
自動製パン器
【課題】検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備え、安定して出来の良いパンを製造できる自動製パン器を提供する。
【解決手段】自動製パン器1は、検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備える。また、自動製パン器1は、第1の温度検出手段21と、第1の温度検出手段21と異なる位置に配置される第2の温度検出手段22と、第1の温度検出手段21で検出される第1の温度と、第2の温度検出手段22で検出される第2の温度とを考慮して、前記複数の環境変化対応の製パンコースの中から実行すべき1つのコースを選択する選択手段110と、を備える。
【解決手段】自動製パン器1は、検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備える。また、自動製パン器1は、第1の温度検出手段21と、第1の温度検出手段21と異なる位置に配置される第2の温度検出手段22と、第1の温度検出手段21で検出される第1の温度と、第2の温度検出手段22で検出される第2の温度とを考慮して、前記複数の環境変化対応の製パンコースの中から実行すべき1つのコースを選択する選択手段110と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は自動製パン器に関し、詳細には、検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコース(例えば季節に応じて使い分けられることを狙って設けられた複数のパンの製造コースが該当する)を備える自動製パン器に関する。
【背景技術】
【0002】
パン作りが行われる環境によって、パンの出来栄えは変動しやすい。例えば、夏季にパンを製造する場合と、冬季にパンを製造する場合とで同じようにパンを製造しても、温度差等が原因となってパンの出来上がりに差が生じることがある。このようなことから、従来の自動製パン器の中には、季節に応じて使い分けられることを狙って設けられた複数の製パンコースを備えるものがある(例えば特許文献1参照)。
【0003】
従来の自動製パン器では、パンを製造する際にパン容器が収容される焼成室の温度が検出され、検出された温度に基づいて、季節に対応した製パンコースが自動的に選択される。そして、自動的に選択された製パンコースによってパンの製造が開始される。なお、ここで言うパン容器は、パン原料が投入されるとともにパン焼き型として使用される容器のことである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−194098号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、たくさんのパンを焼きたい場合等に、ユーザ(使用者)は自動製パン器を連続して使用することがある。連続して自動製パン器が使用される場合、先に行われた焼成工程(発酵したパン生地をパンに焼き上げるための工程)の影響によって、パンの製造工程の開始時点において、焼成室の温度が自動製パン器の周辺温度よりも高くなっていることがある。このために、焼成室の温度を検出し、それによって季節対応の製パンコースが自動選択される構成が採用される場合には、本来選択されるべき季節対応の製パンコースとは異なる製パンコースでパンが製造され、出来の悪いパンが製造されてしまう場合がある。
【0006】
なお、製パン動作を開始するまでの時間を長くすれば焼成室の温度と自動製パン器の周辺温度とをほぼ同一とできるが、この場合には連続してパンを焼くという目的に反することになる。
【0007】
特許文献1では、製パンコースの途中(例えば練り工程の終了時点)で焼成室の温度を再検出し、検出された温度に基づいて季節対応の製パンコースの変更が行われる構成が開示される。このようにすれば、自動製パン器が連続して使用される場合でも、安定して出来の良いパンを作製することが可能である。
【0008】
しかしながら、近年、本出願人らは、穀物粒(代表的なものとしては米粒)からパンを製造可能な自動製パン器を開発している。穀物粒からパンを製造する場合には、従来のパンの製造工程には無かった、浸漬工程や粉砕工程等が練り工程の前に行われる。これらの工程は比較的工程時間が長いために、これらの工程が終了してから季節対応の製パンコースの変更を行うのは、適切でない(出来の悪いパンを製造してしまう)場合もある。すなわち、パンの製造動作が開始される時点において、適切な季節対応の製パンコースが選択されていることが望まれる。
【0009】
なお、練り工程はパン原料をパン生地に練り上げる工程であり、浸漬工程は穀物粒を液体(代表的には水)に浸漬した状態で放置する工程であり、粉砕工程は穀物粒を液体と混合した状態で粉砕する工程である。
【0010】
以上の点に鑑みて、本発明の目的は、検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備え、安定して出来の良いパンを製造できる自動製パン器を提供することである。
【課題を解決するための手段】
【0011】
上記目的を達成するために本発明の自動製パン器は、検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備える自動製パン器であって、第1の温度検出手段と、前記第1の温度検出手段と異なる位置に配置される第2の温度検出手段と、前記第1の温度検出手段で検出される第1の温度と、前記第2の温度検出手段で検出される第2の温度とを考慮して、前記複数の環境変化対応の製パンコースの中から実行すべき1つのコースを選択する選択手段と、を備える。
【0012】
本構成によれば、別々の位置に配置される2つの温度検出手段を用いて、複数の環境変化対応の製パンコース(パンの製造コース)から1つのコースを選択する構成となっている。このために、環境変化対応の製パンコースについて、パンの製造動作を開始する時点で適切なコースを選択可能である。特に、自動製パン器が連続運転される場合であっても、環境変化対応の製パンコースについて適切なコース選択が可能である点にメリットを有する。
【0013】
上記構成の自動製パン器は、パン原料が投入されるパン容器を収容する焼成室を備え、前記第1の温度検出手段が前記焼成室の温度を検出するように設けられており、前記第2の温度検出手段が該自動製パン器の周辺温度を検出するように設けられているのが好ましい。従来、自動製パン器は、焼成室の温度を検出する温度検出手段を備えている。このため、本構成は、自動製パン器の周辺温度を検出する温度検出手段を1つ追加すれば実現できる。
【0014】
上記構成の自動製パン器は、使用原料によって使い分けられる複数の製パンコースの中から、使用者が実行させるコースを選択可能になっており、使用者が選択可能な前記製パンコースの中には、更に前記複数の環境変化対応の製パンコースが準備されているものがあり、前記選択手段が、使用者が選択可能な前記複数の製パンコースの中から1つの製パンコースを選択した後に、前記第1の温度と前記第2の温度との比較結果を考慮して、前記複数の環境変化対応の製パンコースの中から実行すべき1つのコースを選択する、ようになっていてもよい。
【0015】
本構成の自動製パン器は、使用原料によって使い分けられる複数の製パンコースを備え、多種類のパン作りが行える。そして、このような多種類対応の自動製パン器において、環境変化対応の機能を適切に動作させることが可能であるために、本構成の自動製パン器はユーザにとって好ましいものである。
【0016】
そして、上記構成の自動製パン器において、前記選択手段は、前記第1の温度と前記第2の温度との比較結果に加え、使用者が選択した前記製パンコースにおける所定のパンの製造工程が開始されるまでの時間を考慮して、前記1つのコースの選択を行う場合があることとしてもよい。この場合に、前記所定のパンの製造工程は、パン原料をパン生地に練り上げる練り工程であってもよい。また、前記所定のパンの製造工程が開始されるまでの時間は、パンを製造するための動作開始時点を基準に判断されることとしてもよい。また、タイマー予約が可能に設けられて、前記タイマー予約が行われる場合には、前記所定のパンの製造工程が開始されるまで時間は、前記タイマー予約が行われた時点を基準に判断されることとしてもよい。
【0017】
上記構成の自動製パン器において、前記第1の温度と前記第2の温度との差が所定の範囲内である場合、及び、前記第1の温度と前記第2の温度との差が前記所定の範囲外であって、前記所定のパンの製造工程が開始されるまでの時間が所定の時間以上である場合には、前記選択手段は前記第2の温度に基づいて前記1つのコースの選択を行い、前記第1の温度と前記第2の温度との差が前記所定の範囲外であって、前記所定のパンの製造工程が開始されるまでの時間が前記所定の時間より短い場合には、前記選択手段は前記第1の温度に基づいて前記1つのコースの選択を行うこととしてもよい。これにより、自動製パン器が連続運転される場合であっても、環境変化対応の製パンコースについて適切なコース選択ができる。
【0018】
上記構成の自動製パン器において、使用者が選択可能な前記複数の製パンコースには、穀物粒を粉砕する粉砕工程を有する製パンコースと、前記粉砕工程を有さない製パンコースと、が含まれていることとしてもよい。本構成の好適な一例として、使用者が選択可能な製パンコースに、穀物粒(代表的なものとしては米粒)を出発原料としてパンを製造する製パンコースと、穀物粉(代表的なものとしては小麦粉)を出発原料としてパンを製造する製パンコースと、が含まれる自動製パン器が挙げられる。
【発明の効果】
【0019】
本発明によると、検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備え、安定して出来の良いパンを製造できる自動製パン器を提供できる。また、本発明の自動製パン器は、連続運転される場合でも、環境変化対応の機能を適切に動作させることが可能であるために便利である。更に、本発明は、例えば、穀物粒を出発原料としてパンを製造できるとともに、穀物粉を出発原料としてパンを製造することも可能な自動製パン器に対して好適であり、この点からもユーザにとって便利なものである。
【図面の簡単な説明】
【0020】
【図1】本実施形態の自動製パン器の外観構成を示す概略斜視図
【図2】本実施形態の自動製パン器の本体内部の構成を説明するための模式図
【図3】本実施形態の自動製パン器において、米粒用製パンコース仕様のパン容器が焼成室に収容された場合における、焼成室及びその周辺の構成を模式的に示した図
【図4】米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの構成を示す概略斜視図
【図5】米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの構成を示す図
【図6】米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットを下から見た場合の概略平面図
【図7】米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの動作を説明するための図で、パン容器を上から見た場合の図
【図8】本実施形態の自動製パン器において、小麦粉用製パンコース仕様のパン容器が焼成室に収容された場合における、焼成室及びその周辺の構成を模式的に示した図
【図9】本実施形態の自動製パン器の構成を示すブロック図
【図10】本実施形態の自動製パン器によって実行される米粒用製パンコースの流れを示す模式図
【図11】本実施形態の自動製パン器における米粒用製パンコースについて補足説明するための図
【図12】本実施形態の自動製パン器によって実行される小麦粉用製パンコースの流れを示す模式図
【図13】本実施形態の自動製パン器における小麦粉用製パンコースについて補足説明するための図
【図14】本実施形態の自動製パン器における、季節コースの自動選択フローを示すフローチャート
【発明を実施するための形態】
【0021】
以下、本発明の自動製パン器の実施形態について、図面を参照しながら詳細に説明する。なお、本明細書に登場する具体的な時間、温度等はあくまでも例示であり、それらは本発明の内容を限定するものではない。
(自動製パン器の構成)
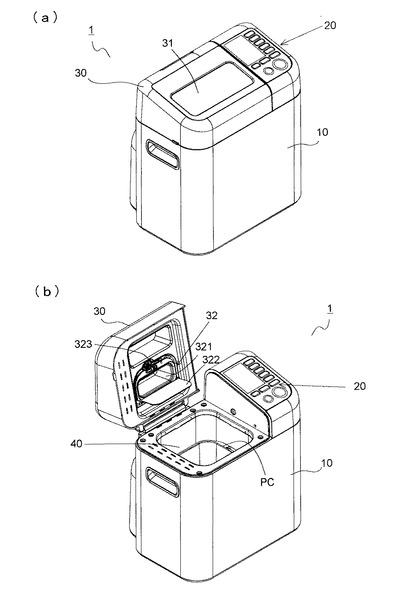
図1は、本実施形態の自動製パン器の外観構成を示す概略斜視図で、図1(a)は蓋が閉じられた状態、図1(b)は蓋が開かれた状態を示している。図1に示すように、自動製パン器1は、パン容器PCを収容可能な焼成室40を備える本体10と、本体10に回動可能に取り付けられて焼成室40を開閉する蓋30と、が備えられている。
【0022】
本体10には、閉じられた蓋30と並ぶように操作部20が設けられている。この操作部20は、操作キー群と、時間、操作キー群によって設定された内容、エラー等を表示する表示部(例えば液晶表示パネル等)と、によって構成されている。操作キー群には、例えば、スタートキー、取り消しキー、タイマーキー、予約キー、パンの製造コース(製パンコース)を選択するための選択キー等が含まれる。
【0023】
本体10内部に設けられる焼成室40は平面視略矩形の箱形状の部屋であり、焼成室40の側壁及び底壁は例えば板金で構成される。この焼成室40には、焼成室40に収容されたパン容器PC内の原料や生地を加熱できるように、加熱手段が設けられている。自動製パン器1では、加熱手段としてはシーズヒータ42(後述の図3及び図8参照)が用いられている。このシーズヒータ42は、焼成室40の内側壁に沿うように略額縁状に配置され、焼成室40に収容されたパン容器PCを包囲する。
【0024】
蓋30には、焼成室40内を覗けるように、例えば耐熱ガラスからなる覗き窓31が設けられている。また、蓋30の内面側には、パンの製造工程の途中で一部のパン原料を自動投入するために使用される自動投入容器32が着脱自在に取り付けられるようになっている。なお、図1(b)においては、自動投入容器32の容器蓋322は開かれている。
【0025】
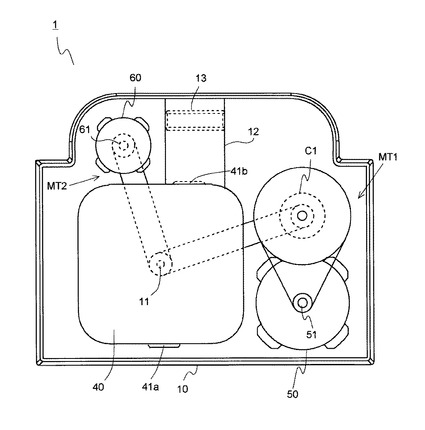
図2は、本実施形態の自動製パン器の本体内部の構成を説明するための模式図である。図2は、自動製パン器1を上側から見た場合が想定されており、図の下側が自動製パン器1の前面(正面)側、図の上側が背面側である。図2における破線は、実線で示す部材の下側にあり、本来は見えないものであることを示している。
【0026】
図2に示すように、自動製パン器1には、焼成室40の右横に低速・高トルクタイプの混練モータ50が固定配置され、焼成室40の後ろ側に高速回転タイプの粉砕モータ60が固定配置されている。混練モータ50及び粉砕モータ60はいずれも竪軸である。
【0027】
混練モータ50の上面から突出する出力軸51は、複数のプーリ、複数の回転軸、及び複数のベルトを含む第1の動力伝達部MT1によって、焼成室40の下部側に設けられる原動軸11に動力伝達可能に連結されている。ただし、第1の動力伝達部MT1にはクラッチC1(本実施形態では噛み合いクラッチが使用されている)が含まれ、出力軸51の回転動力を伝達可能な動力伝達状態と、出力軸51の回転動力を伝達不能な動力遮断状態との切り替えが可能になっている。また、第1の動力伝達部MT1は、混練モータ50の回転動力をトルクアップして原動軸11に伝達するように設けられている。
【0028】
粉砕モータ60の下面から突出する出力軸61は、複数のプーリ及び1本のベルトを含む第2の動力伝達部MT2によって、焼成室40の下部側に設けられる原動軸11に動力伝達可能に連結されている。なお、第2の動力伝達部MT2は、クラッチを有さず、粉砕モータ60の出力軸61と原動軸11とを常時動力伝達可能に連結している。ただし、第2の動力伝達部MT2にも、動力伝達状態を切り替えるクラッチが含まれるようにしてもよい。
【0029】
図2に示すように、焼成室40の前側壁及び後側壁には通気孔41a、41bが形成されている。また、焼成室40の後側壁に形成され通気孔41bは、ダクト12と、本体10の背面に設けられるスリット孔(図示せず)とを介して外部に連通している。ダクト12の内部には、冷却ファン13が取り付けられている。
【0030】
冷却ファン13が駆動すると、焼成室40の外から通気孔41aを介して焼成室40内に空気が取り込まれる。また、焼成室40に取り込まれた空気は、冷却ファン13の駆動により、通気孔41b及びダクト12を介して本体10の外部へと排出される。すなわち、焼成室40が温まった状態で冷却ファン13の駆動が行われると、焼成室40の外部から冷たい空気が取り込まれるとともに、焼成室40内の温まった空気が外部へと排出されることになり、温まった焼成室40内の冷却が可能になる。
【0031】
次に、焼成室40に出し入れ自在に設けられるパン容器PCについて説明する。パン容器PCは、パン原料が投入されるとともにパン焼き型として使用される容器である。なお、本実施形態の自動製パン器1は、米粒を出発原料としてパンを製造する製パンコース(米粒用製パンコース)と、小麦粉を出発原料としてパンを製造する製パンコース(小麦粉用製パンコース)と、を実行できるようになっている。そして、米粒用製パンコースによってパンを製造する場合と、小麦粉用製パンコースによってパンを製造する場合とで、異なるパン容器が使用されるように構成されている。このために、米粒用製パンコース仕様のパン容器と、小麦粉用製パンコース仕様のパン容器とを分けて説明する。
【0032】
まず、米粒用製パンコース仕様のパン容器について説明する。
【0033】
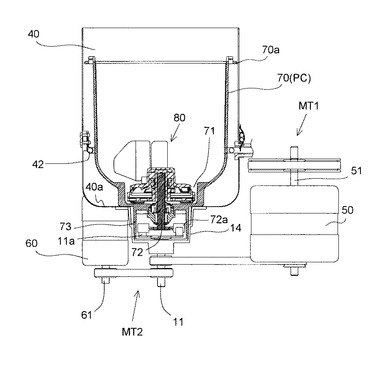
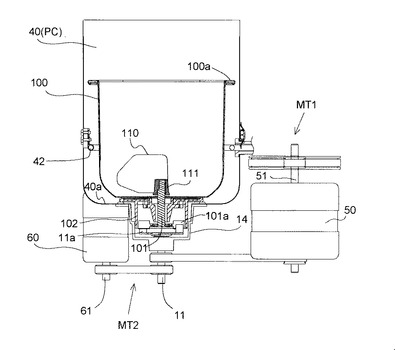
