
自動製パン器
【課題】パン容器へのブレード部の取り付けが不完全な状態となり難い自動製パン器を提供する。
【解決手段】パンの製造工程が実行される際に使用されるブレードを含み、パン容器の底部に設けられる回転軸に着脱可能に取り付けられるブレード部が、自動製パン器には備えられる。前記ブレード部には、前記回転軸が挿入される挿入孔91cを有して前記回転軸に回転不能に取り付けられる取付部91が含まれ、取付部91の側壁には、挿入孔91cに挿入される前記回転軸の側面から突出する係合凸部に係合させる切り欠き部91aが形成されている。取付部91が前記回転軸に取り付けられる際に前記回転軸の挿入が開始される側となる、取付部91の第1の端部EP1には、頂部911a、911bと、切り欠き部91aと頂部911a、911bとを接続する傾斜部912と、が形成されている。
【解決手段】パンの製造工程が実行される際に使用されるブレードを含み、パン容器の底部に設けられる回転軸に着脱可能に取り付けられるブレード部が、自動製パン器には備えられる。前記ブレード部には、前記回転軸が挿入される挿入孔91cを有して前記回転軸に回転不能に取り付けられる取付部91が含まれ、取付部91の側壁には、挿入孔91cに挿入される前記回転軸の側面から突出する係合凸部に係合させる切り欠き部91aが形成されている。取付部91が前記回転軸に取り付けられる際に前記回転軸の挿入が開始される側となる、取付部91の第1の端部EP1には、頂部911a、911bと、切り欠き部91aと頂部911a、911bとを接続する傾斜部912と、が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として一般家庭で使用される自動製パン器に関する。
【背景技術】
【0002】
市販の家庭用自動製パン器は、パン原料を入れるパン容器をそのまま焼き型としてパンを製造する仕組みのものが一般的である(例えば、特許文献1参照)。このような自動製パン器では、まず、パン原料が入れられたパン容器が本体内の焼成室に入れられる。そして、パン容器内のパン原料がパン容器内に設けられる混練ブレードでパン生地に練り上げられる(練り工程)。その後、練り上げられたパン生地を発酵させる発酵工程が行われ、パン容器が焼き型として使用されてパンが焼き上げられる(焼成工程)。
【0003】
このような自動製パン器を用いてパンの製造が行われる場合、これまでは、パン原料として、小麦や米などの穀物を製粉した粉(小麦粉、米粉等)や、そのような製粉した粉に各種の補助原料が混ぜられたミックス粉が必要とされた。しかしながら、一般家庭においては、米粒に代表されるように、粉の形態ではなく粒の形態で穀物が所持されることがある。このために、自動製パン器が穀物粒から直接パンを製造する仕組みを有すれば、非常に便利である。このようなことを念頭において、本出願人らは、穀物粒を出発原料としてパンを製造するパンの製造方法を開発している(特許文献2参照)。
【0004】
このパンの製造方法では、まず、穀物粒と液体とが混合され、この混合物の中で粉砕ブレードが回転されて穀物粒が粉砕される(粉砕工程)。そして、粉砕工程を経て得られたペースト状の粉砕粉を含むパン原料が、混練ブレードを用いてパン生地に練り上げられる(練り工程)。その後、練り上げられたパン生地を発酵させる発酵工程が行われ、続いてパンを焼き上げる焼成工程が行われる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−116526号公報
【特許文献2】特開2010−35476号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本出願人らは、上述の穀物粒を出発原料としてパンを製造する方法を実行可能な、新しい仕組みを備えた自動製パン器の開発に取り組んでいる。この新しい仕組みを備えた自動製パン器の構成として、例えば、本体内に設けられる焼成室にパン容器が収容され、このパン容器内で上述の粉砕工程から焼成工程が実行される構成のものが考えられている。
【0007】
このような構成を採用する場合に、例えば、粉砕工程から練り工程に移る際にブレード交換(粉砕ブレードと混練ブレードとの交換)が必要であるとすると、ユーザは、自動製パン器の使い勝手が悪いとの印象を抱く可能性がある。このために、本出願人らは、例えば、粉砕ブレードと混練ブレードとの使い分けが可能な1つのブレードユニットを、パン容器の内部に着脱自在に取り付ける構成の採用を考えている。
【0008】
この構成では、ブレードユニットは、例えば、その取付部(挿入孔が設けられる)がパン容器の底部に設けられる回転軸に被せられることによって、パン容器に取り付けられる。なお、パン容器の底部に設けられる回転軸は、本体内に設けられるモータによって回転可能とされる。
【0009】
パン容器の回転軸にブレードユニットの取付部を被せて、ブレードユニットがパン容器に取り付けられる構成を採用する場合、回転軸の取付部への挿入が十分でないのに、ユーザがブレードユニットの回転軸への取り付けが完了したと勘違いする事態が起こり得る。ブレードユニットの取り付けが不十分のまま、ユーザが自動製パン器の駆動を開始させると、例えば自動製パン器が故障してしまう等の問題が生じる可能性がある。また、ブレードユニットの取り付けが不十分な状態でパン容器を移動(持ち運び等)した際に、ブレードユニットが動いて、その反動でパン容器内の原料が飛散してしまうといった事態等も起こり得る。
【0010】
なお、以上では、混練ブレード及び粉砕ブレードを備えるブレードユニットにおける問題として、ブレードユニットのパン容器への取り付け時の不具合が述べられた。しかし、以上の不具合は、パン容器の回転軸に取付部を被せて取り付ける構成のブレード部(ユニット化されたもの、或いは、ユニット化されていないもの)を備える自動製パン器において生じるものと考えられる。すなわち、以上の不具合は、ブレード部に粉砕ブレードを備えず、小麦粉や米粉等の穀物粉からパンを製造する自動製パン器においても生じるものと考えられる。
【0011】
そこで、本発明の目的は、パン容器へのブレード部の取り付けが不完全な状態となり難い自動製パン器を提供することである。また、本発明の他の目的は、穀物粒からパンを焼き上げる便利な仕組みが備えられ、パン容器へのブレード部の取り付けが不完全な状態となり難い自動製パン器を提供することである。
【課題を解決するための手段】
【0012】
上記目的を達成するために本発明の自動製パン器は、パン原料が投入されるパン容器を本体内の焼成室に受け入れて、パンの製造工程が実行される自動製パン器であって、前記パン容器の底部に貫通して設けられる回転軸と、前記パン容器内側に設けられ、前記回転軸の側面から突出する係合凸部と、前記本体内に設けられ、前記焼成室に収容された前記パン容器の前記回転軸に回転力を与えるモータと、前記パンの製造工程が実行される際に使用されるブレードを含み、前記パン容器内側において前記回転軸に着脱可能に取り付けられるブレード部と、を備え、前記ブレード部には、前記回転軸が挿入される挿入孔を有して前記回転軸に回転不能に取り付けられる取付部が含まれ、前記取付部の側壁には、前記係合凸部に係合させる切り欠き部が形成されており、前記取付部が前記回転軸に取り付けられる際に前記回転軸の挿入が開始される側となる、前記取付部の第1の端部には、頂部と、前記切り欠き部と前記頂部とを接続する傾斜部と、が形成されている。
【0013】
本構成によれば、ブレード部が備える取付部の特定の端部に特定の傾斜部を設ける構成としている。このために、ブレード部がパン容器の回転軸に取り付けられるに際して、取付部の回転軸に対する取り付け方向が狙いの方向からずれても、取付部の方向が自動的に狙いの方向に向くようにできる。ここで、狙いの方向は、切り欠き部に係合凸部が嵌り込む方向である。すなわち、本構成によれば、パン容器へのブレード部の取り付けが不完全な状態となり難い。また、本構成によれば、ブレード部のパン容器への取り付け作業が容易になる。
【0014】
上記構成の自動製パン器において、前記切り欠き部は、前記取付部の側壁の対向する位置に形成された一対の切り欠き部であり、前記頂部には、第1の頂部と第2の頂部とが含まれ、前記第1の頂部と前記第2の頂部とは、いずれも、前記一対の切り欠き部の両方に前記傾斜部で接続されていることとしてもよい。本構成では、回転軸に2つの係合凸部を設ける構成とでき、ブレード部と回転軸との係合を得やすい。また、切り欠き部の数が多すぎず、取付部の構成が複雑になることもない。
【0015】
上記構成の自動製パン器において、前記取付部は、前記第1の端部の反対側にある第2の端部の先端から前記頂部までの距離が、前記第1の頂部と前記第2の頂部とで異なるように設けられていることとしてもよい。本構成によれば、取付部の回転軸に対する取り付け方向が狙いの方向からずれた場合に、取付部が傾きやすく、上述の、取付部の方向が自動的に狙いの方向に向く構成を実現しやすい。
【0016】
上記構成の自動製パン器において、前記切り欠き部は、前記第1の端部側から前記第1の端部の反対側にある第2の端部側に向けて幅が徐々に狭くなる傾斜構造を有することとしてもよい。本構成によれば、ブレード部を回転軸から引き抜く方向に切り欠き部の幅が広がるために、切り欠き部にパン生地等が入り込んで焼き付いた場合でも、ブレード部を回転軸から引き抜く際の抵抗(焼き付きによる抵抗)が比較的小さなものとなることが期待できる。すなわち、本構成によれば、パンの製造後に、パン容器からパンを取り出す作業が容易になることが期待できる。
【0017】
上記構成の自動製パン器において、前記ブレード部には、前記パン容器内で穀物粒を粉砕するために使用される粉砕ブレードと、前記パン容器内でパン生地を練り上げるために使用される混練ブレードと、が含まれることとしてもよい。本構成によれば、家庭で手に入り易い米粒等の穀物粒を出発原料としてパンを製造することができるために便利である。
【0018】
上記構成の自動製パン器において、前記ブレード部には、前記粉砕ブレードを覆うカバーと、前記回転軸と前記カバーとの連結状態を切り替えるクラッチと、が更に含まれ、前記粉砕ブレードは、前記取付部に回転不能に取り付けられ、前記カバーは、前記取付部に回転可能に取り付けられ、前記混練ブレードは、前記カバーの外面に回転可能に取り付けられて、パン生地を練り上げる際の姿勢である折り畳み姿勢と、前記パン容器の内壁に当接する姿勢である開き姿勢との2姿勢をとり得るようになっており、前記回転軸が一方向に回転する場合に、前記混練ブレードが前記折り畳み姿勢となって前記クラッチが前記回転軸と前記カバーとを連結し、前記カバー及び前記混練ブレードは前記回転軸とともに回転し、前記回転軸が前記一方向と逆方向に回転する場合に、前記混練ブレードが前記開き姿勢に転じて前記クラッチが前記回転軸と前記カバーとの連結を切り離し、前記カバー及び前記混練ブレードは回転停止状態となる、こととしてもよい。
【0019】
本構成によれば、回転軸を前記一方向と逆方向に回転させる(回転軸とともに粉砕ブレードが回転する)ことで、穀物粒の粉砕工程を実行できる。また、回転軸を前記一方向に回転させることで、粉砕工程で得られた粉砕粉を含むパン原料からパン生地を製造できる。すなわち、本構成の自動製パン器によれば、ユーザは途中でブレード交換することなく、穀物粒からパンを製造することができ、非常に便利である。
【発明の効果】
【0020】
本発明によると、パン容器へのブレード部の取り付けが不完全な状態となり難い自動製パン器を提供可能である。また、本発明によると、穀物粒からパンを焼き上げる便利な仕組みが備えられ、パン容器へのブレード部の取り付けが不完全な状態となり難い自動製パン器を提供可能である。このため、本発明によれば、家庭でのパン製造をより身近なものとして、家庭でのパン作りが盛んになることが期待できる。
【図面の簡単な説明】
【0021】
【図1】本実施形態の自動製パン器の外観構成を示す概略斜視図
【図2】本実施形態の自動製パン器の本体内部の構成を説明するための模式図
【図3】本実施形態の自動製パン器が備える第1の動力伝達部に含まれるクラッチについて説明するための図
【図4】本実施形態の自動製パン器における、パン容器が収容された焼成室及びその周辺の構成を模式的に示す図
【図5】本実施形態の自動製パン器が備えるブレードユニットの構成を示す概略斜視図
【図6】本実施形態の自動製パン器が備えるブレードユニットの構成を示す概略分解斜視図
【図7】本実施形態の自動製パン器が備えるブレードユニットの構成を示す概略側面図及び概略断面図
【図8】本実施形態の自動製パン器が備えるブレードユニットを下から見た場合の概略平面図(ガードが取り外された場合の図)
【図9】本実施形態の自動製パン器が備えるブレードユニットの動作を説明するための図で、パン容器を上から見た場合の図
【図10】本実施形態の自動製パン器が備えるブレードユニットのユニット用シャフトの構成を示す図
【図11】本実施形態の自動製パン器が備えるユニット用シャフトの作用を説明するための図
【図12】本実施形態の自動製パン器の構成を示すブロック図
【図13】本実施形態の自動製パン器によって実行される米粒用製パンコースの流れを示す模式図
【図14】本実施形態の自動製パン器の変形例について説明するための図
【発明を実施するための形態】
【0022】
以下、本発明の自動製パン器の実施形態について、図面を参照しながら詳細に説明する。なお、本明細書に登場する具体的な時間や温度等はあくまでも例示であり、それらは本発明の内容を限定するものではない。
(自動製パン器の構成)
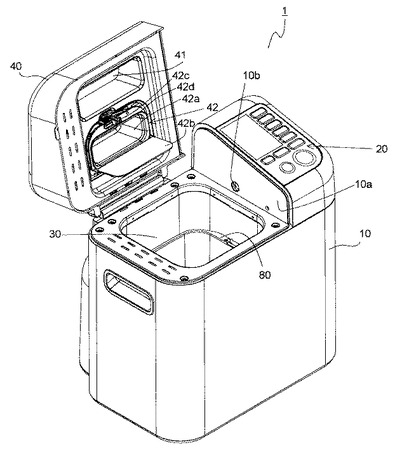
図1は、本実施形態の自動製パン器の外観構成を示す概略斜視図である。図1に示すように、略直方体形状に設けられる自動製パン器1の本体10(その外殻は例えば金属や合成樹脂等によって形成される)の上面の一部には、操作部20が設けられている。この操作部20は、操作キー群と、時間、操作キー群によって設定された内容、エラー等を表示する表示部と、によって構成されている。操作キー群には、例えば、スタートキー、取り消しキー、タイマーキー、予約キー、パンの製造コース(米粒を出発原料に用いてパンを製造するコース、米粉を出発原料に用いてパンを製造するコース、小麦粉を出発原料に用いてパンを製造するコース等)を選択する選択キー等が含まれる。表示部は、例えば、液晶表示パネル等によって構成される。
【0023】
本体10内部には、詳細は後述するパン容器80が収容される焼成室30が設けられている。この焼成室30は、例えば板金からなる底壁30a及び4つの側壁30b(後述の図4も参照)で構成されている。焼成室30は、平面形状略矩形の箱形状で、その上面は開口している。この焼成室30は、本体10上部に設けられる蓋40によって開閉可能となっている。蓋40は、図示しない蝶番軸で本体10の背面側に取り付けられており、その蝶番軸を支点として回動することで、焼成室30の開閉が可能になっている。なお、図1は、この蓋40が開かれた状態を示している。
【0024】
この蓋40には、焼成室30内を覗けるように、例えば耐熱ガラスからなる覗き窓41が設けられている。また、蓋40には、パン原料収納容器42が取り付けられている。このパン原料収納容器42は、パンの製造工程の途中で一部のパン原料を自動投入することを可能にしている。パン原料収納容器42は、平面形状略長方形の箱形状の容器本体42aと、容器本体42aに対して回動可能に設けられて、容器本体42aの開口を開閉する容器蓋42bとを備えている。また、パン原料収納容器42は、容器蓋42bを外面(下面)側から支えて容器本体42aの開口が閉じられた状態を維持可能であると共に、外部からの力によって動かされて容器蓋42bとの係合が解除される可動フック42cも備えている。
【0025】
操作部20下部側の本体10内には自動投入用ソレノイド16(後述の図12参照)が設けられており、この自動投入用ソレノイド16が駆動すると、そのプランジャーが、蓋40に隣接する本体壁面10aに設けられる開口10bから突出するようになっている。そして、この突出したプランジャーによって可動する可動部材(図示せず)が可動フック42cを動かし、容器蓋42bと可動フック42cとの係合が外れて容器蓋42bが回動する。その結果、容器本体42aの開口が開かれた状態になる。なお、図1においては、容器本体42aの開口が開かれた状態が示されている。
【0026】
容器本体42a及び容器蓋42bは、容器内に収納される粉体パン原料(例えばグルテンやドライイースト等)が容器内に残留し難いように、アルミニウム等の金属で設けられるのが好ましい。そして、それらの内面は、シリコンやフッ素等のコーティング層で覆われるのが好ましく、更には凹凸がなるべく設けられず、滑らかに形成されるのが好ましい。
【0027】
また、米粒等の穀物粒を粉砕する際に発生する蒸気等が容器本体42a内に入り込むと、パン原料が容器内面に付着し易くなって好ましくない。このために、容器本体42a内に前述の蒸気等が入り込まないように、容器本体42aの開口側縁には鍔部(フランジ部)が設けられて、この鍔部と容器蓋42bとの間にはパッキン(シール部材)42dが介在するようになっている。
【0028】
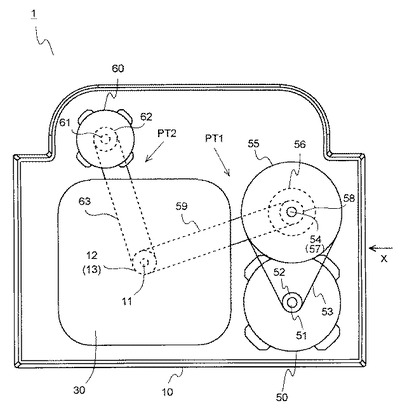
図2は、本実施形態の自動製パン器の本体内部の構成を説明するための模式図である。図2は、自動製パン器1を上側から見た場合を想定しており、図の下側が自動製パン器1の正面側、図の上側が背面側である。図2に示すように、自動製パン器1には、焼成室30の右横に練り工程で用いられる低速・高トルクタイプの混練モータ50が固定配置され、焼成室30の後ろ側に粉砕工程で用いられる高速回転タイプの粉砕モータ60が固定配置されている。混練モータ50及び粉砕モータ60はいずれも竪軸である。
【0029】
混練モータ50の上面から突出する出力軸51には第1のプーリ52が固定される。この第1のプーリ52は、第1のベルト53によって、その径が第1のプーリ52よりも大きく形成されるとともに第1の回転軸54の上部側に固定される第2のプーリ55に連結されている。第1の回転軸54の下部側には、その回転中心が第1の回転軸54とほぼ同一となるように第2の回転軸57が設けられている(後述の図3も参照)。なお、第1の回転軸54及び第2の回転軸57は、本体10内部に回転可能に支持されている。また、第1の回転軸54と第2の回転軸57との間には、動力伝達と動力遮断を行うクラッチ56が設けられている(後述の図3も参照)。このクラッチ56の構成については後述する。
【0030】
第2の回転軸57の下部側には第3のプーリ58が固定されている(後述の図3も参照)。第3のプーリ58は、第2のベルト59によって、焼成室30の下部側に設けられるとともに原動軸11に固定される第1の原動軸用プーリ12(第3のプーリ58とほぼ同一の径を有する)に連結されている(後述の図3参照)。混練モータ50自身が低速・高トルクタイプであり、その上、第1のプーリ52の回転が第2のプーリ55によって減速回転される(例えば1/5の速度に減速される)。このため、クラッチ56が動力伝達を行う状態で混練モータ50を駆動すると、原動軸11は低速で回転する。
【0031】
なお、第1のプーリ52、第1のベルト53、第1の回転軸54、第2のプーリ55、クラッチ56、第2の回転軸57、第3のプーリ58、第2のベルト59、及び第1の原動軸用プーリ12で構成される動力伝達部のことを、以下では、第1の動力伝達部PT1と表現することがある。
【0032】
粉砕モータ60の下面から突出する出力軸61には、第4のプーリ62が固定されている。この第4のプーリ62は、第3のベルト63によって、原動軸11に固定される第2の原動軸用プーリ13(第1の原動軸用プーリ12より下側で固定される;後述の図3参照)に連結されている。第2の原動軸用プーリ13は第4のプーリ62とほぼ同一の径を有する。粉砕モータ60には高速回転のものが選定され、第4のプーリ62の回転は第2の原動軸用プーリ13においてほぼ同一速度で維持されるために、粉砕モータ60を駆動すると、原動軸11は高速回転(例えば7000〜8000rpm)を行う。
【0033】
