
自動溶接方法及び装置

【課題】 母管に複数の枝管を溶接する溶接処理に要する時間を低減させる。
【解決手段】 母管1の長手方向に延びるガイドレール12に、多関節ロボット14に枝管溶接機4を備えた溶接モジュール13と、別の多関節ロボット16にセンサ装置17を備えたセンシングモジュール15を、独立に往復動可能に取り付ける。母管1に、複数の枝管2a〜2nを取り付ける場合は、母管1の長手方向一端側より他端側へ並ぶ各枝管2a〜2nについて、センシングモジュール15のセンサ装置17によるセンシング作業を順次行ない、それぞれの位置計測結果の情報を制御装置18に一旦記憶する。センシングモジュール15による溶接順序が後の枝管2b〜2nについてのセンシング作業と並行して、溶接モジュール13により、制御装置18より得た位置計測結果の情報を基に枝管溶接機4の位置を制御しながら各枝管2a〜2nの母管1への溶接作業を行わせる。
【解決手段】 母管1の長手方向に延びるガイドレール12に、多関節ロボット14に枝管溶接機4を備えた溶接モジュール13と、別の多関節ロボット16にセンサ装置17を備えたセンシングモジュール15を、独立に往復動可能に取り付ける。母管1に、複数の枝管2a〜2nを取り付ける場合は、母管1の長手方向一端側より他端側へ並ぶ各枝管2a〜2nについて、センシングモジュール15のセンサ装置17によるセンシング作業を順次行ない、それぞれの位置計測結果の情報を制御装置18に一旦記憶する。センシングモジュール15による溶接順序が後の枝管2b〜2nについてのセンシング作業と並行して、溶接モジュール13により、制御装置18より得た位置計測結果の情報を基に枝管溶接機4の位置を制御しながら各枝管2a〜2nの母管1への溶接作業を行わせる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、母管の円周方向及び長手方向に多数の枝管を溶接するために用いる自動溶接方法及び装置に関するものである。
【背景技術】
【0002】
ボイラ等におけるヘッダ(管寄せ)の1つの形式として、母管の外周面に、円周方向及び長手方向(軸心方向)に複数の枝管(スタブ管)を接続した形式のものがある。
【0003】
この種のヘッダを製造する場合、横向きに配置した母管の外周面における周方向の1個所、たとえば、外周面の上端側位置に、該母管の長手方向に所要間隔で配列される複数の枝管を溶接して取り付け、次いで、上記母管を、周方向に所要角度回転させてから、新たに該母管の外周面の上端側となる位置に、長手方向に所要間隔で配列される複数の枝管を溶接して取り付け、以降、上記手順を順次繰り返して行うことで、上記母管の外周面の円周方向及び長手方向に多数の枝管を取り付ける手法が多く用いられている。
【0004】
更に、上記横向きに配置した母管の外周面における上端側位置に該母管の長手方向に所要間隔で配列される枝管を取り付けるための溶接作業を、溶接トーチを備えたロボットを用いて自動化できるようにした自動溶接装置が種々提案されている。
【0005】
この種の自動溶接装置の1つとして、たとえば、母管に対する枝管の取り付けピッチが小さくて、枝管の間隔が狭隘となっている場合に用いるための自動溶接装置(自動溶接機)としては、たとえば、上記母管に対して取り付ける枝管を挟んだ位置にそれぞれ配置した個別の溶接トーチを備えた2基のロボットにより、1つの枝管の基端部の周方向の全周に亘る母管との溶接個所を、半円周ずつ順次溶接を行わせるようにした形式のものがある(たとえば、特許文献1参照)。
【0006】
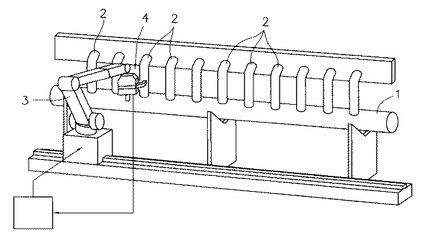
又、上記ヘッダ製造時における母管と枝管との溶接作業を行う際に、通常の溶接トーチではアクセスが困難な狭隘部であっても、枝管の周方向の全周に亘り溶接トーチを移動させながら隅肉溶接を行うことができるようにした形式の自動溶接装置としては、図6及び図7に示す如きものが提案されている。
【0007】
これは、図6に示すように、母管1の長手方向に配列して取り付ける複数の枝管2の取付位置に応じて該母管1の長手方向に沿って移動可能に設けた多関節ロボット3の先端側に、枝管溶接機(スタブ管溶接機)4を取り付けた構成としてある。
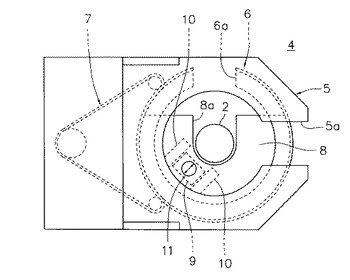
【0008】
更に、上記枝管溶接機4は、図7に示すように、枝管2を半径方向から挿入して包囲可能な切欠部5aを備えた馬蹄型ガイド5と、上記枝管2を半径方向から挿入して包囲可能な切欠部6aを備え且つ上記馬蹄型ガイド5の下側に該馬蹄型ガイド5の切欠部5aを超えて回転可能に支持された切欠付リングギア6と、上記馬蹄型ガイド5に対し上記リングギア6を相対的に回転駆動させる駆動機構7と、上記リングギア6に固定されていて該リングギア6と同じ方向の位置に切欠部8aを備えたトーチ取付部材8と、該トーチ取付部材8の下側にスライドガイド10を介して径方向にスライド可能に取り付けたトーチ支持ブロック9と、該トーチ支持ブロック9に下向きに取り付けると共に下端部が上記リングギア6の中心側に向くように取り付けた溶接トーチ11とからなる構成としてある。
【0009】
これにより、上記枝管溶接機4では、上記リングギア6の切欠部6aの位相を、上記馬蹄型ガイド5の切欠部5aの位相に合わせた状態で、上記多関節ロボット3の操作により枝管溶接機4を、母管1の外周面の上端側位置に仮止めしてある枝管2に対し側方より近接させて、該枝管溶接機4の馬蹄型ガイド5及びリングギア6の切欠部5a,6aを、上記枝管2に外嵌させ、これにより、上記リングギア6にトーチ取付部材8、スライドガイド10及びトーチ支持ブロック9を介して取り付けてある上記溶接トーチ11を、上記枝管2と母管1との溶接個所の周方向の1個所に向けて配置できるようにしてある。
【0010】
その後、上記駆動機構7によりリングギア6を駆動させると、該リングギア6と一緒に上記溶接トーチ11は、上記枝管2の周りで、上記馬蹄型ガイド5の切欠部5aを越えて周回動作させられるようにしてある。
【0011】
したがって、この周回動作する溶接トーチ11により、上記馬蹄型ガイド5の内側に配置させている枝管2とその下方の母管1との溶接個所を、周方向の全周に亘って溶接できるようにしてある(たとえば、特許文献2参照)。
【0012】
上記のような自動溶接装置における溶接トーチを備えたロボットを用いて母管に対する枝管の溶接作業を自動化させる場合は、上記ロボットにより、溶接トーチを、枝管と母管との間の溶接個所、すなわち、枝管の基端部の周方向に延びる溶接個所に正確に沿わせて移動させる制御を行う必要がある。
【0013】
ところで、実際の溶接作業時には、枝管の溶接時の熱の影響により母管自体が撓んだり、歪んだりすることがある。又、上記母管における枝管取り付け部分には、該枝管に連通させるための孔が設けてあるが、その加工精度により孔自体の位置に多少の誤差が生じることもある。
【0014】
そのため、自動溶接装置における溶接トーチを備えたロボットにて、溶接トーチの移動の制御を、上記母管及び各枝管により製造するヘッダについてのCADデータのような設計データを基に実施しようとしても、実際の母管と枝管との溶接個所に対して溶接トーチを正確に配置できなくなる可能性がある。
【0015】
そこで、たとえば、図7に示した自動溶接装置では、上記多関節ロボット3に取り付けた枝管溶接機4における馬蹄型ガイド5の先端部に、光学センサ等の非接触式、又は、タッチセンサ(探触子)の如き接触式のセンサ装置(図示せず)を装備してなる構成として、上記多関節ロボット3により上記枝管溶接機4の馬蹄型ガイド5と一緒に移動させる該センサ装置を用いて、溶接対象とする枝管2の位置や、枝管2の馬蹄型ガイド5に対する相対的な傾き等を検出して、その検出結果を基に該枝管2と母管1との溶接個所の計測を行い、該計測された溶接個所の位置情報に基づいて上記馬蹄型ガイド5や溶接トーチ11の配置の調整を行うことにより、母管1と枝管2の実際の溶接個所に対し、上記枝管溶接機4の溶接トーチ11の正確な位置決めを実施できるようにしてある(たとえば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開平8−150473号公報
【特許文献2】特開平10−193112号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
ところが、特許文献2に示された自動溶接装置のように、枝管溶接機4の馬蹄型ガイド5の先端部に装備した位置決め用のセンサ装置により枝管2の位置や馬蹄型ガイド5に対する相対的な傾き等を検出する手法は、その検出結果に応じて上記枝管溶接機4の馬蹄型ガイド5や溶接トーチ11の配置を調整することができて、母管1と各枝管2との溶接個所に対して上記枝管溶接機4の溶接トーチ11を正確に配置するのに有効であるが、母管1に複数の枝管2を溶接する際の単位時間当たりの処理能力(スループット)に限界があるというのが実状である。
【0018】
すなわち、上記のようなセンサ装置を用いて行う母管1と枝管2との溶接個所を計測するためのセンシング作業は、各枝管2について、母管1の長手方向、及び、それに直角な水平方向の位置を検出する必要があると共に、該各枝管2の馬蹄型ガイド5に対する相対的な傾きを検出するためには、上記母管1の長手方向と、それに直角な水平方向の位置検出を、各枝管2の上下方向の複数個所で行う必要がある。そのため、1つの枝管2に対するセンシング作業に要する時間が、該枝管2と母管1との溶接個所を上記枝管溶接機4の溶接トーチ11を用いて溶接する溶接作業に要する時間とほぼ同等となることがある。更には、上記1つの枝管2についてのセンシング作業に、該枝管2の溶接作業の倍の時間を要することもある。
【0019】