図3は、本実施形態の自動製パン器において、米粒用製パンコース仕様のパン容器が焼成室に収容された場合における、焼成室及びその周辺の構成を模式的に示した図である。図3は、自動製パン器1を前面(正面)側から見た場合の構成を想定したものであり、焼成室40及び米粒用製パンコース仕様のパン容器70(以下、第1のパン容器70と表現する場合がある)の構成は概ね断面図で示されている。
【0034】
例えばアルミニウム合金のダイキャスト成型品からなる第1のパン容器70は、図3に示すように、バケツのような形状をしており、その水平断面は四隅を丸めた矩形である。第1のパン容器70の開口部側縁に設けられる鍔部70aには、図示しない手提げ用のハンドルが取り付けられている。第1のパン容器70の底部には、詳細は後述するブレードユニット80の一部を収容する平面視略円形状の凹部71が形成されている。
【0035】
第1のパン容器70の底部中心には、垂直方向に延びるブレード回転軸72がシール対策を施された状態で回転可能に支持されている。このブレード回転軸72の下端(第1のパン容器70の底部から外部側に突き出ている)には、容器側接続部72aが固定されている。また、第1のパン容器70の底部外面側には、ブレード回転軸72の、第1のパン容器70の底部から外部側に突き出た部分を取り囲むように、筒状の台座73が設けられている。
【0036】
図3に示すように、焼成室40の底壁40aの略中心にあたる箇所には、第1のパン容器70を支持するパン容器支持部14(例えばアルミニウム合金のダイキャスト成型品からなる)が固定されている。このパン容器支持部14は、焼成室40の底壁40aから窪むように形成され、その窪みの形状は上から見た場合に略円形となっている。このパン容器支持部14の中心には、上述の原動軸11が底壁40aに対して略垂直となるように支持されている。原動軸11の上端には、本体側接続部11aが固定されている。
【0037】
第1のパン容器70は、台座73がパン容器支持部14に受け入れられた状態で焼成室40内に収容される。第1のパン容器70の台座73がパン容器支持部14に受け入れられた状態においては、ブレード回転軸72の下端に設けられる容器側接続部72aと、原動軸11の上端に固定される本体側接続部11aとの連結が得られる。これにより、ブレード回転軸72は原動軸11から回転動力を伝えられるようになる。すなわち、本体側接続部11aと容器側接続部72aとはカップリングを構成する。
【0038】
ブレード回転軸72の第1のパン容器70内部に突出する部分には、その上からブレードユニット80が着脱自在に取り付けられるようになっている。このブレードユニット80の構成について、図4から図7を参照しながら説明する。
【0039】
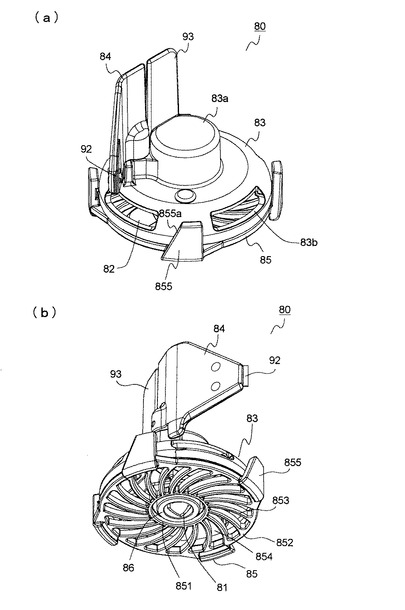
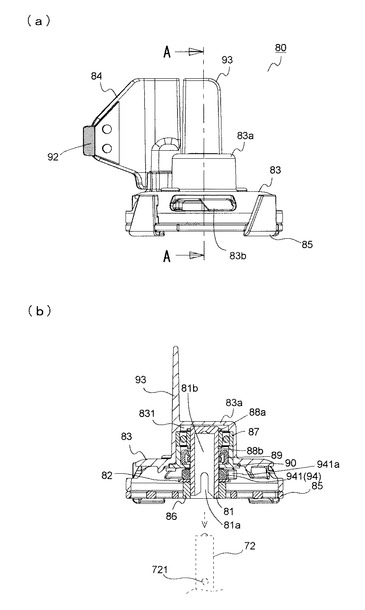
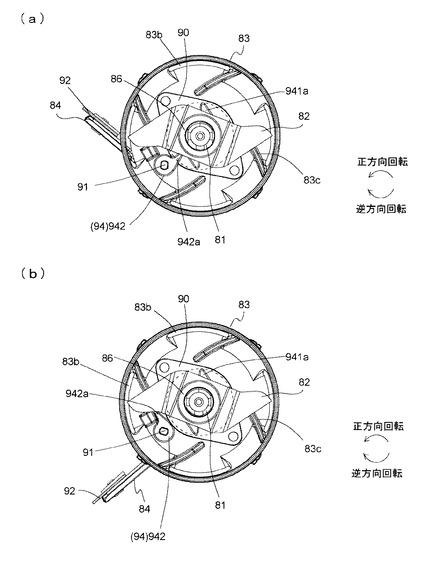
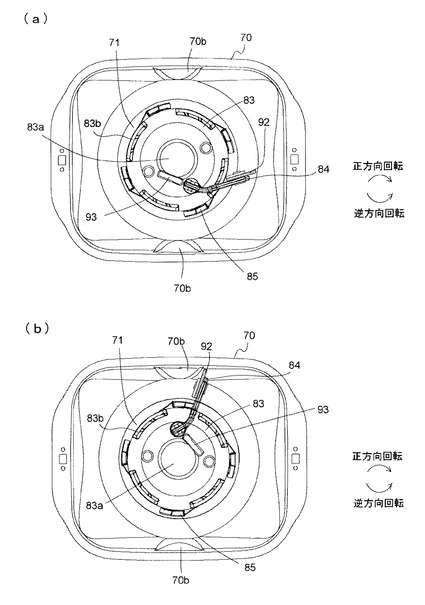
なお、図4は、米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの構成を示す概略斜視図で、図4(a)は斜め上方から見た図、図4(b)は斜め下方から見た図である。図5は、米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの構成を示す図で、図5(a)は概略側面図、図5(b)は図5(a)のA−A位置における概略断面図である。図6は、米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットを下から見た場合の概略平面図で、図6(a)は混練ブレードが折り畳み姿勢にある場合の図、図6(b)は混練ブレードが開き姿勢にある場合の図である。図6においては、後述のガードが取り外された状態を示している。図7は、米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの動作を説明するための図で、パン容器を上から見た場合の図である。図7(a)は混練ブレードが折り畳み姿勢にある場合の図、図7(b)は混練ブレードが開き姿勢にある場合の図である。
【0040】
ブレードユニット80は、大きくは、ユニット用シャフト81と、ユニット用シャフト81に相対回転不能に取り付けられる粉砕ブレード82と、ユニット用シャフト81に相対回転可能且つ粉砕ブレード82を上から覆うように取り付けられる平面視略円形のドーム状カバー83と、ドーム状カバー83に相対回転可能に取り付けられる混練ブレード84と、ドーム状カバー83に取り付けられ、粉砕ブレード82を下から覆うガード85と、を備える構成となっている。
【0041】
なお、ブレードユニット80がブレード回転軸72に取り付けられた状態において、粉砕ブレード82は、第1のパン容器70の凹部71底面より少し上の箇所に位置する。また、粉砕ブレード82及びドーム状カバー83のほぼ全体は凹部71に収容される(例えば図3参照)。
【0042】
ユニット用シャフト81は、例えばステンレス鋼板等の金属によって形成される略円柱状の部材であり、一方端(下端)に開口が設けられ、その内部は中空となっている。すなわち、ユニット用シャフト81は、下端からブレード回転軸72を挿入できるように、挿入孔81bが形成された構成となっている(例えば図5(b)参照)。
【0043】
また、ユニット用シャフト81の側壁の下部側(開口側)には、ユニット用シャフト81の回転中心を挟んで対称配置される一対の切り欠き部81aが形成されている。ブレード回転軸72を水平に貫くピン721(図5(b)参照)が、この切り欠き部81aと係合することによって、ユニット用シャフト81はブレード回転軸72に相対回転不能に取り付けられた状態になる。
【0044】
穀物粒粉砕用の粉砕ブレード82は、例えばステンレス鋼板を加工することによって形成される。この粉砕ブレード82は、中心部分に設けられる開口部(図示せず)がユニット用シャフト72の下部側が嵌め込まれる形で、ユニット用シャフト81に相対回転不能に取り付けられる。粉砕ブレード82の下部側においては、抜け止め用のストッパー部材86がユニット用シャフト81に嵌め込まれる。このために、粉砕ブレード82がユニット用シャフト81から脱落することはない。
【0045】
粉砕ブレード82を囲んで覆い隠すように配置されるドーム状カバー83は、例えばアルミニウム合金のダイキャスト成型品からなり、その内面側には、ベアリング87を収容する凹状の収容部831(図5(b)参照)が形成されている。換言すると、この収容部831を形成するために、ドーム状カバー83は、それを外面から見た場合に、中央部に略円柱状の凸部83aが形成された構成となっている。
【0046】
ベアリング87は、その外輪が収容部831の側壁に固定されるように、収容部831に圧入されている。このベアリング87の内輪には、ユニット用シャフト81が相対回転不能に取り付けられている。このベアリング87の介在により、ドーム状カバー83は、ユニット用シャフト81に相対回転可能に取り付けられることになる。
【0047】
なお、ベアリング87の上下には、抜け止めリング88a、88bが配置される。また、ベアリング87の下部側には、外部から異物(例えば穀物粒の粉砕時に用いられる液体や粉砕により得られたペースト状物等)が入り込まないように、シール材89が配置されている。シール材89は、その下側に配置されるシールカバー90を用いて固定されている。
【0048】
ドーム状カバー83の外面には、凸部83aに隣接する箇所に垂直方向に延びるように配置される支軸91(図6参照)を用いて、平面形状「く」の字形の混練ブレード84(例えばアルミニウム合金のダイキャスト成型品からなる)が取り付けられている。混練ブレード84は、支軸91に相対回転不能に取り付けられており、ドーム状カバー83に相対回転可能に取り付けられる支軸91と動きを共にする。換言すると、混練ブレード84は、ドーム状カバー83に対して相対回転可能に取り付けられた構成となっている。
【0049】
混練ブレード84は、支軸91と共に支軸91の軸線周りに、一定の範囲内だけ回転可能となっている。図4、図5、図6(a)及び図7(a)に示す折り畳み姿勢は、混練ブレード84が回転可能な範囲の一端にある場合に該当する。また、図6(b)及び図7(b)に示す開き姿勢は、混練ブレード84が回転可能な範囲の他端にある場合に該当する。
【0050】
なお、混練ブレード84の先端側近傍の一方面には、緩衝材92が取り付けられている。緩衝材92は、混練ブレード84の先端から僅かに突出するように設けられている(例えば図6(b)参照)。この緩衝材92は、混練ブレード84と、第1のパン容器70の内壁とが接触して傷が付くこと等を防止する目的で設けられている。
【0051】
また、ドーム状カバー83の外面に、混練ブレード84に並ぶように補完混練ブレード93(例えばドーム状カバー83と一体的に設けられる)が固定配置されている。混練ブレード84が折り畳み姿勢となっている場合には、例えば図4や図5に示すように補完混練ブレード93は混練ブレード84に整列し、あたかも「く」の字形状の混練ブレード84のサイズが大型化したようになる。この補完混練ブレード93により、混練効率を高められる。
【0052】
ユニット用シャフト81には、図5(b)に示すように、粉砕ブレード82とシールカバー90との間にカバー用クラッチ94を構成する第1係合体941が相対回転不能に取り付けられている。この第1係合体941は、ストッパー部材86によって、粉砕ブレード82と共にユニット用シャフト81からの脱落が防止されている。また、混練ブレード84が取り付けられる支軸91の下部側には、カバー用クラッチ94を構成する第2係合体942が相対回転不能に取り付けられている(図6参照)。
【0053】
第1係合体941と第2係合体942とで構成されるカバー用クラッチ94は、ブレード回転軸72の回転動力をドーム状カバー83に伝達するか否かを切り替える機能を有する。
【0054】
混練ブレード84が折り畳み姿勢にある場合(例えば図6(a)、図7(a)の状態)、第2係合体942の係合部942aは第1係合体941の係合部941a(本実施形態では2つあるが1つでもよい)の回転軌道に干渉する角度となる(図6(a)の破線参照)。このため、ユニット用シャフト81が回転(図8(a)において反時計方向回転)すると、第1係合体941と第2係合体942とは係合する。すなわち、混練ブレード84が折り畳み姿勢にある場合には、ブレード回転軸72の回転動力をドーム状カバー83に伝達することが可能になる。なお、混練ブレード84が折り畳み姿勢にある場合には、混練ブレード84の回転を規制するストッパーの働きにより、第2係合体942は時計方向方向(図6(a)における方向である)に回転しない。
【0055】
一方、混練ブレード84が開き姿勢にある場合(例えば図6(b)、図7(b)の状態)、第2係合体942の係合部942aは第1係合体941の係合部941aの回転軌道から逸脱した角度となる(図6(b)の破線参照)。このために、ブレード回転軸72が回転しても、第1係合体941と第2係合体942は係合しない。従って、ブレード回転軸72の回転動力はドーム状カバー83に伝達されない。
【0056】
ドーム状カバー83には、カバー内空間とカバー外空間を連通する窓83b(本実施形態では4つ)が形成される。窓83bは粉砕ブレード82に並ぶ高さか、それよりも上の位置に配置される。また、ドーム状カバー83内面には、各窓83bに対応して計4個のリブ83cが形成されている(図6参照)。各リブ83cはドーム状カバー83の中心近傍から外周の環状壁まで半径方向に斜めに延び、4個合わさって一種の巴形状を構成する。また、各リブ83cは、それに向かって押し寄せるパン原料に対面する側が凸となるように湾曲している。
【0057】
また、ドーム状カバー83の下面には、ガード85が着脱可能に取り付けられるようになっている。このガード85は、ドーム状カバー83の下面を覆って粉砕ブレード82にユーザの指が接近するのを阻止する。
【0058】
なお、図4(b)に示すように、ガード85の中心には、ユニット用シャフト81に固定されるストッパー部材86を通すリング状のハブ851がある。また、ガード85の周縁には、ハブ851と同心円状に設けられたリング状のリム852がある。ハブ851とリム852とは複数のスポーク853で連結される。複数のスポーク853は所定の間隔を置いて配置され、スポーク853同士の間が、粉砕ブレード82によって粉砕される穀物粒を通す開口部854となる。
【0059】
次に、小麦粉用製パンコース仕様のパン容器について説明する。
【0060】
図8は、本実施形態の自動製パン器において、小麦粉用製パンコース仕様のパン容器が焼成室に収容された場合における、焼成室及びその周辺の構成を模式的に示した図である。図8は、自動製パン器1を前面(正面)側から見た場合の構成を想定したものであり、焼成室40及び小麦粉用製パンコース仕様のパン容器100(以下、第2のパン容器100と表現する場合がある)の構成は概ね断面図で示されている。また、第1のパン容器70を用いる場合と重複する構成については、特に説明の必要がない場合には説明を省略する。
【0061】
第2のパン容器100(例えば板金製)は、第1のパン容器70と同様にバケツのような形状をしており、その水平断面は四隅を丸めた矩形である。また、第2のパン容器100の開口部側縁に設けられる鍔部100aには、図示しない手提げ用のハンドルが取り付けられている。ただし、第2のパン容器100の底部には、第1のパン容器70のような凹部71は形成されていない。これは、第2のパン容器100を用いる場合には、粉砕工程が行われず、粉砕ブレード82が必要ないことと関係している。
【0062】
第2のパン容器100の底部中心には、垂直方向に延びるブレード回転軸101が、シール対策が施された状態で支持されている。このブレード回転軸101の下端(第2のパン容器100の底部から外部側に突き出ている)には容器側接続部101aが固定されている。また、第2のパン容器100の底部外面側には、ブレード回転軸101の、第2のパン容器100の底部から外部側に突き出た部分を取り囲むように、筒状の台座102が設けられている。
【0063】
第2のパン容器100は、第1のパン容器70と同様に、台座102がパン容器支持部14に受け入れられた状態で焼成室40内に収容される。第2のパン容器100の台座102がパン容器支持部14に受け入れられた状態においては、ブレード回転軸101の下端に設けられる容器側接続部101aと、原動軸11の上端に固定される本体側接続部11aとの連結が得られる。これにより、ブレード回転軸101は原動軸11から回転動力を伝えられるようになる。
【0064】
ブレード回転軸101の上端には、混練ブレード110(例えばアルミニウム合金のダイキャスト成型品)が、着脱可能に取り付けられるようになっている。この第2の混練ブレード110は、上述の混練ブレード84及び補完混練ブレード93を一体化したような形状である。混練ブレード110は、そのハブ111がブレード回転軸101の上端に回転不能に連結された状態で、ブレード回転軸101に取り付けられる。
【0065】
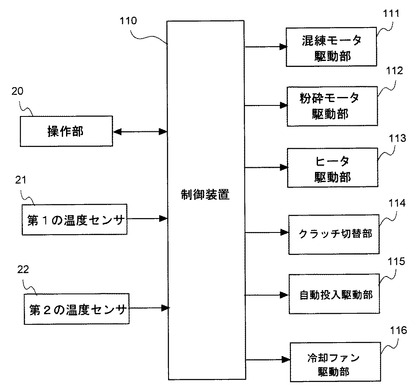
図9は、本実施形態の自動製パン器の構成を示すブロック図である。図9に示すように、自動製パン器1における制御動作は制御装置110によって行われる。制御装置110は、例えば、CPU(Central Processing Unit)、ROM(Read Only Memory)、RAM(Random Access Memory)、I/O(input/output)回路部等からなるマイクロコンピュータ(マイコン)によって構成される。この制御装置110は、焼成室40の熱の影響を受け難い位置に配置するのが好ましい。また、制御装置110には、時間計測機能が備えられており、パンの製造工程における時間的な制御が可能となっている。
【0066】
制御装置110には、上述の操作部20と、第1の温度センサ21と、第2の温度センサ22と、混練モータ駆動部111と、粉砕モータ駆動部112と、ヒータ駆動部113と、クラッチ切替部114と、自動投入駆動部115と、冷却ファン駆動部116と、が電気的に接続されている。
【0067】
第1の温度センサ21は、焼成室40の温度を検出するための温度センサであり、例えば焼成室40の側壁等に取り付けられる。また、第2の温度センサ22は、自動製パン器1の周辺温度(自動製パン器1が置かれる部屋の温度とも言える)を検出するための温度センサであり、例えば本体10の外殻(内側)等に取り付けられる。なお、第2の温度センサ22は、焼成室40で発生する熱の影響を受け難い位置に配置するのが好ましい。
【0068】
混練モータ駆動部111は、制御装置110からの指令の下で混練モータ50の駆動を制御する。また、粉砕モータ駆動部112は、制御装置110からの指令の下で粉砕モータ60の駆動を制御する。ヒータ駆動部113は、制御装置110からの指令の下でシーズヒータ42の加熱動作を制御する。
【0069】
クラッチ切替部114は、制御装置110からの指令の下で、第1の動力伝達部MT1に含まれるクラッチC1(図2参照)の動力伝達状態の切り替えを行うクラッチ用ソレノイドの駆動を制御する。また、自動投入駆動部115は、パンの製造工程の途中で一部のパン原料を自動投入する際に駆動する自動投入用ソレノイドの駆動を制御する。自動投入ソレノイドの駆動によって、自動投入容器32の容器蓋322(図1参照)が閉じられた状態を維持するロック機構323の解除が行われる。冷却ファン駆動部116は、制御装置110からの指令の下で冷却ファン13の駆動を制御する。
【0070】
