
自動変速機及びその組立方法
【課題】複数のプラネタリギヤセットを変速機ケース内に収容した自動変速機において、自動変速機の組立性を向上させる技術を提供する。
【解決手段】複数のプラネタリギヤセットと、これらを収容する変速機ケース3と、を備える自動変速機1である。最もエンドカバー43の近くに配設された第1ギヤセット7、及び、第1ギヤセット7のフロント側に隣接するように配設された第2ギヤセット17は、サンギヤ7a,17a、ピニオンギヤ7e,7f,17e及びリングギヤ7b,17bをそれぞれ有している。エンドカバー43との間に第1ギヤセット7を挟持するように、第1ギヤセット7と第2ギヤセット17との間に設けられ、且つ、フロント側が第2リングギヤ17bと連結されている、入力軸21を囲む略環状の組立プレート57をさらに備えている。
【解決手段】複数のプラネタリギヤセットと、これらを収容する変速機ケース3と、を備える自動変速機1である。最もエンドカバー43の近くに配設された第1ギヤセット7、及び、第1ギヤセット7のフロント側に隣接するように配設された第2ギヤセット17は、サンギヤ7a,17a、ピニオンギヤ7e,7f,17e及びリングギヤ7b,17bをそれぞれ有している。エンドカバー43との間に第1ギヤセット7を挟持するように、第1ギヤセット7と第2ギヤセット17との間に設けられ、且つ、フロント側が第2リングギヤ17bと連結されている、入力軸21を囲む略環状の組立プレート57をさらに備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数のプラネタリギヤセットを変速機ケース内に収容した自動変速機及びその組立方法に関するものである。
【背景技術】
【0002】
一般に、自動変速機は、プラネタリギヤセット、クラッチ及びブレーキなどの変速機構を、筒型の変速機ケース内に組み付けることで製造される。より具体的には、自動変速機を製造する際には、各種部品を、変速機ケースの反トルクコンバータ側に形成された開口部から所定の順序に従って当該変速機ケース内に挿入しながら、これら各種部品を軸方向に組み付け、その後開口部をエンドカバーによって閉塞することが多い。このように、自動変速機を組み立てる際には、各種部品を所定の順序に従って組み付けなければならないことから、部品点数が多くなると、製造時間が長くなるという問題がある。
【0003】
このような問題を解決するために、自動変速機の製造においては、いくつかの部品をサブアセンブルさせておき、かかるサブアセンブルされた部品群を、先に変速機ケース内に組み付けられた部品群に組み付けることで、製造時間の短縮化が図られている。例えば、特許文献1には、図8に示すように、3つのプラネタリギヤセット107,117,127のうち、最もエンドカバー側に配設された第3プラネタリギヤセット127のサンギヤ127aを変速機ケース103のケース本体113に組み付ける一方、第3プラネタリギヤセット127のリンクギヤ127b及びピニオンギヤ127e並びに第3プラネタリギヤセットに隣接する第2プラネタリギヤセット117のリンクギヤ117bをエンドカバー143にサブアセンブルし、かかるエンドカバー143によって、ケース本体113の開口部113aを閉塞するようにした自動変速機101が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−84806号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1のものでは、以下のような問題がある。すなわち、変速機ケース103内でギヤ同士を噛み合わせる場合には、ギヤを傾けたり、径方向に小刻みに動かしたりしながら両ギヤを噛み合わせるところ、上記特許文献1のものでは、エンドカバー143をケース本体113に組み付ける際に、エンドカバー143にサブアセンブルされた第3プラネタリギヤセット127のピニオンギヤ127eと、予めケース本体113に組み付けられた第3プラネタリギヤセット127のサンギヤ127aとを噛み合わせなければならないとともに、エンドカバー143にサブアセンブルされた第2プラネタリギヤセット117のリングギヤ117bと、予めケース本体113に組み付けられた第2プラネタリギヤセット117のピニオンギヤ117eとを噛み合わせなければならず、組立性が悪化するという問題がある。換言すると、自動変速機101を組み立てる際に、ほぼ同時にギヤ同士を噛み合わさなければならない箇所が2箇所ある場合には、一方の箇所のギヤ同士が噛み合った後は、他方の箇所では、ギヤを傾けたり、径方向に小刻みに動かしたりすることが困難となることから、ギヤ同士がなかなか噛み合わず、組立性が悪化するという問題がある。
【0006】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、複数のプラネタリギヤセットを変速機ケース内に収容した自動変速機において、自動変速機の組立性を向上させる技術を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係る自動変速機では、自動変速機を組み立てる際、ほぼ同時にギヤ同士を噛み合わさせなければならない箇所数が、1箇所となるような構造を採用している。
【0008】
具体的には、第1の発明は、複数のプラネタリギヤセットと、これら複数のプラネタリギヤセットを収容する、入力軸の延びる方向に延び且つ軸方向一方側が開口したケース本体と、当該ケース本体の開口部を閉塞するエンドカバーとを有する変速機ケースと、を備える自動変速機を対象とする。
【0009】
そして、上記複数のプラネタリギヤセットのうち、最も上記エンドカバーの近くに配設された第1プラネタリギヤセットは、第1サンギヤ、第1ピニオンギヤ及び第1リングギヤを有し、上記第1プラネタリギヤセットの軸方向他方側に隣接するように配設された第2プラネタリギヤセットは、第2サンギヤ、第2ピニオンギヤ及び第2リングギヤを有し、上記エンドカバーとの間に上記第1プラネタリギヤセットを挟持するように、当該第1プラネタリギヤセットと上記第2プラネタリギヤセットとの間に設けられ、且つ、軸方向他方側が上記第2リングギヤと連結されている、上記入力軸を囲む略環状のプレート部材をさらに備えていることを特徴とするものである。
【0010】
第1の発明によれば、自動変速機は、エンドカバーとの間に第1プラネタリギヤセットを挟持するように、第1プラネタリギヤセットと第2プラネタリギヤセットとの間に設けられる、入力軸を囲む略環状のプレート部材を備えているので、第1ピニオンギヤ及び第1リングギヤのみならず第1サンギヤをもエンドカバーにサブアセンブルすることが、換言すると、第1プラネタリギヤセットを変速機ケース内に組み付けるのに先立ち、第1サンギヤと第1ピニオンギヤとを噛み合わせておくことができる。
【0011】
そうして、エンドカバー並びにこれにサブアセンブルされた第1プラネタリギヤセット及びプレート部材を、変速機ケース内に組み付ける際には、第2ピニオンギヤと、プレート部材に連結されている第2リングギヤとを噛み合わせるだけでよいことから、第1サンギヤと第1ピニオンギヤ及び第2リングギヤと第2ピニオンギヤとをほぼ同時に噛み合わせなければならなかった従来の構造とは異なり、自動変速機の組立性を大幅に向上させることができる。
【0012】
第2の発明は、上記第1の発明において、上記プレート部材は、軸方向一方側が上記第1リングギヤと連結されていることを特徴とするものである。
【0013】
第2の発明によれば、第2リングギヤに連結されているプレート部材と、第1リングギヤとを連結することによって、ギヤ比の選択の幅を変えることができる。
【0014】
ところで、自動変速機では、各種部品が軸方向に組み付けられることから、各部品の軸方向寸法の公差が積み重なり、全体として軸方向の寸法が小さくなり過ぎたり、逆に大きくなり過ぎたりすることがある。例えば、軸方向寸法が小さくなり過ぎると、部品同士が近接しすぎて部品間に潤滑油が十分に流入せず、当該部品間に摩擦が発生するおそれがある一方、軸方向寸法が大きくなり過ぎると、部品間の間隙に起因してガタツキが生じるおそれがあり、これらの場合には、自動変速機の性能や耐久性に悪影響を与えるという問題がある。
【0015】
そこで、第3の発明は、上記第1又は2の発明において、上記プレート部材と上記第2プラネタリギヤセットとの間には、異なる軸方向厚さを有するものの中から選択されたスラスト軸受部材が介設されていることを特徴とするものである。
【0016】
第3の発明によれば、各部品の軸方向寸法の公差に起因して、変速機構全体として軸方向の寸法が大きくなり過ぎたり、小さくなり過ぎたりした場合にも、プレート部材と第2プラネタリギヤセットとの間に、異なる軸方向厚さを有するものの中から選択されたスラスト軸受部材を介設させることで、異なる軸方向間隙を有する自動変速機毎に、正確な軸方向間隙の調整をすることができる。
【0017】
第4の発明は、上記第3の発明において、上記プレート部材は、第1リングギヤと第2リングギヤとの間でこれらを繋ぐ外周部分と、当該外周部分よりも内側で、上記エンドカバーとの間に第1サンギヤ及び第1ピニオンギヤを挟持する内周部分とを有しており、上記スラスト軸受部材は、上記内周部分の軸方向他方側の面に配設されていることを特徴とするものである。
【0018】
第4の発明によれば、スラスト軸受部材によってプレート部材の内周部分が、軸方向にしっかりと位置決めされるので、かかるプレート部材の外周部分と繋がれた第1リングギヤ及び第2リングギヤが、ギヤ同士の噛み合いの反力によって軸方向一方側又は他方側に寄るのを抑えることができる。
【0019】
第5の発明は、上記第4の発明において、上記第1プラネタリギヤセットは、上記第1サンギヤ及び上記第1リングギヤよりも軸方向他方側に位置し、且つ、上記第1ピニオンギヤを支持する第1キャリアをさらに有しており、上記プレート部材は、第1プラネタリギヤセットの軸方向他方側の形状に沿うように、上記内周部分における上記第1キャリアに対応する部位が、上記内周部分における上記第1サンギヤに対応する部位及び上記外周部分よりも軸方向他方側に膨出していることを特徴とするものである。
【0020】
第5の発明によれば、第1プラネタリギヤセットの軸方向他方側の形状に沿うように、内周部分における第1キャリアに対応する部位を、内周部分における第1サンギヤに対応する部位及び外周部分よりも軸方向他方側に膨出させていることから、プレート部材をフラットに形成した場合に比して、第1サンギヤと当該プレート部材との間に無駄なスペースが生じるのを抑えて、自動変速機の軸方向のコンパクト化を図ることができる。
【0021】
第6の発明は、各々サンギヤ、ピニオンギヤ及びリングギヤを有する複数のプラネタリギヤセットを収容する、入力軸の延びる方向に延び且つ軸方向一方側が開口したケース本体と、当該ケース本体の開口部を閉塞するエンドカバーと、を有する変速機ケースを備える自動変速機の当該変速機ケース内に、上記複数のプラネタリギヤセットを上記開口部から収容して組付ける、自動変速機の組立方法を対象とする。
【0022】
そして、上記複数のプラネタリギヤセットのうち、最も上記エンドカバーの近くに配設される第1プラネタリギヤセットの軸方向他方側に隣接するように配設される第2プラネタリギヤセットのリングギヤが、軸方向他方側に連結された、上記入力軸を囲む略環状のプレート部材を用意し、上記第1プラネタリギヤセットが、上記エンドカバーと上記プレート部材との間に挟持されるように、当該第1プラネタリギヤセット及び当該プレート部材を当該エンドカバーに組付けるサブアセンブル工程と、上記ケース本体内に組付けられた上記第2プラネタリギヤセットのピニオンギヤと、上記エンドカバーに組付けられた第2プラネタリギヤセットのリングギヤとを噛み合わせながら、当該エンドカバーを当該ケース本体に組付けるアセンブル工程と、を含むことを特徴とするものである。
【0023】
