
自動巻取式エアフィルタ
【課題】 従来の自動巻取式エアフィルタは質量法で85%程度までの捕集率しか得られず、空調機コイルの汚染防止などを考えた場合必ずしも満足するものではなく、また自動巻取式エアフィルタの後段に中性能エアフィルタなどを設置してシステムとして高効率化を図る場合も設置場所のスペースの問題やランニングコスト増大などの問題があった。本発明はこれらの問題を解決しようとしたものである。
【解決手段】 自動巻取式エアフィルタとしての引張、圧縮性の必要強度を有しつつ複合繊維から成る低密度層と高密度層の二層構造として貼り合わせて高捕集率化したロール用複合繊維ろ材を用いた自動巻取式エアフィルタを提供するものである。
【解決手段】 自動巻取式エアフィルタとしての引張、圧縮性の必要強度を有しつつ複合繊維から成る低密度層と高密度層の二層構造として貼り合わせて高捕集率化したロール用複合繊維ろ材を用いた自動巻取式エアフィルタを提供するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、工場空調、ビル空調あるいはガスタービン吸気用などとして、汚染空気をろ過集塵する自動巻取式エアフィルタに関するものである。
【背景技術】
【0002】
一般に、この種の自動巻取式エアフィルタは装置本体の前後方向に開口する通風部にその全面を遮るようにろ材をセットし、ろ材のろ過面部で前方から送通される汚染空気ろ過集塵を行っている。
【0003】
そして、自動巻取式エアフィルタで工場空調、ビル空調あるいはガスタービン空調などの汚染空気をろ過集塵するにつれて、ろ材に捕集されるダスト量が増えろ材のろ過面部が目詰まりを起こし、ろ過面部の圧損抵抗が徐々に上昇して、所望の通過風量が得られなくなることから、一定時間毎にあるいは一定差圧毎に検知して自動巻取式エアフィルタの駆動部を運転してろ材を駆動し、ろ材の未使用部分を繰り出すことによりろ材のろ過面部の圧力損失が上昇するのを防いでいる。
【0004】
そこで、自動巻取式エアフィルタは、繰出側エンドパネルに装填した新ろ材ロールから巻取側エンドパネルの巻取りロールに順次ろ材を巻き取るように機械的に駆動させ、ろ材のろ過面部がたるむことなく一定の張力を掛けた状態で張り付けるため、ろ材自身の強度を高める必要があり、さらにはろ材を圧縮して巻き取ってある状態から繰り出された際に性能上必要となるろ材厚みにまで回復させる必要があるため必然的に繊維径が例えば40〜50μm程度の比較的太いものを選定せざるを得なかった。このためフィルタ性能としては質量法で85%程度までの捕集率しか得られず自動巻取式エアフィルタの後段に設置される空調機コイルなどの汚染防止などを考えた場合必ずしも満足するものではなく、機器の保護による機器の長寿命化、省力化あるいは清掃頻度を考えればより自動巻取式エアフィルタの高効率化が要求されてきた。
【0005】
このため、自動巻取式エアフィルタの後段に中性能エアフィルタなどを設置してシステムとして高効率化を果たそうと試みられているが設置場所のスペースの問題あるいは取り付け費用、ランニングコスト増大などの問題がありいまひとつ好ましいものではなかった。
【0006】
一方、高い捕集効率を有する一般空調用フィルタのろ材としては目詰まりによる寿命の短命化を防ぐため捕集効率の高いろ材と捕集効率の低いフィルタろ材を密接に重ね合わせた二層構造のろ材が考えられているが、これらの空調用フィルタの二層構造ろ材は強度が弱く自動巻取式エアフィルタのようにろ材に張力をかけるようなろ材としては不向きであった。
【0007】
また、二層構造のろ材の場合捕集効率の低いろ材層を厚くして強度を強くする方法も考えられるが、ろ材を圧縮して巻き取った状態から繰り出された際に性能上必要となるろ材厚みにまで回復させる必要があるため、なかなか希望するようなろ材が得られなかった。
【発明の開示】
【発明が解決しょうとする課題】
【0008】
本発明は上記のような問題点を解決しょうとしたもので、まず本発明の目的は、新ろ材ロールから巻取りロールに順次ろ材を巻き取るようにした自動巻取式エアフィルタに、高い捕集効率の機能を持たせるようにしたものである。
【0009】
次に本発明の目的は、高い捕集効率の機能を持ちながら、ろ材のろ過面部がたるむことなく一定の張力を掛けた状態で新ろ材ロールから巻取りロールに順次ろ材を巻き取るように機械的に駆動させ、さらにはろ材を圧縮して巻き取ってある状態から繰り出された際に性能上必要となるろ材厚みにまで回復させるようにしたものである。
【0010】