しかし、上記特許文献2に示された自動溶接装置では、1つの多関節ロボット3に溶接トーチ11を備えた枝管溶接機4とセンサ装置を共に取り付けているため、或る枝管2について、上記1つの多関節ロボット3によるセンサ装置を用いた溶接個所のセンシング作業と、該センシング作業により計測された溶接個所に対する枝管溶接機4の溶接トーチ11を用いた溶接作業とをすべて完了した後、溶接順序が次の枝管2を対象として、上記と同様の多関節ロボット3を用いた溶接個所のセンシング作業と、枝管溶接機4の溶接トーチ11を用いた溶接作業を行う必要がある。
【0020】
したがって、上記母管1に対して該母管1の長手方向に配列された複数の枝管をすべて溶接するまでに要する溶接処理時間は、1つの枝管についてのセンシング作業に要する時間と溶接作業に要する時間の和に、溶接すべき複数の枝管の本数を掛けた値となる。しかも、上記1つの枝管についてのセンシング作業に要する時間、及び、溶接作業に要する時間の短縮化を図ろうとしても、自ずから限界があるため、上記母管1に複数の枝管2を溶接する溶接処理時間の短縮化が望まれても、単位時間当たりの処理能力を向上させることには限界が生じてしまう。
【0021】
なお、特許文献1に示された自動溶接装置では、1つの枝管の基端部の周方向の全周に亘る母管との溶接個所を、個別の溶接トーチを備えた2基のロボットにより半円周ずつ溶接を行わせるようにしてあるが、上記2基のロボットの溶接トーチによる溶接ビードの継ぎ部に内部欠陥が生じる虞を防止するために、該2基のロボットの溶接トーチによる上記溶接個所の半円周ずつの溶接作業は、アークを引き継ぐことができるように交互に行わせる必要があるため、溶接作業に要する時間を短縮できるものではない。しかも、母管に対して複数の枝管をすべて溶接するまでに要する溶接処理時間の短縮化を図る考えは特に示されていない。
【0022】
そこで、本発明は、母管に該母管の長手方向に配列した複数の枝管を取り付けるための溶接作業の作業効率を高めて、溶接処理時間の短縮化を図ることができるようにするための自動溶接方法及び装置を提供しようとするものである。
【課題を解決するための手段】
【0023】
本発明は、上記課題を解決するために、請求項1に対応して、母管の長手方向の一端側より他端側へ配列した複数の枝管について、母管の長手方向に移動可能なロボットの先端部にセンサ装置を備えたセンシングモジュールの該センサ装置によるセンシング作業を、上記母管の長手方向に移動可能な別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールによる溶接作業に先行して行って、該各枝管についての位置計測結果の情報を、制御装置に一旦記憶させ、その後、上記溶接モジュールにより、上記制御装置に記憶された各枝管の位置計測結果の情報を取得し、該取得した位置計測結果の情報に基づいた枝管溶接機の溶接トーチの位置を制御しながら、上記各枝管の母管に対する溶接作業を行うようにする自動溶接方法とする。
【0024】
又、請求項2に対応して、ロボットの先端部にセンサ装置を備えたセンシングモジュールと、別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールとを、複数の枝管を取り付けるための母管の片側に、該母管の長手方向に沿って独立して移動可能に設け、更に、上記センシングモジュールの上記センサ装置によるセンシング作業によって得られる各枝管についての位置計測結果の情報を一旦記憶して該一旦記憶した各枝管についての位置計測結果の情報を上記溶接モジュールへ与える機能を備えた制御装置を備えてなる構成を有する自動溶接装置とする。
【発明の効果】
【0025】
本発明によれば、以下のような優れた効果を発揮する。
(1)母管の長手方向の一端側より他端側へ配列した複数の枝管について、母管の長手方向に移動可能なロボットの先端部にセンサ装置を備えたセンシングモジュールの該センサ装置によるセンシング作業を、上記母管の長手方向に移動可能な別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールによる溶接作業に先行して行って、該各枝管についての位置計測結果の情報を、制御装置に一旦記憶させ、その後、上記溶接モジュールにより、上記制御装置に記憶された各枝管の位置計測結果の情報を取得し、該取得した位置計測結果の情報に基づいた枝管溶接機の溶接トーチの位置を制御しながら、上記各枝管の母管に対する溶接作業を行うようにする自動溶接方法、及び、ロボットの先端部にセンサ装置を備えたセンシングモジュールと、別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールとを、複数の枝管を取り付けるための母管の片側に、該母管の長手方向に沿って独立して移動可能に設け、更に、上記センシングモジュールの上記センサ装置によるセンシング作業によって得られる各枝管についての位置計測結果の情報を一旦記憶して該一旦記憶した各枝管についての位置計測結果の情報を上記溶接モジュールへ与える機能を備えた制御装置を備えてなる構成を有する自動溶接装置としてあるので、母管に取り付ける各枝管についてのセンシング作業と、母管に対する溶接作業を、上記センシングモジュールと、溶接モジュールにより独立して行わせることができ、このため、上記センシングモジュールでは各枝管の位置計測を連続して次々に実施することができる一方、溶接モジュールでは、各枝管の溶接作業のみに時間を割くことができる。
(2)したがって、上記溶接モジュールを用いて或る溶接順序の枝管の溶接作業を実施している間に、上記センシングモジュールを用いて溶接順序がより後の枝管についてのセンシング作業を並行して実施することができるため、上記母管に対し上記複数の枝管をすべて溶接するまでに要する溶接処理時間を低減させることができる。これにより、上記母管に複数の枝管を溶接する溶接処理に関する単位時間当たりの処理能力(スループット)を向上させることが可能になる。
【図面の簡単な説明】
【0026】
【図1】本発明の自動溶接装置の実施の一形態を示す概略平面図である。
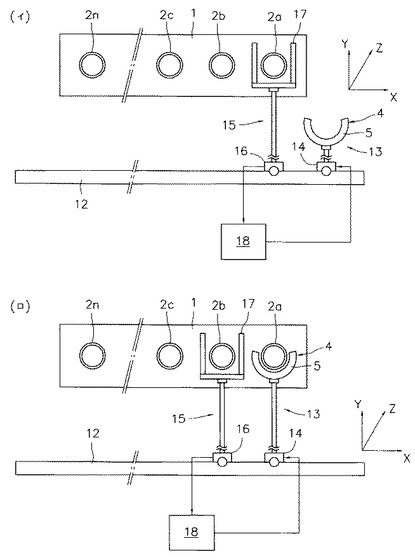
【図2】図1の自動溶接装置を使用して母管に対して複数の枝管の溶接を行う際の溶接処理手順を示すもので、(イ)はセンシングモジュールのセンサ装置により溶接順序が1番目の枝管と母管の溶接個所の位置計測を行なう状態を、(ロ)は溶接モジュールの枝管溶接機により溶接順序が1番目の枝管と母管との溶接作業を行う状態をそれぞれ示す概略平面図である。
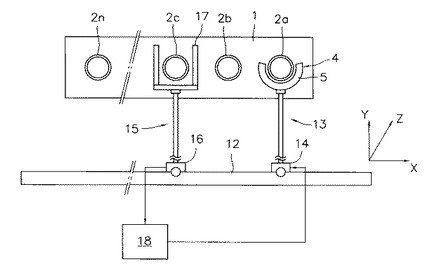
【図3】図1の自動溶接装置を使用して行う溶接処理手順として、図2(ロ)に続く手順を示す概略平面図である。
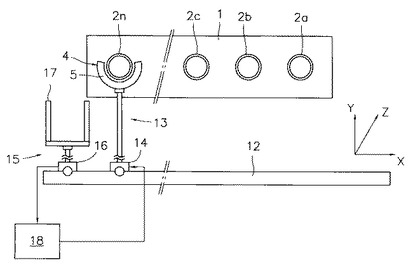
【図4】図1の自動溶接装置を使用して行う溶接処理手順として、溶接用モジュールの枝管溶接機により溶接順序が最後の枝管と母管との溶接作業を行う状態を示す概略平面図である。
【図5】本発明の実施の他の形態を示す概略平面図である。
【図6】従来の枝管溶接用の自動溶接装置を示す概略斜視図である。
【図7】図6の自動溶接装置における枝管溶接機を拡大して示す平面図である。
【発明を実施するための形態】
【0027】
以下、本発明を実施するための形態を図面を参照して説明する。
【0028】
図1乃至図4は本発明の自動溶接方法及び装置の実施の一形態を示すもので、以下のようにしてある。
【0029】
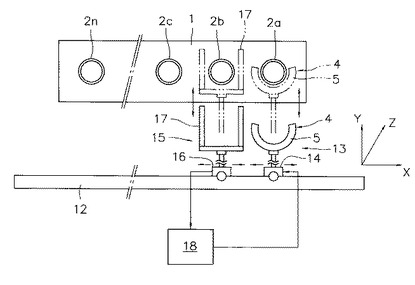
すなわち、図1は、本発明の自動溶接装置を示すもので、母管1の一側に、該母管1の長手方向に平行に延びるガイドレール12を設置する。
【0030】
更に、多関節ロボット14の先端側に、図6及び図7に示した自動溶接装置における枝管溶接機4と同様に、ガイドとしての馬蹄型ガイド5と、該馬蹄型ガイド5に保持された状態でリングギア6と共に円周動作可能な溶接トーチ11(図7参照)を備えてなる枝管溶接機4を取り付けてなる溶接モジュール13、及び、別の多関節ロボット16の先端側に、母管1の長手方向に配列してある各枝管2a,2b,2c,・・・,2nと母管1との溶接個所計測用のセンサ装置17を取り付けてなるセンシングモジュール15をそれぞれ形成し、1基ずつの上記溶接モジュール13及びセンシングモジュール15を、上記ガイドレール12の長手方向の一端側(図では右側)より順に並べて配置した状態で、該各モジュール13,15における多関節ロボット14,16を、上記ガイドレール12に、独立して往復動可能に取り付ける。
【0031】
なお、図示する便宜上、上記溶接モジュール13における多関節ロボット14は、上記母管1の長手方向と対応するガイドレール12の長手方向であるX軸方向へ移動する機能と、それに直角な水平方向であるY軸方向へ上記枝管溶接機4を移動させる機能以外の構成は簡略化して記載してある。又、上記枝管溶接機4は、馬蹄型ガイド5以外の構成の記載は省略してある。更に、上記センシングモジュール15における多関節ロボット16は、上記X軸方向へ移動する機能と、上記Y軸方向へ上記センサ装置17を移動させる機能以外の構成は簡略化して記載してある(後述の図2(イ)(ロ)乃至図5も同様)。
【0032】
更に、上記センシングモジュール15より入力される上記各枝管2a,2b,2c,・・・,2nの位置計測結果の情報を一旦記憶する機能と、上記溶接モジュール13へ、該溶接モジュール13により溶接しようとする枝管2a,2b,2c,・・・,2nについて記憶してある位置計測結果を与える機能を有する制御装置18を備えた構成とする。
【0033】