第6の発明によれば、ピニオンギヤ及びリングギヤのみならず、第1プラネタリギヤセットのサンギヤをもエンドカバーにサブアセンブルするので、エンドカバー並びにこれにサブアセンブルされた第1プラネタリギヤセット及びプレート部材を、ケース本体内に組み付ける際には、第2プラネタリギヤセットのリングギヤとピニオンギヤとを噛み合わさせるだけでよいことから、自動変速機の組立性を大幅に向上させることができる。
【0024】
第7の発明は、上記第6の発明において、上記アセンブル工程に先立ち、上記ケース本体における当該ケース本体と上記エンドカバーとの合わせ面と、上記第2プラネタリギヤセットの軸方向一方側の端面との軸方向における距離、及び、上記エンドカバーにおける上記合わせ面と、上記プレート部材の軸方向他方側の面における、上記第2プラネタリギヤセットの端面に対応する部位との軸方向における距離を測定する測定工程と、上記測定工程で測定された距離に基づいて、スラスト軸受部材を、上記第2プラネタリギヤセットの軸方向一方側の端面と、これに対応する上記プレート部材の軸方向他方側の面との間に配設する軸方向間隙調整工程と、を含むことを特徴とするものである。
【0025】
第7の発明によれば、エンドカバーをケース本体に組付けるのに先立ち、組立後の変速機ケース内における軸方向の間隙を、簡単な方法で測定することができるとともに、スラスト軸受部材を、第2プラネタリギヤセットとプレート部材との間に配設することによって、かかる軸方向の間隙を調整することができる。
【0026】
第8の発明は、上記第7の発明において、上記軸方向間隙調整工程では、上記スラスト軸受部材は、上記測定工程で測定された距離に基づいて、上記変速機ケース内の軸方向間隙が所定範囲内となるように、複数個用意された軸方向厚さの異なるスラスト軸受部材の中から選択されることを特徴とするものである。
【0027】
第8の発明によれば、軸方向間隙を調整するためのスラスト軸受部材を、複数個用意された軸方向厚さの異なるスラスト軸受部材の中から選択することにより、異なる軸方向間隙を有する自動変速機毎に、正確な軸方向間隙の調整が可能となる。
【発明の効果】
【0028】
本発明に係る自動変速機によれば、自動変速機は、エンドカバーとの間に第1プラネタリギヤセットを収容するように、第1プラネタリギヤセットと第2プラネタリギヤセットとの間に設けられる略環状のプレート部材を備えているので、第1ピニオンギヤ及び第1リングギヤのみならず第1サンギヤをもエンドカバーにサブアセンブルすることができる。これにより、エンドカバー並びにこれにサブアセンブルされた第1プラネタリギヤセット及びプレート部材を、変速機ケース内に組み付ける際には、かかるプレート部材に連結されている第2リングギヤと第2ピニオンギヤとを噛み合わさせるだけでよいことから、自動変速機の組立性を大幅に向上させることができる。
【図面の簡単な説明】
【0029】
【図1】本発明の実施形態に係る自動変速機のスケルトン図である。
【図2】自動変速機の締結表である。
【図3】変速機ケースの中間壁部とエンドカバーとの間における自動変速機の、入力軸の軸線よりも上側の部分を示す縦断面図である。
【図4】図3とは異なる周方向位置の部分断面図である。
【図5】軸方向間隙を調整するための測定を説明するための模式図である。
【図6】軸方向間隙を調整するための測定を説明するための模式図である。
【図7】エンドカバーをベースとするサブアセンブリをケース本体に組み付ける様子を模式的に説明する図である。
【図8】従来の自動変速機の組立構造を模式的に示す断面図である。
【発明を実施するための形態】
【0030】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
【0031】
−自動変速機の全体構成−
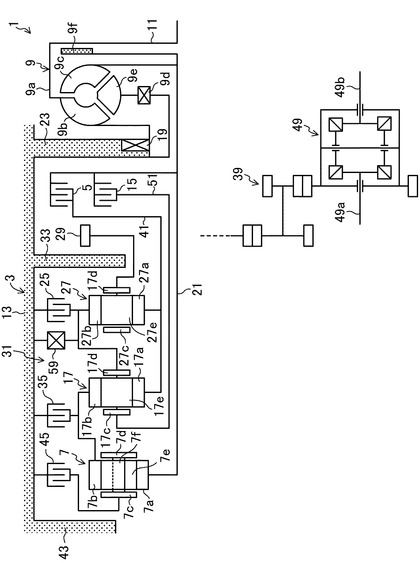
図1は、本実施形態に係る自動変速機の構成を示すスケルトン図である。この自動変速機1は、フロントエンジンフロントドライブ車等のエンジン横置き式自動車に適用されるものであり、エンジン出力軸11に取り付けられたトルクコンバータ9と、当該トルクコンバータ9からの動力が入力軸21を介して入力される第1クラッチ5及び第2クラッチ15と、これらのクラッチ5,15の一方または両方から動力が入力される変速機構31と、変速機ケース3と、を備えている。
【0032】
変速機ケース3は、第1及び第2クラッチ5,15並びに3つののプラネタリギヤセット7,17,27を有する変速機構31を収納する、入力軸21の延びる方向に延び且つ軸方向両側が開口した略筒状のケース本体13と、当該ケース本体13のフロント側(軸方向他方側)の開口部を閉塞する、トルクコンバータ9を介してエンジン(図示せず)により駆動されるオイルポンプ19が収納されたフロントカバー23と、当該ケース本体13のリヤ側(軸方向一方側)の開口部13aを閉塞するエンドカバー43と、ケース本体13の軸方向中央に設けられた中間壁部33と、を有している。
【0033】
第1及び第2クラッチ5,15は、フロントカバー23と中間壁部33との間に収納されている一方、変速機構31は、中間壁部33とエンドカバー43との間に収納されている。第1及び第2クラッチ5,15と中間壁部33との間には、変速機構31からの動力を取り出す出力ギヤ29が配置されており、かかる出力ギヤ29から取り出された動力が、中間伝動機構39を介して差動装置49に伝達され、左右の車軸49a,49bを駆動するようになっている。
【0034】
トルクコンバータ9は、エンジン出力軸11に連結されたケース9aと、当該ケース9a内に固設されたポンプ9bと、ポンプ9bに対峙されて当該ポンプ9bにより作動油を介して駆動されるタービン9cと、ポンプ9bとタービン9cとの間に介設され、且つ、ワンウェイクラッチ9dを介して変速機ケース3に支持されるステータ9eと、ケース9aとタービン9cとの間に設けられ、当該ケース9aを介してエンジン出力軸11とタービン9cとを直結するロックアップクラッチ9fと、を有している。そうして、タービン9cの回転が入力軸21を介して第1及び第2クラッチ5,15に伝達されるようになっている。
【0035】
この自動変速機1には、摩擦締結要素として、第1及び第2クラッチ5,15の他に、変速機構31を構成する第1ブレーキ25、第2ブレーキ35及び第3ブレーキ45が設けられており、これら第1、第2及び第3ブレーキ25,35,45は、フロント側からこの順序で配置されている。また、この自動変速機1では、第1ブレーキ25と並列にワンウェイクラッチ59が配置されている。
【0036】
変速機構31は、中間壁部33とエンドカバー43との間に配置される3つのプラネタリギヤセットを、具体的には、最もエンドカバー43の近くに配設される第1プラネタリギヤセット7(以下、第1ギヤセットという。)と、当該第1ギヤセット7のフロント側に隣接するように配設される第2プラネタリギヤセット17(以下、第2ギヤセットという。)と、当該第2ギヤセット17のフロント側に隣接するように(最も中間壁部33の近くに)配設される第3プラネタリギヤセット27(以下、第3ギヤセットという。)と、を有している。
【0037】
第2及び第3ギヤセット17,27は、シングルピニオン型のプラネタリギヤセットである。第2ギヤセット17は、第2サンギヤ17aと、各々第2サンギヤ17aと噛み合う複数の第2ピニオンギヤ17eと、これらの第2ピニオンギヤ17eを支持する第2キャリア17c,17dと、第2ピニオンギヤ17eと噛み合う第2リングギヤ17bとを有している。一方、第3ギヤセット27は、第3サンギヤ27aと、各々第3サンギヤ27aと噛み合う複数の第3ピニオンギヤ27eと、これらの第3ピニオンギヤ27eを支持する第3キャリア27c,27dと、第3ピニオンギヤ27eと噛み合う第3リングギヤ27bとを有している。
【0038】
これに対し、第1ギヤセット7は、ダブルピニオン型のプラネタリギヤセットであって、第1サンギヤ7aと、第1サンギヤ7aと噛み合う第1内側ピニオンギヤ7eと、第1内側ピニオンギヤ7eと噛み合う第1外側ピニオンギヤ7fと、第1内側ピニオンギヤ7eと第1外側ピニオンギヤ7fとを支持する第1キャリア7c,7dと、第1外側ピニオンギヤ7fと噛み合う第1リングギヤ7bとを有している。
【0039】
そうして、第1サンギヤ7aと入力軸21とが連結されているとともに、第1リングギヤ7bと第2リングギヤ17bとが、フロント側の第2キャリア17dと第3リングギヤ27bとが、第2サンギヤ17aと第3サンギヤ27aとが、それぞれ連結されていて、さらに、フロント側の第3キャリア27dと出力ギヤ29とが連結されている。
【0040】
また、第2サンギヤ17a及び第3サンギヤ27aは、第1クラッチ5の出力部材41に連結されており、これにより、当該第1クラッチ5を介して入力軸21に断接可能に連結されている。一方、リヤ側の第2キャリア17cは、第2クラッチ15の出力部材51に連結されており、これにより、当該第2クラッチ15を介して入力軸21に断接可能に連結されている。
【0041】
さらに、第3リングギヤ27b及びフロント側の第2キャリア17dは、並列に配置された第1ブレーキ25及びワンウェイクラッチ59を介して変速機ケース3に断接可能に連結され、第2リングギヤ17b及び第1リングギヤ7bは、第2ブレーキ35を介して変速機ケース3に断接可能に連結され、さらに、リヤ側の第1キャリア7cは、第3ブレーキ45を介して変速機ケース3に断接可能に連結されている。
【0042】
−締結状態の組み合わせと変速段の関係−
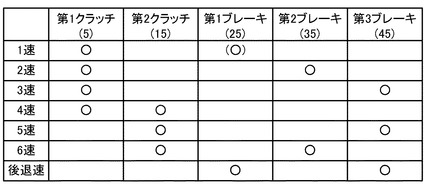
以上の構成により、この自動変速機1によれば、第1及び第2クラッチ5,15並びに第1、第2及び第3ブレーキ25,35,45の締結状態の組み合わせにより、前進6速と後退速とが得られるようになっており、その組み合わせと変速段の関係を図2の締結表に示す。
【0043】
すなわち、1速では、第1クラッチ5と第1ブレーキ25とが締結され、入力軸21の回転は、第3サンギヤ27aに入力され、当該第3ギヤセット27により大きな減速比で減速されてフロント側の第3キャリア27dから出力ギヤ29に出力される。なお、第1ブレーキ25はエンジンブレーキを作動させる1速でのみ締結され、エンジンブレーキを作動させない1速では、ワンウェイクラッチ59がロックすることにより1速を形成する。
【0044】
2速では、第1クラッチ5と第2ブレーキ35とが締結され、入力軸21の回転は、第3サンギヤ27aに入力されると同時に、第2ギヤセット17を介して第3リングギヤ27bにも入力され、入力軸21の回転は1速よりも小さな減速比で減速されて、フロント側の第3キャリア27dから出力ギヤ29に出力される。
【0045】
3速では、第1クラッチ5と第3ブレーキ45とが締結され、入力軸21の回転は、第3サンギヤ27aに入力されると同時に、第1ギヤセット7及び第2ギヤセット17を介して第3リングギヤ27bにも入力され、入力軸21の回転は2速よりもさらに小さな減速比で減速されて、フロント側の第3キャリア27dから出力ギヤ29に出力される。
【0046】
4速では、第1クラッチ5と第2クラッチ15とが締結され、入力軸21の回転は、第3サンギヤ27aに入力されると同時に、第2ギヤセット17を経由してそのまま第3リングギヤ27bにも入力される。これにより、第3ギヤセット27の全体が入力軸21と一体的に回転し、フロント側の第3キャリア27dから減速比1の回転が出力ギヤ29に出力される。
【0047】
5速では、第2クラッチ15と第3ブレーキ45とが締結され、入力軸21の回転は、第2ギヤセット17を経由してそのまま第3リングギヤ27bに入力されると同時に、第1ギヤセット7及び第2ギヤセット17を介して第3サンギヤ27aにも入力され、入力軸21の回転は増速されて、フロント側の第3キャリア27dから出力ギヤ29に出力される。
【0048】
6速では、第2クラッチ15と第2ブレーキ35とが締結され、入力軸21の回転は、第2ギヤセット17を経由してそのまま第3リングギヤ27bに入力されると同時に、第2ギヤセット17を介して第3サンギヤ27aにも入力され、入力軸21の回転は、5速よりも大きな増速比で増速されて、フロント側の第3キャリア27dから出力ギヤ29に出力される。
