
自動溶接制御方法及び自動溶接装置
【課題】溶接用視覚センサとレーザセンサを1つのセンサヘッドに搭載して、溶接トーチのワークへのアクセス性を著しく損ねることなく、溶接用視覚センサとレーザセンサを互いに補完して理想的な溶接制御システムを構築する。
【解決手段】被溶接物10に対し、少なくともレーザ投光器30、レーザセンサ用フィルタ32及び画像撮影カメラ36からなるレーザセンサと、少なくとも視覚センサ用フィルタ34及び画像撮影カメラ36からなる視覚センサの複合センシングシステムによって溶接制御を行なう。ここで、前記複合センシングシステムは、レーザセンサ用フィルタ32と視覚センサ用フィルタ34が交換可能に機能された単一の画像撮影カメラ36を含むことができる。
【解決手段】被溶接物10に対し、少なくともレーザ投光器30、レーザセンサ用フィルタ32及び画像撮影カメラ36からなるレーザセンサと、少なくとも視覚センサ用フィルタ34及び画像撮影カメラ36からなる視覚センサの複合センシングシステムによって溶接制御を行なう。ここで、前記複合センシングシステムは、レーザセンサ用フィルタ32と視覚センサ用フィルタ34が交換可能に機能された単一の画像撮影カメラ36を含むことができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動溶接制御方法及び自動溶接装置に係り、特に、溶接用レーザセンサと溶接用視覚センサを併用して、高精度の溶接制御を行なうことが可能な自動溶接制御方法、及び、この自動溶接制御方法を採用した自動溶接装置に関する。
【背景技術】
【0002】
アーク溶接を行なう際に、溶接トーチの溶接線倣いや溶融池の大きさ等を適正に保つように溶接条件を適応制御するため、CCDカメラ等を有する視覚センサを使用して溶接部とその近傍の画像を撮像するようにしている。
【0003】
発明者は、特許文献1に、溶融池、アークなどの先を放っているものを捉えるための溶接用視覚センサを提案している。
【0004】
又、発明者は、特許文献2で、視覚センサで被溶接部材の溶融池とその近傍を撮影し、撮影した画像から溶融池の輪郭を抽出し、抽出した輪郭から溶融池の特異点を抽出し、抽出した特異点から溶接線に対する電極の倣い位置ずれの有無と倣い位置ずれ方向及び狙い位置ずれ量を算出し、算出した電極の位置ずれ量と電極の倣い位置ずれ方向に基づいて溶接トーチの位置を制御する技術を提案している。
【0005】
更に、発明者の一人は、特許文献3で、被溶接部材の溶融池とその近傍を視覚センサで撮影し、撮影した画像から溶融池の輪郭を抽出し、抽出した輪郭から溶融池先端部幅を算出し、算出した溶融池先端部幅によりルートギャップの変化量を算出し、算出したルートギャップの変化量に基づいてトーチ揺動幅の制御量と溶接速度の制御量を算出し、算出したトーチ揺動幅と溶接速度の制御量で揺動幅と溶接速度を制御する技術を提案している。
【0006】
又、発明者の一人は、特許文献4で、視覚センサで撮影した被溶接部材の溶融池及びその近傍の画像からトーチ揺動の左右端部の画像を抽出し、抽出した左右端部の画像を合成して仮想溶融池画像を有する合成画像を作成し、仮想溶融池画像の左端点と右端点との間の距離を揺動幅特徴量として算出して開先幅変動に対するトーチ揺動パターンの追従(適応)制御を適切に行ない、又、電極画像の先端中心点から仮想溶融池画像の左端点と右端点の中央点までの距離を揺動中心特徴量として算出し、算出した揺動中心特徴量を用いて開先中心線倣い制御を適切に行なう技術を提案している。
【0007】
又、特許文献5には、溶接状況を撮像して、開先形状とその中に置かれた仮付けビードの高さを画像処理によって計算処理することにより、仮付けビードの高さを計算する一方、事前に仮付けビードの始端部、終端部、及び仮付けビード部上での前記ビード高さに応じた最適な溶接条件をデータベース化しておき、これをそれぞれの仮付け位置のビード高さに応じてデータベースから最適な溶接条件を選定し、その値で溶接させる技術が開示されている。
【0008】
【特許文献1】特開2006−7303号公報
【特許文献2】特開2006−55858号公報
【特許文献3】特開2006−281282号公報
【特許文献4】特開2007−185700号公報
【特許文献5】特開平11−5164号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
溶接用視覚センサを使用する利点は、溶接中に溶融池及びその真上の溶接電極を直接撮影し、その画像を通じて溶接電極の開先内での位置が適正かどうかを直接検出できるため、例え溶接電極の曲がり癖が変化しても、溶接トーチの開先倣い精度が精度良く行える点、及び、開先形状の変化が間接的にリアルタイムで推定できるので、溶接条件の適応制御も行なえる点にある。
【0010】
しかしながら、溶融池自身は流体であるので、様々な外乱を受け易いと同時に、アーク光の影響で溶融池画像の輝度も変化し易いため、溶融池画像の安定性があまり良くない。そのため、開先寸法変化量の計測精度があまり高く期待できない等の問題点を有する。
【0011】
又、開先内に仮付けビードがある場合には、仮に視覚センサが仮付けビードの有無を検出できたとしても、通常、視覚センサで仮付けビードの有無を検出したときには、溶接アークが既に仮付けビードの上に登っているか、あるいは、仮付けビードから離れているため、このときに例え溶接条件を瞬時に変えられても、仮付けビードの始点部と終点部に溶接欠陥を残してしまう恐れがあった。
【0012】
このような問題点を解決するため、溶接用レーザセンサを同時に使用する方法が考えられる。溶接用レーザセンサは、一般に、フライイングスポットレーザ光かスリットレーザ光を溶接位置前方の開先に照射して、その開先の光切断像をカメラで撮影し、画像処理を通じて開先形状の変化を直接検出するものである。従って、適正なカメラ、フィルタ及び画像処理技術等を使用すれば、比較的容易に高い検出精度が得られる。レーザセンサを利用するもう1つの利点は、溶接条件がフィードフォワード制御で制御できることである。例えば、開先内に仮付けビードがある場合、レーザセンサにより仮付けビードの有無を事前に察知することができるため、アークが仮付けビード部を通過する時に、溶接条件をタイミング良く変化させて、仮付けビードの始点部と終点部に溶接欠陥を残さずに溶接することができる。