次に本発明の目的は、処理する汚染空気の含塵濃度が高くても、ろ過面部の圧力損失の上昇をできるだけ抑えてろ材の寿命を長寿命化しょうとしたものである。
【0011】
さらに本発明の目的は、自動巻取式エアフィルタにプレフィルタから中性能エアフィルタまでの捕集効率の機能を持たせたものである。
【課題を解決するための手段】
【0012】
本発明の第1の解決手段は、新ろ材ロールから巻取りロールに順次ろ材を巻き取るようにした自動巻取式エアフィルタにおいて、新ろ材ロールに高い捕集効率の機能を持ち引張、圧縮性の必要強度を有したロール用複合繊維ろ材を使用し、巻取りロールで順次ろ材を巻き取るようにしたことを特徴としたものである。
【0013】
本発明の第2の解決手段は、新ろ材ロールに使用するロール用複合繊維ろ材を気流方向に対して上流側となる低密度層と下流側となる高密度層の二層構造を有した1枚のろ材シートで構成したことを特徴としたものである。
【0014】
ここで、ロール用複合繊維ろ材について説明する。ロール用複合繊維ろ材は低密度層と高密度層の二層の構造を有する1枚のろ材シートからなるもので、このろ材シートの低密度層と高密度層の材質は特に制限はないが繊維状の材料を用いたものが好ましい。
【0015】
そして、好ましい上流側となる低密度層の材質はポリエステル繊維、ポリアミド繊維、ポリエチレン繊維、レーヨン、塩化ビニリデン繊維などの有機繊維が使用可能である。これらを単独で用いてもよいし2種類以上を併用しても良い。
【0016】
また、上流側の低密度層に用いる繊維は繊維径が20〜60μmの範囲内で複数の径を選択し複合して製作する。
【0017】
次に、下流側となる高密度層の材質は、上流側の層に使用した繊維と同様の有機繊維が使用されるが、繊維径が10〜50μmの範囲内で複数の径を選択し複合して製作する。
【0018】
このロール用複合繊維ろ材の形成方法としては湿式抄紙法を用いる方法や乾式法、スパンボンド法、メルトブロー法などが用いられる。
【0019】
このようにして、製作されたロール用複合繊維ろ材は引張強度と圧縮性を持たせるため上流側の低密度層から下流側の高密度層に向かって樹脂バインダが含浸されている。用いる樹脂バインダは有機系バインダ、無機系バインダ又は溶融繊維等を単独あるいは混合して加えて得られる混合バインダが使用される。なお、バインダはVOCガスなどの発生しないポリエステル等が望ましい。
【0020】
次に、ロール用複合繊維ろ材の製造方法について述べる。まず、低密度層となる繊維径が20〜60μmの範囲で複数種類複合したポリエステル繊維と高密度層となる繊維径が10〜50μmの範囲で複数種類複合したポリエステル繊維を上流側が低密度層、下流側が高密度層となるように重ね、ろ材厚みが20〜25mmになるように熱処理を行って熱融着した後、固着一体化し低密度層と高密度層の二層構造とした。このときのろ材目付は380±50g/m2程度が望ましい。
【0021】
その後、必要とされるろ材幅に切り取り、荷重をかけながらロール状に巻き締めて新ろ材ロールとする。このときのロール巻き径は直径320mm以下が望ましい。そして、新ろ材ロールを空調機に設置してある自動巻取式エアフィルタの繰出側エンドパネルに装填し、ろ材を繰り出して使用する。
【0022】
また、上記課題解決手段による作用は次の通りである。すなわち空調機の吸気運転により外気もしくは室内から循環してきた空気が自動巻取式エアフィルタに流入しろ材のろ過面部を通過することにより空気中の塵埃が除去されるが、その際塵埃中の比較的大きな粒径のダストは、本発明によるロール用複合繊維ろ材の上流側に配置した低密度層の繊維によって捕集される。一方比較的小さな粒径のダストは低密度層を通過するが、気流方向の上流側から下流側に行くにしたがって粗から密になるように形成されているので、ダスト粒子は所定の層で最適な捕集効率で捕捉されるため、ロール用複合繊維ろ材の内部空間全域にわたってまんべんなく捕捉されろ材の空間体積は十分活用される。このため従来のものと比較して目詰まりし難くそれだけ寿命が長くなり更には圧力損失の低下につながる機能を備えている。
【0023】
さらに、ロール用複合繊維ろ材は圧縮した状態で巻き締めた新ろ材ロールから巻取りロールへ繰り出した後に繊維構成により正規のろ材厚みまで回復できるため、塵埃を捕集する繊維空間を十分に取ることができ、多量の塵埃が流入しても圧力損失の上昇度合いが少なく、長期間にわたって使用することができる。
【0024】
さらに、ロール用複合繊維ろ材は十分な強度を有しているため、新ろ材ロールから巻取りロールへ繰り出した際にも破れ、ほつれなどが発生せず、自動巻取式エアフィルタとして要求されている使用期間を通じて高い性能を発揮し続けることができる。
