
膜材への印刷方法
【課題】滲みや裏抜け、ムラを生じることなく印刷を行うことができる膜材への印刷方法を提供する方法を提供することにある。
【解決手段】
ガラス繊維または耐熱性繊維からなる織布及びこの織布の両面に形成されたフッ素樹脂層を有する膜材を用意する工程と、水にフッ素樹脂,シリカ,及びシリコーン系界面活性剤を添加した表面改質処理液を調製する工程と、前記膜材のフッ素樹脂層に前記表面改質処理液を塗布した後、乾燥し、焼成してインク受理層を形成する工程と、前記インク受理層上にインクで印刷する工程とを具備することを特徴とする膜材への印刷方法。
【解決手段】
ガラス繊維または耐熱性繊維からなる織布及びこの織布の両面に形成されたフッ素樹脂層を有する膜材を用意する工程と、水にフッ素樹脂,シリカ,及びシリコーン系界面活性剤を添加した表面改質処理液を調製する工程と、前記膜材のフッ素樹脂層に前記表面改質処理液を塗布した後、乾燥し、焼成してインク受理層を形成する工程と、前記インク受理層上にインクで印刷する工程とを具備することを特徴とする膜材への印刷方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、調理用、コンベアベルト用または建築用膜材に印刷を行う膜材への印刷方法に関する。
【背景技術】
【0002】
従来、原紙等からなる記録媒体にインクジェット法などにより印刷を行う技術が知られている(特許文献1)。この特許文献1には、原紙の一方の側に親水性バインダーを含む第1の塗布液又は白色原料を含む第2の塗布液で塗布する際に、他方の側に酸を含む第3の塗布液を塗布する記録媒体の製造方法について記載されている。
【0003】
ところで、調理用のクックシート、食料品などを搬送するコンベアベルトや建築用に使用される膜材は、一般に高温で使用されたりあるいは耐久性が要求されるため、ガラス繊維やアラミド繊維からなる織物の両面に四フッ化エチレン樹脂(PTFE)樹脂などからなるフッ素樹脂層を被覆した膜材が使用されている。こうした膜材では、フッ素樹脂層が撥水性を有しているので、インクジェット法により印刷しようとすると、滲みや裏抜け、ムラを生じることがあるため、膜材表面に文字、絵柄、模様等を印刷することは行われていなかった。しかし、最近、上記膜材に対して広告や宣伝、簡単な表示用の文字等を印刷する目的で膜材への印刷が求められている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−46823号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はこうした事情を考慮してなされたもので、滲みや裏抜け、ムラを生じることなく印刷を行うことができる膜材への印刷方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る膜材への印刷方法は、ガラス繊維または耐熱性繊維からなる織布及びこの織布の両面に形成されたフッ素樹脂層を有する膜材を用意する工程と、水にフッ素樹脂,シリカ,及びシリコーン系界面活性剤を添加した表面改質処理液を調製する工程と、前記膜材のフッ素樹脂層に前記表面改質処理液を塗布した後、乾燥し、焼成してインク受理層を形成する工程と、前記インク受理層上にインクで印刷する工程とを具備することを特徴とする。
【発明の効果】
【0007】
本発明によれば、滲みや裏抜け、ムラを生じることなく印刷を行うことができる膜材への印刷方法を提供できる。
【図面の簡単な説明】
【0008】
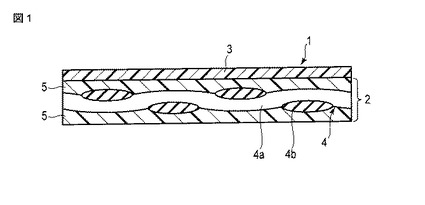
【図1】本発明に係る印刷媒体の概略的な断面図。
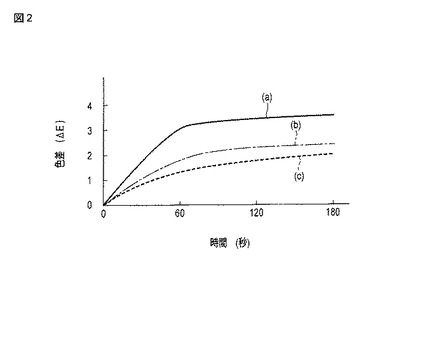
【図2】温度200℃加熱下における印刷媒体にインクを印刷する場合の時間と色差(ΔE)との関係を示す特性図。
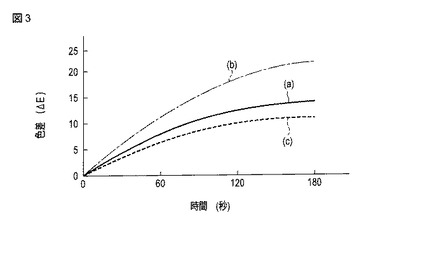
【図3】温度320℃加熱下における印刷媒体にインクを印刷する場合の時間と色差との関係を示す特性図。
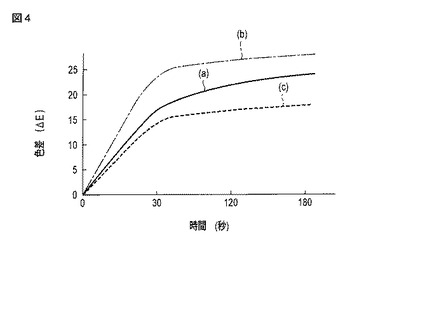
【図4】温度360℃加熱下における印刷媒体にインクを印刷する場合の時間と色差との関係を示す特性図。
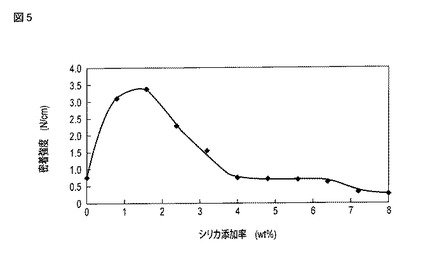
【図5】本発明に係る表面改質処理液中のシリカ添加率とインクの密着強度との関係を示す特性図。
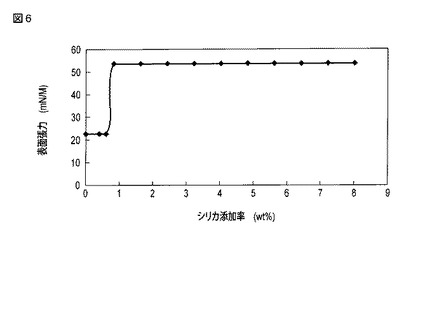
