
自動溶接装置における溶接トーチ位置決め方法
【課題】 枝管が傾いていても、溶接個所に対する溶接トーチの角度を一定にする。
【解決手段】 ロボットハンド12の先端部の旋回台13に、馬蹄型ガイド5と円周動作する溶接トーチ11を備えた枝管溶接機4を取り付け、その反対側に探触子14を設ける。枝管溶接機4の溶接トーチ11の先端より突出する溶接ワイヤ15の先端を、現実の空間の或る1点に保持してロボットのマスタリングを行い、枝管溶接機4について、その点を原点Oとし且つ溶接トーチ11の円周動作の軸心位置に座標軸を備えたツール座標系16を設定する。ツール座標系16における溶接トーチ11の円周動作の軸心位置に対応する座標軸を、センシングにより検出された母管1に仮付けした枝管2の鉛直方向からの傾きに一致させる座標変換を行った後、馬蹄型ガイド5を溶接対象の枝管2に外嵌させて、溶接トーチ11の円周動作の軸心方向を、枝管2の軸心方向に一致させる。
【解決手段】 ロボットハンド12の先端部の旋回台13に、馬蹄型ガイド5と円周動作する溶接トーチ11を備えた枝管溶接機4を取り付け、その反対側に探触子14を設ける。枝管溶接機4の溶接トーチ11の先端より突出する溶接ワイヤ15の先端を、現実の空間の或る1点に保持してロボットのマスタリングを行い、枝管溶接機4について、その点を原点Oとし且つ溶接トーチ11の円周動作の軸心位置に座標軸を備えたツール座標系16を設定する。ツール座標系16における溶接トーチ11の円周動作の軸心位置に対応する座標軸を、センシングにより検出された母管1に仮付けした枝管2の鉛直方向からの傾きに一致させる座標変換を行った後、馬蹄型ガイド5を溶接対象の枝管2に外嵌させて、溶接トーチ11の円周動作の軸心方向を、枝管2の軸心方向に一致させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、母管に枝管を溶接するために用いる自動溶接装置における溶接トーチを、上記母管と枝管の溶接個所に対応させて配置するために用いる自動溶接装置における溶接トーチ位置決め方法に関するものである。
【背景技術】
【0002】
ボイラ等におけるヘッダ(管寄せ)の1つの形式として、母管の外周面に、円周方向及び長手方向(軸心方向)に複数の枝管を接続した形式のものがある。
【0003】
この種のヘッダを製造する場合、横向きに配置した母管の外周面における周方向の1個所、たとえば、外周面の上端側位置に、該母管の長手方向に所要間隔で配列される複数の枝管を溶接して取り付け、次いで、上記母管を、周方向に所要角度回転させてから、新たに該母管の外周面の上端側となる位置に、長手方向に所要間隔で配列される複数の枝管を溶接して取り付け、以降、上記手順を順次繰り返して行うことで、上記母管の外周面の円周方向及び長手方向に多数の枝管を取り付ける手法が多く用いられている。
【0004】
又、上記横向きに配置した母管の外周面における上端側位置に該母管の長手方向に所要間隔で配列される枝管を取り付けるための溶接作業を、溶接トーチを備えたロボットを用いて自動化できるようにした自動溶接装置が提案されている。
【0005】
上記のような母管に対する枝管の溶接作業について、ロボットを用いて自動化させる場合は、該ロボットに備えた溶接トーチを、枝管と母管との間の溶接個所に対し周方向の全周に沿わせて正確に移動させる必要があるため、ロボットにより枝管と母管との溶接個所を予め検出させて、その検出された溶接個所の位置に対して溶接トーチを正確に配置させることが重要となる。
【0006】
そのために、たとえば、ロボットに備えた溶接トーチの先端に設けてあるチップを探触子として、上記母管の長手方向に配列される複数の枝管のうちから選んだ1つの基準枝管と、その近傍の母管の位置をタッチセンシングにより検出し、上記基準枝管についての位置データと、上記母管の長手方向に配列する各枝管の配列ピッチを基に、他の枝管と、該枝管近傍の母管の位置を算出して、溶接トーチによる溶接位置を定める手法が従来提案されている(たとえば、特許文献1参照)。
【0007】
又、ロボットに備えた溶接トーチの近傍に、探触子(触針センサ)を設けて、母管と枝管の溶接を行う際は、予め母管の所定位置に仮付けしてある溶接対象となる枝管について、上記探触子によるタッチセンシングを行い、その検出結果を基に、溶接対象となる枝管を鉛直に配置させ且つ上記ロボットの移動方向が上記母管の軸心方向に対して平行になるようにするための補正量を求めて、該求められた補正量に応じて上記母管の周方向角度と上下方向の傾き、及び、水平面内での位置(角度)を補正させる手法も従来提案されている(たとえば、特許文献2参照)。
【0008】
ところで、本出願人は、上記ヘッダ製造時における母管と枝管との溶接作業を行う際に、通常の溶接トーチではアクセスが困難な狭隘部であっても、枝管の周方向の全周に亘り溶接トーチを移動させながら隅肉溶接を行うことができるようにするために、図7及び図8に示す如き自動溶接装置を従来提案している。
【0009】
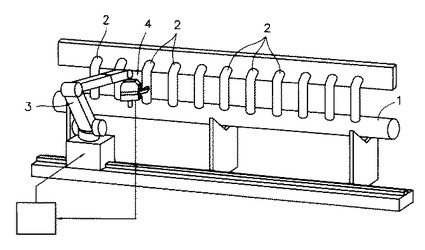
図7に示す自動溶接装置は、母管1の長手方向に沿って該母管1の長手方向に配列して取り付ける複数の枝管2の取付位置に応じて移動可能に設けた多関節ロボット3の先端側に、枝管溶接機(スタブ管溶接機)4を取り付けた構成としてある。
【0010】
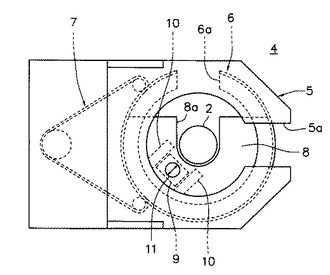
更に、上記枝管溶接機4は、図8に示すように、枝管2の半径方向から挿入して包囲可能な切欠部5aを備えた馬蹄型ガイド5と、上記枝管2の半径方向から挿入して包囲可能な切欠部6aを備え且つ上記馬蹄型ガイド5の下側に該馬蹄型ガイド5の切欠部5aを超えて回転可能に支持された切欠付リングギア6と、上記馬蹄型ガイド5に対し上記リングギア6を相対的に回転駆動させる駆動機構7と、上記リングギア6に固定されていて該リングギア6と同じ方向の位置に切欠部8aを備えたトーチ取付部材8と、該トーチ取付部材8の下側にスライドガイド10を介して径方向にスライド可能に取り付けたトーチ支持ブロック9と、該トーチ支持ブロック9に下向きに取り付けると共に下端部が上記リングギア6の中心側に向くように取り付けた溶接トーチ11とからなる構成としてある。
【0011】
これにより、上記枝管溶接機4では、上記リングギア6の切欠部6aの位相を、上記馬蹄型ガイド5の切欠部5aの位相に合わせた状態で、上記多関節ロボット3の操作により枝管溶接機4を、母管1の外周面の上端側位置に仮止めしてある枝管2に対し側方より近接させて、該枝管溶接機4の馬蹄型ガイド5及びリングギア6の切欠部5a,6aを、上記枝管2に外嵌させ、これにより、上記リングギア6にトーチ取付部材8、スライドガイド10及びトーチ支持ブロック9を介して取り付けてある上記溶接トーチ11を、上記枝管2と母管1との溶接個所の周方向の1個所に向けて配置できるようにしてある。
【0012】
その後、上記駆動機構7によりリングギア6を駆動させると、該リングギア6と一緒に上記溶接トーチ11は、上記枝管2の周りで、上記馬蹄型ガイド5の切欠部5aを越えて円周動作(周回動作)させられるようにしてある。
【0013】
したがって、この円周動作する溶接トーチ11により、上記馬蹄型ガイド5の内側に配置させている枝管2とその下方の母管1との溶接個所は、周方向の全周に亘って溶接できるようにしてある。
【0014】
なお、上記図7及び図8に示した自動溶接装置において、上記枝管2と母管1との溶接個所に対する溶接トーチ11の位置決め精度を高めるためには、枝管2に対する馬蹄型ガイド5の軸心ずれを調整する必要がある。
【0015】
そこで、上記馬蹄型ガイド5の切欠部5aのU字状開口を挟んだ先端部に、互いに対抗する光学センサ、又は、探触子を取り付けて、上記枝管2の位置を検出し、該検出された枝管2の位置に応じて上記馬蹄型ガイド5の配置を調整させるようにすることが提案されている(たとえば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特許第3385390号公報
【特許文献2】特公平4−31784号公報
【特許文献3】特開平10−193112号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
ところが、特許文献1に示されたように、基準枝管についてのみタッチセンシングによる位置検出を行い、該基準枝管の位置データからその他の枝管の位置を算出する手法では、基準枝管以外の個々の枝管の位置のずれや誤差が考慮されないため、これらの基準枝管以外の各枝管の溶接作業を行う際には、該各枝管と母管との溶接個所に対して、溶接トーチの狙いずれが生じる可能性がある。
【0018】
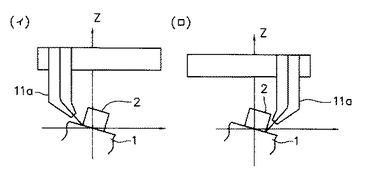
なお、従来の自動溶接装置に採用されているような一般的な多関節ロボットによる溶接トーチの位置の制御は、該多関節ロボットの保有するXYZ座標系、たとえば、母管の長手方向に沿う水平方向となるX軸方向と、それに直角な水平方向であるY軸方向と、上下方向であるZ軸方向のようなXYZ座標系内で、上記溶接トーチの先端部の位置を、予め位置検出された母管と枝管との溶接個所に追従するように移動させるようにしてあるため、たとえば、図9(イ)(ロ)に示す如く、母管1に仮付けされた溶接対象となる枝管2にZ軸方向からの傾きが生じている場合は、該枝管2と母管1との溶接個所に倣って溶接トーチ11aの先端部を周方向の全長に亘り移動させることができるとしても、図9(イ)に示すように、溶接トーチ11aが上記枝管2が傾いている側に配置されたときと、図9(ロ)に示すように、その180度反対側に溶接トーチ11aが配置されているときでは、上記母管1と枝管2との溶接個所に対する溶接トーチ11aの配置角度が変化してしまう。そのために、上記母管1と枝管2との溶接個所について、周方向に均等な溶接品質を得ることが難しくなるというのが実状である。
【0019】
しかも、上記母管1と枝管2との溶接個所について、複数の溶接パスが必要とされることもあり、この場合は、上記周方向の溶接品質の不均等さが拡大する虞も懸念される。
【0020】