詳述すると、上記ガイドレール12は、上記母管1に対して取り付けるべき複数の枝管2a,2b,2c,・・・,2nが配列されている個所よりも母管1の長手方向の両側に所要寸法ずつ突出する長さ寸法に設定してある。これにより、図2(イ)に示すように、上記各枝管2a,2b,2c,・・・,2nのうち、最も母管1の長手方向の一端寄り(図では右寄り)に配置される枝管2aと対応する位置に上記センシングモジュール15を配置するときには、上記ガイドレール12の長手方向一端部を溶接モジュール退避個所として、該個所へ上記溶接モジュール13を退避させることができるようにしてある。又、図4に示すように、上記各枝管2a,2b,2c,・・・,2nのうち、最も母管1の長手方向の他端寄り(図では左寄り)に配置される枝管2nと対応する位置に上記溶接モジュール13を配置するときには、上記ガイドレール12の長手方向他端部をセンシングモジュール退避個所として、該個所へ上記センシングモジュール15を退避させることができるようにしてある。
【0034】
上記センシングモジュール15におけるセンサ装置17は、上記各枝管2a,2b,2c,・・・,2nを個別に検出できるようにしてあれば、光学センサや磁気センサ等の非接触式、又は、タッチセンサ(探触子)の如き接触式のいずれの形式のセンサ装置17を用いるようにしてもよい。なお、図示したセンサ装置17の形状は一例であり、検出形式等に応じてセンサ装置17の形状は適宜変更してもよい。
【0035】
更に、上記センシングモジュール15は、上記多関節ロボット16の先端部の位置の制御を介して上記センサ装置17の上記X軸方向及びY軸方向と、上下方向であるZ軸方向の位置を制御できるようにしてあり、且つ必要に応じて、上記多関節ロボット16の先端部の角度の制御を介して上記センサ装置17のXYZの各軸方向を中心とする角度姿勢を制御できるようにしてある図示しないロボットコントローラを備えて、該ロボットコントローラに、上記センサ装置17による各枝管2a,2b,2c,・・・,2nの検出信号を入力できるようにしてある。これにより、上記ロボットコントローラにより、たとえば、上記母管1及び各枝管2a,2b,2c,・・・,2nにより製造しようとするヘッダについてのCADデータ等の設計データを基に、上記多関節ロボット16を制御してセンサ装置17を各枝管2a,2b,2c,・・・,2nに所要の順序で順次近接させ、上記センサ装置17を近接させた枝管2a,2b,2c,・・・,2nが該センサ装置17により検出されて、その検出信号が上記ロボットコントローラへ入力されるようになる時点での上記多関節ロボット16の先端部の上記センサ装置17の位置や角度姿勢を基に、該センサ装置17によって検出された上記枝管2a,2b,2c,・・・,2nのXY軸方向の位置や、Z軸方向に対する傾きを測定し、更に、該枝管2a,2b,2c,・・・,2nの下端部における母管1との溶接個所の位置を計測できるようにしてある。
【0036】
更に又、上記センシングモジュール15は、上記センサ装置17により検出した上記枝管2a,2b,2c,・・・,2nのXY軸方向の位置や、Z軸方向に対する傾きや、該枝管2a,2b,2c,・・・,2nと母管1との溶接個所についての位置計測結果の情報を、制御装置18へ送信する機能を備えるようにしてある。
【0037】
上記制御装置18は、上記センシングモジュール15より或る枝管2a,2b,2c,・・・,2nについての位置計測結果の情報や、該枝管2a,2b,2c,・・・,2nと母管1との溶接個所についての位置計測結果の情報が入力されると、その位置計測結果の情報を個々の枝管2a,2b,2c,・・・,2nと関連付けた状態、たとえば、各枝管2a,2b,2c,・・・,2nの溶接順序と関連付けた状態で一旦記憶することができるようにしてある。
【0038】
更に、上記制御装置18は、上記記憶してある各枝管2a,2b,2c,・・・,2nの位置計測結果の情報のうち、溶接モジュール13が溶接しようとする枝管2a,2b,2c,・・・,2nについて記憶してある位置計測結果の情報を読み出して、上記溶接モジュール13へ与える機能を備えるようにしてある。
【0039】
上記溶接モジュール13は、上記多関節ロボット14の先端部に設けてある上記枝管溶接機4のXYZ軸の各軸方向の位置と、各軸方向を中心とする角度姿勢を制御できるようにしてある図示しないロボットコントローラを備えた構成としてある。更に、上記制御装置18より与えられる溶接しようとする枝管2a,2b,2c,・・・,2nについての位置計測結果の情報、すなわち、該枝管2a,2b,2c,・・・,2n自体や、該枝管2a,2b,2c,・・・,2nと母管1との溶接個所についての位置計測結果の情報を取得すると、該取得した位置計測結果の情報を基に、上記図示しないロボットコントローラにより、多関節ロボット14の先端部に設けてある上記枝管溶接機4のXYZの各軸方向の位置及び各軸を中心とする角度姿勢を制御することにより、該枝管溶接機4の馬蹄型ガイド5を、上記溶接しようとする枝管2a,2b,2c,・・・,2nに対する傾きを防止した状態で、該溶接しようとする枝管2a,2b,2c,・・・,2nに対して側方(Y軸方向の一方)より外嵌させて、該馬蹄型ガイド5の中心に上記溶接しようとする枝管2a,2b,2c,・・・,2nが位置するように枝管溶接機4を正確に配置させる機能を備えると共に、上記溶接しようとする枝管2a,2b,2c,・・・,2nを、上記枝管溶接機4の馬蹄型ガイド5の中心に配置させた状態で、溶接トーチ11(図7参照)を上記溶接しようとする枝管2a,2b,2c,・・・,2nの周りで円周動作させながら、該溶接トーチ11(図7参照)により上記溶接しようとする枝管2a,2b,2c,・・・,2nと母管1との溶接個所を、周方向の全周に亘り溶接作業を実施する機能を備えるようにしてある。
【0040】
以上の構成としてある本発明の自動溶接装置を用いて母管1に対して複数の枝管2a,2b,2c,・・・,2nを取り付ける溶接処理を実施する場合は、予め、上記母管1の外周面の所要個所、たとえば、外周面の上端側位置に、上下方向に延びる枝管2a,2b,2c,・・・,2nを、該母管1の長手方向(X軸方向)に所要間隔で複数配置して、該各枝管2a,2b,2c,・・・,2nの下端部を、上記母管1の対応する個所に仮付けしておく。
【0041】
又、上記各枝管2a,2b,2c,・・・,2nについて、図2(イ)に示すように、母管1の長手方向一端側(図上右側)の枝管2aを1番目とし、長手方向他端側(図上左側)の枝管2nが最後となるように、各枝管2a,2b,2c,・・・,2nの溶接順序を定めておく。
【0042】
この状態で溶接処理を開始させると、先ず、図2(イ)に示すように、溶接モジュール13がガイドレール12の長手方向一端部に退避した状態で、センシングモジュール15が、溶接順序が1番目の枝管2aの側方となるガイドレール12上の所要個所まで移動した後、多関節ロボット16の作動によりセンサ装置17を上記溶接順序が1番目の枝管2aに近接させて、該溶接順序が1番目の枝管2aについて、そのXY軸方向の位置や、Z軸方向に対する傾きを測定し、その結果を基に、該枝管2aの下端部における母管1との溶接個所の位置を計測する。
【0043】
上記のようにしてセンシングモジュール15により上記溶接順序が1番目の枝管2aについてのXY軸方向の位置や、Z軸方向に対する傾きや、該枝管2aと母管1との溶接個所の位置計測が行われると、その位置計測結果の情報が、該センシングモジュール15より制御装置18へ送られるようになるため、該制御装置18では、上記センシングモジュール15より入力された位置計測結果の情報を、上記溶接順序が1番目の枝管2aと関連付けた状態で記憶する。
【0044】
次いで、図2(ロ)に示すように、上記センシングモジュール15は、ガイドレール12に沿って溶接順序が2番目の枝管2bの側方となる所要個所まで移動した後、上記溶接順序が1番目の枝管2aの場合と同様に、センサ装置17による上記溶接順序が2番目の枝管2bについて、そのXY軸方向の位置や、Z軸方向に対する傾きを測定し、その結果を基に、該枝管2bの下端部における母管1との溶接個所の位置を計測し、その位置計測結果の情報を、上記制御装置18へ送る作業(以下、センシング作業と云う)を行う。よって、上記制御装置18では、上記センシングモジュール15より入力された位置計測結果の情報を、上記溶接順序が2番目の枝管2bと関連付けた状態で記憶する。
【0045】
上記のようにしてセンシングモジュール15が溶接順序が1番目の枝管2aの側方より溶接順序が2番目の枝管2bの側方へ移動すると、溶接モジュール13が、ガイドレール12に沿って溶接順序が1番目の枝管2aの側方となる位置まで移動する。更に、この状態で、上記溶接モジュール13は、上記制御装置18に記憶してある上記溶接順序が1番目の枝管2aについての位置計測結果の情報を取得し、該取得した位置計測結果の情報を基に、多関節ロボット14の先端部に設けてある上記枝管溶接機4のXYZの各軸方向の位置及び各軸を中心とする角度姿勢を制御して、該枝管溶接機4の馬蹄型ガイド5を、上記溶接順序が1番目の枝管2aに、傾きを防止した状態で側方より外嵌させて、該馬蹄型ガイド5の中心に上記溶接順序が1番目の枝管2aを正確に配置させ、しかる後、上記制御装置18より取得した上記溶接順序が1番目の枝管2aと母管1の溶接個所についての位置計測結果の情報に基づいて、溶接トーチ11(図7参照)を上記溶接順序が1番目の枝管2aの周りで円周動作させながら、該枝管2aと母管1との溶接個所を、周方向の全周に亘り溶接する。これにより、上記溶接順序が1番目の枝管2aと母管1との溶接個所が周方向の全周に亘り正確に且つ確実に溶接されるようになる。
【0046】
その後、上記センシングモジュール15は、上記した溶接順序が2番目の枝管2bについてのセンシング作業が終了すると、図3に示すように、ガイドレール12に沿って溶接順序が3番目の枝管2cの側方位置まで移動してから、該溶接順序が3番目の枝管2cに対するセンシング作業を行い、以降、同様に、上記センシングモジュール15は、溶接モジュール13による溶接作業の進行状況とは関わりなく、溶接順序に沿って溶接順序が最後の枝管2nに至るまで各枝管2c,・・・,2nについてのセンシング作業を実施する。上記のようにして溶接順序が最後の枝管2nについてのセンシング作業が終了した後は、上記センシングモジュール15は図4に示すように、ガイドレール12の長手方向他端部に退避する。