【図6】本発明に係る表面改質処理液中のシリカ添加率とインクの表面張力との関係を示す特性図。
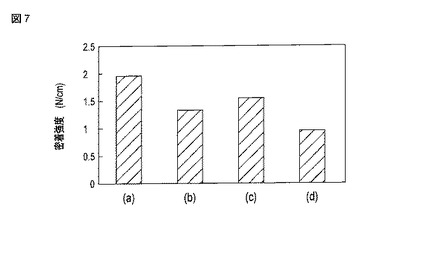
【図7】本発明に係る印刷媒体に対するインクの密着強度を示す図。
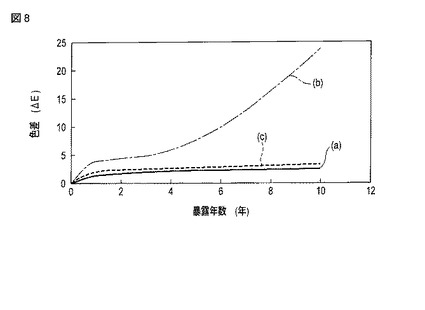
【図8】本発明に係る印刷媒体にインクを印刷した屋内用膜材における暴露年数と色差との関係を示す特性図。
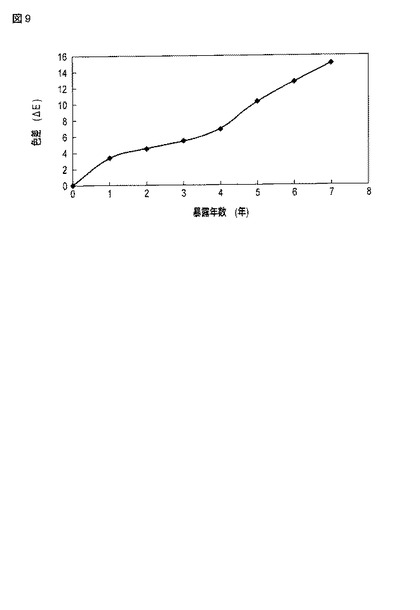
【図9】本発明に係る印刷媒体にインクを印刷した屋外用膜材における暴露年数と色差との関係を示す特性図。
【発明を実施するための形態】
【0009】
以下、本発明の膜材への印刷方法について更に詳しく説明する。
図1は、本発明に係る印刷媒体の概略的な断面図を示す。
印刷媒体1は、膜材2と、この膜材2の片面に形成されたインク受理層3とから構成されている。ここで、膜材2は、例えばガラス長繊維を使用したJISR2016に準じるガラス繊維からなる織布4と、この織布4の両面に形成されたフッ素樹脂層5から構成されている。織布4は横糸4aと縦糸4bを織って構成されている。フッ素樹脂層5としては例えば四フッ化エチレン樹脂(PTFE樹脂)が使用される。前記インク受理層3は、イオン交換水に、四フッ化エチレン・六フッ化プロピレン樹脂(FEP樹脂)又は四フッ化エチレンパーフロロアルコキシエチレン共重合樹脂(PFA樹脂),シリカ,シリコーン系界面活性剤を添加した表面処理液を塗布した後、乾燥し、焼成することにより形成される。
【0010】
前記ガラス繊維からなる織布としては、JISR3410に準じる平織物の他、JISR3410に準じる朱子織物、JISR3410に準じる綾織物でもよい。また、ガラス繊維の代わりに、アラミド繊維,カーボン繊維,ステンレス繊維等の耐熱性繊維を用いてもよい。
【0011】
本発明において、前記膜材の厚さ及び質量は、使い易さと施工性を考慮して、織布は厚さ0.1mm〜0.4mm、質量0.4kg/m2〜1.0kg/m2のものを用いることによって、この織布の両面にPTFEを形成した膜材は厚さ0.25mm〜0.5mm、質量0.45kg/m2〜1.87kg/m2とすることが好ましい。
【0012】
本発明において、インク受理層に印刷するインクとしては、例えば、ミマキエンジニアリング社製の中溶剤タイプのインクが挙げられる。この中溶剤タイプのインクは公称耐候性(ミマキエンジニアリング社側から提示している色差(ΔE)=10を超えるときの年数)3年である。前記インクとしては、印刷能力を判断するため三原色となるシアン、マゼンタ、イエローの他、レッド、グリーン、パープル色を用いることができる。
【0013】
インク受理層を形成するための表面改質処理液は、水(例えば、イオン交換水)、フッ素樹脂としてのPFE又はFEP樹脂、粒径20nm以上30nm以下の表面無処理シリカ、及びシリコーン系界面活性剤を含むことが好ましい。また、表面改質処理液に添加する添加材としては、例えばAl2O3(アルミナ)、チタン酸カリウムウィスカーが挙げられる。ここで、インク受理層を形成する工程における焼成温度は、表面改質処理層に使用されるフッ素樹脂の融点以上370℃未満であることが好ましい。この理由は、表面改質処理層に使用されるフッ素樹脂の融点未満では表面改質処理液を塗布、乾燥後にフッ素樹脂が溶融せず、370℃を超えると膜材のフッ素樹脂が焼成する恐れがあるからである。
【0014】
本発明において、表面改質処理液にPFA又はFEP樹脂を使用した場合、膜材に使用するフッ素樹脂としてはPTFE樹脂を使用することが好ましい。この理由は、PTFE樹脂の融点がPFA又はFEP樹脂より高く、表面処理液を膜材に塗布し、乾燥した後、焼成してインク受理層を形成する際に膜材に使用するPTFE樹脂が焼成することを回避できるからである。
【0015】
本発明において、印刷媒体に印刷するために必要な物性値としては、次に述べる印字能力、耐熱性が挙げられる。
印字能力としては、インク裏抜け、滲み、ムラといった印字画質を低下させる不具合がないことが必要である。印字能力を評価するために、記録媒体への印刷テスト後の外観を観察した。
耐熱性については、後加工として、トップコートが必要となった場合、乾燥・焼成工程で色彩の退色が少ないことが必要である。耐熱性を評価するために、印刷サンプルをイエロー色としオーブンにて夫々温度200℃,320℃,360℃で180秒まで10点プロットして時間と色差(ΔE)との関係を調べた。色差測定方法として、JISK5600 4−4,4−5,4−6に基づき色相を測定し、以下の式で色差の算出を行った。
