
自動包装機の充填ノズルの温度制御機構
【課題】温度管理を厳密に実施する必要がある内容物を包装袋内に充填する場合に、内容物の通過通路である充填ノズルをただ冷やすだけではなく、通過する内容物に対して悪影響を与えないような充填ノズルの温度制御機構を提供する。
【解決手段】充填ノズルのパイプ部分20には、隙間を設けて嵌め込まれた密閉パイプ25と、この密閉パイプ25とパイプ部分20の隙間に連通したエアー流量制御装置32とエアー冷却装置33が接続され、充填ノズル6に付設された温度センサー30で計測された充填ノズル6の温度に応じて、エアー流量制御装置32は、パイプ部分20と密閉パイプ25の隙間に送り込む圧縮エアーの量を調節する。この結果、充填ノズル6の温度は、予め設定された値に維持され、包装袋内に送り込まれる内容物は、変質することなく、且つ流動性を維持できる。
【解決手段】充填ノズルのパイプ部分20には、隙間を設けて嵌め込まれた密閉パイプ25と、この密閉パイプ25とパイプ部分20の隙間に連通したエアー流量制御装置32とエアー冷却装置33が接続され、充填ノズル6に付設された温度センサー30で計測された充填ノズル6の温度に応じて、エアー流量制御装置32は、パイプ部分20と密閉パイプ25の隙間に送り込む圧縮エアーの量を調節する。この結果、充填ノズル6の温度は、予め設定された値に維持され、包装袋内に送り込まれる内容物は、変質することなく、且つ流動性を維持できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動包装機で作られる包装袋に内容物を入れ込む充填ノズルに関し、特に、この充填ノズルの温度制御機構に関するものである。
【背景技術】
【0002】
従来のロールタイプ自動充填包装機は、原反ロール状の包装フィルムを繰り出し機構によって上方に引き出し、最上位置にあるガイドロールによって垂直下方に方向転換させ、折り畳み機構によって幅方向に二つ折りにし、次いでこの二つ折り状態の包装フィルムを一対の縦シールロールに導いて縦シールを施している。この縦シールによって二つ折りされた包装フィルムは両端部が接合して円筒状になり、その後、この円筒状包装フィルムは一対の第一横シールロールに導かれて横シールが施されて袋状になり、この包装袋内に充填ノズルを経由して内容物が投入された後、再び第一横シールロールによって包装袋の投入口に対して横シールが施されて封止状態となる。
【0003】
次に、第一横シールロールによって横シールされた部分に対して、一対の第二横シールロールを用いて再度横シールを施してシール強度を増やした後、この連包状態の包装体は、第一及び第二のカッター装置に導かれ、横シール中央付近に対して切り離し加工若しくはミシン目加工が施されて個別包装体となる。
【0004】
このような従来のロールタイプ自動充填包装機の充填ノズルは、内容物(原料)を包装袋内に送り込む役目を担っているが、発熱状態の縦ヒートシールロールや横ヒートシールロールの近傍に設置されているため、自動包装機の長時間運転に伴い、放射熱の影響を受けて充填ノズル自体の温度が上がり、通常80度位まで上昇する。
【0005】
このため、特許文献1に記載されている充填ノズルでは、充填ノズルを二重のパイプ構造にして内部に冷媒(圧縮エアー/冷却水等)を送り込み、充填ノズルの冷却動作のみを行う技術が記載されている。
【特許文献1】特開2000−211612号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、内容物(原料)によっては、42度以上になると成分の一部が蒸発するという性質を有するものや、逆に、常温(20度前後)より低い温度になると流動性が低下して硬化するという性質のものがあり、内容物の変質問題や充填ノズルを用いて内容物を包装袋内に送り込めなくなるという問題があった。
【0007】
また、特許文献1に記載されている技術では、充填ノズルから放出されている冷媒が包装袋内で内容物と混じり合う問題や、放出された冷媒が内容物を直接冷やす若しくは放出冷媒によって内容物が巻き上がって飛散する問題があった。
【0008】
本発明は、上記従来のロールタイプ自動包装機における充填ノズルの問題点に鑑み創作されたもので、温度管理を厳密に実施する必要がある内容物を包装袋内に充填する場合において、内容物の通過通路である充填ノズルをただ冷やすだけではなく、通過する内容物に対して悪影響を与えないような充填ノズルの温度制御機構を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記の目的を達成するために、本発明の請求項1に係る自動包装機の充填ノズル温度制御機構は、連続移送される包装フィルムに縦シール及び横シールを施して包装袋を形成し、この包装袋内に細長いパイプ状形状の充填ノズルを経由して内容物を充填し、充填後の包装袋開口部分に対して再度横シールを施して封止された包装体を形成し、この横シール中央付近をカッター装置によって切り離して個別包装体を作り上げる自動包装機の充填ノズルであって、前記充填ノズルには、ノズルの温度を制御する機構が備えられており、前記温度制御機構の構成は、充填ノズルの垂直部分に、出入口が付設された密閉パイプが嵌め込まれ、この密閉パイプの入口へ冷却流量制御手段を経由した圧縮エアーが送り込まれ、この密閉パイプの出口から密閉パイプと充填ノズルの隙間を通過した圧縮エアーが排気され、この充填ノズルに、充填ノズルの温度を計測する手段が付設され、前記温度制御機構の動作は、温度計測手段に基づいて冷却流量制御手段を調節し、充填ノズルの温度を予め設定された値に維持するように動く。