【0013】
溶接用レーザセンサは開先倣い制御にも良く使われるが、溶融前に事前認識する方法では、計測と制御の間にタイムラグがあるため、溶融中の変化には対応できず、曲線の開先倣い制御では使い難いという問題点がある。又、例え直線の開先倣い制御でも、溶接電極とレーザセンサとの間の相対位置は固定されているか、又は、その変化量がリアルタイムで把握できる必要がある。何故ならば、レーザセンサでは、溶接電極が撮影視野に入っていないため、センサと電極間の相対位置をリアルタイムで計測できないからである。従って、センサと電極間の相対位置にランダムな変動があると、その変化分が結果として開先倣い制御の誤差として残ってしまうという問題点を有していた。
【0014】
上記のように、溶融池、アーク等の光を放っているものを捉える溶接用視覚センサと、反射光なので、どこの形状でも捉えられるレーザセンサは、それぞれの得意と不得意分野がある。従って、両方を同時に使用すれば、互いに補完でき、理想的な溶接制御システムが構築できる。しかし、両方を同時に使用すると、2つのセンサシステムが必要であり、コスト的に割高になると同時に、溶接トーチの近傍に2つのセンサヘッドを装着しなければならないので、溶接トーチのワークへのアクセス性を著しく損ねる恐れがあった。
【0015】
本発明は、前記従来の問題点を解消するべくなされたもので、レーザセンサと視覚センサの複合センシングシステムを用いた自動溶接制御方法及び自動溶接装置を提供することを課題とする。
【課題を解決するための手段】
【0016】
本発明は、被溶接物に対し、少なくともレーザ投光器、レーザセンサ用フィルタ及び画像撮影カメラからなるレーザセンサと、少なくとも視覚センサ用フィルタ及び画像撮影カメラからなる視覚センサの複合センシングシステムによって溶接制御を行なうことを特徴とする自動溶接制御方法により、前記課題を解決したものである。
【0017】
前記複合センシングシステムは、レーザセンサ用フィルタと視覚センサ用フィルタが交換可能に機能された単一の画像撮影カメラを含むことができる。
【0018】
前記複合センシングシステムを、溶接前にはレーザセンサとして使用し、センサ情報を記憶して、これらの情報に基づきティーチングプレーバック制御で溶接を行ない、溶接中には視覚センサとして使用し、ティーチングプレーバック制御で対応できない溶接中に生じた溶接状況の変化をインプロセスで検出して、それらの情報に基づきリアルタイムでフィードバック制御することができる。
【0019】
ここで、前記溶接中に生じた溶接状況の変化が、溶接トーチの開先倣いのずれである場合は、該ずれを視覚センサ情報である溶接電極(ワイヤとも称する)と溶融池の位置関係の変化で検出し、それらをリアルタイムでフィードバック制御することができる。
【0020】
あるいは、前記溶接中に生じた溶接状況の変化が、初層溶接時に必要な適正な溶着量の変化である場合は、視覚センサ情報である初層溶接時の溶融池の高さ変化に基づき溶着量の追加的な補正量を求めて、リアルタイムでティーチングプレーバックデータに加えてフィードバック制御することができる。
【0021】
本発明は、又、少なくともレーザ投光器、レーザセンサ用フィルタ及び画像撮影カメラからなるレーザセンサと、少なくとも視覚センサ用フィルタ及び画像撮影カメラからなる視覚センサと、前記レーザセンサ及び視覚センサによって得られた画像から溶接制御データを算出する画像処理装置と、溶接トーチを備えた自動溶接機と、を備えたことを特徴とする自動溶接装置を提供するものである。
【0022】
ここで、前記レーザセンサ用フィルタと視覚センサ用フィルタが交換可能に機能された単一の画像撮影カメラを備えることができる。
【0023】
又、前記画像撮影カメラとレーザ投光器及び溶接トーチを、全て同一の梁に取り付け、前記画像撮影カメラが、レーザ投光器の投光位置及び溶接トーチの溶接位置を撮影可能とすることができる。
【発明の効果】
【0024】
本発明に係る複合センシングシステムでは、溶融池、アーク等の光を放っているものを捉える視覚センサと、反射光により何処の形状でも捉えられるレーザセンサを時間的に分けて機能させる。即ち、溶接前には、この複合センシングシステムをレーザセンサとして使用し、開先寸法や開先位置、開先内の仮付けビード等を事前に計測して記憶しておき、溶接中に、これらの計測データに基づき、溶接条件や開先倣い等をティーチングプレーバックで制御する。一方、溶接中には、この複合センシングシステムを視覚センサとして使用し、ティーチングプレーバック制御ではカバーできなかったトーチの開先倣いずれや、溶接熱による開先幅の変化又は目違い隙間への溶融金属のランダムな流出による溶着量の変化等をインプロセスで検出して、それらをリアルタイムでフィードバック制御する。
【0025】
従って、視覚センサとレーザセンサのそれぞれの得意分野を生かし、互いに補完して、理想的な溶接制御システムを構築できる。
【0026】
更に視覚センサとレーザセンサを複合化したので、センサヘッドや計測システムも1つだけでよく、画像処理もソフトウェアで対応できるので、溶接トーチのワークヘのアクセス性を損ねたり、画像処理装置のハードウェアを複雑化することもない。
【発明を実施するための最良の形態】
【0027】
以下図面を参照して、本発明の実施形態を詳細に説明する。
【0028】
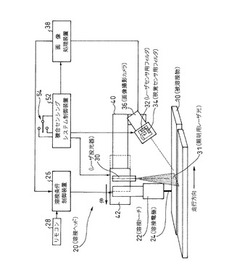
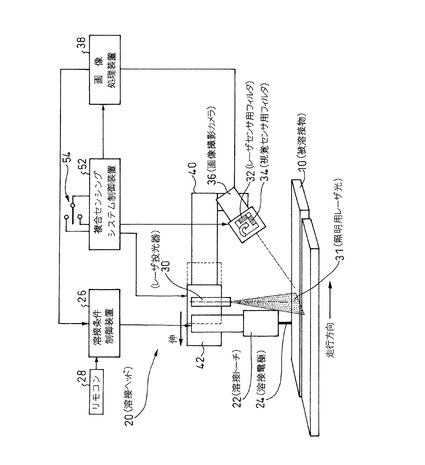
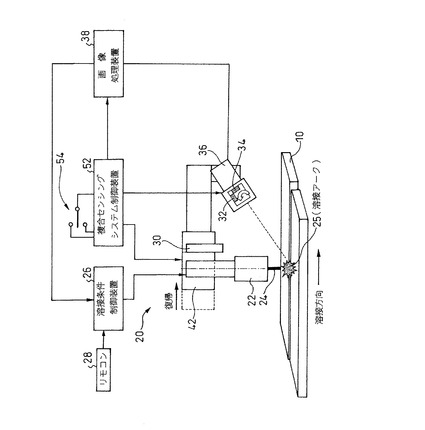
図1に本発明に係る複合センシングシステムの実施形態をレーザセンサとして使用する状態を示し、図2に、視覚センサとして使用する状態を示す。
【0029】