【0049】
そして、後退速では、第1ブレーキ25と第3ブレーキ45とが締結され、入力軸21の回転は、第1ギヤセット7及び第2ギヤセット17を介して第3サンギヤ27aに入力される。このとき、第2ギヤセット17において回転方向が逆転されることにより、フロント側の第3キャリア27dから出力ギヤ29に入力軸21の回転方向と反対方向の回転が出力される。
【0050】
以上のように、入力側に配置された2つのクラッチ5,15と、2つのシングルピニオン型プラネタリギヤセット17,27、1つのダブルピニオン型プラネタリギヤセット7及び3つのブレーキ25,35,45を有する変速機構31とにより、前進6速及び後退速が可能な自動変速機1が実現される。
【0051】
次に、本発明に係る自動変速機1の変速機ケース3内へ組み付けられる変速機構31の構成について説明する。
【0052】
−サブアセンブリの構成−
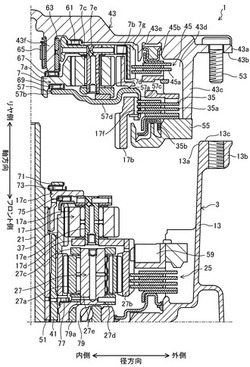
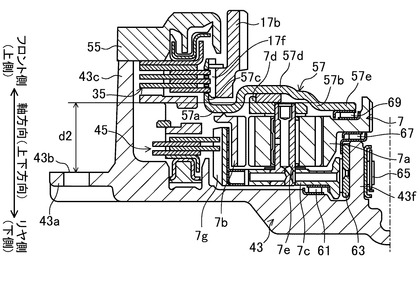
図3は、変速機ケース3の中間壁部33とエンドカバー43との間の自動変速機1の部分の断面図を示している。エンドカバー43は、図3に示すように、略有底円筒状であって、その外周にフランジ部43aを備えており、かかるフランジ部43aがケース本体13のリヤ側の端部に形成されたフランジ部13bにボルト53によって固定されることで、ケース本体13に取り付けられている。
【0053】
このエンドカバー43は、当該エンドカバー43をベースとして、変速機構31の一部が、より具体的には、第2ブレーキ35及び第3ブレーキ45と、第1ギヤセット7と、第2リングギヤ17bと、略環状の組立プレート(プレート部材)57と、が組み付けられることにより、図6に示すように、サブアセンブリを構成する。
【0054】
第2及び第3ブレーキ35,45は、各々複数の摩擦板35a,45aを有する多板クラッチであって、これら複数の摩擦板35a,45aの一部が、その外周側でエンドカバー43の円筒部43cに形成されたスプライン歯43dにスプライン係合している。第2ブレーキ35の複数の摩擦板35aの残りは、その内周側で第2リングギヤ17bに形成されたスプライン歯17fにスプライン係合している一方、第3ブレーキ45の複数の摩擦板45aの残りは、その内周側でリア側の第1キャリア7cに形成されたスプライン歯7gにスプライン係合している。なお、このリア側の第1キャリア7cは、エンドカバー43との間に配設されたスラストベアリング61により軸方向に支持されている。
【0055】
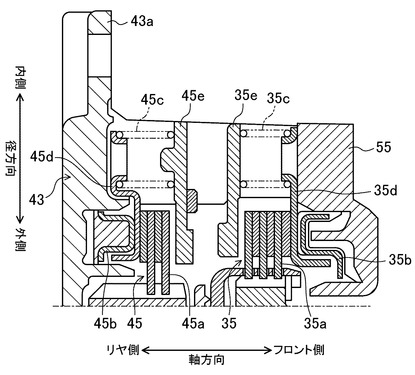
第2ブレーキ35のピストン35bは、エンドカバー43の円筒部43cのフロント側の端部にボルトにより取り付けられているピストンシリンダ55により軸方向に摺動可能に支持されている一方、第3ブレーキ45のピストン45bは、エンドカバー43に形成された環状の溝43eに軸方向に摺動可能に支持されている。
【0056】
第2ブレーキ35のリターンスプリング35cは、図3とは異なる周方向位置の断面図である図4に示すように、複数の摩擦板35aの外周側に配置されている。このリターンスプリング35cは、フロント側の端部がピストンシリンダ55のリヤ側に配置されているスプリング支持プレート35dによって支持されるとともに、リヤ側の端部がリテーニングプレート35eによって支持されている。スプリング支持プレート35dは、スプライン歯43dに軸方向に移動可能にスプライン係合している一方、リテーニングプレート35eは、リヤ側への所定の位置以上の移動が規制された状態でスプライン歯43dにスプライン係合している。
【0057】
第3ブレーキ45のリターンスプリング45cは、複数の摩擦板45aの外周側に配置されている。このリターンスプリング45cは、リヤ側の端部がスプリング支持プレート45dに支持されるとともに、フロント側の端部がリテーニングプレート45eに支持されている。スプリング支持プレート45dは、スプライン歯43dに軸方向に移動可能にスプライン係合している一方、リテーニングプレート45eは、フロント側への所定の位置以上の移動が規制された状態でスプライン歯43dにスプライン係合している。
【0058】
第1ギヤセット7は、第1サンギヤ7a、第1ピニオンギヤ7e,7f、第1キャリア7c,7d及び第1リングギヤ7bが一体となった状態で、エンドカバー43に組み付けられている。具体的には、リヤ側の第1キャリア7cの内周部がラジアル軸受63を介して、エンドカバー43の中央でフロント側に延びているボス部43fの外周に支持された状態で組み付けられる。このボス部43fは、円筒状であって、ラジアルベアリング65を介して入力軸21のリヤ側の端部を支持している。
【0059】
第1サンギヤ7aは、ボス部43fのフロント側の端面との間に配設されたスラストベアリング67と、組立プレート57との間に配設されたスラストベアリング69とにより軸方向に支持されている。この第1サンギヤ7aにはスラストベアリング67を収納する軸方向に陥没した凹陥部が設けられており、これにより、第1サンギヤ7aは、最もリヤ側の端面よりもフロント側でスラストベアリング67を収納できるような形状に形成されている。
【0060】
組立プレート57は、入力軸21を囲む略環状に形成されていて、エンドカバー43との間に第1ギヤセット7を挟持するように、第1ギヤセット7と第2ギヤセット17との間に設けられており、そのフロント側が第2リングギヤ17bと連結されている一方、そのリヤ側が第1リングギヤ7bと連結されている。より詳しくは、この組立プレート57は、第1リングギヤ7bと第2リングギヤ17bとの間で第1リングギヤ7bと連結される外周部分57aと、外周部分57aよりも内側で、エンドカバー43との間に第1サンギヤ7a、第1ピニオンギヤ7e,7f及び第1キャリア7c,7dを挟持する内周部分57bと、外周部分57aの外周端部からフロント側に延びる円筒状の周壁部57cとを有しており、かかる周壁部57cに、第2リングギヤ17bが連結されている。
【0061】
また、内周部分57bにおけるフロント側の第1キャリア7dに対応する部位57dは、第1ギヤセット7のフロント側の形状に沿うように、外周部分57a及び内周部分57bにおける第1サンギヤ7aに対応する部位よりもフロント側に膨出している。このように、第1キャリア7dが第1サンギヤ7a及び第1リングギヤ7bよりもフロント側に位置している、第1ギヤセット7のフロント側の形状に沿うように、内周部分57bにおけるフロント側の第1キャリア7dに対応する部位57dをフロント側に膨出させていることから、組立プレート57をフラットに形成した場合に比して、第1サンギヤ7aと当該組立プレート57との間に無駄なスペースが生じるのを抑えて、自動変速機1の軸方向のコンパクト化を図ることができる。
【0062】
そうして、第2ブレーキ35及び第3ブレーキ45と、第1ギヤセット7と、第2リングギヤ17bと、組立プレート57とをエンドカバー43に組み付ける際には、先ず、第1ピニオンギヤ7e,7fと、第3ブレーキ45と、当該第3ブレーキ45がスプライン係合しているリヤ側の第1キャリア7cとを、かかる第1キャリア7cが、スラストベアリング61を介してエンドカバー43に支持され且つラジアル軸受63を介してボス部43fに支持された状態で、エンドカバー43に組み付ける。
【0063】
次いで、第2ブレーキ35を第3ブレーキ45のフロント側に隣接するように組み付けた後、第1内側ピニオンギヤ7eと噛み合わせながら第1サンギヤ7aを組み付ける。その後、第1外側ピニオンギヤ7fと第1リングギヤ7bとを噛み合わせながら、エンドカバー43との間に第1ギヤセット7を挟持するように、組立プレート57を組み付ける。そして、最後に、ピストンシリンダ55を、ボルトによってエンドカバー43の円筒部43cのフロント側の端部に取り付ける。
【0064】
このように、ピストンシリンダ55がエンドカバー43の円筒部43cに取り付けられると、周壁部57c及びこれに連結された第2リングギヤ17bは、軸方向から見て、ピストンシリンダ55の内周部とが重なることから、かかるピストンシリンダ55が第1ギヤセット7の各構成要素の抜け止め手段として機能することになる。これにより、別途抜け止め部材を設けることなく、第2ブレーキ35及び第3ブレーキ45と、第1ギヤセット7と、第2リングギヤ17bと、組立プレート57とがエンドカバー43に組み付けられたサブアセンブル状態を維持することができる。
【0065】
−ケース本体側の構成−
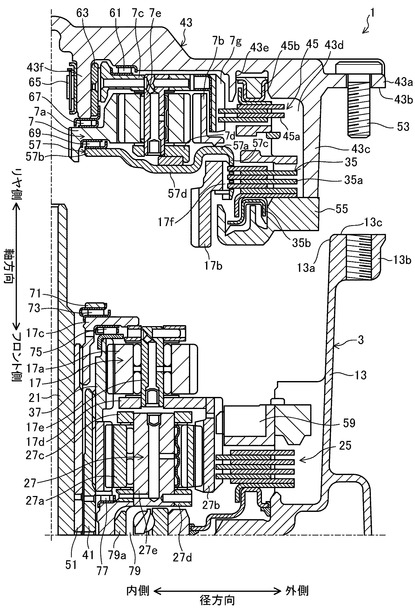
第2ギヤセット17は、上述の如く、第2リングギヤ17bのみが、エンドカバー43をベースとするサブアセンブリに組み込まれており、かかる第2リングギヤ17bを除く、第2ギヤセット17の各構成要素は、エンドカバー43のケース本体13への取り付け前に、ケース本体13に組み付けられる。そして、リヤ側の第2キャリア17cの内周部は、第2サンギヤ17aと第3サンギヤ27aとを連結して動力を伝達する伝達部材37のリヤ側の端部との間に配設されたスラストベアリング75により軸方向に支持されている。なお、リヤ側の第2キャリア17cのリヤ側の端面には、図5に示すように、当該リヤ側の第2キャリア17cと組立プレート57との間に配設されるスラストベアリング73が組み付けられる。
【0066】
第3ギヤセット27は、エンドカバー43のサブアセンブリに組み込まれる構成要素がなく、エンドカバー43の取り付け前にケース本体13に組み付けられる。第3ギヤセット27は、フロント側の第3キャリア27dが伝達部材37のフロント側の端部との間に配設されたスラストベアリング77と、ラジアルベアリング79のインナーレース79aとにより軸方向に支持されている。第1ブレーキ25及びワンウェイクラッチ59は、ケース本体13と第3ギヤセット27の間に組み付けられている。
【0067】
−自動変速機の組立方法−
以下、本実施形態に係る自動変速機1の組立方法について説明する。
【0068】
まず、図5に示すように、第1ブレーキ25、ワンウェイクラッチ59、第3ギヤセット27、第2リングギヤ17bを除く第2ギヤセット17、スラストベアリング73,75,77、伝達部材37等の自動変速機1の構成部品の一部をケース本体13に組み付ける。
【0069】
次いで、又は、ケース本体13への上記構成部品の一部の組み付けと同時並行して、第1ギヤセット7を、エンドカバー43と組立プレート57との間に挟持するように、第1ギヤセット7及び組立プレート57をエンドカバー43に組付ける(サブアセンブル工程)。
【0070】
そうして、エンドカバー43をベースとするサブアセンブリをケース本体13に組付けるのであるが、本実施形態では、かかる組付けに先立ち、ケース本体13のフランジ部13bの合わせ面13c(ケース本体13における当該ケース本体13とエンドカバー43との合わせ面)と、第2ギヤセット17のリヤ側の端面17gとの軸方向における距離d1、及び、エンドカバー43のフランジ部43aの合わせ面43b(エンドカバー43における合わせ面)と、組立プレート57のフロント側の面における、第2ギヤセット17の端面17gに対応する部位57eとの軸方向における距離d2を測定する(測定工程)。なお、本発明における「第2プラネタリギヤセットのリヤ側の端面」とは、第2サンギヤ17a、第2ピニオンギヤ17e、第2キャリア17c,17d、第2リングギヤ17bのみならず、これらに配置されるスラストベアリング73のうち、最もリヤ側に位置する部材の端面をさし、本実施形態では、リヤ側の第2キャリア17cに配置されるスラストベアリング73のリヤ側の端面17gがこれに当たる。
【0071】