【発明の効果】
【0025】
上述したように、本発明の自動巻取式エアフィルタは次のような効果が得られる。
(1)本発明の自動巻取式エアフィルタに使用するロール用複合繊維ろ材は従来のろ材よりも高捕集率となっているため、自動巻取式エアフィルタを通渦したあとの空気中の塵埃濃度を大幅に低減でき、後段に設置した空調機コイルなどの機器の保護ができ機器の長寿命化を図ることができる。
(2)さらに、ロール用複合繊維ろ材は従来のろ材よりも高捕集率となっているため、空調機下流側ダクト内に堆積する塵埃量を低減でき且つ室内に供給する空気を清浄化できるので、室内にいる人員の健康や使用している精密機器の保護などに対して非常に有効である。
(3)従来は自動巻取式エアフィルタの後段に中性能エアフィルタなどを設置してシステムとして高効率化を果たす必要があるが、その場合は設置場所のスペースを確保するため空調機の改造が必要となったり、ランニングコストが増えたりする問題があるが、本発明の自動巻取式エアフィルタは空調機の仕様を変更せずに高性能化を図ることができる。
(4)本発明の自動巻取式エアフィルタを中性能エアフィルタの前段プレフィルタとして使用した場合は、中性能エアフィルタに流入する塵埃濃度を大幅に低減できるため、中性能エアフィルタの圧力損失の上昇度合いを抑制でき長寿命化が図れ、トータル的に省コスト化が可能となる。
(5)処理する汚染空気の塵埃濃度が高い場合でも、正規のろ材厚みまで回復できるため塵埃を捕集する繊維空間を十分に取ることができ、ろ材の更新時期を大幅に延ばしてランニングコストを低減できる。
(6)ろ材自身に塩素や硫黄、VOCガス成分を含まないため、アウトガスの発生がなく、半導体工場等での使用及び廃棄時にリサイクルが可能となるため環境負荷が低減できる。
【発明を実施するための最良の形態】
【0026】
以下本発明の自動巻取式エアフィルタについて図面を参照し詳細に説明する。
【実施例】
【0027】
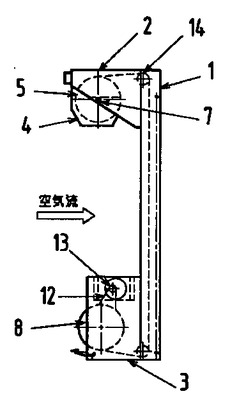
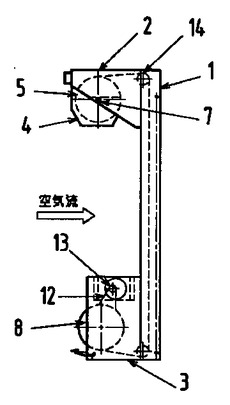
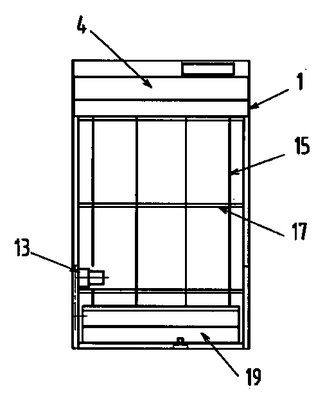
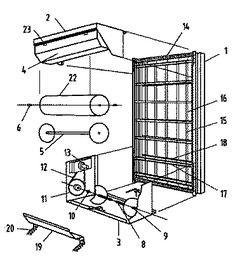
まず1は自動巻取式エアフィルタの本体を示し、この場合の本体1は全体が縦型で前後幅の狭いUチャンネル枠状をなし、その中央部が前後方向に大きく開口する通風部となっている。2は繰出側エンドパネル、3は巻取側エンドパネルで、本体1に立設されている。4はメディアカバーで繰出側エンドパネル2に可動な状態で支承されている。5はろ材繰出しスプールでスプールピン6によってメディアカバー4の切欠き溝7に支承されている。
【0028】
8は巻取りスプールで一端は反駆動側スプールピン9を介して巻取側エンドパネル3に他端は駆動側スプールピン10を介してスプロケット11に取り付けられている。スプロケット11はローラーチェーン12を介してギヤードモーター13に連結されている。
【0029】
14はろ材繰出しリール、15は気流方向の上流側に設けたサポートロッド、16は下流側に設けたサポートロッド、17は上流側に設けたサポートチャンネル、18は下流側に設けたサポートチャンネルである。
【0030】
19はテンションパネル、20はテンションパネル用スプリングでスプリング20の弾発を利用してテンションパネル19によりろ材繰出しリール14と巻取りスプール8の間でろ材がたるむのを防止している。
【0031】
次に新ろ材ロールを本体へ取り付ける方法について説明する。
まず、予めロール用複合繊維ろ材21をろ材繰出しスプール5にロール状に圧縮して巻き締め新ろ材ロール22を完成する。次にろ材繰出しスプール5にスプールピン6を付け、繰出側エンドパネル3内にあるメディアカバー4の切欠き溝7に装填する。
【0032】
次に新ろ材ロール22からロール用複合繊維ろ材21を繰出し、ろ材繰出しリール14の上部を通しろ材をガイドレール(図示せず)に送りだす。そして、メディアカバー4を元の位置に戻して左右のラッチ23で固定する。さらにメディアカバー4の下側から手を入れて、前後のサポートチャンネル17、18の間をガイドレールに沿って新しいろ材を引き下ろす。
【0033】