本実施形態は、レーザ投光器30、レーザセンサ用フィルタ32及び画像撮影カメラ36からなるレーザセンサと、視覚センサ用フィルタ34及び前記画像撮影カメラ36からなる視覚センサとを備え、前記画像撮影カメラ36は、レーザセンサ用フィルタ32と視覚センサ用フィルタ34が交換可能に機能された単一の画像撮影カメラとされている。
【0030】
前記画像撮影カメラ36は、溶接ヘッド20に設けた梁40の一端(図の右端)に取り付けられ、前記レーザ投光器30及び溶接トーチ22は、前記梁40上を摺動するスライダ42に固定されている。
【0031】
図において、10は被溶接物、24は溶接電極、26は溶接条件制御装置、28はリモコン、31は照明用レーザ光、38は画像処理装置、52は複合センシングシステム制御装置、54は計測モードスイッチである。
【0032】
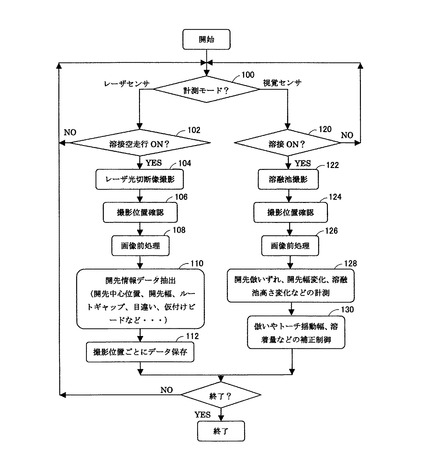
図3に本実施形態の計測手順を示す。左側は図1に示した如くレーザセンサとして使用するときの計測手順、右側は図2に示した如く視覚センサとして使用するときの計測手順であり、選択は計測モードスイッチ54で行なう(ステップ100)。
【0033】
溶接前に、この複合センシングシステムをレーザセンサとして使用するときには、図1に示した如く、複合センシングシステム制御装置52によりスライダ42を移動して、トーチ側の梁端部を延ばし、レーザ投光器30の位置をトーチ位置まで移動させて、これと同時にフィルタセットも90°回して、レーザセンサ用(バンドパス)フィルタ32をカメラ36の前に設置する。これで複合センシングシステムはレーザセンサとなり、溶接ヘッド20を溶接方向に沿って空走行させれば(図3のステップ102)、開先寸法や開先位置及び開先内の仮付けビード等の情報を自動的に計測し(ステップ104〜110)、記憶しておくことができる(ステップ112)。
【0034】
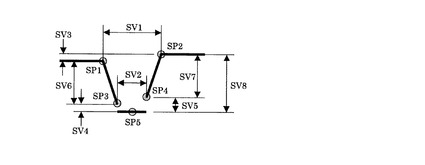
図4にV型開先のレーザセンサ光切断像の模式図を示す。このV型開先のレーザ光切断像を画像処理装置38で画像処理すれば、まず5つの特異点SP1〜SP5を見出せる。ここで、SP1は左側板の開先上端点、SP2は右側板の開先上端点、SP3は左側板の開先下端点、SP4は右側板の開先下端点、SP5は裏当て中央点である。そして、これらの特異点より、特徴量SV1〜SV8を求めることができる。ここで、SV1は開先幅、SV2はルートギャップ、SV3は目違い、SV4とSV5はそれぞれ裏当ての左右の隙間、SV6とSV7はそれぞれ左右の板厚、SV8は開先深さを表わす。更に、SP1とSP2あるいはSP3とSP4より開先の中心位置が求められ、又、SP1〜SP5より開先の断面積を求めることも可能である。
【0035】
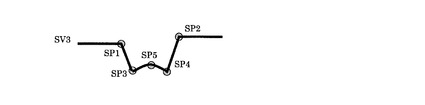
図5に開先内の仮付けビード部のレーザ光切断像の模式図を示す。ここでも、同様に5つの特異点SP1〜SP5が求められる。従って、これらから特徴量SV1〜SV8を求めて、仮付けビードの無い開先の特徴量と比較すれば、仮付けビードの有無が分かる。例えば、開先深さSV8が板厚よりも短いことが、仮付けビード部の特徴の1つである。
【0036】
一方、複合センシングシステムを視覚センサとして使用するときには、図2に示した如く、まず複合センシングシステム制御装置52によりトーチ側の梁端部をスライドして、溶接トーチ22を元の位置に戻させる。又、同時にフィルタセットも90°逆回転して、視覚センサ用フィルタ34をカメラ36の前に設置する。これで複合センシングシステムは視覚センサとなり、溶接中(図3のステップ120)に、開先倣いずれや開先寸法等の変化をリアルタイムで計測することができる(ステップ122〜128)。
【0037】
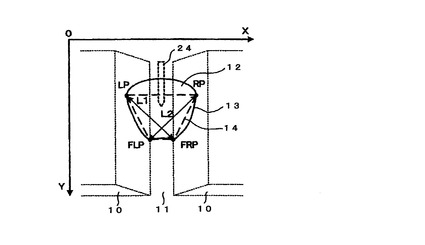
溶接中の視覚センサ計測方法は、例えば、特許文献2乃至4に記載した方法を用いることができる。即ち、特許文献2に記載したように、図6に示す如く、視覚センサで被溶接物10の溶融池12とその近傍を撮影し、撮影した画像から溶融池12の輪郭13を抽出し、抽出した輪郭13から溶融池12の左端点LPと右端点RP及び溶融池12先端の左端点FLPと右端点FRPの4箇所の特異点を抽出する。抽出した4箇所の特異点で構成された四角形14の2本の対角線L1、L2の長さの差を算出し、算出した2本の対角線の長さの差ΔLから溶接線に対する電極24の倣い位置ずれの有無と倣い位置ずれ方向及び倣い位置ずれ量を算出し、算出した電極24の位置ずれ量と倣い位置ずれ方向に基づいて、溶接トーチ22の位置を制御する(ステップ130)。これにより高精度な溶接線倣い制御を行なうことができる。
【0038】
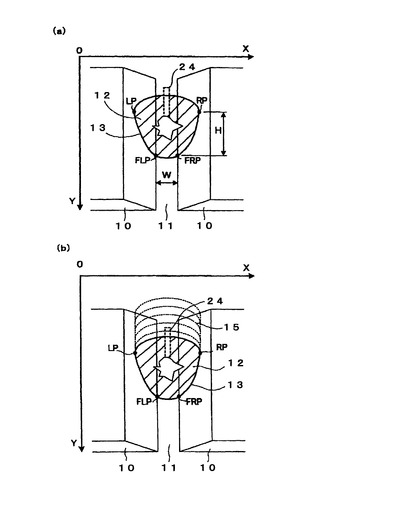
あるいは、特許文献3に記載したように、図7に示す如く、被溶接物10の溶融池12とその近傍を視覚センサで撮影し、撮影した画像から溶融池の輪郭13を抽出し、抽出した輪郭13から溶融池先端の左端点FLPと右端点FRPを抽出する。抽出した溶融池先端の左端点FLPと右端点FRPの座標から溶融池先端部幅Wを算出し、算出した溶融池先端部幅Woによりルートギャップの変化量ΔWを算出する。算出したルートギャップの変化量ΔWに基づいて、トーチ揺動幅の制御量Wtと溶接速度の制御量Vwを算出し、算出したトーチ揺動幅Wtと溶接速度の制御量Vwで揺動幅と溶接速度を制御する(ステップ130)。これにより、TIG溶接かGMA溶接かを問わず、ルートギャップや裏当て隙間や目違いが変わっても、良好な裏ビード形状とビード品質を安定して得ることができる。
【0039】
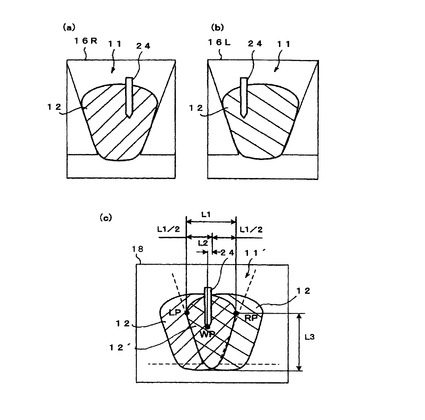