【0010】
また、本発明の請求項2に係る前記温度計測手段は、充填ノズルに付設された温度センサーと、この温度センサーの計測値に基づいて制御信号を出力する温度コントローラで構成され、前記冷却流量制御手段は、温度コントローラの制御信号に基づいて送り出す圧縮エアーの量を調節するエアー流量制御装置とエアー冷却装置で構成され、前記温度制御機構の動作は、自動包装機運転当初の充填ノズル温度が低下している時は、密閉パイプの入口へ送り出す冷却された圧縮エアーを停止し、自動包装機が長時間運転されることによって充填ノズル温度が上昇してきた時は、温度センサーの計測値に基づいて密閉パイプの入口へ送り出す冷却された圧縮エアーの量を調節し、充填ノズルの温度を予め設定された値に維持するように動く。
【0011】
本発明の請求項1及び請求項2に係る自動包装機の充填ノズル温度制御機構によれば、充填ノズル自体の温度を一定の範囲に維持することができる。
【発明の効果】
【0012】
以上説明したように、本発明に係るロールタイプ自動包装機における充填ノズルによれば、充填ノズル自体の温度を一定の範囲に維持することにより、通過する内容物に対して悪影響を与えないような充填ノズルの温度制御機構が提供できるという優れた効果を奏し得る。
【発明を実施するための最良の形態】
【0013】
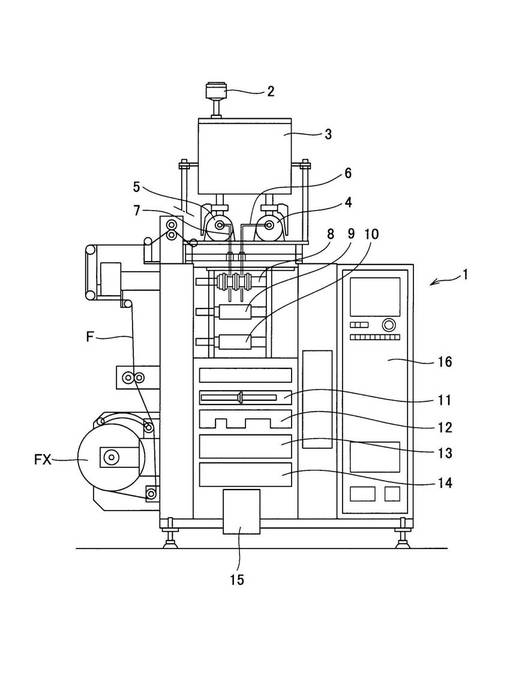
まず、図1を用いて、本発明にかかるロールタイプ自動包装機の全体構成について説明する。図1は、本発明にかかるロールタイプ自動包装機の一構成例を示す正面図である。なお、本実施の形態においては2連包形式の包装袋の例を用いて説明しており、この連包数は2連包に限ったものではなく、1連包形式若しくは複数連包形式等任意の連包数を採用することが可能である。
【0014】
図1に示すように、ロールタイプ自動包装機1(以下、自動包装機1と略す)の正面左側にはリールが設けられている。このリールには包装フィルムFを巻回した原反ロールFXが脱着交換可能に保持されている。また、自動包装機1の上部にはフィルム折り返し機構並びに充填機構が配設され、この充填機構は、包装袋内に投入する内容物が入っているホッパー3と、ホッパー3に入っている内容物が少なくなったら警報(アラーム)を出すレベラー2と、ホッパー3内の内容物を包装袋内部まで送り届ける圧力を付加するポンプ4並びにポンプ5と、充填ノズル6並びに充填ノズル7で構成されている。
【0015】
自動包装機1前面には上側から縦シール機構8、第一横シール機構9、第二横シール機構10、ミシン目縦カッター機構11、両ノッチ装置12、ミシン目横カッター機構13、切断横カッター機構14、該カッター機構によって切り離された個物包装体が滑らかに排出されるためのすべり台15が配設されている。さらに、自動包装機1右側には自動包装機1を操作するための操作ボックス16が設けられている。
【0016】
図1に示されていないが縦シール機構8は、二つの縦シールロールで構成され、図1中に表記されているのは前面側の縦シールロール(移動側シールロール)である。これに対して背面側(紙面裏側)の縦シールロールは、前面側縦シールロールと紙面垂直方向に対向した状態で設けられ、自動包装機1の機台に固定されている(固定側シールロール)。
【0017】
横シール機構は、第一横シール機構9と第二横シール機構10で構成され、これら二つの横シール機構は、縦シール機構8と同様に、図1中に表記されているのは前面側の二つの横シールロール(移動側シールロール)であり、背面側(紙面裏側)にはそれぞれ対になる二つの横シールロールを有している。これら背面側の二つの横シールロールは、紙面垂直方向に対向した状態で設けられ、自動包装機1の機台に固定されている(固定側シールロール)。
【0018】
また、包装フィルムFは、透明又は半透明な材料から構成され、例えば、PET等のベースフィルム、このベースフィルムよりも融点の低いポリエチレン等のヒートシールフィルムから構成される。また、包装フィルムFは、ベースフィルム、中間フィルム、ヒートシールフィルムの3層構造を有してもよい。
【0019】