上記特許文献2に示されたように、母管に仮付けされた枝管の位置をタッチセンシングにより検出し、その検出結果に応じて母管側を動かすことで枝管の位置の補正を実施する手法では、母管に仮付けした溶接対象の枝管に傾きが生じている場合は、上記母管ごと動かすことで上記溶接対象の枝管の配置を鉛直に補正することができるため、母管と枝管との溶接個所の溶接を、ロボットに備えた溶接トーチにより周方向の全周に亘って行わせる際に、周方向の溶接品質を均等にできると考えられる。
【0021】
しかし、上記特許文献2に示された手法では、母管が大型になると、該母管を移動させるための大掛かりな位置決め装置が必要になるという問題が生じてしまう。
【0022】
なお、特許文献3に示された自動溶接装置における枝管溶接機4の馬蹄型ガイド5の先端部に、光学センサ又は探触子を取り付けて、枝管2の位置や馬蹄型ガイド5に対する相対的な傾きを検出する手法は、該検出された枝管2の位置に応じて上記馬蹄型ガイド5の配置を調整することができて、各枝管2に上記馬蹄型ガイド5を正確に外嵌させることができるため、各枝管2と母管1との溶接個所に対して、上記枝管溶接機4の溶接トーチ11を、周方向の全周に亘り移動可能に配置するのに有効である。
【0023】
そこで、本発明は、上記特許文献3に示された自動溶接装置を更に発展させて、母管に対して仮付けされた枝管に上記自動溶接装置のロボットが保有するXYZ座標系の上下方向の軸方向からの傾きが生じている場合であっても、母管を移動させるための大掛かりな位置決め装置を必要とすることなく、枝管溶接機の溶接トーチの周回動作の軸を、上記枝管の傾きに一致させるように容易に補正できて、上記周回動作する溶接トーチの上記母管と枝管との溶接個所に対する配置角度を、周方向の全周に亘り一定に保持させることができて、上記母管と枝管の溶接個所の溶接品質を周方向に均等なものとすることができるようにするための自動溶接装置における溶接トーチ位置決め方法を提供しようとするものである。
【課題を解決するための手段】
【0024】
本発明は、上記課題を解決するために、請求項1に対応して、溶接対象の枝管に外嵌させるための切欠部を有するガイドと該ガイドに保持され且つ上記切欠部を超えて円周動作できるようにしてある溶接トーチを具備してなる枝管溶接機をロボットハンドの先端側に取り付けたロボットについて、上記枝管溶接機の溶接トーチの円周動作の軸心上の点を原点とし、且つ上記溶接トーチの円周動作の軸心に沿う座標軸を備えたツール座標系を設定するためのマスタリングを行い、次いで、上記ロボットにて、上記ツール座標系における上記溶接トーチの円周動作の軸心に沿う座標軸を、母管に仮付けした溶接対象の枝管の鉛直方向からの傾きに一致させるように上記原点を中心に傾斜させる座標変換を行って、上記溶接対象の枝管の軸心方向に、上記枝管溶接機における溶接トーチの円周動作の軸心方向を一致させるようにし、しかる後、上記枝管溶接機のガイドを、溶接対象の枝管に外嵌させるようにする。
【0025】
又、上記構成において、ロボットにてツール座標系を設定するマスタリングを行うときに、枝管溶接機の溶接トーチの先端の延長線上に延びる溶接ワイヤの先端を該溶接トーチの円周動作の軸心上に配置させた位置を、上記ツール座標系の原点とさせるようにする。
【0026】
同様に、上記構成において、ロボットにてツール座標系を設定するマスタリングを行うときに、枝管溶接機の溶接トーチと一緒に円周動作するように該枝管溶接機に取り付けたマスタリング用ジグのロッド部材の先端を該溶接トーチの円周動作の軸心上に配置させた位置を、上記ツール座標系の原点とさせるようにする。
【発明の効果】
【0027】
本発明の自動溶接装置における溶接トーチ位置決め方法によれば、以下のような優れた効果を発揮する。
(1)溶接対象の枝管に外嵌させるための切欠部を有するガイドと該ガイドに保持され且つ上記切欠部を超えて円周動作できるようにしてある溶接トーチを具備してなる枝管溶接機をロボットハンドの先端側に取り付けたロボットについて、上記枝管溶接機の溶接トーチの円周動作の軸心上の点を原点とし、且つ上記溶接トーチの円周動作の軸心に沿う座標軸を備えたツール座標系を設定するためのマスタリングを行い、次いで、上記ロボットにて、上記ツール座標系における上記溶接トーチの円周動作の軸心に沿う座標軸を、母管に仮付けした溶接対象の枝管の鉛直方向からの傾きに一致させるように上記原点を中心に傾斜させる座標変換を行って、上記溶接対象の枝管の軸心方向に、上記枝管溶接機における溶接トーチの円周動作の軸心方向を一致させるようにし、しかる後、上記枝管溶接機のガイドを、溶接対象の枝管に外嵌させるようにしてあるので、枝管溶接機の溶接トーチの円周動作の軸心を溶接対象の枝管の傾きに応じて傾けるためのツール座標の座標変換処理を、容易に実施することができる。したがって、上記座標変換処理した後のツール座標系では、溶接トーチの円周動作の軸心の方向が、上記母管に仮付けされた溶接対象の枝管の軸心方向に一致した状態となるため、溶接トーチを、上記溶接対象の枝管の傾きに合わせて傾斜させて容易に位置決めすることができ、又、溶接トーチを、母管と溶接対象の枝管との溶接個所に対して周方向の全周に亘って正確に位置決めすることができる。
(2)更に、上記枝管溶接機の溶接トーチの円周動作の軸心に対する角度を変更しても、円周動作する溶接トーチの母管と溶接対象の枝管との溶接個所に対する配置角度は、周方向の全周に亘り一定になるため、上記母管と枝管との溶接個所の溶接品質を周方向に均等なものとすることができる。
(3)母管に仮付けされた溶接対象の枝管の傾きに応じて座標系自体を傾ける座標変換を行ったツール座標系で枝管溶接機の溶接トーチの円周動作の位置制御を行うことができるため、多関節ロボットの各関節のみを制御するようにしてある通常のロボット機能では得ることが困難な、上記枝管溶接機の溶接トーチの円周動作方向の位置補正を行うことが可能になる。
(4)以上により、母管と溶接対象の枝管との溶接個所について、その全周に亘り均等な溶接品質で溶接することができる。しかも、該溶接個所について、複数の溶接パスが必要とされる場合であっても、周方向の溶接品質を均等なものとすることが可能になる。
(5)更には、枝管溶接機の溶接トーチの円周動作の軸心を、母管に仮付けされた溶接対象の枝管の傾きに一致させる補正を行う際に、母管を移動させる必要はないため、該母管を移動させるための大掛かりな位置決め装置を不要にできる。
【図面の簡単な説明】
【0028】
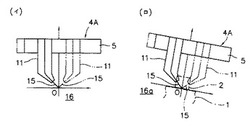
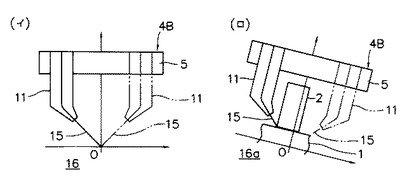
【図1】本発明の自動溶接装置における溶接トーチ位置決め方法の実施の一形態を示すもので、(イ)はロボットのマスタリングを行ってツール座標系を設定した状態を、(ロ)はマスタリングにより定めた原点を中心としてツール座標系を溶接対象の枝管の傾斜に対応させて座標変換した状態を、それぞれ示す概略側面図である。
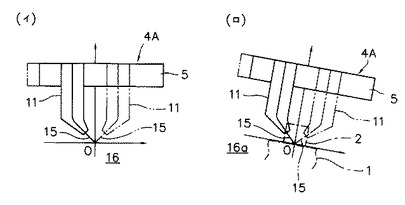
【図2】本発明を適用する自動溶接装置のロボットハンド先端部を示す概略平面図である。
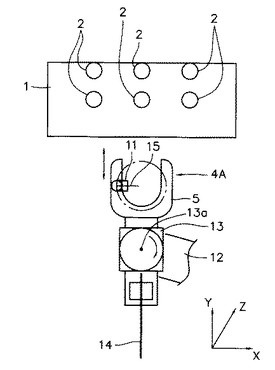
【図3】図2の自動溶接装置にて、母管に仮付けされた溶接対象の枝管のタッチセンシングを行う状態を示すもので、(イ)は溶接対象の枝管のX軸方向の位置検出を行う状態を、(ロ)はY軸方向の位置検出を行う状態をそれぞれ示す概略平面図である。
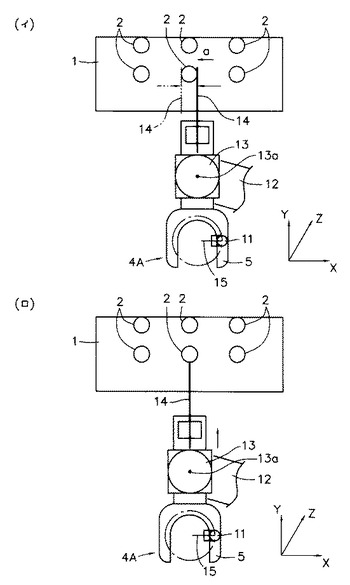
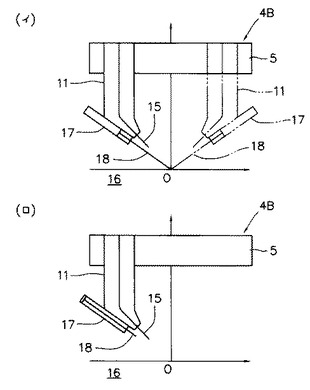
【図4】本発明の実施の他の形態を示すもので、(イ)はロボットのマスタリングを行ってツール座標系を設定した状態を、(ロ)はマスタリングにより定めた原点を中心としてツール座標系を溶接対象の枝管の傾斜に対応させて座標変換した状態を、それぞれ示す概略側面図である。
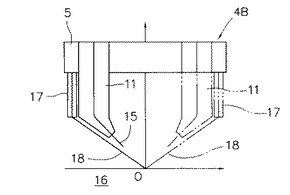
【図5】本発明の実施の更に他の形態を示すもので、(イ)はマスタリング用ジグを用いてロボットのマスタリングを行ってツール座標系を設定する状態を、(ロ)はマスタリング用ジグにおけるロッド部材を退避させた状態を、それぞれ示す概略側面図である。
【図6】本発明の実施の更に他の形態を示すもので、マスタリング用ジグを用いてロボットのマスタリングを行ってツール座標系を設定する状態を示す概略側面図である。
【図7】従来の枝管溶接用の自動溶接装置を示す概略斜視図である。
【図8】図7の自動溶接装置における枝管溶接機を拡大して示す平面図である。
【図9】母管と、該母管に仮付けされて傾きを生じた枝管との溶接個所に沿って従来の自動溶接装置のロボットにより溶接トーチを移動させる状態を示すもので、(イ)は溶接トーチが枝管の傾いている側に配置された状態を、(ロ)はその180度反対側に溶接トーチが配置された状態をそれぞれ示す概略側面図である。
【発明を実施するための形態】
【0029】
以下、本発明を実施するための形態を図面を参照して説明する。
【0030】
図1(イ)(ロ)乃至図3(イ)(ロ)は本発明の自動溶接装置における溶接トーチ位置決め方法の実施の一形態として、図2及び図3(イ)(ロ)に示す如き自動溶接装置に適用する場合の例を示すもので、以下のような構成としてある。
【0031】
ここで、先ず、本発明の自動溶接装置における溶接トーチ位置決め方法(以下単に、本発明の溶接トーチ位置決め方法と云う)を適用する自動溶接装置について概説すると、該自動溶接装置は、図2及び図3(イ)(ロ)に示すように、母管1の長手方向に沿って図示しない移動機構により移動可能に設けた多関節ロボットにおけるロボットハンド12の先端部に、旋回台13を設けて、該旋回台13を、上記多関節ロボットのロボットハンド12の先端部に備えた旋回機能により旋回できるようにしてある。
【0032】
上記旋回台13の旋回軸心13aと直交する方向に位置する旋回台13の側面の所要個所に、図7及び図8に示した自動溶接装置における枝管溶接機4と同様に、溶接対象の枝管2に外嵌可能なガイドとしての馬蹄型ガイド5と、該馬蹄型ガイド5に保持された状態でリングギア6(図8参照)と共に円周動作可能な溶接トーチ11を備えてなる枝管溶接機4Aが取り付けてある。なお、上記枝管溶接機4Aは、溶接トーチ11を円周動作させると、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端の位置が一点に保持される構成としてあるものとする。