【0047】
なお、上記センシングモジュール15による個々の枝管2a,2b,2c,・・・,2nについて行うセンシング作業に要する時間よりも、上記溶接モジュール13による1つの枝管2a,2b,2c,・・・,2nについて個別に行う母管1との溶接作業に要する時間の方が長い場合は、上記センシングモジュール15は、溶接モジュール13により溶接作業を実施している枝管2a,2b,2c,・・・,2nの溶接順序に関わらず、溶接順序がより後の枝管2a,2b,2c,・・・,2nについて、先行してセンシング作業を実施するようにすればよい。
【0048】
上記のようにしてセンシングモジュール15による溶接順序が3番目の枝管2cから溶接順序が最後の枝管2nまでのセンシング作業が順次行われると、上記制御装置18では、上記センシングモジュール15よりその都度入力される各枝管2c,・・・,2nについての位置計測結果の情報を、それぞれの溶接順序と関連付けて記憶する。
【0049】
一方、上記溶接モジュール13は、上記溶接順序が1番目の枝管2aについての母管1との溶接作業が終了すると、上記ガイドレール12における溶接順序が次となる溶接順序が2番目の枝管2bの側方の位置に上記センシングモジュール15が配置されている間はその場で待機し、上記ガイドレール12における溶接順序が2番目の枝管2bの側方の位置が空いている場合は、該枝管2bの側方位置へ移動する。
【0050】
上記溶接順序が2番目の枝管2bの側方位置へ移動した溶接モジュール13は、溶接対象となる溶接順序が2番目の枝管2bについて、上記制御装置18に記憶してある位置計測結果の情報を取得し、該取得した位置計測結果の情報を基に、上記溶接順序が1番目の枝管2aについて実施した溶接作業と同様に、多関節ロボット14の先端部に設けてある上記枝管溶接機4の馬蹄型ガイド5を、上記溶接順序が2番目の枝管2bに外嵌させて、該馬蹄型ガイド5の中心に上記溶接順序が2番目の枝管2bを正確に配置させてから、上記制御装置18より取得した上記溶接順序が2番目の枝管2bと母管1の溶接個所についての位置計測結果の情報に基づいて、溶接トーチ11(図7参照)を円周動作させながら、該枝管2bと母管1との溶接個所を、周方向の全周に亘り溶接する。これにより、上記溶接順序が2番目の枝管2bと母管1との溶接個所が周方向の全周に亘り正確に且つ確実に溶接されるようになる。
【0051】
その後、上記溶接モジュール13は、溶接順序が3番目の枝管2cから、溶接順序が最後の枝管2nに至るまで、上記センシングモジュール15により予め測定されて、制御装置18に記憶してある各枝管2c,・・・,2nについての位置計測結果の情報を順次取得ながら、該取得した位置計測結果の情報を基に、上記したと同様の枝管溶接機4の馬蹄型ガイド5と溶接トーチ11(図7参照)の位置の制御を伴う溶接作業を、上記各枝管2c,・・・,2nに対して順次実施する。これにより、上記溶接順序が3番目の枝管2cから、溶接順序が最後の枝管2nについても、母管1との溶接個所が周方向の全周に亘り正確に且つ確実に溶接されるようになる。
【0052】
このように、本発明の自動溶接方法及び装置によれば、母管1に取り付ける各枝管2a,2b,2c,・・・,2nについてのセンシング作業と、母管1に対する溶接作業を、センサ装置17を備えたセンシングモジュール15と、枝管溶接機4を備えた溶接モジュール13により独立して行わせるようにしてあるため、上記センシングモジュール15では各枝管2a,2b,2c,・・・,2nの位置計測を連続して次々に実施することができる一方、溶接モジュール13では、溶接作業のみに時間を割くことができるようになる。
【0053】
したがって、上記溶接モジュール13を用いて溶接順序が1番目の枝管2aから、溶接順序が最後から1つ前の枝管(図示せず)の溶接作業を実施している間に、上記センシングモジュール15を用いて溶接順序が後の枝管2b,2c,・・・,2nについてのセンシング作業を並行して(同時作業で)実施することができることから、上記母管1に対して該母管1の長手方向に配列された複数の枝管2a,2b,2c,・・・,2nをすべて溶接するまでに要する溶接処理時間を、従来に比して大幅に低減させることができるようになる。よって、上記母管1に複数の枝管2a,2b,2c,・・・,2nを溶接する溶接処理に関する単位時間当たりの処理能力(スループット)を向上させることが可能になる。
【0054】
次に、図5は本発明の実施の他の形態を示すもので、図1に示したと同様の構成において、ガイドレール12に、1基の溶接モジュール13と、2基のセンシングモジュール15を、上記ガイドレール12の長手方向の一端側(図では右側)より順に並べて配置した状態で独立して往復動可能に取り付けたものである。
【0055】
なお、上記ガイドレール12は、上記各枝管2a,2b,2c,・・・,2nのうち、最も母管1の長手方向の他端寄り(図では左寄り)に配置される枝管2nと対応する位置に上記溶接モジュール13を配置するときに、上記ガイドレール12の長手方向他端部に、上記2基のセンシングモジュール15を退避させることができるような長さに設定してあるものとする。
【0056】
その他の構成は図1に示したものと同様であり、同一のものには同一の符号が付してある。
【0057】
本実施の形態によれば、溶接順序が1番目の枝管2aから、溶接順序が最後から2つ前の枝管(図示せず)について、溶接モジュール13を用いて母管1に対する溶接作業を実施している間に、上記2基のセンシングモジュール15を用いて、溶接順序が後の2つの枝管2b,2c,・・・,2nについてのセンシング作業を並行して実施することができる。
【0058】
よって、本実施の形態によっても、上記実施の形態と同様の効果を得ることができる。 更に、1基のセンシングモジュール15を用いて個々の枝管2a,2b,2c,・・・,2nについて行うセンシング作業に、溶接モジュール13を用いて個々の枝管2a,2b,2c,・・・,2nに対して行う溶接作業時間の倍の時間を要する場合に、溶接モジュール13を待機させる時間を短くすることができるようになるため、1基のセンシングモジュール15を用いて個々の枝管2a,2b,2c,・・・,2nについて行うセンシング作業に、溶接モジュール13を用いて個々の枝管2a,2b,2c,・・・,2nに対して行う溶接作業時間の倍の時間を要する場合により好適な装置構成とすることができる。
【0059】
なお、本発明は、上記実施の形態のみに限定されるものではなく、ガイドレール12に、複数基の溶接モジュール13と、単数又は複数基のセンシングモジュール15を、上記ガイドレール12の長手方向の一端側より順に並べて配置した状態で独立して往復動可能に取り付けた構成としてもよい。
【0060】
更に、この場合、上記溶接モジュール13とセンシングモジュール15の数の比が、1基のセンシングモジュール15を用いて個々の枝管2a,2b,2c,・・・,2nについて行うセンシング作業に要する時間と、溶接モジュール13を用いて個々の枝管2a,2b,2c,・・・,2nに対して行う溶接作業に要する時間との比に近くなるようにすると、センシングモジュール15の待機時間と、溶接モジュール13の待機時間を短くする効果が期待できる。
【0061】
枝管溶接機4の馬蹄型ガイド5を溶接対象となる枝管2a,2b,2c,・・・,2nに外嵌させた後に、溶接トーチ11(図7参照)のワイヤを用いたタッチセンシングにより、上記溶接対象の枝管2a,2b,2c,・・・,2nと、その下方近傍の母管1との溶接個所に関し、予め周方向の全周に亘りその詳細な位置情報を得て、その位置情報を基に、溶接モジュール13の多関節ロボット14にずれ量を補正するためのティーチングを行ってから溶接を行わせるようにしたり、ずれ量の補正を行いながら溶接を行わせるようにしてもよい。
【0062】
又、溶接モジュール13に備える枝管溶接機は、枝管2a,2b,2c,・・・,2nと母管1との溶接個所を周方向の全周に亘り溶接することができるようにしてあれば、ガイドとしての馬蹄型ガイド5と、該馬蹄型ガイド5に保持された状態でリングギア6と共に円周動作可能な溶接トーチ11(図7参照)を備えてなる形式の枝管溶接機4以外のいかなる形式の枝管溶接機を採用してもよい。
【0063】
溶接モジュール13及びセンシングモジュール15における各多関節ロボット14及び16の母管1の長手方向に沿う移動は、ガイドレール12に沿うものとして示したが、該各多関節ロボット14,16を、上記母管1の長手方向に沿う走行軸を備えてなる形式のものとすれば、上記ガイドレール12は省略してもよい。
【0064】
その他本発明の要旨を逸脱しない範囲内で種々変更を加え得ることは勿論である。
【符号の説明】
【0065】
1 母管
2,2a,2b,2c,2n 枝管
4 枝管溶接機
11 溶接トーチ
13 溶接モジュール
14 多関節ロボット(ロボット)
15 センシングモジュール
16 多関節ロボット(ロボット)
17 センサ装置
18 制御装置
【技術分野】
【0001】
本発明は、母管の円周方向及び長手方向に多数の枝管を溶接するために用いる自動溶接方法及び装置に関するものである。
【背景技術】
【0002】
ボイラ等におけるヘッダ(管寄せ)の1つの形式として、母管の外周面に、円周方向及び長手方向(軸心方向)に複数の枝管(スタブ管)を接続した形式のものがある。
【0003】