包装フィルムFは、リールに取り付けられた原反ロールFXから引き出される。引き出された包装フィルムFは、スリッター機構により長手方向に二等分され、フィルム折り返し機構によって二等分された包装フィルムが重なり合わされて直下の縦シール機構8に送られる。この縦シール機構8の縦シールロールは、重なり合わされた二枚の包装フィルムの長手方向両端同士を熱シールして直下の第一横シール機構9に送り出す。この縦シールにより包装フィルムは筒状に形成される。
【0020】
筒状の包装フィルムは、第一横シール機構9の横シールロールにより、包装フィルムの横方向(幅方向)にシールされ、この横シールにより包装体の底部が形成される。有底筒状に形成された包装フィルム内に充填機構の充填ノズル6及び充填ノズル7が挿入されており、これらの充填ノズルを通してホッパー3内の原料が包装体内に充填される。
【0021】
さらに、第一横シール機構9の横シールロールは、原料が充填された包装フィルムの開口側を横シールし、これにより、有底筒状の包装フィルムに充填された原料は封止されて包装体形態となる。この包装体は直下の第二横シール機構10の横シールロールに送られる。第二横シールロールは、第一横シール機構によって形成された横シール部分を再度横シールして、その横シール部分の強度をより強固にするための線条シール等を形成する。
【0022】
その後、ミシン目縦カッター機構11により2連包形式の包装体の中央シール部分に対して縦状のミシン目付与が行われる。なお、このミシン目付与は包装体形態によって付与する場合と付与しない場合等任意に選択可能となっている。
【0023】
次に、両ノッチ装置12により2連包形式の包装体の両端に開封用のノッチが同時に形成され、ミシン目横カッター機構13若しくは切断横カッター機構14によって横シール中央部分に対してミシン目加工若しくは切断加工されて個別包装体となる。
【0024】
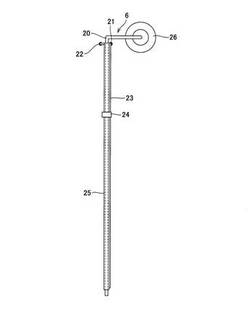
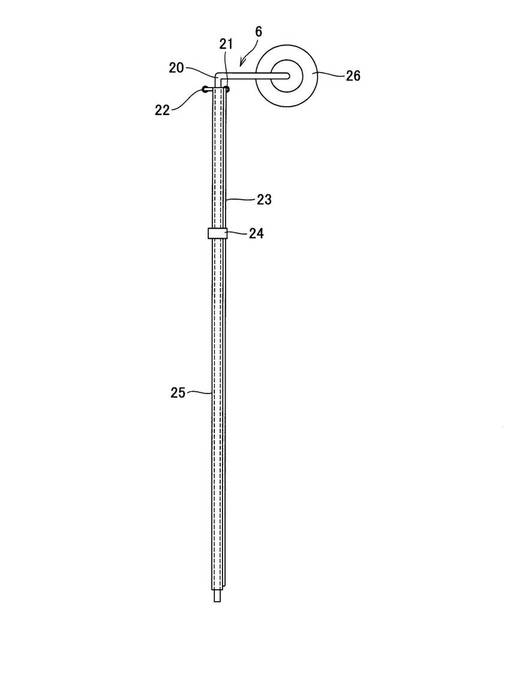
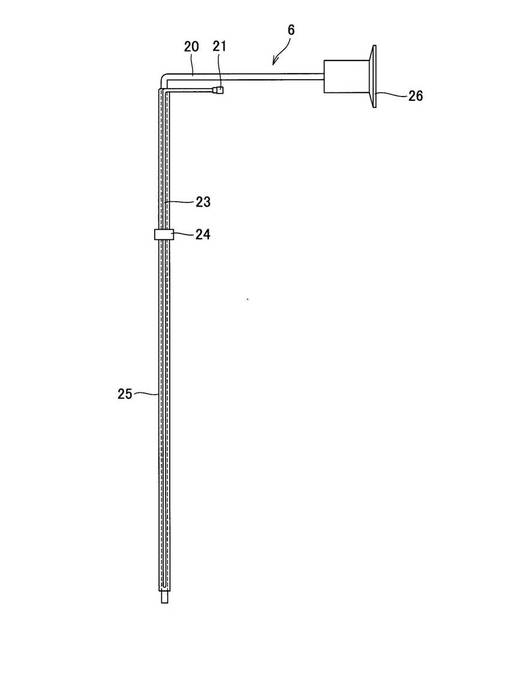
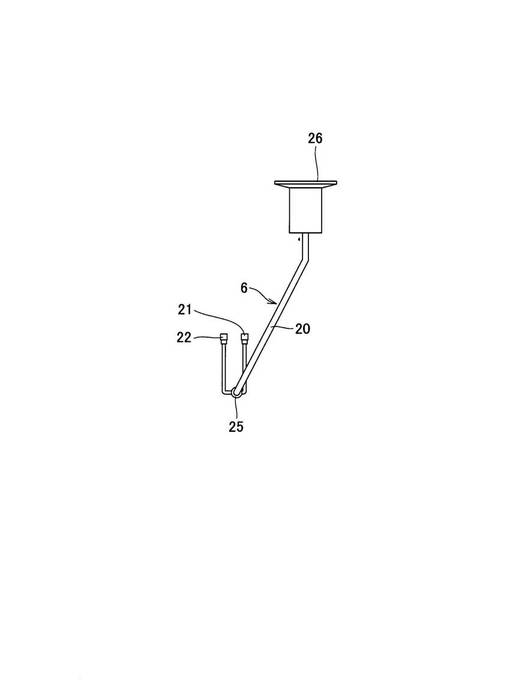
図2は、本発明に係る充填ノズルの構成を説明した正面図であり、図3は、同じく本発明に係る充填ノズルの構成を説明した右側面図であり、図4は、同じく本発明に係る充填ノズルの構成を説明した上面図である。
【0025】
図2、図3、図4に示すように、充填ノズル6は、ホッパー3内の内容物に対して圧力をかけて包装袋内部まで送り届けるポンプに接続するための接続子(ヘルール)26と、充填ノズル6のパイプ部分20と、このパイプ部分20の垂直部を覆うように隙間を設けて嵌め込まれた密閉パイプ25と、この密閉パイプ25の最下部に連通し、密閉パイプ外側に添って密閉パイプ25の最上部まで延在する供給パイプ23と、この供給パイプ23の上端部に付設されている圧縮エアー入口21と、密閉パイプ25の最上部に連通している圧縮エアー出口22と、充填ノズルを自動包装機に取り付ける際の固定位置を示すセットカラー24と、で構成されている。なお、この供給パイプ23は、密閉パイプ25の外側に溶接されている。
【0026】
このように、密閉パイプ25の内部と連通しているのは圧縮エアー入口21と圧縮エアー出口22だけであり、他に漏れ出す部分はない。
【0027】
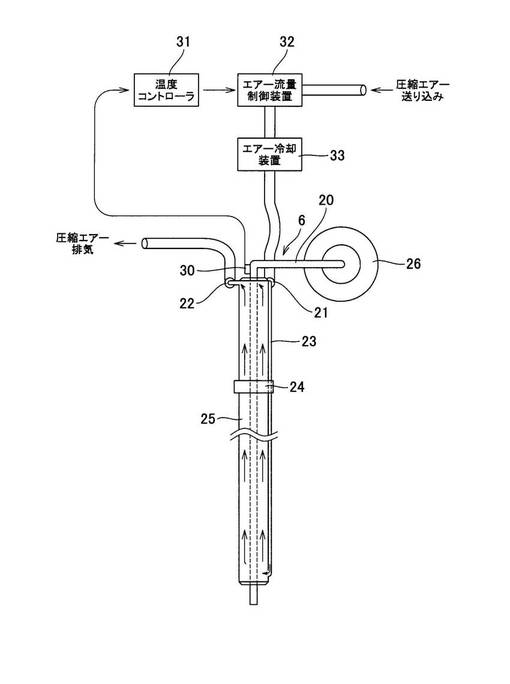
図5は、本発明に係る充填ノズルの温度制御機構の全体構成と動作を説明した模式図である。図5に示すように、充填ノズル6には、図2乃至図4で説明した接続子(ヘルール)26と、パイプ部分20と、密閉パイプ25と、供給パイプ23と、圧縮エアー入口21と、圧縮エアー出口22と、セットカラー24が記載されており、動作状態を分かり易くするため、密閉パイプ25部分を拡大し、且つ縦方向に延在しているパイプ部分20と供給パイプ23と密閉パイプ25の一部を省略して表示している。
【0028】
また、密閉パイプ25近傍付近のパイプ部分20には、温度センサー30が付設されており、パイプ部分20の温度計測を行い、この結果を温度コントローラ31に送っている。
【0029】
一方、圧縮エアー入口21には、エアー流量制御装置32とエアー冷却装置33を経由した圧縮エアーが配管接続されており、冷却並びに流量制御された圧縮エアーが供給パイプ23経由で密閉パイプ25の最下部より、パイプ部分と20密閉パイプ25の隙間に送り込まれる。
【0030】
その後、圧縮エアーは、パイプ部分20と密閉パイプ25の隙間を流れることにより、パイプ部分20を冷却し、冷却動作後に圧縮エアー出口22から排出される。
【0031】
このような充填ノズルの温度制御機構の動作は、以下のようになっている。
(1)充填ノズル6のパイプ部分20に付設された温度センサー30は、パイプ部分20の温度を直接計測し、計測結果を温度コントローラ31に送る。