制御装置110は、操作部20からの入力信号に基づいて、所定の動作(後述する)を行った上でROM等に格納されたパンの製造コース(製パンコース)に係るプログラムを読み出す。そして、制御装置110は、混練モータ駆動部111を介して混練モータ50による混練ブレード84の回転制御、粉砕モータ駆動部112を介して粉砕モータ60による粉砕ブレード82の回転制御、ヒータ駆動部113を介してシーズヒータ42による加熱動作の制御、冷却ファン駆動部116を介して冷却ファン13の駆動制御を行いながら、自動製パン器1にパンの製造工程を実行させる。
(自動製パン器による製パン動作)
次に、以上のように構成される自動製パン器1でパンを製造する場合の動作について説明する。自動製パン器1は、米粒を出発原料に用いてパンを製造できるとともに、小麦粉を出発原料に用いてパンを製造することも可能に設けられている。以下、米粒を出発原料に用いる場合と、小麦粉を出発原料に用いる場合と、に分けて製パン動作を説明する。
<米粒を出発原料に用いる場合>
米粒が出発原料に用いられる場合には、ユーザは第1のパン容器70を選択する。そして、ユーザは、第1のパン容器70のブレード回転軸72にユニット用シャフト81を被せることによって、ブレードユニット80をブレード回転軸72に取り付ける。ブレードユニット80の取り付け作業後に、ユーザは、米粒、水、調味料(例えば食塩、砂糖、ショートニング等)をそれぞれ所定量ずつ計量して第1のパン容器70に入れる。
【0071】
また、ユーザは、パンの製造途中で自動投入される一部のパン原料を計量して自動投入容器32(図1参照)の容器本体321に収納する。ユーザは、収納すべきパン原料を容器本体321に収納したら、ロック機構323を用いて、容器蓋322によって容器本体321の開口が閉じられた閉状態を維持するようにする。
【0072】
なお、自動投入容器32に収納されるパン原料としては、例えば、グルテンとドライイーストが挙げられる。グルテンの代わりに、例えば小麦粉、上新粉、増粘剤(グアガム等)等が自動投入容器32に収納されるようにしてもよい。また、グルテン、小麦粉、増粘剤、上新粉等は用いずに、例えばドライイーストのみが自動投入容器32に収納されるようにしてもよい。更に、場合によっては、例えば食塩、砂糖、ショートニングといった調味料についてもパンの製造工程の途中で自動投入すべく、例えばグルテン、ドライイーストと共に、これらの原料を自動投入容器32に収納するようにしてもよい。この場合には、第1のパン容器70に予め投入しておくパン原料は米粒及び水(単なる水の代わりに、例えばだし汁のような味成分を有する液体、果汁やアルコールを含有する液体等でもよい)となる。
【0073】
上述の準備が完了したら、ユーザは、第1のパン容器70を焼成室40に入れ、更に、自動投入容器32を蓋30の所定位置(図1参照)に嵌め込む。そして、ユーザは蓋30を閉じ、操作部20によって米粒からパンを製造するための製パンコース(米粒用製パンコース)を選択する。ユーザが、米粒用製パンコースの選択後、操作部20に含まれるスタートキーを押すと、制御装置110による制御の下、パンの製造動作が開始される。
【0074】
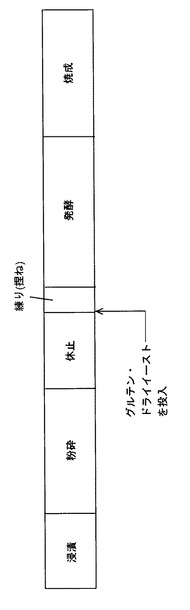
図10は、本実施形態の自動製パン器によって実行される米粒用製パンコースの流れを示す模式図である。図10に示すように、米粒用製パンコースにおいては、浸漬工程と、粉砕工程と、休止工程と、練り(捏ね)工程と、発酵工程と、焼成工程と、がこの順番で順次に実行される。
【0075】
なお、米粒には、例えば白米、玄米、雑穀米等の複数の種類がある。そして、米粒の種類によって硬さ等の性質が異なる。このために、米粒の種類毎に、図10に示す各工程の時間が実験等によって決定されるのが好ましい。また、パンの膨らみを良くするために使用される副原料(グルテン、小麦粉、上新粉等)もそれぞれ異なる性質のものである。このために、前述の副原料の種類毎に、図10に示す各工程の時間が実験等によって決定されるのが好ましい。
【0076】
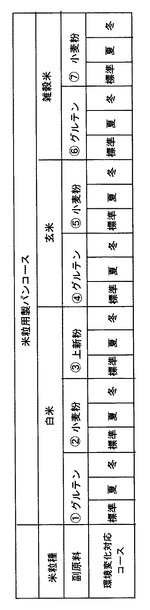
このようなことから、自動製パン器1における米粒用製パンコースとしては、正確には、米粒の種類毎に分類し、更にその各々を使用する副原料の違いによって複数に分類して条件決定した、複数の製パンコースが用意されている(図11参照;図11では7コースある)。そして、ユーザは、この複数の製パンコースの中から目的に応じたコースを選択できるようになっている。ただし、本明細書では、説明の便宜のために、この複数の製パンコースをひっくるめて米粒用製パンコースと表現する場合がある。
【0077】
また、上記複数の製パンコースのそれぞれには、季節変動等、自動製パン器1が置かれる環境の変動に対応できるように、標準コース、夏コース、冬コースといった3つの環境変化対応の製パンコース(単に環境変化対応コースという場合がある)が設けられている(図11参照)。この環境変化対応コースは、ユーザが選択するものではなく、パンの製造動作を開始する前に制御装置110が自動的に選択するものである。この環境変化対応コースについての詳細は後述することとし、以下では、米粒用製パンコースの各工程における自動製パン器1の動作について説明する。
【0078】
米粒用製パンコースでは、まず、制御装置110の指令によって浸漬工程が開始される。浸漬工程では、第1のパン容器70に予め投入されたパン原料が静置状態とされ、この静置状態が予め定められた所定時間(例えば30〜60分程度)維持される。この浸漬工程は、米粒に水を含ませることによって、その後に行われる粉砕工程において、米粒を芯まで粉砕しやすくすることを狙う工程である。
【0079】
なお、米粒の吸水速度は水の温度によって変動し、水温が高いと吸水速度が高まり、水温が低いと吸水速度が低下する傾向がある。このため、浸漬時間を短時間とするために、浸漬工程は、シーズヒータ42に通電して焼成室40の温度を高めた状態(例えば50℃程度)で行うようにしてもよい。
【0080】
上記所定時間が経過すると、制御装置110の指令によって、浸漬工程が終了され、米粒を粉砕する粉砕工程が開始される。この粉砕工程では、米粒と水とが含まれる混合物の中で粉砕ブレード82が高速回転(例えば7000〜8000rpm)される。この粉砕工程では、制御装置110は、粉砕モータ60を制御してブレード回転軸72を逆方向回転(図6では時計方向回転、図7では反時計方向回転)させる。ブレード回転軸72の逆方向回転により、粉砕ブレード82の刃部分(切削刃)が回転方向前方となるために、この逆方向回転により粉砕機能が得られる。
【0081】
なお、粉砕モータ60を用いて粉砕ブレード82を回転させる場合、制御装置110は、クラッチ切替部114を制御してクラッチC1が動力遮断を行うようにする。これにより、粉砕モータ60に大きな負荷が加わって粉砕モータ60が破損するといった事態を避けられる。粉砕ブレード82は、粉砕工程の初期段階では低速で回転され、その後、高速回転されるようにするのが好ましい。
【0082】
粉砕ブレード82を回転させるために、ブレード回転軸72が逆方向回転された場合、ドーム状カバー83も第1のパン容器70内の米粒と水を含む混合物の流れによって逆方向回転しようとするが、次のような動作によってドーム状カバー83の逆方向回転は阻止(停止)される。
【0083】
ブレード回転軸72が逆方向回転された時点で混練ブレード84が折り畳み姿勢(図7(a)に示す姿勢)であった場合、カバー用クラッチ94の第1係合体941の係合部941aが第2係合体942の係合部942aと接触し、混練ブレード84は開き姿勢(図7(b)に示す姿勢)となる方向に回転される。また、混練ブレード84は、ドーム状カバー83の逆方向回転(図7において反時計方向回転)に伴って第1のパン容器70内の混合物から抵抗を受け、これによっても開き姿勢となる方向に回転される。
【0084】
混練ブレード84が開き姿勢になると、第2係合体942aが第1係合体941aの回転軌道(図6の破線参照)から逸脱する。このために、カバー用クラッチ94は、ブレード回転軸72とドーム状カバー83との連結を切り離す。また、開き姿勢になった混練ブレード84は、図7(b)に示すように、その一部(正確には、先端側に設けられる緩衝材92)が第1のパン容器70の内側壁(詳細には粉砕効率を向上するために第1のパン容器70の内壁に設けられた畝状の凸部70b)に当接するために、ドーム状カバー83の回転は阻止(停止)される。
【0085】
粉砕工程における米粒の粉砕は、先に行われた浸漬工程によって米粒に水が浸み込んだ状態で実行されるために、米粒を芯まで容易に粉砕することができる。粉砕工程における粉砕ブレード82の回転は本実施形態では間欠回転とされる。この間欠回転は、例えば30秒回転して5分間停止するというサイクルで行われ、このサイクルが10回繰り返される。粉砕ブレード82の回転は連続回転としてもよいが、例えば第1のパン容器70内の原料温度が高くなり過ぎることを防止する等の目的のために、間欠回転とするのが好ましい。
【0086】
粉砕工程においては、米粒の粉砕が回転停止したドーム状カバー83内で行われるから、米粒が第1のパン容器70の外に飛び散る可能性が低い。また、回転停止状態にあるガード85の開口部854からドーム状カバー83内に入る米粒は、静止したスポーク853と回転する粉砕ブレード82との間でせん断されるので、効率良く粉砕が行える。また、ドーム状カバー83に設けられるリブ83cによって、米粒と水とが含まれる混合物の流動(粉砕ブレード82の回転と同方向の流動である)が適度に抑制されるので、効率良く粉砕が行える。
【0087】
また、粉砕された米粒と水とを含む混合物は、ドーム状カバー83のリブ83cによって窓83bの方向に誘導されて、窓83bからドーム状カバー83の外に排出される。ドーム状カバー83のリブ83cは、それに向かって押し寄せる混合物に対向する側が凸となるように湾曲しているので、混合物はリブ83cの表面に滞留しにくく、スムーズに窓83bの方へ流れていく。更に、ドーム状カバー83内部から混合物が排出されるのと入れ替わりに、凹部71の上の空間に存在していた混合物が凹部71に入り、凹部71からガード85の開口部854を通ってドーム状カバー83内に入いる。このような循環をさせつつ粉砕ブレード82による粉砕が行われるので、効率良く粉砕が行える。
【0088】
粉砕工程が終了すると、制御装置110の指令によって休止工程が実行される。この休止工程は、粉砕工程によって上昇した第1のパン容器70内の内容物の温度を下げる冷却期間として設けられている。温度を下げるのは、次に行われる練り工程が、イーストが活発に働く温度(例えば30℃前後)で実行されるようにするためである。本実施形態では、休止工程は所定時間(例えば30〜60分程度)とされている。
【0089】
休止工程が終了すると、制御装置110の指令によって練り工程が開始される。練り工程の開始にあたって、制御装置110はクラッチ切替部115を制御して、クラッチC1(図2参照)が動力伝達を行うようにする。そして、制御装置110は混練モータ50を制御してブレード回転軸72を正方向回転(図6では反時計方向回転、図7では時計方向回転)させる。なお、粉砕工程と練り工程とではブレード回転軸72の回転方向は逆である。
【0090】
ブレード回転軸72を正方向回転させると、粉砕ブレード82も正方向に回転する。この場合、粉砕ブレード82は刃部分(切削刃)が回転方向後方となって回転し、粉砕機能を発揮しない。粉砕ブレード82の回転により、粉砕ブレード82の周囲のパン原料が正方向(図7では時計方向)に流動する。それにつられてドーム状カバー83が正方向に動くと、混練ブレード84は流動していないパン原料から抵抗を受けて、開き姿勢(図7(b)参照)から折り畳み姿勢(図7(a)参照)へと角度を変えて行く。これにより、第2係合体942の係合部942aが、第1係合体941の係合部941aの回転軌道(図6の破線参照)に干渉する角度となる。そして、カバー用クラッチ94がブレード回転軸72とドーム状カバー83とを連結し、ドーム状カバー83はブレード回転軸72によって本格的に駆動される態勢に入る。ドーム状カバー83と折り畳み姿勢になった混練ブレード84とは、ブレード回転軸72とともに正方向回転する。
【0091】
なお、以上に説明したカバー用クラッチ94の連結を確実に行うために、練り工程初期におけるブレード回転軸72の回転は、間欠回転或いは低速回転とするのが好ましい。また、上述のように、混練ブレード84が折り畳み姿勢になると、混練ブレード84の延長上に補完混練ブレード93が並ぶために、混練ブレード84があたかも大型化したかのようになって、パン原料は力強く押される。このため、生地の練り上げをしっかり行える。
【0092】
混練ブレード84(この用語は、折り畳み姿勢においては、補完混練ブレード93を含む表現として用いる。以下同様。)の回転は、練り工程の初期においては非常にゆっくりとされ、段階的に速度が速められるように制御装置110によって制御される。混練ブレード84の回転が非常にゆっくりである練り工程の初期段階において、制御装置110は自動投入駆動部115を制御して、パン原料収納容器32のロック機構323によるロック状態を解除させる。これにより、容器蓋322が重力によって回動し、例えばグルテン、ドライイースといったパン原料が第1のパン容器70内に自動投入される。
【0093】
また、本実施形態では、パン原料収納容器32に収納されるパン原料を、混練ブレード84が回転している状態で投入することにしているが、これに限定されず、混練ブレード84が停止している状態で投入してもよい。ただし、本実施形態のように、混練ブレード84が回転している状態でパン原料を投入するようにした方が、パン原料を均一に分散することができるので好ましい。
【0094】
パン原料収納容器32に収納されたパン原料が第1のパン容器70に投入された後は、混練ブレード84の回転によって、パン原料は所定の弾力を有する一つにつながった生地(dough)に練り上げられていく。混練ブレード84が生地を振り回して第1のパン容器70の内壁にたたきつけることにより、混練に「捏ね」の要素が加わることになる。混練ブレード84の回転によりドーム状カバー83も回転する。ドーム状カバー83が回転すると、ドーム状カバー83に形成されるリブ83cも回転するために、ドーム状カバー83内のパン原料は速やかに窓83bから排出され、混練ブレード84が混練しているパン原料の塊(生地)に同化する。
【0095】
なお、練り工程においては、ドーム状カバー83と共にガード85も正方向に回転する。ガード85のスポーク853は、正方向回転時、ガード85の中心側が先行しガード85の外周側が後続する形状とされている。このために、ガード85は、正方向に回転することにより、ドーム状カバー83内外のパン原料(パン生地)をスポーク853で外側に押しやる。これにより、パンを焼き上げた後に廃棄分となる原料の割合を減らすことができる。
【0096】
また、ガード85の外周に設けられる柱855は、ガード85が正方向に回転するときに回転方向前面となる側面855a(図4参照)が、上向きに傾斜する構成となっている。このために、混練時、ドーム状カバー83の周囲のパン原料(パン生地)が柱855の側面855aで上方に跳ね上げられる。跳ね上げられたパン原料は、上方のパン原料の塊(生地)に同化するために、パンを焼き上げた後に廃棄分となる原料の割合を減らすことができる。
【0097】
自動製パン器1においては、練り工程の時間は、所望の弾力を有するパン生地が得られる時間として実験的に求められた所定の時間(例えば10分程度)を採用する構成としている。なお、具材(例えばレーズン、ナッツ、チーズ等)入りのパンを焼く場合には、この練り工程の途中で具材が投入されるようにすればよい。
【0098】
練り工程が終了すると、制御装置110の指令によって発酵工程が開始される。この発酵工程では、制御装置110はシーズヒータ42を制御して、焼成室40の温度を、発酵が進む温度(例えば38℃)に維持する。そして、発酵が進む環境下で所定の時間(例えば30〜60分程度)放置される。
【0099】
なお、場合によっては、この発酵工程の途中で、混練ブレード84を回転してガス抜きや生地を丸める処理を行うようにしても構わない。
【0100】
発酵工程が終了すると、制御装置110の指令によって焼成工程が開始される。制御装置110はシーズヒータ42を制御して、焼成室40の温度を、パン焼きを行うのに適した温度(例えば120〜130℃程度)まで上昇させる。そして、制御装置110は、焼成環境下で所定の時間(例えば50分程度)パンを焼くように制御する。焼成工程の終了については、例えば操作部20の液晶表示パネルにおける表示や報知音等によってユーザに知らされる。ユーザは、製パン完了を検知すると、蓋30を開けて第1のパン容器70を取り出して、パンの製造を完了させる。
<小麦粉を出発原料に用いる場合>
小麦粉が出発原料に用いられる場合には、ユーザは第2のパン容器100を選択する。そして、ユーザは、第2のパン容器100のブレード回転軸101に、混練ブレード110を取り付ける。この後、ユーザは、所定量の水を第2のパン容器100に入れる。そして、ユーザは、所定量の小麦粉、食塩、砂糖、ショートニングを第2のパン容器100に入れ、最後に、ドライイーストを水に触れないように第2のパン容器100に入れる。
【0101】
パン原料の投入後、ユーザは、第2のパン容器100を焼成室40に入れて蓋30を閉じる。なお、具材(例えばレーズン、ナッツ等)入りのパンを焼きたい場合には、ユーザは、自動投入容器32にこれらの具材を入れ、蓋30の所定位置に自動投入容器32を取り付けてから蓋30を閉めるようにすればよい。
【0102】
蓋30を閉じた後、ユーザは、操作部20によって小麦粉を出発原料に用いてパンを製造するための製パンコース(小麦粉用製パンコース)を選択する。ユーザが、小麦粉用製パンコースの選択後、操作部20に含まれるスタートキーを押すと、制御装置110による制御の下、パンの製造動作が開始される。