【0033】
又、図2及び図3(イ)(ロ)では、図示する便宜上、上記多関節ロボットのロボットハンド12の先端部以外の部分の記載は省略してある。更に、上記枝管溶接機4Aにおける馬蹄型ガイド5と溶接トーチ11以外の構成の記載は省略してある。上記図2及び図3(イ)(ロ)に一点鎖線で描いた円弧は、上記溶接トーチ11の円周動作の軌道の概要を示すものである。
【0034】
上記旋回台13における上記旋回軸心13aを中心として上記枝管溶接機4Aの取付位置と180度となる方向の側面には、溶接対象となる枝管2の位置及び姿勢を検出するために通電検出式のタッチセンシングを行うための探触子14として、たとえば、該旋回台13の旋回軸心13aに直交する方向に沿って外方へ所要寸法延びる直線状の探触子14を取り付けた構成としてある。これにより、上記旋回台13の旋回により上記探触子14を母管1に仮付けされている枝管2の方向に向けた状態で、上記多関節ロボットにおけるロボットハンド12の移動に伴って上記探触子14を動かして、上記母管1に仮付けされている溶接対象となる枝管2のタッチセンシングを行い、該溶接対象の枝管2に上記探触子14が接触した時点で生じる通電による接触検出信号を基に、上記多関節ロボットのロボットハンド12の先端部の位置と、該ロボットハンド12に上記旋回台13を介して取り付けた探触子14の形状(長さ)等の既知の幾何学的なデータとを基に、上記溶接対象の枝管2における上記探触子14が接触した個所の座標を検出できるようにしてある。したがって、図3(イ)に実線と二点鎖線で示すように、上記探触子14により上記溶接対象の枝管2について、或るZ座標となる高さ位置で、X軸方向の両側からのタッチセンシングを順次行い、上記溶接対象の枝管2について探触子14の接触個所として検出される2個所のX座標の平均値を取ることで、上記溶接対象の枝管2の軸心位置のX座標を検出できるようにしてある。
【0035】
更に、上記或るZ座標となる高さ位置で、上記のようにして検出された溶接対象の枝管2の軸心位置のX座標と一致するX座標にて、図3(ロ)に示すように、Y軸方向に沿って上記探触子14を移動させて上記溶接対象の枝管2のタッチセンシングを行い、該溶接対象の枝管2における上記探触子14の接触個所のY座標と、上記溶接対象の枝管2の既知の径寸法のデータとから、該溶接対象の枝管2の軸心位置のY座標を検出できるようにしてある。これにより、上記溶接対象の枝管2の水平方向の位置を検出するようにしてある。
【0036】
更に又、上記した如き溶接対象の枝管2の軸心位置のX座標及びY座標を検出する処理を、別のZ座標となる高さ位置で同様に実施し、この互いに異なるZ座標で検出された上記溶接対象の枝管2の軸心位置のX座標及びY座標のずれ(差)を基に、該溶接対象の枝管2のZ軸方向からの傾きを検出することができるようにしてある。
【0037】
以上の構成としてある自動溶接装置にて、本発明の溶接トーチ位置決め方法を実施する場合は、予め、上記ロボットハンド12の先端部に設けてある旋回台13を旋回させて、上記探触子14を、母管1に仮付けされた溶接対象の枝管2に臨むよう配置させ、この状態で、該探触子14を用いて、図3(イ)(ロ)に示したと同様の手順により上記溶接対象の枝管2の位置と、該枝管2のZ軸方向からの傾きの検出を行う。
【0038】
次に、上記ロボットハンド12の先端部の旋回台13を反転させて、図2に示すように、枝管溶接機4Aを溶接対象となる枝管2に臨むように配置させる。
【0039】
次いで、上記多関節ロボットについて、図1(イ)に実線及び二点鎖線で示すように、上記枝管溶接機4Aにおける溶接トーチ11の円周動作を行わせるときに、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端が、現実の空間における或る1点に常に位置するようにさせながら、該多関節ロボットのマスタリングを行って、上記或る1点を原点Oとし、且つ上記枝管溶接機4Aにおける溶接トーチ11の円周動作の軸心位置と一致する上下方向の座標軸を備えてなる上記枝管溶接機4Aの溶接トーチ11の円周動作の制御(位置制御)用のツール座標系16を設定する。これにより、上記マスタリングされた多関節ロボットでは、ロボットハンド12の先端部に旋回台13を介して取り付けてある枝管溶接機4Aにおける溶接トーチ11の円周動作の軸心位置が、上記設定したツール座標系16の原点Oを通るようになる。
【0040】
その後、上記のようにして原点Oを中心とする上記枝管溶接機4Aに対応したツール座標系16が設定されると、図1(ロ)に示すように、上記多関節ロボットにて、図1(イ)に示したツール座標系16の上下方向の座標軸、すなわち、上記枝管溶接機4Aにおける溶接トーチ11の円周動作の軸心の方向を、上記探触子14を用いたタッチセンシング(図3(イ)(ロ)参照)によって検出された図1(ロ)に一点鎖線で示す如き上記母管1に仮付けされた溶接対象の枝管2のZ軸方向からの傾きに一致させるための座標変換処理を行うようにする。これにより、図1(ロ)に示すように、座標変換処理後のツール座標系16aに対応して、上記多関節ロボットのロボットハンド12の先端側に旋回台13を介して取り付けられている枝管溶接機4Aでは、溶接トーチ11の円周動作の軸心方向が、上記母管1に仮付けしてある溶接対象の枝管2のZ軸方向からの傾きに応じて傾けられるようになる。
【0041】
したがって、その後、上記した多関節ロボットによるツール座標系16からの座標変換処理に伴って、溶接トーチ11の円周動作の軸心方向が、ツール座標系16aに対応して上記母管1に仮付けしてある溶接対象の枝管2のZ軸方向からの傾きと一致するように配置された枝管溶接機4Aを、上記多関節ロボットのロボットハンド12により移動させて、該枝管溶接機4Aにおける馬蹄型ガイド5を、上記溶接対象の枝管2に外嵌させ、しかる後、上記枝管溶接機4Aの溶接トーチ11の円周動作を行わせると共に、該溶接トーチ11により、溶接対象の枝管2と母管1との溶接個所を周方向の全周に亘り溶接させるようにする。
【0042】
なお、前記したように、本実施の形態では、枝管溶接機4Aが、溶接トーチ11を円周動作させると、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端部の位置が一点に保持される構成としてあるものとしてあるため、このことに鑑みて、上記のように枝管溶接機4Aにて溶接トーチ11の円周動作を行わせながら、該溶接トーチ11による溶接対象の枝管2と母管1との溶接個所の周方向の全周に亘る溶接を行わせる際には、上記多関節ロボットのロボットハンド12により、枝管溶接機4A自体の位置を適宜変化させることで、該枝管溶接機4にて円周動作させる上記溶接トーチ11が、溶接対象の枝管2と母管1との溶接個所に倣って周方向に移動するようにさせればよい。
【0043】
このように、本発明の溶接トーチ位置決め方法によれば、枝管溶接機4Aの溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端の位置を現実の空間における或る1点に位置させた状態として多関節ロボットのマスタリングを行って、上記或る1点を原点Oとする枝管溶接機4Aの溶接トーチ11の円周動作の制御(位置制御)用のツール座標系16を設定した後、該ツール座標系16を、上記原点Oを中心として、探触子14を用いたタッチセンシングによって検出された母管1に仮付けされた溶接対象の枝管2のZ軸方向からの傾きに応じて座標変換処理を行うようにしてあるので、該座標変換処理、すなわち、上記枝管溶接機4Aの溶接トーチ11の円周動作の軸心を上記溶接対象の枝管2のZ軸方向からの傾きに応じて傾けるための座標変換処理を、容易に実施することができる。
【0044】
したがって、上記座標変換処理した後のツール座標系16aでは、溶接トーチ11の円周動作の軸心の方向が、上記母管1に仮付けされた溶接対象の枝管2の軸心方向に一致した状態となるため、該ツール座標系16aにおいて、溶接トーチ11を、母管に仮付けされた状態の溶接対象の枝管2の傾きに合わせて傾斜させて容易に位置決めすることができると共に、該溶接トーチ11を、母管1と溶接対象の枝管2との溶接個所に対して周方向の全周に亘って正確に位置決めすることができる。
【0045】
更には、上記枝管溶接機4の溶接トーチ11の円周動作の軸心に対する角度を適宜変更しても、上記枝管溶接機4の円周動作する溶接トーチ11の上記母管1と溶接対象の枝管2の溶接個所に対する配置角度は、周方向の全周に亘り一定になるため、上記母管1と枝管2の溶接個所の溶接品質を周方向に均等なものとすることができる。
【0046】
又、探触子14を用いたタッチセンシングにより、母管1に仮付けされた溶接対象の枝管2の鉛直方向からのZ軸方向からの傾き(鉛直方向からのずれ)を検出して、枝管溶接機4の溶接トーチ11の円周動作を制御するためのツール座標系16自体を傾ける座標変換を行うようにして、座標変換後のツール座標系16aでの上記溶接トーチ11の位置制御を行うことができるため、多関節ロボットの各関節のみを制御するようにしてある通常のロボット機能では得ることが困難な、上記枝管溶接機4の溶接トーチ11の円周動作方向(回転方向)の位置補正を行うことが可能になる。
【0047】
しかも、上記枝管溶接機4の溶接トーチ11の円周動作の軸心を、母管1に仮付けされた溶接対象の枝管2の傾きに一致させる補正を行う際に、母管1を移動させる必要はないため、該母管1を移動させるための大掛かりな位置決め装置は不要となる。
【0048】
以上により、上記母管1に対する溶接対象の枝管2の周方向に延びる溶接個所について、その全周に亘り均等な溶接品質で溶接することができる。しかも、該溶接個所について、複数の溶接パスが必要とされる場合であっても、周方向の溶接品質を均等なものとすることが可能になる。
【0049】
次に、図4(イ)(ロ)は本発明の実施の他の形態として、図1(イ)(ロ)乃至図3(イ)(ロ)に示したと同様の構成において、枝管溶接機4Aを、溶接トーチ11を円周動作させる際に、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端が、一点に保持されるようにした構成に代えて、溶接トーチ11を円周動作させる際に、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端が、溶接対象となる枝管2の外径寸法に対応した円周軌道を移動するようにした形式の枝管溶接機4Bを採用する場合の例を示すもので、以下のようにしてある。