次に巻取りスプール8の両端に反駆動側スプールピン9と駆動側スプールピン10を取り付け、反駆動側スプールピン9を巻取側エンドパネル3に、駆動側スプールピンはスプロケット11に取り付ける。そしてガイドレールに沿って引き下ろされたロール用複合繊維ろ材21を巻取りスプール8に巻き取り、巻取りロールを完成する。
【0034】
そして電源を入れることにより自動巻取運転が開始される。
【0035】
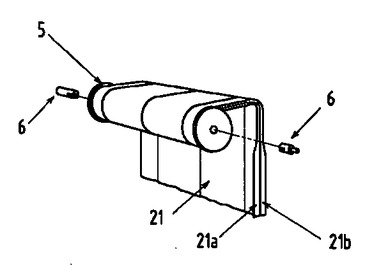
ここで、ロール用複合繊維ろ材21はポリエステルからなり低密度層である21aと高密度層である21bを固着したものである。そして低密度層21aは繊維径が45〜60μmと30〜45μmと20〜30μmの3種類の混合繊維からなり、エステルウレタン系樹脂によって結合されている。また高密度層21bは繊維径が30〜45μmと10〜25μmの2種類の混合繊維からなり、エステルウレタン系樹脂によって結合されている。
【0036】
これらの低密度層21aと高密度層21bを別個に製作し重ね合わせて、熱処理により固着しロール用複合繊維ろ材21を得る。これによりろ材の強度維持に寄与する比較的太い繊維と性能向上に寄与する比較的細い繊維を持つろ材構成となり、ろ材を圧縮して巻き取ってある状態から繰り出された際に性能上必要となるろ材厚みにまで回復するものである。
【0037】
このロール用複合繊維ろ材21を、本体に装填できるろ材幅にカットする。このときのろ材長さは15〜20mである。
【0038】
ろ材幅を揃えたロール用複合繊維ろ材21を、金属製のろ材繰出しスプール5を芯として荷重を加えながらロール状に巻き締めて、メディアカバー4に装填できる形状とする。このときのロール巻き径は直径320mm以下が望ましい。なお、ろ材繰出しスプール5は金属製の代わりに角紙管を用いても良い。
【0039】
これらのろ材の性能を確認するため、ろ材を500×500mmにカットし、JISB9908試験方法形式3に基づき性能試験を行った。試験はろ過風速2.5m/s、最終圧力損失400Paまでとし、供試粉体はJISZ8901試験用粉体1の15種を用いた。その結果、質量法平均捕集率で95.1%、比色法平均捕集率で55.3%となり、従来ロールフィルタとして使用されている合成繊維不織布製フィルタでの質量法平均捕集率85%より大幅に捕集率が向上した。
【0040】
また、これらのろ材を自動巻取式エアフィルタに装填し、実際の大気じんにおける性能試験を行った。試験は空調機設定風速2.5m/s、最終圧力損失265Paまでとした。その結果、比色法平均捕集率で52.0%となり、合成繊維不織布製フィルタでの比色法平均捕集率34.7%より大幅に捕集率が向上した。
【0041】
なお、上記実施例では1実施例を述べただけで、種々変更しても何ら本発明の要旨を変更するものではない。
【産業上の利用可能性】
【0042】
本発明は、工場、ビルあるいはガスタービンプラントなどの外気取り入れや空調などに使用される空気清浄用の自動巻取式エアフィルタを高性能化したことにより、後段に設置した空調機コイルなどの機器の長寿命化や、中性能エアフィルタの長寿命化を可能とした実用性甚だ大なるものである。
【図面の簡単な説明】
【0043】
【図1】本発明の全体を示す側面図である。
【図2】本発明の全体を示す正面図である。
【図3】本発明の全体を示す分解図である。
【図4】本発明を構成するろ材の詳細を示す図である。
【符号の説明】
【0044】
1・・・自動巻取式エアフィルタの本体 2・・・繰出側エンドパネル
3・・・巻取側エンドパネル 4・・・メディアカバー
5・・・ろ材繰出しスプール 6・・・スプールピン
7・・・切欠き溝 8・・・巻取りスプール
9・・・反駆動側スプールピン 10・・・駆動側スプールピン
11・・・スプロケット 12・・・ローラーチェーン
13・・・ギヤードモーター 14・・・ろ材繰出しリール
15・・・サポートロッド 16・・・サポートロッド
17・・・サポートチャンネル 18・・・サポートチャンネル
19・・・テンションパネル 20・・・テンションパネル用スプリング
21・・・ロール用複合繊維ろ材 22・・・新ろ材ロール
23・・・ラッチ
21a・・・低密度層 21b・・・高密度層21b
【技術分野】
【0001】
本発明は、工場空調、ビル空調あるいはガスタービン吸気用などとして、汚染空気をろ過集塵する自動巻取式エアフィルタに関するものである。
【背景技術】
【0002】
一般に、この種の自動巻取式エアフィルタは装置本体の前後方向に開口する通風部にその全面を遮るようにろ材をセットし、ろ材のろ過面部で前方から送通される汚染空気ろ過集塵を行っている。
【0003】
