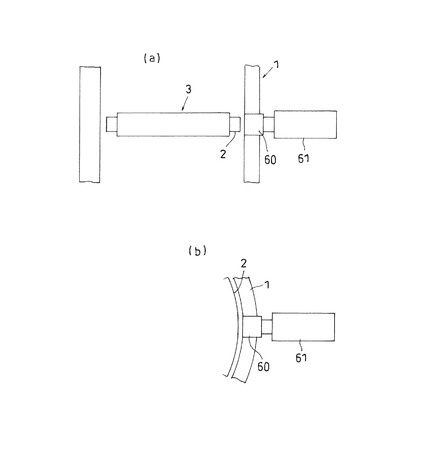
図12Aは、膜厚を変化させる場合の別の構成例を示す図である。図示するようにシリンダ1の壁面の一部をカットし移動ブロック60を挿入する。この移動ブロック60は、マイクロメータヘッド61により矢印方向に移動させることができる。これにより、膜厚を設定変更することができる。
【0068】
膜厚の較正を行う場合、前述のように、マイクロメータヘッド等による細かな膜厚の調整が必要となる。しかし、多くの超音波探触子9を使用した場合や、温度変化も含めて較正を行おうとすると、非常に多くの時間が必要となる。従って、より効率良く較正を行う方法が必要となる。
【0069】
較正曲線は使用する超音波探触子9の種類や構造により異なり、同じ超音波探触子9であったとしても取り付け状態や環境温度によって異なってくる。
【0070】
例えば、図13はピストンリング2内の円周方向の3箇所に超音波探触子を設置した場合の較正曲線を示しており、大きく異なっていることがわかる。このグラフにおいて縦軸は膜厚μmであり横軸はエコー高さ比Hである。エコー高さ比Hは、
H=h/h0×100%
で表され、hは実際に観測されるエコー高さ、h0はピストンリングと油層が空気層により分離されている状態(乾燥状態であり、超音波は境界部においてほぼ100%反射する状態)でのエコー高さである。
【0071】
図14は、ピストンリング2に取り付けた1個の超音波探触子9iについて求めた較正曲線であり、25℃から40℃まで5℃間隔で較正曲線を求めたものである。この図からも温度変化により較正曲線が大きく変化することがわかる。
【0072】
図14Aは、ピストンリング2の背面に貼り付けた超音波探触子で測定した乾燥時(界面が空気層)におけるエコー高さh0の温度による影響を示すグラフである。温度はグラフに示すように、25℃→40℃→0℃→40℃→25℃と変化させた。これは、超音波探触子のピストンリングへの接着剤による貼り付け部や、探触子前面板への振動素子の接着部での、超音波の多重反射や音速変化の影響が現れるためであり、予め予測することは困難である。従って、このような観点からも膜厚値とエコー高さの関係を示す理論式(1)から膜厚値を推定することはできず、較正が欠かせないことになる。
【0073】
この較正曲線の差を概念的に表したものが図15(a)である。ここには異なる条件下で得られた2つの較正曲線(A)(B)が示されており、グラフの縦軸は膜厚L、横軸はエコー高さ比Hである。較正曲線(A)の両端のポイントをHC1,HL1とし、較正曲線(B)の両端のポイントをHC2,HL2とする。なお、HL1,HL2は、ある特定の膜厚における座標であり、必要とされる膜厚の範囲を考慮して(例えば、0〜20μm)決めることができる。
【0074】
次に、較正曲線(A)(B)の横軸を夫々、
(H−HC1)/(HL1−HC1),(H−HC2)/(HL2−HC2)
に変換したものが図15(b)に示されており、このような変換を行うことで、2つの較正曲線がほぼ1つにまとまることを見出した。これを説明の便宜上、「補正較正曲線」と称することにする。この補正較正曲線の横軸は、設定した膜厚範囲内におけるエコー高さ比の変化割合(%)を表していることになる。このように、補正較正曲線を用いることで、温度変化等にかかわらず、同じような結果を得ることができ、較正を行う際の作業を効率良く行うことが期待できる。
【0075】
図16は、接触時における膜厚HCと、ある膜厚HLを用いて実際に得られた補正較正曲線を示している。なお、このグラフでは横軸が膜厚、縦軸が(H−HC)/(HL−HC)となっている。グループAとグループBは別の型番の超音波探触子により測定したものであり異なった結果が得られているが、例えばグループA内(同じ型番)においては個体が異なっても同じような結果が得られている。すなわち、同一のピストンリングに同型の超音波探触子を取り付けた場合、補正較正曲線は1つに表すことができる。
【0076】
図16は0〜20μmの間における補正較正曲線であるが、図17は0〜8μmの間における補正較正曲線を示している。ここには全部で5通りの補正較正曲線が示されており、0〜8μmの間では、これらの曲線はほぼ一致していると見なすことが可能である。
【0077】
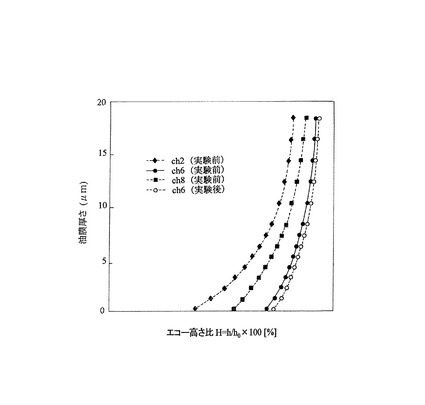
図18は、同じ超音波探触子を使用して環境温度を変化させた場合、なじみ前となじみ後、混合潤滑時における同じ曲線を示すグラフである。この場合も膜厚と変化割合(H−HC)/(HL−HC)の関係は、条件の違いにかかわらずほぼ一致していることが分かる。
【0078】
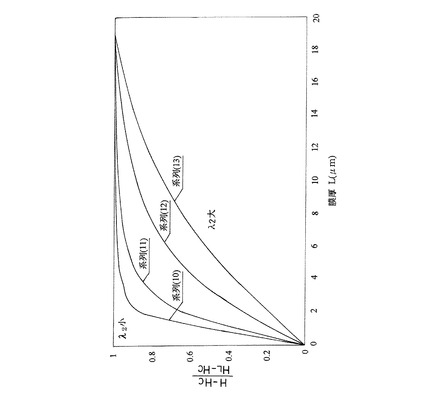
そこで、膜厚Lとエコー高さhの関係を表す理論式(1)において、反射波の中心周波数近傍で油中波長λ2を調整すると、図17や図18の太線に示すように、較正作業で得られた補正較正曲線とほぼ一致する曲線(理論曲線)が得られる。このλ2の値は、超音波探触子の種類が決まれば決定される値であり、同じ型の超音波探触子では固体差はほとんど存在しない。例えば、λ2の影響は図19に示すように表され、短波長と長波長とでは大きく異なった結果となっている。
【0079】
以上述べてきたことから、膜厚測定の手順は次のようにして行う。なお、シリンダ1とピストンリング2の材質は同じものとして考える。
【0080】
まず使用する超音波探触子で、先に説明したλ2を決定する。そのために、周囲の温度は室温のまま、何らかの較正方法を用いて、膜厚とエコー高さ(エコー高さ比)の関係を多数の膜厚値について1回だけ求める。この場合は膜厚を細かく調整する必要がある。これを図20(a)に示す。
【0081】
次に、膜厚Lにより決まるエコー高さの理論値より求めた(H−HC)/(HL−HC)を計算し、測定値(較正曲線)にフィットするλ2を決定する(図20(b)参照)。このλ2は温度が変化しても、個体が変わっても変化しない。理論式(1)では乾燥時のエコー高さはh0=1であり、エコー高さ比H=h/h0=hとなるので、補正較正曲線での横軸は、実測値と理論で次の関係で表される。
【0082】
(H−HC)/(HL−HC)=(h−hC)/(hL−hC)
ここで、左辺は実測値,右辺は理論値を示し、hL,hCはある膜厚でのエコー高さhLと、接触開始時のエコー高さhCであり、既知な理論値である。
また、理論式(1)では個体接触時のhはhC=0であるため、
(H−HC)/(HL−HC)=h/hL
∴h=(H−HC)/(HL−HC)×hL
すなわち、測定時に決まる(H−HC)/(HL−HC)(Hは膜厚により変動する値)に、HLでの膜厚で決まる理論エコー高さhL(λ2は先に決定した値)を掛けたものがその膜厚Lでの理論エコー高さhに等しくなる。
【0083】
従って、求められたhを用いて膜厚Lは前述の(1)式を変形した次式で与えられる。
L=(1/K2)tan-1[2{(Z12−Z21)2/h2−(Z12+Z21)2}1/2]
=(λ2/2π)tan-1[2{(Z12−Z21)2/{(H−HC)/(HL−HC)×hL}2−(Z12+Z21)2}1/2]
このようにλ2の値が超音波探触子について決まると後の較正曲線の取得は容易になる。
【0084】
例えば、温度が変わった場合や、超音波探触子を(同じ型の)別のものに変えた場合でも、前述した方法でλ2を1回決定しておけば、較正点は2点のみで良いことになり、較正に要する作業時間を大幅に短くすることが可能になる。すなわち、面同士が接触するごく初期のH0と、例えば膜厚20μmでのHLの2つである。
【0085】
もちろん、HCやhCの膜厚は0μmにする必要はなく、例えば、L=5μmを基準として選択しても良い。この場合は、