この種のヘッダを製造する場合、横向きに配置した母管の外周面における周方向の1個所、たとえば、外周面の上端側位置に、該母管の長手方向に所要間隔で配列される複数の枝管を溶接して取り付け、次いで、上記母管を、周方向に所要角度回転させてから、新たに該母管の外周面の上端側となる位置に、長手方向に所要間隔で配列される複数の枝管を溶接して取り付け、以降、上記手順を順次繰り返して行うことで、上記母管の外周面の円周方向及び長手方向に多数の枝管を取り付ける手法が多く用いられている。
【0004】
更に、上記横向きに配置した母管の外周面における上端側位置に該母管の長手方向に所要間隔で配列される枝管を取り付けるための溶接作業を、溶接トーチを備えたロボットを用いて自動化できるようにした自動溶接装置が種々提案されている。
【0005】
この種の自動溶接装置の1つとして、たとえば、母管に対する枝管の取り付けピッチが小さくて、枝管の間隔が狭隘となっている場合に用いるための自動溶接装置(自動溶接機)としては、たとえば、上記母管に対して取り付ける枝管を挟んだ位置にそれぞれ配置した個別の溶接トーチを備えた2基のロボットにより、1つの枝管の基端部の周方向の全周に亘る母管との溶接個所を、半円周ずつ順次溶接を行わせるようにした形式のものがある(たとえば、特許文献1参照)。
【0006】
又、上記ヘッダ製造時における母管と枝管との溶接作業を行う際に、通常の溶接トーチではアクセスが困難な狭隘部であっても、枝管の周方向の全周に亘り溶接トーチを移動させながら隅肉溶接を行うことができるようにした形式の自動溶接装置としては、図6及び図7に示す如きものが提案されている。
【0007】
これは、図6に示すように、母管1の長手方向に配列して取り付ける複数の枝管2の取付位置に応じて該母管1の長手方向に沿って移動可能に設けた多関節ロボット3の先端側に、枝管溶接機(スタブ管溶接機)4を取り付けた構成としてある。
【0008】
更に、上記枝管溶接機4は、図7に示すように、枝管2を半径方向から挿入して包囲可能な切欠部5aを備えた馬蹄型ガイド5と、上記枝管2を半径方向から挿入して包囲可能な切欠部6aを備え且つ上記馬蹄型ガイド5の下側に該馬蹄型ガイド5の切欠部5aを超えて回転可能に支持された切欠付リングギア6と、上記馬蹄型ガイド5に対し上記リングギア6を相対的に回転駆動させる駆動機構7と、上記リングギア6に固定されていて該リングギア6と同じ方向の位置に切欠部8aを備えたトーチ取付部材8と、該トーチ取付部材8の下側にスライドガイド10を介して径方向にスライド可能に取り付けたトーチ支持ブロック9と、該トーチ支持ブロック9に下向きに取り付けると共に下端部が上記リングギア6の中心側に向くように取り付けた溶接トーチ11とからなる構成としてある。
【0009】
これにより、上記枝管溶接機4では、上記リングギア6の切欠部6aの位相を、上記馬蹄型ガイド5の切欠部5aの位相に合わせた状態で、上記多関節ロボット3の操作により枝管溶接機4を、母管1の外周面の上端側位置に仮止めしてある枝管2に対し側方より近接させて、該枝管溶接機4の馬蹄型ガイド5及びリングギア6の切欠部5a,6aを、上記枝管2に外嵌させ、これにより、上記リングギア6にトーチ取付部材8、スライドガイド10及びトーチ支持ブロック9を介して取り付けてある上記溶接トーチ11を、上記枝管2と母管1との溶接個所の周方向の1個所に向けて配置できるようにしてある。
【0010】
その後、上記駆動機構7によりリングギア6を駆動させると、該リングギア6と一緒に上記溶接トーチ11は、上記枝管2の周りで、上記馬蹄型ガイド5の切欠部5aを越えて周回動作させられるようにしてある。
【0011】
したがって、この周回動作する溶接トーチ11により、上記馬蹄型ガイド5の内側に配置させている枝管2とその下方の母管1との溶接個所を、周方向の全周に亘って溶接できるようにしてある(たとえば、特許文献2参照)。
【0012】
上記のような自動溶接装置における溶接トーチを備えたロボットを用いて母管に対する枝管の溶接作業を自動化させる場合は、上記ロボットにより、溶接トーチを、枝管と母管との間の溶接個所、すなわち、枝管の基端部の周方向に延びる溶接個所に正確に沿わせて移動させる制御を行う必要がある。
【0013】
ところで、実際の溶接作業時には、枝管の溶接時の熱の影響により母管自体が撓んだり、歪んだりすることがある。又、上記母管における枝管取り付け部分には、該枝管に連通させるための孔が設けてあるが、その加工精度により孔自体の位置に多少の誤差が生じることもある。
【0014】
そのため、自動溶接装置における溶接トーチを備えたロボットにて、溶接トーチの移動の制御を、上記母管及び各枝管により製造するヘッダについてのCADデータのような設計データを基に実施しようとしても、実際の母管と枝管との溶接個所に対して溶接トーチを正確に配置できなくなる可能性がある。
【0015】
そこで、たとえば、図7に示した自動溶接装置では、上記多関節ロボット3に取り付けた枝管溶接機4における馬蹄型ガイド5の先端部に、光学センサ等の非接触式、又は、タッチセンサ(探触子)の如き接触式のセンサ装置(図示せず)を装備してなる構成として、上記多関節ロボット3により上記枝管溶接機4の馬蹄型ガイド5と一緒に移動させる該センサ装置を用いて、溶接対象とする枝管2の位置や、枝管2の馬蹄型ガイド5に対する相対的な傾き等を検出して、その検出結果を基に該枝管2と母管1との溶接個所の計測を行い、該計測された溶接個所の位置情報に基づいて上記馬蹄型ガイド5や溶接トーチ11の配置の調整を行うことにより、母管1と枝管2の実際の溶接個所に対し、上記枝管溶接機4の溶接トーチ11の正確な位置決めを実施できるようにしてある(たとえば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開平8−150473号公報
【特許文献2】特開平10−193112号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
ところが、特許文献2に示された自動溶接装置のように、枝管溶接機4の馬蹄型ガイド5の先端部に装備した位置決め用のセンサ装置により枝管2の位置や馬蹄型ガイド5に対する相対的な傾き等を検出する手法は、その検出結果に応じて上記枝管溶接機4の馬蹄型ガイド5や溶接トーチ11の配置を調整することができて、母管1と各枝管2との溶接個所に対して上記枝管溶接機4の溶接トーチ11を正確に配置するのに有効であるが、母管1に複数の枝管2を溶接する際の単位時間当たりの処理能力(スループット)に限界があるというのが実状である。
【0018】
すなわち、上記のようなセンサ装置を用いて行う母管1と枝管2との溶接個所を計測するためのセンシング作業は、各枝管2について、母管1の長手方向、及び、それに直角な水平方向の位置を検出する必要があると共に、該各枝管2の馬蹄型ガイド5に対する相対的な傾きを検出するためには、上記母管1の長手方向と、それに直角な水平方向の位置検出を、各枝管2の上下方向の複数個所で行う必要がある。そのため、1つの枝管2に対するセンシング作業に要する時間が、該枝管2と母管1との溶接個所を上記枝管溶接機4の溶接トーチ11を用いて溶接する溶接作業に要する時間とほぼ同等となることがある。更には、上記1つの枝管2についてのセンシング作業に、該枝管2の溶接作業の倍の時間を要することもある。
【0019】
しかし、上記特許文献2に示された自動溶接装置では、1つの多関節ロボット3に溶接トーチ11を備えた枝管溶接機4とセンサ装置を共に取り付けているため、或る枝管2について、上記1つの多関節ロボット3によるセンサ装置を用いた溶接個所のセンシング作業と、該センシング作業により計測された溶接個所に対する枝管溶接機4の溶接トーチ11を用いた溶接作業とをすべて完了した後、溶接順序が次の枝管2を対象として、上記と同様の多関節ロボット3を用いた溶接個所のセンシング作業と、枝管溶接機4の溶接トーチ11を用いた溶接作業を行う必要がある。
【0020】
したがって、上記母管1に対して該母管1の長手方向に配列された複数の枝管をすべて溶接するまでに要する溶接処理時間は、1つの枝管についてのセンシング作業に要する時間と溶接作業に要する時間の和に、溶接すべき複数の枝管の本数を掛けた値となる。しかも、上記1つの枝管についてのセンシング作業に要する時間、及び、溶接作業に要する時間の短縮化を図ろうとしても、自ずから限界があるため、上記母管1に複数の枝管2を溶接する溶接処理時間の短縮化が望まれても、単位時間当たりの処理能力を向上させることには限界が生じてしまう。
【0021】
なお、特許文献1に示された自動溶接装置では、1つの枝管の基端部の周方向の全周に亘る母管との溶接個所を、個別の溶接トーチを備えた2基のロボットにより半円周ずつ溶接を行わせるようにしてあるが、上記2基のロボットの溶接トーチによる溶接ビードの継ぎ部に内部欠陥が生じる虞を防止するために、該2基のロボットの溶接トーチによる上記溶接個所の半円周ずつの溶接作業は、アークを引き継ぐことができるように交互に行わせる必要があるため、溶接作業に要する時間を短縮できるものではない。しかも、母管に対して複数の枝管をすべて溶接するまでに要する溶接処理時間の短縮化を図る考えは特に示されていない。
【0022】
そこで、本発明は、母管に該母管の長手方向に配列した複数の枝管を取り付けるための溶接作業の作業効率を高めて、溶接処理時間の短縮化を図ることができるようにするための自動溶接方法及び装置を提供しようとするものである。
【課題を解決するための手段】
【0023】
本発明は、上記課題を解決するために、請求項1に対応して、母管の長手方向の一端側より他端側へ配列した複数の枝管について、母管の長手方向に移動可能なロボットの先端部にセンサ装置を備えたセンシングモジュールの該センサ装置によるセンシング作業を、上記母管の長手方向に移動可能な別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールによる溶接作業に先行して行って、該各枝管についての位置計測結果の情報を、制御装置に一旦記憶させ、その後、上記溶接モジュールにより、上記制御装置に記憶された各枝管の位置計測結果の情報を取得し、該取得した位置計測結果の情報に基づいた枝管溶接機の溶接トーチの位置を制御しながら、上記各枝管の母管に対する溶接作業を行うようにする自動溶接方法とする。
