
自動結束装置の結束バンド給送装置
【目的】 線状体をプラスチック製の結束バンドで巻き締めするための自動結束装置に適用される結束バンド給送装置において、ランナーで連設された多数の結束バンドをセット位置に送り込むときに、セット位置に送り込まれてきた1つの結束バンドをランナーから自動的に切り離すと共に、切り離しによってもたらされる結束バンドの位置ずれを修正する。
【構成】 結束バンド送り込み機構10により間欠的にセット位置に送り込まれてくる結束バンド100のランナーとの連結部を、セット位置の直近に配備した固定カッタ11,12により切り離す。結束バンドの位置ずれを結束バンド位置決め機構40により修正する。
【構成】 結束バンド送り込み機構10により間欠的にセット位置に送り込まれてくる結束バンド100のランナーとの連結部を、セット位置の直近に配備した固定カッタ11,12により切り離す。結束バンドの位置ずれを結束バンド位置決め機構40により修正する。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、たとえばケーブルやワイヤーなどの線状体を結束するときに用いられる自動結束装置に対して結束バンドを給送するための装置に関する。
【0002】
【従来の技術】自動結束装置で用いられる一般的な結束バンドは、ヘッドとヘッドから延出された巻付部とを一体に有しており、自動結束装置におけるセット位置から結束部に向けて送り出される。そして、自動結束装置の結束部においては、ヘッドに設けられている挿通孔に線状体に巻き付いたループ状の巻付部の先端部を貫挿して引き出すことによってその巻付部を線状体に締め付けるようになっており、その締付けを経て巻付部片面に設けた連続する凹凸の適所が上記挿通孔の内面側に設けた係合爪に係合される。また、この結束バンドは、並設された複数のものの相互間において、ヘッド同士がヘッド側ランナーにより連設され、巻付部同士がヘッド側ランナーに平行な巻付部側ランナーにより連設されてなるリボンの形でプラスチックにより作られている。
【0003】このため、リボンの形に構成されている結束バンドを一つずつ自動結束装置のセット位置から結束部に送り込んで結束動作を行わせるためには、上記リボンのランナーから結束バンドを確実に切り離すこと、切り離した結束バンドを自動結束装置のセット位置に正確にセットさせること、などが要求される。
【0004】
【発明が解決しようとする課題】本発明は以上の事情に鑑みてなされたものであり、簡単な構成によってリボンから結束バンドを確実に切り離して自動結束装置のセット位置に給送することが可能であり、また、結束バンドをリボンから切り離すことによってもたらされる影響、すなわち一旦セット位置にセットされた結束バンドが適正セット位置からずれるという影響が出た場合には、そのずれを修正して適正セット位置に正確にセットすることが可能な自動結束装置の結束バンド給送装置を提供することを目的とする。
【0005】
【課題を解決するための手段】請求項1の発明による自動結束装置の結束バンド給送装置は、セット位置に給送された結束バンドを送出機構の動作により結束部に送り出し、この結束部で線状体に結束バンドを巻き付けるように構成された自動結束装置の上記セット位置に結束バンドを給送するものにおいて、ヘッドとヘッド上端部から横方向に延出された巻付部とを一体に有する複数の結束バンドにおけるヘッドの下端部同士がヘッド側ランナーにより連設されていると共に、巻付部の先端部同士がヘッド側ランナーに平行な巻付部側ランナーにより連設されてなるリボンの上記各ランナーを、上記送出機構による押出方向に対し直行する方向に所定ピッチごとに間欠的に送ることによって、このリボンの結束バンドを上記セット位置で順次停止させる結束バンド送り込み機構と、上記セット位置に送り込まれてくる結束バンドのヘッド側ランナーとヘッドとの連結部および巻付部側ランナーと巻付部との連結部のそれぞれの通過位置に配備されて、その結束バンドが上記セット位置に達するときに上記各連結部を切り離す固定カッタと、固定カッタによりヘッド側ランナーおよび巻付部側ランナーから切り離されて上記セット位置に達した結束バンドの適正セット位置からのずれを修正するための結束バンド位置決め機構と、を備えるものである。
【0006】請求項2の発明による自動結束装置の結束バンド給送装置は、請求項1に記載した構成において、結束バンド送り込み機構が、ヘッド側ランナーおよび巻付部側ランナーのそれぞれに対応し各ランナーの裏面に所定間隔おきに設けられた突起に対する噛合部を外周に備えた間欠回転される一対のローラでなり、これらのローラに回転力を伝える回転伝達経路が複数の歯車の噛合いによって形成され、結束バンド位置決め機構が、横軸を支点として所定方向に回動することにより上記セット位置に達した結束バンドのヘッドをセット位置への送り込み方向に押し付けるレバーを備え、このレバーの所定方向への回動が、上記回転伝達経路中の所定の歯車と同軸に設けられた回転カムと、その回転カムに連動連設された制御部材とによりなされるように構成されているものである。
【0007】請求項3の発明による自動結束装置の結束バンド給送装置は、請求項2に記載した構成において、一対のローラのうちの少なくとも一方のローラと同軸に、結束バンドの間欠送りピッチに相応する間隔を隔てた複数の凹入部を外周に有する回転カムが設けられ、この回転カムの凹入部に噛み合って一方の上記ローラの慣性回転を阻止する倣い子が、ばね力によって上記凹入部に対する噛合い方向に常時付勢されているものである。
【0008】
【作用】請求項1に記載した構成であると、結束バンド送り込み機構により間欠的に送り込まれてセット位置で停止した結束バンドは、上記セット位置に送り込まれるときに、固定カッタによりヘッド側ランナーや巻付部側ランナーから切り離される。そして、固定カッタにより切り離された結束バンドが、切り離し時の固定カッタの抵抗などによって適正セット位置からずれているときには、結束バンド位置決め機構によってそのずれが修正されて適正セット位置にセットされる。
【0009】請求項2に記載した構成であると、複数の歯車の噛合いによって形成されている回転伝達経路を経て結束バンド送り込み機構を構成している一対のローラに回転力が伝達され、上記回転伝達経路中の所定の歯車と同軸に設けられた回転カムと、その回転カムに連動連設された制御部材とによって結束バンド位置決め機構のレバーが動かされるで、レバーの動作による結束バンドの位置ずれ修正動作タイミングと結束バンドのセット位置への送り込みタイミングとが正確に定まる。
【0010】請求項3に記載した構成であると、結束バンド送り込み機構を構成している一対のローラが間欠回転するに際し、そのローラの停止時における慣性回転が、回転カムの凹入部と倣い子との噛み合いにより阻止される。
【0011】
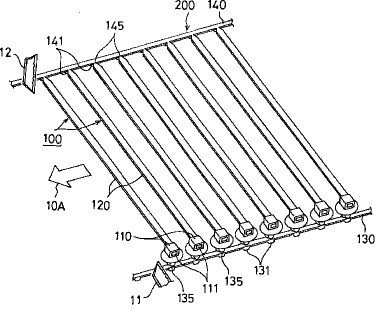
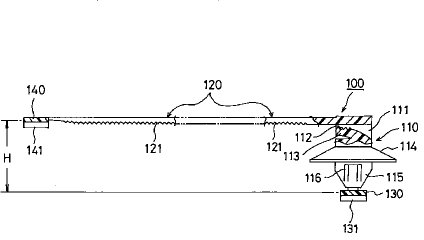
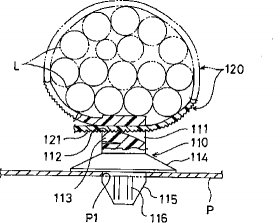