前述の式から
h={(H−HC)/(HL−HC)}hL+{(HL−H)/(HL−HC)}hC
(hCは5μmでのh、hLは20μmでのh)
となる。以下は、前述と同じ手順となる。
【0086】
<温度測定機能>
一般的な油膜測定で問題となるのは温度である。上述の膜厚Lの算定においては、運転時の温度でのHLとHCを用いることになる。通常、熱電対等で別途ピストンリングの温度測定を行うが,取り付けの手間や配線の煩雑さを避けるためには、超音波探触子に温度測定機能を持たせることが好ましい。
【0087】
図21は温度測定機能を有する超音波探触子の概念図である。図2において、第1鋼製円板50の下面側が膜形成部に相当し、背面側に超音波探触子51(圧電素子)が取り付けられている。第1鋼製円板50の周囲はアクリル円筒50aにより囲まれている。ただしアクリル円筒50aは必ずしも必要ない。
【0088】
超音波探触子51の反対側にも同じく第2鋼製円板52が設けられており、第1鋼製円板50と同じ材質である。第2鋼製円板52の周囲にはバッキング材53が設けられている。更に、第2鋼製円板52の背面側には後面反射層54が形成される。この後面反射層54は空気あるいは発泡スチロールにより形成される。
【0089】
超音波探触子51から照射される超音波は、第1・第2鋼製円板50,51の両方に伝播され、膜形成部からの反射波と、後面反射層54からの反射波の両方が受信される。ここで、第1鋼製円板50の厚さを10mmとし第2鋼製円板52の厚さを15mmとすれば、これらの反射波は干渉することなく別々に取り出すことができる。
【0090】
これを図22に示す。h1で示すのは膜形成部からの反射波(エコー高さ)であり、h2で示すのは後面反射層54からの反射波を示す。また、後面反射層54からは、ほぼ100%の割合で超音波が反射する。従って、h1は膜厚と温度の両方の影響を受けるが、h2は温度の影響のみを受ける。
【0091】
図22(a)(b)(c)は、夫々、(温度T1℃、膜厚L1mm)(温度T2℃、膜厚L1mm)(温度T2℃、膜厚L2mm)での測定データを示す。(a)→(b)ではh1、h2の両方が変化しているが、(b)→(c)では変化していない。
【0092】
そこで、膜厚と温度を変化させてエコー高さhのデータをとると、図23(a)(b)に示すような較正データを得ることができる。図23(b)では、各膜厚L1L2L3におけるエコー高さh1と温度Tの関係、エコー高さh2と温度Tの関係を示している。そこで、較正を行う場合には、まず、温度のみの影響を受けているh2と温度(T)の関係から温度T℃を決定する。そして、決定された温度と測定されたh1とから、膜厚を決定することができる。
図21において、第2鋼製円板52については、高分子材料の円板で構成することもできる。高分子で形成することで、減衰特性や超音波の音速が温度によってかなり異なってくるので、エコー高さ変化や路程距離の違いから温度を感度よく測定することができる。
【0093】
<別実施形態>
本実施形態において測定値にフィットする較正曲線を求めるときにλ2を決定する方法を説明したが、これに限定されるものではない。測定値にフィットするような多項式を求めるようにしてもよい。例えば、5次式の場合だと、L=a+bH+cH2+dH3+eH4+fH5の係数a〜fを求めればよい。多項式を用いることで、較正曲線を求める場合の演算を簡単に行なうことができ、精度も確保することができる。
【0094】
本実施形態として膜が形成される第1面と第2面の例としてシリンダとピストンリングを例にあげたがこれに限定されるものではない。そのほかに、工作機械における種々の摺動面に形成される油膜、ベーンポンプにおいて形成される油膜など種々のケースにおいて本発明を適用することができる。また、油膜形成部だけでなく、金属の表面に形成される塗膜やコーティング膜の場合にも本発明は応用できる。この場合、第1面は金属表面であり第2面は膜と空気層との境界面となる。
【図面の簡単な説明】
【0095】
【図1】超音波探触子による測定原理を示す図
【図2】反射波の形状を示す図
【図2A】追いこみ領域を示す図
【図3】油膜厚さ測定システムの概要を示す図
【図4】理論式における膜厚Lとエコー高さhの関係を示す図
【図5】較正を行なうときのシステム構成例を示す図
【図6】ピストンリングの背面側に超音波探触子を取り付けた構成例
【図7】基準超音波探触子の取り付け構成を示す図
【図8】基準超音波探触子と通常の超音波探触子のエコー高さの違いを示す図
【図9】温度変化によるエコー高さの違いを示す図
【図10】較正装置の構成例を示す図
【図11】シリンダに溝を形成した例を示す図
【図12】膜厚を変化させるための構成を示す図
【図12A】膜厚を変化させるための別構成を示す図
【図13】探触子の違いによる較正曲線の差を表すグラフ
【図14】温度変化による較正曲線の差を表すグラフ
【図14A】温度変化によるエコー高さの変動を示すグラフ
【図15】較正曲線と補正較正曲線を比較する図
【図16】接触時における膜厚HCと、ある膜厚HLを用いて実際に得られた補正較正曲線を示す図
【図17】接触時における膜厚HCと、ある膜厚HLを用いて実際に得られた補正較正曲線を示す図
【図18】同じ超音波探触子を使用して環境温度を変化させた場合の補正較正曲線を示す図
【図19】λ2の影響を示すグラフ
【図20】膜厚と変化割合の関係を示す図
【図21】温度測定機能を有する超音波探触子の概念図
【図22】図21において超音波探触子が受信する波形を示す図
【図23】膜厚と温度を変化させた場合のエコー高さhのデータを示す図
【符号の説明】
【0096】
1 シリンダ
2 ピストンリング
3 ピストン
9,9i 超音波探触子(基準超音波探触子)
11 超音波探傷器
【技術分野】
【0001】
本発明は、超音波探触子を用いて、第1面と第2面の間に形成される膜形成部の膜厚を測定するときに使用される較正曲線を取得する方法に関するものである。
【背景技術】
【0002】
かかる膜の例として、ピストンリングとシリンダ間に形成される潤滑油膜があげられる。例えば、ガソリンエンジンやディーゼルエンジン等に使用されるピストンリングの表面には、用途に合った各種の潤滑油膜が形成される。かかる油膜の潤滑特性を評価する項目の例として、油膜形成状態の良否を調べるために油膜厚さを測定する方法がある。
【0003】
ピストンリングとシリンダ間に形成される油膜厚さの測定方法としては、レーザー法や誘起蛍光法が広く知られているが、シリンダの材料として透光性の材料を用いる必要があるという問題がある。
【0004】
また、静電容量法や渦電流法は、ピストンリングに孔を開けてセンサーを取り付けて、電極の周囲を絶縁体で覆う必要がある。しかし、ピストンリングに孔を開けると歪が生じるという問題がある。また、ピストンリングの材質と異なるものが表面に現れるため、センサーの取り付けにより潤滑状態が影響を受けてしまうことが考えられる。従って、正確な評価を行なうことができない。
【0005】
そこで、本願発明者は、超音波探触子を用いた膜測定技術を開発し、超音波探触子を用いて膜形成部に超音波を照射し、膜形成部からの反射波(エコー高さ信号)に基づいて種々の潤滑面や塗布面における膜厚を測定する方法を開発した。その測定原理について、ピストンリングとシリンダ間に形成される潤滑油膜を測定する場合を例にあげて、簡単に説明する。
【0006】