あるいは、特許文献4に記載したように、図8に示す如く、視覚センサで撮影した被溶接物10の溶融池12及びその近傍の画像からトーチ揺動の左右端部の画像16R、16Lを抽出し、抽出した左右端部の画像16R、16Lを合成して仮想溶融池画像12´を有する合成画像18を作成し、仮想溶融池画像12´の左端点LPと右端点RPとの間の距離を揺動幅特徴量として算出して開先幅変動に対するトーチ揺動パターンの追従(適応)制御を適切に行なう。又、電極画像24の先端中心点WPから仮想溶融池画像12´の左端点LPと右端点RPの中央点までの距離を揺動中心特徴量として算出し、算出した揺動中心特徴量を用いて開先中心線倣い制御を適切に行なう(ステップ130)。図において、11´は仮想的な開先である。これにより、ルートギャップや裏当て隙間や目違いが変わっても良好なビード形状とビード品質を安定して得ることができる。
【0040】
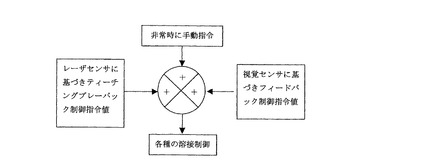
図9に、レーザセンサと視覚センサのそれぞれの情報に基づく溶接制御方法の例を示す。
【0041】
ここで、溶接の制御は、まず、レーザセンサ情報に基づきティーチングプレーバックデータで行なう。制御は、主として溶接条件の適用制御である。つまり、溶接位置毎に、開先内に仮付けビードの有無や開先幅、開先深さ及びルートギャップ等の大きさより溶接条件(溶接電流、電圧、溶接速度、トーチ揺動幅、揺動端部停止時間等)の補正量を求めて、これらを基準溶接条件に加えて溶接をフィードフォワード制御する。
【0042】
溶接トーチの開先倣いも勿論、レーザセンサから得た開先幅とルートギャップの中心位置データに基づいて行なえるが、その倣い制御の実際のずれは、更に溶接インプロセスで視覚センサが得た情報に基づいてフィードバックで修正する。
【0043】
視覚センサは、主として溶接トーチの開先倣い制御に使用する。但し、初層溶接のときに、裏当て隙間の変動やその隙間に入り込んだ溶接溶融金属量の変化等があるため、単に溶接前にレーザセンサから得たデータ情報に基づくティーチングプレーバックデータによるフィードフォワード制御だけでは、高品質な初層溶接ビードを維持するのには難しい場合もある。従って、視覚センサから得た初層溶接時の溶融池の高さ(特許文献3及び特許文献4参照)に基づき、溶着量の追加的な補正量を求めて、ティーチングプレーバックデータに加えて溶接制御を行なう。
【0044】
又、非常時には、手元のリモコン28により手動制御も行なえる。例えば緊急停止とか、あるいはモニタから制御のずれを発見したときに、インプロセスで手動修正を行なうこともできる。
【0045】
以上の複合センシングシステムに基づく溶接制御を実施した結果、溶接プロセスの全自動化を実現することができると同時に、実際の開先形状が標準形状から大きく乖離しても、例えば鋼鈑裏当てを付けた開先の場合、ルートギャップの変動が2mm〜12mmであり、又、仮付けビードの有無に関わらず、均一且つ高品質な溶接ビードが得られることが確認できた。
【0046】
本実施形態においては、レーザ投光器30と溶接トーチ22をスライダ42に固定し、視覚センサ使用時とレーザセンサ使用時にその位置を梁40上でスライドして変化させるようにしたので、画像撮影カメラ36は固定焦点でよく、高精度の測定が可能である。なお、溶接トーチ22及びレーザ投光器30を梁40に固定し、画像撮影カメラ36の角度を変更可能として、画像撮影カメラ36がレーザ投光器の投光位置と溶接トーチの溶接位置を選択的に撮映できるようにすることも可能である。この場合には、撮映位置と画像撮影カメラ36間の距離が変化するので、可変焦点とすることが望ましい。
【図面の簡単な説明】
【0047】
【図1】本発明の実施形態をレーザセンサとして使用する状態を示す斜視図
【図2】同じく視覚センサとして使用する状態を示す斜視図
【図3】前記実施形態の処理手順を示す流れ図
【図4】前記実施形態におけるV型開先のレーザ光切断像の模式図
【図5】同じく仮付けビード部のレーザ光切断像の模式図
【図6】同じく溶接制御の一例を示す図
【図7】同じく溶接制御の他の例を示す図
【図8】同じく溶接制御の更に他の例を示す図
【図9】前記実施形態における溶接制御の方法を示す図
【符号の説明】
【0048】
10…被溶接物
11、11´…開先
12、12´…溶融池
20…溶接ヘッド
22…溶接トーチ
24…溶接電極
26…溶接条件制御装置
30…レーザ投光器
31…照明用レーザ光
32…レーザセンサ用フィルタ
34…視覚センサ用フィルタ
36…画像撮影カメラ
38…画像処理装置
40…梁
42…スライダ
52…複合センシングシステム制御装置
54…計測モードスイッチ
【技術分野】
【0001】
本発明は、自動溶接制御方法及び自動溶接装置に係り、特に、溶接用レーザセンサと溶接用視覚センサを併用して、高精度の溶接制御を行なうことが可能な自動溶接制御方法、及び、この自動溶接制御方法を採用した自動溶接装置に関する。
【背景技術】
【0002】
アーク溶接を行なう際に、溶接トーチの溶接線倣いや溶融池の大きさ等を適正に保つように溶接条件を適応制御するため、CCDカメラ等を有する視覚センサを使用して溶接部とその近傍の画像を撮像するようにしている。
【0003】
発明者は、特許文献1に、溶融池、アークなどの先を放っているものを捉えるための溶接用視覚センサを提案している。
【0004】
又、発明者は、特許文献2で、視覚センサで被溶接部材の溶融池とその近傍を撮影し、撮影した画像から溶融池の輪郭を抽出し、抽出した輪郭から溶融池の特異点を抽出し、抽出した特異点から溶接線に対する電極の倣い位置ずれの有無と倣い位置ずれ方向及び狙い位置ずれ量を算出し、算出した電極の位置ずれ量と電極の倣い位置ずれ方向に基づいて溶接トーチの位置を制御する技術を提案している。
【0005】
更に、発明者の一人は、特許文献3で、被溶接部材の溶融池とその近傍を視覚センサで撮影し、撮影した画像から溶融池の輪郭を抽出し、抽出した輪郭から溶融池先端部幅を算出し、算出した溶融池先端部幅によりルートギャップの変化量を算出し、算出したルートギャップの変化量に基づいてトーチ揺動幅の制御量と溶接速度の制御量を算出し、算出したトーチ揺動幅と溶接速度の制御量で揺動幅と溶接速度を制御する技術を提案している。
【0006】