なお、第4のプーリ62、第3のベルト63、及び第2の原動軸用プーリ13で構成される動力伝達部のことを、以下では、第2の動力伝達部PT2と表現することがある。第2の動力伝達部PT2は、クラッチを有さない構成であり、粉砕モータ60の出力軸61と原動軸11とを常時動力伝達可能に連結する。
【0034】
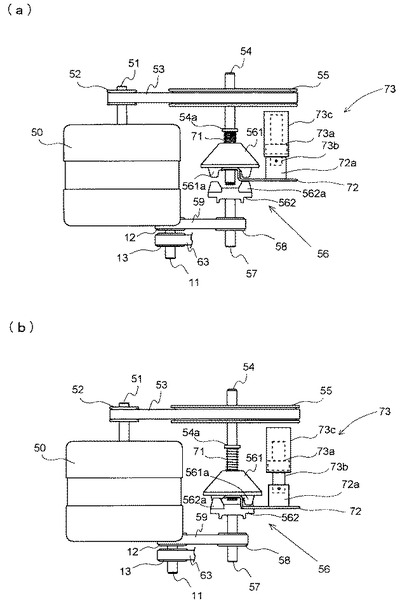
図3は、本実施形態の自動製パン器が備える第1の動力伝達部に含まれるクラッチについて説明するための図である。図3は、図2の矢印X方向に沿って見た場合を想定した図である。なお、図3(a)はクラッチ56が動力遮断を行う状態を示し、図3(b)はクラッチ56が動力伝達を行う状態を示す。
【0035】
図3に示すように、クラッチ56は、第1のクラッチ部材561と第2のクラッチ部材562とを有する。そして、第1のクラッチ部材561に設けられる爪561aと、第2のクラッチ部材562に設けられる爪562aとが噛み合う場合(図3(b)の状態)に、クラッチ56は動力伝達を行う。また、2つの爪561a、562bが噛み合わない場合(図3(a)の状態)に、クラッチ56は動力遮断を行う。すなわち、クラッチ56は噛み合いクラッチとなっている。
【0036】
なお、本実施形態では、2つのクラッチ部材561、562のそれぞれには、周方向(第1のクラッチ部材561を下から平面視した場合、或いは、第2のクラッチ部材562を上から平面視した場合を想定)にほぼ等間隔に並ぶ6つの爪561a、562aが設けられているが、この爪の数は適宜変更してもよい。また、爪561a、562aの形状は、好ましい形状を適宜選択すればよい。
【0037】
第1のクラッチ部材561は、抜け止め対策を施された上で、第1の回転軸54に、その軸方向(図3において上下方向)に摺動可能、且つ、相対回転不能に取り付けられている。第1の回転軸54の第1のクラッチ部材561の上部側には、バネ71が遊嵌されている。このバネ71は、第1の回転軸54に設けられるストッパ部54aと第1のクラッチ部材561とに挟まれるように配置されており、第1のクラッチ部材561を下側に向けて付勢している。一方、第2のクラッチ部材562は、第2の回転軸57の上端に固定されている。
【0038】
クラッチ56における、動力伝達状態と動力遮断状態との切り替えは、下位置と上位置とに選択配置可能なアーム部72を用いて行われる。アーム部72は、その一部が第1のクラッチ部材561の下側に配置され、第1のクラッチ部材561の外周側と当接可能となっている。
【0039】
アーム部72の駆動は、クラッチ用ソレノイド73を用いて行われる。クラッチ用ソレノイド73は、永久磁石73aを備え、いわゆる自己保持型のソレノイドとなっている。クラッチ用ソレノイド73のプランジャー73bは、アーム部72のプランジャー固定用の取付部72aに固定される。このために、電圧の印加によりハウジング73cからの突出量が変動するプランジャー73bの動きに合わせてアーム部72が動く。
【0040】
アーム部72が下位置(図3(b)の状態)から上位置(図3(a)の状態)に移動すると、第1のクラッチ部材561はバネ71の付勢力に抗して上方向に移動する。アーム部72が上位置にある場合には、第1のクラッチ部材561と第2のクラッチ部材562とは噛み合わない。すなわち、アーム部72が上位置にある場合には、クラッチ56は動力遮断を行う。
【0041】
一方、アーム部72が上位置から下位置に移動すると、第1のクラッチ部材561はバネ71の付勢力によって押される形で下方向に移動する。アーム部72が下位置にある場合には、第1のクラッチ部材561と第2のクラッチ部材562とは噛み合う。すなわち、アーム部72が下位置にある場合には、クラッチ56は動力伝達を行う。
【0042】
粉砕モータ60を駆動する際に、クラッチ56が動力伝達を行う状態(図3(b)の状態)であると、原動軸11を高速回転させる回転動力が混練モータ50の出力軸51に伝達される(図2参照)。この場合、粉砕モータ60が例えば8000rpmで回転されるとすると、第1のプーリ52と第2のプーリ55との半径比(例えば1:5)によって、混練モータ50の出力軸51を40000rpmで回転させる力が必要になる。その結果、粉砕モータ60に非常に大きな負荷が加わるために、粉砕モータ60が破損する可能性がある。このため、粉砕モータ60を駆動する際には、原動軸11を高速回転させる回転動力が混練モータ50の出力軸51に伝達されないようにする必要がある。そこで、自動製パン器1は、上述のように、動力伝達と動力遮断を行うクラッチ56を第1の動力伝達部PT1に含む構成となっている。
【0043】
なお、上述のように自動製パン器1においては、第2の動力伝達部PT2にはクラッチが設けられない構成としているが、これは次の理由による。すなわち、混練モータ50を駆動しても原動軸11は低速回転(例えば180rpm等)されるのみである。このため、原動軸11を回転させる回転動力が粉砕モータ60の出力軸に伝達されるようになっていても、混練モータ50に大きな負荷が加わることはない。そして、このように第2の動力伝達部PT2にクラッチが設けられない構成を敢えて採用することで、自動製パン器1の製造コストが抑制される。ただし、第2の動力伝達部PT2にクラッチが設けられる構成を採用しても、勿論構わない。
【0044】
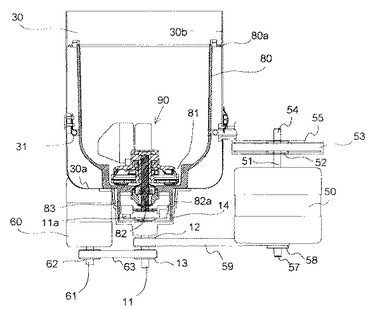
図4は、本実施形態の自動製パン器における、パン容器が収容された焼成室及びその周辺の構成を模式的に示す図である。図4は、自動製パン器1を正面側から見た場合の構成を想定しており、焼成室30及びパン容器80の構成は概ね断面図で示されている。なお、パン原料が投入されるとともにパン焼き型として使用されるパン容器80は、焼成室30に対して出し入れ自在となっている。
【0045】
図4に示すように、焼成室30の内部には、シーズヒータ31(加熱手段の一例)が焼成室30に収容されたパン容器80を包囲するように配置されている。このシーズヒータ31を用いることにより、パン容器80内のパン原料(この表現にはパン生地を含む場合がある)の加熱が可能になる。
【0046】
また、焼成室30の底壁30aの略中心にあたる箇所には、パン容器80を支持するパン容器支持部14(例えばアルミニウム合金のダイキャスト成型品からなる)が固定されている。このパン容器支持部14は、焼成室30の底壁30aから窪むように形成され、その窪みの形状は上から見た場合に略円形となっている。このパン容器支持部14の中心には、上述の原動軸11が底壁30aに対して略垂直となるように支持されている。
【0047】
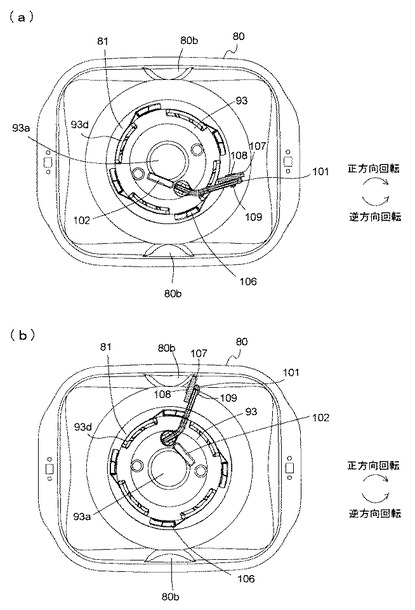
パン容器80は例えばアルミニウム合金のダイキャスト成型品(その他、板金等で構成しても構わない)であり、バケツのような形状をしており、開口部側縁に設けられる鍔部80aに手提げ用のハンドル(図示せず)が取り付けられている。パン容器80の水平断面は四隅を丸めた矩形である。また、パン容器80の底部には、詳細は後述するブレードユニット90の一部を収容する平面視略円形状の凹部81が形成されている。
【0048】
パン容器80の底部中心には、垂直方向に延びるブレード回転軸82(本発明の回転軸の一例)が、シール対策を施された状態で回転可能に支持されている。このブレード回転軸82の下端(パン容器80の底部から外部側に突き出ている)には、容器側カップリング部材82aが固定されている。また、パン容器80の底部外面側には筒状の台座83が設けられており、パン容器80は、この台座83がパン容器支持部14に受け入れられた状態で、焼成室30内に収容されるようになっている。なお、台座83は、パン容器80とは別に形成してもよいし、パン容器80と一体的に形成してもよい。
【0049】
パン容器80の台座83がパン容器支持部14に受け入れられた状態で焼成室30内に収容されると、ブレード回転軸82の下端に設けられる前述の容器側カップリング部材82aと、原動軸11の上端に固定される原動軸側カップリング部材11aとの連結(カップリング)が得られるようになる。そして、これにより、ブレード回転軸82は原動軸11から回転動力を伝えられるようになる。
【0050】
ブレード回転軸82のパン容器80内部に突出する部分には、その上からブレードユニット90(本発明のブレード部の一例)が着脱可能に取り付けられるようになっている。このブレードユニット90の構成について、図5から図11を参照しながら説明する。
【0051】
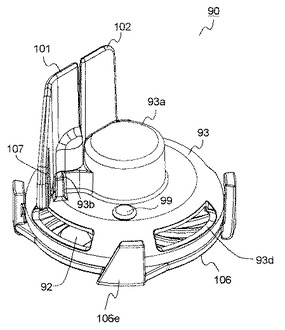
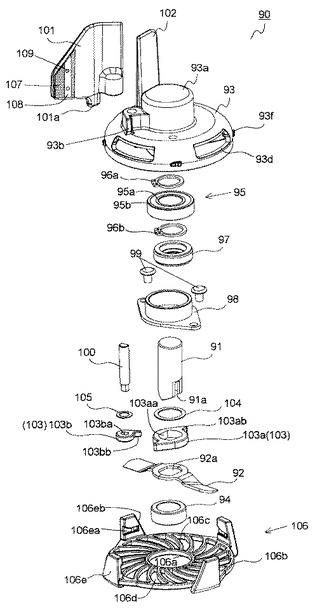
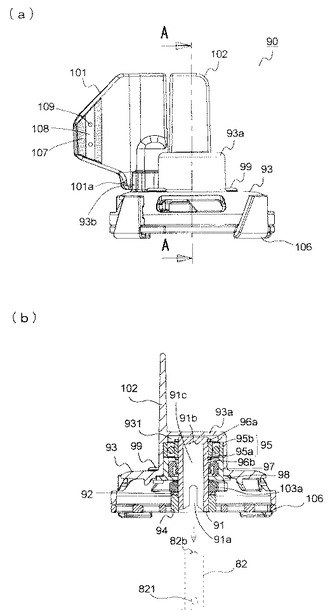
なお、図5は、本実施形態の自動製パン器が備えるブレードユニットの構成を示す概略斜視図である。図6は、本実施形態の自動製パン器が備えるブレードユニットの構成を示す概略分解斜視図である。図7は、本実施形態の自動製パン器が備えるブレードユニットの構成を示す図で、図7(a)は概略側面図、図7(b)は図7(a)のA−A位置における断面図である。図8は、本実施形態の自動製パン器が備えるブレードユニットを下から見た場合の概略平面図で、図8(a)は混練ブレードが折り畳み姿勢にある場合の図、図8(b)は混練ブレードが開き姿勢にある場合の図である。図8においては、後述のガードが取り外された状態を示している。
【0052】
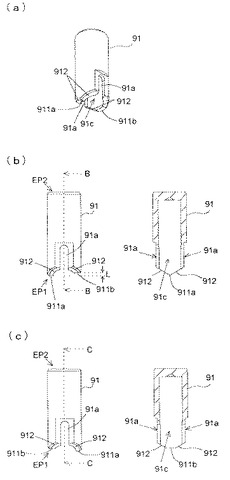
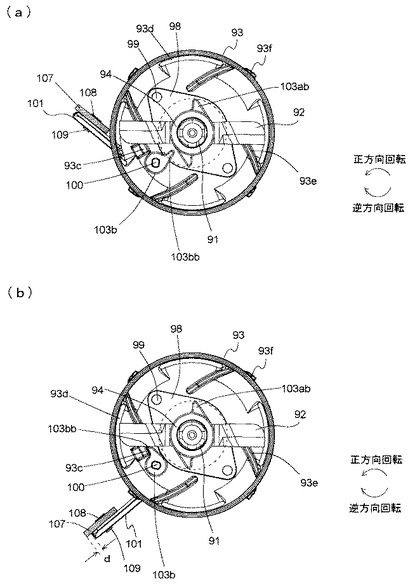
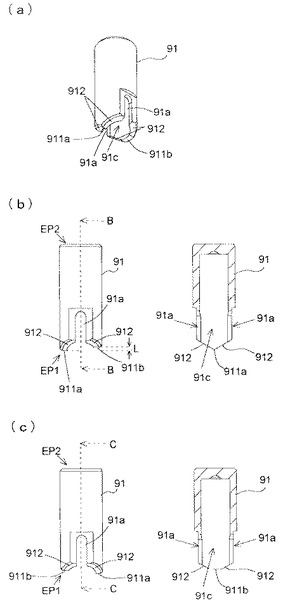
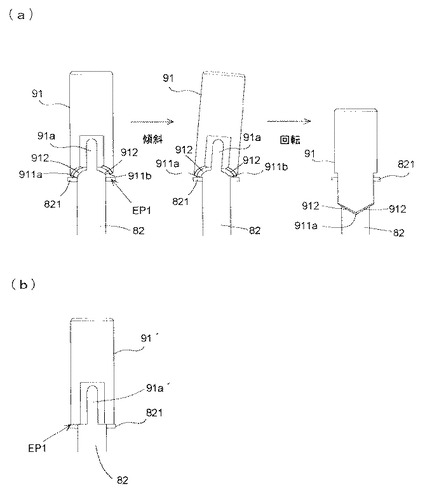
図9は、本実施形態の自動製パン器が備えるブレードユニットの動作を説明するための図で、パン容器を上から見た場合の図である。図9(a)は混練ブレードが折り畳み姿勢にある場合の図、図9(b)は混練ブレードが開き姿勢にある場合の図である。図10は、本実施形態の自動製パン器が備えるブレードユニットのユニット用シャフトの構成を示す図で、図10(a)はユニット用シャフトを下方から見た場合の斜視図、図10(b)は側面図及び断面図(B−B断面)、図10(c)は図10(b)の観察位置から180°回転した位置から見た側面図及び断面図(C−C断面)である。図11は、本実施形態の自動製パン器が備えるユニット用シャフトの作用を説明するための図で、図11(a)は本実施形態のユニット用シャフトに関する図、図11(b)は本実施形態のユニット用シャフトの作用を理解し易くするために示した比較図である。
【0053】
ブレードユニット90は、大きくは、ユニット用シャフト91(本発明の取付部の一例)と、ユニット用シャフト91に相対回転不能に取り付けられる粉砕ブレード92と、ユニット用シャフト91に相対回転可能且つ粉砕ブレード92を覆うように取り付けられる平面視略円形のドーム状カバー93と、ドーム状カバー93に相対回転可能に取り付けられる混練ブレード101と、を備える構成となっている(例えば、図5〜図7参照)。ブレードユニット90がブレード回転軸82に取り付けられた状態において、粉砕ブレード92は、パン容器80の凹部81底面より少し上の箇所に位置する。また、粉砕ブレード92及びドーム状カバー93のほぼ全体は凹部81に収容される(例えば図4参照)。
【0054】
ユニット用シャフト91は、例えばステンレス鋼板等の金属によって形成される略円柱状の部材であり、一方端(下端)に開口が設けられ、その内部は中空となっている。すなわち、ユニット用シャフト91は、下端部(本発明の第1の端部)側からブレード回転軸82を挿入できるように、挿入孔91cが形成された構成となっている(例えば図7(b)及び図10参照)。
【0055】
また、ユニット用シャフト91の側壁の下部側(開口側)には、ユニット用シャフト91の回転中心を挟んで対称配置される一対の切り欠き部91aが形成されている(例えば図10参照)。切り欠き部91aの形状は側面視略矩形状であり、詳細には一方端(上端)が丸みを帯びている。切り欠き部91aは、ブレード回転軸82を水平に貫くピン821(本発明の、ブレード回転軸82の側壁から突出する係合凸部の一例;図7(b)、図11参照)に係合させるために設けられている。ブレード回転軸82のピン821と、切り欠き部91aとが係合することによって、ユニット用シャフト91はブレード回転軸82に相対回転不能に取り付けられた状態になる。
【0056】
図7(b)に示すように、ブレード回転軸82(破線で示す)の上端面(略円形状)の中央部に設けられる凸部82bと係合するように、ユニット用シャフト91の内部側の上面中央部には凹部91bが形成されている。これにより、ユニット用シャフト91とブレード回転軸82との中心を合わせた状態で、ブレードユニット90はブレード回転軸82に容易に取り付けることができる。このために、ブレード回転軸82を回転させた場合に、不要なガタツキが発生することが抑制される。本実施形態では、ブレード回転軸82側に凸部82b、ユニット用シャフト91側に凹部91bを設ける構成としたが、これとは逆に、ブレード回転軸82側に凹部、ユニット用シャフト91側に凸部が設けられる構成としても構わない。
【0057】
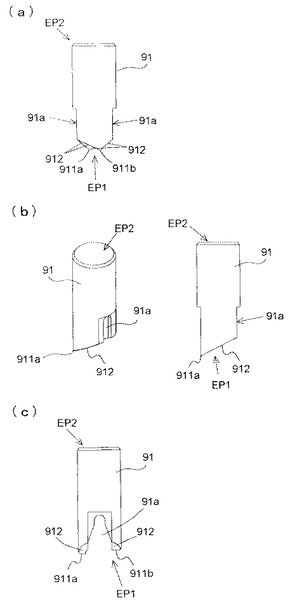
また、図10に示すように、ユニット用シャフト91の下端部EP1(本発明の第1の端部に該当)には、第1の頂部911aと第2の頂部911bとが形成されている。これら2つの頂部911a、911bは、各々、一対の切り欠き部91aが設けられる位置に対して略90°回転した位置に存在する。また、これら2つの頂部911a、911bは、いずれも傾斜部(傾斜面)912によって一対の切り欠き部91aに接続されている。すなわち、ユニット用シャフト91の下端部EP1には、傾斜部912が4つ存在する。
【0058】
第1の頂部911aと第2の頂部911bとは、ユニット用シャフト91を側面視した場合に段差Lを有する構造となっている(図10(b)参照)。すなわち、ユニット用シャフト91の上端部EP2(本発明の第2の端部に該当)側の先端(上端面)から第1の頂部911aへと至る距離と、ユニット用シャフト91の上端部EP2側の先端から第2の頂部911bへと至る距離とは異なっている。
【0059】
なお、本実施形態では、第1の頂部911aは、2つの傾斜部(傾斜面)912が交わる部分(交線)となっている(図10参照)。また、第2の頂部911bは、2つの傾斜部912を接続する狭小の平坦部(平坦面)となっている(図10参照)。ただし、本発明はこの構成に限らず、適宜変更可能である。すなわち、例えば、第1の頂部911aと第2の頂部911bとが側面視、段差構造を有し、第1の頂部911aと第2の頂部911bとが、いずれも、2つの傾斜部(傾斜面)912が交わる部分(交線)である構成等としてもよい。
【0060】
このように、ユニット用シャフト91の下端部EP1を構成した場合のユニット用シャフト91の作用について、図11を参照しながら説明する。まず、比較例として、下端部EP1が傾斜部を有さない平坦な構成となっているユニット用シャフト91´の場合(図11(b)参照)について説明する。
【0061】
ブレードユニット90をパン容器80内のブレード回転軸82に取り付けるべく、ユニット用シャフト91´がブレード回転軸82に被せられる際に、ユニット用シャフト91´の切り欠き部91a´とブレード回転軸82のピン821の位置がずれる場合がある。この場合、ユニット用シャフト91´の下端部EP1(平面)とピン821とが当接し、ブレードユニット90の取り付けは不十分な状態となる。
【0062】
ユーザがブレードユニット90の取り付けが不十分であることに気付けば、ユーザはユニット用シャフト91´を回転させる。そして、これにより、ピン821が切り欠き部91a´に嵌り込んだ正規の取り付け状態が得られる。しかし、ユーザが、ブレードユニット90の取り付けが不十分であることに気付かないことも起こり得る。特に、ブレードユニット90がドーム状カバー93を有するために、目視確認しづらく、このような事態が起きやすい。
【0063】
図11(b)に示す構成では、ユニット用シャフト91´がピン821の上に載った状態は、ある程度、安定した状態である。このため、ブレードユニット90の取り付けが不完全なまま、ブレードユニット90の取り付け作業が完了されてしまう場合がある。そして、このように取り付け作業が完了すると、自動製パン器1の駆動によって故障が発生したり、振動等によってブレードユニット90が落下してパン容器80内の原料が飛散したりするといった好ましくない事態が発生する場合がある。
【0064】
これに対し、本実施形態の構成では、最初に、ユニット用シャフト91の切り欠き部91aとブレード回転軸82のピン821の位置がずれた状態であっても、ユニット用シャフト91が自動的に回転して、切り欠き部91aとピン821の係合が得られるようになっている。
【0065】
図11(a)においては、ユニット用シャフト91の第1の頂部911aがピン821に当接した状態を示している。このような状態でユーザがブレードユニット90を離すと、第1の頂部911aと第2の頂部911bとが段差構造を有しているために、ユニット用シャフト91は傾く。この傾き動作が契機となって、ユニット用シャフト91の傾斜面912がピン821と当接した状態となり、ユニット用シャフト91は回転を開始する。この回転により、切り欠き部91aの位置がピン821の位置に至り、ピン821が切り欠き部91aに嵌り込んだ正規の取り付け状態が得られる。
【0066】
なお、ユニット用シャフト91がブレード回転軸82に被せられる際において、切り欠き部91aとピン821との位置がずれた状態は、図11(a)に示す状態に限られない。しかし、図11(a)に以外で位置ずれが発生した場合には、ピン821が最初から傾斜部(傾斜面)821に載った状態となるために、この場合も、ユニット用シャフト91が回転を開始する。その結果、ピン821が切り欠き部91aに嵌り込んだ正規の取り付け状態が得られる。
【0067】
穀物粒粉砕用の粉砕ブレード92は例えばステンレス鋼板によって形成され、その形状は例えば飛行機のプロペラのようになっている。粉砕ブレード92の中心部には、図6に示すように、平面視略矩形状の開口92aが形成されている。粉砕ブレード92は、ユニット用シャフト91の下部側から、開口92aにユニット用シャフト91が嵌め込まれるようにして取り付けられる。
【0068】
ユニット用シャフト91の下部側には、側面の一部(切り欠き部91aが設けられる位置近傍)を削って平坦面が形成されている。これにより、ユニット用シャフト91を下から平面視した場合に、ユニット用シャフト91の下部側は、粉砕ブレード92の開口92aとほぼ同形状(略矩形状)となっている。ユニット用シャフト91の下部側を平面視した場合の面積は、開口92aより、ほんの僅かだけ小さくなっている。このような形状を採用しているために、粉砕ブレード92はユニット用シャフト91に相対回転不能に取り付けられる。粉砕ブレード92の下部側には抜け止め用のストッパ部材94がユニット用シャフト91に嵌め込まれるために、粉砕ブレード92がユニット用シャフト91から脱落することはない。
【0069】
粉砕ブレード92を囲んで覆い隠すように配置されるドーム状カバー93は、例えばアルミニウム合金のダイキャスト成型品からなり、その内面側には、ベアリング95(本実施形態では転がり軸受けを使用している)を収容する凹状の収容部931(図7(b)参照)が形成されている。換言すると、この収容部931を形成するために、ドーム状カバー93は、それを外面から見た場合に、中央部に略円柱状の凸部93aが形成された構成となっている。なお、凸部93aには開口が形成されておらず、収容部931に収容されるベアリング95はその側面及び上面が収容部931の壁面に囲い込まれた状態となっている。
【0070】