【0024】
又、請求項2に対応して、ロボットの先端部にセンサ装置を備えたセンシングモジュールと、別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールとを、複数の枝管を取り付けるための母管の片側に、該母管の長手方向に沿って独立して移動可能に設け、更に、上記センシングモジュールの上記センサ装置によるセンシング作業によって得られる各枝管についての位置計測結果の情報を一旦記憶して該一旦記憶した各枝管についての位置計測結果の情報を上記溶接モジュールへ与える機能を備えた制御装置を備えてなる構成を有する自動溶接装置とする。
【発明の効果】
【0025】
本発明によれば、以下のような優れた効果を発揮する。
(1)母管の長手方向の一端側より他端側へ配列した複数の枝管について、母管の長手方向に移動可能なロボットの先端部にセンサ装置を備えたセンシングモジュールの該センサ装置によるセンシング作業を、上記母管の長手方向に移動可能な別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールによる溶接作業に先行して行って、該各枝管についての位置計測結果の情報を、制御装置に一旦記憶させ、その後、上記溶接モジュールにより、上記制御装置に記憶された各枝管の位置計測結果の情報を取得し、該取得した位置計測結果の情報に基づいた枝管溶接機の溶接トーチの位置を制御しながら、上記各枝管の母管に対する溶接作業を行うようにする自動溶接方法、及び、ロボットの先端部にセンサ装置を備えたセンシングモジュールと、別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールとを、複数の枝管を取り付けるための母管の片側に、該母管の長手方向に沿って独立して移動可能に設け、更に、上記センシングモジュールの上記センサ装置によるセンシング作業によって得られる各枝管についての位置計測結果の情報を一旦記憶して該一旦記憶した各枝管についての位置計測結果の情報を上記溶接モジュールへ与える機能を備えた制御装置を備えてなる構成を有する自動溶接装置としてあるので、母管に取り付ける各枝管についてのセンシング作業と、母管に対する溶接作業を、上記センシングモジュールと、溶接モジュールにより独立して行わせることができ、このため、上記センシングモジュールでは各枝管の位置計測を連続して次々に実施することができる一方、溶接モジュールでは、各枝管の溶接作業のみに時間を割くことができる。
(2)したがって、上記溶接モジュールを用いて或る溶接順序の枝管の溶接作業を実施している間に、上記センシングモジュールを用いて溶接順序がより後の枝管についてのセンシング作業を並行して実施することができるため、上記母管に対し上記複数の枝管をすべて溶接するまでに要する溶接処理時間を低減させることができる。これにより、上記母管に複数の枝管を溶接する溶接処理に関する単位時間当たりの処理能力(スループット)を向上させることが可能になる。
【図面の簡単な説明】
【0026】
【図1】本発明の自動溶接装置の実施の一形態を示す概略平面図である。
【図2】図1の自動溶接装置を使用して母管に対して複数の枝管の溶接を行う際の溶接処理手順を示すもので、(イ)はセンシングモジュールのセンサ装置により溶接順序が1番目の枝管と母管の溶接個所の位置計測を行なう状態を、(ロ)は溶接モジュールの枝管溶接機により溶接順序が1番目の枝管と母管との溶接作業を行う状態をそれぞれ示す概略平面図である。
【図3】図1の自動溶接装置を使用して行う溶接処理手順として、図2(ロ)に続く手順を示す概略平面図である。
【図4】図1の自動溶接装置を使用して行う溶接処理手順として、溶接用モジュールの枝管溶接機により溶接順序が最後の枝管と母管との溶接作業を行う状態を示す概略平面図である。
【図5】本発明の実施の他の形態を示す概略平面図である。
【図6】従来の枝管溶接用の自動溶接装置を示す概略斜視図である。
【図7】図6の自動溶接装置における枝管溶接機を拡大して示す平面図である。
【発明を実施するための形態】
【0027】
以下、本発明を実施するための形態を図面を参照して説明する。
【0028】
図1乃至図4は本発明の自動溶接方法及び装置の実施の一形態を示すもので、以下のようにしてある。
【0029】
すなわち、図1は、本発明の自動溶接装置を示すもので、母管1の一側に、該母管1の長手方向に平行に延びるガイドレール12を設置する。
【0030】
更に、多関節ロボット14の先端側に、図6及び図7に示した自動溶接装置における枝管溶接機4と同様に、ガイドとしての馬蹄型ガイド5と、該馬蹄型ガイド5に保持された状態でリングギア6と共に円周動作可能な溶接トーチ11(図7参照)を備えてなる枝管溶接機4を取り付けてなる溶接モジュール13、及び、別の多関節ロボット16の先端側に、母管1の長手方向に配列してある各枝管2a,2b,2c,・・・,2nと母管1との溶接個所計測用のセンサ装置17を取り付けてなるセンシングモジュール15をそれぞれ形成し、1基ずつの上記溶接モジュール13及びセンシングモジュール15を、上記ガイドレール12の長手方向の一端側(図では右側)より順に並べて配置した状態で、該各モジュール13,15における多関節ロボット14,16を、上記ガイドレール12に、独立して往復動可能に取り付ける。
【0031】
なお、図示する便宜上、上記溶接モジュール13における多関節ロボット14は、上記母管1の長手方向と対応するガイドレール12の長手方向であるX軸方向へ移動する機能と、それに直角な水平方向であるY軸方向へ上記枝管溶接機4を移動させる機能以外の構成は簡略化して記載してある。又、上記枝管溶接機4は、馬蹄型ガイド5以外の構成の記載は省略してある。更に、上記センシングモジュール15における多関節ロボット16は、上記X軸方向へ移動する機能と、上記Y軸方向へ上記センサ装置17を移動させる機能以外の構成は簡略化して記載してある(後述の図2(イ)(ロ)乃至図5も同様)。
【0032】
更に、上記センシングモジュール15より入力される上記各枝管2a,2b,2c,・・・,2nの位置計測結果の情報を一旦記憶する機能と、上記溶接モジュール13へ、該溶接モジュール13により溶接しようとする枝管2a,2b,2c,・・・,2nについて記憶してある位置計測結果を与える機能を有する制御装置18を備えた構成とする。
【0033】
詳述すると、上記ガイドレール12は、上記母管1に対して取り付けるべき複数の枝管2a,2b,2c,・・・,2nが配列されている個所よりも母管1の長手方向の両側に所要寸法ずつ突出する長さ寸法に設定してある。これにより、図2(イ)に示すように、上記各枝管2a,2b,2c,・・・,2nのうち、最も母管1の長手方向の一端寄り(図では右寄り)に配置される枝管2aと対応する位置に上記センシングモジュール15を配置するときには、上記ガイドレール12の長手方向一端部を溶接モジュール退避個所として、該個所へ上記溶接モジュール13を退避させることができるようにしてある。又、図4に示すように、上記各枝管2a,2b,2c,・・・,2nのうち、最も母管1の長手方向の他端寄り(図では左寄り)に配置される枝管2nと対応する位置に上記溶接モジュール13を配置するときには、上記ガイドレール12の長手方向他端部をセンシングモジュール退避個所として、該個所へ上記センシングモジュール15を退避させることができるようにしてある。
【0034】
上記センシングモジュール15におけるセンサ装置17は、上記各枝管2a,2b,2c,・・・,2nを個別に検出できるようにしてあれば、光学センサや磁気センサ等の非接触式、又は、タッチセンサ(探触子)の如き接触式のいずれの形式のセンサ装置17を用いるようにしてもよい。なお、図示したセンサ装置17の形状は一例であり、検出形式等に応じてセンサ装置17の形状は適宜変更してもよい。
【0035】
更に、上記センシングモジュール15は、上記多関節ロボット16の先端部の位置の制御を介して上記センサ装置17の上記X軸方向及びY軸方向と、上下方向であるZ軸方向の位置を制御できるようにしてあり、且つ必要に応じて、上記多関節ロボット16の先端部の角度の制御を介して上記センサ装置17のXYZの各軸方向を中心とする角度姿勢を制御できるようにしてある図示しないロボットコントローラを備えて、該ロボットコントローラに、上記センサ装置17による各枝管2a,2b,2c,・・・,2nの検出信号を入力できるようにしてある。これにより、上記ロボットコントローラにより、たとえば、上記母管1及び各枝管2a,2b,2c,・・・,2nにより製造しようとするヘッダについてのCADデータ等の設計データを基に、上記多関節ロボット16を制御してセンサ装置17を各枝管2a,2b,2c,・・・,2nに所要の順序で順次近接させ、上記センサ装置17を近接させた枝管2a,2b,2c,・・・,2nが該センサ装置17により検出されて、その検出信号が上記ロボットコントローラへ入力されるようになる時点での上記多関節ロボット16の先端部の上記センサ装置17の位置や角度姿勢を基に、該センサ装置17によって検出された上記枝管2a,2b,2c,・・・,2nのXY軸方向の位置や、Z軸方向に対する傾きを測定し、更に、該枝管2a,2b,2c,・・・,2nの下端部における母管1との溶接個所の位置を計測できるようにしてある。
【0036】
更に又、上記センシングモジュール15は、上記センサ装置17により検出した上記枝管2a,2b,2c,・・・,2nのXY軸方向の位置や、Z軸方向に対する傾きや、該枝管2a,2b,2c,・・・,2nと母管1との溶接個所についての位置計測結果の情報を、制御装置18へ送信する機能を備えるようにしてある。