又、発明者の一人は、特許文献4で、視覚センサで撮影した被溶接部材の溶融池及びその近傍の画像からトーチ揺動の左右端部の画像を抽出し、抽出した左右端部の画像を合成して仮想溶融池画像を有する合成画像を作成し、仮想溶融池画像の左端点と右端点との間の距離を揺動幅特徴量として算出して開先幅変動に対するトーチ揺動パターンの追従(適応)制御を適切に行ない、又、電極画像の先端中心点から仮想溶融池画像の左端点と右端点の中央点までの距離を揺動中心特徴量として算出し、算出した揺動中心特徴量を用いて開先中心線倣い制御を適切に行なう技術を提案している。
【0007】
又、特許文献5には、溶接状況を撮像して、開先形状とその中に置かれた仮付けビードの高さを画像処理によって計算処理することにより、仮付けビードの高さを計算する一方、事前に仮付けビードの始端部、終端部、及び仮付けビード部上での前記ビード高さに応じた最適な溶接条件をデータベース化しておき、これをそれぞれの仮付け位置のビード高さに応じてデータベースから最適な溶接条件を選定し、その値で溶接させる技術が開示されている。
【0008】
【特許文献1】特開2006−7303号公報
【特許文献2】特開2006−55858号公報
【特許文献3】特開2006−281282号公報
【特許文献4】特開2007−185700号公報
【特許文献5】特開平11−5164号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
溶接用視覚センサを使用する利点は、溶接中に溶融池及びその真上の溶接電極を直接撮影し、その画像を通じて溶接電極の開先内での位置が適正かどうかを直接検出できるため、例え溶接電極の曲がり癖が変化しても、溶接トーチの開先倣い精度が精度良く行える点、及び、開先形状の変化が間接的にリアルタイムで推定できるので、溶接条件の適応制御も行なえる点にある。
【0010】
しかしながら、溶融池自身は流体であるので、様々な外乱を受け易いと同時に、アーク光の影響で溶融池画像の輝度も変化し易いため、溶融池画像の安定性があまり良くない。そのため、開先寸法変化量の計測精度があまり高く期待できない等の問題点を有する。
【0011】
又、開先内に仮付けビードがある場合には、仮に視覚センサが仮付けビードの有無を検出できたとしても、通常、視覚センサで仮付けビードの有無を検出したときには、溶接アークが既に仮付けビードの上に登っているか、あるいは、仮付けビードから離れているため、このときに例え溶接条件を瞬時に変えられても、仮付けビードの始点部と終点部に溶接欠陥を残してしまう恐れがあった。
【0012】
このような問題点を解決するため、溶接用レーザセンサを同時に使用する方法が考えられる。溶接用レーザセンサは、一般に、フライイングスポットレーザ光かスリットレーザ光を溶接位置前方の開先に照射して、その開先の光切断像をカメラで撮影し、画像処理を通じて開先形状の変化を直接検出するものである。従って、適正なカメラ、フィルタ及び画像処理技術等を使用すれば、比較的容易に高い検出精度が得られる。レーザセンサを利用するもう1つの利点は、溶接条件がフィードフォワード制御で制御できることである。例えば、開先内に仮付けビードがある場合、レーザセンサにより仮付けビードの有無を事前に察知することができるため、アークが仮付けビード部を通過する時に、溶接条件をタイミング良く変化させて、仮付けビードの始点部と終点部に溶接欠陥を残さずに溶接することができる。
【0013】
溶接用レーザセンサは開先倣い制御にも良く使われるが、溶融前に事前認識する方法では、計測と制御の間にタイムラグがあるため、溶融中の変化には対応できず、曲線の開先倣い制御では使い難いという問題点がある。又、例え直線の開先倣い制御でも、溶接電極とレーザセンサとの間の相対位置は固定されているか、又は、その変化量がリアルタイムで把握できる必要がある。何故ならば、レーザセンサでは、溶接電極が撮影視野に入っていないため、センサと電極間の相対位置をリアルタイムで計測できないからである。従って、センサと電極間の相対位置にランダムな変動があると、その変化分が結果として開先倣い制御の誤差として残ってしまうという問題点を有していた。
【0014】
上記のように、溶融池、アーク等の光を放っているものを捉える溶接用視覚センサと、反射光なので、どこの形状でも捉えられるレーザセンサは、それぞれの得意と不得意分野がある。従って、両方を同時に使用すれば、互いに補完でき、理想的な溶接制御システムが構築できる。しかし、両方を同時に使用すると、2つのセンサシステムが必要であり、コスト的に割高になると同時に、溶接トーチの近傍に2つのセンサヘッドを装着しなければならないので、溶接トーチのワークへのアクセス性を著しく損ねる恐れがあった。
【0015】
本発明は、前記従来の問題点を解消するべくなされたもので、レーザセンサと視覚センサの複合センシングシステムを用いた自動溶接制御方法及び自動溶接装置を提供することを課題とする。
【課題を解決するための手段】
【0016】
本発明は、被溶接物に対し、少なくともレーザ投光器、レーザセンサ用フィルタ及び画像撮影カメラからなるレーザセンサと、少なくとも視覚センサ用フィルタ及び画像撮影カメラからなる視覚センサの複合センシングシステムによって溶接制御を行なうことを特徴とする自動溶接制御方法により、前記課題を解決したものである。
【0017】
前記複合センシングシステムは、レーザセンサ用フィルタと視覚センサ用フィルタが交換可能に機能された単一の画像撮影カメラを含むことができる。
【0018】
前記複合センシングシステムを、溶接前にはレーザセンサとして使用し、センサ情報を記憶して、これらの情報に基づきティーチングプレーバック制御で溶接を行ない、溶接中には視覚センサとして使用し、ティーチングプレーバック制御で対応できない溶接中に生じた溶接状況の変化をインプロセスで検出して、それらの情報に基づきリアルタイムでフィードバック制御することができる。
【0019】
ここで、前記溶接中に生じた溶接状況の変化が、溶接トーチの開先倣いのずれである場合は、該ずれを視覚センサ情報である溶接電極(ワイヤとも称する)と溶融池の位置関係の変化で検出し、それらをリアルタイムでフィードバック制御することができる。
【0020】