(2)温度コントローラ31は、温度センサー30からの計測結果を受けて、この温度データに基づいた制御データをエアー流量制御装置32に送る。
(3)エアー流量制御装置32は、温度コントローラ31からの制御データを受けて圧縮エアーの流量を制御し、流量制御された圧縮エアーは、次に接続されているエアー冷却装置33に送られて冷却される。
(4)エアー冷却装置33で冷却された圧縮エアーは、圧縮エアー入口21経由でパイプ部分と20密閉パイプ25の隙間に送り込まれてパイプ部分20を冷やすが、その際、冷却された圧縮エアーの量が少ない場合はパイプ部分20における冷却効果は小さくなり、冷却された圧縮エアーの量が多い場合はパイプ部分20における冷却効果は高くなる。
(5)即ち、充填ノズル6のパイプ部分20に付設された温度センサー30で計測された充填ノズル6の温度に応じて、エアー流量制御装置32は、パイプ部分20と密閉パイプ25の隙間に送り込む圧縮エアーの量を調節する。
(6)そして、自動包装機運転当初の充填ノズル温度が低下している時は、冷却する必要がないため、エアー流量制御装置32は圧縮エアーの量を絞り、この結果エアー冷却装置33に送られる圧縮エアーは停止し、充填ノズル6のパイプ部分20は常温状態で冷却されない。
(7)その後、自動包装機1の運転が長時間続くと、充填ノズル6は自動包装機1の発熱状態の縦ヒートシールロールや横ヒートシールロールの近傍に設置されているため、放射熱の影響を受けて充填ノズル自体の温度が徐々に上昇し、この結果、温度センサー30の計測温度も上昇してエアー流量制御装置32は、パイプ部分20と密閉パイプ25の隙間に送り込む圧縮エアーの量を徐々に増やす。
(8)この結果、充填ノズル6の温度は、予め設定された値に維持され、充填ノズル6を経由して包装袋内に送り込まれる内容物は、変質することなく、且つ流動性を維持することが可能になる。
(9)即ち、温度管理を厳密に実施する必要がある内容物を包装袋内に充填する場合において、内容物の通過通路である充填ノズルをただ冷やすだけではなく、通過する内容物に対して悪影響を与えないような充填ノズルの温度制御機構を提供できる。
【0032】
なお、図5に示した充填ノズルの温度制御機構は、冷却された圧縮エアーの量で充填ノズルの冷やし具合を調節しているが、これに限定するものではなく、圧縮エアーを冷却する装置において、冷却温度そのものを制御して充填ノズルの冷やし具合を調節する手段や、冷却圧縮エアーにおける量並びに温度を制御して充填ノズルの冷やし具合を調節する手段等を適宜採用することができる。
【0033】
また、図2乃至図5を用いて充填ノズル6の構成および動作を説明したが、図1における充填ノズル7も同様の構成および動作を呈するものである。
【図面の簡単な説明】
【0034】
【図1】本発明に係るロールタイプ自動包装機の一構成例を示す正面図である。
【図2】本発明に係る充填ノズルの構成を説明した正面図である。
【図3】本発明に係る充填ノズルの構成を説明した右側面図である。
【図4】本発明に係る充填ノズルの構成を説明した上面図である。
【図5】本発明に係る充填ノズルの温度制御機構の全体構成と動作を説明した模式図である。
【符号の説明】
【0035】
1 ロールタイプ自動包装機
2 レベラー
3 ホッパー
4、5 ポンプ
6、7 充填ノズル
8 縦シール機構
9 第一横シール機構
10 第二横シール機構
11 ミシン目縦カッター機構
12 両ノッチ装置
13 ミシン目横カッター機構
14 切断横カッター機構
15 すべり台
16 操作ボックス
20 パイプ部分
21 圧縮エアー入口
22 圧縮エアー出口
23 供給パイプ
24 セットカラー
25 密閉パイプ
26 接続子(ヘルール)
30 温度センサー
31 温度コントローラ
32 エアー流量制御装置
33 エアー冷却装置
【技術分野】
【0001】
本発明は、自動包装機で作られる包装袋に内容物を入れ込む充填ノズルに関し、特に、この充填ノズルの温度制御機構に関するものである。
【背景技術】
【0002】
従来のロールタイプ自動充填包装機は、原反ロール状の包装フィルムを繰り出し機構によって上方に引き出し、最上位置にあるガイドロールによって垂直下方に方向転換させ、折り畳み機構によって幅方向に二つ折りにし、次いでこの二つ折り状態の包装フィルムを一対の縦シールロールに導いて縦シールを施している。この縦シールによって二つ折りされた包装フィルムは両端部が接合して円筒状になり、その後、この円筒状包装フィルムは一対の第一横シールロールに導かれて横シールが施されて袋状になり、この包装袋内に充填ノズルを経由して内容物が投入された後、再び第一横シールロールによって包装袋の投入口に対して横シールが施されて封止状態となる。
【0003】
次に、第一横シールロールによって横シールされた部分に対して、一対の第二横シールロールを用いて再度横シールを施してシール強度を増やした後、この連包状態の包装体は、第一及び第二のカッター装置に導かれ、横シール中央付近に対して切り離し加工若しくはミシン目加工が施されて個別包装体となる。