具体的には、構成部品の一部が組み付けられたケース本体13を、図5に示すように、リヤ側すなわちエンドカバー43により閉塞される開口部13aを上に向けた状態で置く。かかる状態では、自動変速機1の軸方向が鉛直方向と一致するので、リヤ側の第2キャリア17cと伝達部材37との間隙、当該伝達部材37とフロント側の第3キャリア27dとの間隙がそれぞれ、各間隙に配設されているスラストベアリング75,77ががたつくことなくスムーズに摺動可能な、過度な接触圧で接触することない状態(以下、このような状態を「自然状態」という)で最小になる。また、スラストベアリングが配設されていないフロント側の第3キャリア27dとラジアルベアリング79のインナーレース79aとの間隙も、自然状態で最小となる。
【0072】
この状態で、ケース本体13のフランジ部13bの合わせ面13cから、第2リングギヤ17bのリヤ側の端面上に配設されているスラストベアリング73のリヤ側の端面17gまでの軸方向距離d1を測定する。
【0073】
一方、図6に示すように、エンドカバー43をベースとするサブアセンブリを、フロント側を上に向けた状態で置く。かかる状態では、自動変速機1の軸方向が鉛直方向と一致するので、エンドカバー43とリヤ側の第1キャリア7cとの間隙、エンドカバー43のボス部43fと第1サンギヤ7aとの間隙、当該第1サンギヤ7aと組立プレート57との間隙がそれぞれ、各間隙に配設されているスラストベアリング61,67,69ががたつくことなくスムーズに摺動可能な自然状態で最小になる。
【0074】
この状態で、エンドカバー43のフランジ部43aの合わせ面43bから、組立プレート57のフロント側の面における第2ギヤセット17の端面に対応する部位、すなわち、内周部分57bのフロント側の面におけるスラストベアリング73に対応する部位57eまでの軸方向距離d2を測定する。
【0075】
そうして、測定工程で測定された距離d1及びd2に基づいて、軸方向間隙調整用のワッシャ(スラスト軸受部材)71を、第2ギヤセット17のリヤ側の端面と、これに対応する組立プレート57のフロント側の面との間に配設する(軸方向間隙調整工程)する。
【0076】
具体的には、ケース本体13のフランジ部13bの合わせ面13cと、エンドカバー43のフランジ部43aの合わせ面43bとは、図3に示すように、エンドカバー43がケース本体13に取り付けられるとぴったりと合わさることから、エンドカバー43をベースとするサブアセンブリをケース本体13に組付けるのに先立ち、測定した距離d1とd2との差の絶対値から、自然状態を維持したままの状態における、スラストベアリング73と組立プレート57との間隙の軸方向寸法を算出することができる。
【0077】
そうして、d1とd2との差の絶対値に基づいて、変速機ケース3内の軸方向間隙が所定範囲内となるように、すなわち、各部品間の間隙が適切な場合の軸方向寸法の合計になるように、複数個用意された軸方向厚さの異なるワッシャ71の中から、用いるべきワッシャ71を選択する。
【0078】
ワッシャ71が選択されると、図7に示すように、当該ワッシャ71を、開口部13aが上を向いている変速機ケース3のケース本体13に組み付けられているスラストベアリング73のリヤ側の端面17gに載置する。次に、エンドカバー43をベースとするサブアセンブリを、フロント側を下に向けた状態でケース本体13の上方に配置し、そしてケース本体13に向かって降ろしていく。
【0079】
この際、第1ピニオンギヤ7e,7fと第1サンギヤ7aとを噛み合わせるのとほぼ同時に、第2リングギヤ17bと第2ピニオンギヤ17eとを噛み合わせなければならなかった従来の組立方法とは異なり、本実施形態の組立方法では、第2リングギヤ17bと第2ピニオンギヤ17eとを噛み合わせるだけでよいことから、ケース本体13にエンドカバー43を簡単に取り付けることができる。
【0080】
このように、エンドカバー43をベースとするサブアセンブリをケース本体13に組み付けると、組立プレート57の内周部分57bのフロント側の面と第2ギヤセット17(より厳密には、リヤ側の第2キャリア17cのリヤ側の端面に配設されるスラストベアリング73)との間には、ワッシャ71が介設され、かかるワッシャ71が変速機ケース3内に軸方向寸法が所定の範囲内の間隙を生じさせる。
【0081】
−効果−
本実施形態によれば、自動変速機1は、エンドカバー43との間に第1ギヤセット7を挟持する組立プレート57を備えているので、第1ピニオンギヤ7e,7f及び第1リングギヤ7bのみならず第1サンギヤ7aをもエンドカバー43にサブアセンブルすることができる。そうして、エンドカバー43並びにこれにサブアセンブルされた第1ギヤセット7及び組立プレート57を、ケース本体13内に組み付ける際には、第2ピニオンギヤ17eとかかる組立プレート57に連結されている第2リングギヤ17bとを噛み合わせるだけでよいことから、自動変速機1の組立性を大幅に向上させることができる。
【0082】
また、第2リングギヤ17bに連結されている組立プレート57と、第1リングギヤ7bとを連結することによって、ギヤ比の選択の幅を変えることができる。
【0083】
さらに、各部品の軸方向寸法の公差に起因して、変速機構31全体として軸方向の寸法が大きくなり過ぎたり、小さくなり過ぎたりした場合にも、組立プレート57と第2ギヤセット17との間に、異なる軸方向厚さを有するものの中から選択されたワッシャ71を介設させることで、変速機ケース3内における軸方向の間隙の調整を行うことができる。
【0084】
また、ワッシャ71によって組立プレート57の内周部分57bがしっかりと軸方向で位置決めされるので、かかる組立プレート57の外周部分57aと繋がれた第1リングギヤ7b及び第2リングギヤ17bが、ギヤ同士の噛み合いの反力によって軸方向一方側又は他方側に寄るのを抑えることができる。
【0085】
さらに、第1ギヤセット7のフロント側の形状に沿うように、内周部分57bにおけるフロント側の第1キャリア7dに対応する部位57dを、内周部分57bにおける第1サンギヤ7aに対応する部位及び外周部分57aよりもフロント側に膨出させていることから、組立プレート57をフラットに形成した場合に比して、第1サンギヤ7aと当該組立プレート57との間に無駄なスペースが生じるのを抑えて、自動変速機1の軸方向のコンパクト化を図ることができる。
【0086】
さらに、エンドカバー43をケース本体13に組付けるのに先立ち、組立後の変速機ケース3内における軸方向の間隙を、簡単な方法で測定することができるとともに、ワッシャ71を、第2ギヤセット17と組立プレート57との間に配設することによって、かかる軸方向の間隙を調整することができる。
【0087】
(その他の実施形態)
本発明は、実施形態に限定されず、その精神又は主要な特徴から逸脱することなく他の色々な形で実施することができる。
【0088】
上記実施形態では、変速機構31を図1のスケルトン図のように構成したが、自動変速機1を組み立てる際、ほぼ同時にギヤ同士が噛み合わされる箇所が1箇所となるように、第1サンギヤ7aがエンドカバー43にサブアセンブルされる限り、変速機構31の構成はどのようにしてもよい。
【0089】
また、上記実施形態では、内周部分57bにおける第1ピニオンギヤ7e,7fに対応する部位57dをフロント側に膨出させたが、組立プレート57が第1ギヤセット7のフロント側の形状に沿うように形成されているのであれば、かかる部位57dを必ずしもフロント側に膨出しなくてもよい。
【0090】
このように、上述の実施形態はあらゆる点で単なる例示に過ぎず、限定的に解釈してはならない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【0091】
以上説明したように、本発明は、複数のプラネタリギヤセットを変速機ケース内に収容した自動変速機及びその組立方法等について有用である。
【符号の説明】
【0092】
1 自動変速機
3 変速機ケース
7 第1プラネタリギヤセット
7a 第1サンギヤ
7b 第1リングギヤ
7d 第1キャリア
7e 第1内側ピニオンギヤ(第1ピニオンギヤ)
7f 第1外側ピニオンギヤ(第1ピニオンギヤ)
13 ケース本体
13a 開口部
13c 合わせ面
17 第2プラネタリギヤセット
17a 第2サンギヤ
17b 第2リングギヤ
17e 第2ピニオンギヤ
21 入力軸
43 エンドカバー
43b 合わせ面
57 組立プレート(プレート部材)
57a 外周部分
57b 内周部分
71 ワッシャ(スラスト軸受部材)
【技術分野】
【0001】
本発明は、複数のプラネタリギヤセットを変速機ケース内に収容した自動変速機及びその組立方法に関するものである。
【背景技術】
【0002】
一般に、自動変速機は、プラネタリギヤセット、クラッチ及びブレーキなどの変速機構を、筒型の変速機ケース内に組み付けることで製造される。より具体的には、自動変速機を製造する際には、各種部品を、変速機ケースの反トルクコンバータ側に形成された開口部から所定の順序に従って当該変速機ケース内に挿入しながら、これら各種部品を軸方向に組み付け、その後開口部をエンドカバーによって閉塞することが多い。このように、自動変速機を組み立てる際には、各種部品を所定の順序に従って組み付けなければならないことから、部品点数が多くなると、製造時間が長くなるという問題がある。
【0003】
このような問題を解決するために、自動変速機の製造においては、いくつかの部品をサブアセンブルさせておき、かかるサブアセンブルされた部品群を、先に変速機ケース内に組み付けられた部品群に組み付けることで、製造時間の短縮化が図られている。例えば、特許文献1には、図8に示すように、3つのプラネタリギヤセット107,117,127のうち、最もエンドカバー側に配設された第3プラネタリギヤセット127のサンギヤ127aを変速機ケース103のケース本体113に組み付ける一方、第3プラネタリギヤセット127のリンクギヤ127b及びピニオンギヤ127e並びに第3プラネタリギヤセットに隣接する第2プラネタリギヤセット117のリンクギヤ117bをエンドカバー143にサブアセンブルし、かかるエンドカバー143によって、ケース本体113の開口部113aを閉塞するようにした自動変速機101が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−84806号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1のものでは、以下のような問題がある。すなわち、変速機ケース103内でギヤ同士を噛み合わせる場合には、ギヤを傾けたり、径方向に小刻みに動かしたりしながら両ギヤを噛み合わせるところ、上記特許文献1のものでは、エンドカバー143をケース本体113に組み付ける際に、エンドカバー143にサブアセンブルされた第3プラネタリギヤセット127のピニオンギヤ127eと、予めケース本体113に組み付けられた第3プラネタリギヤセット127のサンギヤ127aとを噛み合わせなければならないとともに、エンドカバー143にサブアセンブルされた第2プラネタリギヤセット117のリングギヤ117bと、予めケース本体113に組み付けられた第2プラネタリギヤセット117のピニオンギヤ117eとを噛み合わせなければならず、組立性が悪化するという問題がある。換言すると、自動変速機101を組み立てる際に、ほぼ同時にギヤ同士を噛み合わさなければならない箇所が2箇所ある場合には、一方の箇所のギヤ同士が噛み合った後は、他方の箇所では、ギヤを傾けたり、径方向に小刻みに動かしたりすることが困難となることから、ギヤ同士がなかなか噛み合わず、組立性が悪化するという問題がある。
【0006】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、複数のプラネタリギヤセットを変速機ケース内に収容した自動変速機において、自動変速機の組立性を向上させる技術を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係る自動変速機では、自動変速機を組み立てる際、ほぼ同時にギヤ同士を噛み合わさせなければならない箇所数が、1箇所となるような構造を採用している。
【0008】
具体的には、第1の発明は、複数のプラネタリギヤセットと、これら複数のプラネタリギヤセットを収容する、入力軸の延びる方向に延び且つ軸方向一方側が開口したケース本体と、当該ケース本体の開口部を閉塞するエンドカバーとを有する変速機ケースと、を備える自動変速機を対象とする。