ベアリング95は上下に抜け止めリング96a、96bが配置された状態で、その内輪95aがユニット用シャフト91に相対回転不能に取り付けられている(内輪95a内側の貫通孔にユニット用シャフト91が圧入されている)。また、ベアリング95は、その外輪95bの外壁が収容部931の側壁に固定されるように、収容部931に圧入されている。このベアリング95(内輪95aが外輪95bに対して相対回転する)の介在によって、ドーム状カバー93はユニット用シャフト91に相対回転可能に取り付けられている。
【0071】
また、ドーム状カバー93の収容部931には、外部からベアリング95内に異物(例えば穀物粒の粉砕時に用いられる液体や粉砕により得られたペースト状物等)が入り込まないように、例えばシリコン系或いはフッ素系の材料によって形成されるシール材97及び、このシール材97を保持する金属製のシールカバー98が、ベアリング95の下部側から圧入されている。シールカバー98は、ドーム状カバー93への固定が確実となるように、リベット99によってドーム状カバー93に固着されている。このリベット99による固定は行わなくてもよいが、確実な固定を得るために、本実施形態のように構成するのが好ましい。なお、シール材97及びシールカバー98はシール手段として機能する。
【0072】
ドーム状カバー93の外面には、凸部93aに隣接する箇所に垂直方向に延びるように配置される支軸100(図6参照)により、平面形状「く」の字形の混練ブレード101(例えばアルミニウム合金のダイキャスト成型品からなる)が取り付けられている。混練ブレード101は、支軸100に相対回転不能に取り付けられており、ドーム状カバー93に相対回転可能に取り付けられる支軸100と動きを共にする。換言すると、混練ブレード101は、ドーム状カバー93に対して相対回転可能に取り付けられた構成となっている。
【0073】
混練ブレード101の先端(支軸100を中心として混練ブレード101を回転したときに最も大きな円を描く部分を想定)側近傍の一方面には、図5〜図9に示すように緩衝材107が取り付けられている。緩衝材107は、混練ブレード101の先端から僅かに突出するように設けられている(例えば図8(b)参照)。なお、本実施形態では3mm程度突出する(d≒3mm)ように設けられている。
【0074】
緩衝材107の固定は、混練ブレード101の一方面と固定用板108とで緩衝材107を挟持した状態とし、混練ブレード101の他方面側から挿入されるリベット109のカシメで得られる構成となっている。なお、本実施形態ではリベット109の数を2つとしているが、その数が限定されないのは言うまでもない。
【0075】
この緩衝材107は、混練ブレード101が詳細は後述する開き姿勢となった場合に、パン容器80(の内壁)と直接接触しないように配置されている。混練ブレード101とパン容器80とが直接接触すると、それらの間の干渉が原因となって破損が発生する可能性があり、このような破損を防止すべく緩衝材107は設けられている。
【0076】
本実施形態の自動製パン器1においては、パン容器80及び混練ブレード101の表面にはフッ素コーティングが施されている。このため、本実施形態の緩衝材107は、このフッ素コーティングが混練ブレード101とパン容器80との接触で剥がれないように設けられたものといえる。そして、この点から、緩衝材107を構成する材料としては、フッ素コーティングを剥がさないようにコーティング材よりも柔らかい材料が好ましく、例えば、シリコーンゴムやTPE(Thermoplastic Elastomers;熱可塑性エラストマ)等が用いられる。また、緩衝材107は防音対策としても機能するが、この点は後述する。なお、以下では、この緩衝材107も混練ブレード101の一部と見なして説明が行われる場合がある。
【0077】
また、本実施形態では、ドーム状カバー93の外面に、混練ブレード101に並ぶように補完混練ブレード102(例えばアルミニウム合金のダイキャスト成型品からなる)が固定配置されている。この補完混練ブレード102は、必ずしも設ける必要がないが、パン生地を練り上げる練り工程における混練効率を高めるために設けるのが好ましい。
【0078】
ここで、混練ブレード101の動作について説明する。混練ブレード101は、支軸100と共に支軸100の軸線周りに回転し、図5、図7、図8(a)及び図9(a)に示す折り畳み姿勢と、図8(b)及び図9(b)に示す開き姿勢との2姿勢をとる。折り畳み姿勢では、混練ブレード101の下縁から垂下した突起101a(図6参照)がドーム状カバー93の上面(外面)に設けられた第1のストッパ部93bに当接する。このために、混練ブレード101は、それ以上ドーム状カバー93に対して反時計方向(上から見た場合を想定)の回動を行うことができない。この折り畳み姿勢では、混練ブレード101の先端がドーム状カバー93から少し突き出している。
【0079】
この姿勢(図9(a)の状態)から混練ブレード101がドーム状カバー93に対して時計方向(上から見た場合を想定)に回動して図9(b)に示す開き姿勢になると、混練ブレード101の先端はドーム状カバー93から大きく突き出す。この開き姿勢における混練ブレード101の開き角度は、ドーム状カバー93の内面に設けられる第2のストッパ部93c(図8参照)によって制限される。詳細は後述する第2係合体103b(支軸100に固定される)が、ドーム状カバー93の内面に設けられる第2のストッパ部93cに当って回転できなくなった時点で、混練ブレード101は最大開き角度となる。
【0080】
なお、混練ブレード101が折り畳み姿勢となっている場合には、例えば図5や図7に示すように補完混練ブレード102は混練ブレード101に整列し、あたかも「く」の字形状の混練ブレード101のサイズが大型化したようになる。
【0081】
ところで、ユニット用シャフト91には、例えば図6に示すように、粉砕ブレード92とシールカバー98との間にカバー用クラッチ103(本発明のクラッチの一例)を構成する第1係合体103aが取り付けられている。例えば亜鉛ダイカストからなる第1係合体103aには略矩形状の開口103aaが形成されており、この開口103aaにユニット用シャフト91の下部側の平面視略矩形状部分が嵌め込まれることにより、第1係合体103aはユニット用シャフト91に相対回転不能に取り付けられている。この第1係合体103aは粉砕ブレード92よりも先に、ユニット用シャフト91の下側から嵌め込まれ、ストッパ部材94によって、粉砕ブレード92と共にユニット用シャフト91からの脱落が防止されている。なお、本実施形態では、第1係合体103aとシールカバー98との間には、第1係合体103aの劣化防止等を考慮してワッシャ104を配置する構成としているが、このワッシャ104は必ずしも設けなくてもよい。
【0082】
また、混練ブレード101が取り付けられる支軸100の下部側には、カバー用クラッチ103を構成する第2係合体103bが取り付けられている。例えば亜鉛ダイカストからなる第2係合体103bには略矩形状の開口103baが形成されており、この開口103baに支軸100の下部側の平面視略矩形状部分が嵌め込まれることにより、第2係合体103bは支軸100に相対回転不能に取り付けられている。なお、本実施形態では、第2係合体103bの上側に、第2係合体103bの劣化防止等を考慮してワッシャ105を配置する構成としているが、このワッシャ105は必ずしも設けなくてもよい。
【0083】
第1係合体103aと第2係合体103bとで構成されるカバー用クラッチ103は、ブレード回転軸82の回転動力をドーム状カバー93に伝達するか否かを切り替えるクラッチとして機能する。カバー用クラッチ103は、混練モータ50が原動軸11を回転させるときのブレード回転軸82の回転方向(この回転方向を「正方向回転」とする。図8では反時計方向回転、図9では時計方向回転となる。本発明の「一方向」に該当する。)において、ブレード回転軸82の回転動力をドーム状カバー93に伝達する。逆に、粉砕モータ60が原動軸11を回転させるときのブレード回転軸82の回転方向(この回転方向を「逆方向回転」とする。図8では時計方向回転、図9では反時計方向回転となる。本発明の「一方向と逆方向」に該当する。)においては、カバー用クラッチ103は、ブレード回転軸82の回転動力をドーム状カバー93に伝達しない。以下、このカバー用クラッチ103の動作について更に詳細に説明する。
【0084】
混練ブレード101が折り畳み姿勢にある場合(例えば図8(a)、図9(a)の状態)、第2係合体103bの係合部103bbは第1係合体103aの係合部103ab(本実施形態では2つあるが1つでもよい)の回転軌道に干渉する角度となる(図8(a)の破線参照)。このため、ブレード回転軸82が正方向回転すると、第1係合体103aと第2係合体103bは係合し、ブレード回転軸82の回転動力がドーム状カバー93に伝達される。
【0085】
一方、混練ブレード101が開き姿勢にある場合(例えば図8(b)、図9(b)の状態)、第2係合体103bの係合部103bbは第1係合体103aの係合部103abの回転軌道から逸脱した角度となる(図8(b)の破線参照)。このために、ブレード回転軸82が回転しても、第1係合体103aと第2係合体103bは係合しない。従って、ブレード回転軸82の回転動力はドーム状カバー93に伝達されない。
【0086】
例えば図5及び図6に示すように、ドーム状カバー93には、カバー内空間とカバー外空間を連通する窓93dが形成される。窓93dは粉砕ブレード92に並ぶ高さか、それよりも上の位置に配置される。なお、本実施形態では、計4個の窓93dが90°間隔で並んでいるが、それ以外の数と配置間隔を選択することもできる。
【0087】
また、ドーム状カバー93内面には、各窓93dに対応して計4個のリブ93eが形成されている。各リブ93eはドーム状カバー93の中心近傍から外周の環状壁まで半径方向に斜めに延び、4個合わさって一種の巴形状を構成する。また、各リブ93eは、それに向かって押し寄せるパン原料に対面する側が凸となるように湾曲している。
【0088】
また、ドーム状カバー93の下面には、着脱可能なガード106が取り付けられている。このガード106は、ドーム状カバー93の下面を覆って粉砕ブレード92にユーザの指が接近するのを阻止する。ガード106は、例えば耐熱性を有するエンジニアリングプラスチックによって形成され、例えばPPS(ポリフェニレンサルファイド)等の成型品とできる。なお、このガード106は設けなくても構わないが、ユーザが安心して使用できるように設けるのが好ましい。
【0089】
例えば図6に示すように、ガード106の中心には、ユニット用シャフト91に固定されるストッパ部材94を通すリング状のハブ106aがある。また、ガード106の周縁にはリング状のリム106bがある。ハブ106aとリム106bとは複数のスポーク106cで連結される。スポーク106c同士の間は、粉砕ブレード92によって粉砕される穀物粒を通す開口部106dとなる。開口部106dは、指が通り抜けられない程度の大きさとなっている。
【0090】
ガード106のスポーク106cは、ドーム状カバー93に取り付けられた時、粉砕ブレード92と近接状態となる。そして、あたかも、ガード106が回転式電気かみそりの外刃で、粉砕ブレード92が内刃のような形になる。
【0091】
リム106bの周縁には、90°間隔で計4個(この構成に限定されないのは言うまでもない)の柱106eが一体成形されている。この柱106eのガード106中心側を向いた側面には、一端が行き止まりになった水平な溝106eaが形成される。この溝106eaと、ドーム状カバー93の外周に形成される突起93f(これも45°間隔で計4個配置されている)とを係合させることによって、ガード106はドーム状カバー106に取り付けられる。なお、溝106eaと突起93fとは、バヨネット結合を構成するように設けられている。
【0092】
以上のように、本実施形態の自動製パン器1では、粉砕ブレード92及び混練ブレード101を1つのユニット(ブレードユニット90)に組み込む構成としているので、その取り扱いが便利である。ユーザは、ブレードユニット90をブレード回転軸82から簡単に引き抜くことが可能であり、製パン作業終了後にブレードの洗浄を手軽に行うことができる。また、ブレードユニット90が備える粉砕ブレード92は、ユニット用シャフト91に着脱可能に取り付けられるものであり、その量産が行いやすく、ブレード交換等のメンテナンス性にも優れる。
【0093】
また、本実施形態の自動製パン器1では、パン容器80に水等の液体が入れられるために、ベアリング95に液体が入り込まないように、ベアリング95は密閉構造とされるのが好ましい。この点、自動製パン器1では、ベアリング95がドーム状カバー93に設けられる凹状の収容部931に収容されているために、ドーム状カバーの内面側にのみシール手段(シール材97及びシールカバー98)を設ければ、ベアリング95を密閉する構造が得られる。このため、ベアリング95の上下にシール手段を設ける必要がなく、ベアリング95のシール構造の小型化が図れる。このため、自動製パン器1では、焼き上がったパンの形状に対する悪影響(例えば、パンの底面が大きく凹む等)を抑制することが可能になる。
【0094】
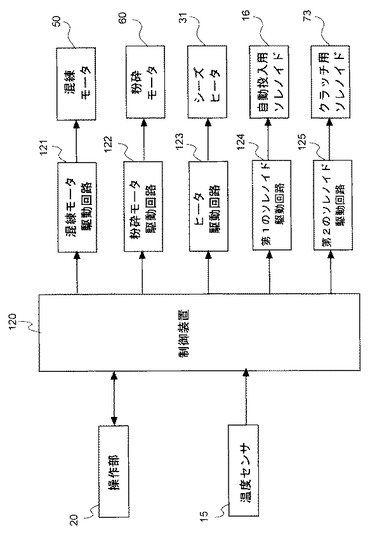
図12は、本実施形態の自動製パン器の構成を示すブロック図である。図12に示すように、自動製パン器1における制御動作は制御装置120によって行われる。制御装置120は、例えば、CPU(Central Processing Unit)、ROM(Read Only Memory)、RAM(Random Access Memory)、I/O(input/output)回路部等からなるマイクロコンピュータ(マイコン)によって構成される。この制御装置120は、焼成室30の熱の影響を受け難い位置に配置するのが好ましい。また、制御装置120には、時間計測機能が備えられており、パンの製造工程における時間的な制御が可能となっている。
【0095】
制御装置120には、上述の操作部20と、焼成室30の温度を検知する温度センサ15と、混練モータ駆動回路121と、粉砕モータ駆動回路122と、ヒータ駆動回路123と、第1のソレノイド駆動回路124と、第2のソレノイド駆動回路125と、が電気的に接続されている。
【0096】
混練モータ駆動回路121は、制御装置120からの指令の下で混練モータ50の駆動を制御するための回路である。また、粉砕モータ駆動回路122は、制御装置120からの指令の下で粉砕モータ60の駆動を制御するための回路である。ヒータ駆動回路123は、制御装置120からの指令の下でシーズヒータ31の動作を制御するための回路である。第1のソレノイド駆動回路124は、制御装置120からの指令の下で、パンの製造工程の途中で一部のパン原料を自動投入する際に駆動する自動投入用ソレノイド16の駆動を制御するための回路である。第2のソレノイド駆動回路125は、制御装置120からの指令の下でクラッチ56(図3参照)の状態を切り替えるクラッチ用ソレノイド73(図3参照)の駆動を制御するための回路である。
【0097】
制御装置120は、操作部20からの入力信号に基づいてROM等に格納されたパンの製造コース(製パンコース)に係るプログラムを読み出し、混練モータ駆動回路121を介して混練モータ50による混練ブレード101及び補完混練ブレード102の回転の制御、粉砕モータ駆動回路122を介して粉砕モータ60による粉砕ブレード92の回転の制御、ヒータ駆動回路123を介してシーズヒータ31による加熱動作の制御、第1のソレノイド駆動回路124を介して自動投入用ソレノイド16による可動フック42cの動作制御、第2のソレノイド駆動回路125を介してクラッチ用ソレノイド73によるクラッチ56の切替制御を行いながら、自動製パン器1にパンの製造工程を実行させる。
(自動製パン器の動作)
次に、以上のように構成される自動製パン器1でパンを製造する場合の動作について説明する。ここでは、自動製パン器1によって米粒を出発原料に用いてパンを製造する場合を例に、自動製パン器1の動作を説明する。
【0098】
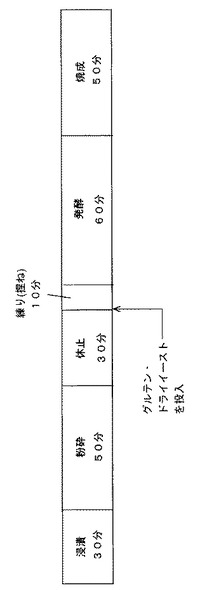
米粒が出発原料に用いられる場合には、米粒用製パンコースが実行される。図13は自動製パン器によって実行される米粒用製パンコースの流れを示す模式図である。図13に示すように、米粒用製パンコースにおいては、浸漬工程と、粉砕工程と、休止工程と、練り(捏ね)工程と、発酵工程と、焼成工程と、がこの順番で順次に実行される。
【0099】
米粒用製パンコースを開始するにあたって、ユーザは、パン容器80のブレード回転軸82にユニット用シャフト91を被せることによって、ブレードユニット90をブレード回転軸82に取り付ける。そして、ユーザは、米粒、水、調味料(例えば食塩、砂糖、ショートニング等)をそれぞれ所定量ずつ計量してパン容器80に入れる。なお、ユニット用シャフト91の下端部EP1に頂部911a、911b及び傾斜部912が設けられているために、ブレードユニット90のブレード回転軸82への取り付けは、不完全な取り付け状態となる可能性が低い。
【0100】
また、ユーザは、パンの製造工程の途中で自動投入されるパン原料を計量してパン原料収納容器42の容器本体42aに入れる。そして、収納すべきパン原料を容器本体42aに収納したら、可動フック42cによって容器蓋42bを支え、容器本体42aの開口が容器蓋42bによって閉じられた状態とする。
【0101】
なお、パン原料収納容器42に収納されるパン原料としては、例えば、グルテン、ドライイースト等が挙げられる。グルテンの代わりに、例えば小麦粉、増粘剤(グアガム等)及び上新粉のうちの少なくとも1つをパン原料収納容器42に収納するようにしてもよい。また、グルテン、小麦粉、増粘剤、上新粉等は用いずに、例えばドライイーストのみがパン原料収納容器42に収納されるようにしてもよい。更に、場合によっては、例えば食塩、砂糖、ショートニングといった調味料についてもパンの製造工程の途中で自動投入すべく、例えばグルテン、ドライイーストと共に、これらの原料をパン原料収納容器42に収納するようにしてもよい。この場合には、パン容器80に予め投入しておくパン原料は米粒及び水(単なる水の代わりに、例えばだし汁のような味成分を有する液体、果汁やアルコールを含有する液体等でもよい)となる。
【0102】
この後、ユーザは、パン容器80を焼成室30に入れ、更に、パン原料収納容器42を蓋40の所定位置に取り付ける。そして、ユーザは蓋40を閉じ、操作部20によって米粒用製パンコースを選択し、スタートキーを押す。これにより、制御装置120は、米粒を出発原料に用いてパンを製造する米粒用製パンコースの制御動作を開始する。
【0103】
米粒用製パンコースがスタートされると、制御装置120の指令によって浸漬工程が開始される。浸漬工程では、パン容器80に予め投入されたパン原料が静置状態とされ、この静置状態が予め定められた所定時間(本実施形態では30分)維持される。この浸漬工程は、米粒に水を含ませることによって、その後に行われる粉砕工程において、米粒を芯まで粉砕しやすくすることを狙う工程である。
【0104】
なお、米粒の吸水速度は水の温度によって変動し、水温が高いと吸水速度が高まり、水温が低いと吸水速度が低下する。このために、浸漬工程の時間は、例えば自動製パン器1が使用される環境温度等によって変動させるようにしてもよい。これにより、米粒の吸水度合いのばらつきを抑制することが可能になる。また、浸漬時間を短時間とするために、シーズヒータ31に通電して、焼成室30の温度が高められるようにしてもよい。
【0105】
また、浸漬工程の初期段階で粉砕ブレード92が回転されるようにしてもよく、更に、その後も、断続的に粉砕ブレード92が回転されるようにしてもよい。このようにすると、米粒の表面に傷をつけることができ、米粒の吸液効率が高められる。
【0106】
上記所定時間が経過すると、制御装置120の指令によって、浸漬工程が終了され、米粒を粉砕する粉砕工程が開始される。この粉砕工程では、米粒と水とが含まれる混合物の中で粉砕ブレード92が高速回転(例えば7000〜8000rpm)される。この粉砕工程では、制御装置120は、粉砕モータ60を制御してブレード回転軸82を逆方向回転(図8では時計方向回転、図9では反時計方向回転)させる。
【0107】