【0103】
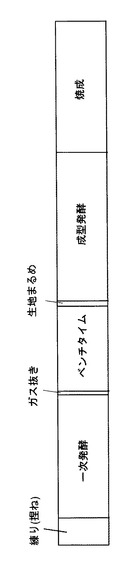
図12は、本実施形態の自動製パン器によって実行される小麦粉用製パンコースの流れを示す模式図である。図12に示すように、小麦粉用製パンコースにおいては、練り(捏ね)工程と、一次発酵工程と、ガス抜き工程と、生地休め工程(ベンチタイムやねかしとも呼ばれる)と、生地丸め工程と、成型発酵工程と、焼成工程と、がこの順番で順次に実行される。
【0104】
なお、小麦粉用製パンコースには、季節変動等、自動製パン器1が置かれる環境の変動に対応できるように、標準コース及び夏コースといった2つの環境変化対応コースが設けられている(図13参照)。この環境変化対応コースは、ユーザが選択するものではなく、パンの製造動作を開始する前に制御装置110が自動的に選択するものである。環境変化対応コースについての詳細は後述することとし、以下では、小麦粉用製パンコースにおける各工程における自動製パン器1の動作について説明する。なお、小麦粉用製パンコースにおいても、米粒用製パンコースと同様に、冬コースを設けても勿論構わない。
【0105】
小麦粉用製パンコースでは、まず、制御装置110の指令によって練り工程が開始される。練り工程が開始されると、制御装置110は混練モータ50を制御してブレード回転軸101を正方向回転させる。これにより、混練ブレード110は低速、高トルクで回転される。なお、混練ブレード110の回転は、例えば、練り工程の初期においては非常にゆっくりとされ、段階的に速度が速められるように制御装置110によって制御される。
【0106】
混練ブレード110の回転により、第2のパン容器100内のパン原料は混練され、所定の弾力を有する一つにつながった生地(dough)に練り上げられていく。混練ブレード110が生地を振り回して第2のパン容器100の内壁にたたきつけることにより、混練に「捏ね」の要素が加わることになる。この練り工程は、所望の弾力を有するパン生地が得られる時間として実験的に求められた所定の時間(例えば10分程度)行われる。
【0107】
なお、具材(例えばレーズン、ナッツ、チーズ等)入りのパンを焼く場合には、この練り工程の途中で具材が投入されるようにすればよい。
【0108】
練り工程が終了すると、制御装置110の指令によってパン生地を発酵させる一次発酵工程が開始される。この一次発酵工程が開始されると、制御装置110はシーズヒータ42を制御して、焼成室40の温度を発酵が進む所定の温度(本実施形態では32℃)に維持させる。一次発酵工程は、実験的に求められた所定の時間(例えば40〜50分程度)行われる。
【0109】
一次発酵工程が終了すると、制御装置110の指令によってパン生地中に含まれるガスを抜くガス抜き工程が開始される。このガス抜き工程では、制御装置110は混練モータ50の駆動を制御して、混練ブレード110を所定時間(例えば10秒程度)連続回転させる。また、このガス抜き工程では、焼成室40の温度を所定の温度(本実施形態では32℃)に維持すべく、制御装置110はシーズヒータ42の制御も行う。
【0110】
ガス抜き工程が終了すると、制御装置110の指令によってパン生地を休ませる生地休め工程(ベンチタイム;「ねかし」と呼ばれることもある)が実行される。このベンチタイムにおいては、制御装置110はシーズヒータ42を制御し、焼成室40の温度を所定の温度(本実施形態では32℃)に維持させる。ベンチタイムは、実験的に求められた所定の時間(例えば20〜40分程度)行われる。
【0111】
生地休め工程が終了すると、制御装置110の指令によってパン生地を丸める生地丸め工程が開始される。この生地丸め工程では、制御装置110は混練モータ50の駆動を制御し、混練ブレード110を回転させる。この生地丸め工程では、混練ブレード110は非常にゆっくりと所定の時間(例えば1〜2分程度)回転される。
【0112】
生地丸め工程が終了すると、制御装置110の指令によってパン生地を再度発酵させる成型発酵工程が行われる。この成型発酵工程では、制御装置110はシーズヒータ42を制御し、焼成室40の温度を発酵が進む所定の温度(本実施形態では38℃)として、この状態を所定の時間(例えば50〜60分程度)維持させる。
【0113】
成型発酵工程が終了すると、制御装置110の指令によってパン生地を焼成する焼成工程が実行される。この焼成工程では、制御装置110がシーズヒータ42を制御して、焼成室40の温度を、パン焼きを行うのに適した温度(例えば120℃程度)まで上昇させる。そして、焼成環境下で所定の時間(例えば50分程度)パンを焼く。焼成工程の終了については、例えば操作部20の図示しない液晶表示パネルにおける表示や報知音等によってユーザに知らされる。ユーザは、製パン完了を検知すると、蓋30を開けて第2のパン容器100を取り出して、パンの製造を完了させる。
<環境変化対応コースについて>
上述のように、自動製パン器1は、それが置かれる環境の変動に対応すべく、ユーザによって選択される製パンコースのそれぞれに対して、環境変化対応コースが準備された構成となっている。そして、自動製パン器1は、パンの製造動作が開始される前に、第1の温度センサ21及び第2の温度センサ22(図9参照)で検出される温度を考慮して、それが置かれる環境に適切に対応したコースを選択し、選択したコースにしたがってパンの製造動作を行うようになっている。
【0114】
なお、上述のように、環境変化対応コースとしては、米粒用製パンコースの場合には、標準コース、夏コース、冬コースの3種類が準備されている。小麦粉用製パンコースの場合には、標準コース、夏コースの2種類が準備されている。これらのコースの違いは、各工程における所要時間、冷却ファン13の動作タイミング、シーズヒータ42の動作タイミング等に表れる。各コースの好ましい条件設定は実験によって決められる。
【0115】
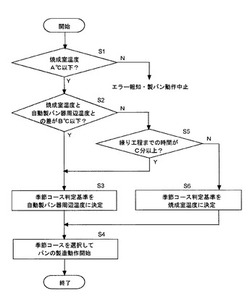
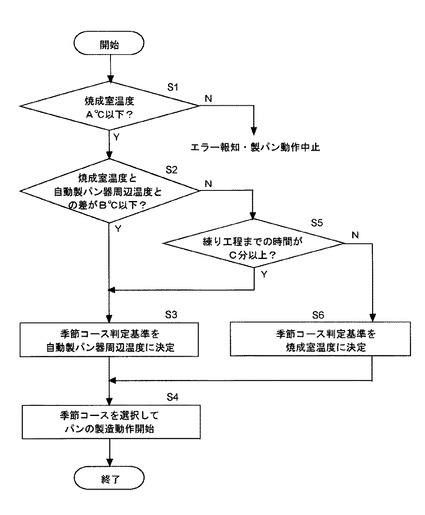
以下、自動製パン器1における、環境変化対応コース(季節コース)の自動選択機能について説明する。図14は、本実施形態の自動製パン器における、季節コースの自動選択フローを示すフローチャートである。
【0116】
ユーザ(使用者)が、自動製パン器1に実行させる製パンコース(米粒用製パンコース又は小麦粉用製パンコース)を選択し、パンの製造工程を実行させる指令を出した後に、季節コースの自動選択が開始される。詳細には、ユーザが製パンコースを選択し、スタートキーを押した時点で、季節コースの自動選択動作が開始される。
【0117】
まず、制御装置110は、第1の温度センサ21から得られる情報により、焼成室40の温度がA℃以下か否かを判断する(ステップS1)。制御装置110は、焼成室40の温度がA℃より高い場合には、エラーを報知(例えば報知音及び/又は液晶パネルへのエラー表示)するとともに、製パン動作を中止する。この場合は、ユーザは、焼成室40がA℃以下となるまで待って、再度、操作部20を用いて所望の製パンコースを選択し、スタートキーを押すことになる。なお、製パン動作が中止されるのではなく中断されるようにして、焼成室40がA℃以下になった時点で製パン動作が自動的に再開されるようにしてもよい。
【0118】
ここで、A℃は例えば40℃としてよい。A℃があまりにも高く設定されると、イーストが正常に働かない等の理由により、かなり高い確率で出来の悪いパンが得られることになる。一方で、A℃が低すぎると、自動製パン器1を連続運転させる場合に、2度目以降のパン製造をなかなか開始できず、ユーザが不便に感じると考えられる。このような点を考慮して、A℃は決定されればよい。
【0119】
焼成室40の温度がA℃以下である場合(ステップS1でYes)には、制御装置110は、第1の温度センサ21及び第2の温度センサ22から得られる情報により、焼成室40の温度と、自動製パン器1の周辺温度との差がB℃以下であるか否かを確認する(ステップS2)。
【0120】
このB℃以下という温度範囲は、同じ制御動作でパンを製造した場合のパンの出来栄え(味、焼き色等)を判断基準として、焼成室40の温度が自動製パン器1の周辺温度(すなわち自動製パン器1が置かれる環境の温度)と同等であるとみなしてもよい範囲であり、実験によって決められる。このB℃は、例えば3〜5℃程度としてもよい。
【0121】
焼成室40の温度と自動製パン器1の周辺温度との差がB℃以下である場合(ステップS2でYes)には、焼成室40の温度が自動製パン器1の周辺温度と同等であるとみなせるために、制御装置110は、季節コース(環境変化対応コース)の判定基準を自動製パン器1の周辺温度に決定する(ステップS3)。なお、この場合には、焼成室40の温度が季節コースの判定基準に使用されるようにしてもよい。
【0122】
米粒用製パンコースが選択されている場合には、制御装置110は、自動製パン器1の周辺温度が25℃より高い場合には夏コースを、20℃以上25℃以下であれば標準コースを、20℃より低い場合には冬コースを自動選択する。小麦粉用製パンコースが選択されている場合には、制御装置110は、自動製パン器1の周辺温度が30℃より高い場合には夏コースを、30℃以下である場合には標準コースを自動選択する。季節コースの自動選択が行われると、パンの製造動作が開始される(ステップS4)。なお、季節コースの選択する際に使用される、上述の温度範囲は一例であり、当然ながら変更してよい。
【0123】
焼成室40の温度と自動製パン器1の周辺温度との差がB℃より大きい場合(ステップS2でNo)には、制御装置110は、ユーザによって選択された製パンコースにおける練り工程までの時間がC分以上であるか否かを確認する(ステップS5)。なお、ここでは、練り工程までの時間は、パンを製造するための動作開始時点を基準に判断される。また、季節コースの選択中であるために、練り工程までの時間が正確に算出できない場合もあり得る。このような場合には、季節コースの中で、練り工程までの時間が最短のものを使用して、ステップS5の判断を行うようにしてもよい。
【0124】
ここで、自動製パン器1が連続運転されている場合を想定して説明する。連続運転していない場合には、基本的に焼成室40の温度と自動製パン器1の周辺温度とはほぼ同一であり、ステップS2はYesと判定されると考えられるからである。
【0125】
例えばユーザが米粒用製パンコースを選択している場合には、単なる放置期間とみなせるとともに、比較的工程時間が長い浸漬工程(この工程ではモータやヒータが駆動されない)が最初に行われる。この浸漬工程においては、焼成室40内の温度が刻々と低下することが想定される。このために、米粒用製パンコースが選択されている場合に、焼成室40の温度を基準に季節コースの判定を行うと出来の悪いパンが製造される可能性が高い。
【0126】
一方、ユーザが小麦粉用製パンコースを選択している場合には、環境の影響を受け易い練り工程(工程時間が比較的短い)が即座に行われることになる。このために、自動製パン器1の周辺温度を基準に季節コースを判定すると、パンの製造が行われる環境を正しく反映できず、出来の悪いパンが製造される可能性が高い。
【0127】
このため、ステップS5のC分は、例えば米粒用製パンコースがスタート(製パン動作が開始)してから練り工程が開始されるまでの時間(詳細には複数のコース設定があるために最短のもので決定するのが好ましい)を考慮して決めればよく、90分程度等としてもよい。また、本実施形態の自動製パン器1の構成であれば、ステップS5の確認は、単に、「ユーザが選択したコースが米粒用製パンコースであるか否か」であってもよい。なお、この場合も、練り工程が開始されるまでの時間を考慮した構成と言える。
【0128】
ただし、自動製パン器1は、操作部20に設けられる入力手段(入力キー)を用いてタイマー予約が可能に設けられている。自動製パン器1の構成が、タイマー予約機能が用いられる際にタイマー予約が行われた時点(タイマー機能が動作開始した時点を指している)で季節コースの選択が行われる構成となっている場合には、ステップS5は、練り工程までの時間を確認する、本実施形態の構成とするのが好ましい。
【0129】
なお、タイマー予約機能が使用される場合には、練り工程までの時間は、タイマー予約が行われた時点を基準に判断されることになる。また、タイマー予約機能を考慮する場合には、予約開始から練り工程開始までの時間と、パンの出来栄えとの関係を実験的に調査し(特に小麦粉用製パンコースの場合に当てはまる)、この点も考慮してC分を決める必要がある。
【0130】
ステップS5の確認は、以上のような点を考慮して設けられたものである。したがって、ステップS5でYesの場合には、制御装置110は、季節コース(環境変化対応コース)の判定基準を自動製パン器1の周辺温度に決定する(ステップS3の判断を行う)。また、ステップS5でNoの場合には、制御装置110は、季節コースの判定基準を焼成室40の温度に決定する(ステップS6)。
【0131】
季節コースの判定基準が決定された後の動作は、先に説明したステップS4と同様である。ただし、ステップS3を経る場合とステップS6を経る場合とでは、季節コースの判定基準が異なる。この点において、先のステップS4の説明と異なる部分が生じることは断っておく。
【0132】
なお、制御装置110は本発明の選択手段の一例である。また、焼成室40の温度を検出する第1の温度センサ21は、本発明の第1の温度検出手段の一例であり、焼成室40の温度は本発明の第1の温度の一例である。更に、自動製パン器1の周辺温度を検出する第2の温度センサ22は、本発明の第2の温度検出手段の一例であり、自動製パン器1の周辺温度は本発明の第2の温度の一例である。
【0133】
自動製パン器1が連続運転されない場合には、焼成室40の温度を検出できる1つの温度センサだけで、季節コース(環境変化対応コース)の自動選択を適切に行える。しかし、自動製パン器1の連続運転を行う場合には、この温度センサだけでは季節コースの自動選択が不適切になることがある。この点、自動製パン器1では2つの温度センサ21、22から得られる温度を考慮して季節コースの選択を行う構成であり、自動製パン器1が連続運転される場合でも、製パン動作が開始される前に季節コースの自動選択を適切に行える。
(その他)
以上に示した自動製パン器の実施形態は本発明の例示にすぎず、本発明が適用される自動製パン器の構成は、以上に示した実施形態に限定されるものではない。
【0134】
例えば、以上に示した実施形態では、自動製パン器は、米粒用製パンコースと小麦粉用製パンコースとの実行が可能な構成とされた。しかし、本発明の適用範囲はこれに限定される趣旨ではない。すなわち、例えば、米粒用製パンコース及び小麦粉用製パンコースに加えて、米粉用製パンコースが実行できる自動製パン器にも、本発明は適用可能である。また、本発明は、米粒用製パンコースと米粉用製パンコースとの実行が可能な自動製パン器にも適用可能である。また、場合によっては、米粒用製パンコースが実行できない従来型の自動製パン器(小麦粉用製パンコースや米粉用製パンコースを有する)にも適用可能である。
【0135】
また、以上においては、自動製パン器1が米粒を出発原料としてパンを製造する場合を示した。しかし、これに限らず、例えば小麦、大麦、粟、稗、蕎麦、とうもろこし、大豆等の米粒以外の穀物粒が出発原料として用いられる場合にも、本発明適用可能である。
【産業上の利用可能性】
【0136】
本発明は、例えば家庭用の自動製パン器として利用できる。
【符号の説明】
【0137】
1 自動製パン器
21 第1の温度センサ(第1の温度検出手段)
22 第2の温度センサ(第2の温度検出手段)
40 焼成室
70 第1のパン容器
100 第2のパン容器
110 制御装置(選択手段)
【技術分野】
【0001】
本発明は自動製パン器に関し、詳細には、検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコース(例えば季節に応じて使い分けられることを狙って設けられた複数のパンの製造コースが該当する)を備える自動製パン器に関する。
【背景技術】
【0002】
パン作りが行われる環境によって、パンの出来栄えは変動しやすい。例えば、夏季にパンを製造する場合と、冬季にパンを製造する場合とで同じようにパンを製造しても、温度差等が原因となってパンの出来上がりに差が生じることがある。このようなことから、従来の自動製パン器の中には、季節に応じて使い分けられることを狙って設けられた複数の製パンコースを備えるものがある(例えば特許文献1参照)。
【0003】
従来の自動製パン器では、パンを製造する際にパン容器が収容される焼成室の温度が検出され、検出された温度に基づいて、季節に対応した製パンコースが自動的に選択される。そして、自動的に選択された製パンコースによってパンの製造が開始される。なお、ここで言うパン容器は、パン原料が投入されるとともにパン焼き型として使用される容器のことである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−194098号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、たくさんのパンを焼きたい場合等に、ユーザ(使用者)は自動製パン器を連続して使用することがある。連続して自動製パン器が使用される場合、先に行われた焼成工程(発酵したパン生地をパンに焼き上げるための工程)の影響によって、パンの製造工程の開始時点において、焼成室の温度が自動製パン器の周辺温度よりも高くなっていることがある。このために、焼成室の温度を検出し、それによって季節対応の製パンコースが自動選択される構成が採用される場合には、本来選択されるべき季節対応の製パンコースとは異なる製パンコースでパンが製造され、出来の悪いパンが製造されてしまう場合がある。
【0006】