【0009】
そして、上記複数のプラネタリギヤセットのうち、最も上記エンドカバーの近くに配設された第1プラネタリギヤセットは、第1サンギヤ、第1ピニオンギヤ及び第1リングギヤを有し、上記第1プラネタリギヤセットの軸方向他方側に隣接するように配設された第2プラネタリギヤセットは、第2サンギヤ、第2ピニオンギヤ及び第2リングギヤを有し、上記エンドカバーとの間に上記第1プラネタリギヤセットを挟持するように、当該第1プラネタリギヤセットと上記第2プラネタリギヤセットとの間に設けられ、且つ、軸方向他方側が上記第2リングギヤと連結されている、上記入力軸を囲む略環状のプレート部材をさらに備えていることを特徴とするものである。
【0010】
第1の発明によれば、自動変速機は、エンドカバーとの間に第1プラネタリギヤセットを挟持するように、第1プラネタリギヤセットと第2プラネタリギヤセットとの間に設けられる、入力軸を囲む略環状のプレート部材を備えているので、第1ピニオンギヤ及び第1リングギヤのみならず第1サンギヤをもエンドカバーにサブアセンブルすることが、換言すると、第1プラネタリギヤセットを変速機ケース内に組み付けるのに先立ち、第1サンギヤと第1ピニオンギヤとを噛み合わせておくことができる。
【0011】
そうして、エンドカバー並びにこれにサブアセンブルされた第1プラネタリギヤセット及びプレート部材を、変速機ケース内に組み付ける際には、第2ピニオンギヤと、プレート部材に連結されている第2リングギヤとを噛み合わせるだけでよいことから、第1サンギヤと第1ピニオンギヤ及び第2リングギヤと第2ピニオンギヤとをほぼ同時に噛み合わせなければならなかった従来の構造とは異なり、自動変速機の組立性を大幅に向上させることができる。
【0012】
第2の発明は、上記第1の発明において、上記プレート部材は、軸方向一方側が上記第1リングギヤと連結されていることを特徴とするものである。
【0013】
第2の発明によれば、第2リングギヤに連結されているプレート部材と、第1リングギヤとを連結することによって、ギヤ比の選択の幅を変えることができる。
【0014】
ところで、自動変速機では、各種部品が軸方向に組み付けられることから、各部品の軸方向寸法の公差が積み重なり、全体として軸方向の寸法が小さくなり過ぎたり、逆に大きくなり過ぎたりすることがある。例えば、軸方向寸法が小さくなり過ぎると、部品同士が近接しすぎて部品間に潤滑油が十分に流入せず、当該部品間に摩擦が発生するおそれがある一方、軸方向寸法が大きくなり過ぎると、部品間の間隙に起因してガタツキが生じるおそれがあり、これらの場合には、自動変速機の性能や耐久性に悪影響を与えるという問題がある。
【0015】
そこで、第3の発明は、上記第1又は2の発明において、上記プレート部材と上記第2プラネタリギヤセットとの間には、異なる軸方向厚さを有するものの中から選択されたスラスト軸受部材が介設されていることを特徴とするものである。
【0016】
第3の発明によれば、各部品の軸方向寸法の公差に起因して、変速機構全体として軸方向の寸法が大きくなり過ぎたり、小さくなり過ぎたりした場合にも、プレート部材と第2プラネタリギヤセットとの間に、異なる軸方向厚さを有するものの中から選択されたスラスト軸受部材を介設させることで、異なる軸方向間隙を有する自動変速機毎に、正確な軸方向間隙の調整をすることができる。
【0017】
第4の発明は、上記第3の発明において、上記プレート部材は、第1リングギヤと第2リングギヤとの間でこれらを繋ぐ外周部分と、当該外周部分よりも内側で、上記エンドカバーとの間に第1サンギヤ及び第1ピニオンギヤを挟持する内周部分とを有しており、上記スラスト軸受部材は、上記内周部分の軸方向他方側の面に配設されていることを特徴とするものである。
【0018】
第4の発明によれば、スラスト軸受部材によってプレート部材の内周部分が、軸方向にしっかりと位置決めされるので、かかるプレート部材の外周部分と繋がれた第1リングギヤ及び第2リングギヤが、ギヤ同士の噛み合いの反力によって軸方向一方側又は他方側に寄るのを抑えることができる。
【0019】
第5の発明は、上記第4の発明において、上記第1プラネタリギヤセットは、上記第1サンギヤ及び上記第1リングギヤよりも軸方向他方側に位置し、且つ、上記第1ピニオンギヤを支持する第1キャリアをさらに有しており、上記プレート部材は、第1プラネタリギヤセットの軸方向他方側の形状に沿うように、上記内周部分における上記第1キャリアに対応する部位が、上記内周部分における上記第1サンギヤに対応する部位及び上記外周部分よりも軸方向他方側に膨出していることを特徴とするものである。
【0020】
第5の発明によれば、第1プラネタリギヤセットの軸方向他方側の形状に沿うように、内周部分における第1キャリアに対応する部位を、内周部分における第1サンギヤに対応する部位及び外周部分よりも軸方向他方側に膨出させていることから、プレート部材をフラットに形成した場合に比して、第1サンギヤと当該プレート部材との間に無駄なスペースが生じるのを抑えて、自動変速機の軸方向のコンパクト化を図ることができる。
【0021】
第6の発明は、各々サンギヤ、ピニオンギヤ及びリングギヤを有する複数のプラネタリギヤセットを収容する、入力軸の延びる方向に延び且つ軸方向一方側が開口したケース本体と、当該ケース本体の開口部を閉塞するエンドカバーと、を有する変速機ケースを備える自動変速機の当該変速機ケース内に、上記複数のプラネタリギヤセットを上記開口部から収容して組付ける、自動変速機の組立方法を対象とする。
【0022】
そして、上記複数のプラネタリギヤセットのうち、最も上記エンドカバーの近くに配設される第1プラネタリギヤセットの軸方向他方側に隣接するように配設される第2プラネタリギヤセットのリングギヤが、軸方向他方側に連結された、上記入力軸を囲む略環状のプレート部材を用意し、上記第1プラネタリギヤセットが、上記エンドカバーと上記プレート部材との間に挟持されるように、当該第1プラネタリギヤセット及び当該プレート部材を当該エンドカバーに組付けるサブアセンブル工程と、上記ケース本体内に組付けられた上記第2プラネタリギヤセットのピニオンギヤと、上記エンドカバーに組付けられた第2プラネタリギヤセットのリングギヤとを噛み合わせながら、当該エンドカバーを当該ケース本体に組付けるアセンブル工程と、を含むことを特徴とするものである。
【0023】
第6の発明によれば、ピニオンギヤ及びリングギヤのみならず、第1プラネタリギヤセットのサンギヤをもエンドカバーにサブアセンブルするので、エンドカバー並びにこれにサブアセンブルされた第1プラネタリギヤセット及びプレート部材を、ケース本体内に組み付ける際には、第2プラネタリギヤセットのリングギヤとピニオンギヤとを噛み合わさせるだけでよいことから、自動変速機の組立性を大幅に向上させることができる。
【0024】
第7の発明は、上記第6の発明において、上記アセンブル工程に先立ち、上記ケース本体における当該ケース本体と上記エンドカバーとの合わせ面と、上記第2プラネタリギヤセットの軸方向一方側の端面との軸方向における距離、及び、上記エンドカバーにおける上記合わせ面と、上記プレート部材の軸方向他方側の面における、上記第2プラネタリギヤセットの端面に対応する部位との軸方向における距離を測定する測定工程と、上記測定工程で測定された距離に基づいて、スラスト軸受部材を、上記第2プラネタリギヤセットの軸方向一方側の端面と、これに対応する上記プレート部材の軸方向他方側の面との間に配設する軸方向間隙調整工程と、を含むことを特徴とするものである。
【0025】
第7の発明によれば、エンドカバーをケース本体に組付けるのに先立ち、組立後の変速機ケース内における軸方向の間隙を、簡単な方法で測定することができるとともに、スラスト軸受部材を、第2プラネタリギヤセットとプレート部材との間に配設することによって、かかる軸方向の間隙を調整することができる。
【0026】
第8の発明は、上記第7の発明において、上記軸方向間隙調整工程では、上記スラスト軸受部材は、上記測定工程で測定された距離に基づいて、上記変速機ケース内の軸方向間隙が所定範囲内となるように、複数個用意された軸方向厚さの異なるスラスト軸受部材の中から選択されることを特徴とするものである。
【0027】
第8の発明によれば、軸方向間隙を調整するためのスラスト軸受部材を、複数個用意された軸方向厚さの異なるスラスト軸受部材の中から選択することにより、異なる軸方向間隙を有する自動変速機毎に、正確な軸方向間隙の調整が可能となる。
【発明の効果】
【0028】
本発明に係る自動変速機によれば、自動変速機は、エンドカバーとの間に第1プラネタリギヤセットを収容するように、第1プラネタリギヤセットと第2プラネタリギヤセットとの間に設けられる略環状のプレート部材を備えているので、第1ピニオンギヤ及び第1リングギヤのみならず第1サンギヤをもエンドカバーにサブアセンブルすることができる。これにより、エンドカバー並びにこれにサブアセンブルされた第1プラネタリギヤセット及びプレート部材を、変速機ケース内に組み付ける際には、かかるプレート部材に連結されている第2リングギヤと第2ピニオンギヤとを噛み合わさせるだけでよいことから、自動変速機の組立性を大幅に向上させることができる。
【図面の簡単な説明】
【0029】
【図1】本発明の実施形態に係る自動変速機のスケルトン図である。
【図2】自動変速機の締結表である。
【図3】変速機ケースの中間壁部とエンドカバーとの間における自動変速機の、入力軸の軸線よりも上側の部分を示す縦断面図である。
【図4】図3とは異なる周方向位置の部分断面図である。
【図5】軸方向間隙を調整するための測定を説明するための模式図である。
【図6】軸方向間隙を調整するための測定を説明するための模式図である。
【図7】エンドカバーをベースとするサブアセンブリをケース本体に組み付ける様子を模式的に説明する図である。
【図8】従来の自動変速機の組立構造を模式的に示す断面図である。
【発明を実施するための形態】
【0030】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
【0031】
−自動変速機の全体構成−
図1は、本実施形態に係る自動変速機の構成を示すスケルトン図である。この自動変速機1は、フロントエンジンフロントドライブ車等のエンジン横置き式自動車に適用されるものであり、エンジン出力軸11に取り付けられたトルクコンバータ9と、当該トルクコンバータ9からの動力が入力軸21を介して入力される第1クラッチ5及び第2クラッチ15と、これらのクラッチ5,15の一方または両方から動力が入力される変速機構31と、変速機ケース3と、を備えている。
【0032】
変速機ケース3は、第1及び第2クラッチ5,15並びに3つののプラネタリギヤセット7,17,27を有する変速機構31を収納する、入力軸21の延びる方向に延び且つ軸方向両側が開口した略筒状のケース本体13と、当該ケース本体13のフロント側(軸方向他方側)の開口部を閉塞する、トルクコンバータ9を介してエンジン(図示せず)により駆動されるオイルポンプ19が収納されたフロントカバー23と、当該ケース本体13のリヤ側(軸方向一方側)の開口部13aを閉塞するエンドカバー43と、ケース本体13の軸方向中央に設けられた中間壁部33と、を有している。
【0033】
第1及び第2クラッチ5,15は、フロントカバー23と中間壁部33との間に収納されている一方、変速機構31は、中間壁部33とエンドカバー43との間に収納されている。第1及び第2クラッチ5,15と中間壁部33との間には、変速機構31からの動力を取り出す出力ギヤ29が配置されており、かかる出力ギヤ29から取り出された動力が、中間伝動機構39を介して差動装置49に伝達され、左右の車軸49a,49bを駆動するようになっている。
【0034】