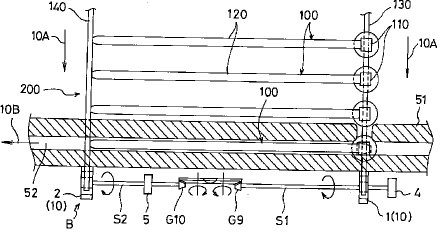
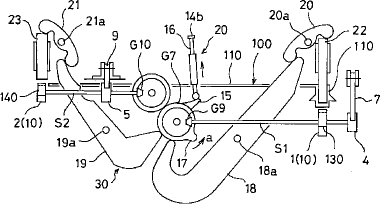
【実施例】図1はリボン200の部分斜視図、図2はリボン200に具備されている個々の結束バンド100を示す一部破断正面図、図3は結束バンド100で線状体Lを束ねて結束した状態を示す一部破断正面図である。図1および図2のように、電線などの線状体の結束に用いられる結束バンド100は、ヘッド110とヘッド110の上端部から横方向に延出された巻付部120とを一体に有している。そして、多数の結束バンド100…におけるヘッド110…の下端部同士がヘッド側ランナー130により連設されていると共に、巻付部120…の先端部同士がヘッド側ランナー130に平行な巻付部側ランナー140により連設されてなるリボン200の形で作られている。したがって、ヘッド側ランナー130と巻付部側ランナー140との間にはヘッド110の高さに相応するレベル差Hが存在している。上記ヘッド110には挿通孔111が設けられており、この挿通孔111に、ループ状にした巻付部120の先端部を貫挿して引き出すことができ、しかも挿通孔111に巻付部120を貫挿すると、巻付部120の片面に設けた連続する鋸歯状の凹凸121の適所が上記挿通孔111の内面側に設けた鋸歯状の係合爪112に係合するようになっている。また、ヘッド110には皿ばね部114や突出部115が一体に設けられており、突出部115にはさらに係合爪片116が具備されている。そして、図3のように、たとえば自動車エンジンルームの車体パネルのようなパネルPに開設されている取付孔P1に上記突出部115を差し込むと、皿ばね部114と係合爪片116との間でパネルPが挾圧されてヘッド110がパネルPに固定されるようになっている。この結束バンド100はプラスチック製である。なお、図1および図2の結束バンド100にあっては、係合爪112がヘッド110から挿通孔111内に延び出た弾性片部113に設けられているものを示している。
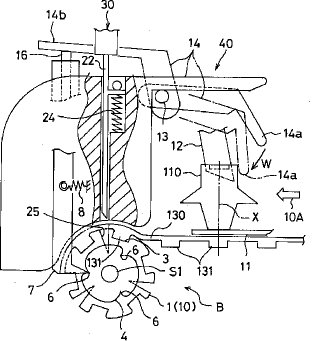
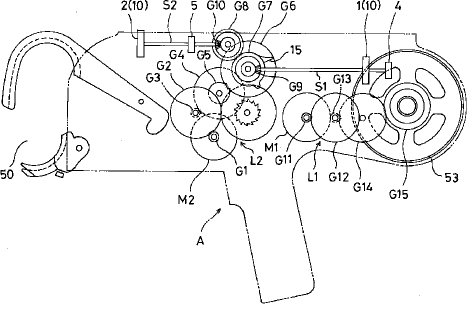
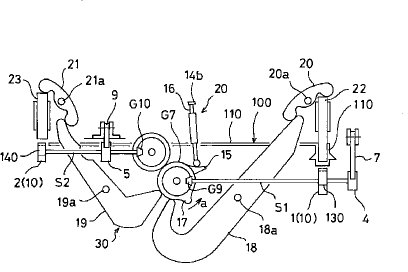
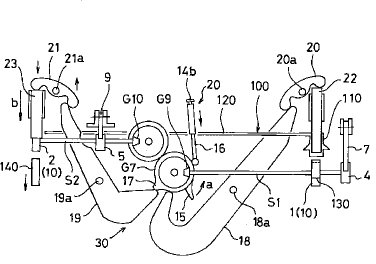
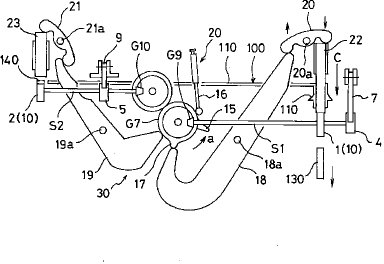
【0012】図4は本発明の実施例による結束バンド給送装置Bを採用した自動結束装置Aの駆動系を略示した説明図、図5は上記結束バンド給送装置Bを平面的に見た概略説明図、図6は上記結束バンド給送装置Bを側面から見た一部破断説明図、図7〜図10は上記結束バンド給送装置に付設されているランナー切断機構30の動作説明図である。
【0013】図4の自動結束装置Aには、第1モータM1と第2モータM2とが設けられており、結束バンド給送装置Bの駆動源には第2モータM2が用いられる。第2モータM2の回転は、歯車G1〜8の噛合いによって形成されている回転伝達経路L2を経て伝えられるようになっており、この回転伝達経路L2の最終部分の2つの歯車G7,G8にそれぞれベベル歯車機構G9,G10が連結され、これらのベベル歯車機構G9,G10の回転軸S1,S2にそれぞれローラ1,2が固着されている。
【0014】図6に示すように、一方のローラ1はリボン200のヘッド側ランナー130の裏面に所定間隔おきに設けられた突起131に対する噛合部3を外周に備えている。図示していないけれども、他方のローラ2も同様に巻付部側ランナー140の裏面に所定間隔おきに設けられた突起141に対する噛合部を外周に備えている。そして、一方のローラ1と他方のローラ2との間には、図2で説明したヘッド側ランナー130と巻付部側ランナー140とのレベル差Hと同じレベル差が設定されている。これら一対のローラ1,2によって、結束バンド送り込み機構10が構成されている。
【0015】この結束バンド送り込み機構10においては、図5や図6のようにローラ1に巻き付けた各ランナー130の突起131が噛合部3に噛み合わされ(巻付部側ランナーの突起についても同様)、この状態で、間欠的に駆動されるモータM2の回転が回転伝達経路L2を経て伝えられる。ここで、結束バンド送り込み機構10による送り込み方向10A(図5に矢印で示してある)は、後述する自動結束装置Aの送出機構Cによる結束バンド100の送出方向10B(図5に矢印で示してある)に対し直行する方向に定められている。また、結束バンド送り込み機構10による間欠送りピッチはリボン200の結束バンド100の間隔に合わされている。したがって、結束バンド送り込み機構10の動作により、リボン200の結束バンド100が後述するセット位置X(図6参照)で順次停止される。
【0016】上記ベベル歯車機構G9,G10の回転軸S1,S2には上記ローラ1,2の他に、回転カム4,5が固着されている。図6のように、一方の回転カム4は、上記した結束バンド100の間欠送りピッチに相応する間隔を隔てた複数箇所に凹入部6を有している。そして、この回転カム4の凹入部6に噛み合ってローラ1の慣性回転を阻止する倣い子7が、ばね8の力によって上記凹入部6に対する噛合い方向に常時付勢されている。この構成により、ローラ1が間欠回転するに際し、そのローラ1の停止時における慣性回転が、回転カム4の凹入部6と倣い子7との噛み合いにより阻止される。図示していないが、他方の回転カム5についても同様で、複数箇所に凹入部を有し、その凹入部に噛み合ってローラ2の慣性回転を阻止する倣い子9が、ばね力によって噛合い方向に常時付勢されている。したがって、ローラ2が間欠回転するに際し、そのローラ2の停止時における慣性回転が、回転カム5の凹入部と倣い子9との噛み合いにより阻止される。
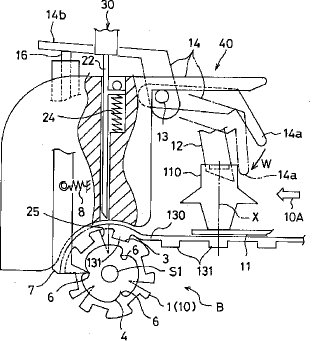
【0017】セット位置Xに送り込まれてくる結束バンド100のヘッド側ランナー130とヘッド110との連結部135および巻付部側ランナー140と巻付部120との連結部145のそれぞれの通過位置には、図1および図6に示した固定カッタ11,12が配備されている。このため、結束バンド100が上記セット位置Xに達するときに上記各連結部135,145が固定カッタ11,12により切り離される。ここで、ヘッド側ランナー130とヘッド110との連結部135を切断するカッタ11の刃先は水平に配置され、また、巻付部側ランナー140と巻付部120との連結部145を切断するカッタ12の刃先は垂直に配置されている。上記のように、結束バンド送り込み機構10によるリボン200のセット位置Xへの送り込み力を利用して結束バンド100をランナー130,140から切り離すようにしているので、簡単な構成であるにもかかわらず、結束バンド100がランナー130,140から確実に切り離されてセット位置Xに給送される。