まず、シリンダ(第1面を有する)あるいはピストンリング(第2面を有する)の背面側に油膜厚さを測定するための超音波探触子を取り付ける。この超音波探触子による測定原理を図1により説明する。図1において、シリンダ1とピストンリング2の間に油膜が形成され、油膜厚さが符号Lで示されている。仮に、ピストンリング2の背面側に超音波探触子を取り付けると、この探触子から照射された超音波(入射波)は、図1に示すようにシリンダ1とピストンリング2の境界に向けて進行する。入射波は、その一部がピストンリング2と油膜の境界2aで反射すると共に、残りの一部は境界2aを透過して油膜部分を通過し、シリンダ1の表面(シリンダ1と油膜の境界1a)に到達する。この境界1aにおいて、一部は反射し、残りは透過してシリンダ1内へ進行する。境界1aで反射した超音波は、再び境界2aに到達し、境界2aでの反射と透過が再び行われる。このように、油膜中において超音波の多重反射が生じる。この油膜厚さが、照射する超音波のパルス幅に比べて薄い場合には、境界2aでの反射波と油膜内での多重反射波は分離せずに干渉しあうため、シリンダ1とピストンリング2の境界からの反射波の振幅(反射エコー高さ)は、油膜厚さに応じて変化することになる。これが、超音波探触子を用いた場合の、油膜厚さの測定原理である。
【発明の開示】
【発明が解決しようとする課題】
【0007】
以上のように、超音波探触子を用いた場合に得られるエコー高さ信号と、膜厚の間には密接な関係が存在するため、エコー高さ信号を取得することで膜厚を一意的に定めることができると考えられる。また、エコー高さと膜厚との間には、膜が形成される第1面と第2面が平行な鏡面であると仮定すれば、理論式(詳しくは後述)が成立するため、エコー高さを取得することで膜厚値を演算することが可能である。
【0008】
しかしながら、上記第1面と第2面が平行な鏡面であるケースは少なく、理論式を用いることができない場合も多い。例えば、前述のシリンダとピストンリングの例を挙げると、ピストンリングの表面にクラウニングが施されており、無条件で理論式を使用することはできない。また、第1面や第2面に表面粗さが存在する場合、超音波探触子を接着剤などで取り付ける場合も同様である。接着剤を用いると、その接着領域における超音波の多重反射が生じるため、理論式が成立しなくなる。
【0009】
従って、実際にはエコー高さ信号と膜厚との関係を較正曲線として予め取得しておく必要がある。ただし、同じ膜厚であったとしても、環境温度の違いや超音波探触子の取り付け状態の違いなどによりエコー高さの大きさは変化するものと考えられる。この場合、例えば、環境温度の設定を変えながら、夫々の環境温度についての較正曲線を求めることは、非常に多くの時間を要するため効率が悪い。
【0010】
本発明は上記実情に鑑みてなされたものであり、その課題は、超音波探触子を用いて膜厚測定を行う際に使用される較正曲線を簡単に得ることができる膜厚較正曲線の取得方法を提供することである。
【課題を解決するための手段】
【0011】
上記課題を解決するため本発明に係る膜厚測定のための膜厚較正曲線の取得方法は、
超音波探触子を用いて、第1面と第2面の間に形成される膜形成部の膜厚を測定するときに使用される較正曲線を取得する方法であって、
異なる膜厚について夫々、膜形成部からの反射波であるエコー高さ信号を超音波探触子により受信するステップと、
エコー高さ信号を標準化したエコー高さ比を演算するステップと、
予め設定された第1膜厚値と第2膜厚値の間における前記エコー高さ比の変化割合を演算するステップと、
この変化割合と膜厚値の関係を較正曲線として取得するステップとを有することを特徴とするものである。
【0012】
この構成による膜厚較正曲線の取得方法の作用・効果を説明する。測定対象となるのは、第1面と第2面の間に形成される膜厚であり、例えば、シリンダ(第1面を有する)とピストンリング(第2面を有する)等の摺動面の間に形成される潤滑膜で例としてあげられる。また、第1面の上に形成される塗膜の厚さを測定する場合も含まれる。この場合、塗膜の表面と空気との境界が第2面に相当する。本発明にかかる膜厚測定はこれらの例に限定されるものではなく、種々の膜厚測定に適用できるものである。
【0013】
まず、異なる膜厚について夫々エコー高さ信号を超音波探触子により受信する。例えば、膜厚を0μm、5μm、10μm、15μmに設定し、夫々の膜厚についてエコー高さを取得する。この場合、膜厚を何段階に設定するかについては、適宜決めることができ、少なくとも2段階であればよい。次に、得られたエコー高さ信号を標準化したエコー高さ比Hを演算する。ここでエコー高さ比H=h/h0(あるいは1−h/h0)であり、hは測定されたエコー高さを表している。h0は基準となるエコー高さであり、例えば、超音波探触子から照射された超音波が膜内へ透過せず、界面で反射した場合のエコー高さを用いることができる。これにより、エコー高さ比と膜厚の相関関係を取得できる。なお、エコー高さ比は割合で表してもよいし、%で表してもよい。
【0014】
なお、膜厚値の設定については、マイクロメータにより設定するか、理論式が成立する条件を設定して、エコー高さ信号から理論的に膜厚値を演算して設定してもよい。
【0015】
ついで、このエコー高さ比を用いて予め設定された第1膜厚値と第2膜厚値の間におけるエコー高さ比の変化割合を演算する。例えば、第1膜厚値0μmにおけるエコー高さ比H0、第2膜厚値10μmにおけるエコー高さ比H20であるとして、(H―H0)/(H20−H0)を求める。詳しくは後述するが、本願発明者は、かかる変化割合と膜厚値との関係は、環境温度や超音波探触子の取り付け状態等が変化したとしても、ほぼ同じ関係式が成立することを見出した。従って、較正曲線として、上記の変化割合と膜厚値との関係を求めるようにすれば、較正曲線を取得する手間を大幅に削減することができる。その結果、超音波探触子を用いて膜厚測定を行う際に使用される較正曲線を簡単に得ることができる膜厚較正曲線の取得方法を提供することができる。
【0016】
本発明において、較正曲線を多項式として求めるステップを有することが好ましい。
【0017】
上記のように取得された較正曲線(変化割合と膜厚値の関係)を多項式で表すことで、較正作業における取り扱いも容易となる。
【0018】
本発明において、前記較正曲線を取得するときに、膜厚値を設定変更する機構を有することが好ましい。
【0019】
例えば、マイクロメータヘッドを用いることで、μm単位の膜厚設定を精度よく行うことができる。あるいは、予め所定の深さの溝や凹部を形成しておくことで膜厚値を設定してもよい。
【0020】
本発明において、前記較正曲線を取得するときの膜厚値は、基準超音波探触子により測定されるエコー高さ信号から理論式に基づいて演算されるものであって、
前記基準超音波探触子は、膜形成部の測定領域に焦点を結ぶように超音波を照射するものであることが好ましい。
【0021】
かかる基準超音波探触子としては、超音波照射面に音響レンズが設けられたもの(例えば、ドーム型の内面にPVDF(薄いピエゾ電子プラスティックフィルムを使った高分子圧電素子)を貼り付けたもの)を使用することができ、超音波の照射領域が拡散していくのを防止して、膜形成部の狭い領域に超音波が収束する(焦点を結ぶ)ようにすることができる。かかる狭い領域においては、第1面と第2面が平行な鏡面と見なすことができ、受信したエコー高さの大きさから膜厚値を理論式に基づいて演算することができる。
【0022】
本発明に係る基準超音波探触子は、第1面を有する第1物質に、カプラントを介して取り付けられることが好ましい。
【0023】
カプラント(水、油、グリセリン等)を介して基準超音波探触子を取り付けることで次のような利点が生じる。すなわち、カプラントを温度制御する構成を採用することができるため、周囲の環境温度の変化の影響を受けないようにできる。超音波探触子を接着剤で取り付けると、接着層における超音波の多重反射の影響が生じるが、カプラントを用いることで、多重反射の影響をなくすことができる。