そして、自動巻取式エアフィルタで工場空調、ビル空調あるいはガスタービン空調などの汚染空気をろ過集塵するにつれて、ろ材に捕集されるダスト量が増えろ材のろ過面部が目詰まりを起こし、ろ過面部の圧損抵抗が徐々に上昇して、所望の通過風量が得られなくなることから、一定時間毎にあるいは一定差圧毎に検知して自動巻取式エアフィルタの駆動部を運転してろ材を駆動し、ろ材の未使用部分を繰り出すことによりろ材のろ過面部の圧力損失が上昇するのを防いでいる。
【0004】
そこで、自動巻取式エアフィルタは、繰出側エンドパネルに装填した新ろ材ロールから巻取側エンドパネルの巻取りロールに順次ろ材を巻き取るように機械的に駆動させ、ろ材のろ過面部がたるむことなく一定の張力を掛けた状態で張り付けるため、ろ材自身の強度を高める必要があり、さらにはろ材を圧縮して巻き取ってある状態から繰り出された際に性能上必要となるろ材厚みにまで回復させる必要があるため必然的に繊維径が例えば40〜50μm程度の比較的太いものを選定せざるを得なかった。このためフィルタ性能としては質量法で85%程度までの捕集率しか得られず自動巻取式エアフィルタの後段に設置される空調機コイルなどの汚染防止などを考えた場合必ずしも満足するものではなく、機器の保護による機器の長寿命化、省力化あるいは清掃頻度を考えればより自動巻取式エアフィルタの高効率化が要求されてきた。
【0005】
このため、自動巻取式エアフィルタの後段に中性能エアフィルタなどを設置してシステムとして高効率化を果たそうと試みられているが設置場所のスペースの問題あるいは取り付け費用、ランニングコスト増大などの問題がありいまひとつ好ましいものではなかった。
【0006】
一方、高い捕集効率を有する一般空調用フィルタのろ材としては目詰まりによる寿命の短命化を防ぐため捕集効率の高いろ材と捕集効率の低いフィルタろ材を密接に重ね合わせた二層構造のろ材が考えられているが、これらの空調用フィルタの二層構造ろ材は強度が弱く自動巻取式エアフィルタのようにろ材に張力をかけるようなろ材としては不向きであった。
【0007】
また、二層構造のろ材の場合捕集効率の低いろ材層を厚くして強度を強くする方法も考えられるが、ろ材を圧縮して巻き取った状態から繰り出された際に性能上必要となるろ材厚みにまで回復させる必要があるため、なかなか希望するようなろ材が得られなかった。
【発明の開示】
【発明が解決しょうとする課題】
【0008】
本発明は上記のような問題点を解決しょうとしたもので、まず本発明の目的は、新ろ材ロールから巻取りロールに順次ろ材を巻き取るようにした自動巻取式エアフィルタに、高い捕集効率の機能を持たせるようにしたものである。
【0009】
次に本発明の目的は、高い捕集効率の機能を持ちながら、ろ材のろ過面部がたるむことなく一定の張力を掛けた状態で新ろ材ロールから巻取りロールに順次ろ材を巻き取るように機械的に駆動させ、さらにはろ材を圧縮して巻き取ってある状態から繰り出された際に性能上必要となるろ材厚みにまで回復させるようにしたものである。
【0010】
次に本発明の目的は、処理する汚染空気の含塵濃度が高くても、ろ過面部の圧力損失の上昇をできるだけ抑えてろ材の寿命を長寿命化しょうとしたものである。
【0011】
さらに本発明の目的は、自動巻取式エアフィルタにプレフィルタから中性能エアフィルタまでの捕集効率の機能を持たせたものである。
【課題を解決するための手段】
【0012】
本発明の第1の解決手段は、新ろ材ロールから巻取りロールに順次ろ材を巻き取るようにした自動巻取式エアフィルタにおいて、新ろ材ロールに高い捕集効率の機能を持ち引張、圧縮性の必要強度を有したロール用複合繊維ろ材を使用し、巻取りロールで順次ろ材を巻き取るようにしたことを特徴としたものである。
【0013】
本発明の第2の解決手段は、新ろ材ロールに使用するロール用複合繊維ろ材を気流方向に対して上流側となる低密度層と下流側となる高密度層の二層構造を有した1枚のろ材シートで構成したことを特徴としたものである。
【0014】
ここで、ロール用複合繊維ろ材について説明する。ロール用複合繊維ろ材は低密度層と高密度層の二層の構造を有する1枚のろ材シートからなるもので、このろ材シートの低密度層と高密度層の材質は特に制限はないが繊維状の材料を用いたものが好ましい。
【0015】
そして、好ましい上流側となる低密度層の材質はポリエステル繊維、ポリアミド繊維、ポリエチレン繊維、レーヨン、塩化ビニリデン繊維などの有機繊維が使用可能である。これらを単独で用いてもよいし2種類以上を併用しても良い。
【0016】