トルクコンバータ9は、エンジン出力軸11に連結されたケース9aと、当該ケース9a内に固設されたポンプ9bと、ポンプ9bに対峙されて当該ポンプ9bにより作動油を介して駆動されるタービン9cと、ポンプ9bとタービン9cとの間に介設され、且つ、ワンウェイクラッチ9dを介して変速機ケース3に支持されるステータ9eと、ケース9aとタービン9cとの間に設けられ、当該ケース9aを介してエンジン出力軸11とタービン9cとを直結するロックアップクラッチ9fと、を有している。そうして、タービン9cの回転が入力軸21を介して第1及び第2クラッチ5,15に伝達されるようになっている。
【0035】
この自動変速機1には、摩擦締結要素として、第1及び第2クラッチ5,15の他に、変速機構31を構成する第1ブレーキ25、第2ブレーキ35及び第3ブレーキ45が設けられており、これら第1、第2及び第3ブレーキ25,35,45は、フロント側からこの順序で配置されている。また、この自動変速機1では、第1ブレーキ25と並列にワンウェイクラッチ59が配置されている。
【0036】
変速機構31は、中間壁部33とエンドカバー43との間に配置される3つのプラネタリギヤセットを、具体的には、最もエンドカバー43の近くに配設される第1プラネタリギヤセット7(以下、第1ギヤセットという。)と、当該第1ギヤセット7のフロント側に隣接するように配設される第2プラネタリギヤセット17(以下、第2ギヤセットという。)と、当該第2ギヤセット17のフロント側に隣接するように(最も中間壁部33の近くに)配設される第3プラネタリギヤセット27(以下、第3ギヤセットという。)と、を有している。
【0037】
第2及び第3ギヤセット17,27は、シングルピニオン型のプラネタリギヤセットである。第2ギヤセット17は、第2サンギヤ17aと、各々第2サンギヤ17aと噛み合う複数の第2ピニオンギヤ17eと、これらの第2ピニオンギヤ17eを支持する第2キャリア17c,17dと、第2ピニオンギヤ17eと噛み合う第2リングギヤ17bとを有している。一方、第3ギヤセット27は、第3サンギヤ27aと、各々第3サンギヤ27aと噛み合う複数の第3ピニオンギヤ27eと、これらの第3ピニオンギヤ27eを支持する第3キャリア27c,27dと、第3ピニオンギヤ27eと噛み合う第3リングギヤ27bとを有している。
【0038】
これに対し、第1ギヤセット7は、ダブルピニオン型のプラネタリギヤセットであって、第1サンギヤ7aと、第1サンギヤ7aと噛み合う第1内側ピニオンギヤ7eと、第1内側ピニオンギヤ7eと噛み合う第1外側ピニオンギヤ7fと、第1内側ピニオンギヤ7eと第1外側ピニオンギヤ7fとを支持する第1キャリア7c,7dと、第1外側ピニオンギヤ7fと噛み合う第1リングギヤ7bとを有している。
【0039】
そうして、第1サンギヤ7aと入力軸21とが連結されているとともに、第1リングギヤ7bと第2リングギヤ17bとが、フロント側の第2キャリア17dと第3リングギヤ27bとが、第2サンギヤ17aと第3サンギヤ27aとが、それぞれ連結されていて、さらに、フロント側の第3キャリア27dと出力ギヤ29とが連結されている。
【0040】
また、第2サンギヤ17a及び第3サンギヤ27aは、第1クラッチ5の出力部材41に連結されており、これにより、当該第1クラッチ5を介して入力軸21に断接可能に連結されている。一方、リヤ側の第2キャリア17cは、第2クラッチ15の出力部材51に連結されており、これにより、当該第2クラッチ15を介して入力軸21に断接可能に連結されている。
【0041】
さらに、第3リングギヤ27b及びフロント側の第2キャリア17dは、並列に配置された第1ブレーキ25及びワンウェイクラッチ59を介して変速機ケース3に断接可能に連結され、第2リングギヤ17b及び第1リングギヤ7bは、第2ブレーキ35を介して変速機ケース3に断接可能に連結され、さらに、リヤ側の第1キャリア7cは、第3ブレーキ45を介して変速機ケース3に断接可能に連結されている。
【0042】
−締結状態の組み合わせと変速段の関係−
以上の構成により、この自動変速機1によれば、第1及び第2クラッチ5,15並びに第1、第2及び第3ブレーキ25,35,45の締結状態の組み合わせにより、前進6速と後退速とが得られるようになっており、その組み合わせと変速段の関係を図2の締結表に示す。
【0043】
すなわち、1速では、第1クラッチ5と第1ブレーキ25とが締結され、入力軸21の回転は、第3サンギヤ27aに入力され、当該第3ギヤセット27により大きな減速比で減速されてフロント側の第3キャリア27dから出力ギヤ29に出力される。なお、第1ブレーキ25はエンジンブレーキを作動させる1速でのみ締結され、エンジンブレーキを作動させない1速では、ワンウェイクラッチ59がロックすることにより1速を形成する。
【0044】
2速では、第1クラッチ5と第2ブレーキ35とが締結され、入力軸21の回転は、第3サンギヤ27aに入力されると同時に、第2ギヤセット17を介して第3リングギヤ27bにも入力され、入力軸21の回転は1速よりも小さな減速比で減速されて、フロント側の第3キャリア27dから出力ギヤ29に出力される。
【0045】
3速では、第1クラッチ5と第3ブレーキ45とが締結され、入力軸21の回転は、第3サンギヤ27aに入力されると同時に、第1ギヤセット7及び第2ギヤセット17を介して第3リングギヤ27bにも入力され、入力軸21の回転は2速よりもさらに小さな減速比で減速されて、フロント側の第3キャリア27dから出力ギヤ29に出力される。
【0046】
4速では、第1クラッチ5と第2クラッチ15とが締結され、入力軸21の回転は、第3サンギヤ27aに入力されると同時に、第2ギヤセット17を経由してそのまま第3リングギヤ27bにも入力される。これにより、第3ギヤセット27の全体が入力軸21と一体的に回転し、フロント側の第3キャリア27dから減速比1の回転が出力ギヤ29に出力される。
【0047】
5速では、第2クラッチ15と第3ブレーキ45とが締結され、入力軸21の回転は、第2ギヤセット17を経由してそのまま第3リングギヤ27bに入力されると同時に、第1ギヤセット7及び第2ギヤセット17を介して第3サンギヤ27aにも入力され、入力軸21の回転は増速されて、フロント側の第3キャリア27dから出力ギヤ29に出力される。
【0048】
6速では、第2クラッチ15と第2ブレーキ35とが締結され、入力軸21の回転は、第2ギヤセット17を経由してそのまま第3リングギヤ27bに入力されると同時に、第2ギヤセット17を介して第3サンギヤ27aにも入力され、入力軸21の回転は、5速よりも大きな増速比で増速されて、フロント側の第3キャリア27dから出力ギヤ29に出力される。
【0049】
そして、後退速では、第1ブレーキ25と第3ブレーキ45とが締結され、入力軸21の回転は、第1ギヤセット7及び第2ギヤセット17を介して第3サンギヤ27aに入力される。このとき、第2ギヤセット17において回転方向が逆転されることにより、フロント側の第3キャリア27dから出力ギヤ29に入力軸21の回転方向と反対方向の回転が出力される。
【0050】
以上のように、入力側に配置された2つのクラッチ5,15と、2つのシングルピニオン型プラネタリギヤセット17,27、1つのダブルピニオン型プラネタリギヤセット7及び3つのブレーキ25,35,45を有する変速機構31とにより、前進6速及び後退速が可能な自動変速機1が実現される。
【0051】
次に、本発明に係る自動変速機1の変速機ケース3内へ組み付けられる変速機構31の構成について説明する。
【0052】
−サブアセンブリの構成−
図3は、変速機ケース3の中間壁部33とエンドカバー43との間の自動変速機1の部分の断面図を示している。エンドカバー43は、図3に示すように、略有底円筒状であって、その外周にフランジ部43aを備えており、かかるフランジ部43aがケース本体13のリヤ側の端部に形成されたフランジ部13bにボルト53によって固定されることで、ケース本体13に取り付けられている。
【0053】
このエンドカバー43は、当該エンドカバー43をベースとして、変速機構31の一部が、より具体的には、第2ブレーキ35及び第3ブレーキ45と、第1ギヤセット7と、第2リングギヤ17bと、略環状の組立プレート(プレート部材)57と、が組み付けられることにより、図6に示すように、サブアセンブリを構成する。
【0054】
第2及び第3ブレーキ35,45は、各々複数の摩擦板35a,45aを有する多板クラッチであって、これら複数の摩擦板35a,45aの一部が、その外周側でエンドカバー43の円筒部43cに形成されたスプライン歯43dにスプライン係合している。第2ブレーキ35の複数の摩擦板35aの残りは、その内周側で第2リングギヤ17bに形成されたスプライン歯17fにスプライン係合している一方、第3ブレーキ45の複数の摩擦板45aの残りは、その内周側でリア側の第1キャリア7cに形成されたスプライン歯7gにスプライン係合している。なお、このリア側の第1キャリア7cは、エンドカバー43との間に配設されたスラストベアリング61により軸方向に支持されている。
【0055】
第2ブレーキ35のピストン35bは、エンドカバー43の円筒部43cのフロント側の端部にボルトにより取り付けられているピストンシリンダ55により軸方向に摺動可能に支持されている一方、第3ブレーキ45のピストン45bは、エンドカバー43に形成された環状の溝43eに軸方向に摺動可能に支持されている。
【0056】
第2ブレーキ35のリターンスプリング35cは、図3とは異なる周方向位置の断面図である図4に示すように、複数の摩擦板35aの外周側に配置されている。このリターンスプリング35cは、フロント側の端部がピストンシリンダ55のリヤ側に配置されているスプリング支持プレート35dによって支持されるとともに、リヤ側の端部がリテーニングプレート35eによって支持されている。スプリング支持プレート35dは、スプライン歯43dに軸方向に移動可能にスプライン係合している一方、リテーニングプレート35eは、リヤ側への所定の位置以上の移動が規制された状態でスプライン歯43dにスプライン係合している。
【0057】
第3ブレーキ45のリターンスプリング45cは、複数の摩擦板45aの外周側に配置されている。このリターンスプリング45cは、リヤ側の端部がスプリング支持プレート45dに支持されるとともに、フロント側の端部がリテーニングプレート45eに支持されている。スプリング支持プレート45dは、スプライン歯43dに軸方向に移動可能にスプライン係合している一方、リテーニングプレート45eは、フロント側への所定の位置以上の移動が規制された状態でスプライン歯43dにスプライン係合している。
【0058】
第1ギヤセット7は、第1サンギヤ7a、第1ピニオンギヤ7e,7f、第1キャリア7c,7d及び第1リングギヤ7bが一体となった状態で、エンドカバー43に組み付けられている。具体的には、リヤ側の第1キャリア7cの内周部がラジアル軸受63を介して、エンドカバー43の中央でフロント側に延びているボス部43fの外周に支持された状態で組み付けられる。このボス部43fは、円筒状であって、ラジアルベアリング65を介して入力軸21のリヤ側の端部を支持している。
【0059】
第1サンギヤ7aは、ボス部43fのフロント側の端面との間に配設されたスラストベアリング67と、組立プレート57との間に配設されたスラストベアリング69とにより軸方向に支持されている。この第1サンギヤ7aにはスラストベアリング67を収納する軸方向に陥没した凹陥部が設けられており、これにより、第1サンギヤ7aは、最もリヤ側の端面よりもフロント側でスラストベアリング67を収納できるような形状に形成されている。
【0060】
組立プレート57は、入力軸21を囲む略環状に形成されていて、エンドカバー43との間に第1ギヤセット7を挟持するように、第1ギヤセット7と第2ギヤセット17との間に設けられており、そのフロント側が第2リングギヤ17bと連結されている一方、そのリヤ側が第1リングギヤ7bと連結されている。より詳しくは、この組立プレート57は、第1リングギヤ7bと第2リングギヤ17bとの間で第1リングギヤ7bと連結される外周部分57aと、外周部分57aよりも内側で、エンドカバー43との間に第1サンギヤ7a、第1ピニオンギヤ7e,7f及び第1キャリア7c,7dを挟持する内周部分57bと、外周部分57aの外周端部からフロント側に延びる円筒状の周壁部57cとを有しており、かかる周壁部57cに、第2リングギヤ17bが連結されている。