【0024】
超音波探触子で反射波を受信して超音波探傷器で解析をする際に、いわゆる追い込み領域の問題がある。図2Aにこれを示すが、超音波を照射してから所定の時間内は追い込み領域と呼ばれ、受信信号が安定しない領域がある。これは、超音波探傷器の特性に依存するものであり、この追い込み領域内に反射波を受信すると、測定誤差を生じる要因となる。そこで、上記のようなカプラントを用いることで、照射した超音波が反射して戻ってくるまでの距離を長くとることができ、追い込み領域を避けた状態での解析を行なうことができる。以上のように、カプラントを用いることで、精度のよい膜厚測定を行うことができる。
【0025】
本発明において、第1面と第2面は夫々、シリンダとピストンリングの間に形成される摺動面であり、前記基準超音波探触子は、シリンダ側に取り付けられると共に、超音波探触子は、ピストンリング側に取り付けられるものであることが好ましい。
【0026】
シリンダとピストンリングの間の潤滑油膜の測定を行う場合、超音波探触子の取り付けをシリンダ側で行うことは制約があることが多く、実際にはピストンリング側に取り付けることになる。ただし、ピストンリングは幅寸法が小さく、カプラントを介しての超音波探触子の取り付けは困難である。一方、較正を行なうために擬似的なシリンダ(較正用シリンダ)を製作し、これに基準超音波探触子を取り付けることができる。そこで、膜厚値の測定は基準超音波探触子により行い、較正曲線の取得はピストンリング側の超音波探触子により行うようにする。この際、シリンダ側の基準超音波探触子から得られたデータとピストンリング側の超音波探触子から得られたデータ(両者は取り付け状態等の違いにより、同じ膜厚であっても得られるエコー高さは異なる)との対応付けを行なうことで、精度のよい較正曲線を取得することができる。
【発明を実施するための最良の形態】
【0027】
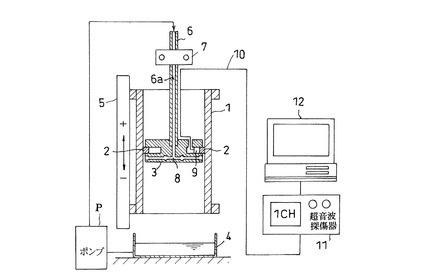
本発明に係る膜厚測定のための膜厚較正曲線の取得方法の好適な実施形態を図面を用いて説明する。図3は、油膜厚さ測定システムの概要を示す模式図である。なお図3は、測定実験を行うためのシステムを示している。
【0028】
<測定システムの構成>
<油膜厚さ測定システムの概要>
シリンダ1の内面を上下摺動するピストン3にピストンリング2が取り付けられており、ピストンリング2とシリンダ1の間に油膜が形成される。実験では、ピストン3を上下させるのではなく、シリンダ2をリニアモータ5により上下駆動させた。
【0029】
シリンダ1の下方に油槽4が設けられ、油槽に溜められている潤滑油はポンプPにより吸引され、ピストン軸6の上方から潤滑油が供給される。ピストン軸6は、ピストン3と一体的に結合されており、止め具7により固定される。ピストン軸6の内部に形成された通路6aを潤滑油が通過するように構成され、ピストン3に設けられた油路8により、シリンダ1(第1面を有する)とピストンリング2(第2面を有する)の間の隙間に潤滑油を供給する。
【0030】
ピストンリング2の背面側には、油膜厚さを計測するためのセンサーとして超音波探触子9が取り付けられている。超音波探触子9の配線10は、超音波探傷器11に接続され、モニター12により油膜厚さの計測結果を観測することができる。
【0031】
超音波探傷器11には、超音波探触子9が受信した反射波信号を受信してこれを解析し、油膜厚さの測定を行う機能を有する。超音波探傷器11による油膜厚さの測定原理については、既に図1により説明したとおりである。また、図2に示すように、油膜厚さの測定に際して、第1反射波の信号(正半波Sn、負半波Sp、あるいは全波S)を用いて油膜厚さの測定を行うことで、正確な測定を行うようにしている。すなわち、反射波の初期周期分を抽出する初期周期分抽出手段の機能と、抽出された初期成分に基づいて、油膜厚さの測定を行う油膜測定手段の機能を備えている。
【0032】
図3に示すのは、ピストンリング2に超音波探触子9を配置してシリンダ1を移動する実施形態であるが、ピストンリング2に超音波探触子9を配置する場合には、シリンダを移動させて測定する場合とピストンを移動させて測定する方法がある。
【0033】
なお、膜厚を測定するときに超音波を用いた場合の測定原理については、既に説明した通りであるが、超音波探触子9により測定される反射波信号(エコー高さ信号)から膜厚を求めるときの、理論式は次式(1)により示される。ただし、この理論式は次のような条件下で成立する式である。すなわち、第1面と第2面が平行な鏡面である場合に成立する。また、表面粗さを有する場合や、表面が曲率を有する場合にも成立せず、その場合には平均膜厚が演算される。さらに、超音波探傷器11の追い込み領域を使用していないことが前提となる。
h=(Z12−Z21)/{4cot2(KL)+(Z12+Z21)2}1/2・・・(1)
ここで、Z12=Z1/Z2 、Z21=Z2/Z1、K=2π/λ2
Z1は図1に示すようにシリンダ1及びピストンリング2の音響インピーダンス(シリンダとピストンリングは同じ材質と仮定している。)、Z2は油膜の音響インピーダンスである。また、λ2は油中における超音波の波長である。
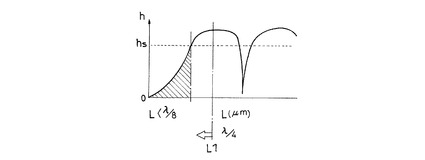
【0034】
式(1)において、膜厚Lとエコー高さhの関係は、図4に示すようになる。超音波探触子により観測されるエコー高さhに対して一意的に膜厚が定まるのは、L<λ/4(λは超音波の油中における波長)の領域である。図4に示すように、干渉の影響で周期的に同じ波形が繰り返されるため、L1点以下の領域が一意的に膜厚が定まる領域である。
【0035】
例えば、2MHzの超音波の場合、油中波長は約700μmであるため、175μmよりも薄い膜厚の測定が可能である。ただし、実際にはLに対するhの変化が顕著であるのは、L<λ/8であるから、測定可能な範囲は実質的にはこの範囲となる(図4に斜線で示す)。この場合、測定可能な領域は、約90μm以下となる。
【0036】
上記式(1)は、膜が形成される領域が平行な2面(鏡面)で挟まれていることが前提となっている。従って、平行な2面で膜形成部が挟まれないようなケースでは、式(1)により膜厚を理論的に求めることができない。例えば、上記のシリンダとピストンリングの場合は、ピストンリングの表面にクラウニングが施されることがあり、表面が曲面に形成される。従って、ピストンリングの中央部から端部にいくにつれて膜厚が厚くなるような膜形成部が形成される。この場合、式(1)により計算できるのはほぼ平均膜厚となる。
【0037】
一方、一般的な超音波探触子9の特性から照射される超音波の領域は、超音波探触子9から離れるにつれて拡大する傾向にある。従って、膜形成部における超音波の照射領域も広がり、膜厚の薄い領域と厚い領域を含む広範囲な領域に超音波が照射されることになり、上記理論式(1)を用いてエコー高さ信号から膜厚を求めることは測定精度の面からも問題がある。そこで、予め較正を行いエコー高さ信号と膜厚の正確な関係(較正曲線)を求めておく必要がある。このような較正曲線を求めるときの方法について、以下説明する。
【0038】
<較正方法1>
図5は、較正を行なうときのシステム構成例を示す図である。ピストンリング2のみを取り出して、リング取り付け治具30に固定ピン31により固定する。ピストンリング2の下方に、油槽32を配置し、この油槽32に形成された円弧面32a(シリンダ内径よりもやや大きな半径を有する)とを対向させて配置する。油槽32内には、潤滑油が充填されており、ピストンリング2の外面と円弧面32aの間には厚さLの油膜が形成される。この円弧面32aは、シリンダ1と同程度の表面粗さが形成されている。油膜厚さを測定する箇所には、ピストンリング2の内面側に超音波探触子9が配置される。この超音波探触子9は配線10により、超音波探傷器11に接続されている。