また、上流側の低密度層に用いる繊維は繊維径が20〜60μmの範囲内で複数の径を選択し複合して製作する。
【0017】
次に、下流側となる高密度層の材質は、上流側の層に使用した繊維と同様の有機繊維が使用されるが、繊維径が10〜50μmの範囲内で複数の径を選択し複合して製作する。
【0018】
このロール用複合繊維ろ材の形成方法としては湿式抄紙法を用いる方法や乾式法、スパンボンド法、メルトブロー法などが用いられる。
【0019】
このようにして、製作されたロール用複合繊維ろ材は引張強度と圧縮性を持たせるため上流側の低密度層から下流側の高密度層に向かって樹脂バインダが含浸されている。用いる樹脂バインダは有機系バインダ、無機系バインダ又は溶融繊維等を単独あるいは混合して加えて得られる混合バインダが使用される。なお、バインダはVOCガスなどの発生しないポリエステル等が望ましい。
【0020】
次に、ロール用複合繊維ろ材の製造方法について述べる。まず、低密度層となる繊維径が20〜60μmの範囲で複数種類複合したポリエステル繊維と高密度層となる繊維径が10〜50μmの範囲で複数種類複合したポリエステル繊維を上流側が低密度層、下流側が高密度層となるように重ね、ろ材厚みが20〜25mmになるように熱処理を行って熱融着した後、固着一体化し低密度層と高密度層の二層構造とした。このときのろ材目付は380±50g/m2程度が望ましい。
【0021】
その後、必要とされるろ材幅に切り取り、荷重をかけながらロール状に巻き締めて新ろ材ロールとする。このときのロール巻き径は直径320mm以下が望ましい。そして、新ろ材ロールを空調機に設置してある自動巻取式エアフィルタの繰出側エンドパネルに装填し、ろ材を繰り出して使用する。
【0022】
また、上記課題解決手段による作用は次の通りである。すなわち空調機の吸気運転により外気もしくは室内から循環してきた空気が自動巻取式エアフィルタに流入しろ材のろ過面部を通過することにより空気中の塵埃が除去されるが、その際塵埃中の比較的大きな粒径のダストは、本発明によるロール用複合繊維ろ材の上流側に配置した低密度層の繊維によって捕集される。一方比較的小さな粒径のダストは低密度層を通過するが、気流方向の上流側から下流側に行くにしたがって粗から密になるように形成されているので、ダスト粒子は所定の層で最適な捕集効率で捕捉されるため、ロール用複合繊維ろ材の内部空間全域にわたってまんべんなく捕捉されろ材の空間体積は十分活用される。このため従来のものと比較して目詰まりし難くそれだけ寿命が長くなり更には圧力損失の低下につながる機能を備えている。
【0023】
さらに、ロール用複合繊維ろ材は圧縮した状態で巻き締めた新ろ材ロールから巻取りロールへ繰り出した後に繊維構成により正規のろ材厚みまで回復できるため、塵埃を捕集する繊維空間を十分に取ることができ、多量の塵埃が流入しても圧力損失の上昇度合いが少なく、長期間にわたって使用することができる。
【0024】
さらに、ロール用複合繊維ろ材は十分な強度を有しているため、新ろ材ロールから巻取りロールへ繰り出した際にも破れ、ほつれなどが発生せず、自動巻取式エアフィルタとして要求されている使用期間を通じて高い性能を発揮し続けることができる。
【発明の効果】
【0025】
上述したように、本発明の自動巻取式エアフィルタは次のような効果が得られる。
(1)本発明の自動巻取式エアフィルタに使用するロール用複合繊維ろ材は従来のろ材よりも高捕集率となっているため、自動巻取式エアフィルタを通渦したあとの空気中の塵埃濃度を大幅に低減でき、後段に設置した空調機コイルなどの機器の保護ができ機器の長寿命化を図ることができる。
(2)さらに、ロール用複合繊維ろ材は従来のろ材よりも高捕集率となっているため、空調機下流側ダクト内に堆積する塵埃量を低減でき且つ室内に供給する空気を清浄化できるので、室内にいる人員の健康や使用している精密機器の保護などに対して非常に有効である。
(3)従来は自動巻取式エアフィルタの後段に中性能エアフィルタなどを設置してシステムとして高効率化を果たす必要があるが、その場合は設置場所のスペースを確保するため空調機の改造が必要となったり、ランニングコストが増えたりする問題があるが、本発明の自動巻取式エアフィルタは空調機の仕様を変更せずに高性能化を図ることができる。
(4)本発明の自動巻取式エアフィルタを中性能エアフィルタの前段プレフィルタとして使用した場合は、中性能エアフィルタに流入する塵埃濃度を大幅に低減できるため、中性能エアフィルタの圧力損失の上昇度合いを抑制でき長寿命化が図れ、トータル的に省コスト化が可能となる。