【0018】セット位置Xには結束バンド位置決め機構40が設けられている。この結束バンド位置決め機構40は、図6に示した横軸13を支点として所定方向(図では時計方向W)に回動することにより上記セット位置Xに達した結束バンド100のヘッド110をセット位置Xへの送り込み方向10Aに押し付けるレバー14を備えている。そして、このレバー14の所定方向への回動が、上記回転伝達経路L2中の所定の歯車G7と同軸に設けられた回転カム15と、その回転カム15に連動連設されたロッド状の制御部材16とによりなされるように構成されている(図4や図6〜図10)。すなわち、横軸13により支持されたレバー14が、回転カム15によって突き上げられたり降下したりする制御部材16に連動するようになっており、レバー14の後端部14bが回転カム15により突き上げられたときにはそのレバー14の先端部14aが図6に仮想線で示したようにヘッド110を送り込み方向10Aに押し付けてセット位置Xの結束バンド100の位置を適正セット位置に修正する。このような位置ずれ修正作用を行わせるのは、固定カッタ11,12により切り離された結束バンド100が、切り離し時の固定カッタ11,12の抵抗などによって適正セット位置にまで送り込まれないことがあるからである。
【0019】結束バンド送り込み機構10を構成している一対のローラ1,2には結束バンド100が切り離された後の各ランナー130,140を短く切断して後処理を容易にするためのランナー切断機構30が付設されている。図7〜図10に示すように、ランナー切断機構30は、上記歯車G7と同軸に設けられた回転カム17と、この回転カム17に倣わされた左右一対の揺動リンク18,19と、各揺動リンク18,19のそれぞれに対応して設けられた連係リンク20,21と、連係リンク20,21に対応して設けられた切断刃22,23と、切断刃22,23を常時上方に付勢するためのばね24(図6には切断刃22に対応するばねのみを示してある)と、を有している。18a,19aは揺動リンク18,19の揺動支点、20a,21aは連係リンク20,21の揺動支点である。
【0020】ランナー切断機構30の作用について説明すると、回転カム17が図7および図8の位置を経て図9R>9の位置まで矢印aのように回転すると、回転カム17によりローラ2側の揺動リンク19を介して連係リンク21が動き、切断刃23を矢印bのように押し下げる。その後回転カム17が図10の位置まで回転すると、回転カム17によりローラ1側の揺動リンク18を介して連係リンク20が動き、切断刃22を矢印cのように押し下げる。このため、切断刃22が図6に示してあるローラ1の凹所25に突入され、その突入途中においてランナー130が切断される。この切断は、上記した結束バンド100の間欠送りピッチに相応する長さごとに行われる。切断刃23によるランナー140の切断についても同様である。
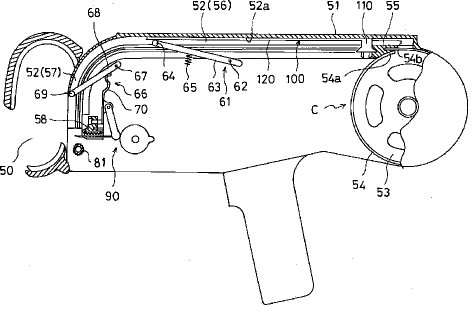
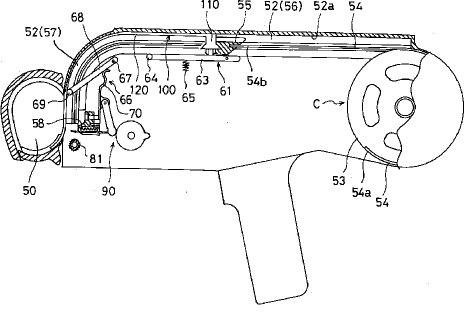
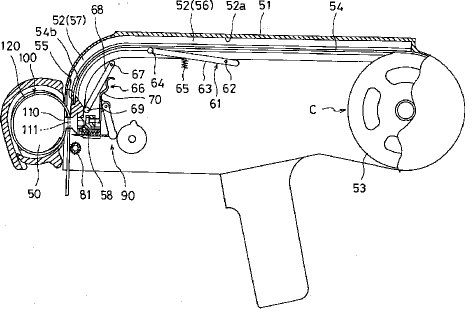
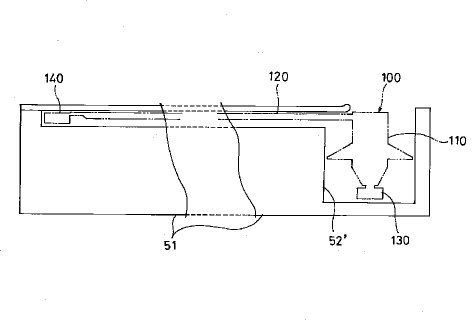
【0021】図5および図11〜図15を参照して自動結束装置Aを説明する。自動結束装置Aは、躯体上部に溝付き部材51を備えている。この溝付き部材51は、結束バンド100を摺動可能に保持するガイド溝部52を有していると共に、図14に示したように、ガイド溝部52に連通する結束バンド導入用の開口52’を有しており、この開口52’が上記結束バンド100の正面視形状に類似する形状になっている。上記セット位置Xはこのガイド溝部52の始端部に定められている。ガイド溝部52には結束バンド100の巻付部120が摺動するガイド面52aが具備されている。また、ガイド溝部52は、水平部56と水平部56の終端から円弧状に延び出て結束部50に臨む湾曲部57とを有する。そして、上述した結束バンド給送装置Bにより上記開口52’を通しガイド溝部52に給送されてセット位置Xにセットされた結束バンド100が巻付部120を前方にしてその長手方向にガイド溝部52の内部で摺動可能に保持されるようになっている。
【0022】自動結束装置Aの結束バンド送出機構Cの駆動源には第1モータM1が用いられる。第1モータM1の回転は、歯車G11〜G15の噛合いによって形成されている回転伝達経路L2を経てリール41に伝えられるようになっている。したがって、第1モータM1の回転方向を切り換えることによって、リール53が正方向に回転したり逆方向に回転したりする。
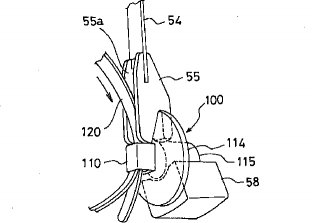
【0023】リール53には帯体54の一端部54aが固着されている。また、リール53の他端部54bに押し具55が設けられている。そして、この帯体54は、リール53の正方向回転によりリール53から繰り出されて上記ガイド溝部52にセットされた結束バンド100のヘッド110を押し具55を介し後押ししてその結束バンド100の巻付部120を上記ガイド溝部52を経て結束部50に送り出すことができるようになっていると共に、リール53の逆方向回転によりリール53に巻き取られるようになっている。図15のように、押し具55に結束バンド100の巻付部120を案内するガイド溝55aが設けられている。
【0024】ガイド溝部52の終端部にはストッパ58が設けられている。このストッパ58は、結束バンド100の巻付部120がガイド溝部52を経て結束部50の適正位置に送り出されたときに結束バンド100のヘッド110が当接してそのヘッド110を位置決めするために設けられている。
【0025】61は第1弾性付勢機構であり、基端部が横軸62により支持された揺動杆63と、この揺動杆63の先端部に設けられた押付部材64を上記ガイド溝部52のガイド面52a側に付勢するばね体65とでなる。また、66は第2弾性付勢機構であり、基端部が横軸67により支持された揺動杆68と、この揺動杆68の先端部に設けられた押付部材69を上記ガイド溝部52のガイド面52a側に付勢するばね体70とでなる。第1弾性付勢機構61は上記水平部56を通過する結束バンド100を上記ガイド面52aに弾性的に押し付けて倣わせる役目を担い、第2弾性付勢機構66は上記湾曲部57を通過する結束バンド100を上記ガイド面52aに弾性的に押し付けて倣わせる役目を担っている。
【0026】以上説明した構成の結束バンド送出機構Cの作用を説明する。