【0050】
すなわち、本実施の形態では、図3(イ)(ロ)に示したと同様の手順で上記探触子14を用いたタッチセンシングにより母管1に仮付けされた溶接対象の枝管2の位置と、Z軸方向からの傾きを検出した後、上記ロボットハンド12の先端部の旋回台13を反転させて、図2に示したと同様に、枝管溶接機4Bを溶接対象となる枝管2に臨むように配置させた状態としても、該枝管溶接機4Bにおける溶接トーチ11の円周動作では、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端は、上記したように、溶接対象となる枝管2の外径寸法に対応した円周軌道を移動するのみであるため、そのままでは、多関節ロボットのマスタリングを行うことはできない。
【0051】
そこで、本実施の形態では、図4(イ)に示すように、上記枝管溶接機4Bの溶接トーチ11より溶接ワイヤ15を、該溶接ワイヤ15の先端が、該溶接トーチ11の円周動作の軸心上に配置されるまで長く繰り出させ、この状態で、上記溶接トーチ11よりその先端の延長線上に長く繰り出させた上記溶接ワイヤ15の先端を、現実の空間における或る1点に常に位置するようにさせながら、該多関節ロボットのマスタリングを行い、上記或る1点を原点Oとし、且つ上記枝管溶接機4Bにおける溶接トーチ11の円周動作の軸心位置と一致する上下方向の座標軸を備えてなる上記枝管溶接機4Bの溶接トーチ11の円周動作の制御(位置制御)を行うためのツール座標系16を設定するようにする。これにより、上記マスタリングされた多関節ロボットでは、ロボットハンド12の先端部に旋回台13を介して取り付けてある枝管溶接機4Bにおける溶接トーチ11の円周動作の軸心位置が、上記設定したツール座標系16の原点Oを通るようになる。
【0052】
したがって、上記のようにして原点Oを中心とする上記枝管溶接機4Bに対応したツール座標系16が設定された後は、図4(ロ)に示すように、上記多関節ロボットにて、図4(イ)に示したツール座標系16の上下方向の座標軸、すなわち、上記枝管溶接機4Bにおける溶接トーチ11の円周動作の軸心の方向を、上記探触子14を用いたタッチセンシング(図3(イ)(ロ)参照)によって検出された図4(ロ)に示す如き上記母管1に仮付けされた溶接対象の枝管2のZ軸方向からの傾きに一致させるための座標変換処理を行うようにする。
【0053】
これにより、図4(ロ)に示すように、座標変換処理後のツール座標系16aに対応して、上記多関節ロボットのロボットハンド12の先端側に旋回台13を介して取り付けられている枝管溶接機4Bは、溶接トーチ11の円周動作の軸心方向が、上記母管1に仮付けしてある溶接対象の枝管2のZ軸方向からの傾きに応じて傾けられるようになる。
【0054】
したがって、その後、上記した多関節ロボットによるツール座標系16からツール座標系16aへの座標変換処理に伴って、溶接トーチ11の円周動作の軸心方向が、上記母管1に仮付けしてある溶接対象の枝管2のZ軸方向からの傾きと一致するように配置された枝管溶接機4Bを、上記多関節ロボットのロボットハンド12により移動させて、該枝管溶接機4Bにおける馬蹄型ガイド5を、上記溶接対象の枝管2に外嵌させ、しかる後、上記枝管溶接機4Bの溶接トーチ11の円周動作を行わせると共に、該溶接トーチ11により、溶接対象の枝管2と母管1との溶接個所を周方向の全周に亘り溶接させるようにする。
【0055】
なお、図4(イ)(ロ)において、図1(イ)(ロ)に示したものと同一のものには同一符号が付してある。
【0056】
以上により、本実施の形態においても、図1(イ)(ロ)乃至図3(イ)(ロ)の実施の形態と同様の効果を得ることができる。
【0057】
次いで、図5(イ)(ロ)は本発明の実施の更に他の形態として、図4(イ)(ロ)の実施の形態の応用例を示すもので、図4(イ)(ロ)に示したと同様の構成において、枝管溶接機4Bにおける溶接トーチ11の円周動作の制御(位置制御)を行うためのツール座標系16を設定するときに、溶接トーチ11より該溶接トーチ11の円周動作の軸心上に達するまで長く繰り出させた溶接ワイヤ15の先端を、現実の空間における或る1点に常に位置するようにさせながら該多関節ロボットのマスタリングを行う手法に代えて、上記溶接トーチ11の先端部に、多関節ロボットのマスタリングを実施するために用いるジグとして、たとえば、溶接トーチ11の円周動作の軸心位置に先端を配置できるようにしたロッド部材18を備えたマスタリング用ジグ17を取り付けて、該マスタリング用ジグ17のロッド部材18の先端を、現実の空間における或る1点に常に位置するようにさせながら、多関節ロボットのマスタリングを行って、上記或る1点を原点Oとし、且つ上記枝管溶接機4Bにおける溶接トーチ11の円周動作の軸心位置と一致する上下方向の座標軸を備えてなる上記枝管溶接機4Bの溶接トーチ11の円周動作の制御(位置制御)を行うためのツール座標系16を設定するようにするようにしたものである。
【0058】
なお、上記マスタリング用ジグ17は、上記ロッド部材18をスライド可能に備えてなる構成として、図5(ロ)に示すように、該ロッド部材18を、その先端が上記溶接トーチ11の先端部の溶接ワイヤ15よりも外周で且つ上方となる位置に退避させることができるようにしてある。これにより、溶接作業時に、上記マスタリング用ジグ17のロッド部材18が溶接作業に干渉する虞を防止できるようにしてある。
【0059】
その他、図4(イ)(ロ)に示したものと同一のものには同一符号が付してある。
【0060】
本実施の形態によっても、図4(イ)(ロ)の実施の形態と同様の効果を得ることができる。
【0061】
しかも、上記ロッド部材18の先端を、溶接トーチ11の円周動作の軸心位置に配置するときには、該ロッド部材18の先端は、必ずしも溶接トーチ11の先端の延長線上に配置する必要はないため、上記溶接トーチ11の円周動作の軸心位置に沿う直線上の任意の位置を、枝管溶接機4における上記溶接トーチ11の円周動作の制御(位置制御)を行うためのツール座標系16の原点に設定することができる。
【0062】
なお、上記図5(イ)(ロ)においては、溶接トーチ11の円周動作の軸心位置に先端を配置できるようにしたロッド部材18を備えたマスタリング用ジグ17を、上記溶接トーチ11の先端部に取り付けたものとして示したが、マスタリング用ジグ17を、多関節ロボットのマスタリングを行うときにのみ、上記溶接トーチ11の先端部に取り外し可能に取り付けるようにしてもよい。このように、マスタリング用ジグ17を取り外し可能とする場合は、該マスタリング用ジグ17におけるロッド部材18を固定式としてもよい。
【0063】
又、溶接トーチ11の円周動作の軸心位置に先端を配置できるようにしたロッド部材18を備えたマスタリング用ジグ17は、枝管溶接機4にて、上記溶接トーチ11と共に円周動作する部分であれば、たとえば、図6に示すように、リングギア6(図8参照)に取り付けるようにしてもよい。この場合も、多関節ロボットのマスタリングを行うときにのみ、上記リングギア6に対してマスタリング用ジグ17を取り外し可能に取り付ける場合は、ロッド部材18を固定式とすればよい。一方、図示してないが、マスタリング用ジグ17を、上記リングギア6(図8参照)に常時取り付けた状態とする場合は、図5(イ)(ロ)に示したものと同様に、ロッド部材18をスライド可能に備えた構成とすればよい。
【0064】
図6において図5(イ)(ロ)に示したものと同一のものには同一符号が付してある。
【0065】
なお、本発明は、上記実施の形態のみに限定されるものではなく、母管1に仮付けされた溶接対象の枝管2の位置をタッチセンシングするための探触子14として直線状のものを示したが、枝管2と接触によりその接触した位置を検出できるようにしてあれば、別の形状の探触子14を採用してもよい。
【0066】
又、母管1に仮付けされた溶接対象の枝管2の位置と傾きを検出するためのセンシングは、探触子14を用いたタッチセンシング以外の光学式又は磁気式の変位センサを用いた非接触式のセンシング等、いかなる形式のセンシング手法で行うようにしてもよい。探触子14に代えて、耐熱型の光学式又は磁気式の変位センサを用いるようにしてもよい。この場合、該変位センサの検出形式に応じてそのロボットハンド12への取付手段、取付構造は自在に設定してよい。
【0067】
更に、母管1に仮付けされた溶接対象の枝管2の位置を検出するためのセンシング手段は、枝管溶接機4を保持したロボットハンド12とは別の多関節ロボットのロボットハンドに保持させた構成としてもよい。
【0068】
上記溶接対象の枝管2に、枝管溶接機4の馬蹄型ガイド5を外嵌させた後に、溶接対象の枝管2と、その下方近傍の母管1との溶接個所に関し、周方向の全周に亘りその詳細な位置情報を得て、該位置情報を基に、上記枝管溶接機4の溶接トーチ11を円周動作させるときに位置補正を行うために、上記溶接対象の枝管2に馬蹄型ガイド5を外嵌させた後の枝管溶接機4の溶接トーチ11の溶接ワイヤ15を探触子とする溶接対象の枝管2と、その下方近傍の母管1との溶接個所についてのタッチセンシングを行うようにしてもよい。
【0069】
その他本発明の要旨を逸脱しない範囲内で種々変更を加え得ることは勿論である。
【符号の説明】
【0070】
1 母管
2 枝管
4,4A,4B 枝管溶接機
5 馬蹄型ガイド(ガイド)
5a 切欠部
11 溶接トーチ
12 ロボットハンド
14 探触子(センサ装置)
15 溶接ワイヤ
16,16a ツール座標系
17 マスタリング用ジグ
18 ロッド部材
O 原点
【技術分野】
【0001】
本発明は、母管に枝管を溶接するために用いる自動溶接装置における溶接トーチを、上記母管と枝管の溶接個所に対応させて配置するために用いる自動溶接装置における溶接トーチ位置決め方法に関するものである。
【背景技術】
【0002】
ボイラ等におけるヘッダ(管寄せ)の1つの形式として、母管の外周面に、円周方向及び長手方向(軸心方向)に複数の枝管を接続した形式のものがある。
【0003】