(5)処理する汚染空気の塵埃濃度が高い場合でも、正規のろ材厚みまで回復できるため塵埃を捕集する繊維空間を十分に取ることができ、ろ材の更新時期を大幅に延ばしてランニングコストを低減できる。
(6)ろ材自身に塩素や硫黄、VOCガス成分を含まないため、アウトガスの発生がなく、半導体工場等での使用及び廃棄時にリサイクルが可能となるため環境負荷が低減できる。
【発明を実施するための最良の形態】
【0026】
以下本発明の自動巻取式エアフィルタについて図面を参照し詳細に説明する。
【実施例】
【0027】
まず1は自動巻取式エアフィルタの本体を示し、この場合の本体1は全体が縦型で前後幅の狭いUチャンネル枠状をなし、その中央部が前後方向に大きく開口する通風部となっている。2は繰出側エンドパネル、3は巻取側エンドパネルで、本体1に立設されている。4はメディアカバーで繰出側エンドパネル2に可動な状態で支承されている。5はろ材繰出しスプールでスプールピン6によってメディアカバー4の切欠き溝7に支承されている。
【0028】
8は巻取りスプールで一端は反駆動側スプールピン9を介して巻取側エンドパネル3に他端は駆動側スプールピン10を介してスプロケット11に取り付けられている。スプロケット11はローラーチェーン12を介してギヤードモーター13に連結されている。
【0029】
14はろ材繰出しリール、15は気流方向の上流側に設けたサポートロッド、16は下流側に設けたサポートロッド、17は上流側に設けたサポートチャンネル、18は下流側に設けたサポートチャンネルである。
【0030】
19はテンションパネル、20はテンションパネル用スプリングでスプリング20の弾発を利用してテンションパネル19によりろ材繰出しリール14と巻取りスプール8の間でろ材がたるむのを防止している。
【0031】
次に新ろ材ロールを本体へ取り付ける方法について説明する。
まず、予めロール用複合繊維ろ材21をろ材繰出しスプール5にロール状に圧縮して巻き締め新ろ材ロール22を完成する。次にろ材繰出しスプール5にスプールピン6を付け、繰出側エンドパネル3内にあるメディアカバー4の切欠き溝7に装填する。
【0032】
次に新ろ材ロール22からロール用複合繊維ろ材21を繰出し、ろ材繰出しリール14の上部を通しろ材をガイドレール(図示せず)に送りだす。そして、メディアカバー4を元の位置に戻して左右のラッチ23で固定する。さらにメディアカバー4の下側から手を入れて、前後のサポートチャンネル17、18の間をガイドレールに沿って新しいろ材を引き下ろす。
【0033】
次に巻取りスプール8の両端に反駆動側スプールピン9と駆動側スプールピン10を取り付け、反駆動側スプールピン9を巻取側エンドパネル3に、駆動側スプールピンはスプロケット11に取り付ける。そしてガイドレールに沿って引き下ろされたロール用複合繊維ろ材21を巻取りスプール8に巻き取り、巻取りロールを完成する。
【0034】
そして電源を入れることにより自動巻取運転が開始される。
【0035】
ここで、ロール用複合繊維ろ材21はポリエステルからなり低密度層である21aと高密度層である21bを固着したものである。そして低密度層21aは繊維径が45〜60μmと30〜45μmと20〜30μmの3種類の混合繊維からなり、エステルウレタン系樹脂によって結合されている。また高密度層21bは繊維径が30〜45μmと10〜25μmの2種類の混合繊維からなり、エステルウレタン系樹脂によって結合されている。
【0036】
これらの低密度層21aと高密度層21bを別個に製作し重ね合わせて、熱処理により固着しロール用複合繊維ろ材21を得る。これによりろ材の強度維持に寄与する比較的太い繊維と性能向上に寄与する比較的細い繊維を持つろ材構成となり、ろ材を圧縮して巻き取ってある状態から繰り出された際に性能上必要となるろ材厚みにまで回復するものである。
【0037】
このロール用複合繊維ろ材21を、本体に装填できるろ材幅にカットする。このときのろ材長さは15〜20mである。
【0038】
ろ材幅を揃えたロール用複合繊維ろ材21を、金属製のろ材繰出しスプール5を芯として荷重を加えながらロール状に巻き締めて、メディアカバー4に装填できる形状とする。このときのロール巻き径は直径320mm以下が望ましい。なお、ろ材繰出しスプール5は金属製の代わりに角紙管を用いても良い。
【0039】
これらのろ材の性能を確認するため、ろ材を500×500mmにカットし、JISB9908試験方法形式3に基づき性能試験を行った。試験はろ過風速2.5m/s、最終圧力損失400Paまでとし、供試粉体はJISZ8901試験用粉体1の15種を用いた。その結果、質量法平均捕集率で95.1%、比色法平均捕集率で55.3%となり、従来ロールフィルタとして使用されている合成繊維不織布製フィルタでの質量法平均捕集率85%より大幅に捕集率が向上した。