【0027】溝付き部材51のガイド溝部52のセット位置Xに結束バンド100がセットされた後、リール53がモータM1により正方向に回転駆動される。すると、リール53に巻き取られている帯体54が図11の位置からガイド溝部52に沿って繰り出され、押し具55により把持された結束バンド100のヘッド110が後押しされ、結束バンド100がガイド溝部52を摺動することにより、図12の状態を経て結束バンド100の巻付部120が図13のように結束部50に円滑に送り出される。結束バンド100の巻付部120が結束部50の適正位置に送り出されたときに結束バンド100のヘッド110が図13および図15のようにストッパ58に当たって位置決めされる。そして、結束部50に送り出された結束バンド100のヘッド位置が上記ストッパ58によって常に一定位置で位置決めされ、結束部50でループ状に形作られた結束バンド100の巻付部120が図15のように押し具55のガイド溝55aにより誘導されてヘッド110の挿通孔111に確実に差し込まれる。なお、結束バンド100がガイド溝部52の水平部56を摺動するときには、第1弾性付勢機構61により結束バンド100が上記ガイド溝部52のガイド面52aに弾性的に押し付けられるので、結束バンド100はその摺動を阻害されない状態で弛みなどを生じずに水平部56を摺動して湾曲部57に送り出される。また、結束バンド100がガイド溝部52の湾曲部57を摺動するときには、第2弾性付勢機構66により結束バンド100が上記ガイド溝部52のガイド面52aに弾性的に押し付けられるので、結束バンド100はその摺動を阻害されずに湾曲部57を摺動して常に一定の状態で自動結束装置Aの結束部50に送り出される。
【0028】結束部50に送り出されてヘッド110の挿通孔111に差し入れられた巻付部120は、図示していない引締め機構の動作によって引き締められる。したがって、あらかじめ結束部50に線状体Lを配置しておくと、その線状体Lが結束バンド100によって巻き締められる。
【0029】図11〜図13において、81は線状体を巻き締めするときに結束バンド100の巻付部120を引き締めるための噛合いローラ、90は線状体を巻き締めた結束バンド100の巻付部120の余剰部分を切り除くためのカッタ機構である。
【0030】ところで、実施例で説明したような、ヘッド側ランナー130と巻付部側ランナー140との間にレベル差Hが存在しているような結束バンド100においては、そのレベル差Hが存在しているがために従来はリボン200の形で自動結束装置に給送することができなかったのである。この実施例においては、結束バンド送り込み機構10や固定カッタ11,12や結束バンド位置決め機構40を上記のように構成したことにより、ヘッド側ランナー130と巻付部側ランナー140との間にレベル差Hが存在しているような結束バンド100についてもセット位置Xへの確実な給送が可能になったのである。また、結束バンド100を後押しするための押し具55にガイド溝55aを設けて自動結束装置の結束部50で結束バンド100の巻付部120を確実にヘッド110の挿通孔111に誘導するようにしたことによって、その結束部50での確実な結束がなされるようになったのである。
【0031】
【発明の効果】本発明によれば、リボンの形で自動結束装置のセット位置へ間欠的に送り込まれる結束バンドのランナーからの切り離しを、セット位置に送り込まれるときに固定カッタにより行うようになっているので、リボンのランナーからの結束バンドの切り離しが確実に行われる。
【0032】また、固定カッタにより切り離された結束バンドが、切り離し時の固定カッタの抵抗などによって適正セット位置からずれているときには、結束バンド位置決め機構によってそのずれが修正されて適正セット位置にセットされるため、自動結束装置の送出機構による結束バンドの送り出しが正確に行われるようになる。
【0033】そして、結束バンド位置決め機構のレバーの動作による結束バンドの位置ずれ修正動作タイミングと結束バンドのセット位置への送り込みタイミングとを正確に定めることが可能であり、また、結束バンド送り込み機構のローラの慣性回転が阻止される構成であるので、結束バンドのセット位置への送り込み正確になされる。
【図面の簡単な説明】
【図1】リボンの部分斜視図である。
【図2】リボンに具備されている個々の結束バンドの一部破断正面図である。
【図3】結束バンドで線状体Lを束ねて結束した状態を示す一部破断正面図である。
【図4】本発明の実施例による結束バンド給送装置を採用した自動結束装置の駆動系を略示した説明図である。
【図5】結束バンド給送装置を平面的に見た概略説明図である。
【図6】結束バンド給送装置を側面から見た一部破断説明図である。
【図7】結束バンド給送装置に付設されているランナー切断機構の非動作状態を示す説明図である。
【図8】結束バンド給送装置に付設されているランナー切断機構の他の非動作状態を示す説明図である。
【図9】結束バンド給送装置に付設されているランナー切断機構の動作状態を示す説明図である。
【図10】結束バンド給送装置に付設されているランナー切断機構の他の動作状態を示す説明図である。
【図11】結束バンド送出機構の非動作状態を示す説明図である。
【図12】結束バンド送出機構の動作状態を示す説明図である。
【図13】結束バンド送出機構の他の動作状態を示す説明図である。
【図14】ガイド溝部に連通する結束バンド導入用の開口の形状を示す説明図である。
【図15】押し具の作用を説明するための概略斜視図である。
【符号の説明】
A 自動結束装置
1,2 一対のローラ
3 噛合部
4 回転カム
6 凹入部
7 倣い子
10 結束バンド送り込み機構
10A 送り込み方向
10B 送出方向
11,12 固定カッタ
13 横軸
14 レバー
15 回転カム
16 制御部材
40 結束バンド位置決め機構
50 結束部
100 結束バンド
110 ヘッド
120 巻付部
130 ヘッド側ランナー
131,141 突起
135,145 連結部
140 巻付部側ランナー
200 リボン
X セット位置
C 送出機構
L2 回転伝達経路
G1〜G8 歯車
【0001】
【産業上の利用分野】本発明は、たとえばケーブルやワイヤーなどの線状体を結束するときに用いられる自動結束装置に対して結束バンドを給送するための装置に関する。
【0002】
【従来の技術】自動結束装置で用いられる一般的な結束バンドは、ヘッドとヘッドから延出された巻付部とを一体に有しており、自動結束装置におけるセット位置から結束部に向けて送り出される。そして、自動結束装置の結束部においては、ヘッドに設けられている挿通孔に線状体に巻き付いたループ状の巻付部の先端部を貫挿して引き出すことによってその巻付部を線状体に締め付けるようになっており、その締付けを経て巻付部片面に設けた連続する凹凸の適所が上記挿通孔の内面側に設けた係合爪に係合される。また、この結束バンドは、並設された複数のものの相互間において、ヘッド同士がヘッド側ランナーにより連設され、巻付部同士がヘッド側ランナーに平行な巻付部側ランナーにより連設されてなるリボンの形でプラスチックにより作られている。
【0003】このため、リボンの形に構成されている結束バンドを一つずつ自動結束装置のセット位置から結束部に送り込んで結束動作を行わせるためには、上記リボンのランナーから結束バンドを確実に切り離すこと、切り離した結束バンドを自動結束装置のセット位置に正確にセットさせること、などが要求される。
【0004】
【発明が解決しようとする課題】本発明は以上の事情に鑑みてなされたものであり、簡単な構成によってリボンから結束バンドを確実に切り離して自動結束装置のセット位置に給送することが可能であり、また、結束バンドをリボンから切り離すことによってもたらされる影響、すなわち一旦セット位置にセットされた結束バンドが適正セット位置からずれるという影響が出た場合には、そのずれを修正して適正セット位置に正確にセットすることが可能な自動結束装置の結束バンド給送装置を提供することを目的とする。