【0061】
また、内周部分57bにおけるフロント側の第1キャリア7dに対応する部位57dは、第1ギヤセット7のフロント側の形状に沿うように、外周部分57a及び内周部分57bにおける第1サンギヤ7aに対応する部位よりもフロント側に膨出している。このように、第1キャリア7dが第1サンギヤ7a及び第1リングギヤ7bよりもフロント側に位置している、第1ギヤセット7のフロント側の形状に沿うように、内周部分57bにおけるフロント側の第1キャリア7dに対応する部位57dをフロント側に膨出させていることから、組立プレート57をフラットに形成した場合に比して、第1サンギヤ7aと当該組立プレート57との間に無駄なスペースが生じるのを抑えて、自動変速機1の軸方向のコンパクト化を図ることができる。
【0062】
そうして、第2ブレーキ35及び第3ブレーキ45と、第1ギヤセット7と、第2リングギヤ17bと、組立プレート57とをエンドカバー43に組み付ける際には、先ず、第1ピニオンギヤ7e,7fと、第3ブレーキ45と、当該第3ブレーキ45がスプライン係合しているリヤ側の第1キャリア7cとを、かかる第1キャリア7cが、スラストベアリング61を介してエンドカバー43に支持され且つラジアル軸受63を介してボス部43fに支持された状態で、エンドカバー43に組み付ける。
【0063】
次いで、第2ブレーキ35を第3ブレーキ45のフロント側に隣接するように組み付けた後、第1内側ピニオンギヤ7eと噛み合わせながら第1サンギヤ7aを組み付ける。その後、第1外側ピニオンギヤ7fと第1リングギヤ7bとを噛み合わせながら、エンドカバー43との間に第1ギヤセット7を挟持するように、組立プレート57を組み付ける。そして、最後に、ピストンシリンダ55を、ボルトによってエンドカバー43の円筒部43cのフロント側の端部に取り付ける。
【0064】
このように、ピストンシリンダ55がエンドカバー43の円筒部43cに取り付けられると、周壁部57c及びこれに連結された第2リングギヤ17bは、軸方向から見て、ピストンシリンダ55の内周部とが重なることから、かかるピストンシリンダ55が第1ギヤセット7の各構成要素の抜け止め手段として機能することになる。これにより、別途抜け止め部材を設けることなく、第2ブレーキ35及び第3ブレーキ45と、第1ギヤセット7と、第2リングギヤ17bと、組立プレート57とがエンドカバー43に組み付けられたサブアセンブル状態を維持することができる。
【0065】
−ケース本体側の構成−
第2ギヤセット17は、上述の如く、第2リングギヤ17bのみが、エンドカバー43をベースとするサブアセンブリに組み込まれており、かかる第2リングギヤ17bを除く、第2ギヤセット17の各構成要素は、エンドカバー43のケース本体13への取り付け前に、ケース本体13に組み付けられる。そして、リヤ側の第2キャリア17cの内周部は、第2サンギヤ17aと第3サンギヤ27aとを連結して動力を伝達する伝達部材37のリヤ側の端部との間に配設されたスラストベアリング75により軸方向に支持されている。なお、リヤ側の第2キャリア17cのリヤ側の端面には、図5に示すように、当該リヤ側の第2キャリア17cと組立プレート57との間に配設されるスラストベアリング73が組み付けられる。
【0066】
第3ギヤセット27は、エンドカバー43のサブアセンブリに組み込まれる構成要素がなく、エンドカバー43の取り付け前にケース本体13に組み付けられる。第3ギヤセット27は、フロント側の第3キャリア27dが伝達部材37のフロント側の端部との間に配設されたスラストベアリング77と、ラジアルベアリング79のインナーレース79aとにより軸方向に支持されている。第1ブレーキ25及びワンウェイクラッチ59は、ケース本体13と第3ギヤセット27の間に組み付けられている。
【0067】
−自動変速機の組立方法−
以下、本実施形態に係る自動変速機1の組立方法について説明する。
【0068】
まず、図5に示すように、第1ブレーキ25、ワンウェイクラッチ59、第3ギヤセット27、第2リングギヤ17bを除く第2ギヤセット17、スラストベアリング73,75,77、伝達部材37等の自動変速機1の構成部品の一部をケース本体13に組み付ける。
【0069】
次いで、又は、ケース本体13への上記構成部品の一部の組み付けと同時並行して、第1ギヤセット7を、エンドカバー43と組立プレート57との間に挟持するように、第1ギヤセット7及び組立プレート57をエンドカバー43に組付ける(サブアセンブル工程)。
【0070】
そうして、エンドカバー43をベースとするサブアセンブリをケース本体13に組付けるのであるが、本実施形態では、かかる組付けに先立ち、ケース本体13のフランジ部13bの合わせ面13c(ケース本体13における当該ケース本体13とエンドカバー43との合わせ面)と、第2ギヤセット17のリヤ側の端面17gとの軸方向における距離d1、及び、エンドカバー43のフランジ部43aの合わせ面43b(エンドカバー43における合わせ面)と、組立プレート57のフロント側の面における、第2ギヤセット17の端面17gに対応する部位57eとの軸方向における距離d2を測定する(測定工程)。なお、本発明における「第2プラネタリギヤセットのリヤ側の端面」とは、第2サンギヤ17a、第2ピニオンギヤ17e、第2キャリア17c,17d、第2リングギヤ17bのみならず、これらに配置されるスラストベアリング73のうち、最もリヤ側に位置する部材の端面をさし、本実施形態では、リヤ側の第2キャリア17cに配置されるスラストベアリング73のリヤ側の端面17gがこれに当たる。
【0071】
具体的には、構成部品の一部が組み付けられたケース本体13を、図5に示すように、リヤ側すなわちエンドカバー43により閉塞される開口部13aを上に向けた状態で置く。かかる状態では、自動変速機1の軸方向が鉛直方向と一致するので、リヤ側の第2キャリア17cと伝達部材37との間隙、当該伝達部材37とフロント側の第3キャリア27dとの間隙がそれぞれ、各間隙に配設されているスラストベアリング75,77ががたつくことなくスムーズに摺動可能な、過度な接触圧で接触することない状態(以下、このような状態を「自然状態」という)で最小になる。また、スラストベアリングが配設されていないフロント側の第3キャリア27dとラジアルベアリング79のインナーレース79aとの間隙も、自然状態で最小となる。
【0072】
この状態で、ケース本体13のフランジ部13bの合わせ面13cから、第2リングギヤ17bのリヤ側の端面上に配設されているスラストベアリング73のリヤ側の端面17gまでの軸方向距離d1を測定する。
【0073】
一方、図6に示すように、エンドカバー43をベースとするサブアセンブリを、フロント側を上に向けた状態で置く。かかる状態では、自動変速機1の軸方向が鉛直方向と一致するので、エンドカバー43とリヤ側の第1キャリア7cとの間隙、エンドカバー43のボス部43fと第1サンギヤ7aとの間隙、当該第1サンギヤ7aと組立プレート57との間隙がそれぞれ、各間隙に配設されているスラストベアリング61,67,69ががたつくことなくスムーズに摺動可能な自然状態で最小になる。
【0074】
この状態で、エンドカバー43のフランジ部43aの合わせ面43bから、組立プレート57のフロント側の面における第2ギヤセット17の端面に対応する部位、すなわち、内周部分57bのフロント側の面におけるスラストベアリング73に対応する部位57eまでの軸方向距離d2を測定する。
【0075】
そうして、測定工程で測定された距離d1及びd2に基づいて、軸方向間隙調整用のワッシャ(スラスト軸受部材)71を、第2ギヤセット17のリヤ側の端面と、これに対応する組立プレート57のフロント側の面との間に配設する(軸方向間隙調整工程)する。
【0076】
具体的には、ケース本体13のフランジ部13bの合わせ面13cと、エンドカバー43のフランジ部43aの合わせ面43bとは、図3に示すように、エンドカバー43がケース本体13に取り付けられるとぴったりと合わさることから、エンドカバー43をベースとするサブアセンブリをケース本体13に組付けるのに先立ち、測定した距離d1とd2との差の絶対値から、自然状態を維持したままの状態における、スラストベアリング73と組立プレート57との間隙の軸方向寸法を算出することができる。
【0077】
そうして、d1とd2との差の絶対値に基づいて、変速機ケース3内の軸方向間隙が所定範囲内となるように、すなわち、各部品間の間隙が適切な場合の軸方向寸法の合計になるように、複数個用意された軸方向厚さの異なるワッシャ71の中から、用いるべきワッシャ71を選択する。
【0078】
ワッシャ71が選択されると、図7に示すように、当該ワッシャ71を、開口部13aが上を向いている変速機ケース3のケース本体13に組み付けられているスラストベアリング73のリヤ側の端面17gに載置する。次に、エンドカバー43をベースとするサブアセンブリを、フロント側を下に向けた状態でケース本体13の上方に配置し、そしてケース本体13に向かって降ろしていく。
【0079】
この際、第1ピニオンギヤ7e,7fと第1サンギヤ7aとを噛み合わせるのとほぼ同時に、第2リングギヤ17bと第2ピニオンギヤ17eとを噛み合わせなければならなかった従来の組立方法とは異なり、本実施形態の組立方法では、第2リングギヤ17bと第2ピニオンギヤ17eとを噛み合わせるだけでよいことから、ケース本体13にエンドカバー43を簡単に取り付けることができる。
【0080】
このように、エンドカバー43をベースとするサブアセンブリをケース本体13に組み付けると、組立プレート57の内周部分57bのフロント側の面と第2ギヤセット17(より厳密には、リヤ側の第2キャリア17cのリヤ側の端面に配設されるスラストベアリング73)との間には、ワッシャ71が介設され、かかるワッシャ71が変速機ケース3内に軸方向寸法が所定の範囲内の間隙を生じさせる。
【0081】
−効果−
本実施形態によれば、自動変速機1は、エンドカバー43との間に第1ギヤセット7を挟持する組立プレート57を備えているので、第1ピニオンギヤ7e,7f及び第1リングギヤ7bのみならず第1サンギヤ7aをもエンドカバー43にサブアセンブルすることができる。そうして、エンドカバー43並びにこれにサブアセンブルされた第1ギヤセット7及び組立プレート57を、ケース本体13内に組み付ける際には、第2ピニオンギヤ17eとかかる組立プレート57に連結されている第2リングギヤ17bとを噛み合わせるだけでよいことから、自動変速機1の組立性を大幅に向上させることができる。
【0082】
また、第2リングギヤ17bに連結されている組立プレート57と、第1リングギヤ7bとを連結することによって、ギヤ比の選択の幅を変えることができる。
【0083】
さらに、各部品の軸方向寸法の公差に起因して、変速機構31全体として軸方向の寸法が大きくなり過ぎたり、小さくなり過ぎたりした場合にも、組立プレート57と第2ギヤセット17との間に、異なる軸方向厚さを有するものの中から選択されたワッシャ71を介設させることで、変速機ケース3内における軸方向の間隙の調整を行うことができる。
【0084】
また、ワッシャ71によって組立プレート57の内周部分57bがしっかりと軸方向で位置決めされるので、かかる組立プレート57の外周部分57aと繋がれた第1リングギヤ7b及び第2リングギヤ17bが、ギヤ同士の噛み合いの反力によって軸方向一方側又は他方側に寄るのを抑えることができる。
【0085】
さらに、第1ギヤセット7のフロント側の形状に沿うように、内周部分57bにおけるフロント側の第1キャリア7dに対応する部位57dを、内周部分57bにおける第1サンギヤ7aに対応する部位及び外周部分57aよりもフロント側に膨出させていることから、組立プレート57をフラットに形成した場合に比して、第1サンギヤ7aと当該組立プレート57との間に無駄なスペースが生じるのを抑えて、自動変速機1の軸方向のコンパクト化を図ることができる。