【0040】
また、これらのろ材を自動巻取式エアフィルタに装填し、実際の大気じんにおける性能試験を行った。試験は空調機設定風速2.5m/s、最終圧力損失265Paまでとした。その結果、比色法平均捕集率で52.0%となり、合成繊維不織布製フィルタでの比色法平均捕集率34.7%より大幅に捕集率が向上した。
【0041】
なお、上記実施例では1実施例を述べただけで、種々変更しても何ら本発明の要旨を変更するものではない。
【産業上の利用可能性】
【0042】
本発明は、工場、ビルあるいはガスタービンプラントなどの外気取り入れや空調などに使用される空気清浄用の自動巻取式エアフィルタを高性能化したことにより、後段に設置した空調機コイルなどの機器の長寿命化や、中性能エアフィルタの長寿命化を可能とした実用性甚だ大なるものである。
【図面の簡単な説明】
【0043】
【図1】本発明の全体を示す側面図である。
【図2】本発明の全体を示す正面図である。
【図3】本発明の全体を示す分解図である。
【図4】本発明を構成するろ材の詳細を示す図である。
【符号の説明】
【0044】
1・・・自動巻取式エアフィルタの本体 2・・・繰出側エンドパネル
3・・・巻取側エンドパネル 4・・・メディアカバー
5・・・ろ材繰出しスプール 6・・・スプールピン
7・・・切欠き溝 8・・・巻取りスプール
9・・・反駆動側スプールピン 10・・・駆動側スプールピン
11・・・スプロケット 12・・・ローラーチェーン
13・・・ギヤードモーター 14・・・ろ材繰出しリール
15・・・サポートロッド 16・・・サポートロッド
17・・・サポートチャンネル 18・・・サポートチャンネル
19・・・テンションパネル 20・・・テンションパネル用スプリング
21・・・ロール用複合繊維ろ材 22・・・新ろ材ロール
23・・・ラッチ
21a・・・低密度層 21b・・・高密度層21b
【特許請求の範囲】
【請求項1】
繰出側エンドパネルに装填した新ろ材ロールから巻取側エンドパネルの巻取りロールに順次ろ材を巻き取るようにした自動巻取式エアフィルタにおいて、高い捕集効率の機能を有しながら引張、圧縮性の強度をもったロール用複合繊維ろ材を巻き取るようにしたことを特徴とする自動巻取式エアフィルタ。
【請求項2】
高い捕集効率の機能及び強度を有したロール用複合繊維ろ材が気流方向に対して上流側となる低密度層と下流側となる高密度層の二層構造からなることを特徴とする請求項1に記載の自動巻取式エアフィルタ。
【請求項3】
高い捕集効率の機能及び強度を有したロール用複合繊維ろ材がポリエステルなどの微細繊維の単独あるいは複合繊維からなることを特徴とする請求項1に記載の自動巻取式エアフィルタ。
【請求項1】
繰出側エンドパネルに装填した新ろ材ロールから巻取側エンドパネルの巻取りロールに順次ろ材を巻き取るようにした自動巻取式エアフィルタにおいて、高い捕集効率の機能を有しながら引張、圧縮性の強度をもったロール用複合繊維ろ材を巻き取るようにしたことを特徴とする自動巻取式エアフィルタ。
【請求項2】
高い捕集効率の機能及び強度を有したロール用複合繊維ろ材が気流方向に対して上流側となる低密度層と下流側となる高密度層の二層構造からなることを特徴とする請求項1に記載の自動巻取式エアフィルタ。
【請求項3】
高い捕集効率の機能及び強度を有したロール用複合繊維ろ材がポリエステルなどの微細繊維の単独あるいは複合繊維からなることを特徴とする請求項1に記載の自動巻取式エアフィルタ。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−110744(P2010−110744A)
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願番号】特願2008−305470(P2008−305470)
【出願日】平成20年11月4日(2008.11.4)
【出願人】(390040888)日本エアー・フィルター株式会社 (45)
【Fターム(参考)】
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願日】平成20年11月4日(2008.11.4)
【出願人】(390040888)日本エアー・フィルター株式会社 (45)
【Fターム(参考)】
[ Back to top ]