この種のヘッダを製造する場合、横向きに配置した母管の外周面における周方向の1個所、たとえば、外周面の上端側位置に、該母管の長手方向に所要間隔で配列される複数の枝管を溶接して取り付け、次いで、上記母管を、周方向に所要角度回転させてから、新たに該母管の外周面の上端側となる位置に、長手方向に所要間隔で配列される複数の枝管を溶接して取り付け、以降、上記手順を順次繰り返して行うことで、上記母管の外周面の円周方向及び長手方向に多数の枝管を取り付ける手法が多く用いられている。
【0004】
又、上記横向きに配置した母管の外周面における上端側位置に該母管の長手方向に所要間隔で配列される枝管を取り付けるための溶接作業を、溶接トーチを備えたロボットを用いて自動化できるようにした自動溶接装置が提案されている。
【0005】
上記のような母管に対する枝管の溶接作業について、ロボットを用いて自動化させる場合は、該ロボットに備えた溶接トーチを、枝管と母管との間の溶接個所に対し周方向の全周に沿わせて正確に移動させる必要があるため、ロボットにより枝管と母管との溶接個所を予め検出させて、その検出された溶接個所の位置に対して溶接トーチを正確に配置させることが重要となる。
【0006】
そのために、たとえば、ロボットに備えた溶接トーチの先端に設けてあるチップを探触子として、上記母管の長手方向に配列される複数の枝管のうちから選んだ1つの基準枝管と、その近傍の母管の位置をタッチセンシングにより検出し、上記基準枝管についての位置データと、上記母管の長手方向に配列する各枝管の配列ピッチを基に、他の枝管と、該枝管近傍の母管の位置を算出して、溶接トーチによる溶接位置を定める手法が従来提案されている(たとえば、特許文献1参照)。
【0007】
又、ロボットに備えた溶接トーチの近傍に、探触子(触針センサ)を設けて、母管と枝管の溶接を行う際は、予め母管の所定位置に仮付けしてある溶接対象となる枝管について、上記探触子によるタッチセンシングを行い、その検出結果を基に、溶接対象となる枝管を鉛直に配置させ且つ上記ロボットの移動方向が上記母管の軸心方向に対して平行になるようにするための補正量を求めて、該求められた補正量に応じて上記母管の周方向角度と上下方向の傾き、及び、水平面内での位置(角度)を補正させる手法も従来提案されている(たとえば、特許文献2参照)。
【0008】
ところで、本出願人は、上記ヘッダ製造時における母管と枝管との溶接作業を行う際に、通常の溶接トーチではアクセスが困難な狭隘部であっても、枝管の周方向の全周に亘り溶接トーチを移動させながら隅肉溶接を行うことができるようにするために、図7及び図8に示す如き自動溶接装置を従来提案している。
【0009】
図7に示す自動溶接装置は、母管1の長手方向に沿って該母管1の長手方向に配列して取り付ける複数の枝管2の取付位置に応じて移動可能に設けた多関節ロボット3の先端側に、枝管溶接機(スタブ管溶接機)4を取り付けた構成としてある。
【0010】
更に、上記枝管溶接機4は、図8に示すように、枝管2の半径方向から挿入して包囲可能な切欠部5aを備えた馬蹄型ガイド5と、上記枝管2の半径方向から挿入して包囲可能な切欠部6aを備え且つ上記馬蹄型ガイド5の下側に該馬蹄型ガイド5の切欠部5aを超えて回転可能に支持された切欠付リングギア6と、上記馬蹄型ガイド5に対し上記リングギア6を相対的に回転駆動させる駆動機構7と、上記リングギア6に固定されていて該リングギア6と同じ方向の位置に切欠部8aを備えたトーチ取付部材8と、該トーチ取付部材8の下側にスライドガイド10を介して径方向にスライド可能に取り付けたトーチ支持ブロック9と、該トーチ支持ブロック9に下向きに取り付けると共に下端部が上記リングギア6の中心側に向くように取り付けた溶接トーチ11とからなる構成としてある。
【0011】
これにより、上記枝管溶接機4では、上記リングギア6の切欠部6aの位相を、上記馬蹄型ガイド5の切欠部5aの位相に合わせた状態で、上記多関節ロボット3の操作により枝管溶接機4を、母管1の外周面の上端側位置に仮止めしてある枝管2に対し側方より近接させて、該枝管溶接機4の馬蹄型ガイド5及びリングギア6の切欠部5a,6aを、上記枝管2に外嵌させ、これにより、上記リングギア6にトーチ取付部材8、スライドガイド10及びトーチ支持ブロック9を介して取り付けてある上記溶接トーチ11を、上記枝管2と母管1との溶接個所の周方向の1個所に向けて配置できるようにしてある。
【0012】
その後、上記駆動機構7によりリングギア6を駆動させると、該リングギア6と一緒に上記溶接トーチ11は、上記枝管2の周りで、上記馬蹄型ガイド5の切欠部5aを越えて円周動作(周回動作)させられるようにしてある。
【0013】
したがって、この円周動作する溶接トーチ11により、上記馬蹄型ガイド5の内側に配置させている枝管2とその下方の母管1との溶接個所は、周方向の全周に亘って溶接できるようにしてある。
【0014】
なお、上記図7及び図8に示した自動溶接装置において、上記枝管2と母管1との溶接個所に対する溶接トーチ11の位置決め精度を高めるためには、枝管2に対する馬蹄型ガイド5の軸心ずれを調整する必要がある。
【0015】
そこで、上記馬蹄型ガイド5の切欠部5aのU字状開口を挟んだ先端部に、互いに対抗する光学センサ、又は、探触子を取り付けて、上記枝管2の位置を検出し、該検出された枝管2の位置に応じて上記馬蹄型ガイド5の配置を調整させるようにすることが提案されている(たとえば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特許第3385390号公報
【特許文献2】特公平4−31784号公報
【特許文献3】特開平10−193112号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
ところが、特許文献1に示されたように、基準枝管についてのみタッチセンシングによる位置検出を行い、該基準枝管の位置データからその他の枝管の位置を算出する手法では、基準枝管以外の個々の枝管の位置のずれや誤差が考慮されないため、これらの基準枝管以外の各枝管の溶接作業を行う際には、該各枝管と母管との溶接個所に対して、溶接トーチの狙いずれが生じる可能性がある。
【0018】
なお、従来の自動溶接装置に採用されているような一般的な多関節ロボットによる溶接トーチの位置の制御は、該多関節ロボットの保有するXYZ座標系、たとえば、母管の長手方向に沿う水平方向となるX軸方向と、それに直角な水平方向であるY軸方向と、上下方向であるZ軸方向のようなXYZ座標系内で、上記溶接トーチの先端部の位置を、予め位置検出された母管と枝管との溶接個所に追従するように移動させるようにしてあるため、たとえば、図9(イ)(ロ)に示す如く、母管1に仮付けされた溶接対象となる枝管2にZ軸方向からの傾きが生じている場合は、該枝管2と母管1との溶接個所に倣って溶接トーチ11aの先端部を周方向の全長に亘り移動させることができるとしても、図9(イ)に示すように、溶接トーチ11aが上記枝管2が傾いている側に配置されたときと、図9(ロ)に示すように、その180度反対側に溶接トーチ11aが配置されているときでは、上記母管1と枝管2との溶接個所に対する溶接トーチ11aの配置角度が変化してしまう。そのために、上記母管1と枝管2との溶接個所について、周方向に均等な溶接品質を得ることが難しくなるというのが実状である。
【0019】
しかも、上記母管1と枝管2との溶接個所について、複数の溶接パスが必要とされることもあり、この場合は、上記周方向の溶接品質の不均等さが拡大する虞も懸念される。
【0020】
上記特許文献2に示されたように、母管に仮付けされた枝管の位置をタッチセンシングにより検出し、その検出結果に応じて母管側を動かすことで枝管の位置の補正を実施する手法では、母管に仮付けした溶接対象の枝管に傾きが生じている場合は、上記母管ごと動かすことで上記溶接対象の枝管の配置を鉛直に補正することができるため、母管と枝管との溶接個所の溶接を、ロボットに備えた溶接トーチにより周方向の全周に亘って行わせる際に、周方向の溶接品質を均等にできると考えられる。
【0021】
しかし、上記特許文献2に示された手法では、母管が大型になると、該母管を移動させるための大掛かりな位置決め装置が必要になるという問題が生じてしまう。
【0022】
なお、特許文献3に示された自動溶接装置における枝管溶接機4の馬蹄型ガイド5の先端部に、光学センサ又は探触子を取り付けて、枝管2の位置や馬蹄型ガイド5に対する相対的な傾きを検出する手法は、該検出された枝管2の位置に応じて上記馬蹄型ガイド5の配置を調整することができて、各枝管2に上記馬蹄型ガイド5を正確に外嵌させることができるため、各枝管2と母管1との溶接個所に対して、上記枝管溶接機4の溶接トーチ11を、周方向の全周に亘り移動可能に配置するのに有効である。
【0023】
そこで、本発明は、上記特許文献3に示された自動溶接装置を更に発展させて、母管に対して仮付けされた枝管に上記自動溶接装置のロボットが保有するXYZ座標系の上下方向の軸方向からの傾きが生じている場合であっても、母管を移動させるための大掛かりな位置決め装置を必要とすることなく、枝管溶接機の溶接トーチの周回動作の軸を、上記枝管の傾きに一致させるように容易に補正できて、上記周回動作する溶接トーチの上記母管と枝管との溶接個所に対する配置角度を、周方向の全周に亘り一定に保持させることができて、上記母管と枝管の溶接個所の溶接品質を周方向に均等なものとすることができるようにするための自動溶接装置における溶接トーチ位置決め方法を提供しようとするものである。
【課題を解決するための手段】
【0024】
本発明は、上記課題を解決するために、請求項1に対応して、溶接対象の枝管に外嵌させるための切欠部を有するガイドと該ガイドに保持され且つ上記切欠部を超えて円周動作できるようにしてある溶接トーチを具備してなる枝管溶接機をロボットハンドの先端側に取り付けたロボットについて、上記枝管溶接機の溶接トーチの円周動作の軸心上の点を原点とし、且つ上記溶接トーチの円周動作の軸心に沿う座標軸を備えたツール座標系を設定するためのマスタリングを行い、次いで、上記ロボットにて、上記ツール座標系における上記溶接トーチの円周動作の軸心に沿う座標軸を、母管に仮付けした溶接対象の枝管の鉛直方向からの傾きに一致させるように上記原点を中心に傾斜させる座標変換を行って、上記溶接対象の枝管の軸心方向に、上記枝管溶接機における溶接トーチの円周動作の軸心方向を一致させるようにし、しかる後、上記枝管溶接機のガイドを、溶接対象の枝管に外嵌させるようにする。