あるいは、前記溶接中に生じた溶接状況の変化が、初層溶接時に必要な適正な溶着量の変化である場合は、視覚センサ情報である初層溶接時の溶融池の高さ変化に基づき溶着量の追加的な補正量を求めて、リアルタイムでティーチングプレーバックデータに加えてフィードバック制御することができる。
【0021】
本発明は、又、少なくともレーザ投光器、レーザセンサ用フィルタ及び画像撮影カメラからなるレーザセンサと、少なくとも視覚センサ用フィルタ及び画像撮影カメラからなる視覚センサと、前記レーザセンサ及び視覚センサによって得られた画像から溶接制御データを算出する画像処理装置と、溶接トーチを備えた自動溶接機と、を備えたことを特徴とする自動溶接装置を提供するものである。
【0022】
ここで、前記レーザセンサ用フィルタと視覚センサ用フィルタが交換可能に機能された単一の画像撮影カメラを備えることができる。
【0023】
又、前記画像撮影カメラとレーザ投光器及び溶接トーチを、全て同一の梁に取り付け、前記画像撮影カメラが、レーザ投光器の投光位置及び溶接トーチの溶接位置を撮影可能とすることができる。
【発明の効果】
【0024】
本発明に係る複合センシングシステムでは、溶融池、アーク等の光を放っているものを捉える視覚センサと、反射光により何処の形状でも捉えられるレーザセンサを時間的に分けて機能させる。即ち、溶接前には、この複合センシングシステムをレーザセンサとして使用し、開先寸法や開先位置、開先内の仮付けビード等を事前に計測して記憶しておき、溶接中に、これらの計測データに基づき、溶接条件や開先倣い等をティーチングプレーバックで制御する。一方、溶接中には、この複合センシングシステムを視覚センサとして使用し、ティーチングプレーバック制御ではカバーできなかったトーチの開先倣いずれや、溶接熱による開先幅の変化又は目違い隙間への溶融金属のランダムな流出による溶着量の変化等をインプロセスで検出して、それらをリアルタイムでフィードバック制御する。
【0025】
従って、視覚センサとレーザセンサのそれぞれの得意分野を生かし、互いに補完して、理想的な溶接制御システムを構築できる。
【0026】
更に視覚センサとレーザセンサを複合化したので、センサヘッドや計測システムも1つだけでよく、画像処理もソフトウェアで対応できるので、溶接トーチのワークヘのアクセス性を損ねたり、画像処理装置のハードウェアを複雑化することもない。
【発明を実施するための最良の形態】
【0027】
以下図面を参照して、本発明の実施形態を詳細に説明する。
【0028】
図1に本発明に係る複合センシングシステムの実施形態をレーザセンサとして使用する状態を示し、図2に、視覚センサとして使用する状態を示す。
【0029】
本実施形態は、レーザ投光器30、レーザセンサ用フィルタ32及び画像撮影カメラ36からなるレーザセンサと、視覚センサ用フィルタ34及び前記画像撮影カメラ36からなる視覚センサとを備え、前記画像撮影カメラ36は、レーザセンサ用フィルタ32と視覚センサ用フィルタ34が交換可能に機能された単一の画像撮影カメラとされている。
【0030】
前記画像撮影カメラ36は、溶接ヘッド20に設けた梁40の一端(図の右端)に取り付けられ、前記レーザ投光器30及び溶接トーチ22は、前記梁40上を摺動するスライダ42に固定されている。
【0031】
図において、10は被溶接物、24は溶接電極、26は溶接条件制御装置、28はリモコン、31は照明用レーザ光、38は画像処理装置、52は複合センシングシステム制御装置、54は計測モードスイッチである。
【0032】
図3に本実施形態の計測手順を示す。左側は図1に示した如くレーザセンサとして使用するときの計測手順、右側は図2に示した如く視覚センサとして使用するときの計測手順であり、選択は計測モードスイッチ54で行なう(ステップ100)。
【0033】
溶接前に、この複合センシングシステムをレーザセンサとして使用するときには、図1に示した如く、複合センシングシステム制御装置52によりスライダ42を移動して、トーチ側の梁端部を延ばし、レーザ投光器30の位置をトーチ位置まで移動させて、これと同時にフィルタセットも90°回して、レーザセンサ用(バンドパス)フィルタ32をカメラ36の前に設置する。これで複合センシングシステムはレーザセンサとなり、溶接ヘッド20を溶接方向に沿って空走行させれば(図3のステップ102)、開先寸法や開先位置及び開先内の仮付けビード等の情報を自動的に計測し(ステップ104〜110)、記憶しておくことができる(ステップ112)。
【0034】
図4にV型開先のレーザセンサ光切断像の模式図を示す。このV型開先のレーザ光切断像を画像処理装置38で画像処理すれば、まず5つの特異点SP1〜SP5を見出せる。ここで、SP1は左側板の開先上端点、SP2は右側板の開先上端点、SP3は左側板の開先下端点、SP4は右側板の開先下端点、SP5は裏当て中央点である。そして、これらの特異点より、特徴量SV1〜SV8を求めることができる。ここで、SV1は開先幅、SV2はルートギャップ、SV3は目違い、SV4とSV5はそれぞれ裏当ての左右の隙間、SV6とSV7はそれぞれ左右の板厚、SV8は開先深さを表わす。更に、SP1とSP2あるいはSP3とSP4より開先の中心位置が求められ、又、SP1〜SP5より開先の断面積を求めることも可能である。
【0035】
図5に開先内の仮付けビード部のレーザ光切断像の模式図を示す。ここでも、同様に5つの特異点SP1〜SP5が求められる。従って、これらから特徴量SV1〜SV8を求めて、仮付けビードの無い開先の特徴量と比較すれば、仮付けビードの有無が分かる。例えば、開先深さSV8が板厚よりも短いことが、仮付けビード部の特徴の1つである。
【0036】
一方、複合センシングシステムを視覚センサとして使用するときには、図2に示した如く、まず複合センシングシステム制御装置52によりトーチ側の梁端部をスライドして、溶接トーチ22を元の位置に戻させる。又、同時にフィルタセットも90°逆回転して、視覚センサ用フィルタ34をカメラ36の前に設置する。これで複合センシングシステムは視覚センサとなり、溶接中(図3のステップ120)に、開先倣いずれや開先寸法等の変化をリアルタイムで計測することができる(ステップ122〜128)。
【0037】