なお、粉砕モータ60を用いて粉砕ブレード92を回転させる場合、制御装置120は、クラッチ用ソレノイド73を駆動させて、クラッチ56が動力遮断を行うようにする(図3(a)の状態とする)。上述したように、このように制御しないとモータ破損の可能性があるからである。
【0108】
粉砕ブレード92を回転させるために、ブレード回転軸82が逆方向回転された場合、ドーム状カバー93もブレード回転軸82の回転に追随して回転を開始するが、次のような動作によってドーム状カバー93の回転はすぐに阻止(停止)される。なお、粉砕ブレード92は、粉砕工程の初期段階では低速で回転され、その後、高速回転されるようにするのが好ましい。
【0109】
粉砕ブレード92を回転させるためのブレード回転軸82の回転に伴うドーム状カバー93の回転方向は、図9において反時計方向であり、混練ブレード101は、それまで折り畳み姿勢(図9(a)に示す姿勢)であった場合には、米粒と水が含まれる混合物から受ける抵抗で開き姿勢(図9(b)に示す姿勢)に転じていく。
【0110】
混練ブレード101が開き姿勢になると、第2係合体103bの係合部103bbが第1係合体103aの係合部103abの回転軌道(図8の破線参照)から逸脱する。このために、カバー用クラッチ103は、ブレード回転軸82とドーム状カバー93との連結を切り離す。また、開き姿勢になった混練ブレード101は、図9(b)に示すように、その一部(正確には、先端側に設けられる緩衝材107)がパン容器80の内側壁(詳細には粉砕効率を向上するためにパン容器80の内壁に設けられた畝状の凸部80b)に当接するために、ドーム状カバー93の回転は阻止(停止)される。
【0111】
なお、粉砕工程においては、粉砕ブレード92の回転中に振動が発生するが、緩衝材107がパン容器80と接触する構成を採用しているために、この振動によって生じる衝突音が緩和されるようになっている。
【0112】
粉砕工程における米粒の粉砕は、先に行われた浸漬工程によって米粒に水が浸み込んだ状態で実行されるために、米粒を芯まで容易に粉砕することができる。粉砕工程における粉砕ブレード92の回転は本実施形態では間欠回転とされる。この間欠回転は、例えば30秒回転して5分間停止するというサイクルで行われ、このサイクルが10回繰り返される。なお、最後のサイクルでは、5分間の停止は行わない。粉砕ブレード92の回転は連続回転としてもよいが、例えばパン容器80内の原料温度が高くなり過ぎることを防止する等の目的のために、間欠回転とするのが好ましい。
【0113】
粉砕工程においては、米粒の粉砕が回転停止したドーム状カバー93内で行われるから、米粒がパン容器80の外に飛び散る可能性が低い。また、回転停止状態にあるガード106の開口部106dからドーム状カバー93内に入る米粒は、静止したスポーク106cと回転する粉砕ブレード92との間でせん断されるので、効率良く粉砕が行える。また、ドーム状カバー93に設けられるリブ93eによって、米粒と水とが含まれる混合物の流動(粉砕ブレード92の回転と同方向の流動である)が抑制されるので、効率良く粉砕が行える。
【0114】
また、粉砕された米粒と水とを含む混合物は、リブ93eによって窓93dの方向に誘導されて、窓93dからドーム状カバー93の外に排出される。リブ93eは、それに向かって押し寄せる混合物に対向する側が凸となるように湾曲しているので、混合物はリブ93eの表面に滞留しにくく、スムーズに窓93dの方へ流れていく。更に、ドーム状カバー93内部から混合物が排出されるのと入れ替わりに、凹部81の上の空間に存在していた混合物が凹部81に入り、凹部81からガード106の開口部106dを通ってドーム状カバー93内に入いる。このような循環をさせつつ粉砕ブレード92による粉砕を行うので、効率良く粉砕できる。
【0115】
なお、自動製パン器1においては所定の時間(本実施形態では50分)で粉砕工程が終了するようにしている。しかしながら、米粒の硬さのばらつきや環境条件によって粉砕粉の粒度にばらつきが生じることがある。このため、粉砕工程の終了が、粉砕モータ60の負荷の大きさ(例えば、モータの制御電流等で判断できる)を指標に判断される構成等としても構わない。
【0116】
粉砕工程が終了すると、制御装置120の指令によって休止工程が実行される。この休止工程は、粉砕工程によって上昇したパン容器80内の内容物の温度を下げる冷却期間として設けられている。温度を下げるのは、次に行われる練り工程が、イーストが活発に働く温度(例えば30℃前後)で実行されるようにするためである。本実施形態では、休止工程は所定時間(30分)とされているが、場合によっては、パン容器80の温度等が所定の温度となるまで、休止工程が行なわれる構成等としても構わない。
【0117】
休止工程が終了すると、制御装置120の指令によって練り工程が開始される。練り工程の開始にあたって、制御装置120はクラッチ用ソレノイド73を駆動して、クラッチ56が動力伝達を行うようにする(図3(b)の状態)。そして、制御装置120は混練モータ50を制御してブレード回転軸82を正方向回転(図8では反時計方向回転、図9では時計方向回転)させる。
【0118】
ブレード回転軸82を正方向回転させると、粉砕ブレード92も正方向に回転し、粉砕ブレード92の周囲のパン原料が正方向に流動する。それにつられてドーム状カバー93が正方向(図9では時計方向)に動くと、混練ブレード101は流動していないパン原料から抵抗を受けて、開き姿勢(図9(b)参照)から折り畳み姿勢(図9(a)参照)へと角度を変えて行く。これにより、第2係合体103bの係合部103bbが第1係合体103aの係合部103abの回転軌道(図8の破線参照)に干渉する角度となる。そして、カバー用クラッチ103がブレード回転軸82とドーム状カバー93とを連結し、ドーム状カバー93はブレード回転軸82によって本格的に駆動される態勢に入る。ドーム状カバー93と折り畳み姿勢になった混練ブレード101とは、ブレード回転軸82とともに正方向回転する。
【0119】
なお、以上に説明したカバー用クラッチ103の連結を確実に行うために、練り工程初期におけるブレード回転軸82の回転は、間欠回転或いは低速回転とするのが好ましい。また、上述のように、混練ブレード101が折り畳み姿勢になると、混練ブレード101の延長上に補完混練ブレード102が並ぶために、混練ブレード101があたかも大型化したかのようになって、パン原料は力強く押される。このため、生地の練り上げをしっかり行える。
【0120】
混練ブレード101(この用語は、折り畳み姿勢においては、補完混練ブレード102を含む表現として用いる。以下同様。)の回転は、練り工程の初期においては非常にゆっくりとされ、段階的に速度が速められるように制御装置120によって制御される。混練ブレード101の回転が非常にゆっくりである練り工程の初期段階において、制御装置120は自動投入用ソレノイド16を駆動させて、パン原料収納容器42の可動フック42cが容器蓋42bを支えた状態を解消させる。これにより、容器本体42aの開口が開かれて、例えば、グルテン、ドライイースといったパン原料がパン容器80内に自動投入される。
【0121】
上述のように、パン原料収納容器42は、容器本体42a及び容器蓋42bの内部にコーティング層が設けられて滑りがよくなっており、また、内部に凹凸部が設けられないように工夫されている。更に、パッキン42dの配置方法の工夫により、パン原料がパッキン42dに引っ掛かるという事態も抑制されている。このために、パン原料収納容器42にはパン原料がほとんど残ることなく、自動投入が完了する。
【0122】
なお、本実施形態では、パン原料収納容器42に収納されるパン原料を、混練ブレード101が回転している状態で投入することにしているが、これに限定されず、混練ブレード101が停止している状態で投入してもよい。ただし、本実施形態のように、混練ブレード101が回転した状態でパン原料を投入するようにした方が、パン原料を均一に分散することができるので好ましい。
【0123】
パン原料収納容器42に収納されたパン原料がパン容器80に投入された後は、混練ブレード101の回転によって、パン原料は所定の弾力を有する一つにつながった生地(dough)に練り上げられていく。混練ブレード101が生地を振り回してパン容器80の内壁にたたきつけることにより、混練に「捏ね」の要素が加わることになる。混練ブレード101の回転によりドーム状カバー93も回転する。ドーム状カバー93が回転すると、ドーム状カバー93に形成されるリブ93eも回転するために、ドーム状カバー93内のパン原料は速やかに窓93dから排出され、混練ブレード101が混練しているパン原料の塊(生地)に同化する。
【0124】
なお、練り工程においては、ドーム状カバー93と共にガード106も正方向に回転する。ガード106のスポーク106cは、正方向回転時、ガード106の中心側が先行しガード106の外周側が後続する形状とされている。このために、ガード106は、正方向に回転することにより、ドーム状カバー93内外のパン原料をスポーク106cで外側に押しやる。これにより、パンを焼き上げた後に廃棄分となる原料の割合を減らすことができる。
【0125】
また、ガード106の柱106eは、ガード106が正方向に回転するときに回転方向前面となる側面106eb(図6参照)が上向きに傾斜しているから、混練時、ドーム状カバー93の周囲のパン原料が柱106eの前面で上方に跳ね上げられる。このために、パンを焼き上げた後に廃棄分となる原料の割合を減らすことができる。
【0126】
自動製パン器1においては、練り工程の時間は、所望の弾力を有するパン生地が得られる時間として実験的に求められた所定の時間(本実施形態では10分)を採用する構成としている。ただし、練り工程の時間を一定とすると、環境温度等によってパン生地の出来上がり具合が変動する場合がある。このため、例えば、混練モータ50の負荷の大きさ(例えば、モータの制御電流等で判断できる)を指標に、練り工程の終了時点が判断される構成等としても構わない。
【0127】
なお、具材(例えばレーズン、ナッツ、チーズ等)入りのパンを焼く場合には、この練り工程の途中で投入するようにすればよい。
【0128】
練り工程が終了すると、制御装置120の指令によって発酵工程が開始される。この発酵工程では、制御装置120はシーズヒータ31を制御して、焼成室30の温度を、発酵が進む温度(例えば38℃)に維持する。そして、発酵が進む環境下で所定の時間(本実施形態では60分)放置される。
【0129】
なお、場合によっては、この発酵工程の途中で、混練ブレード101を回転してガス抜きや生地を丸める処理を行うようにしても構わない。
【0130】
発酵工程が終了すると、制御装置120の指令によって焼成工程が開始される。制御装置120はシーズヒータ31を制御して、焼成室30の温度を、パン焼きを行うのに適した温度(例えば125℃)まで上昇させる。そして、制御装置120は、焼成環境下で所定の時間(本実施形態では50分)パンを焼くように制御する。焼成工程の終了については、例えば操作部20の液晶表示パネルにおける表示や報知音等によってユーザに知らされる。ユーザは、製パン完了を検知すると、蓋40を開けてパン容器80を取り出して、パンの製造を完了させる。
【0131】
なお、パン容器80内のパンは、例えば、パン容器80の開口を斜め下に向けることで取り出すことができる。そして、このパンの取り出しと同時に、ブレード回転軸82に取り付けられたブレードユニット90もパン容器80から取り出される。パンの底には、ブレードユニット90の混練ブレード101及び補完混練ブレード102(パン容器80の凹部81から上側に突き出ている)の焼き跡が残る。しかし、ドーム状カバー93とガード106が凹部81の中に収容される構成であるために、それらがパンの底に大きな焼き跡を残すようなことは抑制される。
(その他)
以上に示した自動製パン器の実施形態は本発明の一例であり、本発明が適用される自動製パン器の構成は、以上に示した実施形態に限定されるものではない。
【0132】
例えば、以上に示した実施形態では、ユニット用シャフト91の上端部EP2の先端(上端面)から第1の頂部911aへと至る距離と、ユニット用シャフト91の上端部EP2の先端から第2の頂部911bへと至る距離とが異なる構成とした。しかしながら、本発明は、この構成に限定される趣旨ではない。すなわち、例えば、前述の2つの距離が同一である構成であっても構わない。
【0133】
ただし、この構成を採用する場合には、2つの頂部がユニット用シャフト91の回転中心を挟んで対称位置にあると、ブレード回転軸82のピン821の上に2つの頂部が載った状態で安定状態となる場合があり得る。すなわち、ブレード回転軸82への取り付け時に、ブレードユニット90が不完全な取り付け状態で安定することもあり得る。このような状態を避けるために、例えば図14(a)に示すように、2つの頂部911a、911bが、ユニット用シャフト91を側面視した場合に重なり合わないように構成するのが好ましい。なお、図14(a)は、本実施形態の第1変形例を説明するための図である。
【0134】
また、以上に示した実施形態では、ユニット用シャフト91に設けられる切り欠き部91aの数が2つ(これに対応してブレード回転軸82に設けられるピン821も2つ)である構成とした。しかし、本発明は、この構成に限定される趣旨ではない。すなわち、ユニット用シャフト91に設けられる切り欠き部91aの数は適宜変更して構わない。切り欠き部91aの数は複数に限らず、1つでもよい。この場合、例えば、ユニット用シャフト91は、図14(b)に示すような構成とすることができる。
【0135】
図14(b)に示す構成では、ユニット用シャフト91には、1つの頂部911aと、この頂部911aと切り欠き部91aとを接続する2つの傾斜面912と、が備えられる。このように構成することで、ブレード回転軸82のピン(1つ)が切り欠き部91aに自動的に嵌り込む構成が得られる。なお、図14(b)は、本実施形態の第2変形例を説明するための図で、左側は斜視図、右側は側面図である。
【0136】
また、以上に示した実施形態では、ユニット用シャフト91を側面から見た場合に、切り欠き部91aの幅(図10(b)、(c)の左右方向の長さ)は、ブレード回転軸82に設けられるピン821の直径とほぼ同等(正確にはやや大きい)の長さで一定とされた。なお、正確には、上端部近傍の幅は一定ではない。
【0137】
しかしながら、ユニット用シャフト91に設けられる切り欠き部91aの形状は、この構成に限らず、例えば図14(c)に示すような構成としても構わない。すなわち、ユニット用シャフト91を側面から見た場合に、切り欠き部91aは、下端部EP1(本発明の第1の端部)側から上端部EP2(本発明の第2の端部)側に向けて幅が徐々に狭くなる傾斜構造を有するように構成しても構わない。なお、図14(c)は、本実施形態の第3変形例を説明するための図である。
【0138】
図14(c)に示す変形例では、切り欠き部91aの幅は、上部側では、本実施形態同様にピン821の直径と同等の幅となっており、下部側では、ピン821の幅よりも広くなっている。切り欠き部91aには、パンの製造時にパン生地等が入り込み易い。このように切り欠き部91aに入り込んだパン生地等は、焼成工程において焼き付き、ブレードユニット90のブレード回転軸82からの抜けを悪くする原因となる。この点、図14(c)に示す変形例では、切り欠き部91aの幅が一部広く設けられているために、上述の焼き付きが発生した場合でも、ブレードユニット90をブレード回転軸82から引き抜く際の抵抗があまり大きくならないようにできる。すなわち、図14(c)に示す変形例を採用することで、製造後のパンの取り出し(パン容器80からのパンの取り出し)が容易になる。
【0139】
また、以上に示した実施形態においては、米粒が出発原料として用いられる場合を例に、自動製パン器の構成及び動作が説明された。しかし、本発明は、例えば小麦、大麦、粟、稗、蕎麦、とうもろこし、大豆等の米粒以外の穀物粒が出発原料として用いられる場合にも、適用可能である。
【0140】
また、以上においては、米粒(穀物粒)が出発原料として用いられる場合を示したが、本実施形態の自動製パン器1は、例えば小麦粉や米粉等の穀物粉を出発原料に用いてパンを製造することもできる。小麦粉や米粉が出発原料として用いられる場合には、粉砕ブレード92は不要である。このため、この場合には、以上に示したのとは異なるパン容器やブレードユニットが使用されるようにしてもよい。
【0141】
また、以上においては、自動製パン器が穀物粒からパンを製造可能であることとしたが、本発明は、出発原料として、穀物粒ではなく、小麦粉や米粉等の穀物粉を用いるタイプの自動製パン器にも適用可能である。すなわち、ブレード部が粉砕ブレードを備えず、混練ブレードのみを有する場合にも、本発明は適用可能である。
【0142】
また、以上に示した米粒用製パンコースの製造フローは例示であり、他の製造フローとしてもよい。一例を挙げると、粉砕工程後の休止工程は省いてもよい。
【0143】
また、以上に示した実施形態では、粉砕ブレード92によって穀物粒が粉砕される場合と、混練ブレード101によってパン生地が練り上げられる場合とで、別々のモータが使用される構成とした。しかし、本発明は、この構成に限定される趣旨ではない。すなわち、例えば1つのモータのみが備えられる構成とし、粉砕ブレード92によって穀物粒が粉砕される場合と、混練ブレード101によってパン生地が練り上げられる場合とで、同一のモータを使用する構成としても構わない。
【産業上の利用可能性】
【0144】
本発明は、家庭用の自動製パン器に好適である。
【符号の説明】
【0145】
1 自動製パン器
10 本体
30 焼成室
50 混練モータ
60 粉砕モータ
80 パン容器
82 ブレード回転軸
90 ブレードユニット(ブレード部)
91 ユニット用シャフト(取付部)
91a 切り欠き部
91c 挿入孔
92 粉砕ブレード
93 カバー
101 混練ブレード
103 カバー用クラッチ
821 ピン(係合凸部)
911a 第1の頂部
911b 第2の頂部
912 傾斜部
EP1 ユニット用シャフトの下端部(第1の端部)
EP2 ユニット用シャフトの上端部(第2の端部)
【技術分野】
【0001】
本発明は、主として一般家庭で使用される自動製パン器に関する。
【背景技術】
【0002】
市販の家庭用自動製パン器は、パン原料を入れるパン容器をそのまま焼き型としてパンを製造する仕組みのものが一般的である(例えば、特許文献1参照)。このような自動製パン器では、まず、パン原料が入れられたパン容器が本体内の焼成室に入れられる。そして、パン容器内のパン原料がパン容器内に設けられる混練ブレードでパン生地に練り上げられる(練り工程)。その後、練り上げられたパン生地を発酵させる発酵工程が行われ、パン容器が焼き型として使用されてパンが焼き上げられる(焼成工程)。
【0003】
このような自動製パン器を用いてパンの製造が行われる場合、これまでは、パン原料として、小麦や米などの穀物を製粉した粉(小麦粉、米粉等)や、そのような製粉した粉に各種の補助原料が混ぜられたミックス粉が必要とされた。しかしながら、一般家庭においては、米粒に代表されるように、粉の形態ではなく粒の形態で穀物が所持されることがある。このために、自動製パン器が穀物粒から直接パンを製造する仕組みを有すれば、非常に便利である。このようなことを念頭において、本出願人らは、穀物粒を出発原料としてパンを製造するパンの製造方法を開発している(特許文献2参照)。
【0004】
このパンの製造方法では、まず、穀物粒と液体とが混合され、この混合物の中で粉砕ブレードが回転されて穀物粒が粉砕される(粉砕工程)。そして、粉砕工程を経て得られたペースト状の粉砕粉を含むパン原料が、混練ブレードを用いてパン生地に練り上げられる(練り工程)。その後、練り上げられたパン生地を発酵させる発酵工程が行われ、続いてパンを焼き上げる焼成工程が行われる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−116526号公報