なお、製パン動作を開始するまでの時間を長くすれば焼成室の温度と自動製パン器の周辺温度とをほぼ同一とできるが、この場合には連続してパンを焼くという目的に反することになる。
【0007】
特許文献1では、製パンコースの途中(例えば練り工程の終了時点)で焼成室の温度を再検出し、検出された温度に基づいて季節対応の製パンコースの変更が行われる構成が開示される。このようにすれば、自動製パン器が連続して使用される場合でも、安定して出来の良いパンを作製することが可能である。
【0008】
しかしながら、近年、本出願人らは、穀物粒(代表的なものとしては米粒)からパンを製造可能な自動製パン器を開発している。穀物粒からパンを製造する場合には、従来のパンの製造工程には無かった、浸漬工程や粉砕工程等が練り工程の前に行われる。これらの工程は比較的工程時間が長いために、これらの工程が終了してから季節対応の製パンコースの変更を行うのは、適切でない(出来の悪いパンを製造してしまう)場合もある。すなわち、パンの製造動作が開始される時点において、適切な季節対応の製パンコースが選択されていることが望まれる。
【0009】
なお、練り工程はパン原料をパン生地に練り上げる工程であり、浸漬工程は穀物粒を液体(代表的には水)に浸漬した状態で放置する工程であり、粉砕工程は穀物粒を液体と混合した状態で粉砕する工程である。
【0010】
以上の点に鑑みて、本発明の目的は、検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備え、安定して出来の良いパンを製造できる自動製パン器を提供することである。
【課題を解決するための手段】
【0011】
上記目的を達成するために本発明の自動製パン器は、検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備える自動製パン器であって、第1の温度検出手段と、前記第1の温度検出手段と異なる位置に配置される第2の温度検出手段と、前記第1の温度検出手段で検出される第1の温度と、前記第2の温度検出手段で検出される第2の温度とを考慮して、前記複数の環境変化対応の製パンコースの中から実行すべき1つのコースを選択する選択手段と、を備える。
【0012】
本構成によれば、別々の位置に配置される2つの温度検出手段を用いて、複数の環境変化対応の製パンコース(パンの製造コース)から1つのコースを選択する構成となっている。このために、環境変化対応の製パンコースについて、パンの製造動作を開始する時点で適切なコースを選択可能である。特に、自動製パン器が連続運転される場合であっても、環境変化対応の製パンコースについて適切なコース選択が可能である点にメリットを有する。
【0013】
上記構成の自動製パン器は、パン原料が投入されるパン容器を収容する焼成室を備え、前記第1の温度検出手段が前記焼成室の温度を検出するように設けられており、前記第2の温度検出手段が該自動製パン器の周辺温度を検出するように設けられているのが好ましい。従来、自動製パン器は、焼成室の温度を検出する温度検出手段を備えている。このため、本構成は、自動製パン器の周辺温度を検出する温度検出手段を1つ追加すれば実現できる。
【0014】
上記構成の自動製パン器は、使用原料によって使い分けられる複数の製パンコースの中から、使用者が実行させるコースを選択可能になっており、使用者が選択可能な前記製パンコースの中には、更に前記複数の環境変化対応の製パンコースが準備されているものがあり、前記選択手段が、使用者が選択可能な前記複数の製パンコースの中から1つの製パンコースを選択した後に、前記第1の温度と前記第2の温度との比較結果を考慮して、前記複数の環境変化対応の製パンコースの中から実行すべき1つのコースを選択する、ようになっていてもよい。
【0015】
本構成の自動製パン器は、使用原料によって使い分けられる複数の製パンコースを備え、多種類のパン作りが行える。そして、このような多種類対応の自動製パン器において、環境変化対応の機能を適切に動作させることが可能であるために、本構成の自動製パン器はユーザにとって好ましいものである。
【0016】
そして、上記構成の自動製パン器において、前記選択手段は、前記第1の温度と前記第2の温度との比較結果に加え、使用者が選択した前記製パンコースにおける所定のパンの製造工程が開始されるまでの時間を考慮して、前記1つのコースの選択を行う場合があることとしてもよい。この場合に、前記所定のパンの製造工程は、パン原料をパン生地に練り上げる練り工程であってもよい。また、前記所定のパンの製造工程が開始されるまでの時間は、パンを製造するための動作開始時点を基準に判断されることとしてもよい。また、タイマー予約が可能に設けられて、前記タイマー予約が行われる場合には、前記所定のパンの製造工程が開始されるまで時間は、前記タイマー予約が行われた時点を基準に判断されることとしてもよい。
【0017】
上記構成の自動製パン器において、前記第1の温度と前記第2の温度との差が所定の範囲内である場合、及び、前記第1の温度と前記第2の温度との差が前記所定の範囲外であって、前記所定のパンの製造工程が開始されるまでの時間が所定の時間以上である場合には、前記選択手段は前記第2の温度に基づいて前記1つのコースの選択を行い、前記第1の温度と前記第2の温度との差が前記所定の範囲外であって、前記所定のパンの製造工程が開始されるまでの時間が前記所定の時間より短い場合には、前記選択手段は前記第1の温度に基づいて前記1つのコースの選択を行うこととしてもよい。これにより、自動製パン器が連続運転される場合であっても、環境変化対応の製パンコースについて適切なコース選択ができる。
【0018】
上記構成の自動製パン器において、使用者が選択可能な前記複数の製パンコースには、穀物粒を粉砕する粉砕工程を有する製パンコースと、前記粉砕工程を有さない製パンコースと、が含まれていることとしてもよい。本構成の好適な一例として、使用者が選択可能な製パンコースに、穀物粒(代表的なものとしては米粒)を出発原料としてパンを製造する製パンコースと、穀物粉(代表的なものとしては小麦粉)を出発原料としてパンを製造する製パンコースと、が含まれる自動製パン器が挙げられる。
【発明の効果】
【0019】
本発明によると、検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備え、安定して出来の良いパンを製造できる自動製パン器を提供できる。また、本発明の自動製パン器は、連続運転される場合でも、環境変化対応の機能を適切に動作させることが可能であるために便利である。更に、本発明は、例えば、穀物粒を出発原料としてパンを製造できるとともに、穀物粉を出発原料としてパンを製造することも可能な自動製パン器に対して好適であり、この点からもユーザにとって便利なものである。
【図面の簡単な説明】
【0020】
【図1】本実施形態の自動製パン器の外観構成を示す概略斜視図
【図2】本実施形態の自動製パン器の本体内部の構成を説明するための模式図
【図3】本実施形態の自動製パン器において、米粒用製パンコース仕様のパン容器が焼成室に収容された場合における、焼成室及びその周辺の構成を模式的に示した図
【図4】米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの構成を示す概略斜視図
【図5】米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの構成を示す図
【図6】米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットを下から見た場合の概略平面図
【図7】米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの動作を説明するための図で、パン容器を上から見た場合の図
【図8】本実施形態の自動製パン器において、小麦粉用製パンコース仕様のパン容器が焼成室に収容された場合における、焼成室及びその周辺の構成を模式的に示した図
【図9】本実施形態の自動製パン器の構成を示すブロック図
【図10】本実施形態の自動製パン器によって実行される米粒用製パンコースの流れを示す模式図
【図11】本実施形態の自動製パン器における米粒用製パンコースについて補足説明するための図
【図12】本実施形態の自動製パン器によって実行される小麦粉用製パンコースの流れを示す模式図
【図13】本実施形態の自動製パン器における小麦粉用製パンコースについて補足説明するための図
【図14】本実施形態の自動製パン器における、季節コースの自動選択フローを示すフローチャート
【発明を実施するための形態】
【0021】
以下、本発明の自動製パン器の実施形態について、図面を参照しながら詳細に説明する。なお、本明細書に登場する具体的な時間、温度等はあくまでも例示であり、それらは本発明の内容を限定するものではない。
(自動製パン器の構成)
図1は、本実施形態の自動製パン器の外観構成を示す概略斜視図で、図1(a)は蓋が閉じられた状態、図1(b)は蓋が開かれた状態を示している。図1に示すように、自動製パン器1は、パン容器PCを収容可能な焼成室40を備える本体10と、本体10に回動可能に取り付けられて焼成室40を開閉する蓋30と、が備えられている。
【0022】
本体10には、閉じられた蓋30と並ぶように操作部20が設けられている。この操作部20は、操作キー群と、時間、操作キー群によって設定された内容、エラー等を表示する表示部(例えば液晶表示パネル等)と、によって構成されている。操作キー群には、例えば、スタートキー、取り消しキー、タイマーキー、予約キー、パンの製造コース(製パンコース)を選択するための選択キー等が含まれる。
【0023】
本体10内部に設けられる焼成室40は平面視略矩形の箱形状の部屋であり、焼成室40の側壁及び底壁は例えば板金で構成される。この焼成室40には、焼成室40に収容されたパン容器PC内の原料や生地を加熱できるように、加熱手段が設けられている。自動製パン器1では、加熱手段としてはシーズヒータ42(後述の図3及び図8参照)が用いられている。このシーズヒータ42は、焼成室40の内側壁に沿うように略額縁状に配置され、焼成室40に収容されたパン容器PCを包囲する。
【0024】
蓋30には、焼成室40内を覗けるように、例えば耐熱ガラスからなる覗き窓31が設けられている。また、蓋30の内面側には、パンの製造工程の途中で一部のパン原料を自動投入するために使用される自動投入容器32が着脱自在に取り付けられるようになっている。なお、図1(b)においては、自動投入容器32の容器蓋322は開かれている。
【0025】
図2は、本実施形態の自動製パン器の本体内部の構成を説明するための模式図である。図2は、自動製パン器1を上側から見た場合が想定されており、図の下側が自動製パン器1の前面(正面)側、図の上側が背面側である。図2における破線は、実線で示す部材の下側にあり、本来は見えないものであることを示している。
【0026】
図2に示すように、自動製パン器1には、焼成室40の右横に低速・高トルクタイプの混練モータ50が固定配置され、焼成室40の後ろ側に高速回転タイプの粉砕モータ60が固定配置されている。混練モータ50及び粉砕モータ60はいずれも竪軸である。
【0027】
混練モータ50の上面から突出する出力軸51は、複数のプーリ、複数の回転軸、及び複数のベルトを含む第1の動力伝達部MT1によって、焼成室40の下部側に設けられる原動軸11に動力伝達可能に連結されている。ただし、第1の動力伝達部MT1にはクラッチC1(本実施形態では噛み合いクラッチが使用されている)が含まれ、出力軸51の回転動力を伝達可能な動力伝達状態と、出力軸51の回転動力を伝達不能な動力遮断状態との切り替えが可能になっている。また、第1の動力伝達部MT1は、混練モータ50の回転動力をトルクアップして原動軸11に伝達するように設けられている。
【0028】
粉砕モータ60の下面から突出する出力軸61は、複数のプーリ及び1本のベルトを含む第2の動力伝達部MT2によって、焼成室40の下部側に設けられる原動軸11に動力伝達可能に連結されている。なお、第2の動力伝達部MT2は、クラッチを有さず、粉砕モータ60の出力軸61と原動軸11とを常時動力伝達可能に連結している。ただし、第2の動力伝達部MT2にも、動力伝達状態を切り替えるクラッチが含まれるようにしてもよい。
【0029】
図2に示すように、焼成室40の前側壁及び後側壁には通気孔41a、41bが形成されている。また、焼成室40の後側壁に形成され通気孔41bは、ダクト12と、本体10の背面に設けられるスリット孔(図示せず)とを介して外部に連通している。ダクト12の内部には、冷却ファン13が取り付けられている。
【0030】
冷却ファン13が駆動すると、焼成室40の外から通気孔41aを介して焼成室40内に空気が取り込まれる。また、焼成室40に取り込まれた空気は、冷却ファン13の駆動により、通気孔41b及びダクト12を介して本体10の外部へと排出される。すなわち、焼成室40が温まった状態で冷却ファン13の駆動が行われると、焼成室40の外部から冷たい空気が取り込まれるとともに、焼成室40内の温まった空気が外部へと排出されることになり、温まった焼成室40内の冷却が可能になる。
【0031】
次に、焼成室40に出し入れ自在に設けられるパン容器PCについて説明する。パン容器PCは、パン原料が投入されるとともにパン焼き型として使用される容器である。なお、本実施形態の自動製パン器1は、米粒を出発原料としてパンを製造する製パンコース(米粒用製パンコース)と、小麦粉を出発原料としてパンを製造する製パンコース(小麦粉用製パンコース)と、を実行できるようになっている。そして、米粒用製パンコースによってパンを製造する場合と、小麦粉用製パンコースによってパンを製造する場合とで、異なるパン容器が使用されるように構成されている。このために、米粒用製パンコース仕様のパン容器と、小麦粉用製パンコース仕様のパン容器とを分けて説明する。
【0032】
まず、米粒用製パンコース仕様のパン容器について説明する。
【0033】
図3は、本実施形態の自動製パン器において、米粒用製パンコース仕様のパン容器が焼成室に収容された場合における、焼成室及びその周辺の構成を模式的に示した図である。図3は、自動製パン器1を前面(正面)側から見た場合の構成を想定したものであり、焼成室40及び米粒用製パンコース仕様のパン容器70(以下、第1のパン容器70と表現する場合がある)の構成は概ね断面図で示されている。
【0034】
例えばアルミニウム合金のダイキャスト成型品からなる第1のパン容器70は、図3に示すように、バケツのような形状をしており、その水平断面は四隅を丸めた矩形である。第1のパン容器70の開口部側縁に設けられる鍔部70aには、図示しない手提げ用のハンドルが取り付けられている。第1のパン容器70の底部には、詳細は後述するブレードユニット80の一部を収容する平面視略円形状の凹部71が形成されている。
【0035】
第1のパン容器70の底部中心には、垂直方向に延びるブレード回転軸72がシール対策を施された状態で回転可能に支持されている。このブレード回転軸72の下端(第1のパン容器70の底部から外部側に突き出ている)には、容器側接続部72aが固定されている。また、第1のパン容器70の底部外面側には、ブレード回転軸72の、第1のパン容器70の底部から外部側に突き出た部分を取り囲むように、筒状の台座73が設けられている。
【0036】
図3に示すように、焼成室40の底壁40aの略中心にあたる箇所には、第1のパン容器70を支持するパン容器支持部14(例えばアルミニウム合金のダイキャスト成型品からなる)が固定されている。このパン容器支持部14は、焼成室40の底壁40aから窪むように形成され、その窪みの形状は上から見た場合に略円形となっている。このパン容器支持部14の中心には、上述の原動軸11が底壁40aに対して略垂直となるように支持されている。原動軸11の上端には、本体側接続部11aが固定されている。
【0037】
第1のパン容器70は、台座73がパン容器支持部14に受け入れられた状態で焼成室40内に収容される。第1のパン容器70の台座73がパン容器支持部14に受け入れられた状態においては、ブレード回転軸72の下端に設けられる容器側接続部72aと、原動軸11の上端に固定される本体側接続部11aとの連結が得られる。これにより、ブレード回転軸72は原動軸11から回転動力を伝えられるようになる。すなわち、本体側接続部11aと容器側接続部72aとはカップリングを構成する。
【0038】
ブレード回転軸72の第1のパン容器70内部に突出する部分には、その上からブレードユニット80が着脱自在に取り付けられるようになっている。このブレードユニット80の構成について、図4から図7を参照しながら説明する。
【0039】
なお、図4は、米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの構成を示す概略斜視図で、図4(a)は斜め上方から見た図、図4(b)は斜め下方から見た図である。図5は、米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの構成を示す図で、図5(a)は概略側面図、図5(b)は図5(a)のA−A位置における概略断面図である。図6は、米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットを下から見た場合の概略平面図で、図6(a)は混練ブレードが折り畳み姿勢にある場合の図、図6(b)は混練ブレードが開き姿勢にある場合の図である。図6においては、後述のガードが取り外された状態を示している。図7は、米粒用製パンコース仕様のパン容器に取り付けられるブレードユニットの動作を説明するための図で、パン容器を上から見た場合の図である。図7(a)は混練ブレードが折り畳み姿勢にある場合の図、図7(b)は混練ブレードが開き姿勢にある場合の図である。
【0040】