【0005】
【課題を解決するための手段】請求項1の発明による自動結束装置の結束バンド給送装置は、セット位置に給送された結束バンドを送出機構の動作により結束部に送り出し、この結束部で線状体に結束バンドを巻き付けるように構成された自動結束装置の上記セット位置に結束バンドを給送するものにおいて、ヘッドとヘッド上端部から横方向に延出された巻付部とを一体に有する複数の結束バンドにおけるヘッドの下端部同士がヘッド側ランナーにより連設されていると共に、巻付部の先端部同士がヘッド側ランナーに平行な巻付部側ランナーにより連設されてなるリボンの上記各ランナーを、上記送出機構による押出方向に対し直行する方向に所定ピッチごとに間欠的に送ることによって、このリボンの結束バンドを上記セット位置で順次停止させる結束バンド送り込み機構と、上記セット位置に送り込まれてくる結束バンドのヘッド側ランナーとヘッドとの連結部および巻付部側ランナーと巻付部との連結部のそれぞれの通過位置に配備されて、その結束バンドが上記セット位置に達するときに上記各連結部を切り離す固定カッタと、固定カッタによりヘッド側ランナーおよび巻付部側ランナーから切り離されて上記セット位置に達した結束バンドの適正セット位置からのずれを修正するための結束バンド位置決め機構と、を備えるものである。
【0006】請求項2の発明による自動結束装置の結束バンド給送装置は、請求項1に記載した構成において、結束バンド送り込み機構が、ヘッド側ランナーおよび巻付部側ランナーのそれぞれに対応し各ランナーの裏面に所定間隔おきに設けられた突起に対する噛合部を外周に備えた間欠回転される一対のローラでなり、これらのローラに回転力を伝える回転伝達経路が複数の歯車の噛合いによって形成され、結束バンド位置決め機構が、横軸を支点として所定方向に回動することにより上記セット位置に達した結束バンドのヘッドをセット位置への送り込み方向に押し付けるレバーを備え、このレバーの所定方向への回動が、上記回転伝達経路中の所定の歯車と同軸に設けられた回転カムと、その回転カムに連動連設された制御部材とによりなされるように構成されているものである。
【0007】請求項3の発明による自動結束装置の結束バンド給送装置は、請求項2に記載した構成において、一対のローラのうちの少なくとも一方のローラと同軸に、結束バンドの間欠送りピッチに相応する間隔を隔てた複数の凹入部を外周に有する回転カムが設けられ、この回転カムの凹入部に噛み合って一方の上記ローラの慣性回転を阻止する倣い子が、ばね力によって上記凹入部に対する噛合い方向に常時付勢されているものである。
【0008】
【作用】請求項1に記載した構成であると、結束バンド送り込み機構により間欠的に送り込まれてセット位置で停止した結束バンドは、上記セット位置に送り込まれるときに、固定カッタによりヘッド側ランナーや巻付部側ランナーから切り離される。そして、固定カッタにより切り離された結束バンドが、切り離し時の固定カッタの抵抗などによって適正セット位置からずれているときには、結束バンド位置決め機構によってそのずれが修正されて適正セット位置にセットされる。
【0009】請求項2に記載した構成であると、複数の歯車の噛合いによって形成されている回転伝達経路を経て結束バンド送り込み機構を構成している一対のローラに回転力が伝達され、上記回転伝達経路中の所定の歯車と同軸に設けられた回転カムと、その回転カムに連動連設された制御部材とによって結束バンド位置決め機構のレバーが動かされるで、レバーの動作による結束バンドの位置ずれ修正動作タイミングと結束バンドのセット位置への送り込みタイミングとが正確に定まる。
【0010】請求項3に記載した構成であると、結束バンド送り込み機構を構成している一対のローラが間欠回転するに際し、そのローラの停止時における慣性回転が、回転カムの凹入部と倣い子との噛み合いにより阻止される。
【0011】
【実施例】図1はリボン200の部分斜視図、図2はリボン200に具備されている個々の結束バンド100を示す一部破断正面図、図3は結束バンド100で線状体Lを束ねて結束した状態を示す一部破断正面図である。図1および図2のように、電線などの線状体の結束に用いられる結束バンド100は、ヘッド110とヘッド110の上端部から横方向に延出された巻付部120とを一体に有している。そして、多数の結束バンド100…におけるヘッド110…の下端部同士がヘッド側ランナー130により連設されていると共に、巻付部120…の先端部同士がヘッド側ランナー130に平行な巻付部側ランナー140により連設されてなるリボン200の形で作られている。したがって、ヘッド側ランナー130と巻付部側ランナー140との間にはヘッド110の高さに相応するレベル差Hが存在している。上記ヘッド110には挿通孔111が設けられており、この挿通孔111に、ループ状にした巻付部120の先端部を貫挿して引き出すことができ、しかも挿通孔111に巻付部120を貫挿すると、巻付部120の片面に設けた連続する鋸歯状の凹凸121の適所が上記挿通孔111の内面側に設けた鋸歯状の係合爪112に係合するようになっている。また、ヘッド110には皿ばね部114や突出部115が一体に設けられており、突出部115にはさらに係合爪片116が具備されている。そして、図3のように、たとえば自動車エンジンルームの車体パネルのようなパネルPに開設されている取付孔P1に上記突出部115を差し込むと、皿ばね部114と係合爪片116との間でパネルPが挾圧されてヘッド110がパネルPに固定されるようになっている。この結束バンド100はプラスチック製である。なお、図1および図2の結束バンド100にあっては、係合爪112がヘッド110から挿通孔111内に延び出た弾性片部113に設けられているものを示している。
【0012】図4は本発明の実施例による結束バンド給送装置Bを採用した自動結束装置Aの駆動系を略示した説明図、図5は上記結束バンド給送装置Bを平面的に見た概略説明図、図6は上記結束バンド給送装置Bを側面から見た一部破断説明図、図7〜図10は上記結束バンド給送装置に付設されているランナー切断機構30の動作説明図である。
【0013】図4の自動結束装置Aには、第1モータM1と第2モータM2とが設けられており、結束バンド給送装置Bの駆動源には第2モータM2が用いられる。第2モータM2の回転は、歯車G1〜8の噛合いによって形成されている回転伝達経路L2を経て伝えられるようになっており、この回転伝達経路L2の最終部分の2つの歯車G7,G8にそれぞれベベル歯車機構G9,G10が連結され、これらのベベル歯車機構G9,G10の回転軸S1,S2にそれぞれローラ1,2が固着されている。
【0014】図6に示すように、一方のローラ1はリボン200のヘッド側ランナー130の裏面に所定間隔おきに設けられた突起131に対する噛合部3を外周に備えている。図示していないけれども、他方のローラ2も同様に巻付部側ランナー140の裏面に所定間隔おきに設けられた突起141に対する噛合部を外周に備えている。そして、一方のローラ1と他方のローラ2との間には、図2で説明したヘッド側ランナー130と巻付部側ランナー140とのレベル差Hと同じレベル差が設定されている。これら一対のローラ1,2によって、結束バンド送り込み機構10が構成されている。