【特許文献2】特開2010−35476号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本出願人らは、上述の穀物粒を出発原料としてパンを製造する方法を実行可能な、新しい仕組みを備えた自動製パン器の開発に取り組んでいる。この新しい仕組みを備えた自動製パン器の構成として、例えば、本体内に設けられる焼成室にパン容器が収容され、このパン容器内で上述の粉砕工程から焼成工程が実行される構成のものが考えられている。
【0007】
このような構成を採用する場合に、例えば、粉砕工程から練り工程に移る際にブレード交換(粉砕ブレードと混練ブレードとの交換)が必要であるとすると、ユーザは、自動製パン器の使い勝手が悪いとの印象を抱く可能性がある。このために、本出願人らは、例えば、粉砕ブレードと混練ブレードとの使い分けが可能な1つのブレードユニットを、パン容器の内部に着脱自在に取り付ける構成の採用を考えている。
【0008】
この構成では、ブレードユニットは、例えば、その取付部(挿入孔が設けられる)がパン容器の底部に設けられる回転軸に被せられることによって、パン容器に取り付けられる。なお、パン容器の底部に設けられる回転軸は、本体内に設けられるモータによって回転可能とされる。
【0009】
パン容器の回転軸にブレードユニットの取付部を被せて、ブレードユニットがパン容器に取り付けられる構成を採用する場合、回転軸の取付部への挿入が十分でないのに、ユーザがブレードユニットの回転軸への取り付けが完了したと勘違いする事態が起こり得る。ブレードユニットの取り付けが不十分のまま、ユーザが自動製パン器の駆動を開始させると、例えば自動製パン器が故障してしまう等の問題が生じる可能性がある。また、ブレードユニットの取り付けが不十分な状態でパン容器を移動(持ち運び等)した際に、ブレードユニットが動いて、その反動でパン容器内の原料が飛散してしまうといった事態等も起こり得る。
【0010】
なお、以上では、混練ブレード及び粉砕ブレードを備えるブレードユニットにおける問題として、ブレードユニットのパン容器への取り付け時の不具合が述べられた。しかし、以上の不具合は、パン容器の回転軸に取付部を被せて取り付ける構成のブレード部(ユニット化されたもの、或いは、ユニット化されていないもの)を備える自動製パン器において生じるものと考えられる。すなわち、以上の不具合は、ブレード部に粉砕ブレードを備えず、小麦粉や米粉等の穀物粉からパンを製造する自動製パン器においても生じるものと考えられる。
【0011】
そこで、本発明の目的は、パン容器へのブレード部の取り付けが不完全な状態となり難い自動製パン器を提供することである。また、本発明の他の目的は、穀物粒からパンを焼き上げる便利な仕組みが備えられ、パン容器へのブレード部の取り付けが不完全な状態となり難い自動製パン器を提供することである。
【課題を解決するための手段】
【0012】
上記目的を達成するために本発明の自動製パン器は、パン原料が投入されるパン容器を本体内の焼成室に受け入れて、パンの製造工程が実行される自動製パン器であって、前記パン容器の底部に貫通して設けられる回転軸と、前記パン容器内側に設けられ、前記回転軸の側面から突出する係合凸部と、前記本体内に設けられ、前記焼成室に収容された前記パン容器の前記回転軸に回転力を与えるモータと、前記パンの製造工程が実行される際に使用されるブレードを含み、前記パン容器内側において前記回転軸に着脱可能に取り付けられるブレード部と、を備え、前記ブレード部には、前記回転軸が挿入される挿入孔を有して前記回転軸に回転不能に取り付けられる取付部が含まれ、前記取付部の側壁には、前記係合凸部に係合させる切り欠き部が形成されており、前記取付部が前記回転軸に取り付けられる際に前記回転軸の挿入が開始される側となる、前記取付部の第1の端部には、頂部と、前記切り欠き部と前記頂部とを接続する傾斜部と、が形成されている。
【0013】
本構成によれば、ブレード部が備える取付部の特定の端部に特定の傾斜部を設ける構成としている。このために、ブレード部がパン容器の回転軸に取り付けられるに際して、取付部の回転軸に対する取り付け方向が狙いの方向からずれても、取付部の方向が自動的に狙いの方向に向くようにできる。ここで、狙いの方向は、切り欠き部に係合凸部が嵌り込む方向である。すなわち、本構成によれば、パン容器へのブレード部の取り付けが不完全な状態となり難い。また、本構成によれば、ブレード部のパン容器への取り付け作業が容易になる。
【0014】
上記構成の自動製パン器において、前記切り欠き部は、前記取付部の側壁の対向する位置に形成された一対の切り欠き部であり、前記頂部には、第1の頂部と第2の頂部とが含まれ、前記第1の頂部と前記第2の頂部とは、いずれも、前記一対の切り欠き部の両方に前記傾斜部で接続されていることとしてもよい。本構成では、回転軸に2つの係合凸部を設ける構成とでき、ブレード部と回転軸との係合を得やすい。また、切り欠き部の数が多すぎず、取付部の構成が複雑になることもない。
【0015】
上記構成の自動製パン器において、前記取付部は、前記第1の端部の反対側にある第2の端部の先端から前記頂部までの距離が、前記第1の頂部と前記第2の頂部とで異なるように設けられていることとしてもよい。本構成によれば、取付部の回転軸に対する取り付け方向が狙いの方向からずれた場合に、取付部が傾きやすく、上述の、取付部の方向が自動的に狙いの方向に向く構成を実現しやすい。
【0016】
上記構成の自動製パン器において、前記切り欠き部は、前記第1の端部側から前記第1の端部の反対側にある第2の端部側に向けて幅が徐々に狭くなる傾斜構造を有することとしてもよい。本構成によれば、ブレード部を回転軸から引き抜く方向に切り欠き部の幅が広がるために、切り欠き部にパン生地等が入り込んで焼き付いた場合でも、ブレード部を回転軸から引き抜く際の抵抗(焼き付きによる抵抗)が比較的小さなものとなることが期待できる。すなわち、本構成によれば、パンの製造後に、パン容器からパンを取り出す作業が容易になることが期待できる。
【0017】
上記構成の自動製パン器において、前記ブレード部には、前記パン容器内で穀物粒を粉砕するために使用される粉砕ブレードと、前記パン容器内でパン生地を練り上げるために使用される混練ブレードと、が含まれることとしてもよい。本構成によれば、家庭で手に入り易い米粒等の穀物粒を出発原料としてパンを製造することができるために便利である。
【0018】
上記構成の自動製パン器において、前記ブレード部には、前記粉砕ブレードを覆うカバーと、前記回転軸と前記カバーとの連結状態を切り替えるクラッチと、が更に含まれ、前記粉砕ブレードは、前記取付部に回転不能に取り付けられ、前記カバーは、前記取付部に回転可能に取り付けられ、前記混練ブレードは、前記カバーの外面に回転可能に取り付けられて、パン生地を練り上げる際の姿勢である折り畳み姿勢と、前記パン容器の内壁に当接する姿勢である開き姿勢との2姿勢をとり得るようになっており、前記回転軸が一方向に回転する場合に、前記混練ブレードが前記折り畳み姿勢となって前記クラッチが前記回転軸と前記カバーとを連結し、前記カバー及び前記混練ブレードは前記回転軸とともに回転し、前記回転軸が前記一方向と逆方向に回転する場合に、前記混練ブレードが前記開き姿勢に転じて前記クラッチが前記回転軸と前記カバーとの連結を切り離し、前記カバー及び前記混練ブレードは回転停止状態となる、こととしてもよい。
【0019】
本構成によれば、回転軸を前記一方向と逆方向に回転させる(回転軸とともに粉砕ブレードが回転する)ことで、穀物粒の粉砕工程を実行できる。また、回転軸を前記一方向に回転させることで、粉砕工程で得られた粉砕粉を含むパン原料からパン生地を製造できる。すなわち、本構成の自動製パン器によれば、ユーザは途中でブレード交換することなく、穀物粒からパンを製造することができ、非常に便利である。
【発明の効果】
【0020】
本発明によると、パン容器へのブレード部の取り付けが不完全な状態となり難い自動製パン器を提供可能である。また、本発明によると、穀物粒からパンを焼き上げる便利な仕組みが備えられ、パン容器へのブレード部の取り付けが不完全な状態となり難い自動製パン器を提供可能である。このため、本発明によれば、家庭でのパン製造をより身近なものとして、家庭でのパン作りが盛んになることが期待できる。
【図面の簡単な説明】
【0021】
【図1】本実施形態の自動製パン器の外観構成を示す概略斜視図
【図2】本実施形態の自動製パン器の本体内部の構成を説明するための模式図
【図3】本実施形態の自動製パン器が備える第1の動力伝達部に含まれるクラッチについて説明するための図
【図4】本実施形態の自動製パン器における、パン容器が収容された焼成室及びその周辺の構成を模式的に示す図
【図5】本実施形態の自動製パン器が備えるブレードユニットの構成を示す概略斜視図
【図6】本実施形態の自動製パン器が備えるブレードユニットの構成を示す概略分解斜視図
【図7】本実施形態の自動製パン器が備えるブレードユニットの構成を示す概略側面図及び概略断面図
【図8】本実施形態の自動製パン器が備えるブレードユニットを下から見た場合の概略平面図(ガードが取り外された場合の図)
【図9】本実施形態の自動製パン器が備えるブレードユニットの動作を説明するための図で、パン容器を上から見た場合の図
【図10】本実施形態の自動製パン器が備えるブレードユニットのユニット用シャフトの構成を示す図
【図11】本実施形態の自動製パン器が備えるユニット用シャフトの作用を説明するための図
【図12】本実施形態の自動製パン器の構成を示すブロック図
【図13】本実施形態の自動製パン器によって実行される米粒用製パンコースの流れを示す模式図
【図14】本実施形態の自動製パン器の変形例について説明するための図
【発明を実施するための形態】
【0022】
以下、本発明の自動製パン器の実施形態について、図面を参照しながら詳細に説明する。なお、本明細書に登場する具体的な時間や温度等はあくまでも例示であり、それらは本発明の内容を限定するものではない。
(自動製パン器の構成)
図1は、本実施形態の自動製パン器の外観構成を示す概略斜視図である。図1に示すように、略直方体形状に設けられる自動製パン器1の本体10(その外殻は例えば金属や合成樹脂等によって形成される)の上面の一部には、操作部20が設けられている。この操作部20は、操作キー群と、時間、操作キー群によって設定された内容、エラー等を表示する表示部と、によって構成されている。操作キー群には、例えば、スタートキー、取り消しキー、タイマーキー、予約キー、パンの製造コース(米粒を出発原料に用いてパンを製造するコース、米粉を出発原料に用いてパンを製造するコース、小麦粉を出発原料に用いてパンを製造するコース等)を選択する選択キー等が含まれる。表示部は、例えば、液晶表示パネル等によって構成される。
【0023】
本体10内部には、詳細は後述するパン容器80が収容される焼成室30が設けられている。この焼成室30は、例えば板金からなる底壁30a及び4つの側壁30b(後述の図4も参照)で構成されている。焼成室30は、平面形状略矩形の箱形状で、その上面は開口している。この焼成室30は、本体10上部に設けられる蓋40によって開閉可能となっている。蓋40は、図示しない蝶番軸で本体10の背面側に取り付けられており、その蝶番軸を支点として回動することで、焼成室30の開閉が可能になっている。なお、図1は、この蓋40が開かれた状態を示している。
【0024】
この蓋40には、焼成室30内を覗けるように、例えば耐熱ガラスからなる覗き窓41が設けられている。また、蓋40には、パン原料収納容器42が取り付けられている。このパン原料収納容器42は、パンの製造工程の途中で一部のパン原料を自動投入することを可能にしている。パン原料収納容器42は、平面形状略長方形の箱形状の容器本体42aと、容器本体42aに対して回動可能に設けられて、容器本体42aの開口を開閉する容器蓋42bとを備えている。また、パン原料収納容器42は、容器蓋42bを外面(下面)側から支えて容器本体42aの開口が閉じられた状態を維持可能であると共に、外部からの力によって動かされて容器蓋42bとの係合が解除される可動フック42cも備えている。
【0025】
操作部20下部側の本体10内には自動投入用ソレノイド16(後述の図12参照)が設けられており、この自動投入用ソレノイド16が駆動すると、そのプランジャーが、蓋40に隣接する本体壁面10aに設けられる開口10bから突出するようになっている。そして、この突出したプランジャーによって可動する可動部材(図示せず)が可動フック42cを動かし、容器蓋42bと可動フック42cとの係合が外れて容器蓋42bが回動する。その結果、容器本体42aの開口が開かれた状態になる。なお、図1においては、容器本体42aの開口が開かれた状態が示されている。
【0026】
容器本体42a及び容器蓋42bは、容器内に収納される粉体パン原料(例えばグルテンやドライイースト等)が容器内に残留し難いように、アルミニウム等の金属で設けられるのが好ましい。そして、それらの内面は、シリコンやフッ素等のコーティング層で覆われるのが好ましく、更には凹凸がなるべく設けられず、滑らかに形成されるのが好ましい。
【0027】
また、米粒等の穀物粒を粉砕する際に発生する蒸気等が容器本体42a内に入り込むと、パン原料が容器内面に付着し易くなって好ましくない。このために、容器本体42a内に前述の蒸気等が入り込まないように、容器本体42aの開口側縁には鍔部(フランジ部)が設けられて、この鍔部と容器蓋42bとの間にはパッキン(シール部材)42dが介在するようになっている。
【0028】
図2は、本実施形態の自動製パン器の本体内部の構成を説明するための模式図である。図2は、自動製パン器1を上側から見た場合を想定しており、図の下側が自動製パン器1の正面側、図の上側が背面側である。図2に示すように、自動製パン器1には、焼成室30の右横に練り工程で用いられる低速・高トルクタイプの混練モータ50が固定配置され、焼成室30の後ろ側に粉砕工程で用いられる高速回転タイプの粉砕モータ60が固定配置されている。混練モータ50及び粉砕モータ60はいずれも竪軸である。
【0029】
混練モータ50の上面から突出する出力軸51には第1のプーリ52が固定される。この第1のプーリ52は、第1のベルト53によって、その径が第1のプーリ52よりも大きく形成されるとともに第1の回転軸54の上部側に固定される第2のプーリ55に連結されている。第1の回転軸54の下部側には、その回転中心が第1の回転軸54とほぼ同一となるように第2の回転軸57が設けられている(後述の図3も参照)。なお、第1の回転軸54及び第2の回転軸57は、本体10内部に回転可能に支持されている。また、第1の回転軸54と第2の回転軸57との間には、動力伝達と動力遮断を行うクラッチ56が設けられている(後述の図3も参照)。このクラッチ56の構成については後述する。
【0030】
第2の回転軸57の下部側には第3のプーリ58が固定されている(後述の図3も参照)。第3のプーリ58は、第2のベルト59によって、焼成室30の下部側に設けられるとともに原動軸11に固定される第1の原動軸用プーリ12(第3のプーリ58とほぼ同一の径を有する)に連結されている(後述の図3参照)。混練モータ50自身が低速・高トルクタイプであり、その上、第1のプーリ52の回転が第2のプーリ55によって減速回転される(例えば1/5の速度に減速される)。このため、クラッチ56が動力伝達を行う状態で混練モータ50を駆動すると、原動軸11は低速で回転する。
【0031】
なお、第1のプーリ52、第1のベルト53、第1の回転軸54、第2のプーリ55、クラッチ56、第2の回転軸57、第3のプーリ58、第2のベルト59、及び第1の原動軸用プーリ12で構成される動力伝達部のことを、以下では、第1の動力伝達部PT1と表現することがある。
【0032】
粉砕モータ60の下面から突出する出力軸61には、第4のプーリ62が固定されている。この第4のプーリ62は、第3のベルト63によって、原動軸11に固定される第2の原動軸用プーリ13(第1の原動軸用プーリ12より下側で固定される;後述の図3参照)に連結されている。第2の原動軸用プーリ13は第4のプーリ62とほぼ同一の径を有する。粉砕モータ60には高速回転のものが選定され、第4のプーリ62の回転は第2の原動軸用プーリ13においてほぼ同一速度で維持されるために、粉砕モータ60を駆動すると、原動軸11は高速回転(例えば7000〜8000rpm)を行う。
【0033】
なお、第4のプーリ62、第3のベルト63、及び第2の原動軸用プーリ13で構成される動力伝達部のことを、以下では、第2の動力伝達部PT2と表現することがある。第2の動力伝達部PT2は、クラッチを有さない構成であり、粉砕モータ60の出力軸61と原動軸11とを常時動力伝達可能に連結する。
【0034】
図3は、本実施形態の自動製パン器が備える第1の動力伝達部に含まれるクラッチについて説明するための図である。図3は、図2の矢印X方向に沿って見た場合を想定した図である。なお、図3(a)はクラッチ56が動力遮断を行う状態を示し、図3(b)はクラッチ56が動力伝達を行う状態を示す。
【0035】
図3に示すように、クラッチ56は、第1のクラッチ部材561と第2のクラッチ部材562とを有する。そして、第1のクラッチ部材561に設けられる爪561aと、第2のクラッチ部材562に設けられる爪562aとが噛み合う場合(図3(b)の状態)に、クラッチ56は動力伝達を行う。また、2つの爪561a、562bが噛み合わない場合(図3(a)の状態)に、クラッチ56は動力遮断を行う。すなわち、クラッチ56は噛み合いクラッチとなっている。
【0036】
なお、本実施形態では、2つのクラッチ部材561、562のそれぞれには、周方向(第1のクラッチ部材561を下から平面視した場合、或いは、第2のクラッチ部材562を上から平面視した場合を想定)にほぼ等間隔に並ぶ6つの爪561a、562aが設けられているが、この爪の数は適宜変更してもよい。また、爪561a、562aの形状は、好ましい形状を適宜選択すればよい。
【0037】
第1のクラッチ部材561は、抜け止め対策を施された上で、第1の回転軸54に、その軸方向(図3において上下方向)に摺動可能、且つ、相対回転不能に取り付けられている。第1の回転軸54の第1のクラッチ部材561の上部側には、バネ71が遊嵌されている。このバネ71は、第1の回転軸54に設けられるストッパ部54aと第1のクラッチ部材561とに挟まれるように配置されており、第1のクラッチ部材561を下側に向けて付勢している。一方、第2のクラッチ部材562は、第2の回転軸57の上端に固定されている。
【0038】
クラッチ56における、動力伝達状態と動力遮断状態との切り替えは、下位置と上位置とに選択配置可能なアーム部72を用いて行われる。アーム部72は、その一部が第1のクラッチ部材561の下側に配置され、第1のクラッチ部材561の外周側と当接可能となっている。
【0039】
アーム部72の駆動は、クラッチ用ソレノイド73を用いて行われる。クラッチ用ソレノイド73は、永久磁石73aを備え、いわゆる自己保持型のソレノイドとなっている。クラッチ用ソレノイド73のプランジャー73bは、アーム部72のプランジャー固定用の取付部72aに固定される。このために、電圧の印加によりハウジング73cからの突出量が変動するプランジャー73bの動きに合わせてアーム部72が動く。
【0040】
アーム部72が下位置(図3(b)の状態)から上位置(図3(a)の状態)に移動すると、第1のクラッチ部材561はバネ71の付勢力に抗して上方向に移動する。アーム部72が上位置にある場合には、第1のクラッチ部材561と第2のクラッチ部材562とは噛み合わない。すなわち、アーム部72が上位置にある場合には、クラッチ56は動力遮断を行う。
【0041】
一方、アーム部72が上位置から下位置に移動すると、第1のクラッチ部材561はバネ71の付勢力によって押される形で下方向に移動する。アーム部72が下位置にある場合には、第1のクラッチ部材561と第2のクラッチ部材562とは噛み合う。すなわち、アーム部72が下位置にある場合には、クラッチ56は動力伝達を行う。
【0042】