ブレードユニット80は、大きくは、ユニット用シャフト81と、ユニット用シャフト81に相対回転不能に取り付けられる粉砕ブレード82と、ユニット用シャフト81に相対回転可能且つ粉砕ブレード82を上から覆うように取り付けられる平面視略円形のドーム状カバー83と、ドーム状カバー83に相対回転可能に取り付けられる混練ブレード84と、ドーム状カバー83に取り付けられ、粉砕ブレード82を下から覆うガード85と、を備える構成となっている。
【0041】
なお、ブレードユニット80がブレード回転軸72に取り付けられた状態において、粉砕ブレード82は、第1のパン容器70の凹部71底面より少し上の箇所に位置する。また、粉砕ブレード82及びドーム状カバー83のほぼ全体は凹部71に収容される(例えば図3参照)。
【0042】
ユニット用シャフト81は、例えばステンレス鋼板等の金属によって形成される略円柱状の部材であり、一方端(下端)に開口が設けられ、その内部は中空となっている。すなわち、ユニット用シャフト81は、下端からブレード回転軸72を挿入できるように、挿入孔81bが形成された構成となっている(例えば図5(b)参照)。
【0043】
また、ユニット用シャフト81の側壁の下部側(開口側)には、ユニット用シャフト81の回転中心を挟んで対称配置される一対の切り欠き部81aが形成されている。ブレード回転軸72を水平に貫くピン721(図5(b)参照)が、この切り欠き部81aと係合することによって、ユニット用シャフト81はブレード回転軸72に相対回転不能に取り付けられた状態になる。
【0044】
穀物粒粉砕用の粉砕ブレード82は、例えばステンレス鋼板を加工することによって形成される。この粉砕ブレード82は、中心部分に設けられる開口部(図示せず)がユニット用シャフト72の下部側が嵌め込まれる形で、ユニット用シャフト81に相対回転不能に取り付けられる。粉砕ブレード82の下部側においては、抜け止め用のストッパー部材86がユニット用シャフト81に嵌め込まれる。このために、粉砕ブレード82がユニット用シャフト81から脱落することはない。
【0045】
粉砕ブレード82を囲んで覆い隠すように配置されるドーム状カバー83は、例えばアルミニウム合金のダイキャスト成型品からなり、その内面側には、ベアリング87を収容する凹状の収容部831(図5(b)参照)が形成されている。換言すると、この収容部831を形成するために、ドーム状カバー83は、それを外面から見た場合に、中央部に略円柱状の凸部83aが形成された構成となっている。
【0046】
ベアリング87は、その外輪が収容部831の側壁に固定されるように、収容部831に圧入されている。このベアリング87の内輪には、ユニット用シャフト81が相対回転不能に取り付けられている。このベアリング87の介在により、ドーム状カバー83は、ユニット用シャフト81に相対回転可能に取り付けられることになる。
【0047】
なお、ベアリング87の上下には、抜け止めリング88a、88bが配置される。また、ベアリング87の下部側には、外部から異物(例えば穀物粒の粉砕時に用いられる液体や粉砕により得られたペースト状物等)が入り込まないように、シール材89が配置されている。シール材89は、その下側に配置されるシールカバー90を用いて固定されている。
【0048】
ドーム状カバー83の外面には、凸部83aに隣接する箇所に垂直方向に延びるように配置される支軸91(図6参照)を用いて、平面形状「く」の字形の混練ブレード84(例えばアルミニウム合金のダイキャスト成型品からなる)が取り付けられている。混練ブレード84は、支軸91に相対回転不能に取り付けられており、ドーム状カバー83に相対回転可能に取り付けられる支軸91と動きを共にする。換言すると、混練ブレード84は、ドーム状カバー83に対して相対回転可能に取り付けられた構成となっている。
【0049】
混練ブレード84は、支軸91と共に支軸91の軸線周りに、一定の範囲内だけ回転可能となっている。図4、図5、図6(a)及び図7(a)に示す折り畳み姿勢は、混練ブレード84が回転可能な範囲の一端にある場合に該当する。また、図6(b)及び図7(b)に示す開き姿勢は、混練ブレード84が回転可能な範囲の他端にある場合に該当する。
【0050】
なお、混練ブレード84の先端側近傍の一方面には、緩衝材92が取り付けられている。緩衝材92は、混練ブレード84の先端から僅かに突出するように設けられている(例えば図6(b)参照)。この緩衝材92は、混練ブレード84と、第1のパン容器70の内壁とが接触して傷が付くこと等を防止する目的で設けられている。
【0051】
また、ドーム状カバー83の外面に、混練ブレード84に並ぶように補完混練ブレード93(例えばドーム状カバー83と一体的に設けられる)が固定配置されている。混練ブレード84が折り畳み姿勢となっている場合には、例えば図4や図5に示すように補完混練ブレード93は混練ブレード84に整列し、あたかも「く」の字形状の混練ブレード84のサイズが大型化したようになる。この補完混練ブレード93により、混練効率を高められる。
【0052】
ユニット用シャフト81には、図5(b)に示すように、粉砕ブレード82とシールカバー90との間にカバー用クラッチ94を構成する第1係合体941が相対回転不能に取り付けられている。この第1係合体941は、ストッパー部材86によって、粉砕ブレード82と共にユニット用シャフト81からの脱落が防止されている。また、混練ブレード84が取り付けられる支軸91の下部側には、カバー用クラッチ94を構成する第2係合体942が相対回転不能に取り付けられている(図6参照)。
【0053】
第1係合体941と第2係合体942とで構成されるカバー用クラッチ94は、ブレード回転軸72の回転動力をドーム状カバー83に伝達するか否かを切り替える機能を有する。
【0054】
混練ブレード84が折り畳み姿勢にある場合(例えば図6(a)、図7(a)の状態)、第2係合体942の係合部942aは第1係合体941の係合部941a(本実施形態では2つあるが1つでもよい)の回転軌道に干渉する角度となる(図6(a)の破線参照)。このため、ユニット用シャフト81が回転(図8(a)において反時計方向回転)すると、第1係合体941と第2係合体942とは係合する。すなわち、混練ブレード84が折り畳み姿勢にある場合には、ブレード回転軸72の回転動力をドーム状カバー83に伝達することが可能になる。なお、混練ブレード84が折り畳み姿勢にある場合には、混練ブレード84の回転を規制するストッパーの働きにより、第2係合体942は時計方向方向(図6(a)における方向である)に回転しない。
【0055】
一方、混練ブレード84が開き姿勢にある場合(例えば図6(b)、図7(b)の状態)、第2係合体942の係合部942aは第1係合体941の係合部941aの回転軌道から逸脱した角度となる(図6(b)の破線参照)。このために、ブレード回転軸72が回転しても、第1係合体941と第2係合体942は係合しない。従って、ブレード回転軸72の回転動力はドーム状カバー83に伝達されない。
【0056】
ドーム状カバー83には、カバー内空間とカバー外空間を連通する窓83b(本実施形態では4つ)が形成される。窓83bは粉砕ブレード82に並ぶ高さか、それよりも上の位置に配置される。また、ドーム状カバー83内面には、各窓83bに対応して計4個のリブ83cが形成されている(図6参照)。各リブ83cはドーム状カバー83の中心近傍から外周の環状壁まで半径方向に斜めに延び、4個合わさって一種の巴形状を構成する。また、各リブ83cは、それに向かって押し寄せるパン原料に対面する側が凸となるように湾曲している。
【0057】
また、ドーム状カバー83の下面には、ガード85が着脱可能に取り付けられるようになっている。このガード85は、ドーム状カバー83の下面を覆って粉砕ブレード82にユーザの指が接近するのを阻止する。
【0058】
なお、図4(b)に示すように、ガード85の中心には、ユニット用シャフト81に固定されるストッパー部材86を通すリング状のハブ851がある。また、ガード85の周縁には、ハブ851と同心円状に設けられたリング状のリム852がある。ハブ851とリム852とは複数のスポーク853で連結される。複数のスポーク853は所定の間隔を置いて配置され、スポーク853同士の間が、粉砕ブレード82によって粉砕される穀物粒を通す開口部854となる。
【0059】
次に、小麦粉用製パンコース仕様のパン容器について説明する。
【0060】
図8は、本実施形態の自動製パン器において、小麦粉用製パンコース仕様のパン容器が焼成室に収容された場合における、焼成室及びその周辺の構成を模式的に示した図である。図8は、自動製パン器1を前面(正面)側から見た場合の構成を想定したものであり、焼成室40及び小麦粉用製パンコース仕様のパン容器100(以下、第2のパン容器100と表現する場合がある)の構成は概ね断面図で示されている。また、第1のパン容器70を用いる場合と重複する構成については、特に説明の必要がない場合には説明を省略する。
【0061】
第2のパン容器100(例えば板金製)は、第1のパン容器70と同様にバケツのような形状をしており、その水平断面は四隅を丸めた矩形である。また、第2のパン容器100の開口部側縁に設けられる鍔部100aには、図示しない手提げ用のハンドルが取り付けられている。ただし、第2のパン容器100の底部には、第1のパン容器70のような凹部71は形成されていない。これは、第2のパン容器100を用いる場合には、粉砕工程が行われず、粉砕ブレード82が必要ないことと関係している。
【0062】
第2のパン容器100の底部中心には、垂直方向に延びるブレード回転軸101が、シール対策が施された状態で支持されている。このブレード回転軸101の下端(第2のパン容器100の底部から外部側に突き出ている)には容器側接続部101aが固定されている。また、第2のパン容器100の底部外面側には、ブレード回転軸101の、第2のパン容器100の底部から外部側に突き出た部分を取り囲むように、筒状の台座102が設けられている。
【0063】
第2のパン容器100は、第1のパン容器70と同様に、台座102がパン容器支持部14に受け入れられた状態で焼成室40内に収容される。第2のパン容器100の台座102がパン容器支持部14に受け入れられた状態においては、ブレード回転軸101の下端に設けられる容器側接続部101aと、原動軸11の上端に固定される本体側接続部11aとの連結が得られる。これにより、ブレード回転軸101は原動軸11から回転動力を伝えられるようになる。
【0064】
ブレード回転軸101の上端には、混練ブレード110(例えばアルミニウム合金のダイキャスト成型品)が、着脱可能に取り付けられるようになっている。この第2の混練ブレード110は、上述の混練ブレード84及び補完混練ブレード93を一体化したような形状である。混練ブレード110は、そのハブ111がブレード回転軸101の上端に回転不能に連結された状態で、ブレード回転軸101に取り付けられる。
【0065】
図9は、本実施形態の自動製パン器の構成を示すブロック図である。図9に示すように、自動製パン器1における制御動作は制御装置110によって行われる。制御装置110は、例えば、CPU(Central Processing Unit)、ROM(Read Only Memory)、RAM(Random Access Memory)、I/O(input/output)回路部等からなるマイクロコンピュータ(マイコン)によって構成される。この制御装置110は、焼成室40の熱の影響を受け難い位置に配置するのが好ましい。また、制御装置110には、時間計測機能が備えられており、パンの製造工程における時間的な制御が可能となっている。
【0066】
制御装置110には、上述の操作部20と、第1の温度センサ21と、第2の温度センサ22と、混練モータ駆動部111と、粉砕モータ駆動部112と、ヒータ駆動部113と、クラッチ切替部114と、自動投入駆動部115と、冷却ファン駆動部116と、が電気的に接続されている。
【0067】
第1の温度センサ21は、焼成室40の温度を検出するための温度センサであり、例えば焼成室40の側壁等に取り付けられる。また、第2の温度センサ22は、自動製パン器1の周辺温度(自動製パン器1が置かれる部屋の温度とも言える)を検出するための温度センサであり、例えば本体10の外殻(内側)等に取り付けられる。なお、第2の温度センサ22は、焼成室40で発生する熱の影響を受け難い位置に配置するのが好ましい。
【0068】
混練モータ駆動部111は、制御装置110からの指令の下で混練モータ50の駆動を制御する。また、粉砕モータ駆動部112は、制御装置110からの指令の下で粉砕モータ60の駆動を制御する。ヒータ駆動部113は、制御装置110からの指令の下でシーズヒータ42の加熱動作を制御する。
【0069】
クラッチ切替部114は、制御装置110からの指令の下で、第1の動力伝達部MT1に含まれるクラッチC1(図2参照)の動力伝達状態の切り替えを行うクラッチ用ソレノイドの駆動を制御する。また、自動投入駆動部115は、パンの製造工程の途中で一部のパン原料を自動投入する際に駆動する自動投入用ソレノイドの駆動を制御する。自動投入ソレノイドの駆動によって、自動投入容器32の容器蓋322(図1参照)が閉じられた状態を維持するロック機構323の解除が行われる。冷却ファン駆動部116は、制御装置110からの指令の下で冷却ファン13の駆動を制御する。
【0070】
制御装置110は、操作部20からの入力信号に基づいて、所定の動作(後述する)を行った上でROM等に格納されたパンの製造コース(製パンコース)に係るプログラムを読み出す。そして、制御装置110は、混練モータ駆動部111を介して混練モータ50による混練ブレード84の回転制御、粉砕モータ駆動部112を介して粉砕モータ60による粉砕ブレード82の回転制御、ヒータ駆動部113を介してシーズヒータ42による加熱動作の制御、冷却ファン駆動部116を介して冷却ファン13の駆動制御を行いながら、自動製パン器1にパンの製造工程を実行させる。
(自動製パン器による製パン動作)
次に、以上のように構成される自動製パン器1でパンを製造する場合の動作について説明する。自動製パン器1は、米粒を出発原料に用いてパンを製造できるとともに、小麦粉を出発原料に用いてパンを製造することも可能に設けられている。以下、米粒を出発原料に用いる場合と、小麦粉を出発原料に用いる場合と、に分けて製パン動作を説明する。
<米粒を出発原料に用いる場合>
米粒が出発原料に用いられる場合には、ユーザは第1のパン容器70を選択する。そして、ユーザは、第1のパン容器70のブレード回転軸72にユニット用シャフト81を被せることによって、ブレードユニット80をブレード回転軸72に取り付ける。ブレードユニット80の取り付け作業後に、ユーザは、米粒、水、調味料(例えば食塩、砂糖、ショートニング等)をそれぞれ所定量ずつ計量して第1のパン容器70に入れる。
【0071】
また、ユーザは、パンの製造途中で自動投入される一部のパン原料を計量して自動投入容器32(図1参照)の容器本体321に収納する。ユーザは、収納すべきパン原料を容器本体321に収納したら、ロック機構323を用いて、容器蓋322によって容器本体321の開口が閉じられた閉状態を維持するようにする。
【0072】
なお、自動投入容器32に収納されるパン原料としては、例えば、グルテンとドライイーストが挙げられる。グルテンの代わりに、例えば小麦粉、上新粉、増粘剤(グアガム等)等が自動投入容器32に収納されるようにしてもよい。また、グルテン、小麦粉、増粘剤、上新粉等は用いずに、例えばドライイーストのみが自動投入容器32に収納されるようにしてもよい。更に、場合によっては、例えば食塩、砂糖、ショートニングといった調味料についてもパンの製造工程の途中で自動投入すべく、例えばグルテン、ドライイーストと共に、これらの原料を自動投入容器32に収納するようにしてもよい。この場合には、第1のパン容器70に予め投入しておくパン原料は米粒及び水(単なる水の代わりに、例えばだし汁のような味成分を有する液体、果汁やアルコールを含有する液体等でもよい)となる。
【0073】
上述の準備が完了したら、ユーザは、第1のパン容器70を焼成室40に入れ、更に、自動投入容器32を蓋30の所定位置(図1参照)に嵌め込む。そして、ユーザは蓋30を閉じ、操作部20によって米粒からパンを製造するための製パンコース(米粒用製パンコース)を選択する。ユーザが、米粒用製パンコースの選択後、操作部20に含まれるスタートキーを押すと、制御装置110による制御の下、パンの製造動作が開始される。
【0074】
図10は、本実施形態の自動製パン器によって実行される米粒用製パンコースの流れを示す模式図である。図10に示すように、米粒用製パンコースにおいては、浸漬工程と、粉砕工程と、休止工程と、練り(捏ね)工程と、発酵工程と、焼成工程と、がこの順番で順次に実行される。
【0075】
なお、米粒には、例えば白米、玄米、雑穀米等の複数の種類がある。そして、米粒の種類によって硬さ等の性質が異なる。このために、米粒の種類毎に、図10に示す各工程の時間が実験等によって決定されるのが好ましい。また、パンの膨らみを良くするために使用される副原料(グルテン、小麦粉、上新粉等)もそれぞれ異なる性質のものである。このために、前述の副原料の種類毎に、図10に示す各工程の時間が実験等によって決定されるのが好ましい。
【0076】
このようなことから、自動製パン器1における米粒用製パンコースとしては、正確には、米粒の種類毎に分類し、更にその各々を使用する副原料の違いによって複数に分類して条件決定した、複数の製パンコースが用意されている(図11参照;図11では7コースある)。そして、ユーザは、この複数の製パンコースの中から目的に応じたコースを選択できるようになっている。ただし、本明細書では、説明の便宜のために、この複数の製パンコースをひっくるめて米粒用製パンコースと表現する場合がある。