【0039】
油槽32の円弧面32aの中央部における油層32の厚さM(図5参照)は、実際のシリンダ1の壁の厚さと同じように設定されている。また、油槽32はシリンダ1と同じ材質により形成されている。これにより、実際の構造をシミュレートすることができる。
【0040】
油槽32の下部には、ロードセル33と、これを支持するロードセル支持部材34が設けられている。ロードセル支持部材34は、マイクロメータ35と連結されており、マイクロメータ35を操作することで、膜厚を変化させることができる。マイクロメータ35としては、1μm単位で膜厚を変動可能に調整できるものが好ましい。ロードセル33を設けているため、膜厚が0になったこと(固体接触が始まったこと)を検出することができる。
【0041】
リング取り付け治具30は、3軸方向に夫々独立して微動することができるため、ピストンリング2と油槽底面との当たりを調整することができる。また、油層32を移動しながら、超音波探触子9によりエコー高さ信号を受信して膜厚解析をすることができる。すなわち、マイクロメータ35により油槽32を上下させて膜厚を調整しながらエコー高さを得ることで、膜厚とエコー高さの関係(較正曲線)を求めておくことができる。なお,油層32を移動するのに代えてピストンリング2を移動させても良い。
【0042】
<較正方法2>
次に、異なる較正方法について説明する。較正を行う場合に、複数の超音波探触子を用いて、各超音波探触子からのエコー高さ信号を用いて較正を行うことがある。例えば、ピストンリング2の内側に複数の超音波探触子を配置する場合である。
【0043】
かかる場合に、各探触子により得られる較正曲線が一致しないことがある。その理由としては、超音波探触子の取り付け状態の誤差、ピストンリング表面のクラウニングや表面粗さの違い、超音波探傷器の追い込み領域の使用、環境温度の違い等である。
【0044】
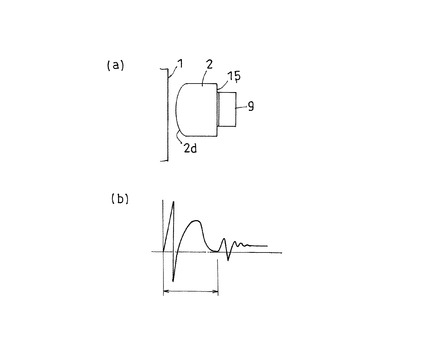
図6に、ピストンリング2の背面側に超音波探触子9を取り付けた例を示している。ピストンリング2には、図示のように表面2dにクラウニングが施されることがある。この場合は、油膜厚さは場所によって異なることになる。このクラウニング部の表面粗さの状態は場所により異なっており、得られるエコー高さも超音波探触子9が取り付けられる場所により異なる。
【0045】
また、超音波探触子9は接着剤15を介して取り付けられるが、入射波や反射波はこの接着層においても超音波が多重反射するため、接着層の厚さばらつきにより受信されるエコー高さも超音波探触子ごとに異なってくる。
【0046】
さらに、図2Aにおいて例示したように、追い込み領域を有しており、この領域はいわゆる不感帯であり、超音波探傷器11のみを動作させた場合でも検出される領域である。従って、この追い込み領域においては上記理論式(1)は成立せず、この領域を使用しなくてもすむ超音波探触子9の取り付け構造を採用する必要がある。
【0047】
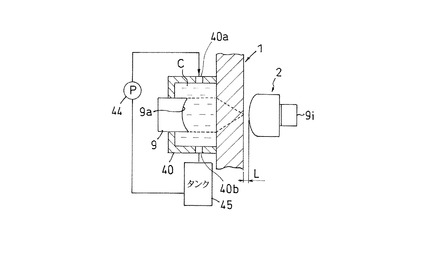
上記の問題を解決する方法として、図7に示すように、シリンダ1の外側に、膜形成部において超音波が焦点を結ぶように超音波探触子を取り付ける。このような超音波探触子9を設けることで、前述のように、照射領域を限定することができ、前述のような膜厚が変動する領域が存在していたとしても、照射領域に関しては膜厚が一定であると見なすことができ、理論式(1)の適用が可能になる。
【0048】
また、超音波探触子9をカプラントC(水、油、グリセリン等)を介して取り付けることで、超音波探触子9から照射される超音波は、カプラントCを伝わりシリンダ1に進入し、膜形成部に到達する。図7のような取り付け構造だと、取り付け部における超音波の多重反射が生じない。超音波探触子9を接着剤により取り付ける場合は、接着層における超音波の多重反射が生じるため、測定精度に対して影響を及ぼすことがある。
【0049】
図7に示すように支持体40には水(以下、カプラントとして水を使用した例について説明する)入口部40aと水出口部40bが設けられ、タンク45及びポンプ44を介して水を循環させる。この際に、水の温調機構を設けることで、水の温度を一定に保持するように制御する。従って、支持体40内の水温を一定にできるため、温度の影響をなくすことができる。
【0050】
さらに、シリンダ1側から測定を行う場合には、シリンダ1の厚みがピストンリング2の厚みよりも厚く、カプラントを介して超音波探触子9を取り付けることで伝播距離をかせぐことができ、より確実に、前述の追い込み領域を避けた計測を行なうことができる。従って、膜厚とエコー高さの関係を確実に保証することができる。従って、前述の理論式(1)をそのまま適用できる状態を作り出せることから、エコー高さ信号から直接膜厚を求めることができる。
【0051】
このように、水浸型の基準超音波探触子9を用いることで、ピストンリング2の先端(通常は、ピストンリング幅の中央)の油膜厚さを理論式に基づいて測定できる。図5において説明したマイクロメータを使用した較正方法においても、膜厚を制御できるのは、クラウニングの頂点のみであるから、この点において両者は同じである。
【0052】
このように、シリンダ1側に超音波探触子9を配置することで、理論式(1)により膜厚を測定できるが、実際には、ピストンリング2内に超音波探触子9により膜厚測定を行う必要がある。シリンダ1は実際にはシリンダブロックの中に埋め込まれており、実際の測定はピストンリング2の背面に超音波探触子9を取り付けることになる。図示したように較正装置で膜厚の較正曲線を求める場合には、較正用のシリンダ1を用いてシリンダ1側から基準超音波探触子を用いて較正を行う。
【0053】
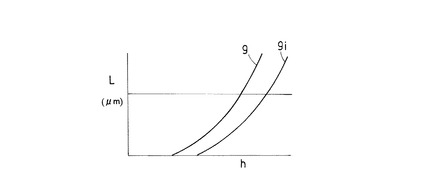
図7に示すように同じ油膜をシリンダ1の外側にある超音波探触子9で測定した場合と、ピストンリング2の内側にある超音波探触子9iで測定した場合、クラウニング等の影響により、一般的には、内側の超音波探触子9iのほうがエコー高さが高くなるように観測される(図8参照)。
【0054】
従って、較正を行うに際しては、まず、水浸型の超音波探触子9のエコー高さにより理論式により求めた膜厚Lと、その膜厚Lでのリング側の超音波探触子9iのエコー高さhの関係を求めることで行う。
【0055】
前述のように、水浸型の超音波探触子9の場合はカプラントも温度調整を行っており、シリンダ1とピストンリング2間の油膜形成部において温度変化があったとしても、カプラント中や鋼中における音速があまり変化しないため、観測されるエコー高さhは、ほとんど温度の影響を受けない。そのため、そのエコー高さhから求められた膜厚Lは温度に依存しない確かな膜厚データとして扱うことができる。
【0056】
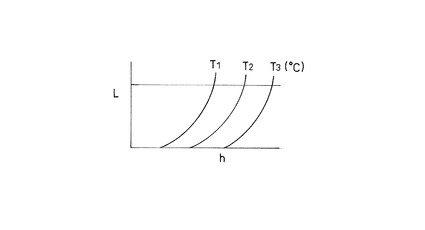
一方、ピストンリング2側の超音波探触子9iは、主として高分子材による接着層における音速が温度に強く影響されるため、図9に示すように、同じ膜厚Lでもエコー高さhは温度によって異なる。しかし、各温度での較正曲線を計測しておくことにより、別途温度を測定しておけば、正確な膜厚測定を行うことができる。
【0057】