ΔE=(Δa2+Δb2+ΔL2)1/2={(a1−a2)+(b1−b2)+(L1−L2)}1/2 …(1)
上記式(1)において、
Δa:印刷直後と紫外線照射後のa値差
Δb:印刷直後と紫外線照射後のb値差
ΔL:印刷直後と紫外線照射後のL値差
a1:印刷直後のブランクのa値、a2:紫外線照射後のa値
b1=印刷直後のブランクのb値、b2:紫外線照射後のb値
L1=印刷直後のブランクのL値、L2:紫外線照射後のL値
色差測定装置としては、2光路方式光学系色彩測定器を使用した。
【0016】
上記耐熱性について、中溶剤インク、低溶剤インク及びUV硬化インクごとに時間と色差との関係を調べたところ、図2、図3及び図4に示す結果が得られた。但し、図2〜図4は加熱温度が夫々200℃、320℃、360℃の場合を示す。また、図2〜図4において、符号(a)は低溶剤インク(武藤工業社製の商品名:MIUBIO)の場合、符号(b)はUV硬化インク(ミキマエンジニアリング製の商品名:LF−200)の場合,符号(c)は中溶剤インク(ミキマエンジニアリング製の商品名:SS21)の場合を示し、すべてイエロー色のインクを示す。また、下記表1に各インクの耐熱性の評価結果を示す。また、下記表2に印字能力判定基準、下記表3に耐熱性判定基準を示す。
【0017】
その結果、中溶剤インクはインクの裏抜けがなく、画質においても良好であった。低溶剤インクは滲み・ムラにより画質が低下した。UV硬化インクは画質が最も良好で、インクの裏抜けもなかった。なお、高溶剤インクは裏抜けが多く、滲み・ムラにより画質が極端に低下した。
【表1】

【0018】
【表2】
【0019】
【表3】
【0020】
表1の耐熱性及び表2の印刷能力より、中溶剤インクが有効であることが確認できた。但し、画質が最もよいUV硬化インクは耐熱性が他のインクに比べて極めて悪く、満足な結果が得られなかった。また、退色具合は色(顔料)の耐熱性が悪く黒く焦げていくような退色の仕方となった。
【0021】
本発明においては、印刷媒体にインクを印刷するため、印刷媒体表面への定着性に優れ、印刷媒体の表面張力が大きいものがよい。これらの特性を確認するため、インク受理層におけるシリカ添加率とインクの密着強度の関係を調べた。図5はその結果を示す。表面改質処理液中の溶液100wt%中のシリカ添加率を図5のように変更し、印刷媒体へのインクの定着試験を実施した。その結果、シリカ添加率が1.6wt%でインクの密着強度はピークになり、3.2wt%を超えたあたりから密着強度は低下することが分かった。更に、シリカ添加量とインクの表面張力の相関を調べた結果、図6が得られた。図6より、シリカ添加率が1.0wt%以上の場合、表面張力が約54mN/Mであることが確認された。図5及び図6より、シリカ添加率は0.8wt%以上3.2wt%以下が好ましいことが確認できた。
【0022】
本発明において、特に建築用膜材に印刷する場合、印刷媒体に印刷したインクを擦っただけでインクが剥げると用途上問題となるため、密着性に優れたものがよい。印刷媒体に印字したUV硬化インク、高溶媒インク、中溶媒インク、低溶媒インクの表面にPETフィルムを熱融着して密着強度を測定したところ、図7に示す結果が得られた。図7より、UV硬化インク(図7の(a))に次いで中溶媒インク(図7の(c))が高く、高溶媒インク(図7の(b))、低溶媒インク(図7の(d))の順となることが確認できた。高溶媒インクは裏抜け,ムラのため、低溶媒は滲み,ムラのため、引き剥がす表面積が小さくなり、密着性が低い。
【0023】
本発明において、屋外又は屋内のいずれかで使用される建築用膜材に印刷する場合においては、色彩の退色が少ない(即ち、耐候性がよい)ものが好ましい。ここで、耐候性の試験は、サンシャインウェザメータ及びキセノンウェザメータを使用し、促進暴露試験を実施することにより行った。即ち、屋外での促進試験は年間の紫外線量:300MJ/m2を基準とし、屋内での促進試験は蛍光ランプ下の紫外線量14.2MJ/m2を基準として実施し、色差(ΔE値)の算出及び退色具合を確認にすることにより行なった。色は、屋内及び屋外ともにイエロー色とし、サンシャインウェザメータでは屋内暴露10年相当、キセノンウェザメータでは屋外暴露7年相当紫外線照射を行った。また、色差測定方法としては、JISK5600に基づいて色相を測定し、上記(1)式で色差の算出を行った。
【0024】