【0077】
また、上記複数の製パンコースのそれぞれには、季節変動等、自動製パン器1が置かれる環境の変動に対応できるように、標準コース、夏コース、冬コースといった3つの環境変化対応の製パンコース(単に環境変化対応コースという場合がある)が設けられている(図11参照)。この環境変化対応コースは、ユーザが選択するものではなく、パンの製造動作を開始する前に制御装置110が自動的に選択するものである。この環境変化対応コースについての詳細は後述することとし、以下では、米粒用製パンコースの各工程における自動製パン器1の動作について説明する。
【0078】
米粒用製パンコースでは、まず、制御装置110の指令によって浸漬工程が開始される。浸漬工程では、第1のパン容器70に予め投入されたパン原料が静置状態とされ、この静置状態が予め定められた所定時間(例えば30〜60分程度)維持される。この浸漬工程は、米粒に水を含ませることによって、その後に行われる粉砕工程において、米粒を芯まで粉砕しやすくすることを狙う工程である。
【0079】
なお、米粒の吸水速度は水の温度によって変動し、水温が高いと吸水速度が高まり、水温が低いと吸水速度が低下する傾向がある。このため、浸漬時間を短時間とするために、浸漬工程は、シーズヒータ42に通電して焼成室40の温度を高めた状態(例えば50℃程度)で行うようにしてもよい。
【0080】
上記所定時間が経過すると、制御装置110の指令によって、浸漬工程が終了され、米粒を粉砕する粉砕工程が開始される。この粉砕工程では、米粒と水とが含まれる混合物の中で粉砕ブレード82が高速回転(例えば7000〜8000rpm)される。この粉砕工程では、制御装置110は、粉砕モータ60を制御してブレード回転軸72を逆方向回転(図6では時計方向回転、図7では反時計方向回転)させる。ブレード回転軸72の逆方向回転により、粉砕ブレード82の刃部分(切削刃)が回転方向前方となるために、この逆方向回転により粉砕機能が得られる。
【0081】
なお、粉砕モータ60を用いて粉砕ブレード82を回転させる場合、制御装置110は、クラッチ切替部114を制御してクラッチC1が動力遮断を行うようにする。これにより、粉砕モータ60に大きな負荷が加わって粉砕モータ60が破損するといった事態を避けられる。粉砕ブレード82は、粉砕工程の初期段階では低速で回転され、その後、高速回転されるようにするのが好ましい。
【0082】
粉砕ブレード82を回転させるために、ブレード回転軸72が逆方向回転された場合、ドーム状カバー83も第1のパン容器70内の米粒と水を含む混合物の流れによって逆方向回転しようとするが、次のような動作によってドーム状カバー83の逆方向回転は阻止(停止)される。
【0083】
ブレード回転軸72が逆方向回転された時点で混練ブレード84が折り畳み姿勢(図7(a)に示す姿勢)であった場合、カバー用クラッチ94の第1係合体941の係合部941aが第2係合体942の係合部942aと接触し、混練ブレード84は開き姿勢(図7(b)に示す姿勢)となる方向に回転される。また、混練ブレード84は、ドーム状カバー83の逆方向回転(図7において反時計方向回転)に伴って第1のパン容器70内の混合物から抵抗を受け、これによっても開き姿勢となる方向に回転される。
【0084】
混練ブレード84が開き姿勢になると、第2係合体942aが第1係合体941aの回転軌道(図6の破線参照)から逸脱する。このために、カバー用クラッチ94は、ブレード回転軸72とドーム状カバー83との連結を切り離す。また、開き姿勢になった混練ブレード84は、図7(b)に示すように、その一部(正確には、先端側に設けられる緩衝材92)が第1のパン容器70の内側壁(詳細には粉砕効率を向上するために第1のパン容器70の内壁に設けられた畝状の凸部70b)に当接するために、ドーム状カバー83の回転は阻止(停止)される。
【0085】
粉砕工程における米粒の粉砕は、先に行われた浸漬工程によって米粒に水が浸み込んだ状態で実行されるために、米粒を芯まで容易に粉砕することができる。粉砕工程における粉砕ブレード82の回転は本実施形態では間欠回転とされる。この間欠回転は、例えば30秒回転して5分間停止するというサイクルで行われ、このサイクルが10回繰り返される。粉砕ブレード82の回転は連続回転としてもよいが、例えば第1のパン容器70内の原料温度が高くなり過ぎることを防止する等の目的のために、間欠回転とするのが好ましい。
【0086】
粉砕工程においては、米粒の粉砕が回転停止したドーム状カバー83内で行われるから、米粒が第1のパン容器70の外に飛び散る可能性が低い。また、回転停止状態にあるガード85の開口部854からドーム状カバー83内に入る米粒は、静止したスポーク853と回転する粉砕ブレード82との間でせん断されるので、効率良く粉砕が行える。また、ドーム状カバー83に設けられるリブ83cによって、米粒と水とが含まれる混合物の流動(粉砕ブレード82の回転と同方向の流動である)が適度に抑制されるので、効率良く粉砕が行える。
【0087】
また、粉砕された米粒と水とを含む混合物は、ドーム状カバー83のリブ83cによって窓83bの方向に誘導されて、窓83bからドーム状カバー83の外に排出される。ドーム状カバー83のリブ83cは、それに向かって押し寄せる混合物に対向する側が凸となるように湾曲しているので、混合物はリブ83cの表面に滞留しにくく、スムーズに窓83bの方へ流れていく。更に、ドーム状カバー83内部から混合物が排出されるのと入れ替わりに、凹部71の上の空間に存在していた混合物が凹部71に入り、凹部71からガード85の開口部854を通ってドーム状カバー83内に入いる。このような循環をさせつつ粉砕ブレード82による粉砕が行われるので、効率良く粉砕が行える。
【0088】
粉砕工程が終了すると、制御装置110の指令によって休止工程が実行される。この休止工程は、粉砕工程によって上昇した第1のパン容器70内の内容物の温度を下げる冷却期間として設けられている。温度を下げるのは、次に行われる練り工程が、イーストが活発に働く温度(例えば30℃前後)で実行されるようにするためである。本実施形態では、休止工程は所定時間(例えば30〜60分程度)とされている。
【0089】
休止工程が終了すると、制御装置110の指令によって練り工程が開始される。練り工程の開始にあたって、制御装置110はクラッチ切替部115を制御して、クラッチC1(図2参照)が動力伝達を行うようにする。そして、制御装置110は混練モータ50を制御してブレード回転軸72を正方向回転(図6では反時計方向回転、図7では時計方向回転)させる。なお、粉砕工程と練り工程とではブレード回転軸72の回転方向は逆である。
【0090】
ブレード回転軸72を正方向回転させると、粉砕ブレード82も正方向に回転する。この場合、粉砕ブレード82は刃部分(切削刃)が回転方向後方となって回転し、粉砕機能を発揮しない。粉砕ブレード82の回転により、粉砕ブレード82の周囲のパン原料が正方向(図7では時計方向)に流動する。それにつられてドーム状カバー83が正方向に動くと、混練ブレード84は流動していないパン原料から抵抗を受けて、開き姿勢(図7(b)参照)から折り畳み姿勢(図7(a)参照)へと角度を変えて行く。これにより、第2係合体942の係合部942aが、第1係合体941の係合部941aの回転軌道(図6の破線参照)に干渉する角度となる。そして、カバー用クラッチ94がブレード回転軸72とドーム状カバー83とを連結し、ドーム状カバー83はブレード回転軸72によって本格的に駆動される態勢に入る。ドーム状カバー83と折り畳み姿勢になった混練ブレード84とは、ブレード回転軸72とともに正方向回転する。
【0091】
なお、以上に説明したカバー用クラッチ94の連結を確実に行うために、練り工程初期におけるブレード回転軸72の回転は、間欠回転或いは低速回転とするのが好ましい。また、上述のように、混練ブレード84が折り畳み姿勢になると、混練ブレード84の延長上に補完混練ブレード93が並ぶために、混練ブレード84があたかも大型化したかのようになって、パン原料は力強く押される。このため、生地の練り上げをしっかり行える。
【0092】
混練ブレード84(この用語は、折り畳み姿勢においては、補完混練ブレード93を含む表現として用いる。以下同様。)の回転は、練り工程の初期においては非常にゆっくりとされ、段階的に速度が速められるように制御装置110によって制御される。混練ブレード84の回転が非常にゆっくりである練り工程の初期段階において、制御装置110は自動投入駆動部115を制御して、パン原料収納容器32のロック機構323によるロック状態を解除させる。これにより、容器蓋322が重力によって回動し、例えばグルテン、ドライイースといったパン原料が第1のパン容器70内に自動投入される。
【0093】
また、本実施形態では、パン原料収納容器32に収納されるパン原料を、混練ブレード84が回転している状態で投入することにしているが、これに限定されず、混練ブレード84が停止している状態で投入してもよい。ただし、本実施形態のように、混練ブレード84が回転している状態でパン原料を投入するようにした方が、パン原料を均一に分散することができるので好ましい。
【0094】
パン原料収納容器32に収納されたパン原料が第1のパン容器70に投入された後は、混練ブレード84の回転によって、パン原料は所定の弾力を有する一つにつながった生地(dough)に練り上げられていく。混練ブレード84が生地を振り回して第1のパン容器70の内壁にたたきつけることにより、混練に「捏ね」の要素が加わることになる。混練ブレード84の回転によりドーム状カバー83も回転する。ドーム状カバー83が回転すると、ドーム状カバー83に形成されるリブ83cも回転するために、ドーム状カバー83内のパン原料は速やかに窓83bから排出され、混練ブレード84が混練しているパン原料の塊(生地)に同化する。
【0095】
なお、練り工程においては、ドーム状カバー83と共にガード85も正方向に回転する。ガード85のスポーク853は、正方向回転時、ガード85の中心側が先行しガード85の外周側が後続する形状とされている。このために、ガード85は、正方向に回転することにより、ドーム状カバー83内外のパン原料(パン生地)をスポーク853で外側に押しやる。これにより、パンを焼き上げた後に廃棄分となる原料の割合を減らすことができる。
【0096】
また、ガード85の外周に設けられる柱855は、ガード85が正方向に回転するときに回転方向前面となる側面855a(図4参照)が、上向きに傾斜する構成となっている。このために、混練時、ドーム状カバー83の周囲のパン原料(パン生地)が柱855の側面855aで上方に跳ね上げられる。跳ね上げられたパン原料は、上方のパン原料の塊(生地)に同化するために、パンを焼き上げた後に廃棄分となる原料の割合を減らすことができる。
【0097】
自動製パン器1においては、練り工程の時間は、所望の弾力を有するパン生地が得られる時間として実験的に求められた所定の時間(例えば10分程度)を採用する構成としている。なお、具材(例えばレーズン、ナッツ、チーズ等)入りのパンを焼く場合には、この練り工程の途中で具材が投入されるようにすればよい。
【0098】
練り工程が終了すると、制御装置110の指令によって発酵工程が開始される。この発酵工程では、制御装置110はシーズヒータ42を制御して、焼成室40の温度を、発酵が進む温度(例えば38℃)に維持する。そして、発酵が進む環境下で所定の時間(例えば30〜60分程度)放置される。
【0099】
なお、場合によっては、この発酵工程の途中で、混練ブレード84を回転してガス抜きや生地を丸める処理を行うようにしても構わない。
【0100】
発酵工程が終了すると、制御装置110の指令によって焼成工程が開始される。制御装置110はシーズヒータ42を制御して、焼成室40の温度を、パン焼きを行うのに適した温度(例えば120〜130℃程度)まで上昇させる。そして、制御装置110は、焼成環境下で所定の時間(例えば50分程度)パンを焼くように制御する。焼成工程の終了については、例えば操作部20の液晶表示パネルにおける表示や報知音等によってユーザに知らされる。ユーザは、製パン完了を検知すると、蓋30を開けて第1のパン容器70を取り出して、パンの製造を完了させる。
<小麦粉を出発原料に用いる場合>
小麦粉が出発原料に用いられる場合には、ユーザは第2のパン容器100を選択する。そして、ユーザは、第2のパン容器100のブレード回転軸101に、混練ブレード110を取り付ける。この後、ユーザは、所定量の水を第2のパン容器100に入れる。そして、ユーザは、所定量の小麦粉、食塩、砂糖、ショートニングを第2のパン容器100に入れ、最後に、ドライイーストを水に触れないように第2のパン容器100に入れる。
【0101】
パン原料の投入後、ユーザは、第2のパン容器100を焼成室40に入れて蓋30を閉じる。なお、具材(例えばレーズン、ナッツ等)入りのパンを焼きたい場合には、ユーザは、自動投入容器32にこれらの具材を入れ、蓋30の所定位置に自動投入容器32を取り付けてから蓋30を閉めるようにすればよい。
【0102】
蓋30を閉じた後、ユーザは、操作部20によって小麦粉を出発原料に用いてパンを製造するための製パンコース(小麦粉用製パンコース)を選択する。ユーザが、小麦粉用製パンコースの選択後、操作部20に含まれるスタートキーを押すと、制御装置110による制御の下、パンの製造動作が開始される。
【0103】
図12は、本実施形態の自動製パン器によって実行される小麦粉用製パンコースの流れを示す模式図である。図12に示すように、小麦粉用製パンコースにおいては、練り(捏ね)工程と、一次発酵工程と、ガス抜き工程と、生地休め工程(ベンチタイムやねかしとも呼ばれる)と、生地丸め工程と、成型発酵工程と、焼成工程と、がこの順番で順次に実行される。
【0104】
なお、小麦粉用製パンコースには、季節変動等、自動製パン器1が置かれる環境の変動に対応できるように、標準コース及び夏コースといった2つの環境変化対応コースが設けられている(図13参照)。この環境変化対応コースは、ユーザが選択するものではなく、パンの製造動作を開始する前に制御装置110が自動的に選択するものである。環境変化対応コースについての詳細は後述することとし、以下では、小麦粉用製パンコースにおける各工程における自動製パン器1の動作について説明する。なお、小麦粉用製パンコースにおいても、米粒用製パンコースと同様に、冬コースを設けても勿論構わない。
【0105】
小麦粉用製パンコースでは、まず、制御装置110の指令によって練り工程が開始される。練り工程が開始されると、制御装置110は混練モータ50を制御してブレード回転軸101を正方向回転させる。これにより、混練ブレード110は低速、高トルクで回転される。なお、混練ブレード110の回転は、例えば、練り工程の初期においては非常にゆっくりとされ、段階的に速度が速められるように制御装置110によって制御される。
【0106】
混練ブレード110の回転により、第2のパン容器100内のパン原料は混練され、所定の弾力を有する一つにつながった生地(dough)に練り上げられていく。混練ブレード110が生地を振り回して第2のパン容器100の内壁にたたきつけることにより、混練に「捏ね」の要素が加わることになる。この練り工程は、所望の弾力を有するパン生地が得られる時間として実験的に求められた所定の時間(例えば10分程度)行われる。
【0107】
なお、具材(例えばレーズン、ナッツ、チーズ等)入りのパンを焼く場合には、この練り工程の途中で具材が投入されるようにすればよい。
【0108】
練り工程が終了すると、制御装置110の指令によってパン生地を発酵させる一次発酵工程が開始される。この一次発酵工程が開始されると、制御装置110はシーズヒータ42を制御して、焼成室40の温度を発酵が進む所定の温度(本実施形態では32℃)に維持させる。一次発酵工程は、実験的に求められた所定の時間(例えば40〜50分程度)行われる。
【0109】
一次発酵工程が終了すると、制御装置110の指令によってパン生地中に含まれるガスを抜くガス抜き工程が開始される。このガス抜き工程では、制御装置110は混練モータ50の駆動を制御して、混練ブレード110を所定時間(例えば10秒程度)連続回転させる。また、このガス抜き工程では、焼成室40の温度を所定の温度(本実施形態では32℃)に維持すべく、制御装置110はシーズヒータ42の制御も行う。
【0110】
ガス抜き工程が終了すると、制御装置110の指令によってパン生地を休ませる生地休め工程(ベンチタイム;「ねかし」と呼ばれることもある)が実行される。このベンチタイムにおいては、制御装置110はシーズヒータ42を制御し、焼成室40の温度を所定の温度(本実施形態では32℃)に維持させる。ベンチタイムは、実験的に求められた所定の時間(例えば20〜40分程度)行われる。
【0111】
生地休め工程が終了すると、制御装置110の指令によってパン生地を丸める生地丸め工程が開始される。この生地丸め工程では、制御装置110は混練モータ50の駆動を制御し、混練ブレード110を回転させる。この生地丸め工程では、混練ブレード110は非常にゆっくりと所定の時間(例えば1〜2分程度)回転される。
【0112】
生地丸め工程が終了すると、制御装置110の指令によってパン生地を再度発酵させる成型発酵工程が行われる。この成型発酵工程では、制御装置110はシーズヒータ42を制御し、焼成室40の温度を発酵が進む所定の温度(本実施形態では38℃)として、この状態を所定の時間(例えば50〜60分程度)維持させる。
【0113】
成型発酵工程が終了すると、制御装置110の指令によってパン生地を焼成する焼成工程が実行される。この焼成工程では、制御装置110がシーズヒータ42を制御して、焼成室40の温度を、パン焼きを行うのに適した温度(例えば120℃程度)まで上昇させる。そして、焼成環境下で所定の時間(例えば50分程度)パンを焼く。焼成工程の終了については、例えば操作部20の図示しない液晶表示パネルにおける表示や報知音等によってユーザに知らされる。ユーザは、製パン完了を検知すると、蓋30を開けて第2のパン容器100を取り出して、パンの製造を完了させる。