【0025】
又、上記構成において、ロボットにてツール座標系を設定するマスタリングを行うときに、枝管溶接機の溶接トーチの先端の延長線上に延びる溶接ワイヤの先端を該溶接トーチの円周動作の軸心上に配置させた位置を、上記ツール座標系の原点とさせるようにする。
【0026】
同様に、上記構成において、ロボットにてツール座標系を設定するマスタリングを行うときに、枝管溶接機の溶接トーチと一緒に円周動作するように該枝管溶接機に取り付けたマスタリング用ジグのロッド部材の先端を該溶接トーチの円周動作の軸心上に配置させた位置を、上記ツール座標系の原点とさせるようにする。
【発明の効果】
【0027】
本発明の自動溶接装置における溶接トーチ位置決め方法によれば、以下のような優れた効果を発揮する。
(1)溶接対象の枝管に外嵌させるための切欠部を有するガイドと該ガイドに保持され且つ上記切欠部を超えて円周動作できるようにしてある溶接トーチを具備してなる枝管溶接機をロボットハンドの先端側に取り付けたロボットについて、上記枝管溶接機の溶接トーチの円周動作の軸心上の点を原点とし、且つ上記溶接トーチの円周動作の軸心に沿う座標軸を備えたツール座標系を設定するためのマスタリングを行い、次いで、上記ロボットにて、上記ツール座標系における上記溶接トーチの円周動作の軸心に沿う座標軸を、母管に仮付けした溶接対象の枝管の鉛直方向からの傾きに一致させるように上記原点を中心に傾斜させる座標変換を行って、上記溶接対象の枝管の軸心方向に、上記枝管溶接機における溶接トーチの円周動作の軸心方向を一致させるようにし、しかる後、上記枝管溶接機のガイドを、溶接対象の枝管に外嵌させるようにしてあるので、枝管溶接機の溶接トーチの円周動作の軸心を溶接対象の枝管の傾きに応じて傾けるためのツール座標の座標変換処理を、容易に実施することができる。したがって、上記座標変換処理した後のツール座標系では、溶接トーチの円周動作の軸心の方向が、上記母管に仮付けされた溶接対象の枝管の軸心方向に一致した状態となるため、溶接トーチを、上記溶接対象の枝管の傾きに合わせて傾斜させて容易に位置決めすることができ、又、溶接トーチを、母管と溶接対象の枝管との溶接個所に対して周方向の全周に亘って正確に位置決めすることができる。
(2)更に、上記枝管溶接機の溶接トーチの円周動作の軸心に対する角度を変更しても、円周動作する溶接トーチの母管と溶接対象の枝管との溶接個所に対する配置角度は、周方向の全周に亘り一定になるため、上記母管と枝管との溶接個所の溶接品質を周方向に均等なものとすることができる。
(3)母管に仮付けされた溶接対象の枝管の傾きに応じて座標系自体を傾ける座標変換を行ったツール座標系で枝管溶接機の溶接トーチの円周動作の位置制御を行うことができるため、多関節ロボットの各関節のみを制御するようにしてある通常のロボット機能では得ることが困難な、上記枝管溶接機の溶接トーチの円周動作方向の位置補正を行うことが可能になる。
(4)以上により、母管と溶接対象の枝管との溶接個所について、その全周に亘り均等な溶接品質で溶接することができる。しかも、該溶接個所について、複数の溶接パスが必要とされる場合であっても、周方向の溶接品質を均等なものとすることが可能になる。
(5)更には、枝管溶接機の溶接トーチの円周動作の軸心を、母管に仮付けされた溶接対象の枝管の傾きに一致させる補正を行う際に、母管を移動させる必要はないため、該母管を移動させるための大掛かりな位置決め装置を不要にできる。
【図面の簡単な説明】
【0028】
【図1】本発明の自動溶接装置における溶接トーチ位置決め方法の実施の一形態を示すもので、(イ)はロボットのマスタリングを行ってツール座標系を設定した状態を、(ロ)はマスタリングにより定めた原点を中心としてツール座標系を溶接対象の枝管の傾斜に対応させて座標変換した状態を、それぞれ示す概略側面図である。
【図2】本発明を適用する自動溶接装置のロボットハンド先端部を示す概略平面図である。
【図3】図2の自動溶接装置にて、母管に仮付けされた溶接対象の枝管のタッチセンシングを行う状態を示すもので、(イ)は溶接対象の枝管のX軸方向の位置検出を行う状態を、(ロ)はY軸方向の位置検出を行う状態をそれぞれ示す概略平面図である。
【図4】本発明の実施の他の形態を示すもので、(イ)はロボットのマスタリングを行ってツール座標系を設定した状態を、(ロ)はマスタリングにより定めた原点を中心としてツール座標系を溶接対象の枝管の傾斜に対応させて座標変換した状態を、それぞれ示す概略側面図である。
【図5】本発明の実施の更に他の形態を示すもので、(イ)はマスタリング用ジグを用いてロボットのマスタリングを行ってツール座標系を設定する状態を、(ロ)はマスタリング用ジグにおけるロッド部材を退避させた状態を、それぞれ示す概略側面図である。
【図6】本発明の実施の更に他の形態を示すもので、マスタリング用ジグを用いてロボットのマスタリングを行ってツール座標系を設定する状態を示す概略側面図である。
【図7】従来の枝管溶接用の自動溶接装置を示す概略斜視図である。
【図8】図7の自動溶接装置における枝管溶接機を拡大して示す平面図である。
【図9】母管と、該母管に仮付けされて傾きを生じた枝管との溶接個所に沿って従来の自動溶接装置のロボットにより溶接トーチを移動させる状態を示すもので、(イ)は溶接トーチが枝管の傾いている側に配置された状態を、(ロ)はその180度反対側に溶接トーチが配置された状態をそれぞれ示す概略側面図である。
【発明を実施するための形態】
【0029】
以下、本発明を実施するための形態を図面を参照して説明する。
【0030】
図1(イ)(ロ)乃至図3(イ)(ロ)は本発明の自動溶接装置における溶接トーチ位置決め方法の実施の一形態として、図2及び図3(イ)(ロ)に示す如き自動溶接装置に適用する場合の例を示すもので、以下のような構成としてある。
【0031】
ここで、先ず、本発明の自動溶接装置における溶接トーチ位置決め方法(以下単に、本発明の溶接トーチ位置決め方法と云う)を適用する自動溶接装置について概説すると、該自動溶接装置は、図2及び図3(イ)(ロ)に示すように、母管1の長手方向に沿って図示しない移動機構により移動可能に設けた多関節ロボットにおけるロボットハンド12の先端部に、旋回台13を設けて、該旋回台13を、上記多関節ロボットのロボットハンド12の先端部に備えた旋回機能により旋回できるようにしてある。
【0032】
上記旋回台13の旋回軸心13aと直交する方向に位置する旋回台13の側面の所要個所に、図7及び図8に示した自動溶接装置における枝管溶接機4と同様に、溶接対象の枝管2に外嵌可能なガイドとしての馬蹄型ガイド5と、該馬蹄型ガイド5に保持された状態でリングギア6(図8参照)と共に円周動作可能な溶接トーチ11を備えてなる枝管溶接機4Aが取り付けてある。なお、上記枝管溶接機4Aは、溶接トーチ11を円周動作させると、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端の位置が一点に保持される構成としてあるものとする。
【0033】
又、図2及び図3(イ)(ロ)では、図示する便宜上、上記多関節ロボットのロボットハンド12の先端部以外の部分の記載は省略してある。更に、上記枝管溶接機4Aにおける馬蹄型ガイド5と溶接トーチ11以外の構成の記載は省略してある。上記図2及び図3(イ)(ロ)に一点鎖線で描いた円弧は、上記溶接トーチ11の円周動作の軌道の概要を示すものである。
【0034】
上記旋回台13における上記旋回軸心13aを中心として上記枝管溶接機4Aの取付位置と180度となる方向の側面には、溶接対象となる枝管2の位置及び姿勢を検出するために通電検出式のタッチセンシングを行うための探触子14として、たとえば、該旋回台13の旋回軸心13aに直交する方向に沿って外方へ所要寸法延びる直線状の探触子14を取り付けた構成としてある。これにより、上記旋回台13の旋回により上記探触子14を母管1に仮付けされている枝管2の方向に向けた状態で、上記多関節ロボットにおけるロボットハンド12の移動に伴って上記探触子14を動かして、上記母管1に仮付けされている溶接対象となる枝管2のタッチセンシングを行い、該溶接対象の枝管2に上記探触子14が接触した時点で生じる通電による接触検出信号を基に、上記多関節ロボットのロボットハンド12の先端部の位置と、該ロボットハンド12に上記旋回台13を介して取り付けた探触子14の形状(長さ)等の既知の幾何学的なデータとを基に、上記溶接対象の枝管2における上記探触子14が接触した個所の座標を検出できるようにしてある。したがって、図3(イ)に実線と二点鎖線で示すように、上記探触子14により上記溶接対象の枝管2について、或るZ座標となる高さ位置で、X軸方向の両側からのタッチセンシングを順次行い、上記溶接対象の枝管2について探触子14の接触個所として検出される2個所のX座標の平均値を取ることで、上記溶接対象の枝管2の軸心位置のX座標を検出できるようにしてある。
【0035】
更に、上記或るZ座標となる高さ位置で、上記のようにして検出された溶接対象の枝管2の軸心位置のX座標と一致するX座標にて、図3(ロ)に示すように、Y軸方向に沿って上記探触子14を移動させて上記溶接対象の枝管2のタッチセンシングを行い、該溶接対象の枝管2における上記探触子14の接触個所のY座標と、上記溶接対象の枝管2の既知の径寸法のデータとから、該溶接対象の枝管2の軸心位置のY座標を検出できるようにしてある。これにより、上記溶接対象の枝管2の水平方向の位置を検出するようにしてある。
【0036】
更に又、上記した如き溶接対象の枝管2の軸心位置のX座標及びY座標を検出する処理を、別のZ座標となる高さ位置で同様に実施し、この互いに異なるZ座標で検出された上記溶接対象の枝管2の軸心位置のX座標及びY座標のずれ(差)を基に、該溶接対象の枝管2のZ軸方向からの傾きを検出することができるようにしてある。
【0037】
以上の構成としてある自動溶接装置にて、本発明の溶接トーチ位置決め方法を実施する場合は、予め、上記ロボットハンド12の先端部に設けてある旋回台13を旋回させて、上記探触子14を、母管1に仮付けされた溶接対象の枝管2に臨むよう配置させ、この状態で、該探触子14を用いて、図3(イ)(ロ)に示したと同様の手順により上記溶接対象の枝管2の位置と、該枝管2のZ軸方向からの傾きの検出を行う。
【0038】