【0004】
このような従来のロールタイプ自動充填包装機の充填ノズルは、内容物(原料)を包装袋内に送り込む役目を担っているが、発熱状態の縦ヒートシールロールや横ヒートシールロールの近傍に設置されているため、自動包装機の長時間運転に伴い、放射熱の影響を受けて充填ノズル自体の温度が上がり、通常80度位まで上昇する。
【0005】
このため、特許文献1に記載されている充填ノズルでは、充填ノズルを二重のパイプ構造にして内部に冷媒(圧縮エアー/冷却水等)を送り込み、充填ノズルの冷却動作のみを行う技術が記載されている。
【特許文献1】特開2000−211612号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、内容物(原料)によっては、42度以上になると成分の一部が蒸発するという性質を有するものや、逆に、常温(20度前後)より低い温度になると流動性が低下して硬化するという性質のものがあり、内容物の変質問題や充填ノズルを用いて内容物を包装袋内に送り込めなくなるという問題があった。
【0007】
また、特許文献1に記載されている技術では、充填ノズルから放出されている冷媒が包装袋内で内容物と混じり合う問題や、放出された冷媒が内容物を直接冷やす若しくは放出冷媒によって内容物が巻き上がって飛散する問題があった。
【0008】
本発明は、上記従来のロールタイプ自動包装機における充填ノズルの問題点に鑑み創作されたもので、温度管理を厳密に実施する必要がある内容物を包装袋内に充填する場合において、内容物の通過通路である充填ノズルをただ冷やすだけではなく、通過する内容物に対して悪影響を与えないような充填ノズルの温度制御機構を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記の目的を達成するために、本発明の請求項1に係る自動包装機の充填ノズル温度制御機構は、連続移送される包装フィルムに縦シール及び横シールを施して包装袋を形成し、この包装袋内に細長いパイプ状形状の充填ノズルを経由して内容物を充填し、充填後の包装袋開口部分に対して再度横シールを施して封止された包装体を形成し、この横シール中央付近をカッター装置によって切り離して個別包装体を作り上げる自動包装機の充填ノズルであって、前記充填ノズルには、ノズルの温度を制御する機構が備えられており、前記温度制御機構の構成は、充填ノズルの垂直部分に、出入口が付設された密閉パイプが嵌め込まれ、この密閉パイプの入口へ冷却流量制御手段を経由した圧縮エアーが送り込まれ、この密閉パイプの出口から密閉パイプと充填ノズルの隙間を通過した圧縮エアーが排気され、この充填ノズルに、充填ノズルの温度を計測する手段が付設され、前記温度制御機構の動作は、温度計測手段に基づいて冷却流量制御手段を調節し、充填ノズルの温度を予め設定された値に維持するように動く。
【0010】
また、本発明の請求項2に係る前記温度計測手段は、充填ノズルに付設された温度センサーと、この温度センサーの計測値に基づいて制御信号を出力する温度コントローラで構成され、前記冷却流量制御手段は、温度コントローラの制御信号に基づいて送り出す圧縮エアーの量を調節するエアー流量制御装置とエアー冷却装置で構成され、前記温度制御機構の動作は、自動包装機運転当初の充填ノズル温度が低下している時は、密閉パイプの入口へ送り出す冷却された圧縮エアーを停止し、自動包装機が長時間運転されることによって充填ノズル温度が上昇してきた時は、温度センサーの計測値に基づいて密閉パイプの入口へ送り出す冷却された圧縮エアーの量を調節し、充填ノズルの温度を予め設定された値に維持するように動く。
【0011】
本発明の請求項1及び請求項2に係る自動包装機の充填ノズル温度制御機構によれば、充填ノズル自体の温度を一定の範囲に維持することができる。
【発明の効果】
【0012】
以上説明したように、本発明に係るロールタイプ自動包装機における充填ノズルによれば、充填ノズル自体の温度を一定の範囲に維持することにより、通過する内容物に対して悪影響を与えないような充填ノズルの温度制御機構が提供できるという優れた効果を奏し得る。
【発明を実施するための最良の形態】
【0013】
まず、図1を用いて、本発明にかかるロールタイプ自動包装機の全体構成について説明する。図1は、本発明にかかるロールタイプ自動包装機の一構成例を示す正面図である。なお、本実施の形態においては2連包形式の包装袋の例を用いて説明しており、この連包数は2連包に限ったものではなく、1連包形式若しくは複数連包形式等任意の連包数を採用することが可能である。
【0014】