粉砕モータ60を駆動する際に、クラッチ56が動力伝達を行う状態(図3(b)の状態)であると、原動軸11を高速回転させる回転動力が混練モータ50の出力軸51に伝達される(図2参照)。この場合、粉砕モータ60が例えば8000rpmで回転されるとすると、第1のプーリ52と第2のプーリ55との半径比(例えば1:5)によって、混練モータ50の出力軸51を40000rpmで回転させる力が必要になる。その結果、粉砕モータ60に非常に大きな負荷が加わるために、粉砕モータ60が破損する可能性がある。このため、粉砕モータ60を駆動する際には、原動軸11を高速回転させる回転動力が混練モータ50の出力軸51に伝達されないようにする必要がある。そこで、自動製パン器1は、上述のように、動力伝達と動力遮断を行うクラッチ56を第1の動力伝達部PT1に含む構成となっている。
【0043】
なお、上述のように自動製パン器1においては、第2の動力伝達部PT2にはクラッチが設けられない構成としているが、これは次の理由による。すなわち、混練モータ50を駆動しても原動軸11は低速回転(例えば180rpm等)されるのみである。このため、原動軸11を回転させる回転動力が粉砕モータ60の出力軸に伝達されるようになっていても、混練モータ50に大きな負荷が加わることはない。そして、このように第2の動力伝達部PT2にクラッチが設けられない構成を敢えて採用することで、自動製パン器1の製造コストが抑制される。ただし、第2の動力伝達部PT2にクラッチが設けられる構成を採用しても、勿論構わない。
【0044】
図4は、本実施形態の自動製パン器における、パン容器が収容された焼成室及びその周辺の構成を模式的に示す図である。図4は、自動製パン器1を正面側から見た場合の構成を想定しており、焼成室30及びパン容器80の構成は概ね断面図で示されている。なお、パン原料が投入されるとともにパン焼き型として使用されるパン容器80は、焼成室30に対して出し入れ自在となっている。
【0045】
図4に示すように、焼成室30の内部には、シーズヒータ31(加熱手段の一例)が焼成室30に収容されたパン容器80を包囲するように配置されている。このシーズヒータ31を用いることにより、パン容器80内のパン原料(この表現にはパン生地を含む場合がある)の加熱が可能になる。
【0046】
また、焼成室30の底壁30aの略中心にあたる箇所には、パン容器80を支持するパン容器支持部14(例えばアルミニウム合金のダイキャスト成型品からなる)が固定されている。このパン容器支持部14は、焼成室30の底壁30aから窪むように形成され、その窪みの形状は上から見た場合に略円形となっている。このパン容器支持部14の中心には、上述の原動軸11が底壁30aに対して略垂直となるように支持されている。
【0047】
パン容器80は例えばアルミニウム合金のダイキャスト成型品(その他、板金等で構成しても構わない)であり、バケツのような形状をしており、開口部側縁に設けられる鍔部80aに手提げ用のハンドル(図示せず)が取り付けられている。パン容器80の水平断面は四隅を丸めた矩形である。また、パン容器80の底部には、詳細は後述するブレードユニット90の一部を収容する平面視略円形状の凹部81が形成されている。
【0048】
パン容器80の底部中心には、垂直方向に延びるブレード回転軸82(本発明の回転軸の一例)が、シール対策を施された状態で回転可能に支持されている。このブレード回転軸82の下端(パン容器80の底部から外部側に突き出ている)には、容器側カップリング部材82aが固定されている。また、パン容器80の底部外面側には筒状の台座83が設けられており、パン容器80は、この台座83がパン容器支持部14に受け入れられた状態で、焼成室30内に収容されるようになっている。なお、台座83は、パン容器80とは別に形成してもよいし、パン容器80と一体的に形成してもよい。
【0049】
パン容器80の台座83がパン容器支持部14に受け入れられた状態で焼成室30内に収容されると、ブレード回転軸82の下端に設けられる前述の容器側カップリング部材82aと、原動軸11の上端に固定される原動軸側カップリング部材11aとの連結(カップリング)が得られるようになる。そして、これにより、ブレード回転軸82は原動軸11から回転動力を伝えられるようになる。
【0050】
ブレード回転軸82のパン容器80内部に突出する部分には、その上からブレードユニット90(本発明のブレード部の一例)が着脱可能に取り付けられるようになっている。このブレードユニット90の構成について、図5から図11を参照しながら説明する。
【0051】
なお、図5は、本実施形態の自動製パン器が備えるブレードユニットの構成を示す概略斜視図である。図6は、本実施形態の自動製パン器が備えるブレードユニットの構成を示す概略分解斜視図である。図7は、本実施形態の自動製パン器が備えるブレードユニットの構成を示す図で、図7(a)は概略側面図、図7(b)は図7(a)のA−A位置における断面図である。図8は、本実施形態の自動製パン器が備えるブレードユニットを下から見た場合の概略平面図で、図8(a)は混練ブレードが折り畳み姿勢にある場合の図、図8(b)は混練ブレードが開き姿勢にある場合の図である。図8においては、後述のガードが取り外された状態を示している。
【0052】
図9は、本実施形態の自動製パン器が備えるブレードユニットの動作を説明するための図で、パン容器を上から見た場合の図である。図9(a)は混練ブレードが折り畳み姿勢にある場合の図、図9(b)は混練ブレードが開き姿勢にある場合の図である。図10は、本実施形態の自動製パン器が備えるブレードユニットのユニット用シャフトの構成を示す図で、図10(a)はユニット用シャフトを下方から見た場合の斜視図、図10(b)は側面図及び断面図(B−B断面)、図10(c)は図10(b)の観察位置から180°回転した位置から見た側面図及び断面図(C−C断面)である。図11は、本実施形態の自動製パン器が備えるユニット用シャフトの作用を説明するための図で、図11(a)は本実施形態のユニット用シャフトに関する図、図11(b)は本実施形態のユニット用シャフトの作用を理解し易くするために示した比較図である。
【0053】
ブレードユニット90は、大きくは、ユニット用シャフト91(本発明の取付部の一例)と、ユニット用シャフト91に相対回転不能に取り付けられる粉砕ブレード92と、ユニット用シャフト91に相対回転可能且つ粉砕ブレード92を覆うように取り付けられる平面視略円形のドーム状カバー93と、ドーム状カバー93に相対回転可能に取り付けられる混練ブレード101と、を備える構成となっている(例えば、図5〜図7参照)。ブレードユニット90がブレード回転軸82に取り付けられた状態において、粉砕ブレード92は、パン容器80の凹部81底面より少し上の箇所に位置する。また、粉砕ブレード92及びドーム状カバー93のほぼ全体は凹部81に収容される(例えば図4参照)。
【0054】
ユニット用シャフト91は、例えばステンレス鋼板等の金属によって形成される略円柱状の部材であり、一方端(下端)に開口が設けられ、その内部は中空となっている。すなわち、ユニット用シャフト91は、下端部(本発明の第1の端部)側からブレード回転軸82を挿入できるように、挿入孔91cが形成された構成となっている(例えば図7(b)及び図10参照)。
【0055】
また、ユニット用シャフト91の側壁の下部側(開口側)には、ユニット用シャフト91の回転中心を挟んで対称配置される一対の切り欠き部91aが形成されている(例えば図10参照)。切り欠き部91aの形状は側面視略矩形状であり、詳細には一方端(上端)が丸みを帯びている。切り欠き部91aは、ブレード回転軸82を水平に貫くピン821(本発明の、ブレード回転軸82の側壁から突出する係合凸部の一例;図7(b)、図11参照)に係合させるために設けられている。ブレード回転軸82のピン821と、切り欠き部91aとが係合することによって、ユニット用シャフト91はブレード回転軸82に相対回転不能に取り付けられた状態になる。
【0056】
図7(b)に示すように、ブレード回転軸82(破線で示す)の上端面(略円形状)の中央部に設けられる凸部82bと係合するように、ユニット用シャフト91の内部側の上面中央部には凹部91bが形成されている。これにより、ユニット用シャフト91とブレード回転軸82との中心を合わせた状態で、ブレードユニット90はブレード回転軸82に容易に取り付けることができる。このために、ブレード回転軸82を回転させた場合に、不要なガタツキが発生することが抑制される。本実施形態では、ブレード回転軸82側に凸部82b、ユニット用シャフト91側に凹部91bを設ける構成としたが、これとは逆に、ブレード回転軸82側に凹部、ユニット用シャフト91側に凸部が設けられる構成としても構わない。
【0057】
また、図10に示すように、ユニット用シャフト91の下端部EP1(本発明の第1の端部に該当)には、第1の頂部911aと第2の頂部911bとが形成されている。これら2つの頂部911a、911bは、各々、一対の切り欠き部91aが設けられる位置に対して略90°回転した位置に存在する。また、これら2つの頂部911a、911bは、いずれも傾斜部(傾斜面)912によって一対の切り欠き部91aに接続されている。すなわち、ユニット用シャフト91の下端部EP1には、傾斜部912が4つ存在する。
【0058】
第1の頂部911aと第2の頂部911bとは、ユニット用シャフト91を側面視した場合に段差Lを有する構造となっている(図10(b)参照)。すなわち、ユニット用シャフト91の上端部EP2(本発明の第2の端部に該当)側の先端(上端面)から第1の頂部911aへと至る距離と、ユニット用シャフト91の上端部EP2側の先端から第2の頂部911bへと至る距離とは異なっている。
【0059】
なお、本実施形態では、第1の頂部911aは、2つの傾斜部(傾斜面)912が交わる部分(交線)となっている(図10参照)。また、第2の頂部911bは、2つの傾斜部912を接続する狭小の平坦部(平坦面)となっている(図10参照)。ただし、本発明はこの構成に限らず、適宜変更可能である。すなわち、例えば、第1の頂部911aと第2の頂部911bとが側面視、段差構造を有し、第1の頂部911aと第2の頂部911bとが、いずれも、2つの傾斜部(傾斜面)912が交わる部分(交線)である構成等としてもよい。
【0060】
このように、ユニット用シャフト91の下端部EP1を構成した場合のユニット用シャフト91の作用について、図11を参照しながら説明する。まず、比較例として、下端部EP1が傾斜部を有さない平坦な構成となっているユニット用シャフト91´の場合(図11(b)参照)について説明する。
【0061】
ブレードユニット90をパン容器80内のブレード回転軸82に取り付けるべく、ユニット用シャフト91´がブレード回転軸82に被せられる際に、ユニット用シャフト91´の切り欠き部91a´とブレード回転軸82のピン821の位置がずれる場合がある。この場合、ユニット用シャフト91´の下端部EP1(平面)とピン821とが当接し、ブレードユニット90の取り付けは不十分な状態となる。
【0062】
ユーザがブレードユニット90の取り付けが不十分であることに気付けば、ユーザはユニット用シャフト91´を回転させる。そして、これにより、ピン821が切り欠き部91a´に嵌り込んだ正規の取り付け状態が得られる。しかし、ユーザが、ブレードユニット90の取り付けが不十分であることに気付かないことも起こり得る。特に、ブレードユニット90がドーム状カバー93を有するために、目視確認しづらく、このような事態が起きやすい。
【0063】
図11(b)に示す構成では、ユニット用シャフト91´がピン821の上に載った状態は、ある程度、安定した状態である。このため、ブレードユニット90の取り付けが不完全なまま、ブレードユニット90の取り付け作業が完了されてしまう場合がある。そして、このように取り付け作業が完了すると、自動製パン器1の駆動によって故障が発生したり、振動等によってブレードユニット90が落下してパン容器80内の原料が飛散したりするといった好ましくない事態が発生する場合がある。
【0064】
これに対し、本実施形態の構成では、最初に、ユニット用シャフト91の切り欠き部91aとブレード回転軸82のピン821の位置がずれた状態であっても、ユニット用シャフト91が自動的に回転して、切り欠き部91aとピン821の係合が得られるようになっている。
【0065】
図11(a)においては、ユニット用シャフト91の第1の頂部911aがピン821に当接した状態を示している。このような状態でユーザがブレードユニット90を離すと、第1の頂部911aと第2の頂部911bとが段差構造を有しているために、ユニット用シャフト91は傾く。この傾き動作が契機となって、ユニット用シャフト91の傾斜面912がピン821と当接した状態となり、ユニット用シャフト91は回転を開始する。この回転により、切り欠き部91aの位置がピン821の位置に至り、ピン821が切り欠き部91aに嵌り込んだ正規の取り付け状態が得られる。
【0066】
なお、ユニット用シャフト91がブレード回転軸82に被せられる際において、切り欠き部91aとピン821との位置がずれた状態は、図11(a)に示す状態に限られない。しかし、図11(a)に以外で位置ずれが発生した場合には、ピン821が最初から傾斜部(傾斜面)821に載った状態となるために、この場合も、ユニット用シャフト91が回転を開始する。その結果、ピン821が切り欠き部91aに嵌り込んだ正規の取り付け状態が得られる。
【0067】
穀物粒粉砕用の粉砕ブレード92は例えばステンレス鋼板によって形成され、その形状は例えば飛行機のプロペラのようになっている。粉砕ブレード92の中心部には、図6に示すように、平面視略矩形状の開口92aが形成されている。粉砕ブレード92は、ユニット用シャフト91の下部側から、開口92aにユニット用シャフト91が嵌め込まれるようにして取り付けられる。
【0068】
ユニット用シャフト91の下部側には、側面の一部(切り欠き部91aが設けられる位置近傍)を削って平坦面が形成されている。これにより、ユニット用シャフト91を下から平面視した場合に、ユニット用シャフト91の下部側は、粉砕ブレード92の開口92aとほぼ同形状(略矩形状)となっている。ユニット用シャフト91の下部側を平面視した場合の面積は、開口92aより、ほんの僅かだけ小さくなっている。このような形状を採用しているために、粉砕ブレード92はユニット用シャフト91に相対回転不能に取り付けられる。粉砕ブレード92の下部側には抜け止め用のストッパ部材94がユニット用シャフト91に嵌め込まれるために、粉砕ブレード92がユニット用シャフト91から脱落することはない。
【0069】
粉砕ブレード92を囲んで覆い隠すように配置されるドーム状カバー93は、例えばアルミニウム合金のダイキャスト成型品からなり、その内面側には、ベアリング95(本実施形態では転がり軸受けを使用している)を収容する凹状の収容部931(図7(b)参照)が形成されている。換言すると、この収容部931を形成するために、ドーム状カバー93は、それを外面から見た場合に、中央部に略円柱状の凸部93aが形成された構成となっている。なお、凸部93aには開口が形成されておらず、収容部931に収容されるベアリング95はその側面及び上面が収容部931の壁面に囲い込まれた状態となっている。
【0070】
ベアリング95は上下に抜け止めリング96a、96bが配置された状態で、その内輪95aがユニット用シャフト91に相対回転不能に取り付けられている(内輪95a内側の貫通孔にユニット用シャフト91が圧入されている)。また、ベアリング95は、その外輪95bの外壁が収容部931の側壁に固定されるように、収容部931に圧入されている。このベアリング95(内輪95aが外輪95bに対して相対回転する)の介在によって、ドーム状カバー93はユニット用シャフト91に相対回転可能に取り付けられている。
【0071】
また、ドーム状カバー93の収容部931には、外部からベアリング95内に異物(例えば穀物粒の粉砕時に用いられる液体や粉砕により得られたペースト状物等)が入り込まないように、例えばシリコン系或いはフッ素系の材料によって形成されるシール材97及び、このシール材97を保持する金属製のシールカバー98が、ベアリング95の下部側から圧入されている。シールカバー98は、ドーム状カバー93への固定が確実となるように、リベット99によってドーム状カバー93に固着されている。このリベット99による固定は行わなくてもよいが、確実な固定を得るために、本実施形態のように構成するのが好ましい。なお、シール材97及びシールカバー98はシール手段として機能する。
【0072】
ドーム状カバー93の外面には、凸部93aに隣接する箇所に垂直方向に延びるように配置される支軸100(図6参照)により、平面形状「く」の字形の混練ブレード101(例えばアルミニウム合金のダイキャスト成型品からなる)が取り付けられている。混練ブレード101は、支軸100に相対回転不能に取り付けられており、ドーム状カバー93に相対回転可能に取り付けられる支軸100と動きを共にする。換言すると、混練ブレード101は、ドーム状カバー93に対して相対回転可能に取り付けられた構成となっている。
【0073】
混練ブレード101の先端(支軸100を中心として混練ブレード101を回転したときに最も大きな円を描く部分を想定)側近傍の一方面には、図5〜図9に示すように緩衝材107が取り付けられている。緩衝材107は、混練ブレード101の先端から僅かに突出するように設けられている(例えば図8(b)参照)。なお、本実施形態では3mm程度突出する(d≒3mm)ように設けられている。
【0074】
緩衝材107の固定は、混練ブレード101の一方面と固定用板108とで緩衝材107を挟持した状態とし、混練ブレード101の他方面側から挿入されるリベット109のカシメで得られる構成となっている。なお、本実施形態ではリベット109の数を2つとしているが、その数が限定されないのは言うまでもない。
【0075】
この緩衝材107は、混練ブレード101が詳細は後述する開き姿勢となった場合に、パン容器80(の内壁)と直接接触しないように配置されている。混練ブレード101とパン容器80とが直接接触すると、それらの間の干渉が原因となって破損が発生する可能性があり、このような破損を防止すべく緩衝材107は設けられている。
【0076】
本実施形態の自動製パン器1においては、パン容器80及び混練ブレード101の表面にはフッ素コーティングが施されている。このため、本実施形態の緩衝材107は、このフッ素コーティングが混練ブレード101とパン容器80との接触で剥がれないように設けられたものといえる。そして、この点から、緩衝材107を構成する材料としては、フッ素コーティングを剥がさないようにコーティング材よりも柔らかい材料が好ましく、例えば、シリコーンゴムやTPE(Thermoplastic Elastomers;熱可塑性エラストマ)等が用いられる。また、緩衝材107は防音対策としても機能するが、この点は後述する。なお、以下では、この緩衝材107も混練ブレード101の一部と見なして説明が行われる場合がある。
【0077】
また、本実施形態では、ドーム状カバー93の外面に、混練ブレード101に並ぶように補完混練ブレード102(例えばアルミニウム合金のダイキャスト成型品からなる)が固定配置されている。この補完混練ブレード102は、必ずしも設ける必要がないが、パン生地を練り上げる練り工程における混練効率を高めるために設けるのが好ましい。
【0078】
ここで、混練ブレード101の動作について説明する。混練ブレード101は、支軸100と共に支軸100の軸線周りに回転し、図5、図7、図8(a)及び図9(a)に示す折り畳み姿勢と、図8(b)及び図9(b)に示す開き姿勢との2姿勢をとる。折り畳み姿勢では、混練ブレード101の下縁から垂下した突起101a(図6参照)がドーム状カバー93の上面(外面)に設けられた第1のストッパ部93bに当接する。このために、混練ブレード101は、それ以上ドーム状カバー93に対して反時計方向(上から見た場合を想定)の回動を行うことができない。この折り畳み姿勢では、混練ブレード101の先端がドーム状カバー93から少し突き出している。
【0079】