図8は、サンシャインウェザメータによる屋内(用途:内装材用膜材)における促進暴露試験結果を示す特性図である。なお、図8では、屋内で膜材を使用した場合を考慮し、10年相当の照射量での促進暴露試験を実施した。図8において、符号(a)は中溶剤インクの場合、符号(b)は低溶剤インクの場合、符号(c)はUV硬化インクの場合を示す。図8より、中溶剤インクを用いた場合、10年相当の照射量ではΔE=2.7と小さく、屋内での使用において十分な能力を有していることが確認できた。
【0025】
図9は、キセノンウェザメータによる屋外用膜材における促進暴露試験結果を示す特性図である。図9より、色相の劣化(ΔE値)が暴露年数とともに上昇し、中溶剤インク(ミマキエンジニッリング社製の商品名:SS21)が薄くなっていくことを確認した。また、図9より、メーカー公称耐性に対しより遅い5年でΔE=10を超えており、本発明に係る印刷媒体は耐候性向上に寄与していることを確認した。
【0026】
次に、本発明の実施形態に係る膜材への印刷方法について、図1を参照して説明する。なお、本実施形態は下記に述べることに限定されない。
(実施例)
[膜材]
膜材としては、以下のものを使用した。まず、日東紡(株)製の厚み0.25mm〜0.31mm,質量300g/m2〜315g/m2のガラス繊維平織物に三井デュポンフロロケミカル(株)製PTFEディスパージョン固形分濃度40wt%を2回、固形分濃度30wt%を2回、固形分濃度20wt%を1回、計5回含浸法によるコーティングを行った。つづいて、100℃〜200℃で乾燥した後、360℃以上で焼成し、PTFE樹脂層の質量100g/m2〜300g/m2、厚み0.09mm〜0.11mmとし、膜材の質量400g/m2〜600g/m2、厚み0.34mm〜0.36mmの膜材2を製造した。
【0027】
[表面改質処理液]
表面改質処理液としては、FEP樹脂4.8wt%,粒径20〜30nmのシリカ3.2wt%,イオン交換水91.76wt%,シリコーン系界面活性剤0.24wt%を使用した。
[インク受理層の形成]
前記膜材2の片面に前記表面改質処理液を含浸法によりコーティングし、100℃〜250℃で乾燥した後、320℃で焼成し、インク受理層3を形成した。
【0028】
[インクジェットでの印刷方法]
印刷には、ミマキエンジニアリング製のワイドフォーマットインクジェットプリンター(商品名:JV33260)を使用した。インクは、公称耐候性3年のミマキエンジニアリング製のイエロー色の中溶剤インク(商品名:SS21)とした。このインクは、具体的には、グリコールエーテル系溶剤(含有量:70%〜80%)、ラクトン系溶剤(含有量:10%〜20%)、低沸点芳香族ナフサ(含有量:0.1%〜5.0%)、1,3,5−トリメチルベンゼン(含有量:0.1%〜1.0%)、1,2,4−トリメチルベンゼン(含有量:0.1%〜1.0%)、イソプロピルベンゼン(含有量:0.01%〜0.1%)、ニッケル化合物(1.0%〜5.0%)、バインダーとしてのビニル系樹脂(含有量:0.1%〜1.0%)からなり、表面張力は30mN/Mである。
【0029】
また、印刷媒体に鮮明に印刷するため、バリアドット印字方式のものとして、プリンターヘッドはオンデマンドピエゾヘッド1ヘッド180ノズル×8列のものとし、印刷モード720dpi×1440dpi、24passで実施した。
【0030】
上記実施例によれば、表面改質処理液として、PTFE樹脂層に溶融できる熱可塑性樹脂(FEP樹脂)をバインダーとしてシリカを印刷媒体の表面に固定させるため、シリカ添加率によって表面の改質状態が変化し、滲みや裏抜け、ムラを生じることなく膜材に印刷を行うことができる。
【0031】
なお、本発明は、上記実施形態そのままに限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化できる。また、上記実施形態に開示されている複数の構成要素の適宜な組み合せにより種々の発明を形成できる。例えば、実施形態に示される全構成要素から幾つかの構成要素を削除してもよい。更に、異なる実施形態に亘る構成要素を適宜組み合せてもよい。
【符号の説明】
【0032】
1…印刷媒体、2…膜材、3…インク受理層、4…織布、4a…横糸、4b…縦糸、5…PTFE樹脂層。
【技術分野】
【0001】
本発明は、調理用、コンベアベルト用または建築用膜材に印刷を行う膜材への印刷方法に関する。
【背景技術】
【0002】