次に、上記ロボットハンド12の先端部の旋回台13を反転させて、図2に示すように、枝管溶接機4Aを溶接対象となる枝管2に臨むように配置させる。
【0039】
次いで、上記多関節ロボットについて、図1(イ)に実線及び二点鎖線で示すように、上記枝管溶接機4Aにおける溶接トーチ11の円周動作を行わせるときに、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端が、現実の空間における或る1点に常に位置するようにさせながら、該多関節ロボットのマスタリングを行って、上記或る1点を原点Oとし、且つ上記枝管溶接機4Aにおける溶接トーチ11の円周動作の軸心位置と一致する上下方向の座標軸を備えてなる上記枝管溶接機4Aの溶接トーチ11の円周動作の制御(位置制御)用のツール座標系16を設定する。これにより、上記マスタリングされた多関節ロボットでは、ロボットハンド12の先端部に旋回台13を介して取り付けてある枝管溶接機4Aにおける溶接トーチ11の円周動作の軸心位置が、上記設定したツール座標系16の原点Oを通るようになる。
【0040】
その後、上記のようにして原点Oを中心とする上記枝管溶接機4Aに対応したツール座標系16が設定されると、図1(ロ)に示すように、上記多関節ロボットにて、図1(イ)に示したツール座標系16の上下方向の座標軸、すなわち、上記枝管溶接機4Aにおける溶接トーチ11の円周動作の軸心の方向を、上記探触子14を用いたタッチセンシング(図3(イ)(ロ)参照)によって検出された図1(ロ)に一点鎖線で示す如き上記母管1に仮付けされた溶接対象の枝管2のZ軸方向からの傾きに一致させるための座標変換処理を行うようにする。これにより、図1(ロ)に示すように、座標変換処理後のツール座標系16aに対応して、上記多関節ロボットのロボットハンド12の先端側に旋回台13を介して取り付けられている枝管溶接機4Aでは、溶接トーチ11の円周動作の軸心方向が、上記母管1に仮付けしてある溶接対象の枝管2のZ軸方向からの傾きに応じて傾けられるようになる。
【0041】
したがって、その後、上記した多関節ロボットによるツール座標系16からの座標変換処理に伴って、溶接トーチ11の円周動作の軸心方向が、ツール座標系16aに対応して上記母管1に仮付けしてある溶接対象の枝管2のZ軸方向からの傾きと一致するように配置された枝管溶接機4Aを、上記多関節ロボットのロボットハンド12により移動させて、該枝管溶接機4Aにおける馬蹄型ガイド5を、上記溶接対象の枝管2に外嵌させ、しかる後、上記枝管溶接機4Aの溶接トーチ11の円周動作を行わせると共に、該溶接トーチ11により、溶接対象の枝管2と母管1との溶接個所を周方向の全周に亘り溶接させるようにする。
【0042】
なお、前記したように、本実施の形態では、枝管溶接機4Aが、溶接トーチ11を円周動作させると、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端部の位置が一点に保持される構成としてあるものとしてあるため、このことに鑑みて、上記のように枝管溶接機4Aにて溶接トーチ11の円周動作を行わせながら、該溶接トーチ11による溶接対象の枝管2と母管1との溶接個所の周方向の全周に亘る溶接を行わせる際には、上記多関節ロボットのロボットハンド12により、枝管溶接機4A自体の位置を適宜変化させることで、該枝管溶接機4にて円周動作させる上記溶接トーチ11が、溶接対象の枝管2と母管1との溶接個所に倣って周方向に移動するようにさせればよい。
【0043】
このように、本発明の溶接トーチ位置決め方法によれば、枝管溶接機4Aの溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端の位置を現実の空間における或る1点に位置させた状態として多関節ロボットのマスタリングを行って、上記或る1点を原点Oとする枝管溶接機4Aの溶接トーチ11の円周動作の制御(位置制御)用のツール座標系16を設定した後、該ツール座標系16を、上記原点Oを中心として、探触子14を用いたタッチセンシングによって検出された母管1に仮付けされた溶接対象の枝管2のZ軸方向からの傾きに応じて座標変換処理を行うようにしてあるので、該座標変換処理、すなわち、上記枝管溶接機4Aの溶接トーチ11の円周動作の軸心を上記溶接対象の枝管2のZ軸方向からの傾きに応じて傾けるための座標変換処理を、容易に実施することができる。
【0044】
したがって、上記座標変換処理した後のツール座標系16aでは、溶接トーチ11の円周動作の軸心の方向が、上記母管1に仮付けされた溶接対象の枝管2の軸心方向に一致した状態となるため、該ツール座標系16aにおいて、溶接トーチ11を、母管に仮付けされた状態の溶接対象の枝管2の傾きに合わせて傾斜させて容易に位置決めすることができると共に、該溶接トーチ11を、母管1と溶接対象の枝管2との溶接個所に対して周方向の全周に亘って正確に位置決めすることができる。
【0045】
更には、上記枝管溶接機4の溶接トーチ11の円周動作の軸心に対する角度を適宜変更しても、上記枝管溶接機4の円周動作する溶接トーチ11の上記母管1と溶接対象の枝管2の溶接個所に対する配置角度は、周方向の全周に亘り一定になるため、上記母管1と枝管2の溶接個所の溶接品質を周方向に均等なものとすることができる。
【0046】
又、探触子14を用いたタッチセンシングにより、母管1に仮付けされた溶接対象の枝管2の鉛直方向からのZ軸方向からの傾き(鉛直方向からのずれ)を検出して、枝管溶接機4の溶接トーチ11の円周動作を制御するためのツール座標系16自体を傾ける座標変換を行うようにして、座標変換後のツール座標系16aでの上記溶接トーチ11の位置制御を行うことができるため、多関節ロボットの各関節のみを制御するようにしてある通常のロボット機能では得ることが困難な、上記枝管溶接機4の溶接トーチ11の円周動作方向(回転方向)の位置補正を行うことが可能になる。
【0047】
しかも、上記枝管溶接機4の溶接トーチ11の円周動作の軸心を、母管1に仮付けされた溶接対象の枝管2の傾きに一致させる補正を行う際に、母管1を移動させる必要はないため、該母管1を移動させるための大掛かりな位置決め装置は不要となる。
【0048】
以上により、上記母管1に対する溶接対象の枝管2の周方向に延びる溶接個所について、その全周に亘り均等な溶接品質で溶接することができる。しかも、該溶接個所について、複数の溶接パスが必要とされる場合であっても、周方向の溶接品質を均等なものとすることが可能になる。
【0049】
次に、図4(イ)(ロ)は本発明の実施の他の形態として、図1(イ)(ロ)乃至図3(イ)(ロ)に示したと同様の構成において、枝管溶接機4Aを、溶接トーチ11を円周動作させる際に、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端が、一点に保持されるようにした構成に代えて、溶接トーチ11を円周動作させる際に、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端が、溶接対象となる枝管2の外径寸法に対応した円周軌道を移動するようにした形式の枝管溶接機4Bを採用する場合の例を示すもので、以下のようにしてある。
【0050】
すなわち、本実施の形態では、図3(イ)(ロ)に示したと同様の手順で上記探触子14を用いたタッチセンシングにより母管1に仮付けされた溶接対象の枝管2の位置と、Z軸方向からの傾きを検出した後、上記ロボットハンド12の先端部の旋回台13を反転させて、図2に示したと同様に、枝管溶接機4Bを溶接対象となる枝管2に臨むように配置させた状態としても、該枝管溶接機4Bにおける溶接トーチ11の円周動作では、該溶接トーチ11の先端部より或る一定量突出させた溶接ワイヤ15の先端は、上記したように、溶接対象となる枝管2の外径寸法に対応した円周軌道を移動するのみであるため、そのままでは、多関節ロボットのマスタリングを行うことはできない。
【0051】
そこで、本実施の形態では、図4(イ)に示すように、上記枝管溶接機4Bの溶接トーチ11より溶接ワイヤ15を、該溶接ワイヤ15の先端が、該溶接トーチ11の円周動作の軸心上に配置されるまで長く繰り出させ、この状態で、上記溶接トーチ11よりその先端の延長線上に長く繰り出させた上記溶接ワイヤ15の先端を、現実の空間における或る1点に常に位置するようにさせながら、該多関節ロボットのマスタリングを行い、上記或る1点を原点Oとし、且つ上記枝管溶接機4Bにおける溶接トーチ11の円周動作の軸心位置と一致する上下方向の座標軸を備えてなる上記枝管溶接機4Bの溶接トーチ11の円周動作の制御(位置制御)を行うためのツール座標系16を設定するようにする。これにより、上記マスタリングされた多関節ロボットでは、ロボットハンド12の先端部に旋回台13を介して取り付けてある枝管溶接機4Bにおける溶接トーチ11の円周動作の軸心位置が、上記設定したツール座標系16の原点Oを通るようになる。
【0052】
したがって、上記のようにして原点Oを中心とする上記枝管溶接機4Bに対応したツール座標系16が設定された後は、図4(ロ)に示すように、上記多関節ロボットにて、図4(イ)に示したツール座標系16の上下方向の座標軸、すなわち、上記枝管溶接機4Bにおける溶接トーチ11の円周動作の軸心の方向を、上記探触子14を用いたタッチセンシング(図3(イ)(ロ)参照)によって検出された図4(ロ)に示す如き上記母管1に仮付けされた溶接対象の枝管2のZ軸方向からの傾きに一致させるための座標変換処理を行うようにする。
【0053】
これにより、図4(ロ)に示すように、座標変換処理後のツール座標系16aに対応して、上記多関節ロボットのロボットハンド12の先端側に旋回台13を介して取り付けられている枝管溶接機4Bは、溶接トーチ11の円周動作の軸心方向が、上記母管1に仮付けしてある溶接対象の枝管2のZ軸方向からの傾きに応じて傾けられるようになる。
【0054】
したがって、その後、上記した多関節ロボットによるツール座標系16からツール座標系16aへの座標変換処理に伴って、溶接トーチ11の円周動作の軸心方向が、上記母管1に仮付けしてある溶接対象の枝管2のZ軸方向からの傾きと一致するように配置された枝管溶接機4Bを、上記多関節ロボットのロボットハンド12により移動させて、該枝管溶接機4Bにおける馬蹄型ガイド5を、上記溶接対象の枝管2に外嵌させ、しかる後、上記枝管溶接機4Bの溶接トーチ11の円周動作を行わせると共に、該溶接トーチ11により、溶接対象の枝管2と母管1との溶接個所を周方向の全周に亘り溶接させるようにする。