図5においてマイクロメータを用いて膜厚を変化させる構成を説明した。この場合、マイクロメータにより実際に想定したとおりの膜厚になっているのかどうかを確認する方法として、基準超音波探触子を用いる方法がある。すなわち、図5において図番34aで示す空間(油層の底面部)にカプラントを充填すると共に基準超音波探触子を設置する。かかる基準超音波探触子を利用することで更に測定精度を上げることができる。
【0058】
<較正装置>
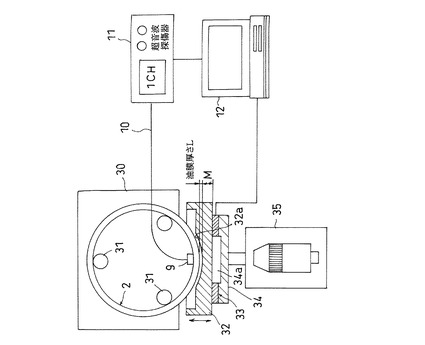
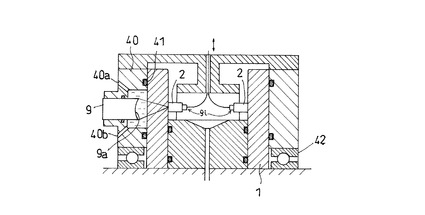
図10は、実際に較正を行うための装置較正例を示す図である。シリンダ1の外側には、焦点型の基準超音波探触子9が支持体40に取り付けられており、支持体の内部には水等のカプラントが充填される。支持体40には、カプラントの出入り口40aが設けられる。支持体40とシリンダ1の表面の間、支持体40と超音波探触子9の取り付け部周囲にはOリング41が嵌め込まれる。
【0059】
ピストンリング2の背面側内周には複数の超音波探触子9iが取り付けられており、各超音波探触子9に対して較正が必要である。まず、ピストンリング2を上下方向に微動させて、ピストンリング2の幅中央部が基準超音波探触子9の焦点に(音軸上に)来るように調整する。そして、図10に示すように、スラスト軸受42を用いることで、水浸型超音波探触子9を含むユニット全体を回転させることで、円周方向にある複数の超音波探触子9iの較正を行うことができる。ただし、ユニットを回転させる場合は、ピストンリング2が回転をしないような措置を講じておく。
【0060】
超音波探触子9iにより膜厚とエコー高さの関係を表す較正曲線データを取得するためには、膜厚を変化させることが必要である。
【0061】
膜厚を変化させる方法の一例を図11に示す。図11に示すように、シリンダ1の軸方向にを深さΔ、幅bの溝を形成する。溝の深さΔを変えたものを例えば10種類程度円周方向に形成して、各溝位置において較正を行う。幅bの寸法は、超音波探触子9iの幅の1.5倍程度にしておけば、超音波の照射領域をカバーすることができる。
【0062】
図10に示す較正装置に図11に示す溝を形成して較正を行う場合の手順を説明する。まず最初にピストンリング2を微動させて基準超音波探触子9と超音波探触子9iの音軸調整を行う(前述のとおり)。ピストンリング2側に仮に5つの超音波探触子9iが取り付けられている場合、順次ピストンリング2のみを回転しつつ、5つの超音波探触子9iについて夫々較正を行う。それが終わると、シリンダ1に形成された別の溝の位置に基準超音波探触子9iを移動させる。この位置で同様に音軸調整を行い、各超音波探触子9iについての較正を行う。以下は、同様の手順を繰り返せばよい。
【0063】
図11に示す方法に代えて、軸方向にシリンダ1あるいは超音波探触子9ユニットを移動させるようにし、軸方向に傾斜した溝を形成しても良い。
【0064】
図12に膜厚を変化させる更に別の方法を示す。図示するように、同じように水浸型の超音波探触子9を用いると共に、シリンダ1の外方からマイクロメータヘッド43の先端によりピストンリング2を押圧して、ピストンリング2を変形させる。これにより、測定箇所における油膜厚さを変化させることができる。油膜厚さの変化分は数十μm程度でよいため、かかる方法により十分な膜厚変化を得ることができる。
【0065】
図12の方法の場合、ピストンリング2側の複数の超音波探触子9iの較正を行うためには、ある超音波探触子9iについての較正が終了すると、ピストンリング2を回転させて基準超音波探触子9と音軸を合わせるようにし、前述の手順を繰り返す。この方法によれば、基準超音波探触子9は移動させなくてもよい。
【0066】
上記において、マイクロメータヘッド43による接触開始点は、双方の超音波探触子9のエコー高さ変動から確認することができる。また、膜厚さは基準となる水浸型の超音波探触子9から求めることができるので、マイクロメータヘッド43による押圧量と膜厚変化量の関係は、特に知らなくても問題はない。
【0067】
図12Aは、膜厚を変化させる場合の別の構成例を示す図である。図示するようにシリンダ1の壁面の一部をカットし移動ブロック60を挿入する。この移動ブロック60は、マイクロメータヘッド61により矢印方向に移動させることができる。これにより、膜厚を設定変更することができる。
【0068】
膜厚の較正を行う場合、前述のように、マイクロメータヘッド等による細かな膜厚の調整が必要となる。しかし、多くの超音波探触子9を使用した場合や、温度変化も含めて較正を行おうとすると、非常に多くの時間が必要となる。従って、より効率良く較正を行う方法が必要となる。
【0069】
較正曲線は使用する超音波探触子9の種類や構造により異なり、同じ超音波探触子9であったとしても取り付け状態や環境温度によって異なってくる。
【0070】
例えば、図13はピストンリング2内の円周方向の3箇所に超音波探触子を設置した場合の較正曲線を示しており、大きく異なっていることがわかる。このグラフにおいて縦軸は膜厚μmであり横軸はエコー高さ比Hである。エコー高さ比Hは、
H=h/h0×100%
で表され、hは実際に観測されるエコー高さ、h0はピストンリングと油層が空気層により分離されている状態(乾燥状態であり、超音波は境界部においてほぼ100%反射する状態)でのエコー高さである。
【0071】
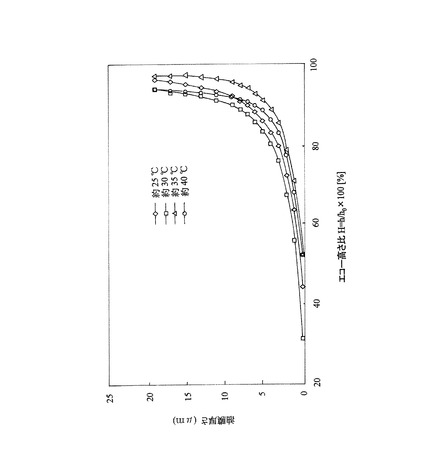
図14は、ピストンリング2に取り付けた1個の超音波探触子9iについて求めた較正曲線であり、25℃から40℃まで5℃間隔で較正曲線を求めたものである。この図からも温度変化により較正曲線が大きく変化することがわかる。
【0072】
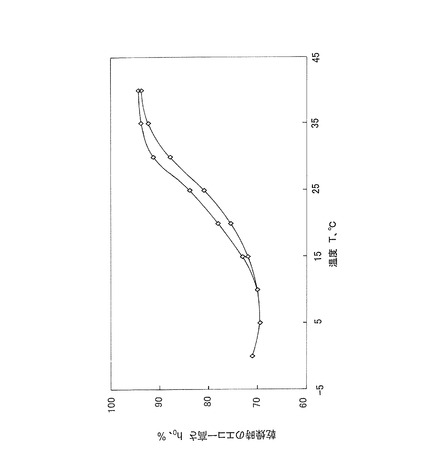
図14Aは、ピストンリング2の背面に貼り付けた超音波探触子で測定した乾燥時(界面が空気層)におけるエコー高さh0の温度による影響を示すグラフである。温度はグラフに示すように、25℃→40℃→0℃→40℃→25℃と変化させた。これは、超音波探触子のピストンリングへの接着剤による貼り付け部や、探触子前面板への振動素子の接着部での、超音波の多重反射や音速変化の影響が現れるためであり、予め予測することは困難である。従って、このような観点からも膜厚値とエコー高さの関係を示す理論式(1)から膜厚値を推定することはできず、較正が欠かせないことになる。
【0073】
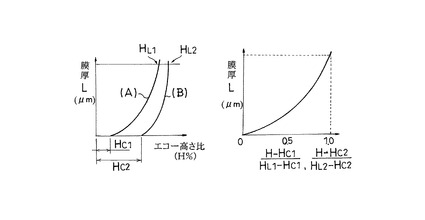
この較正曲線の差を概念的に表したものが図15(a)である。ここには異なる条件下で得られた2つの較正曲線(A)(B)が示されており、グラフの縦軸は膜厚L、横軸はエコー高さ比Hである。較正曲線(A)の両端のポイントをHC1,HL1とし、較正曲線(B)の両端のポイントをHC2,HL2とする。なお、HL1,HL2は、ある特定の膜厚における座標であり、必要とされる膜厚の範囲を考慮して(例えば、0〜20μm)決めることができる。
【0074】
次に、較正曲線(A)(B)の横軸を夫々、
(H−HC1)/(HL1−HC1),(H−HC2)/(HL2−HC2)
に変換したものが図15(b)に示されており、このような変換を行うことで、2つの較正曲線がほぼ1つにまとまることを見出した。これを説明の便宜上、「補正較正曲線」と称することにする。この補正較正曲線の横軸は、設定した膜厚範囲内におけるエコー高さ比の変化割合(%)を表していることになる。このように、補正較正曲線を用いることで、温度変化等にかかわらず、同じような結果を得ることができ、較正を行う際の作業を効率良く行うことが期待できる。
【0075】