図1に示すように、ロールタイプ自動包装機1(以下、自動包装機1と略す)の正面左側にはリールが設けられている。このリールには包装フィルムFを巻回した原反ロールFXが脱着交換可能に保持されている。また、自動包装機1の上部にはフィルム折り返し機構並びに充填機構が配設され、この充填機構は、包装袋内に投入する内容物が入っているホッパー3と、ホッパー3に入っている内容物が少なくなったら警報(アラーム)を出すレベラー2と、ホッパー3内の内容物を包装袋内部まで送り届ける圧力を付加するポンプ4並びにポンプ5と、充填ノズル6並びに充填ノズル7で構成されている。
【0015】
自動包装機1前面には上側から縦シール機構8、第一横シール機構9、第二横シール機構10、ミシン目縦カッター機構11、両ノッチ装置12、ミシン目横カッター機構13、切断横カッター機構14、該カッター機構によって切り離された個物包装体が滑らかに排出されるためのすべり台15が配設されている。さらに、自動包装機1右側には自動包装機1を操作するための操作ボックス16が設けられている。
【0016】
図1に示されていないが縦シール機構8は、二つの縦シールロールで構成され、図1中に表記されているのは前面側の縦シールロール(移動側シールロール)である。これに対して背面側(紙面裏側)の縦シールロールは、前面側縦シールロールと紙面垂直方向に対向した状態で設けられ、自動包装機1の機台に固定されている(固定側シールロール)。
【0017】
横シール機構は、第一横シール機構9と第二横シール機構10で構成され、これら二つの横シール機構は、縦シール機構8と同様に、図1中に表記されているのは前面側の二つの横シールロール(移動側シールロール)であり、背面側(紙面裏側)にはそれぞれ対になる二つの横シールロールを有している。これら背面側の二つの横シールロールは、紙面垂直方向に対向した状態で設けられ、自動包装機1の機台に固定されている(固定側シールロール)。
【0018】
また、包装フィルムFは、透明又は半透明な材料から構成され、例えば、PET等のベースフィルム、このベースフィルムよりも融点の低いポリエチレン等のヒートシールフィルムから構成される。また、包装フィルムFは、ベースフィルム、中間フィルム、ヒートシールフィルムの3層構造を有してもよい。
【0019】
包装フィルムFは、リールに取り付けられた原反ロールFXから引き出される。引き出された包装フィルムFは、スリッター機構により長手方向に二等分され、フィルム折り返し機構によって二等分された包装フィルムが重なり合わされて直下の縦シール機構8に送られる。この縦シール機構8の縦シールロールは、重なり合わされた二枚の包装フィルムの長手方向両端同士を熱シールして直下の第一横シール機構9に送り出す。この縦シールにより包装フィルムは筒状に形成される。
【0020】
筒状の包装フィルムは、第一横シール機構9の横シールロールにより、包装フィルムの横方向(幅方向)にシールされ、この横シールにより包装体の底部が形成される。有底筒状に形成された包装フィルム内に充填機構の充填ノズル6及び充填ノズル7が挿入されており、これらの充填ノズルを通してホッパー3内の原料が包装体内に充填される。
【0021】
さらに、第一横シール機構9の横シールロールは、原料が充填された包装フィルムの開口側を横シールし、これにより、有底筒状の包装フィルムに充填された原料は封止されて包装体形態となる。この包装体は直下の第二横シール機構10の横シールロールに送られる。第二横シールロールは、第一横シール機構によって形成された横シール部分を再度横シールして、その横シール部分の強度をより強固にするための線条シール等を形成する。
【0022】
その後、ミシン目縦カッター機構11により2連包形式の包装体の中央シール部分に対して縦状のミシン目付与が行われる。なお、このミシン目付与は包装体形態によって付与する場合と付与しない場合等任意に選択可能となっている。
【0023】
次に、両ノッチ装置12により2連包形式の包装体の両端に開封用のノッチが同時に形成され、ミシン目横カッター機構13若しくは切断横カッター機構14によって横シール中央部分に対してミシン目加工若しくは切断加工されて個別包装体となる。
【0024】
図2は、本発明に係る充填ノズルの構成を説明した正面図であり、図3は、同じく本発明に係る充填ノズルの構成を説明した右側面図であり、図4は、同じく本発明に係る充填ノズルの構成を説明した上面図である。
【0025】
図2、図3、図4に示すように、充填ノズル6は、ホッパー3内の内容物に対して圧力をかけて包装袋内部まで送り届けるポンプに接続するための接続子(ヘルール)26と、充填ノズル6のパイプ部分20と、このパイプ部分20の垂直部を覆うように隙間を設けて嵌め込まれた密閉パイプ25と、この密閉パイプ25の最下部に連通し、密閉パイプ外側に添って密閉パイプ25の最上部まで延在する供給パイプ23と、この供給パイプ23の上端部に付設されている圧縮エアー入口21と、密閉パイプ25の最上部に連通している圧縮エアー出口22と、充填ノズルを自動包装機に取り付ける際の固定位置を示すセットカラー24と、で構成されている。なお、この供給パイプ23は、密閉パイプ25の外側に溶接されている。
【0026】