【0055】
なお、図4(イ)(ロ)において、図1(イ)(ロ)に示したものと同一のものには同一符号が付してある。
【0056】
以上により、本実施の形態においても、図1(イ)(ロ)乃至図3(イ)(ロ)の実施の形態と同様の効果を得ることができる。
【0057】
次いで、図5(イ)(ロ)は本発明の実施の更に他の形態として、図4(イ)(ロ)の実施の形態の応用例を示すもので、図4(イ)(ロ)に示したと同様の構成において、枝管溶接機4Bにおける溶接トーチ11の円周動作の制御(位置制御)を行うためのツール座標系16を設定するときに、溶接トーチ11より該溶接トーチ11の円周動作の軸心上に達するまで長く繰り出させた溶接ワイヤ15の先端を、現実の空間における或る1点に常に位置するようにさせながら該多関節ロボットのマスタリングを行う手法に代えて、上記溶接トーチ11の先端部に、多関節ロボットのマスタリングを実施するために用いるジグとして、たとえば、溶接トーチ11の円周動作の軸心位置に先端を配置できるようにしたロッド部材18を備えたマスタリング用ジグ17を取り付けて、該マスタリング用ジグ17のロッド部材18の先端を、現実の空間における或る1点に常に位置するようにさせながら、多関節ロボットのマスタリングを行って、上記或る1点を原点Oとし、且つ上記枝管溶接機4Bにおける溶接トーチ11の円周動作の軸心位置と一致する上下方向の座標軸を備えてなる上記枝管溶接機4Bの溶接トーチ11の円周動作の制御(位置制御)を行うためのツール座標系16を設定するようにするようにしたものである。
【0058】
なお、上記マスタリング用ジグ17は、上記ロッド部材18をスライド可能に備えてなる構成として、図5(ロ)に示すように、該ロッド部材18を、その先端が上記溶接トーチ11の先端部の溶接ワイヤ15よりも外周で且つ上方となる位置に退避させることができるようにしてある。これにより、溶接作業時に、上記マスタリング用ジグ17のロッド部材18が溶接作業に干渉する虞を防止できるようにしてある。
【0059】
その他、図4(イ)(ロ)に示したものと同一のものには同一符号が付してある。
【0060】
本実施の形態によっても、図4(イ)(ロ)の実施の形態と同様の効果を得ることができる。
【0061】
しかも、上記ロッド部材18の先端を、溶接トーチ11の円周動作の軸心位置に配置するときには、該ロッド部材18の先端は、必ずしも溶接トーチ11の先端の延長線上に配置する必要はないため、上記溶接トーチ11の円周動作の軸心位置に沿う直線上の任意の位置を、枝管溶接機4における上記溶接トーチ11の円周動作の制御(位置制御)を行うためのツール座標系16の原点に設定することができる。
【0062】
なお、上記図5(イ)(ロ)においては、溶接トーチ11の円周動作の軸心位置に先端を配置できるようにしたロッド部材18を備えたマスタリング用ジグ17を、上記溶接トーチ11の先端部に取り付けたものとして示したが、マスタリング用ジグ17を、多関節ロボットのマスタリングを行うときにのみ、上記溶接トーチ11の先端部に取り外し可能に取り付けるようにしてもよい。このように、マスタリング用ジグ17を取り外し可能とする場合は、該マスタリング用ジグ17におけるロッド部材18を固定式としてもよい。
【0063】
又、溶接トーチ11の円周動作の軸心位置に先端を配置できるようにしたロッド部材18を備えたマスタリング用ジグ17は、枝管溶接機4にて、上記溶接トーチ11と共に円周動作する部分であれば、たとえば、図6に示すように、リングギア6(図8参照)に取り付けるようにしてもよい。この場合も、多関節ロボットのマスタリングを行うときにのみ、上記リングギア6に対してマスタリング用ジグ17を取り外し可能に取り付ける場合は、ロッド部材18を固定式とすればよい。一方、図示してないが、マスタリング用ジグ17を、上記リングギア6(図8参照)に常時取り付けた状態とする場合は、図5(イ)(ロ)に示したものと同様に、ロッド部材18をスライド可能に備えた構成とすればよい。
【0064】
図6において図5(イ)(ロ)に示したものと同一のものには同一符号が付してある。
【0065】
なお、本発明は、上記実施の形態のみに限定されるものではなく、母管1に仮付けされた溶接対象の枝管2の位置をタッチセンシングするための探触子14として直線状のものを示したが、枝管2と接触によりその接触した位置を検出できるようにしてあれば、別の形状の探触子14を採用してもよい。
【0066】
又、母管1に仮付けされた溶接対象の枝管2の位置と傾きを検出するためのセンシングは、探触子14を用いたタッチセンシング以外の光学式又は磁気式の変位センサを用いた非接触式のセンシング等、いかなる形式のセンシング手法で行うようにしてもよい。探触子14に代えて、耐熱型の光学式又は磁気式の変位センサを用いるようにしてもよい。この場合、該変位センサの検出形式に応じてそのロボットハンド12への取付手段、取付構造は自在に設定してよい。
【0067】
更に、母管1に仮付けされた溶接対象の枝管2の位置を検出するためのセンシング手段は、枝管溶接機4を保持したロボットハンド12とは別の多関節ロボットのロボットハンドに保持させた構成としてもよい。
【0068】
上記溶接対象の枝管2に、枝管溶接機4の馬蹄型ガイド5を外嵌させた後に、溶接対象の枝管2と、その下方近傍の母管1との溶接個所に関し、周方向の全周に亘りその詳細な位置情報を得て、該位置情報を基に、上記枝管溶接機4の溶接トーチ11を円周動作させるときに位置補正を行うために、上記溶接対象の枝管2に馬蹄型ガイド5を外嵌させた後の枝管溶接機4の溶接トーチ11の溶接ワイヤ15を探触子とする溶接対象の枝管2と、その下方近傍の母管1との溶接個所についてのタッチセンシングを行うようにしてもよい。
【0069】
その他本発明の要旨を逸脱しない範囲内で種々変更を加え得ることは勿論である。
【符号の説明】
【0070】
1 母管
2 枝管
4,4A,4B 枝管溶接機
5 馬蹄型ガイド(ガイド)
5a 切欠部
11 溶接トーチ
12 ロボットハンド
14 探触子(センサ装置)
15 溶接ワイヤ
16,16a ツール座標系
17 マスタリング用ジグ
18 ロッド部材
O 原点
【特許請求の範囲】
【請求項1】
溶接対象の枝管に外嵌させるための切欠部を有するガイドと該ガイドに保持され且つ上記切欠部を超えて円周動作できるようにしてある溶接トーチを具備してなる枝管溶接機をロボットハンドの先端側に取り付けたロボットについて、上記枝管溶接機の溶接トーチの円周動作の軸心上の点を原点とし、且つ上記溶接トーチの円周動作の軸心に沿う座標軸を備えたツール座標系を設定するためのマスタリングを行い、次いで、上記ロボットにて、上記ツール座標系における上記溶接トーチの円周動作の軸心に沿う座標軸を、母管に仮付けした溶接対象の枝管の鉛直方向からの傾きに一致させるように上記原点を中心に傾斜させる座標変換を行って、上記溶接対象の枝管の軸心方向に、上記枝管溶接機における溶接トーチの円周動作の軸心方向を一致させるようにし、しかる後、上記枝管溶接機のガイドを、溶接対象の枝管に外嵌させるようにすることを特徴とする自動溶接装置の溶接トーチ位置決め方法。
【請求項2】
ロボットにてツール座標系を設定するマスタリングを行うときに、枝管溶接機の溶接トーチの先端の延長線上に延びる溶接ワイヤの先端を該溶接トーチの円周動作の軸心上に配置させた位置を、上記ツール座標系の原点とさせるようにする請求項1記載の自動溶接装置の溶接トーチ位置決め方法。
【請求項3】
ロボットにてツール座標系を設定するマスタリングを行うときに、枝管溶接機の溶接トーチと一緒に円周動作するように該枝管溶接機に取り付けたマスタリング用ジグのロッド部材の先端を該溶接トーチの円周動作の軸心上に配置させた位置を、上記ツール座標系の原点とさせるようにする請求項1記載の自動溶接装置の溶接トーチ位置決め方法。
【請求項1】
溶接対象の枝管に外嵌させるための切欠部を有するガイドと該ガイドに保持され且つ上記切欠部を超えて円周動作できるようにしてある溶接トーチを具備してなる枝管溶接機をロボットハンドの先端側に取り付けたロボットについて、上記枝管溶接機の溶接トーチの円周動作の軸心上の点を原点とし、且つ上記溶接トーチの円周動作の軸心に沿う座標軸を備えたツール座標系を設定するためのマスタリングを行い、次いで、上記ロボットにて、上記ツール座標系における上記溶接トーチの円周動作の軸心に沿う座標軸を、母管に仮付けした溶接対象の枝管の鉛直方向からの傾きに一致させるように上記原点を中心に傾斜させる座標変換を行って、上記溶接対象の枝管の軸心方向に、上記枝管溶接機における溶接トーチの円周動作の軸心方向を一致させるようにし、しかる後、上記枝管溶接機のガイドを、溶接対象の枝管に外嵌させるようにすることを特徴とする自動溶接装置の溶接トーチ位置決め方法。
【請求項2】
ロボットにてツール座標系を設定するマスタリングを行うときに、枝管溶接機の溶接トーチの先端の延長線上に延びる溶接ワイヤの先端を該溶接トーチの円周動作の軸心上に配置させた位置を、上記ツール座標系の原点とさせるようにする請求項1記載の自動溶接装置の溶接トーチ位置決め方法。
【請求項3】
ロボットにてツール座標系を設定するマスタリングを行うときに、枝管溶接機の溶接トーチと一緒に円周動作するように該枝管溶接機に取り付けたマスタリング用ジグのロッド部材の先端を該溶接トーチの円周動作の軸心上に配置させた位置を、上記ツール座標系の原点とさせるようにする請求項1記載の自動溶接装置の溶接トーチ位置決め方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−255402(P2011−255402A)
【公開日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願番号】特願2010−132374(P2010−132374)
【出願日】平成22年6月9日(2010.6.9)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願日】平成22年6月9日(2010.6.9)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]