図16は、接触時における膜厚HCと、ある膜厚HLを用いて実際に得られた補正較正曲線を示している。なお、このグラフでは横軸が膜厚、縦軸が(H−HC)/(HL−HC)となっている。グループAとグループBは別の型番の超音波探触子により測定したものであり異なった結果が得られているが、例えばグループA内(同じ型番)においては個体が異なっても同じような結果が得られている。すなわち、同一のピストンリングに同型の超音波探触子を取り付けた場合、補正較正曲線は1つに表すことができる。
【0076】
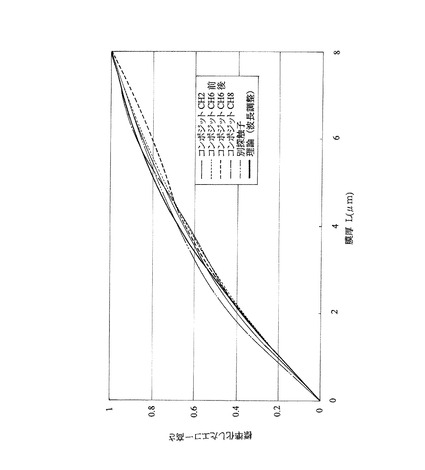
図16は0〜20μmの間における補正較正曲線であるが、図17は0〜8μmの間における補正較正曲線を示している。ここには全部で5通りの補正較正曲線が示されており、0〜8μmの間では、これらの曲線はほぼ一致していると見なすことが可能である。
【0077】
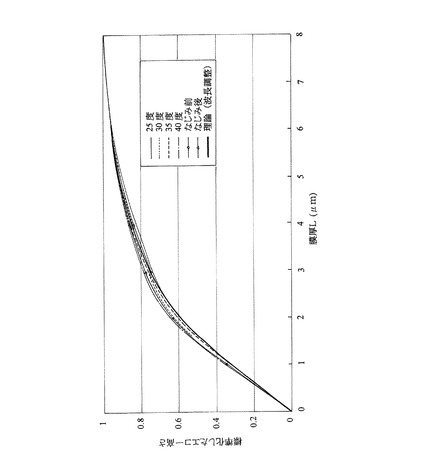
図18は、同じ超音波探触子を使用して環境温度を変化させた場合、なじみ前となじみ後、混合潤滑時における同じ曲線を示すグラフである。この場合も膜厚と変化割合(H−HC)/(HL−HC)の関係は、条件の違いにかかわらずほぼ一致していることが分かる。
【0078】
そこで、膜厚Lとエコー高さhの関係を表す理論式(1)において、反射波の中心周波数近傍で油中波長λ2を調整すると、図17や図18の太線に示すように、較正作業で得られた補正較正曲線とほぼ一致する曲線(理論曲線)が得られる。このλ2の値は、超音波探触子の種類が決まれば決定される値であり、同じ型の超音波探触子では固体差はほとんど存在しない。例えば、λ2の影響は図19に示すように表され、短波長と長波長とでは大きく異なった結果となっている。
【0079】
以上述べてきたことから、膜厚測定の手順は次のようにして行う。なお、シリンダ1とピストンリング2の材質は同じものとして考える。
【0080】
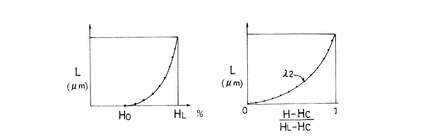
まず使用する超音波探触子で、先に説明したλ2を決定する。そのために、周囲の温度は室温のまま、何らかの較正方法を用いて、膜厚とエコー高さ(エコー高さ比)の関係を多数の膜厚値について1回だけ求める。この場合は膜厚を細かく調整する必要がある。これを図20(a)に示す。
【0081】
次に、膜厚Lにより決まるエコー高さの理論値より求めた(H−HC)/(HL−HC)を計算し、測定値(較正曲線)にフィットするλ2を決定する(図20(b)参照)。このλ2は温度が変化しても、個体が変わっても変化しない。理論式(1)では乾燥時のエコー高さはh0=1であり、エコー高さ比H=h/h0=hとなるので、補正較正曲線での横軸は、実測値と理論で次の関係で表される。
【0082】
(H−HC)/(HL−HC)=(h−hC)/(hL−hC)
ここで、左辺は実測値,右辺は理論値を示し、hL,hCはある膜厚でのエコー高さhLと、接触開始時のエコー高さhCであり、既知な理論値である。
また、理論式(1)では個体接触時のhはhC=0であるため、
(H−HC)/(HL−HC)=h/hL
∴h=(H−HC)/(HL−HC)×hL
すなわち、測定時に決まる(H−HC)/(HL−HC)(Hは膜厚により変動する値)に、HLでの膜厚で決まる理論エコー高さhL(λ2は先に決定した値)を掛けたものがその膜厚Lでの理論エコー高さhに等しくなる。
【0083】
従って、求められたhを用いて膜厚Lは前述の(1)式を変形した次式で与えられる。
L=(1/K2)tan-1[2{(Z12−Z21)2/h2−(Z12+Z21)2}1/2]
=(λ2/2π)tan-1[2{(Z12−Z21)2/{(H−HC)/(HL−HC)×hL}2−(Z12+Z21)2}1/2]
このようにλ2の値が超音波探触子について決まると後の較正曲線の取得は容易になる。
【0084】
例えば、温度が変わった場合や、超音波探触子を(同じ型の)別のものに変えた場合でも、前述した方法でλ2を1回決定しておけば、較正点は2点のみで良いことになり、較正に要する作業時間を大幅に短くすることが可能になる。すなわち、面同士が接触するごく初期のH0と、例えば膜厚20μmでのHLの2つである。
【0085】
もちろん、HCやhCの膜厚は0μmにする必要はなく、例えば、L=5μmを基準として選択しても良い。この場合は、
前述の式から
h={(H−HC)/(HL−HC)}hL+{(HL−H)/(HL−HC)}hC
(hCは5μmでのh、hLは20μmでのh)
となる。以下は、前述と同じ手順となる。
【0086】
<温度測定機能>
一般的な油膜測定で問題となるのは温度である。上述の膜厚Lの算定においては、運転時の温度でのHLとHCを用いることになる。通常、熱電対等で別途ピストンリングの温度測定を行うが,取り付けの手間や配線の煩雑さを避けるためには、超音波探触子に温度測定機能を持たせることが好ましい。
【0087】
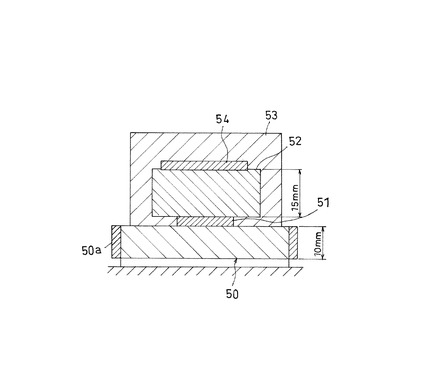
図21は温度測定機能を有する超音波探触子の概念図である。図2において、第1鋼製円板50の下面側が膜形成部に相当し、背面側に超音波探触子51(圧電素子)が取り付けられている。第1鋼製円板50の周囲はアクリル円筒50aにより囲まれている。ただしアクリル円筒50aは必ずしも必要ない。
【0088】
超音波探触子51の反対側にも同じく第2鋼製円板52が設けられており、第1鋼製円板50と同じ材質である。第2鋼製円板52の周囲にはバッキング材53が設けられている。更に、第2鋼製円板52の背面側には後面反射層54が形成される。この後面反射層54は空気あるいは発泡スチロールにより形成される。
【0089】
超音波探触子51から照射される超音波は、第1・第2鋼製円板50,51の両方に伝播され、膜形成部からの反射波と、後面反射層54からの反射波の両方が受信される。ここで、第1鋼製円板50の厚さを10mmとし第2鋼製円板52の厚さを15mmとすれば、これらの反射波は干渉することなく別々に取り出すことができる。
【0090】
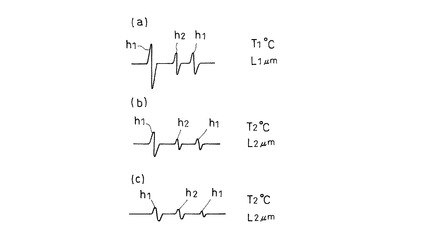
これを図22に示す。h1で示すのは膜形成部からの反射波(エコー高さ)であり、h2で示すのは後面反射層54からの反射波を示す。また、後面反射層54からは、ほぼ100%の割合で超音波が反射する。従って、h1は膜厚と温度の両方の影響を受けるが、h2は温度の影響のみを受ける。
【0091】
図22(a)(b)(c)は、夫々、(温度T1℃、膜厚L1mm)(温度T2℃、膜厚L1mm)(温度T2℃、膜厚L2mm)での測定データを示す。(a)→(b)ではh1、h2の両方が変化しているが、(b)→(c)では変化していない。
【0092】
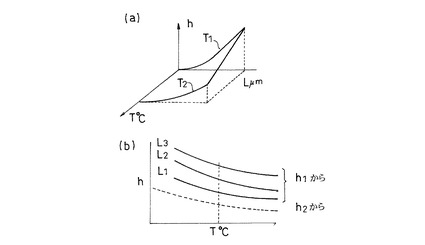
そこで、膜厚と温度を変化させてエコー高さhのデータをとると、図23(a)(b)に示すような較正データを得ることができる。図23(b)では、各膜厚L1L2L3におけるエコー高さh1と温度Tの関係、エコー高さh2と温度Tの関係を示している。そこで、較正を行う場合には、まず、温度のみの影響を受けているh2と温度(T)の関係から温度T℃を決定する。そして、決定された温度と測定されたh1とから、膜厚を決定することができる。
図21において、第2鋼製円板52については、高分子材料の円板で構成することもできる。高分子で形成することで、減衰特性や超音波の音速が温度によってかなり異なってくるので、エコー高さ変化や路程距離の違いから温度を感度よく測定することができる。
【0093】
<別実施形態>