このように、密閉パイプ25の内部と連通しているのは圧縮エアー入口21と圧縮エアー出口22だけであり、他に漏れ出す部分はない。
【0027】
図5は、本発明に係る充填ノズルの温度制御機構の全体構成と動作を説明した模式図である。図5に示すように、充填ノズル6には、図2乃至図4で説明した接続子(ヘルール)26と、パイプ部分20と、密閉パイプ25と、供給パイプ23と、圧縮エアー入口21と、圧縮エアー出口22と、セットカラー24が記載されており、動作状態を分かり易くするため、密閉パイプ25部分を拡大し、且つ縦方向に延在しているパイプ部分20と供給パイプ23と密閉パイプ25の一部を省略して表示している。
【0028】
また、密閉パイプ25近傍付近のパイプ部分20には、温度センサー30が付設されており、パイプ部分20の温度計測を行い、この結果を温度コントローラ31に送っている。
【0029】
一方、圧縮エアー入口21には、エアー流量制御装置32とエアー冷却装置33を経由した圧縮エアーが配管接続されており、冷却並びに流量制御された圧縮エアーが供給パイプ23経由で密閉パイプ25の最下部より、パイプ部分と20密閉パイプ25の隙間に送り込まれる。
【0030】
その後、圧縮エアーは、パイプ部分20と密閉パイプ25の隙間を流れることにより、パイプ部分20を冷却し、冷却動作後に圧縮エアー出口22から排出される。
【0031】
このような充填ノズルの温度制御機構の動作は、以下のようになっている。
(1)充填ノズル6のパイプ部分20に付設された温度センサー30は、パイプ部分20の温度を直接計測し、計測結果を温度コントローラ31に送る。
(2)温度コントローラ31は、温度センサー30からの計測結果を受けて、この温度データに基づいた制御データをエアー流量制御装置32に送る。
(3)エアー流量制御装置32は、温度コントローラ31からの制御データを受けて圧縮エアーの流量を制御し、流量制御された圧縮エアーは、次に接続されているエアー冷却装置33に送られて冷却される。
(4)エアー冷却装置33で冷却された圧縮エアーは、圧縮エアー入口21経由でパイプ部分と20密閉パイプ25の隙間に送り込まれてパイプ部分20を冷やすが、その際、冷却された圧縮エアーの量が少ない場合はパイプ部分20における冷却効果は小さくなり、冷却された圧縮エアーの量が多い場合はパイプ部分20における冷却効果は高くなる。
(5)即ち、充填ノズル6のパイプ部分20に付設された温度センサー30で計測された充填ノズル6の温度に応じて、エアー流量制御装置32は、パイプ部分20と密閉パイプ25の隙間に送り込む圧縮エアーの量を調節する。
(6)そして、自動包装機運転当初の充填ノズル温度が低下している時は、冷却する必要がないため、エアー流量制御装置32は圧縮エアーの量を絞り、この結果エアー冷却装置33に送られる圧縮エアーは停止し、充填ノズル6のパイプ部分20は常温状態で冷却されない。
(7)その後、自動包装機1の運転が長時間続くと、充填ノズル6は自動包装機1の発熱状態の縦ヒートシールロールや横ヒートシールロールの近傍に設置されているため、放射熱の影響を受けて充填ノズル自体の温度が徐々に上昇し、この結果、温度センサー30の計測温度も上昇してエアー流量制御装置32は、パイプ部分20と密閉パイプ25の隙間に送り込む圧縮エアーの量を徐々に増やす。
(8)この結果、充填ノズル6の温度は、予め設定された値に維持され、充填ノズル6を経由して包装袋内に送り込まれる内容物は、変質することなく、且つ流動性を維持することが可能になる。
(9)即ち、温度管理を厳密に実施する必要がある内容物を包装袋内に充填する場合において、内容物の通過通路である充填ノズルをただ冷やすだけではなく、通過する内容物に対して悪影響を与えないような充填ノズルの温度制御機構を提供できる。
【0032】
なお、図5に示した充填ノズルの温度制御機構は、冷却された圧縮エアーの量で充填ノズルの冷やし具合を調節しているが、これに限定するものではなく、圧縮エアーを冷却する装置において、冷却温度そのものを制御して充填ノズルの冷やし具合を調節する手段や、冷却圧縮エアーにおける量並びに温度を制御して充填ノズルの冷やし具合を調節する手段等を適宜採用することができる。
【0033】
また、図2乃至図5を用いて充填ノズル6の構成および動作を説明したが、図1における充填ノズル7も同様の構成および動作を呈するものである。
【図面の簡単な説明】
【0034】
【図1】本発明に係るロールタイプ自動包装機の一構成例を示す正面図である。
【図2】本発明に係る充填ノズルの構成を説明した正面図である。
【図3】本発明に係る充填ノズルの構成を説明した右側面図である。
【図4】本発明に係る充填ノズルの構成を説明した上面図である。
【図5】本発明に係る充填ノズルの温度制御機構の全体構成と動作を説明した模式図である。
【符号の説明】
【0035】
1 ロールタイプ自動包装機
2 レベラー
3 ホッパー
4、5 ポンプ
6、7 充填ノズル
8 縦シール機構