【0086】
さらに、エンドカバー43をケース本体13に組付けるのに先立ち、組立後の変速機ケース3内における軸方向の間隙を、簡単な方法で測定することができるとともに、ワッシャ71を、第2ギヤセット17と組立プレート57との間に配設することによって、かかる軸方向の間隙を調整することができる。
【0087】
(その他の実施形態)
本発明は、実施形態に限定されず、その精神又は主要な特徴から逸脱することなく他の色々な形で実施することができる。
【0088】
上記実施形態では、変速機構31を図1のスケルトン図のように構成したが、自動変速機1を組み立てる際、ほぼ同時にギヤ同士が噛み合わされる箇所が1箇所となるように、第1サンギヤ7aがエンドカバー43にサブアセンブルされる限り、変速機構31の構成はどのようにしてもよい。
【0089】
また、上記実施形態では、内周部分57bにおける第1ピニオンギヤ7e,7fに対応する部位57dをフロント側に膨出させたが、組立プレート57が第1ギヤセット7のフロント側の形状に沿うように形成されているのであれば、かかる部位57dを必ずしもフロント側に膨出しなくてもよい。
【0090】
このように、上述の実施形態はあらゆる点で単なる例示に過ぎず、限定的に解釈してはならない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【0091】
以上説明したように、本発明は、複数のプラネタリギヤセットを変速機ケース内に収容した自動変速機及びその組立方法等について有用である。
【符号の説明】
【0092】
1 自動変速機
3 変速機ケース
7 第1プラネタリギヤセット
7a 第1サンギヤ
7b 第1リングギヤ
7d 第1キャリア
7e 第1内側ピニオンギヤ(第1ピニオンギヤ)
7f 第1外側ピニオンギヤ(第1ピニオンギヤ)
13 ケース本体
13a 開口部
13c 合わせ面
17 第2プラネタリギヤセット
17a 第2サンギヤ
17b 第2リングギヤ
17e 第2ピニオンギヤ
21 入力軸
43 エンドカバー
43b 合わせ面
57 組立プレート(プレート部材)
57a 外周部分
57b 内周部分
71 ワッシャ(スラスト軸受部材)
【特許請求の範囲】
【請求項1】
複数のプラネタリギヤセットと、これら複数のプラネタリギヤセットを収容する、入力軸の延びる方向に延び且つ軸方向一方側が開口したケース本体と、当該ケース本体の開口部を閉塞するエンドカバーとを有する変速機ケースと、を備える自動変速機であって、
上記複数のプラネタリギヤセットのうち、最も上記エンドカバーの近くに配設された第1プラネタリギヤセットは、第1サンギヤ、第1ピニオンギヤ及び第1リングギヤを有し、
上記第1プラネタリギヤセットの軸方向他方側に隣接するように配設された第2プラネタリギヤセットは、第2サンギヤ、第2ピニオンギヤ及び第2リングギヤを有し、
上記エンドカバーとの間に上記第1プラネタリギヤセットを挟持するように、当該第1プラネタリギヤセットと上記第2プラネタリギヤセットとの間に設けられ、且つ、軸方向他方側が上記第2リングギヤと連結されている、上記入力軸を囲む略環状のプレート部材をさらに備えていることを特徴とする自動変速機。
【請求項2】
請求項1記載の自動変速機において、
上記プレート部材は、軸方向一方側が上記第1リングギヤと連結されていることを特徴とする自動変速機。
【請求項3】
請求項1又は2記載の自動変速機において、
上記プレート部材と上記第2プラネタリギヤセットとの間には、異なる軸方向厚さを有するものの中から選択されたスラスト軸受部材が介設されていることを特徴とする自動変速機。
【請求項4】
請求項3記載の自動変速機において、
上記プレート部材は、第1リングギヤと第2リングギヤとの間でこれらを繋ぐ外周部分と、当該外周部分よりも内側で、上記エンドカバーとの間に第1サンギヤ及び第1ピニオンギヤを挟持する内周部分とを有しており、
上記スラスト軸受部材は、上記内周部分の軸方向他方側の面に配設されていることを特徴とする自動変速機。
【請求項5】
請求項4記載の自動変速機において、
上記第1プラネタリギヤセットは、上記第1サンギヤ及び上記第1リングギヤよりも軸方向他方側に位置し、且つ、上記第1ピニオンギヤを支持する第1キャリアをさらに有しており、
上記プレート部材は、第1プラネタリギヤセットの軸方向他方側の形状に沿うように、上記内周部分における上記第1キャリアに対応する部位が、上記内周部分における上記第1サンギヤに対応する部位及び上記外周部分よりも軸方向他方側に膨出していることを特徴とする自動変速機。
【請求項6】
各々サンギヤ、ピニオンギヤ及びリングギヤを有する複数のプラネタリギヤセットを収容する、入力軸の延びる方向に延び且つ軸方向一方側が開口したケース本体と、当該ケース本体の開口部を閉塞するエンドカバーと、を有する変速機ケースを備える自動変速機の当該変速機ケース内に、上記複数のプラネタリギヤセットを上記開口部から収容して組付ける、自動変速機の組立方法であって、
上記複数のプラネタリギヤセットのうち、最も上記エンドカバーの近くに配設される第1プラネタリギヤセットの軸方向他方側に隣接するように配設される第2プラネタリギヤセットのリングギヤが、軸方向他方側に連結された、上記入力軸を囲む略環状のプレート部材を用意し、
上記第1プラネタリギヤセットが、上記エンドカバーと上記プレート部材との間に挟持されるように、当該第1プラネタリギヤセット及び当該プレート部材を当該エンドカバーに組付けるサブアセンブル工程と、
上記ケース本体内に組付けられた上記第2プラネタリギヤセットのピニオンギヤと、上記エンドカバーに組付けられた第2プラネタリギヤセットのリングギヤとを噛み合わせながら、当該エンドカバーを当該ケース本体に組付けるアセンブル工程と、を含むことを特徴とする自動変速機の組立方法。
【請求項7】
請求項6記載の自動変速機の組立方法において、
上記アセンブル工程に先立ち、上記ケース本体における当該ケース本体と上記エンドカバーとの合わせ面と、上記第2プラネタリギヤセットの軸方向一方側の端面との軸方向における距離、及び、上記エンドカバーにおける上記合わせ面と、上記プレート部材の軸方向他方側の面における、上記第2プラネタリギヤセットの端面に対応する部位との軸方向における距離を測定する測定工程と、
上記測定工程で測定された距離に基づいて、スラスト軸受部材を、上記第2プラネタリギヤセットの軸方向一方側の端面と、これに対応する上記プレート部材の軸方向他方側の面との間に配設する軸方向間隙調整工程と、を含むことを特徴とする自動変速機の組立方法。
【請求項8】
請求項7記載の自動変速機の組立方法において、
上記軸方向間隙調整工程では、上記スラスト軸受部材は、上記測定工程で測定された距離に基づいて、上記変速機ケース内の軸方向間隙が所定範囲内となるように、複数個用意された軸方向厚さの異なるスラスト軸受部材の中から選択されることを特徴とする自動変速機の組立方法。
【請求項1】
複数のプラネタリギヤセットと、これら複数のプラネタリギヤセットを収容する、入力軸の延びる方向に延び且つ軸方向一方側が開口したケース本体と、当該ケース本体の開口部を閉塞するエンドカバーとを有する変速機ケースと、を備える自動変速機であって、
上記複数のプラネタリギヤセットのうち、最も上記エンドカバーの近くに配設された第1プラネタリギヤセットは、第1サンギヤ、第1ピニオンギヤ及び第1リングギヤを有し、
上記第1プラネタリギヤセットの軸方向他方側に隣接するように配設された第2プラネタリギヤセットは、第2サンギヤ、第2ピニオンギヤ及び第2リングギヤを有し、
上記エンドカバーとの間に上記第1プラネタリギヤセットを挟持するように、当該第1プラネタリギヤセットと上記第2プラネタリギヤセットとの間に設けられ、且つ、軸方向他方側が上記第2リングギヤと連結されている、上記入力軸を囲む略環状のプレート部材をさらに備えていることを特徴とする自動変速機。
【請求項2】
請求項1記載の自動変速機において、
上記プレート部材は、軸方向一方側が上記第1リングギヤと連結されていることを特徴とする自動変速機。
【請求項3】
請求項1又は2記載の自動変速機において、
上記プレート部材と上記第2プラネタリギヤセットとの間には、異なる軸方向厚さを有するものの中から選択されたスラスト軸受部材が介設されていることを特徴とする自動変速機。
【請求項4】
請求項3記載の自動変速機において、
上記プレート部材は、第1リングギヤと第2リングギヤとの間でこれらを繋ぐ外周部分と、当該外周部分よりも内側で、上記エンドカバーとの間に第1サンギヤ及び第1ピニオンギヤを挟持する内周部分とを有しており、
上記スラスト軸受部材は、上記内周部分の軸方向他方側の面に配設されていることを特徴とする自動変速機。
【請求項5】
請求項4記載の自動変速機において、
上記第1プラネタリギヤセットは、上記第1サンギヤ及び上記第1リングギヤよりも軸方向他方側に位置し、且つ、上記第1ピニオンギヤを支持する第1キャリアをさらに有しており、
上記プレート部材は、第1プラネタリギヤセットの軸方向他方側の形状に沿うように、上記内周部分における上記第1キャリアに対応する部位が、上記内周部分における上記第1サンギヤに対応する部位及び上記外周部分よりも軸方向他方側に膨出していることを特徴とする自動変速機。
【請求項6】
各々サンギヤ、ピニオンギヤ及びリングギヤを有する複数のプラネタリギヤセットを収容する、入力軸の延びる方向に延び且つ軸方向一方側が開口したケース本体と、当該ケース本体の開口部を閉塞するエンドカバーと、を有する変速機ケースを備える自動変速機の当該変速機ケース内に、上記複数のプラネタリギヤセットを上記開口部から収容して組付ける、自動変速機の組立方法であって、
上記複数のプラネタリギヤセットのうち、最も上記エンドカバーの近くに配設される第1プラネタリギヤセットの軸方向他方側に隣接するように配設される第2プラネタリギヤセットのリングギヤが、軸方向他方側に連結された、上記入力軸を囲む略環状のプレート部材を用意し、
上記第1プラネタリギヤセットが、上記エンドカバーと上記プレート部材との間に挟持されるように、当該第1プラネタリギヤセット及び当該プレート部材を当該エンドカバーに組付けるサブアセンブル工程と、
上記ケース本体内に組付けられた上記第2プラネタリギヤセットのピニオンギヤと、上記エンドカバーに組付けられた第2プラネタリギヤセットのリングギヤとを噛み合わせながら、当該エンドカバーを当該ケース本体に組付けるアセンブル工程と、を含むことを特徴とする自動変速機の組立方法。
【請求項7】
請求項6記載の自動変速機の組立方法において、
上記アセンブル工程に先立ち、上記ケース本体における当該ケース本体と上記エンドカバーとの合わせ面と、上記第2プラネタリギヤセットの軸方向一方側の端面との軸方向における距離、及び、上記エンドカバーにおける上記合わせ面と、上記プレート部材の軸方向他方側の面における、上記第2プラネタリギヤセットの端面に対応する部位との軸方向における距離を測定する測定工程と、
上記測定工程で測定された距離に基づいて、スラスト軸受部材を、上記第2プラネタリギヤセットの軸方向一方側の端面と、これに対応する上記プレート部材の軸方向他方側の面との間に配設する軸方向間隙調整工程と、を含むことを特徴とする自動変速機の組立方法。
【請求項8】
請求項7記載の自動変速機の組立方法において、
上記軸方向間隙調整工程では、上記スラスト軸受部材は、上記測定工程で測定された距離に基づいて、上記変速機ケース内の軸方向間隙が所定範囲内となるように、複数個用意された軸方向厚さの異なるスラスト軸受部材の中から選択されることを特徴とする自動変速機の組立方法。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−72441(P2013−72441A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−209494(P2011−209494)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
[ Back to top ]