本実施形態において測定値にフィットする較正曲線を求めるときにλ2を決定する方法を説明したが、これに限定されるものではない。測定値にフィットするような多項式を求めるようにしてもよい。例えば、5次式の場合だと、L=a+bH+cH2+dH3+eH4+fH5の係数a〜fを求めればよい。多項式を用いることで、較正曲線を求める場合の演算を簡単に行なうことができ、精度も確保することができる。
【0094】
本実施形態として膜が形成される第1面と第2面の例としてシリンダとピストンリングを例にあげたがこれに限定されるものではない。そのほかに、工作機械における種々の摺動面に形成される油膜、ベーンポンプにおいて形成される油膜など種々のケースにおいて本発明を適用することができる。また、油膜形成部だけでなく、金属の表面に形成される塗膜やコーティング膜の場合にも本発明は応用できる。この場合、第1面は金属表面であり第2面は膜と空気層との境界面となる。
【図面の簡単な説明】
【0095】
【図1】超音波探触子による測定原理を示す図
【図2】反射波の形状を示す図
【図2A】追いこみ領域を示す図
【図3】油膜厚さ測定システムの概要を示す図
【図4】理論式における膜厚Lとエコー高さhの関係を示す図
【図5】較正を行なうときのシステム構成例を示す図
【図6】ピストンリングの背面側に超音波探触子を取り付けた構成例
【図7】基準超音波探触子の取り付け構成を示す図
【図8】基準超音波探触子と通常の超音波探触子のエコー高さの違いを示す図
【図9】温度変化によるエコー高さの違いを示す図
【図10】較正装置の構成例を示す図
【図11】シリンダに溝を形成した例を示す図
【図12】膜厚を変化させるための構成を示す図
【図12A】膜厚を変化させるための別構成を示す図
【図13】探触子の違いによる較正曲線の差を表すグラフ
【図14】温度変化による較正曲線の差を表すグラフ
【図14A】温度変化によるエコー高さの変動を示すグラフ
【図15】較正曲線と補正較正曲線を比較する図
【図16】接触時における膜厚HCと、ある膜厚HLを用いて実際に得られた補正較正曲線を示す図
【図17】接触時における膜厚HCと、ある膜厚HLを用いて実際に得られた補正較正曲線を示す図
【図18】同じ超音波探触子を使用して環境温度を変化させた場合の補正較正曲線を示す図
【図19】λ2の影響を示すグラフ
【図20】膜厚と変化割合の関係を示す図
【図21】温度測定機能を有する超音波探触子の概念図
【図22】図21において超音波探触子が受信する波形を示す図
【図23】膜厚と温度を変化させた場合のエコー高さhのデータを示す図
【符号の説明】
【0096】
1 シリンダ
2 ピストンリング
3 ピストン
9,9i 超音波探触子(基準超音波探触子)
11 超音波探傷器
【特許請求の範囲】
【請求項1】
超音波探触子を用いて、第1面と第2面の間に形成される膜形成部の膜厚を測定するときに使用される較正曲線を取得する方法であって、
異なる膜厚について夫々、膜形成部からの反射波であるエコー高さ信号を超音波探触子により受信するステップと、
エコー高さ信号を標準化したエコー高さ比を演算するステップと、
予め設定された第1膜厚値と第2膜厚値の間における前記エコー高さ比の変化割合を演算するステップと、
この変化割合と膜厚値の関係を較正曲線として取得するステップとを有することを特徴とする膜厚較正曲線の取得方法。
【請求項2】
較正曲線を多項式として求めるステップを有することを特徴とする請求項1に記載の膜厚較正曲線の取得方法。
【請求項3】
前記較正曲線を取得するときに、膜厚値を設定変更する機構を有することを特徴とする請求項1又は2に記載の膜厚較正曲線の取得方法。
【請求項4】
前記較正曲線を取得するときの膜厚値は、基準超音波探触子により測定されるエコー高さ信号から理論式に基づいて演算されるものであって、
前記基準超音波探触子は、膜形成部の特定領域に焦点を結ぶように超音波を照射するものであることを特徴とする請求項1〜3のいずれか1項に記載の膜厚較正曲線の取得方法。
【請求項5】
前記基準超音波探触子は、第1面を有する第1物質に、カプラントを介して取り付けられることを特徴とする請求項4に記載の膜厚較正曲線の取得方法。
【請求項6】
第1面と第2面は夫々、シリンダとピストンリングの間に形成される摺動面であり、前記基準超音波探触子は、シリンダ側に取り付けられると共に、超音波探触子は、ピストンリング側に取り付けられるものであることを特徴とする請求項1〜5のいずれか1項に記載の膜厚較正曲線の取得方法。
【請求項1】
超音波探触子を用いて、第1面と第2面の間に形成される膜形成部の膜厚を測定するときに使用される較正曲線を取得する方法であって、
異なる膜厚について夫々、膜形成部からの反射波であるエコー高さ信号を超音波探触子により受信するステップと、
エコー高さ信号を標準化したエコー高さ比を演算するステップと、
予め設定された第1膜厚値と第2膜厚値の間における前記エコー高さ比の変化割合を演算するステップと、
この変化割合と膜厚値の関係を較正曲線として取得するステップとを有することを特徴とする膜厚較正曲線の取得方法。
【請求項2】
較正曲線を多項式として求めるステップを有することを特徴とする請求項1に記載の膜厚較正曲線の取得方法。
【請求項3】
前記較正曲線を取得するときに、膜厚値を設定変更する機構を有することを特徴とする請求項1又は2に記載の膜厚較正曲線の取得方法。
【請求項4】
前記較正曲線を取得するときの膜厚値は、基準超音波探触子により測定されるエコー高さ信号から理論式に基づいて演算されるものであって、
前記基準超音波探触子は、膜形成部の特定領域に焦点を結ぶように超音波を照射するものであることを特徴とする請求項1〜3のいずれか1項に記載の膜厚較正曲線の取得方法。
【請求項5】
前記基準超音波探触子は、第1面を有する第1物質に、カプラントを介して取り付けられることを特徴とする請求項4に記載の膜厚較正曲線の取得方法。
【請求項6】
第1面と第2面は夫々、シリンダとピストンリングの間に形成される摺動面であり、前記基準超音波探触子は、シリンダ側に取り付けられると共に、超音波探触子は、ピストンリング側に取り付けられるものであることを特徴とする請求項1〜5のいずれか1項に記載の膜厚較正曲線の取得方法。
【図1】


【図2】
【図2A】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図12A】
【図13】
【図14】
【図14A】
【図15】
【図16】

【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図2】
【図2A】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図12A】
【図13】
【図14】
【図14A】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【公開番号】特開2007−212410(P2007−212410A)
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願番号】特願2006−35485(P2006−35485)
【出願日】平成18年2月13日(2006.2.13)
【出願人】(597154966)学校法人高知工科大学 (141)
【出願人】(392000110)オートマックス株式会社 (16)
【Fターム(参考)】
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願日】平成18年2月13日(2006.2.13)
【出願人】(597154966)学校法人高知工科大学 (141)
【出願人】(392000110)オートマックス株式会社 (16)
【Fターム(参考)】
[ Back to top ]