【0037】
上記制御装置18は、上記センシングモジュール15より或る枝管2a,2b,2c,・・・,2nについての位置計測結果の情報や、該枝管2a,2b,2c,・・・,2nと母管1との溶接個所についての位置計測結果の情報が入力されると、その位置計測結果の情報を個々の枝管2a,2b,2c,・・・,2nと関連付けた状態、たとえば、各枝管2a,2b,2c,・・・,2nの溶接順序と関連付けた状態で一旦記憶することができるようにしてある。
【0038】
更に、上記制御装置18は、上記記憶してある各枝管2a,2b,2c,・・・,2nの位置計測結果の情報のうち、溶接モジュール13が溶接しようとする枝管2a,2b,2c,・・・,2nについて記憶してある位置計測結果の情報を読み出して、上記溶接モジュール13へ与える機能を備えるようにしてある。
【0039】
上記溶接モジュール13は、上記多関節ロボット14の先端部に設けてある上記枝管溶接機4のXYZ軸の各軸方向の位置と、各軸方向を中心とする角度姿勢を制御できるようにしてある図示しないロボットコントローラを備えた構成としてある。更に、上記制御装置18より与えられる溶接しようとする枝管2a,2b,2c,・・・,2nについての位置計測結果の情報、すなわち、該枝管2a,2b,2c,・・・,2n自体や、該枝管2a,2b,2c,・・・,2nと母管1との溶接個所についての位置計測結果の情報を取得すると、該取得した位置計測結果の情報を基に、上記図示しないロボットコントローラにより、多関節ロボット14の先端部に設けてある上記枝管溶接機4のXYZの各軸方向の位置及び各軸を中心とする角度姿勢を制御することにより、該枝管溶接機4の馬蹄型ガイド5を、上記溶接しようとする枝管2a,2b,2c,・・・,2nに対する傾きを防止した状態で、該溶接しようとする枝管2a,2b,2c,・・・,2nに対して側方(Y軸方向の一方)より外嵌させて、該馬蹄型ガイド5の中心に上記溶接しようとする枝管2a,2b,2c,・・・,2nが位置するように枝管溶接機4を正確に配置させる機能を備えると共に、上記溶接しようとする枝管2a,2b,2c,・・・,2nを、上記枝管溶接機4の馬蹄型ガイド5の中心に配置させた状態で、溶接トーチ11(図7参照)を上記溶接しようとする枝管2a,2b,2c,・・・,2nの周りで円周動作させながら、該溶接トーチ11(図7参照)により上記溶接しようとする枝管2a,2b,2c,・・・,2nと母管1との溶接個所を、周方向の全周に亘り溶接作業を実施する機能を備えるようにしてある。
【0040】
以上の構成としてある本発明の自動溶接装置を用いて母管1に対して複数の枝管2a,2b,2c,・・・,2nを取り付ける溶接処理を実施する場合は、予め、上記母管1の外周面の所要個所、たとえば、外周面の上端側位置に、上下方向に延びる枝管2a,2b,2c,・・・,2nを、該母管1の長手方向(X軸方向)に所要間隔で複数配置して、該各枝管2a,2b,2c,・・・,2nの下端部を、上記母管1の対応する個所に仮付けしておく。
【0041】
又、上記各枝管2a,2b,2c,・・・,2nについて、図2(イ)に示すように、母管1の長手方向一端側(図上右側)の枝管2aを1番目とし、長手方向他端側(図上左側)の枝管2nが最後となるように、各枝管2a,2b,2c,・・・,2nの溶接順序を定めておく。
【0042】
この状態で溶接処理を開始させると、先ず、図2(イ)に示すように、溶接モジュール13がガイドレール12の長手方向一端部に退避した状態で、センシングモジュール15が、溶接順序が1番目の枝管2aの側方となるガイドレール12上の所要個所まで移動した後、多関節ロボット16の作動によりセンサ装置17を上記溶接順序が1番目の枝管2aに近接させて、該溶接順序が1番目の枝管2aについて、そのXY軸方向の位置や、Z軸方向に対する傾きを測定し、その結果を基に、該枝管2aの下端部における母管1との溶接個所の位置を計測する。
【0043】
上記のようにしてセンシングモジュール15により上記溶接順序が1番目の枝管2aについてのXY軸方向の位置や、Z軸方向に対する傾きや、該枝管2aと母管1との溶接個所の位置計測が行われると、その位置計測結果の情報が、該センシングモジュール15より制御装置18へ送られるようになるため、該制御装置18では、上記センシングモジュール15より入力された位置計測結果の情報を、上記溶接順序が1番目の枝管2aと関連付けた状態で記憶する。
【0044】
次いで、図2(ロ)に示すように、上記センシングモジュール15は、ガイドレール12に沿って溶接順序が2番目の枝管2bの側方となる所要個所まで移動した後、上記溶接順序が1番目の枝管2aの場合と同様に、センサ装置17による上記溶接順序が2番目の枝管2bについて、そのXY軸方向の位置や、Z軸方向に対する傾きを測定し、その結果を基に、該枝管2bの下端部における母管1との溶接個所の位置を計測し、その位置計測結果の情報を、上記制御装置18へ送る作業(以下、センシング作業と云う)を行う。よって、上記制御装置18では、上記センシングモジュール15より入力された位置計測結果の情報を、上記溶接順序が2番目の枝管2bと関連付けた状態で記憶する。
【0045】
上記のようにしてセンシングモジュール15が溶接順序が1番目の枝管2aの側方より溶接順序が2番目の枝管2bの側方へ移動すると、溶接モジュール13が、ガイドレール12に沿って溶接順序が1番目の枝管2aの側方となる位置まで移動する。更に、この状態で、上記溶接モジュール13は、上記制御装置18に記憶してある上記溶接順序が1番目の枝管2aについての位置計測結果の情報を取得し、該取得した位置計測結果の情報を基に、多関節ロボット14の先端部に設けてある上記枝管溶接機4のXYZの各軸方向の位置及び各軸を中心とする角度姿勢を制御して、該枝管溶接機4の馬蹄型ガイド5を、上記溶接順序が1番目の枝管2aに、傾きを防止した状態で側方より外嵌させて、該馬蹄型ガイド5の中心に上記溶接順序が1番目の枝管2aを正確に配置させ、しかる後、上記制御装置18より取得した上記溶接順序が1番目の枝管2aと母管1の溶接個所についての位置計測結果の情報に基づいて、溶接トーチ11(図7参照)を上記溶接順序が1番目の枝管2aの周りで円周動作させながら、該枝管2aと母管1との溶接個所を、周方向の全周に亘り溶接する。これにより、上記溶接順序が1番目の枝管2aと母管1との溶接個所が周方向の全周に亘り正確に且つ確実に溶接されるようになる。
【0046】
その後、上記センシングモジュール15は、上記した溶接順序が2番目の枝管2bについてのセンシング作業が終了すると、図3に示すように、ガイドレール12に沿って溶接順序が3番目の枝管2cの側方位置まで移動してから、該溶接順序が3番目の枝管2cに対するセンシング作業を行い、以降、同様に、上記センシングモジュール15は、溶接モジュール13による溶接作業の進行状況とは関わりなく、溶接順序に沿って溶接順序が最後の枝管2nに至るまで各枝管2c,・・・,2nについてのセンシング作業を実施する。上記のようにして溶接順序が最後の枝管2nについてのセンシング作業が終了した後は、上記センシングモジュール15は図4に示すように、ガイドレール12の長手方向他端部に退避する。
【0047】
なお、上記センシングモジュール15による個々の枝管2a,2b,2c,・・・,2nについて行うセンシング作業に要する時間よりも、上記溶接モジュール13による1つの枝管2a,2b,2c,・・・,2nについて個別に行う母管1との溶接作業に要する時間の方が長い場合は、上記センシングモジュール15は、溶接モジュール13により溶接作業を実施している枝管2a,2b,2c,・・・,2nの溶接順序に関わらず、溶接順序がより後の枝管2a,2b,2c,・・・,2nについて、先行してセンシング作業を実施するようにすればよい。
【0048】
上記のようにしてセンシングモジュール15による溶接順序が3番目の枝管2cから溶接順序が最後の枝管2nまでのセンシング作業が順次行われると、上記制御装置18では、上記センシングモジュール15よりその都度入力される各枝管2c,・・・,2nについての位置計測結果の情報を、それぞれの溶接順序と関連付けて記憶する。
【0049】
一方、上記溶接モジュール13は、上記溶接順序が1番目の枝管2aについての母管1との溶接作業が終了すると、上記ガイドレール12における溶接順序が次となる溶接順序が2番目の枝管2bの側方の位置に上記センシングモジュール15が配置されている間はその場で待機し、上記ガイドレール12における溶接順序が2番目の枝管2bの側方の位置が空いている場合は、該枝管2bの側方位置へ移動する。
【0050】
上記溶接順序が2番目の枝管2bの側方位置へ移動した溶接モジュール13は、溶接対象となる溶接順序が2番目の枝管2bについて、上記制御装置18に記憶してある位置計測結果の情報を取得し、該取得した位置計測結果の情報を基に、上記溶接順序が1番目の枝管2aについて実施した溶接作業と同様に、多関節ロボット14の先端部に設けてある上記枝管溶接機4の馬蹄型ガイド5を、上記溶接順序が2番目の枝管2bに外嵌させて、該馬蹄型ガイド5の中心に上記溶接順序が2番目の枝管2bを正確に配置させてから、上記制御装置18より取得した上記溶接順序が2番目の枝管2bと母管1の溶接個所についての位置計測結果の情報に基づいて、溶接トーチ11(図7参照)を円周動作させながら、該枝管2bと母管1との溶接個所を、周方向の全周に亘り溶接する。これにより、上記溶接順序が2番目の枝管2bと母管1との溶接個所が周方向の全周に亘り正確に且つ確実に溶接されるようになる。
【0051】