【0015】この結束バンド送り込み機構10においては、図5や図6のようにローラ1に巻き付けた各ランナー130の突起131が噛合部3に噛み合わされ(巻付部側ランナーの突起についても同様)、この状態で、間欠的に駆動されるモータM2の回転が回転伝達経路L2を経て伝えられる。ここで、結束バンド送り込み機構10による送り込み方向10A(図5に矢印で示してある)は、後述する自動結束装置Aの送出機構Cによる結束バンド100の送出方向10B(図5に矢印で示してある)に対し直行する方向に定められている。また、結束バンド送り込み機構10による間欠送りピッチはリボン200の結束バンド100の間隔に合わされている。したがって、結束バンド送り込み機構10の動作により、リボン200の結束バンド100が後述するセット位置X(図6参照)で順次停止される。
【0016】上記ベベル歯車機構G9,G10の回転軸S1,S2には上記ローラ1,2の他に、回転カム4,5が固着されている。図6のように、一方の回転カム4は、上記した結束バンド100の間欠送りピッチに相応する間隔を隔てた複数箇所に凹入部6を有している。そして、この回転カム4の凹入部6に噛み合ってローラ1の慣性回転を阻止する倣い子7が、ばね8の力によって上記凹入部6に対する噛合い方向に常時付勢されている。この構成により、ローラ1が間欠回転するに際し、そのローラ1の停止時における慣性回転が、回転カム4の凹入部6と倣い子7との噛み合いにより阻止される。図示していないが、他方の回転カム5についても同様で、複数箇所に凹入部を有し、その凹入部に噛み合ってローラ2の慣性回転を阻止する倣い子9が、ばね力によって噛合い方向に常時付勢されている。したがって、ローラ2が間欠回転するに際し、そのローラ2の停止時における慣性回転が、回転カム5の凹入部と倣い子9との噛み合いにより阻止される。
【0017】セット位置Xに送り込まれてくる結束バンド100のヘッド側ランナー130とヘッド110との連結部135および巻付部側ランナー140と巻付部120との連結部145のそれぞれの通過位置には、図1および図6に示した固定カッタ11,12が配備されている。このため、結束バンド100が上記セット位置Xに達するときに上記各連結部135,145が固定カッタ11,12により切り離される。ここで、ヘッド側ランナー130とヘッド110との連結部135を切断するカッタ11の刃先は水平に配置され、また、巻付部側ランナー140と巻付部120との連結部145を切断するカッタ12の刃先は垂直に配置されている。上記のように、結束バンド送り込み機構10によるリボン200のセット位置Xへの送り込み力を利用して結束バンド100をランナー130,140から切り離すようにしているので、簡単な構成であるにもかかわらず、結束バンド100がランナー130,140から確実に切り離されてセット位置Xに給送される。
【0018】セット位置Xには結束バンド位置決め機構40が設けられている。この結束バンド位置決め機構40は、図6に示した横軸13を支点として所定方向(図では時計方向W)に回動することにより上記セット位置Xに達した結束バンド100のヘッド110をセット位置Xへの送り込み方向10Aに押し付けるレバー14を備えている。そして、このレバー14の所定方向への回動が、上記回転伝達経路L2中の所定の歯車G7と同軸に設けられた回転カム15と、その回転カム15に連動連設されたロッド状の制御部材16とによりなされるように構成されている(図4や図6〜図10)。すなわち、横軸13により支持されたレバー14が、回転カム15によって突き上げられたり降下したりする制御部材16に連動するようになっており、レバー14の後端部14bが回転カム15により突き上げられたときにはそのレバー14の先端部14aが図6に仮想線で示したようにヘッド110を送り込み方向10Aに押し付けてセット位置Xの結束バンド100の位置を適正セット位置に修正する。このような位置ずれ修正作用を行わせるのは、固定カッタ11,12により切り離された結束バンド100が、切り離し時の固定カッタ11,12の抵抗などによって適正セット位置にまで送り込まれないことがあるからである。
【0019】結束バンド送り込み機構10を構成している一対のローラ1,2には結束バンド100が切り離された後の各ランナー130,140を短く切断して後処理を容易にするためのランナー切断機構30が付設されている。図7〜図10に示すように、ランナー切断機構30は、上記歯車G7と同軸に設けられた回転カム17と、この回転カム17に倣わされた左右一対の揺動リンク18,19と、各揺動リンク18,19のそれぞれに対応して設けられた連係リンク20,21と、連係リンク20,21に対応して設けられた切断刃22,23と、切断刃22,23を常時上方に付勢するためのばね24(図6には切断刃22に対応するばねのみを示してある)と、を有している。18a,19aは揺動リンク18,19の揺動支点、20a,21aは連係リンク20,21の揺動支点である。
【0020】ランナー切断機構30の作用について説明すると、回転カム17が図7および図8の位置を経て図9R>9の位置まで矢印aのように回転すると、回転カム17によりローラ2側の揺動リンク19を介して連係リンク21が動き、切断刃23を矢印bのように押し下げる。その後回転カム17が図10の位置まで回転すると、回転カム17によりローラ1側の揺動リンク18を介して連係リンク20が動き、切断刃22を矢印cのように押し下げる。このため、切断刃22が図6に示してあるローラ1の凹所25に突入され、その突入途中においてランナー130が切断される。この切断は、上記した結束バンド100の間欠送りピッチに相応する長さごとに行われる。切断刃23によるランナー140の切断についても同様である。
【0021】図5および図11〜図15を参照して自動結束装置Aを説明する。自動結束装置Aは、躯体上部に溝付き部材51を備えている。この溝付き部材51は、結束バンド100を摺動可能に保持するガイド溝部52を有していると共に、図14に示したように、ガイド溝部52に連通する結束バンド導入用の開口52’を有しており、この開口52’が上記結束バンド100の正面視形状に類似する形状になっている。上記セット位置Xはこのガイド溝部52の始端部に定められている。ガイド溝部52には結束バンド100の巻付部120が摺動するガイド面52aが具備されている。また、ガイド溝部52は、水平部56と水平部56の終端から円弧状に延び出て結束部50に臨む湾曲部57とを有する。そして、上述した結束バンド給送装置Bにより上記開口52’を通しガイド溝部52に給送されてセット位置Xにセットされた結束バンド100が巻付部120を前方にしてその長手方向にガイド溝部52の内部で摺動可能に保持されるようになっている。