従来、原紙等からなる記録媒体にインクジェット法などにより印刷を行う技術が知られている(特許文献1)。この特許文献1には、原紙の一方の側に親水性バインダーを含む第1の塗布液又は白色原料を含む第2の塗布液で塗布する際に、他方の側に酸を含む第3の塗布液を塗布する記録媒体の製造方法について記載されている。
【0003】
ところで、調理用のクックシート、食料品などを搬送するコンベアベルトや建築用に使用される膜材は、一般に高温で使用されたりあるいは耐久性が要求されるため、ガラス繊維やアラミド繊維からなる織物の両面に四フッ化エチレン樹脂(PTFE)樹脂などからなるフッ素樹脂層を被覆した膜材が使用されている。こうした膜材では、フッ素樹脂層が撥水性を有しているので、インクジェット法により印刷しようとすると、滲みや裏抜け、ムラを生じることがあるため、膜材表面に文字、絵柄、模様等を印刷することは行われていなかった。しかし、最近、上記膜材に対して広告や宣伝、簡単な表示用の文字等を印刷する目的で膜材への印刷が求められている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−46823号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はこうした事情を考慮してなされたもので、滲みや裏抜け、ムラを生じることなく印刷を行うことができる膜材への印刷方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る膜材への印刷方法は、ガラス繊維または耐熱性繊維からなる織布及びこの織布の両面に形成されたフッ素樹脂層を有する膜材を用意する工程と、水にフッ素樹脂,シリカ,及びシリコーン系界面活性剤を添加した表面改質処理液を調製する工程と、前記膜材のフッ素樹脂層に前記表面改質処理液を塗布した後、乾燥し、焼成してインク受理層を形成する工程と、前記インク受理層上にインクで印刷する工程とを具備することを特徴とする。
【発明の効果】
【0007】
本発明によれば、滲みや裏抜け、ムラを生じることなく印刷を行うことができる膜材への印刷方法を提供できる。
【図面の簡単な説明】
【0008】
【図1】本発明に係る印刷媒体の概略的な断面図。
【図2】温度200℃加熱下における印刷媒体にインクを印刷する場合の時間と色差(ΔE)との関係を示す特性図。
【図3】温度320℃加熱下における印刷媒体にインクを印刷する場合の時間と色差との関係を示す特性図。
【図4】温度360℃加熱下における印刷媒体にインクを印刷する場合の時間と色差との関係を示す特性図。
【図5】本発明に係る表面改質処理液中のシリカ添加率とインクの密着強度との関係を示す特性図。
【図6】本発明に係る表面改質処理液中のシリカ添加率とインクの表面張力との関係を示す特性図。
【図7】本発明に係る印刷媒体に対するインクの密着強度を示す図。
【図8】本発明に係る印刷媒体にインクを印刷した屋内用膜材における暴露年数と色差との関係を示す特性図。
【図9】本発明に係る印刷媒体にインクを印刷した屋外用膜材における暴露年数と色差との関係を示す特性図。
【発明を実施するための形態】
【0009】
以下、本発明の膜材への印刷方法について更に詳しく説明する。
図1は、本発明に係る印刷媒体の概略的な断面図を示す。
印刷媒体1は、膜材2と、この膜材2の片面に形成されたインク受理層3とから構成されている。ここで、膜材2は、例えばガラス長繊維を使用したJISR2016に準じるガラス繊維からなる織布4と、この織布4の両面に形成されたフッ素樹脂層5から構成されている。織布4は横糸4aと縦糸4bを織って構成されている。フッ素樹脂層5としては例えば四フッ化エチレン樹脂(PTFE樹脂)が使用される。前記インク受理層3は、イオン交換水に、四フッ化エチレン・六フッ化プロピレン樹脂(FEP樹脂)又は四フッ化エチレンパーフロロアルコキシエチレン共重合樹脂(PFA樹脂),シリカ,シリコーン系界面活性剤を添加した表面処理液を塗布した後、乾燥し、焼成することにより形成される。
【0010】
前記ガラス繊維からなる織布としては、JISR3410に準じる平織物の他、JISR3410に準じる朱子織物、JISR3410に準じる綾織物でもよい。また、ガラス繊維の代わりに、アラミド繊維,カーボン繊維,ステンレス繊維等の耐熱性繊維を用いてもよい。
【0011】
本発明において、前記膜材の厚さ及び質量は、使い易さと施工性を考慮して、織布は厚さ0.1mm〜0.4mm、質量0.4kg/m2〜1.0kg/m2のものを用いることによって、この織布の両面にPTFEを形成した膜材は厚さ0.25mm〜0.5mm、質量0.45kg/m2〜1.87kg/m2とすることが好ましい。