9 第一横シール機構
10 第二横シール機構
11 ミシン目縦カッター機構
12 両ノッチ装置
13 ミシン目横カッター機構
14 切断横カッター機構
15 すべり台
16 操作ボックス
20 パイプ部分
21 圧縮エアー入口
22 圧縮エアー出口
23 供給パイプ
24 セットカラー
25 密閉パイプ
26 接続子(ヘルール)
30 温度センサー
31 温度コントローラ
32 エアー流量制御装置
33 エアー冷却装置
【特許請求の範囲】
【請求項1】
連続移送される包装フィルムに縦シール及び横シールを施して包装袋を形成し、この包装袋内に細長いパイプ形状の充填ノズルを経由して内容物を充填し、充填後の包装袋開口部分に再度横シールを施して封止された包装体を形成し、この横シール中央付近をカッター装置によって切り離して個別包装体を作り上げる自動包装機の充填ノズルであって、
前記充填ノズルには、ノズルの温度を制御する機構が備えられており、
前記温度制御機構の構成は、充填ノズルの垂直部分に、出入口が付設された密閉パイプが嵌め込まれ、この密閉パイプの入口へ冷却流量制御手段を経由した圧縮エアーが送り込まれ、この密閉パイプの出口から密閉パイプと充填ノズルの隙間を通過した圧縮エアーが排気され、この充填ノズルに、充填ノズルの温度を計測する手段が付設され、
前記温度制御機構の動作は、温度計測手段に基づいて冷却流量制御手段を調節し、充填ノズルの温度を予め設定された値に維持するように動くことを特徴とする自動包装機の充填ノズル温度制御機構。
【請求項2】
前記温度計測手段は、充填ノズルに付設された温度センサーと、この温度センサーの計測値に基づいて制御信号を出力する温度コントローラで構成され、
前記冷却流量制御手段は、温度コントローラの制御信号に基づいて送り出す圧縮エアーの量を調節するエアー流量制御装置とエアー冷却装置で構成され、
前記温度制御機構の動作は、自動包装機運転当初の充填ノズル温度が低下している時は、密閉パイプの入口へ送り出す冷却された圧縮エアーを停止し、
自動包装機が長時間運転されることによって充填ノズル温度が上昇してきた時は、温度センサーの計測値に基づいて密閉パイプの入口へ送り出す冷却された圧縮エアーの量を調節し、充填ノズルの温度を予め設定された値に維持するように動くことを特徴とする請求項1記載の自動包装機の充填ノズル温度制御機構。
【請求項1】
連続移送される包装フィルムに縦シール及び横シールを施して包装袋を形成し、この包装袋内に細長いパイプ形状の充填ノズルを経由して内容物を充填し、充填後の包装袋開口部分に再度横シールを施して封止された包装体を形成し、この横シール中央付近をカッター装置によって切り離して個別包装体を作り上げる自動包装機の充填ノズルであって、
前記充填ノズルには、ノズルの温度を制御する機構が備えられており、
前記温度制御機構の構成は、充填ノズルの垂直部分に、出入口が付設された密閉パイプが嵌め込まれ、この密閉パイプの入口へ冷却流量制御手段を経由した圧縮エアーが送り込まれ、この密閉パイプの出口から密閉パイプと充填ノズルの隙間を通過した圧縮エアーが排気され、この充填ノズルに、充填ノズルの温度を計測する手段が付設され、
前記温度制御機構の動作は、温度計測手段に基づいて冷却流量制御手段を調節し、充填ノズルの温度を予め設定された値に維持するように動くことを特徴とする自動包装機の充填ノズル温度制御機構。
【請求項2】
前記温度計測手段は、充填ノズルに付設された温度センサーと、この温度センサーの計測値に基づいて制御信号を出力する温度コントローラで構成され、
前記冷却流量制御手段は、温度コントローラの制御信号に基づいて送り出す圧縮エアーの量を調節するエアー流量制御装置とエアー冷却装置で構成され、
前記温度制御機構の動作は、自動包装機運転当初の充填ノズル温度が低下している時は、密閉パイプの入口へ送り出す冷却された圧縮エアーを停止し、
自動包装機が長時間運転されることによって充填ノズル温度が上昇してきた時は、温度センサーの計測値に基づいて密閉パイプの入口へ送り出す冷却された圧縮エアーの量を調節し、充填ノズルの温度を予め設定された値に維持するように動くことを特徴とする請求項1記載の自動包装機の充填ノズル温度制御機構。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−78834(P2009−78834A)
【公開日】平成21年4月16日(2009.4.16)
【国際特許分類】
【出願番号】特願2007−248923(P2007−248923)
【出願日】平成19年9月26日(2007.9.26)
【出願人】(596092595)三光機械株式会社 (102)
【Fターム(参考)】
【公開日】平成21年4月16日(2009.4.16)
【国際特許分類】
【出願日】平成19年9月26日(2007.9.26)
【出願人】(596092595)三光機械株式会社 (102)
【Fターム(参考)】
[ Back to top ]