この姿勢(図9(a)の状態)から混練ブレード101がドーム状カバー93に対して時計方向(上から見た場合を想定)に回動して図9(b)に示す開き姿勢になると、混練ブレード101の先端はドーム状カバー93から大きく突き出す。この開き姿勢における混練ブレード101の開き角度は、ドーム状カバー93の内面に設けられる第2のストッパ部93c(図8参照)によって制限される。詳細は後述する第2係合体103b(支軸100に固定される)が、ドーム状カバー93の内面に設けられる第2のストッパ部93cに当って回転できなくなった時点で、混練ブレード101は最大開き角度となる。
【0080】
なお、混練ブレード101が折り畳み姿勢となっている場合には、例えば図5や図7に示すように補完混練ブレード102は混練ブレード101に整列し、あたかも「く」の字形状の混練ブレード101のサイズが大型化したようになる。
【0081】
ところで、ユニット用シャフト91には、例えば図6に示すように、粉砕ブレード92とシールカバー98との間にカバー用クラッチ103(本発明のクラッチの一例)を構成する第1係合体103aが取り付けられている。例えば亜鉛ダイカストからなる第1係合体103aには略矩形状の開口103aaが形成されており、この開口103aaにユニット用シャフト91の下部側の平面視略矩形状部分が嵌め込まれることにより、第1係合体103aはユニット用シャフト91に相対回転不能に取り付けられている。この第1係合体103aは粉砕ブレード92よりも先に、ユニット用シャフト91の下側から嵌め込まれ、ストッパ部材94によって、粉砕ブレード92と共にユニット用シャフト91からの脱落が防止されている。なお、本実施形態では、第1係合体103aとシールカバー98との間には、第1係合体103aの劣化防止等を考慮してワッシャ104を配置する構成としているが、このワッシャ104は必ずしも設けなくてもよい。
【0082】
また、混練ブレード101が取り付けられる支軸100の下部側には、カバー用クラッチ103を構成する第2係合体103bが取り付けられている。例えば亜鉛ダイカストからなる第2係合体103bには略矩形状の開口103baが形成されており、この開口103baに支軸100の下部側の平面視略矩形状部分が嵌め込まれることにより、第2係合体103bは支軸100に相対回転不能に取り付けられている。なお、本実施形態では、第2係合体103bの上側に、第2係合体103bの劣化防止等を考慮してワッシャ105を配置する構成としているが、このワッシャ105は必ずしも設けなくてもよい。
【0083】
第1係合体103aと第2係合体103bとで構成されるカバー用クラッチ103は、ブレード回転軸82の回転動力をドーム状カバー93に伝達するか否かを切り替えるクラッチとして機能する。カバー用クラッチ103は、混練モータ50が原動軸11を回転させるときのブレード回転軸82の回転方向(この回転方向を「正方向回転」とする。図8では反時計方向回転、図9では時計方向回転となる。本発明の「一方向」に該当する。)において、ブレード回転軸82の回転動力をドーム状カバー93に伝達する。逆に、粉砕モータ60が原動軸11を回転させるときのブレード回転軸82の回転方向(この回転方向を「逆方向回転」とする。図8では時計方向回転、図9では反時計方向回転となる。本発明の「一方向と逆方向」に該当する。)においては、カバー用クラッチ103は、ブレード回転軸82の回転動力をドーム状カバー93に伝達しない。以下、このカバー用クラッチ103の動作について更に詳細に説明する。
【0084】
混練ブレード101が折り畳み姿勢にある場合(例えば図8(a)、図9(a)の状態)、第2係合体103bの係合部103bbは第1係合体103aの係合部103ab(本実施形態では2つあるが1つでもよい)の回転軌道に干渉する角度となる(図8(a)の破線参照)。このため、ブレード回転軸82が正方向回転すると、第1係合体103aと第2係合体103bは係合し、ブレード回転軸82の回転動力がドーム状カバー93に伝達される。
【0085】
一方、混練ブレード101が開き姿勢にある場合(例えば図8(b)、図9(b)の状態)、第2係合体103bの係合部103bbは第1係合体103aの係合部103abの回転軌道から逸脱した角度となる(図8(b)の破線参照)。このために、ブレード回転軸82が回転しても、第1係合体103aと第2係合体103bは係合しない。従って、ブレード回転軸82の回転動力はドーム状カバー93に伝達されない。
【0086】
例えば図5及び図6に示すように、ドーム状カバー93には、カバー内空間とカバー外空間を連通する窓93dが形成される。窓93dは粉砕ブレード92に並ぶ高さか、それよりも上の位置に配置される。なお、本実施形態では、計4個の窓93dが90°間隔で並んでいるが、それ以外の数と配置間隔を選択することもできる。
【0087】
また、ドーム状カバー93内面には、各窓93dに対応して計4個のリブ93eが形成されている。各リブ93eはドーム状カバー93の中心近傍から外周の環状壁まで半径方向に斜めに延び、4個合わさって一種の巴形状を構成する。また、各リブ93eは、それに向かって押し寄せるパン原料に対面する側が凸となるように湾曲している。
【0088】
また、ドーム状カバー93の下面には、着脱可能なガード106が取り付けられている。このガード106は、ドーム状カバー93の下面を覆って粉砕ブレード92にユーザの指が接近するのを阻止する。ガード106は、例えば耐熱性を有するエンジニアリングプラスチックによって形成され、例えばPPS(ポリフェニレンサルファイド)等の成型品とできる。なお、このガード106は設けなくても構わないが、ユーザが安心して使用できるように設けるのが好ましい。
【0089】
例えば図6に示すように、ガード106の中心には、ユニット用シャフト91に固定されるストッパ部材94を通すリング状のハブ106aがある。また、ガード106の周縁にはリング状のリム106bがある。ハブ106aとリム106bとは複数のスポーク106cで連結される。スポーク106c同士の間は、粉砕ブレード92によって粉砕される穀物粒を通す開口部106dとなる。開口部106dは、指が通り抜けられない程度の大きさとなっている。
【0090】
ガード106のスポーク106cは、ドーム状カバー93に取り付けられた時、粉砕ブレード92と近接状態となる。そして、あたかも、ガード106が回転式電気かみそりの外刃で、粉砕ブレード92が内刃のような形になる。
【0091】
リム106bの周縁には、90°間隔で計4個(この構成に限定されないのは言うまでもない)の柱106eが一体成形されている。この柱106eのガード106中心側を向いた側面には、一端が行き止まりになった水平な溝106eaが形成される。この溝106eaと、ドーム状カバー93の外周に形成される突起93f(これも45°間隔で計4個配置されている)とを係合させることによって、ガード106はドーム状カバー106に取り付けられる。なお、溝106eaと突起93fとは、バヨネット結合を構成するように設けられている。
【0092】
以上のように、本実施形態の自動製パン器1では、粉砕ブレード92及び混練ブレード101を1つのユニット(ブレードユニット90)に組み込む構成としているので、その取り扱いが便利である。ユーザは、ブレードユニット90をブレード回転軸82から簡単に引き抜くことが可能であり、製パン作業終了後にブレードの洗浄を手軽に行うことができる。また、ブレードユニット90が備える粉砕ブレード92は、ユニット用シャフト91に着脱可能に取り付けられるものであり、その量産が行いやすく、ブレード交換等のメンテナンス性にも優れる。
【0093】
また、本実施形態の自動製パン器1では、パン容器80に水等の液体が入れられるために、ベアリング95に液体が入り込まないように、ベアリング95は密閉構造とされるのが好ましい。この点、自動製パン器1では、ベアリング95がドーム状カバー93に設けられる凹状の収容部931に収容されているために、ドーム状カバーの内面側にのみシール手段(シール材97及びシールカバー98)を設ければ、ベアリング95を密閉する構造が得られる。このため、ベアリング95の上下にシール手段を設ける必要がなく、ベアリング95のシール構造の小型化が図れる。このため、自動製パン器1では、焼き上がったパンの形状に対する悪影響(例えば、パンの底面が大きく凹む等)を抑制することが可能になる。
【0094】
図12は、本実施形態の自動製パン器の構成を示すブロック図である。図12に示すように、自動製パン器1における制御動作は制御装置120によって行われる。制御装置120は、例えば、CPU(Central Processing Unit)、ROM(Read Only Memory)、RAM(Random Access Memory)、I/O(input/output)回路部等からなるマイクロコンピュータ(マイコン)によって構成される。この制御装置120は、焼成室30の熱の影響を受け難い位置に配置するのが好ましい。また、制御装置120には、時間計測機能が備えられており、パンの製造工程における時間的な制御が可能となっている。
【0095】
制御装置120には、上述の操作部20と、焼成室30の温度を検知する温度センサ15と、混練モータ駆動回路121と、粉砕モータ駆動回路122と、ヒータ駆動回路123と、第1のソレノイド駆動回路124と、第2のソレノイド駆動回路125と、が電気的に接続されている。
【0096】
混練モータ駆動回路121は、制御装置120からの指令の下で混練モータ50の駆動を制御するための回路である。また、粉砕モータ駆動回路122は、制御装置120からの指令の下で粉砕モータ60の駆動を制御するための回路である。ヒータ駆動回路123は、制御装置120からの指令の下でシーズヒータ31の動作を制御するための回路である。第1のソレノイド駆動回路124は、制御装置120からの指令の下で、パンの製造工程の途中で一部のパン原料を自動投入する際に駆動する自動投入用ソレノイド16の駆動を制御するための回路である。第2のソレノイド駆動回路125は、制御装置120からの指令の下でクラッチ56(図3参照)の状態を切り替えるクラッチ用ソレノイド73(図3参照)の駆動を制御するための回路である。
【0097】
制御装置120は、操作部20からの入力信号に基づいてROM等に格納されたパンの製造コース(製パンコース)に係るプログラムを読み出し、混練モータ駆動回路121を介して混練モータ50による混練ブレード101及び補完混練ブレード102の回転の制御、粉砕モータ駆動回路122を介して粉砕モータ60による粉砕ブレード92の回転の制御、ヒータ駆動回路123を介してシーズヒータ31による加熱動作の制御、第1のソレノイド駆動回路124を介して自動投入用ソレノイド16による可動フック42cの動作制御、第2のソレノイド駆動回路125を介してクラッチ用ソレノイド73によるクラッチ56の切替制御を行いながら、自動製パン器1にパンの製造工程を実行させる。
(自動製パン器の動作)
次に、以上のように構成される自動製パン器1でパンを製造する場合の動作について説明する。ここでは、自動製パン器1によって米粒を出発原料に用いてパンを製造する場合を例に、自動製パン器1の動作を説明する。
【0098】
米粒が出発原料に用いられる場合には、米粒用製パンコースが実行される。図13は自動製パン器によって実行される米粒用製パンコースの流れを示す模式図である。図13に示すように、米粒用製パンコースにおいては、浸漬工程と、粉砕工程と、休止工程と、練り(捏ね)工程と、発酵工程と、焼成工程と、がこの順番で順次に実行される。
【0099】
米粒用製パンコースを開始するにあたって、ユーザは、パン容器80のブレード回転軸82にユニット用シャフト91を被せることによって、ブレードユニット90をブレード回転軸82に取り付ける。そして、ユーザは、米粒、水、調味料(例えば食塩、砂糖、ショートニング等)をそれぞれ所定量ずつ計量してパン容器80に入れる。なお、ユニット用シャフト91の下端部EP1に頂部911a、911b及び傾斜部912が設けられているために、ブレードユニット90のブレード回転軸82への取り付けは、不完全な取り付け状態となる可能性が低い。
【0100】
また、ユーザは、パンの製造工程の途中で自動投入されるパン原料を計量してパン原料収納容器42の容器本体42aに入れる。そして、収納すべきパン原料を容器本体42aに収納したら、可動フック42cによって容器蓋42bを支え、容器本体42aの開口が容器蓋42bによって閉じられた状態とする。
【0101】
なお、パン原料収納容器42に収納されるパン原料としては、例えば、グルテン、ドライイースト等が挙げられる。グルテンの代わりに、例えば小麦粉、増粘剤(グアガム等)及び上新粉のうちの少なくとも1つをパン原料収納容器42に収納するようにしてもよい。また、グルテン、小麦粉、増粘剤、上新粉等は用いずに、例えばドライイーストのみがパン原料収納容器42に収納されるようにしてもよい。更に、場合によっては、例えば食塩、砂糖、ショートニングといった調味料についてもパンの製造工程の途中で自動投入すべく、例えばグルテン、ドライイーストと共に、これらの原料をパン原料収納容器42に収納するようにしてもよい。この場合には、パン容器80に予め投入しておくパン原料は米粒及び水(単なる水の代わりに、例えばだし汁のような味成分を有する液体、果汁やアルコールを含有する液体等でもよい)となる。
【0102】
この後、ユーザは、パン容器80を焼成室30に入れ、更に、パン原料収納容器42を蓋40の所定位置に取り付ける。そして、ユーザは蓋40を閉じ、操作部20によって米粒用製パンコースを選択し、スタートキーを押す。これにより、制御装置120は、米粒を出発原料に用いてパンを製造する米粒用製パンコースの制御動作を開始する。
【0103】
米粒用製パンコースがスタートされると、制御装置120の指令によって浸漬工程が開始される。浸漬工程では、パン容器80に予め投入されたパン原料が静置状態とされ、この静置状態が予め定められた所定時間(本実施形態では30分)維持される。この浸漬工程は、米粒に水を含ませることによって、その後に行われる粉砕工程において、米粒を芯まで粉砕しやすくすることを狙う工程である。
【0104】
なお、米粒の吸水速度は水の温度によって変動し、水温が高いと吸水速度が高まり、水温が低いと吸水速度が低下する。このために、浸漬工程の時間は、例えば自動製パン器1が使用される環境温度等によって変動させるようにしてもよい。これにより、米粒の吸水度合いのばらつきを抑制することが可能になる。また、浸漬時間を短時間とするために、シーズヒータ31に通電して、焼成室30の温度が高められるようにしてもよい。
【0105】
また、浸漬工程の初期段階で粉砕ブレード92が回転されるようにしてもよく、更に、その後も、断続的に粉砕ブレード92が回転されるようにしてもよい。このようにすると、米粒の表面に傷をつけることができ、米粒の吸液効率が高められる。
【0106】
上記所定時間が経過すると、制御装置120の指令によって、浸漬工程が終了され、米粒を粉砕する粉砕工程が開始される。この粉砕工程では、米粒と水とが含まれる混合物の中で粉砕ブレード92が高速回転(例えば7000〜8000rpm)される。この粉砕工程では、制御装置120は、粉砕モータ60を制御してブレード回転軸82を逆方向回転(図8では時計方向回転、図9では反時計方向回転)させる。
【0107】
なお、粉砕モータ60を用いて粉砕ブレード92を回転させる場合、制御装置120は、クラッチ用ソレノイド73を駆動させて、クラッチ56が動力遮断を行うようにする(図3(a)の状態とする)。上述したように、このように制御しないとモータ破損の可能性があるからである。
【0108】
粉砕ブレード92を回転させるために、ブレード回転軸82が逆方向回転された場合、ドーム状カバー93もブレード回転軸82の回転に追随して回転を開始するが、次のような動作によってドーム状カバー93の回転はすぐに阻止(停止)される。なお、粉砕ブレード92は、粉砕工程の初期段階では低速で回転され、その後、高速回転されるようにするのが好ましい。
【0109】
粉砕ブレード92を回転させるためのブレード回転軸82の回転に伴うドーム状カバー93の回転方向は、図9において反時計方向であり、混練ブレード101は、それまで折り畳み姿勢(図9(a)に示す姿勢)であった場合には、米粒と水が含まれる混合物から受ける抵抗で開き姿勢(図9(b)に示す姿勢)に転じていく。
【0110】
混練ブレード101が開き姿勢になると、第2係合体103bの係合部103bbが第1係合体103aの係合部103abの回転軌道(図8の破線参照)から逸脱する。このために、カバー用クラッチ103は、ブレード回転軸82とドーム状カバー93との連結を切り離す。また、開き姿勢になった混練ブレード101は、図9(b)に示すように、その一部(正確には、先端側に設けられる緩衝材107)がパン容器80の内側壁(詳細には粉砕効率を向上するためにパン容器80の内壁に設けられた畝状の凸部80b)に当接するために、ドーム状カバー93の回転は阻止(停止)される。
【0111】
なお、粉砕工程においては、粉砕ブレード92の回転中に振動が発生するが、緩衝材107がパン容器80と接触する構成を採用しているために、この振動によって生じる衝突音が緩和されるようになっている。
【0112】
粉砕工程における米粒の粉砕は、先に行われた浸漬工程によって米粒に水が浸み込んだ状態で実行されるために、米粒を芯まで容易に粉砕することができる。粉砕工程における粉砕ブレード92の回転は本実施形態では間欠回転とされる。この間欠回転は、例えば30秒回転して5分間停止するというサイクルで行われ、このサイクルが10回繰り返される。なお、最後のサイクルでは、5分間の停止は行わない。粉砕ブレード92の回転は連続回転としてもよいが、例えばパン容器80内の原料温度が高くなり過ぎることを防止する等の目的のために、間欠回転とするのが好ましい。
【0113】
粉砕工程においては、米粒の粉砕が回転停止したドーム状カバー93内で行われるから、米粒がパン容器80の外に飛び散る可能性が低い。また、回転停止状態にあるガード106の開口部106dからドーム状カバー93内に入る米粒は、静止したスポーク106cと回転する粉砕ブレード92との間でせん断されるので、効率良く粉砕が行える。また、ドーム状カバー93に設けられるリブ93eによって、米粒と水とが含まれる混合物の流動(粉砕ブレード92の回転と同方向の流動である)が抑制されるので、効率良く粉砕が行える。
【0114】
また、粉砕された米粒と水とを含む混合物は、リブ93eによって窓93dの方向に誘導されて、窓93dからドーム状カバー93の外に排出される。リブ93eは、それに向かって押し寄せる混合物に対向する側が凸となるように湾曲しているので、混合物はリブ93eの表面に滞留しにくく、スムーズに窓93dの方へ流れていく。更に、ドーム状カバー93内部から混合物が排出されるのと入れ替わりに、凹部81の上の空間に存在していた混合物が凹部81に入り、凹部81からガード106の開口部106dを通ってドーム状カバー93内に入いる。このような循環をさせつつ粉砕ブレード92による粉砕を行うので、効率良く粉砕できる。
【0115】
なお、自動製パン器1においては所定の時間(本実施形態では50分)で粉砕工程が終了するようにしている。しかしながら、米粒の硬さのばらつきや環境条件によって粉砕粉の粒度にばらつきが生じることがある。このため、粉砕工程の終了が、粉砕モータ60の負荷の大きさ(例えば、モータの制御電流等で判断できる)を指標に判断される構成等としても構わない。
【0116】
粉砕工程が終了すると、制御装置120の指令によって休止工程が実行される。この休止工程は、粉砕工程によって上昇したパン容器80内の内容物の温度を下げる冷却期間として設けられている。温度を下げるのは、次に行われる練り工程が、イーストが活発に働く温度(例えば30℃前後)で実行されるようにするためである。本実施形態では、休止工程は所定時間(30分)とされているが、場合によっては、パン容器80の温度等が所定の温度となるまで、休止工程が行なわれる構成等としても構わない。
【0117】
休止工程が終了すると、制御装置120の指令によって練り工程が開始される。練り工程の開始にあたって、制御装置120はクラッチ用ソレノイド73を駆動して、クラッチ56が動力伝達を行うようにする(図3(b)の状態)。そして、制御装置120は混練モータ50を制御してブレード回転軸82を正方向回転(図8では反時計方向回転、図9では時計方向回転)させる。