溶接中の視覚センサ計測方法は、例えば、特許文献2乃至4に記載した方法を用いることができる。即ち、特許文献2に記載したように、図6に示す如く、視覚センサで被溶接物10の溶融池12とその近傍を撮影し、撮影した画像から溶融池12の輪郭13を抽出し、抽出した輪郭13から溶融池12の左端点LPと右端点RP及び溶融池12先端の左端点FLPと右端点FRPの4箇所の特異点を抽出する。抽出した4箇所の特異点で構成された四角形14の2本の対角線L1、L2の長さの差を算出し、算出した2本の対角線の長さの差ΔLから溶接線に対する電極24の倣い位置ずれの有無と倣い位置ずれ方向及び倣い位置ずれ量を算出し、算出した電極24の位置ずれ量と倣い位置ずれ方向に基づいて、溶接トーチ22の位置を制御する(ステップ130)。これにより高精度な溶接線倣い制御を行なうことができる。
【0038】
あるいは、特許文献3に記載したように、図7に示す如く、被溶接物10の溶融池12とその近傍を視覚センサで撮影し、撮影した画像から溶融池の輪郭13を抽出し、抽出した輪郭13から溶融池先端の左端点FLPと右端点FRPを抽出する。抽出した溶融池先端の左端点FLPと右端点FRPの座標から溶融池先端部幅Wを算出し、算出した溶融池先端部幅Woによりルートギャップの変化量ΔWを算出する。算出したルートギャップの変化量ΔWに基づいて、トーチ揺動幅の制御量Wtと溶接速度の制御量Vwを算出し、算出したトーチ揺動幅Wtと溶接速度の制御量Vwで揺動幅と溶接速度を制御する(ステップ130)。これにより、TIG溶接かGMA溶接かを問わず、ルートギャップや裏当て隙間や目違いが変わっても、良好な裏ビード形状とビード品質を安定して得ることができる。
【0039】
あるいは、特許文献4に記載したように、図8に示す如く、視覚センサで撮影した被溶接物10の溶融池12及びその近傍の画像からトーチ揺動の左右端部の画像16R、16Lを抽出し、抽出した左右端部の画像16R、16Lを合成して仮想溶融池画像12´を有する合成画像18を作成し、仮想溶融池画像12´の左端点LPと右端点RPとの間の距離を揺動幅特徴量として算出して開先幅変動に対するトーチ揺動パターンの追従(適応)制御を適切に行なう。又、電極画像24の先端中心点WPから仮想溶融池画像12´の左端点LPと右端点RPの中央点までの距離を揺動中心特徴量として算出し、算出した揺動中心特徴量を用いて開先中心線倣い制御を適切に行なう(ステップ130)。図において、11´は仮想的な開先である。これにより、ルートギャップや裏当て隙間や目違いが変わっても良好なビード形状とビード品質を安定して得ることができる。
【0040】
図9に、レーザセンサと視覚センサのそれぞれの情報に基づく溶接制御方法の例を示す。
【0041】
ここで、溶接の制御は、まず、レーザセンサ情報に基づきティーチングプレーバックデータで行なう。制御は、主として溶接条件の適用制御である。つまり、溶接位置毎に、開先内に仮付けビードの有無や開先幅、開先深さ及びルートギャップ等の大きさより溶接条件(溶接電流、電圧、溶接速度、トーチ揺動幅、揺動端部停止時間等)の補正量を求めて、これらを基準溶接条件に加えて溶接をフィードフォワード制御する。
【0042】
溶接トーチの開先倣いも勿論、レーザセンサから得た開先幅とルートギャップの中心位置データに基づいて行なえるが、その倣い制御の実際のずれは、更に溶接インプロセスで視覚センサが得た情報に基づいてフィードバックで修正する。
【0043】
視覚センサは、主として溶接トーチの開先倣い制御に使用する。但し、初層溶接のときに、裏当て隙間の変動やその隙間に入り込んだ溶接溶融金属量の変化等があるため、単に溶接前にレーザセンサから得たデータ情報に基づくティーチングプレーバックデータによるフィードフォワード制御だけでは、高品質な初層溶接ビードを維持するのには難しい場合もある。従って、視覚センサから得た初層溶接時の溶融池の高さ(特許文献3及び特許文献4参照)に基づき、溶着量の追加的な補正量を求めて、ティーチングプレーバックデータに加えて溶接制御を行なう。
【0044】
又、非常時には、手元のリモコン28により手動制御も行なえる。例えば緊急停止とか、あるいはモニタから制御のずれを発見したときに、インプロセスで手動修正を行なうこともできる。
【0045】
以上の複合センシングシステムに基づく溶接制御を実施した結果、溶接プロセスの全自動化を実現することができると同時に、実際の開先形状が標準形状から大きく乖離しても、例えば鋼鈑裏当てを付けた開先の場合、ルートギャップの変動が2mm〜12mmであり、又、仮付けビードの有無に関わらず、均一且つ高品質な溶接ビードが得られることが確認できた。
【0046】
本実施形態においては、レーザ投光器30と溶接トーチ22をスライダ42に固定し、視覚センサ使用時とレーザセンサ使用時にその位置を梁40上でスライドして変化させるようにしたので、画像撮影カメラ36は固定焦点でよく、高精度の測定が可能である。なお、溶接トーチ22及びレーザ投光器30を梁40に固定し、画像撮影カメラ36の角度を変更可能として、画像撮影カメラ36がレーザ投光器の投光位置と溶接トーチの溶接位置を選択的に撮映できるようにすることも可能である。この場合には、撮映位置と画像撮影カメラ36間の距離が変化するので、可変焦点とすることが望ましい。
【図面の簡単な説明】
【0047】
【図1】本発明の実施形態をレーザセンサとして使用する状態を示す斜視図
【図2】同じく視覚センサとして使用する状態を示す斜視図
【図3】前記実施形態の処理手順を示す流れ図
【図4】前記実施形態におけるV型開先のレーザ光切断像の模式図
【図5】同じく仮付けビード部のレーザ光切断像の模式図
【図6】同じく溶接制御の一例を示す図
【図7】同じく溶接制御の他の例を示す図
【図8】同じく溶接制御の更に他の例を示す図
【図9】前記実施形態における溶接制御の方法を示す図
【符号の説明】
【0048】
10…被溶接物
11、11´…開先
12、12´…溶融池
20…溶接ヘッド
22…溶接トーチ
24…溶接電極
26…溶接条件制御装置
30…レーザ投光器
31…照明用レーザ光
32…レーザセンサ用フィルタ