【0012】
本発明において、インク受理層に印刷するインクとしては、例えば、ミマキエンジニアリング社製の中溶剤タイプのインクが挙げられる。この中溶剤タイプのインクは公称耐候性(ミマキエンジニアリング社側から提示している色差(ΔE)=10を超えるときの年数)3年である。前記インクとしては、印刷能力を判断するため三原色となるシアン、マゼンタ、イエローの他、レッド、グリーン、パープル色を用いることができる。
【0013】
インク受理層を形成するための表面改質処理液は、水(例えば、イオン交換水)、フッ素樹脂としてのPFE又はFEP樹脂、粒径20nm以上30nm以下の表面無処理シリカ、及びシリコーン系界面活性剤を含むことが好ましい。また、表面改質処理液に添加する添加材としては、例えばAl2O3(アルミナ)、チタン酸カリウムウィスカーが挙げられる。ここで、インク受理層を形成する工程における焼成温度は、表面改質処理層に使用されるフッ素樹脂の融点以上370℃未満であることが好ましい。この理由は、表面改質処理層に使用されるフッ素樹脂の融点未満では表面改質処理液を塗布、乾燥後にフッ素樹脂が溶融せず、370℃を超えると膜材のフッ素樹脂が焼成する恐れがあるからである。
【0014】
本発明において、表面改質処理液にPFA又はFEP樹脂を使用した場合、膜材に使用するフッ素樹脂としてはPTFE樹脂を使用することが好ましい。この理由は、PTFE樹脂の融点がPFA又はFEP樹脂より高く、表面処理液を膜材に塗布し、乾燥した後、焼成してインク受理層を形成する際に膜材に使用するPTFE樹脂が焼成することを回避できるからである。
【0015】
本発明において、印刷媒体に印刷するために必要な物性値としては、次に述べる印字能力、耐熱性が挙げられる。
印字能力としては、インク裏抜け、滲み、ムラといった印字画質を低下させる不具合がないことが必要である。印字能力を評価するために、記録媒体への印刷テスト後の外観を観察した。
耐熱性については、後加工として、トップコートが必要となった場合、乾燥・焼成工程で色彩の退色が少ないことが必要である。耐熱性を評価するために、印刷サンプルをイエロー色としオーブンにて夫々温度200℃,320℃,360℃で180秒まで10点プロットして時間と色差(ΔE)との関係を調べた。色差測定方法として、JISK5600 4−4,4−5,4−6に基づき色相を測定し、以下の式で色差の算出を行った。
ΔE=(Δa2+Δb2+ΔL2)1/2={(a1−a2)+(b1−b2)+(L1−L2)}1/2 …(1)
上記式(1)において、
Δa:印刷直後と紫外線照射後のa値差
Δb:印刷直後と紫外線照射後のb値差
ΔL:印刷直後と紫外線照射後のL値差
a1:印刷直後のブランクのa値、a2:紫外線照射後のa値
b1=印刷直後のブランクのb値、b2:紫外線照射後のb値
L1=印刷直後のブランクのL値、L2:紫外線照射後のL値
色差測定装置としては、2光路方式光学系色彩測定器を使用した。
【0016】
上記耐熱性について、中溶剤インク、低溶剤インク及びUV硬化インクごとに時間と色差との関係を調べたところ、図2、図3及び図4に示す結果が得られた。但し、図2〜図4は加熱温度が夫々200℃、320℃、360℃の場合を示す。また、図2〜図4において、符号(a)は低溶剤インク(武藤工業社製の商品名:MIUBIO)の場合、符号(b)はUV硬化インク(ミキマエンジニアリング製の商品名:LF−200)の場合,符号(c)は中溶剤インク(ミキマエンジニアリング製の商品名:SS21)の場合を示し、すべてイエロー色のインクを示す。また、下記表1に各インクの耐熱性の評価結果を示す。また、下記表2に印字能力判定基準、下記表3に耐熱性判定基準を示す。
【0017】
その結果、中溶剤インクはインクの裏抜けがなく、画質においても良好であった。低溶剤インクは滲み・ムラにより画質が低下した。UV硬化インクは画質が最も良好で、インクの裏抜けもなかった。なお、高溶剤インクは裏抜けが多く、滲み・ムラにより画質が極端に低下した。
【表1】
【0018】
【表2】
【0019】
【表3】
【0020】
表1の耐熱性及び表2の印刷能力より、中溶剤インクが有効であることが確認できた。但し、画質が最もよいUV硬化インクは耐熱性が他のインクに比べて極めて悪く、満足な結果が得られなかった。また、退色具合は色(顔料)の耐熱性が悪く黒く焦げていくような退色の仕方となった。
【0021】