【0022】自動結束装置Aの結束バンド送出機構Cの駆動源には第1モータM1が用いられる。第1モータM1の回転は、歯車G11〜G15の噛合いによって形成されている回転伝達経路L2を経てリール41に伝えられるようになっている。したがって、第1モータM1の回転方向を切り換えることによって、リール53が正方向に回転したり逆方向に回転したりする。
【0023】リール53には帯体54の一端部54aが固着されている。また、リール53の他端部54bに押し具55が設けられている。そして、この帯体54は、リール53の正方向回転によりリール53から繰り出されて上記ガイド溝部52にセットされた結束バンド100のヘッド110を押し具55を介し後押ししてその結束バンド100の巻付部120を上記ガイド溝部52を経て結束部50に送り出すことができるようになっていると共に、リール53の逆方向回転によりリール53に巻き取られるようになっている。図15のように、押し具55に結束バンド100の巻付部120を案内するガイド溝55aが設けられている。
【0024】ガイド溝部52の終端部にはストッパ58が設けられている。このストッパ58は、結束バンド100の巻付部120がガイド溝部52を経て結束部50の適正位置に送り出されたときに結束バンド100のヘッド110が当接してそのヘッド110を位置決めするために設けられている。
【0025】61は第1弾性付勢機構であり、基端部が横軸62により支持された揺動杆63と、この揺動杆63の先端部に設けられた押付部材64を上記ガイド溝部52のガイド面52a側に付勢するばね体65とでなる。また、66は第2弾性付勢機構であり、基端部が横軸67により支持された揺動杆68と、この揺動杆68の先端部に設けられた押付部材69を上記ガイド溝部52のガイド面52a側に付勢するばね体70とでなる。第1弾性付勢機構61は上記水平部56を通過する結束バンド100を上記ガイド面52aに弾性的に押し付けて倣わせる役目を担い、第2弾性付勢機構66は上記湾曲部57を通過する結束バンド100を上記ガイド面52aに弾性的に押し付けて倣わせる役目を担っている。
【0026】以上説明した構成の結束バンド送出機構Cの作用を説明する。
【0027】溝付き部材51のガイド溝部52のセット位置Xに結束バンド100がセットされた後、リール53がモータM1により正方向に回転駆動される。すると、リール53に巻き取られている帯体54が図11の位置からガイド溝部52に沿って繰り出され、押し具55により把持された結束バンド100のヘッド110が後押しされ、結束バンド100がガイド溝部52を摺動することにより、図12の状態を経て結束バンド100の巻付部120が図13のように結束部50に円滑に送り出される。結束バンド100の巻付部120が結束部50の適正位置に送り出されたときに結束バンド100のヘッド110が図13および図15のようにストッパ58に当たって位置決めされる。そして、結束部50に送り出された結束バンド100のヘッド位置が上記ストッパ58によって常に一定位置で位置決めされ、結束部50でループ状に形作られた結束バンド100の巻付部120が図15のように押し具55のガイド溝55aにより誘導されてヘッド110の挿通孔111に確実に差し込まれる。なお、結束バンド100がガイド溝部52の水平部56を摺動するときには、第1弾性付勢機構61により結束バンド100が上記ガイド溝部52のガイド面52aに弾性的に押し付けられるので、結束バンド100はその摺動を阻害されない状態で弛みなどを生じずに水平部56を摺動して湾曲部57に送り出される。また、結束バンド100がガイド溝部52の湾曲部57を摺動するときには、第2弾性付勢機構66により結束バンド100が上記ガイド溝部52のガイド面52aに弾性的に押し付けられるので、結束バンド100はその摺動を阻害されずに湾曲部57を摺動して常に一定の状態で自動結束装置Aの結束部50に送り出される。
【0028】結束部50に送り出されてヘッド110の挿通孔111に差し入れられた巻付部120は、図示していない引締め機構の動作によって引き締められる。したがって、あらかじめ結束部50に線状体Lを配置しておくと、その線状体Lが結束バンド100によって巻き締められる。
【0029】図11〜図13において、81は線状体を巻き締めするときに結束バンド100の巻付部120を引き締めるための噛合いローラ、90は線状体を巻き締めた結束バンド100の巻付部120の余剰部分を切り除くためのカッタ機構である。
【0030】ところで、実施例で説明したような、ヘッド側ランナー130と巻付部側ランナー140との間にレベル差Hが存在しているような結束バンド100においては、そのレベル差Hが存在しているがために従来はリボン200の形で自動結束装置に給送することができなかったのである。この実施例においては、結束バンド送り込み機構10や固定カッタ11,12や結束バンド位置決め機構40を上記のように構成したことにより、ヘッド側ランナー130と巻付部側ランナー140との間にレベル差Hが存在しているような結束バンド100についてもセット位置Xへの確実な給送が可能になったのである。また、結束バンド100を後押しするための押し具55にガイド溝55aを設けて自動結束装置の結束部50で結束バンド100の巻付部120を確実にヘッド110の挿通孔111に誘導するようにしたことによって、その結束部50での確実な結束がなされるようになったのである。
【0031】
【発明の効果】本発明によれば、リボンの形で自動結束装置のセット位置へ間欠的に送り込まれる結束バンドのランナーからの切り離しを、セット位置に送り込まれるときに固定カッタにより行うようになっているので、リボンのランナーからの結束バンドの切り離しが確実に行われる。
【0032】また、固定カッタにより切り離された結束バンドが、切り離し時の固定カッタの抵抗などによって適正セット位置からずれているときには、結束バンド位置決め機構によってそのずれが修正されて適正セット位置にセットされるため、自動結束装置の送出機構による結束バンドの送り出しが正確に行われるようになる。
【0033】そして、結束バンド位置決め機構のレバーの動作による結束バンドの位置ずれ修正動作タイミングと結束バンドのセット位置への送り込みタイミングとを正確に定めることが可能であり、また、結束バンド送り込み機構のローラの慣性回転が阻止される構成であるので、結束バンドのセット位置への送り込み正確になされる。
【図面の簡単な説明】
【図1】リボンの部分斜視図である。
【図2】リボンに具備されている個々の結束バンドの一部破断正面図である。
【図3】結束バンドで線状体Lを束ねて結束した状態を示す一部破断正面図である。
【図4】本発明の実施例による結束バンド給送装置を採用した自動結束装置の駆動系を略示した説明図である。
【図5】結束バンド給送装置を平面的に見た概略説明図である。
【図6】結束バンド給送装置を側面から見た一部破断説明図である。
【図7】結束バンド給送装置に付設されているランナー切断機構の非動作状態を示す説明図である。
【図8】結束バンド給送装置に付設されているランナー切断機構の他の非動作状態を示す説明図である。
【図9】結束バンド給送装置に付設されているランナー切断機構の動作状態を示す説明図である。