その後、上記溶接モジュール13は、溶接順序が3番目の枝管2cから、溶接順序が最後の枝管2nに至るまで、上記センシングモジュール15により予め測定されて、制御装置18に記憶してある各枝管2c,・・・,2nについての位置計測結果の情報を順次取得ながら、該取得した位置計測結果の情報を基に、上記したと同様の枝管溶接機4の馬蹄型ガイド5と溶接トーチ11(図7参照)の位置の制御を伴う溶接作業を、上記各枝管2c,・・・,2nに対して順次実施する。これにより、上記溶接順序が3番目の枝管2cから、溶接順序が最後の枝管2nについても、母管1との溶接個所が周方向の全周に亘り正確に且つ確実に溶接されるようになる。
【0052】
このように、本発明の自動溶接方法及び装置によれば、母管1に取り付ける各枝管2a,2b,2c,・・・,2nについてのセンシング作業と、母管1に対する溶接作業を、センサ装置17を備えたセンシングモジュール15と、枝管溶接機4を備えた溶接モジュール13により独立して行わせるようにしてあるため、上記センシングモジュール15では各枝管2a,2b,2c,・・・,2nの位置計測を連続して次々に実施することができる一方、溶接モジュール13では、溶接作業のみに時間を割くことができるようになる。
【0053】
したがって、上記溶接モジュール13を用いて溶接順序が1番目の枝管2aから、溶接順序が最後から1つ前の枝管(図示せず)の溶接作業を実施している間に、上記センシングモジュール15を用いて溶接順序が後の枝管2b,2c,・・・,2nについてのセンシング作業を並行して(同時作業で)実施することができることから、上記母管1に対して該母管1の長手方向に配列された複数の枝管2a,2b,2c,・・・,2nをすべて溶接するまでに要する溶接処理時間を、従来に比して大幅に低減させることができるようになる。よって、上記母管1に複数の枝管2a,2b,2c,・・・,2nを溶接する溶接処理に関する単位時間当たりの処理能力(スループット)を向上させることが可能になる。
【0054】
次に、図5は本発明の実施の他の形態を示すもので、図1に示したと同様の構成において、ガイドレール12に、1基の溶接モジュール13と、2基のセンシングモジュール15を、上記ガイドレール12の長手方向の一端側(図では右側)より順に並べて配置した状態で独立して往復動可能に取り付けたものである。
【0055】
なお、上記ガイドレール12は、上記各枝管2a,2b,2c,・・・,2nのうち、最も母管1の長手方向の他端寄り(図では左寄り)に配置される枝管2nと対応する位置に上記溶接モジュール13を配置するときに、上記ガイドレール12の長手方向他端部に、上記2基のセンシングモジュール15を退避させることができるような長さに設定してあるものとする。
【0056】
その他の構成は図1に示したものと同様であり、同一のものには同一の符号が付してある。
【0057】
本実施の形態によれば、溶接順序が1番目の枝管2aから、溶接順序が最後から2つ前の枝管(図示せず)について、溶接モジュール13を用いて母管1に対する溶接作業を実施している間に、上記2基のセンシングモジュール15を用いて、溶接順序が後の2つの枝管2b,2c,・・・,2nについてのセンシング作業を並行して実施することができる。
【0058】
よって、本実施の形態によっても、上記実施の形態と同様の効果を得ることができる。 更に、1基のセンシングモジュール15を用いて個々の枝管2a,2b,2c,・・・,2nについて行うセンシング作業に、溶接モジュール13を用いて個々の枝管2a,2b,2c,・・・,2nに対して行う溶接作業時間の倍の時間を要する場合に、溶接モジュール13を待機させる時間を短くすることができるようになるため、1基のセンシングモジュール15を用いて個々の枝管2a,2b,2c,・・・,2nについて行うセンシング作業に、溶接モジュール13を用いて個々の枝管2a,2b,2c,・・・,2nに対して行う溶接作業時間の倍の時間を要する場合により好適な装置構成とすることができる。
【0059】
なお、本発明は、上記実施の形態のみに限定されるものではなく、ガイドレール12に、複数基の溶接モジュール13と、単数又は複数基のセンシングモジュール15を、上記ガイドレール12の長手方向の一端側より順に並べて配置した状態で独立して往復動可能に取り付けた構成としてもよい。
【0060】
更に、この場合、上記溶接モジュール13とセンシングモジュール15の数の比が、1基のセンシングモジュール15を用いて個々の枝管2a,2b,2c,・・・,2nについて行うセンシング作業に要する時間と、溶接モジュール13を用いて個々の枝管2a,2b,2c,・・・,2nに対して行う溶接作業に要する時間との比に近くなるようにすると、センシングモジュール15の待機時間と、溶接モジュール13の待機時間を短くする効果が期待できる。
【0061】
枝管溶接機4の馬蹄型ガイド5を溶接対象となる枝管2a,2b,2c,・・・,2nに外嵌させた後に、溶接トーチ11(図7参照)のワイヤを用いたタッチセンシングにより、上記溶接対象の枝管2a,2b,2c,・・・,2nと、その下方近傍の母管1との溶接個所に関し、予め周方向の全周に亘りその詳細な位置情報を得て、その位置情報を基に、溶接モジュール13の多関節ロボット14にずれ量を補正するためのティーチングを行ってから溶接を行わせるようにしたり、ずれ量の補正を行いながら溶接を行わせるようにしてもよい。
【0062】
又、溶接モジュール13に備える枝管溶接機は、枝管2a,2b,2c,・・・,2nと母管1との溶接個所を周方向の全周に亘り溶接することができるようにしてあれば、ガイドとしての馬蹄型ガイド5と、該馬蹄型ガイド5に保持された状態でリングギア6と共に円周動作可能な溶接トーチ11(図7参照)を備えてなる形式の枝管溶接機4以外のいかなる形式の枝管溶接機を採用してもよい。
【0063】
溶接モジュール13及びセンシングモジュール15における各多関節ロボット14及び16の母管1の長手方向に沿う移動は、ガイドレール12に沿うものとして示したが、該各多関節ロボット14,16を、上記母管1の長手方向に沿う走行軸を備えてなる形式のものとすれば、上記ガイドレール12は省略してもよい。
【0064】
その他本発明の要旨を逸脱しない範囲内で種々変更を加え得ることは勿論である。
【符号の説明】
【0065】
1 母管
2,2a,2b,2c,2n 枝管
4 枝管溶接機
11 溶接トーチ
13 溶接モジュール
14 多関節ロボット(ロボット)
15 センシングモジュール
16 多関節ロボット(ロボット)
17 センサ装置
18 制御装置
【特許請求の範囲】
【請求項1】
母管の長手方向の一端側より他端側へ配列した複数の枝管について、母管の長手方向に移動可能なロボットの先端部にセンサ装置を備えたセンシングモジュールの該センサ装置によるセンシング作業を、上記母管の長手方向に移動可能な別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールによる溶接作業に先行して行って、該各枝管についての位置計測結果の情報を、制御装置に一旦記憶させ、その後、上記溶接モジュールにより、上記制御装置に記憶された各枝管の位置計測結果の情報を取得し、該取得した位置計測結果の情報に基づいた枝管溶接機の溶接トーチの位置を制御しながら、上記各枝管の母管に対する溶接作業を行うようにすることを特徴とする自動溶接方法。
【請求項2】
ロボットの先端部にセンサ装置を備えたセンシングモジュールと、別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールとを、複数の枝管を取り付けるための母管の片側に、該母管の長手方向に沿って独立して移動可能に設け、更に、上記センシングモジュールの上記センサ装置によるセンシング作業によって得られる各枝管についての位置計測結果の情報を一旦記憶して該一旦記憶した各枝管についての位置計測結果の情報を上記溶接モジュールへ与える機能を備えた制御装置を備えてなる構成を有することを特徴とする自動溶接装置。
【請求項1】
母管の長手方向の一端側より他端側へ配列した複数の枝管について、母管の長手方向に移動可能なロボットの先端部にセンサ装置を備えたセンシングモジュールの該センサ装置によるセンシング作業を、上記母管の長手方向に移動可能な別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールによる溶接作業に先行して行って、該各枝管についての位置計測結果の情報を、制御装置に一旦記憶させ、その後、上記溶接モジュールにより、上記制御装置に記憶された各枝管の位置計測結果の情報を取得し、該取得した位置計測結果の情報に基づいた枝管溶接機の溶接トーチの位置を制御しながら、上記各枝管の母管に対する溶接作業を行うようにすることを特徴とする自動溶接方法。
【請求項2】
ロボットの先端部にセンサ装置を備えたセンシングモジュールと、別のロボットの先端部に溶接トーチを備えた枝管溶接機を設けてなる溶接モジュールとを、複数の枝管を取り付けるための母管の片側に、該母管の長手方向に沿って独立して移動可能に設け、更に、上記センシングモジュールの上記センサ装置によるセンシング作業によって得られる各枝管についての位置計測結果の情報を一旦記憶して該一旦記憶した各枝管についての位置計測結果の情報を上記溶接モジュールへ与える機能を備えた制御装置を備えてなる構成を有することを特徴とする自動溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−218391(P2011−218391A)
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願番号】特願2010−88862(P2010−88862)
【出願日】平成22年4月7日(2010.4.7)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願日】平成22年4月7日(2010.4.7)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]