本発明においては、印刷媒体にインクを印刷するため、印刷媒体表面への定着性に優れ、印刷媒体の表面張力が大きいものがよい。これらの特性を確認するため、インク受理層におけるシリカ添加率とインクの密着強度の関係を調べた。図5はその結果を示す。表面改質処理液中の溶液100wt%中のシリカ添加率を図5のように変更し、印刷媒体へのインクの定着試験を実施した。その結果、シリカ添加率が1.6wt%でインクの密着強度はピークになり、3.2wt%を超えたあたりから密着強度は低下することが分かった。更に、シリカ添加量とインクの表面張力の相関を調べた結果、図6が得られた。図6より、シリカ添加率が1.0wt%以上の場合、表面張力が約54mN/Mであることが確認された。図5及び図6より、シリカ添加率は0.8wt%以上3.2wt%以下が好ましいことが確認できた。
【0022】
本発明において、特に建築用膜材に印刷する場合、印刷媒体に印刷したインクを擦っただけでインクが剥げると用途上問題となるため、密着性に優れたものがよい。印刷媒体に印字したUV硬化インク、高溶媒インク、中溶媒インク、低溶媒インクの表面にPETフィルムを熱融着して密着強度を測定したところ、図7に示す結果が得られた。図7より、UV硬化インク(図7の(a))に次いで中溶媒インク(図7の(c))が高く、高溶媒インク(図7の(b))、低溶媒インク(図7の(d))の順となることが確認できた。高溶媒インクは裏抜け,ムラのため、低溶媒は滲み,ムラのため、引き剥がす表面積が小さくなり、密着性が低い。
【0023】
本発明において、屋外又は屋内のいずれかで使用される建築用膜材に印刷する場合においては、色彩の退色が少ない(即ち、耐候性がよい)ものが好ましい。ここで、耐候性の試験は、サンシャインウェザメータ及びキセノンウェザメータを使用し、促進暴露試験を実施することにより行った。即ち、屋外での促進試験は年間の紫外線量:300MJ/m2を基準とし、屋内での促進試験は蛍光ランプ下の紫外線量14.2MJ/m2を基準として実施し、色差(ΔE値)の算出及び退色具合を確認にすることにより行なった。色は、屋内及び屋外ともにイエロー色とし、サンシャインウェザメータでは屋内暴露10年相当、キセノンウェザメータでは屋外暴露7年相当紫外線照射を行った。また、色差測定方法としては、JISK5600に基づいて色相を測定し、上記(1)式で色差の算出を行った。
【0024】
図8は、サンシャインウェザメータによる屋内(用途:内装材用膜材)における促進暴露試験結果を示す特性図である。なお、図8では、屋内で膜材を使用した場合を考慮し、10年相当の照射量での促進暴露試験を実施した。図8において、符号(a)は中溶剤インクの場合、符号(b)は低溶剤インクの場合、符号(c)はUV硬化インクの場合を示す。図8より、中溶剤インクを用いた場合、10年相当の照射量ではΔE=2.7と小さく、屋内での使用において十分な能力を有していることが確認できた。
【0025】
図9は、キセノンウェザメータによる屋外用膜材における促進暴露試験結果を示す特性図である。図9より、色相の劣化(ΔE値)が暴露年数とともに上昇し、中溶剤インク(ミマキエンジニッリング社製の商品名:SS21)が薄くなっていくことを確認した。また、図9より、メーカー公称耐性に対しより遅い5年でΔE=10を超えており、本発明に係る印刷媒体は耐候性向上に寄与していることを確認した。
【0026】
次に、本発明の実施形態に係る膜材への印刷方法について、図1を参照して説明する。なお、本実施形態は下記に述べることに限定されない。
(実施例)
[膜材]
膜材としては、以下のものを使用した。まず、日東紡(株)製の厚み0.25mm〜0.31mm,質量300g/m2〜315g/m2のガラス繊維平織物に三井デュポンフロロケミカル(株)製PTFEディスパージョン固形分濃度40wt%を2回、固形分濃度30wt%を2回、固形分濃度20wt%を1回、計5回含浸法によるコーティングを行った。つづいて、100℃〜200℃で乾燥した後、360℃以上で焼成し、PTFE樹脂層の質量100g/m2〜300g/m2、厚み0.09mm〜0.11mmとし、膜材の質量400g/m2〜600g/m2、厚み0.34mm〜0.36mmの膜材2を製造した。
【0027】
[表面改質処理液]
表面改質処理液としては、FEP樹脂4.8wt%,粒径20〜30nmのシリカ3.2wt%,イオン交換水91.76wt%,シリコーン系界面活性剤0.24wt%を使用した。
[インク受理層の形成]
前記膜材2の片面に前記表面改質処理液を含浸法によりコーティングし、100℃〜250℃で乾燥した後、320℃で焼成し、インク受理層3を形成した。
【0028】
[インクジェットでの印刷方法]