【図10】結束バンド給送装置に付設されているランナー切断機構の他の動作状態を示す説明図である。
【図11】結束バンド送出機構の非動作状態を示す説明図である。
【図12】結束バンド送出機構の動作状態を示す説明図である。
【図13】結束バンド送出機構の他の動作状態を示す説明図である。
【図14】ガイド溝部に連通する結束バンド導入用の開口の形状を示す説明図である。
【図15】押し具の作用を説明するための概略斜視図である。
【符号の説明】
A 自動結束装置
1,2 一対のローラ
3 噛合部
4 回転カム
6 凹入部
7 倣い子
10 結束バンド送り込み機構
10A 送り込み方向
10B 送出方向
11,12 固定カッタ
13 横軸
14 レバー
15 回転カム
16 制御部材
40 結束バンド位置決め機構
50 結束部
100 結束バンド
110 ヘッド
120 巻付部
130 ヘッド側ランナー
131,141 突起
135,145 連結部
140 巻付部側ランナー
200 リボン
X セット位置
C 送出機構
L2 回転伝達経路
G1〜G8 歯車
【特許請求の範囲】
【請求項1】 セット位置に給送された結束バンドを送出機構の動作により結束部に送り出し、この結束部で線状体に結束バンドを巻き付けるように構成された自動結束装置の上記セット位置に結束バンドを給送するものにおいて、ヘッドとヘッド上端部から横方向に延出された巻付部とを一体に有する複数の結束バンドにおけるヘッドの下端部同士がヘッド側ランナーにより連設されていると共に、巻付部の先端部同士がヘッド側ランナーに平行な巻付部側ランナーにより連設されてなるリボンの上記各ランナーを、上記送出機構による押出方向に対し直行する方向に所定ピッチごとに間欠的に送ることによって、このリボンの結束バンドを上記セット位置で順次停止させる結束バンド送り込み機構と、上記セット位置に送り込まれてくる結束バンドのヘッド側ランナーとヘッドとの連結部および巻付部側ランナーと巻付部との連結部のそれぞれの通過位置に配備されて、その結束バンドが上記セット位置に達するときに上記各連結部を切り離す固定カッタと、固定カッタによりヘッド側ランナーおよび巻付部側ランナーから切り離されて上記セット位置に達した結束バンドの適正セット位置からのずれを修正するための結束バンド位置決め機構と、を備えることを特徴とする自動結束装置の結束バンド給送装置。
【請求項2】 結束バンド送り込み機構が、ヘッド側ランナーおよび巻付部側ランナーのそれぞれに対応し各ランナーの裏面に所定間隔おきに設けられた突起に対する噛合部を外周に備えた間欠回転される一対のローラでなり、これらのローラに回転力を伝える回転伝達経路が複数の歯車の噛合いによって形成され、結束バンド位置決め機構が、横軸を支点として所定方向に回動することにより上記セット位置に達した結束バンドのヘッドをセット位置への送り込み方向に押し付けるレバーを備え、このレバーの所定方向への回動が、上記回転伝達経路中の所定の歯車と同軸に設けられた回転カムと、その回転カムに連動連設された制御部材とによりなされるように構成されている請求項1に記載の自動結束装置の結束バンド給送装置。
【請求項3】 一対のローラのうちの少なくとも一方のローラと同軸に、結束バンドの間欠送りピッチに相応する間隔を隔てた複数の凹入部を外周に有する回転カムが設けられ、この回転カムの凹入部に噛み合って一方の上記ローラの慣性回転を阻止する倣い子が、ばね力によって上記凹入部に対する噛合い方向に常時付勢されている請求項2に記載の自動結束装置の結束バンド給送装置。
【請求項1】 セット位置に給送された結束バンドを送出機構の動作により結束部に送り出し、この結束部で線状体に結束バンドを巻き付けるように構成された自動結束装置の上記セット位置に結束バンドを給送するものにおいて、ヘッドとヘッド上端部から横方向に延出された巻付部とを一体に有する複数の結束バンドにおけるヘッドの下端部同士がヘッド側ランナーにより連設されていると共に、巻付部の先端部同士がヘッド側ランナーに平行な巻付部側ランナーにより連設されてなるリボンの上記各ランナーを、上記送出機構による押出方向に対し直行する方向に所定ピッチごとに間欠的に送ることによって、このリボンの結束バンドを上記セット位置で順次停止させる結束バンド送り込み機構と、上記セット位置に送り込まれてくる結束バンドのヘッド側ランナーとヘッドとの連結部および巻付部側ランナーと巻付部との連結部のそれぞれの通過位置に配備されて、その結束バンドが上記セット位置に達するときに上記各連結部を切り離す固定カッタと、固定カッタによりヘッド側ランナーおよび巻付部側ランナーから切り離されて上記セット位置に達した結束バンドの適正セット位置からのずれを修正するための結束バンド位置決め機構と、を備えることを特徴とする自動結束装置の結束バンド給送装置。
【請求項2】 結束バンド送り込み機構が、ヘッド側ランナーおよび巻付部側ランナーのそれぞれに対応し各ランナーの裏面に所定間隔おきに設けられた突起に対する噛合部を外周に備えた間欠回転される一対のローラでなり、これらのローラに回転力を伝える回転伝達経路が複数の歯車の噛合いによって形成され、結束バンド位置決め機構が、横軸を支点として所定方向に回動することにより上記セット位置に達した結束バンドのヘッドをセット位置への送り込み方向に押し付けるレバーを備え、このレバーの所定方向への回動が、上記回転伝達経路中の所定の歯車と同軸に設けられた回転カムと、その回転カムに連動連設された制御部材とによりなされるように構成されている請求項1に記載の自動結束装置の結束バンド給送装置。
【請求項3】 一対のローラのうちの少なくとも一方のローラと同軸に、結束バンドの間欠送りピッチに相応する間隔を隔てた複数の凹入部を外周に有する回転カムが設けられ、この回転カムの凹入部に噛み合って一方の上記ローラの慣性回転を阻止する倣い子が、ばね力によって上記凹入部に対する噛合い方向に常時付勢されている請求項2に記載の自動結束装置の結束バンド給送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図8】
【図6】
【図7】
【図15】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図8】
【図6】
【図7】
【図15】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開平7−89510
【公開日】平成7年(1995)4月4日
【国際特許分類】
【出願番号】特願平5−231939
【出願日】平成5年(1993)9月17日
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000108524)タイトン株式会社 (57)
【公開日】平成7年(1995)4月4日
【国際特許分類】
【出願日】平成5年(1993)9月17日
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000108524)タイトン株式会社 (57)
[ Back to top ]