【0118】
ブレード回転軸82を正方向回転させると、粉砕ブレード92も正方向に回転し、粉砕ブレード92の周囲のパン原料が正方向に流動する。それにつられてドーム状カバー93が正方向(図9では時計方向)に動くと、混練ブレード101は流動していないパン原料から抵抗を受けて、開き姿勢(図9(b)参照)から折り畳み姿勢(図9(a)参照)へと角度を変えて行く。これにより、第2係合体103bの係合部103bbが第1係合体103aの係合部103abの回転軌道(図8の破線参照)に干渉する角度となる。そして、カバー用クラッチ103がブレード回転軸82とドーム状カバー93とを連結し、ドーム状カバー93はブレード回転軸82によって本格的に駆動される態勢に入る。ドーム状カバー93と折り畳み姿勢になった混練ブレード101とは、ブレード回転軸82とともに正方向回転する。
【0119】
なお、以上に説明したカバー用クラッチ103の連結を確実に行うために、練り工程初期におけるブレード回転軸82の回転は、間欠回転或いは低速回転とするのが好ましい。また、上述のように、混練ブレード101が折り畳み姿勢になると、混練ブレード101の延長上に補完混練ブレード102が並ぶために、混練ブレード101があたかも大型化したかのようになって、パン原料は力強く押される。このため、生地の練り上げをしっかり行える。
【0120】
混練ブレード101(この用語は、折り畳み姿勢においては、補完混練ブレード102を含む表現として用いる。以下同様。)の回転は、練り工程の初期においては非常にゆっくりとされ、段階的に速度が速められるように制御装置120によって制御される。混練ブレード101の回転が非常にゆっくりである練り工程の初期段階において、制御装置120は自動投入用ソレノイド16を駆動させて、パン原料収納容器42の可動フック42cが容器蓋42bを支えた状態を解消させる。これにより、容器本体42aの開口が開かれて、例えば、グルテン、ドライイースといったパン原料がパン容器80内に自動投入される。
【0121】
上述のように、パン原料収納容器42は、容器本体42a及び容器蓋42bの内部にコーティング層が設けられて滑りがよくなっており、また、内部に凹凸部が設けられないように工夫されている。更に、パッキン42dの配置方法の工夫により、パン原料がパッキン42dに引っ掛かるという事態も抑制されている。このために、パン原料収納容器42にはパン原料がほとんど残ることなく、自動投入が完了する。
【0122】
なお、本実施形態では、パン原料収納容器42に収納されるパン原料を、混練ブレード101が回転している状態で投入することにしているが、これに限定されず、混練ブレード101が停止している状態で投入してもよい。ただし、本実施形態のように、混練ブレード101が回転した状態でパン原料を投入するようにした方が、パン原料を均一に分散することができるので好ましい。
【0123】
パン原料収納容器42に収納されたパン原料がパン容器80に投入された後は、混練ブレード101の回転によって、パン原料は所定の弾力を有する一つにつながった生地(dough)に練り上げられていく。混練ブレード101が生地を振り回してパン容器80の内壁にたたきつけることにより、混練に「捏ね」の要素が加わることになる。混練ブレード101の回転によりドーム状カバー93も回転する。ドーム状カバー93が回転すると、ドーム状カバー93に形成されるリブ93eも回転するために、ドーム状カバー93内のパン原料は速やかに窓93dから排出され、混練ブレード101が混練しているパン原料の塊(生地)に同化する。
【0124】
なお、練り工程においては、ドーム状カバー93と共にガード106も正方向に回転する。ガード106のスポーク106cは、正方向回転時、ガード106の中心側が先行しガード106の外周側が後続する形状とされている。このために、ガード106は、正方向に回転することにより、ドーム状カバー93内外のパン原料をスポーク106cで外側に押しやる。これにより、パンを焼き上げた後に廃棄分となる原料の割合を減らすことができる。
【0125】
また、ガード106の柱106eは、ガード106が正方向に回転するときに回転方向前面となる側面106eb(図6参照)が上向きに傾斜しているから、混練時、ドーム状カバー93の周囲のパン原料が柱106eの前面で上方に跳ね上げられる。このために、パンを焼き上げた後に廃棄分となる原料の割合を減らすことができる。
【0126】
自動製パン器1においては、練り工程の時間は、所望の弾力を有するパン生地が得られる時間として実験的に求められた所定の時間(本実施形態では10分)を採用する構成としている。ただし、練り工程の時間を一定とすると、環境温度等によってパン生地の出来上がり具合が変動する場合がある。このため、例えば、混練モータ50の負荷の大きさ(例えば、モータの制御電流等で判断できる)を指標に、練り工程の終了時点が判断される構成等としても構わない。
【0127】
なお、具材(例えばレーズン、ナッツ、チーズ等)入りのパンを焼く場合には、この練り工程の途中で投入するようにすればよい。
【0128】
練り工程が終了すると、制御装置120の指令によって発酵工程が開始される。この発酵工程では、制御装置120はシーズヒータ31を制御して、焼成室30の温度を、発酵が進む温度(例えば38℃)に維持する。そして、発酵が進む環境下で所定の時間(本実施形態では60分)放置される。
【0129】
なお、場合によっては、この発酵工程の途中で、混練ブレード101を回転してガス抜きや生地を丸める処理を行うようにしても構わない。
【0130】
発酵工程が終了すると、制御装置120の指令によって焼成工程が開始される。制御装置120はシーズヒータ31を制御して、焼成室30の温度を、パン焼きを行うのに適した温度(例えば125℃)まで上昇させる。そして、制御装置120は、焼成環境下で所定の時間(本実施形態では50分)パンを焼くように制御する。焼成工程の終了については、例えば操作部20の液晶表示パネルにおける表示や報知音等によってユーザに知らされる。ユーザは、製パン完了を検知すると、蓋40を開けてパン容器80を取り出して、パンの製造を完了させる。
【0131】
なお、パン容器80内のパンは、例えば、パン容器80の開口を斜め下に向けることで取り出すことができる。そして、このパンの取り出しと同時に、ブレード回転軸82に取り付けられたブレードユニット90もパン容器80から取り出される。パンの底には、ブレードユニット90の混練ブレード101及び補完混練ブレード102(パン容器80の凹部81から上側に突き出ている)の焼き跡が残る。しかし、ドーム状カバー93とガード106が凹部81の中に収容される構成であるために、それらがパンの底に大きな焼き跡を残すようなことは抑制される。
(その他)
以上に示した自動製パン器の実施形態は本発明の一例であり、本発明が適用される自動製パン器の構成は、以上に示した実施形態に限定されるものではない。
【0132】
例えば、以上に示した実施形態では、ユニット用シャフト91の上端部EP2の先端(上端面)から第1の頂部911aへと至る距離と、ユニット用シャフト91の上端部EP2の先端から第2の頂部911bへと至る距離とが異なる構成とした。しかしながら、本発明は、この構成に限定される趣旨ではない。すなわち、例えば、前述の2つの距離が同一である構成であっても構わない。
【0133】
ただし、この構成を採用する場合には、2つの頂部がユニット用シャフト91の回転中心を挟んで対称位置にあると、ブレード回転軸82のピン821の上に2つの頂部が載った状態で安定状態となる場合があり得る。すなわち、ブレード回転軸82への取り付け時に、ブレードユニット90が不完全な取り付け状態で安定することもあり得る。このような状態を避けるために、例えば図14(a)に示すように、2つの頂部911a、911bが、ユニット用シャフト91を側面視した場合に重なり合わないように構成するのが好ましい。なお、図14(a)は、本実施形態の第1変形例を説明するための図である。
【0134】
また、以上に示した実施形態では、ユニット用シャフト91に設けられる切り欠き部91aの数が2つ(これに対応してブレード回転軸82に設けられるピン821も2つ)である構成とした。しかし、本発明は、この構成に限定される趣旨ではない。すなわち、ユニット用シャフト91に設けられる切り欠き部91aの数は適宜変更して構わない。切り欠き部91aの数は複数に限らず、1つでもよい。この場合、例えば、ユニット用シャフト91は、図14(b)に示すような構成とすることができる。
【0135】
図14(b)に示す構成では、ユニット用シャフト91には、1つの頂部911aと、この頂部911aと切り欠き部91aとを接続する2つの傾斜面912と、が備えられる。このように構成することで、ブレード回転軸82のピン(1つ)が切り欠き部91aに自動的に嵌り込む構成が得られる。なお、図14(b)は、本実施形態の第2変形例を説明するための図で、左側は斜視図、右側は側面図である。
【0136】
また、以上に示した実施形態では、ユニット用シャフト91を側面から見た場合に、切り欠き部91aの幅(図10(b)、(c)の左右方向の長さ)は、ブレード回転軸82に設けられるピン821の直径とほぼ同等(正確にはやや大きい)の長さで一定とされた。なお、正確には、上端部近傍の幅は一定ではない。
【0137】
しかしながら、ユニット用シャフト91に設けられる切り欠き部91aの形状は、この構成に限らず、例えば図14(c)に示すような構成としても構わない。すなわち、ユニット用シャフト91を側面から見た場合に、切り欠き部91aは、下端部EP1(本発明の第1の端部)側から上端部EP2(本発明の第2の端部)側に向けて幅が徐々に狭くなる傾斜構造を有するように構成しても構わない。なお、図14(c)は、本実施形態の第3変形例を説明するための図である。
【0138】
図14(c)に示す変形例では、切り欠き部91aの幅は、上部側では、本実施形態同様にピン821の直径と同等の幅となっており、下部側では、ピン821の幅よりも広くなっている。切り欠き部91aには、パンの製造時にパン生地等が入り込み易い。このように切り欠き部91aに入り込んだパン生地等は、焼成工程において焼き付き、ブレードユニット90のブレード回転軸82からの抜けを悪くする原因となる。この点、図14(c)に示す変形例では、切り欠き部91aの幅が一部広く設けられているために、上述の焼き付きが発生した場合でも、ブレードユニット90をブレード回転軸82から引き抜く際の抵抗があまり大きくならないようにできる。すなわち、図14(c)に示す変形例を採用することで、製造後のパンの取り出し(パン容器80からのパンの取り出し)が容易になる。
【0139】
また、以上に示した実施形態においては、米粒が出発原料として用いられる場合を例に、自動製パン器の構成及び動作が説明された。しかし、本発明は、例えば小麦、大麦、粟、稗、蕎麦、とうもろこし、大豆等の米粒以外の穀物粒が出発原料として用いられる場合にも、適用可能である。
【0140】
また、以上においては、米粒(穀物粒)が出発原料として用いられる場合を示したが、本実施形態の自動製パン器1は、例えば小麦粉や米粉等の穀物粉を出発原料に用いてパンを製造することもできる。小麦粉や米粉が出発原料として用いられる場合には、粉砕ブレード92は不要である。このため、この場合には、以上に示したのとは異なるパン容器やブレードユニットが使用されるようにしてもよい。
【0141】
また、以上においては、自動製パン器が穀物粒からパンを製造可能であることとしたが、本発明は、出発原料として、穀物粒ではなく、小麦粉や米粉等の穀物粉を用いるタイプの自動製パン器にも適用可能である。すなわち、ブレード部が粉砕ブレードを備えず、混練ブレードのみを有する場合にも、本発明は適用可能である。
【0142】
また、以上に示した米粒用製パンコースの製造フローは例示であり、他の製造フローとしてもよい。一例を挙げると、粉砕工程後の休止工程は省いてもよい。
【0143】
また、以上に示した実施形態では、粉砕ブレード92によって穀物粒が粉砕される場合と、混練ブレード101によってパン生地が練り上げられる場合とで、別々のモータが使用される構成とした。しかし、本発明は、この構成に限定される趣旨ではない。すなわち、例えば1つのモータのみが備えられる構成とし、粉砕ブレード92によって穀物粒が粉砕される場合と、混練ブレード101によってパン生地が練り上げられる場合とで、同一のモータを使用する構成としても構わない。
【産業上の利用可能性】
【0144】
本発明は、家庭用の自動製パン器に好適である。
【符号の説明】
【0145】
1 自動製パン器
10 本体
30 焼成室
50 混練モータ
60 粉砕モータ
80 パン容器
82 ブレード回転軸
90 ブレードユニット(ブレード部)
91 ユニット用シャフト(取付部)
91a 切り欠き部
91c 挿入孔
92 粉砕ブレード
93 カバー
101 混練ブレード
103 カバー用クラッチ
821 ピン(係合凸部)
911a 第1の頂部
911b 第2の頂部
912 傾斜部
EP1 ユニット用シャフトの下端部(第1の端部)
EP2 ユニット用シャフトの上端部(第2の端部)
【特許請求の範囲】
【請求項1】
パン原料が投入されるパン容器を本体内の焼成室に受け入れて、パンの製造工程が実行される自動製パン器であって、
前記パン容器の底部に貫通して設けられる回転軸と、
前記パン容器内側に設けられ、前記回転軸の側面から突出する係合凸部と、
前記本体内に設けられ、前記焼成室に収容された前記パン容器の前記回転軸に回転力を与えるモータと、
前記パンの製造工程が実行される際に使用されるブレードを含み、前記パン容器内側において前記回転軸に着脱可能に取り付けられるブレード部と、
を備え、
前記ブレード部には、前記回転軸が挿入される挿入孔を有して前記回転軸に回転不能に取り付けられる取付部が含まれ、
前記取付部の側壁には、前記係合凸部に係合させる切り欠き部が形成されており、
前記取付部が前記回転軸に取り付けられる際に前記回転軸の挿入が開始される側となる、前記取付部の第1の端部には、頂部と、前記切り欠き部と前記頂部とを接続する傾斜部と、が形成されている、自動製パン器。
【請求項2】
前記切り欠き部は、前記取付部の側壁の対向する位置に形成された一対の切り欠き部であり、
前記頂部には、第1の頂部と第2の頂部とが含まれ、
前記第1の頂部と前記第2の頂部とは、いずれも、前記一対の切り欠き部の両方に前記傾斜部で接続されている、請求項1に記載の自動製パン器。
【請求項3】
前記取付部は、前記第1の端部の反対側にある第2の端部の先端から前記頂部までの距離が、前記第1の頂部と前記第2の頂部とで異なるように設けられている、請求項2に記載の自動製パン器。
【請求項4】
前記切り欠き部は、前記第1の端部側から前記第1の端部の反対側にある第2の端部側に向けて幅が徐々に狭くなる傾斜構造を有する、請求項1から3のいずれかに記載の自動製パン器。
【請求項5】
前記ブレード部には、前記パン容器内で穀物粒を粉砕するために使用される粉砕ブレードと、前記パン容器内でパン生地を練り上げるために使用される混練ブレードと、が含まれる、請求項1から4のいずれかに記載の自動製パン器。
【請求項6】
前記ブレード部には、前記粉砕ブレードを覆うカバーと、前記回転軸と前記カバーとの連結状態を切り替えるクラッチと、が更に含まれ、
前記粉砕ブレードは、前記取付部に回転不能に取り付けられ、
前記カバーは、前記取付部に回転可能に取り付けられ、
前記混練ブレードは、前記カバーの外面に回転可能に取り付けられて、パン生地を練り上げる際の姿勢である折り畳み姿勢と、前記パン容器の内壁に当接する姿勢である開き姿勢との2姿勢をとり得るようになっており、
前記回転軸が一方向に回転する場合に、前記混練ブレードが前記折り畳み姿勢となって前記クラッチが前記回転軸と前記カバーとを連結し、前記カバー及び前記混練ブレードは前記回転軸とともに回転し、
前記回転軸が前記一方向と逆方向に回転する場合に、前記混練ブレードが前記開き姿勢に転じて前記クラッチが前記回転軸と前記カバーとの連結を切り離し、前記カバー及び前記混練ブレードは回転停止状態となる、請求項5に記載の自動製パン器。
【請求項1】
パン原料が投入されるパン容器を本体内の焼成室に受け入れて、パンの製造工程が実行される自動製パン器であって、
前記パン容器の底部に貫通して設けられる回転軸と、
前記パン容器内側に設けられ、前記回転軸の側面から突出する係合凸部と、
前記本体内に設けられ、前記焼成室に収容された前記パン容器の前記回転軸に回転力を与えるモータと、
前記パンの製造工程が実行される際に使用されるブレードを含み、前記パン容器内側において前記回転軸に着脱可能に取り付けられるブレード部と、
を備え、
前記ブレード部には、前記回転軸が挿入される挿入孔を有して前記回転軸に回転不能に取り付けられる取付部が含まれ、
前記取付部の側壁には、前記係合凸部に係合させる切り欠き部が形成されており、
前記取付部が前記回転軸に取り付けられる際に前記回転軸の挿入が開始される側となる、前記取付部の第1の端部には、頂部と、前記切り欠き部と前記頂部とを接続する傾斜部と、が形成されている、自動製パン器。
【請求項2】
前記切り欠き部は、前記取付部の側壁の対向する位置に形成された一対の切り欠き部であり、
前記頂部には、第1の頂部と第2の頂部とが含まれ、
前記第1の頂部と前記第2の頂部とは、いずれも、前記一対の切り欠き部の両方に前記傾斜部で接続されている、請求項1に記載の自動製パン器。
【請求項3】
前記取付部は、前記第1の端部の反対側にある第2の端部の先端から前記頂部までの距離が、前記第1の頂部と前記第2の頂部とで異なるように設けられている、請求項2に記載の自動製パン器。
【請求項4】
前記切り欠き部は、前記第1の端部側から前記第1の端部の反対側にある第2の端部側に向けて幅が徐々に狭くなる傾斜構造を有する、請求項1から3のいずれかに記載の自動製パン器。
【請求項5】
前記ブレード部には、前記パン容器内で穀物粒を粉砕するために使用される粉砕ブレードと、前記パン容器内でパン生地を練り上げるために使用される混練ブレードと、が含まれる、請求項1から4のいずれかに記載の自動製パン器。
【請求項6】
前記ブレード部には、前記粉砕ブレードを覆うカバーと、前記回転軸と前記カバーとの連結状態を切り替えるクラッチと、が更に含まれ、
前記粉砕ブレードは、前記取付部に回転不能に取り付けられ、
前記カバーは、前記取付部に回転可能に取り付けられ、
前記混練ブレードは、前記カバーの外面に回転可能に取り付けられて、パン生地を練り上げる際の姿勢である折り畳み姿勢と、前記パン容器の内壁に当接する姿勢である開き姿勢との2姿勢をとり得るようになっており、
前記回転軸が一方向に回転する場合に、前記混練ブレードが前記折り畳み姿勢となって前記クラッチが前記回転軸と前記カバーとを連結し、前記カバー及び前記混練ブレードは前記回転軸とともに回転し、
前記回転軸が前記一方向と逆方向に回転する場合に、前記混練ブレードが前記開き姿勢に転じて前記クラッチが前記回転軸と前記カバーとの連結を切り離し、前記カバー及び前記混練ブレードは回転停止状態となる、請求項5に記載の自動製パン器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−75444(P2012−75444A)
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願番号】特願2010−220383(P2010−220383)
【出願日】平成22年9月30日(2010.9.30)
【出願人】(000001889)三洋電機株式会社 (18,308)
【出願人】(000214892)三洋電機コンシューマエレクトロニクス株式会社 (1,582)
【Fターム(参考)】
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願日】平成22年9月30日(2010.9.30)
【出願人】(000001889)三洋電機株式会社 (18,308)
【出願人】(000214892)三洋電機コンシューマエレクトロニクス株式会社 (1,582)
【Fターム(参考)】
[ Back to top ]