34…視覚センサ用フィルタ
36…画像撮影カメラ
38…画像処理装置
40…梁
42…スライダ
52…複合センシングシステム制御装置
54…計測モードスイッチ
【特許請求の範囲】
【請求項1】
被溶接物に対し、少なくともレーザ投光器、レーザセンサ用フィルタ及び画像撮影カメラからなるレーザセンサと、少なくとも視覚センサ用フィルタ及び画像撮影カメラからなる視覚センサの複合センシングシステムによって溶接制御を行なうことを特徴とする自動溶接制御方法。
【請求項2】
前記複合センシングシステムが、レーザセンサ用フィルタと視覚センサ用フィルタが交換可能に機能された単一の画像撮影カメラを含むことを特徴とする請求項1に記載の自動溶接制御方法。
【請求項3】
前記複合センシングシステムを、溶接前にはレーザセンサとして使用し、センサ情報を記憶して、これらの情報に基づきティーチングプレーバック制御で溶接を行ない、溶接中には視覚センサとして使用し、ティーチングプレーバック制御で対応できない溶接中に生じた溶接状況の変化をインプロセスで検出して、それらの情報に基づきリアルタイムでフィードバック制御することを特徴とする請求項1又は2に記載の自動溶接制御方法。
【請求項4】
前記溶接中に生じた溶接状況の変化が、溶接トーチの開先倣いのずれであり、該ずれを視覚センサ情報である溶接電極と溶融池の位置関係の変化で検出し、それらをリアルタイムでフィードバック制御することを特徴とする請求項3に記載の自動溶接制御方法。
【請求項5】
前記溶接中に生じた溶接状況の変化が、初層溶接時に必要な適正な溶着量の変化であり、視覚センサ情報である初層溶接時の溶融池の高さ変化に基づき溶着量の追加的な補正量を求めて、リアルタイムでティーチングプレーバックデータに加えてフィードバック制御することを特徴とする請求項3に記載の自動溶接制御方法。
【請求項6】
少なくともレーザ投光器、レーザセンサ用フィルタ及び画像撮影カメラからなるレーザセンサと、
少なくとも視覚センサ用フィルタ及び画像撮影カメラからなる視覚センサと、
前記レーザセンサ及び視覚センサによって得られた画像から溶接制御データを算出する画像処理装置と、
溶接トーチを備えた自動溶接機と、
を備えたことを特徴とする自動溶接装置。
【請求項7】
前記レーザセンサ用フィルタと視覚センサ用フィルタが交換可能に機能された単一の画像撮影カメラを備えたことを特徴とする請求項6に記載の自動溶接装置。
【請求項8】
前記画像撮影カメラとレーザ投光器及び溶接トーチが、全て同一の梁に取り付けられ、前記画像撮影カメラが、レーザ投光器の投光位置及び溶接トーチの溶接位置を撮影可能とされていることを特徴とする請求項6又は7に記載の自動溶接装置。
【請求項1】
被溶接物に対し、少なくともレーザ投光器、レーザセンサ用フィルタ及び画像撮影カメラからなるレーザセンサと、少なくとも視覚センサ用フィルタ及び画像撮影カメラからなる視覚センサの複合センシングシステムによって溶接制御を行なうことを特徴とする自動溶接制御方法。
【請求項2】
前記複合センシングシステムが、レーザセンサ用フィルタと視覚センサ用フィルタが交換可能に機能された単一の画像撮影カメラを含むことを特徴とする請求項1に記載の自動溶接制御方法。
【請求項3】
前記複合センシングシステムを、溶接前にはレーザセンサとして使用し、センサ情報を記憶して、これらの情報に基づきティーチングプレーバック制御で溶接を行ない、溶接中には視覚センサとして使用し、ティーチングプレーバック制御で対応できない溶接中に生じた溶接状況の変化をインプロセスで検出して、それらの情報に基づきリアルタイムでフィードバック制御することを特徴とする請求項1又は2に記載の自動溶接制御方法。
【請求項4】
前記溶接中に生じた溶接状況の変化が、溶接トーチの開先倣いのずれであり、該ずれを視覚センサ情報である溶接電極と溶融池の位置関係の変化で検出し、それらをリアルタイムでフィードバック制御することを特徴とする請求項3に記載の自動溶接制御方法。
【請求項5】
前記溶接中に生じた溶接状況の変化が、初層溶接時に必要な適正な溶着量の変化であり、視覚センサ情報である初層溶接時の溶融池の高さ変化に基づき溶着量の追加的な補正量を求めて、リアルタイムでティーチングプレーバックデータに加えてフィードバック制御することを特徴とする請求項3に記載の自動溶接制御方法。
【請求項6】
少なくともレーザ投光器、レーザセンサ用フィルタ及び画像撮影カメラからなるレーザセンサと、
少なくとも視覚センサ用フィルタ及び画像撮影カメラからなる視覚センサと、
前記レーザセンサ及び視覚センサによって得られた画像から溶接制御データを算出する画像処理装置と、
溶接トーチを備えた自動溶接機と、
を備えたことを特徴とする自動溶接装置。
【請求項7】
前記レーザセンサ用フィルタと視覚センサ用フィルタが交換可能に機能された単一の画像撮影カメラを備えたことを特徴とする請求項6に記載の自動溶接装置。
【請求項8】
前記画像撮影カメラとレーザ投光器及び溶接トーチが、全て同一の梁に取り付けられ、前記画像撮影カメラが、レーザ投光器の投光位置及び溶接トーチの溶接位置を撮影可能とされていることを特徴とする請求項6又は7に記載の自動溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−166107(P2009−166107A)
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願番号】特願2008−9077(P2008−9077)
【出願日】平成20年1月18日(2008.1.18)
【出願人】(000004123)JFEエンジニアリング株式会社 (1,044)
【出願人】(000231132)JFE工建株式会社 (54)
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願日】平成20年1月18日(2008.1.18)
【出願人】(000004123)JFEエンジニアリング株式会社 (1,044)
【出願人】(000231132)JFE工建株式会社 (54)
[ Back to top ]