<環境変化対応コースについて>
上述のように、自動製パン器1は、それが置かれる環境の変動に対応すべく、ユーザによって選択される製パンコースのそれぞれに対して、環境変化対応コースが準備された構成となっている。そして、自動製パン器1は、パンの製造動作が開始される前に、第1の温度センサ21及び第2の温度センサ22(図9参照)で検出される温度を考慮して、それが置かれる環境に適切に対応したコースを選択し、選択したコースにしたがってパンの製造動作を行うようになっている。
【0114】
なお、上述のように、環境変化対応コースとしては、米粒用製パンコースの場合には、標準コース、夏コース、冬コースの3種類が準備されている。小麦粉用製パンコースの場合には、標準コース、夏コースの2種類が準備されている。これらのコースの違いは、各工程における所要時間、冷却ファン13の動作タイミング、シーズヒータ42の動作タイミング等に表れる。各コースの好ましい条件設定は実験によって決められる。
【0115】
以下、自動製パン器1における、環境変化対応コース(季節コース)の自動選択機能について説明する。図14は、本実施形態の自動製パン器における、季節コースの自動選択フローを示すフローチャートである。
【0116】
ユーザ(使用者)が、自動製パン器1に実行させる製パンコース(米粒用製パンコース又は小麦粉用製パンコース)を選択し、パンの製造工程を実行させる指令を出した後に、季節コースの自動選択が開始される。詳細には、ユーザが製パンコースを選択し、スタートキーを押した時点で、季節コースの自動選択動作が開始される。
【0117】
まず、制御装置110は、第1の温度センサ21から得られる情報により、焼成室40の温度がA℃以下か否かを判断する(ステップS1)。制御装置110は、焼成室40の温度がA℃より高い場合には、エラーを報知(例えば報知音及び/又は液晶パネルへのエラー表示)するとともに、製パン動作を中止する。この場合は、ユーザは、焼成室40がA℃以下となるまで待って、再度、操作部20を用いて所望の製パンコースを選択し、スタートキーを押すことになる。なお、製パン動作が中止されるのではなく中断されるようにして、焼成室40がA℃以下になった時点で製パン動作が自動的に再開されるようにしてもよい。
【0118】
ここで、A℃は例えば40℃としてよい。A℃があまりにも高く設定されると、イーストが正常に働かない等の理由により、かなり高い確率で出来の悪いパンが得られることになる。一方で、A℃が低すぎると、自動製パン器1を連続運転させる場合に、2度目以降のパン製造をなかなか開始できず、ユーザが不便に感じると考えられる。このような点を考慮して、A℃は決定されればよい。
【0119】
焼成室40の温度がA℃以下である場合(ステップS1でYes)には、制御装置110は、第1の温度センサ21及び第2の温度センサ22から得られる情報により、焼成室40の温度と、自動製パン器1の周辺温度との差がB℃以下であるか否かを確認する(ステップS2)。
【0120】
このB℃以下という温度範囲は、同じ制御動作でパンを製造した場合のパンの出来栄え(味、焼き色等)を判断基準として、焼成室40の温度が自動製パン器1の周辺温度(すなわち自動製パン器1が置かれる環境の温度)と同等であるとみなしてもよい範囲であり、実験によって決められる。このB℃は、例えば3〜5℃程度としてもよい。
【0121】
焼成室40の温度と自動製パン器1の周辺温度との差がB℃以下である場合(ステップS2でYes)には、焼成室40の温度が自動製パン器1の周辺温度と同等であるとみなせるために、制御装置110は、季節コース(環境変化対応コース)の判定基準を自動製パン器1の周辺温度に決定する(ステップS3)。なお、この場合には、焼成室40の温度が季節コースの判定基準に使用されるようにしてもよい。
【0122】
米粒用製パンコースが選択されている場合には、制御装置110は、自動製パン器1の周辺温度が25℃より高い場合には夏コースを、20℃以上25℃以下であれば標準コースを、20℃より低い場合には冬コースを自動選択する。小麦粉用製パンコースが選択されている場合には、制御装置110は、自動製パン器1の周辺温度が30℃より高い場合には夏コースを、30℃以下である場合には標準コースを自動選択する。季節コースの自動選択が行われると、パンの製造動作が開始される(ステップS4)。なお、季節コースの選択する際に使用される、上述の温度範囲は一例であり、当然ながら変更してよい。
【0123】
焼成室40の温度と自動製パン器1の周辺温度との差がB℃より大きい場合(ステップS2でNo)には、制御装置110は、ユーザによって選択された製パンコースにおける練り工程までの時間がC分以上であるか否かを確認する(ステップS5)。なお、ここでは、練り工程までの時間は、パンを製造するための動作開始時点を基準に判断される。また、季節コースの選択中であるために、練り工程までの時間が正確に算出できない場合もあり得る。このような場合には、季節コースの中で、練り工程までの時間が最短のものを使用して、ステップS5の判断を行うようにしてもよい。
【0124】
ここで、自動製パン器1が連続運転されている場合を想定して説明する。連続運転していない場合には、基本的に焼成室40の温度と自動製パン器1の周辺温度とはほぼ同一であり、ステップS2はYesと判定されると考えられるからである。
【0125】
例えばユーザが米粒用製パンコースを選択している場合には、単なる放置期間とみなせるとともに、比較的工程時間が長い浸漬工程(この工程ではモータやヒータが駆動されない)が最初に行われる。この浸漬工程においては、焼成室40内の温度が刻々と低下することが想定される。このために、米粒用製パンコースが選択されている場合に、焼成室40の温度を基準に季節コースの判定を行うと出来の悪いパンが製造される可能性が高い。
【0126】
一方、ユーザが小麦粉用製パンコースを選択している場合には、環境の影響を受け易い練り工程(工程時間が比較的短い)が即座に行われることになる。このために、自動製パン器1の周辺温度を基準に季節コースを判定すると、パンの製造が行われる環境を正しく反映できず、出来の悪いパンが製造される可能性が高い。
【0127】
このため、ステップS5のC分は、例えば米粒用製パンコースがスタート(製パン動作が開始)してから練り工程が開始されるまでの時間(詳細には複数のコース設定があるために最短のもので決定するのが好ましい)を考慮して決めればよく、90分程度等としてもよい。また、本実施形態の自動製パン器1の構成であれば、ステップS5の確認は、単に、「ユーザが選択したコースが米粒用製パンコースであるか否か」であってもよい。なお、この場合も、練り工程が開始されるまでの時間を考慮した構成と言える。
【0128】
ただし、自動製パン器1は、操作部20に設けられる入力手段(入力キー)を用いてタイマー予約が可能に設けられている。自動製パン器1の構成が、タイマー予約機能が用いられる際にタイマー予約が行われた時点(タイマー機能が動作開始した時点を指している)で季節コースの選択が行われる構成となっている場合には、ステップS5は、練り工程までの時間を確認する、本実施形態の構成とするのが好ましい。
【0129】
なお、タイマー予約機能が使用される場合には、練り工程までの時間は、タイマー予約が行われた時点を基準に判断されることになる。また、タイマー予約機能を考慮する場合には、予約開始から練り工程開始までの時間と、パンの出来栄えとの関係を実験的に調査し(特に小麦粉用製パンコースの場合に当てはまる)、この点も考慮してC分を決める必要がある。
【0130】
ステップS5の確認は、以上のような点を考慮して設けられたものである。したがって、ステップS5でYesの場合には、制御装置110は、季節コース(環境変化対応コース)の判定基準を自動製パン器1の周辺温度に決定する(ステップS3の判断を行う)。また、ステップS5でNoの場合には、制御装置110は、季節コースの判定基準を焼成室40の温度に決定する(ステップS6)。
【0131】
季節コースの判定基準が決定された後の動作は、先に説明したステップS4と同様である。ただし、ステップS3を経る場合とステップS6を経る場合とでは、季節コースの判定基準が異なる。この点において、先のステップS4の説明と異なる部分が生じることは断っておく。
【0132】
なお、制御装置110は本発明の選択手段の一例である。また、焼成室40の温度を検出する第1の温度センサ21は、本発明の第1の温度検出手段の一例であり、焼成室40の温度は本発明の第1の温度の一例である。更に、自動製パン器1の周辺温度を検出する第2の温度センサ22は、本発明の第2の温度検出手段の一例であり、自動製パン器1の周辺温度は本発明の第2の温度の一例である。
【0133】
自動製パン器1が連続運転されない場合には、焼成室40の温度を検出できる1つの温度センサだけで、季節コース(環境変化対応コース)の自動選択を適切に行える。しかし、自動製パン器1の連続運転を行う場合には、この温度センサだけでは季節コースの自動選択が不適切になることがある。この点、自動製パン器1では2つの温度センサ21、22から得られる温度を考慮して季節コースの選択を行う構成であり、自動製パン器1が連続運転される場合でも、製パン動作が開始される前に季節コースの自動選択を適切に行える。
(その他)
以上に示した自動製パン器の実施形態は本発明の例示にすぎず、本発明が適用される自動製パン器の構成は、以上に示した実施形態に限定されるものではない。
【0134】
例えば、以上に示した実施形態では、自動製パン器は、米粒用製パンコースと小麦粉用製パンコースとの実行が可能な構成とされた。しかし、本発明の適用範囲はこれに限定される趣旨ではない。すなわち、例えば、米粒用製パンコース及び小麦粉用製パンコースに加えて、米粉用製パンコースが実行できる自動製パン器にも、本発明は適用可能である。また、本発明は、米粒用製パンコースと米粉用製パンコースとの実行が可能な自動製パン器にも適用可能である。また、場合によっては、米粒用製パンコースが実行できない従来型の自動製パン器(小麦粉用製パンコースや米粉用製パンコースを有する)にも適用可能である。
【0135】
また、以上においては、自動製パン器1が米粒を出発原料としてパンを製造する場合を示した。しかし、これに限らず、例えば小麦、大麦、粟、稗、蕎麦、とうもろこし、大豆等の米粒以外の穀物粒が出発原料として用いられる場合にも、本発明適用可能である。
【産業上の利用可能性】
【0136】
本発明は、例えば家庭用の自動製パン器として利用できる。
【符号の説明】
【0137】
1 自動製パン器
21 第1の温度センサ(第1の温度検出手段)
22 第2の温度センサ(第2の温度検出手段)
40 焼成室
70 第1のパン容器
100 第2のパン容器
110 制御装置(選択手段)
【特許請求の範囲】
【請求項1】
検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備える自動製パン器であって、
第1の温度検出手段と、
前記第1の温度検出手段と異なる位置に配置される第2の温度検出手段と、
前記第1の温度検出手段で検出される第1の温度と、前記第2の温度検出手段で検出される第2の温度とを考慮して、前記複数の環境変化対応の製パンコースの中から実行すべき1つのコースを選択する選択手段と、を備える、自動製パン器。
【請求項2】
パン原料が投入されるパン容器を収容する焼成室を備え、
前記第1の温度検出手段は、前記焼成室の温度を検出するように設けられており、
前記第2の温度検出手段は、該自動製パン器の周辺温度を検出するように設けられている、請求項1に記載の自動製パン器。
【請求項3】
使用原料によって使い分けられる複数の製パンコースの中から、使用者が実行させるコースを選択可能になっており、
使用者が選択可能な前記製パンコースの中には、更に前記複数の環境変化対応の製パンコースが準備されているものがあり、
前記選択手段は、使用者が選択可能な前記複数の製パンコースの中から1つの製パンコースを選択した後に、前記第1の温度と前記第2の温度との比較結果を考慮して、前記複数の環境変化対応の製パンコースの中から実行すべき1つのコースを選択する、請求項1又は2に記載の自動製パン器。
【請求項4】
前記選択手段は、前記第1の温度と前記第2の温度との比較結果に加え、使用者が選択した前記製パンコースにおける所定のパンの製造工程が開始されるまでの時間を考慮して、前記1つのコースの選択を行う場合がある、請求項3に記載の自動製パン器。
【請求項5】
前記所定のパンの製造工程は、パン原料をパン生地に練り上げる練り工程である、請求項4に記載の自動製パン器。
【請求項6】
前記所定のパンの製造工程が開始されるまでの時間は、パンを製造するための動作開始時点を基準に判断される、請求項4又5に記載の自動製パン器。
【請求項7】
タイマー予約が可能に設けられ、
前記タイマー予約が行われる場合には、前記所定のパンの製造工程が開始されるまで時間は、前記タイマー予約が行われた時点を基準に判断される、請求項6に記載の自動製パン器。
【請求項8】
前記第1の温度と前記第2の温度との差が所定の範囲内である場合、及び、前記第1の温度と前記第2の温度との差が前記所定の範囲外であって、前記所定のパンの製造工程が開始されるまでの時間が所定の時間以上である場合には、前記選択手段は前記第2の温度に基づいて前記1つのコースの選択を行い、
前記第1の温度と前記第2の温度との差が前記所定の範囲外であって、前記所定のパンの製造工程が開始されるまでの時間が前記所定の時間より短い場合には、前記選択手段は前記第1の温度に基づいて前記1つのコースの選択を行う、請求項4から7のいずれかに記載の自動製パン器。
【請求項9】
使用者が選択可能な前記複数の製パンコースには、穀物粒を粉砕する粉砕工程を有する製パンコースと、前記粉砕工程を有さない製パンコースと、が含まれている、請求項3から8のいずれかに記載の自動製パン器。
【請求項1】
検出温度によって自動的に使い分けられる複数の環境変化対応の製パンコースを備える自動製パン器であって、
第1の温度検出手段と、
前記第1の温度検出手段と異なる位置に配置される第2の温度検出手段と、
前記第1の温度検出手段で検出される第1の温度と、前記第2の温度検出手段で検出される第2の温度とを考慮して、前記複数の環境変化対応の製パンコースの中から実行すべき1つのコースを選択する選択手段と、を備える、自動製パン器。
【請求項2】
パン原料が投入されるパン容器を収容する焼成室を備え、
前記第1の温度検出手段は、前記焼成室の温度を検出するように設けられており、
前記第2の温度検出手段は、該自動製パン器の周辺温度を検出するように設けられている、請求項1に記載の自動製パン器。
【請求項3】
使用原料によって使い分けられる複数の製パンコースの中から、使用者が実行させるコースを選択可能になっており、
使用者が選択可能な前記製パンコースの中には、更に前記複数の環境変化対応の製パンコースが準備されているものがあり、
前記選択手段は、使用者が選択可能な前記複数の製パンコースの中から1つの製パンコースを選択した後に、前記第1の温度と前記第2の温度との比較結果を考慮して、前記複数の環境変化対応の製パンコースの中から実行すべき1つのコースを選択する、請求項1又は2に記載の自動製パン器。
【請求項4】
前記選択手段は、前記第1の温度と前記第2の温度との比較結果に加え、使用者が選択した前記製パンコースにおける所定のパンの製造工程が開始されるまでの時間を考慮して、前記1つのコースの選択を行う場合がある、請求項3に記載の自動製パン器。
【請求項5】
前記所定のパンの製造工程は、パン原料をパン生地に練り上げる練り工程である、請求項4に記載の自動製パン器。
【請求項6】
前記所定のパンの製造工程が開始されるまでの時間は、パンを製造するための動作開始時点を基準に判断される、請求項4又5に記載の自動製パン器。
【請求項7】
タイマー予約が可能に設けられ、
前記タイマー予約が行われる場合には、前記所定のパンの製造工程が開始されるまで時間は、前記タイマー予約が行われた時点を基準に判断される、請求項6に記載の自動製パン器。
【請求項8】
前記第1の温度と前記第2の温度との差が所定の範囲内である場合、及び、前記第1の温度と前記第2の温度との差が前記所定の範囲外であって、前記所定のパンの製造工程が開始されるまでの時間が所定の時間以上である場合には、前記選択手段は前記第2の温度に基づいて前記1つのコースの選択を行い、
前記第1の温度と前記第2の温度との差が前記所定の範囲外であって、前記所定のパンの製造工程が開始されるまでの時間が前記所定の時間より短い場合には、前記選択手段は前記第1の温度に基づいて前記1つのコースの選択を行う、請求項4から7のいずれかに記載の自動製パン器。
【請求項9】
使用者が選択可能な前記複数の製パンコースには、穀物粒を粉砕する粉砕工程を有する製パンコースと、前記粉砕工程を有さない製パンコースと、が含まれている、請求項3から8のいずれかに記載の自動製パン器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−147994(P2012−147994A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−9947(P2011−9947)
【出願日】平成23年1月20日(2011.1.20)
【出願人】(000001889)三洋電機株式会社 (18,308)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年1月20日(2011.1.20)
【出願人】(000001889)三洋電機株式会社 (18,308)
【Fターム(参考)】
[ Back to top ]