印刷には、ミマキエンジニアリング製のワイドフォーマットインクジェットプリンター(商品名:JV33260)を使用した。インクは、公称耐候性3年のミマキエンジニアリング製のイエロー色の中溶剤インク(商品名:SS21)とした。このインクは、具体的には、グリコールエーテル系溶剤(含有量:70%〜80%)、ラクトン系溶剤(含有量:10%〜20%)、低沸点芳香族ナフサ(含有量:0.1%〜5.0%)、1,3,5−トリメチルベンゼン(含有量:0.1%〜1.0%)、1,2,4−トリメチルベンゼン(含有量:0.1%〜1.0%)、イソプロピルベンゼン(含有量:0.01%〜0.1%)、ニッケル化合物(1.0%〜5.0%)、バインダーとしてのビニル系樹脂(含有量:0.1%〜1.0%)からなり、表面張力は30mN/Mである。
【0029】
また、印刷媒体に鮮明に印刷するため、バリアドット印字方式のものとして、プリンターヘッドはオンデマンドピエゾヘッド1ヘッド180ノズル×8列のものとし、印刷モード720dpi×1440dpi、24passで実施した。
【0030】
上記実施例によれば、表面改質処理液として、PTFE樹脂層に溶融できる熱可塑性樹脂(FEP樹脂)をバインダーとしてシリカを印刷媒体の表面に固定させるため、シリカ添加率によって表面の改質状態が変化し、滲みや裏抜け、ムラを生じることなく膜材に印刷を行うことができる。
【0031】
なお、本発明は、上記実施形態そのままに限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化できる。また、上記実施形態に開示されている複数の構成要素の適宜な組み合せにより種々の発明を形成できる。例えば、実施形態に示される全構成要素から幾つかの構成要素を削除してもよい。更に、異なる実施形態に亘る構成要素を適宜組み合せてもよい。
【符号の説明】
【0032】
1…印刷媒体、2…膜材、3…インク受理層、4…織布、4a…横糸、4b…縦糸、5…PTFE樹脂層。
【特許請求の範囲】
【請求項1】
ガラス繊維または耐熱性繊維からなる織布及びこの織布の両面に形成されたフッ素樹脂層を有する膜材を用意する工程と、
水にフッ素樹脂,シリカ,及びシリコーン系界面活性剤を添加した表面改質処理液を調製する工程と、
前記膜材のフッ素樹脂層に前記表面改質処理液を塗布した後、乾燥し、焼成してインク受理層を形成する工程と、
前記インク受理層上にインクで印刷する工程と
を具備することを特徴とする膜材への印刷方法。
【請求項2】
前記膜材に使用するフッ素樹脂はPTFE樹脂であり、前記表面改質処理液に使用するフッ素樹脂はPFAまたはFEP樹脂であることを特徴とする請求項1記載の膜材への印刷方法。
【請求項3】
前記インク受理層を形成する工程における焼成温度は、前記表面改質処理液に使用されるフッ素樹脂の融点以上370℃未満であることを特徴とする請求項1または2記載の膜材への印刷方法。
【請求項1】
ガラス繊維または耐熱性繊維からなる織布及びこの織布の両面に形成されたフッ素樹脂層を有する膜材を用意する工程と、
水にフッ素樹脂,シリカ,及びシリコーン系界面活性剤を添加した表面改質処理液を調製する工程と、
前記膜材のフッ素樹脂層に前記表面改質処理液を塗布した後、乾燥し、焼成してインク受理層を形成する工程と、
前記インク受理層上にインクで印刷する工程と
を具備することを特徴とする膜材への印刷方法。
【請求項2】
前記膜材に使用するフッ素樹脂はPTFE樹脂であり、前記表面改質処理液に使用するフッ素樹脂はPFAまたはFEP樹脂であることを特徴とする請求項1記載の膜材への印刷方法。
【請求項3】
前記インク受理層を形成する工程における焼成温度は、前記表面改質処理液に使用されるフッ素樹脂の融点以上370℃未満であることを特徴とする請求項1または2記載の膜材への印刷方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−95031(P2013−95031A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−239014(P2011−239014)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000211156)中興化成工業株式会社 (37)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000211156)中興化成工業株式会社 (37)
【Fターム(参考)】
[ Back to top ]